WO2020071552A1 - 光造形用樹脂組成物 - Google Patents
光造形用樹脂組成物Info
- Publication number
- WO2020071552A1 WO2020071552A1 PCT/JP2019/039386 JP2019039386W WO2020071552A1 WO 2020071552 A1 WO2020071552 A1 WO 2020071552A1 JP 2019039386 W JP2019039386 W JP 2019039386W WO 2020071552 A1 WO2020071552 A1 WO 2020071552A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- meth
- acrylate
- resin composition
- compound
- stereolithography
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C7/00—Orthodontics, i.e. obtaining or maintaining the desired position of teeth, e.g. by straightening, evening, regulating, separating, or by correcting malocclusions
- A61C7/002—Orthodontic computer assisted systems
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/0003—Making bridge-work, inlays, implants or the like
- A61C13/0006—Production methods
- A61C13/0013—Production methods using stereolithographic techniques
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/01—Palates or other bases or supports for the artificial teeth; Making same
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F290/00—Macromolecular compounds obtained by polymerising monomers on to polymers modified by introduction of aliphatic unsaturated end or side groups
- C08F290/02—Macromolecular compounds obtained by polymerising monomers on to polymers modified by introduction of aliphatic unsaturated end or side groups on to polymers modified by introduction of unsaturated end groups
- C08F290/06—Polymers provided for in subclass C08G
- C08F290/067—Polyurethanes; Polyureas
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/08—Processes
- C08G18/16—Catalysts
- C08G18/22—Catalysts containing metal compounds
- C08G18/24—Catalysts containing metal compounds of tin
- C08G18/244—Catalysts containing metal compounds of tin tin salts of carboxylic acids
- C08G18/246—Catalysts containing metal compounds of tin tin salts of carboxylic acids containing also tin-carbon bonds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/42—Polycondensates having carboxylic or carbonic ester groups in the main chain
- C08G18/4205—Polycondensates having carboxylic or carbonic ester groups in the main chain containing cyclic groups
- C08G18/4208—Polycondensates having carboxylic or carbonic ester groups in the main chain containing cyclic groups containing aromatic groups
- C08G18/4211—Polycondensates having carboxylic or carbonic ester groups in the main chain containing cyclic groups containing aromatic groups derived from aromatic dicarboxylic acids and dialcohols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/42—Polycondensates having carboxylic or carbonic ester groups in the main chain
- C08G18/4205—Polycondensates having carboxylic or carbonic ester groups in the main chain containing cyclic groups
- C08G18/4208—Polycondensates having carboxylic or carbonic ester groups in the main chain containing cyclic groups containing aromatic groups
- C08G18/4211—Polycondensates having carboxylic or carbonic ester groups in the main chain containing cyclic groups containing aromatic groups derived from aromatic dicarboxylic acids and dialcohols
- C08G18/4213—Polycondensates having carboxylic or carbonic ester groups in the main chain containing cyclic groups containing aromatic groups derived from aromatic dicarboxylic acids and dialcohols from terephthalic acid and dialcohols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/42—Polycondensates having carboxylic or carbonic ester groups in the main chain
- C08G18/4236—Polycondensates having carboxylic or carbonic ester groups in the main chain containing only aliphatic groups
- C08G18/4238—Polycondensates having carboxylic or carbonic ester groups in the main chain containing only aliphatic groups derived from dicarboxylic acids and dialcohols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/42—Polycondensates having carboxylic or carbonic ester groups in the main chain
- C08G18/44—Polycarbonates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/67—Unsaturated compounds having active hydrogen
- C08G18/671—Unsaturated compounds having only one group containing active hydrogen
- C08G18/672—Esters of acrylic or alkyl acrylic acid having only one group containing active hydrogen
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/67—Unsaturated compounds having active hydrogen
- C08G18/675—Low-molecular-weight compounds
- C08G18/6755—Unsaturated carboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/70—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the isocyanates or isothiocyanates used
- C08G18/72—Polyisocyanates or polyisothiocyanates
- C08G18/74—Polyisocyanates or polyisothiocyanates cyclic
- C08G18/75—Polyisocyanates or polyisothiocyanates cyclic cycloaliphatic
- C08G18/751—Polyisocyanates or polyisothiocyanates cyclic cycloaliphatic containing only one cycloaliphatic ring
- C08G18/752—Polyisocyanates or polyisothiocyanates cyclic cycloaliphatic containing only one cycloaliphatic ring containing at least one isocyanate or isothiocyanate group linked to the cycloaliphatic ring by means of an aliphatic group
- C08G18/753—Polyisocyanates or polyisothiocyanates cyclic cycloaliphatic containing only one cycloaliphatic ring containing at least one isocyanate or isothiocyanate group linked to the cycloaliphatic ring by means of an aliphatic group containing one isocyanate or isothiocyanate group linked to the cycloaliphatic ring by means of an aliphatic group having a primary carbon atom next to the isocyanate or isothiocyanate group
- C08G18/755—Polyisocyanates or polyisothiocyanates cyclic cycloaliphatic containing only one cycloaliphatic ring containing at least one isocyanate or isothiocyanate group linked to the cycloaliphatic ring by means of an aliphatic group containing one isocyanate or isothiocyanate group linked to the cycloaliphatic ring by means of an aliphatic group having a primary carbon atom next to the isocyanate or isothiocyanate group and at least one isocyanate or isothiocyanate group linked to a secondary carbon atom of the cycloaliphatic ring, e.g. isophorone diisocyanate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/70—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the isocyanates or isothiocyanates used
- C08G18/72—Polyisocyanates or polyisothiocyanates
- C08G18/74—Polyisocyanates or polyisothiocyanates cyclic
- C08G18/76—Polyisocyanates or polyisothiocyanates cyclic aromatic
- C08G18/7614—Polyisocyanates or polyisothiocyanates cyclic aromatic containing only one aromatic ring
- C08G18/7621—Polyisocyanates or polyisothiocyanates cyclic aromatic containing only one aromatic ring being toluene diisocyanate including isomer mixtures
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L75/00—Compositions of polyureas or polyurethanes; Compositions of derivatives of such polymers
- C08L75/04—Polyurethanes
- C08L75/14—Polyurethanes having carbon-to-carbon unsaturated bonds
- C08L75/16—Polyurethanes having carbon-to-carbon unsaturated bonds having terminal carbon-to-carbon unsaturated bonds
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C7/00—Orthodontics, i.e. obtaining or maintaining the desired position of teeth, e.g. by straightening, evening, regulating, separating, or by correcting malocclusions
- A61C7/08—Mouthpiece-type retainers or positioners, e.g. for both the lower and upper arch
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2033/00—Use of polymers of unsaturated acids or derivatives thereof as moulding material
- B29K2033/04—Polymers of esters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/753—Medical equipment; Accessories therefor
- B29L2031/7532—Artificial members, protheses
- B29L2031/7536—Artificial teeth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
Definitions
- the content of the photopolymerization initiator (B) is more preferably at least 0.05 part by mass, even more preferably at least 0.1 part by mass, based on 100 parts by mass of the total amount. On the other hand, when the content of the photopolymerization initiator (B) exceeds 20 parts by mass, and when the solubility of the photopolymerization initiator itself is low, precipitation from the resin composition for stereolithography may be caused.
- the content of the photopolymerization initiator (B) is more preferably 15 parts by mass or less, further preferably 10 parts by mass or less, and particularly preferably 5.0 parts by mass or less based on 100 parts by mass of the total amount.
- the viscosity in this invention means the viscosity measured by the Brookfield rotational viscometer at 25 degreeC. Measurement conditions such as time and rotation speed are appropriately adjusted according to the expected viscosity range to be measured.
- Brookfield rotational viscometer a commercially available product (for example, a B-type rotational viscometer (model number: BL type) manufactured by Tokimec Co., Ltd.) can be used.
- the (meth) acrylate compound (C) having a viscosity of 1,000 mPa ⁇ s or less and a normal pressure boiling point of 280 ° C. or more (hereinafter, may be simply referred to as “(meth) acrylate compound (C)”) of the present invention
- the resin composition for stereolithography is used to reduce the viscosity of the resin composition for stereolithography and to impart water resistance to the cured product.
- the normal pressure boiling point is 280 ° C.
- Cetyl (meth) acrylate, oleyl (meth) acrylate, m-phenylphenol (meth) acrylate, m-phenoxybenzyl (meth) acrylate and isobornylcyclohexyl (meth) acrylate are preferred, and lauryl (meth) acrylate and cetyl (meth) acrylate.
- Acrylate and isobornylcyclohexyl (meth) acrylate are more preferred, lauryl (meth) acrylate and isobornylcyclohexyl (meth) acrylate are more preferred, and isobornylcyclohexyl (meth) acrylate is more preferred. Rate is most preferable.
- aromatic compound-based bifunctional (meth) acrylate compound examples include 2,2-bis (4- (meth) acryloyloxyethoxyphenyl) propane and 2,2-bis (4- (meth) acryloyloxy).
- the content of the (meth) acrylate compound (C) in the resin composition for stereolithography of the present invention is determined by the urethanized (meth) acryl compound (A), the (meth) acrylate compound (C), and the viscosity of 1000 mPa ⁇ 1.0 to 80% by mass based on the total amount of the (meth) acrylamide compound (D) having a boiling point of 200 ° C. or lower and a normal pressure boiling point of 200 ° C. or higher, from the viewpoint of excellent moldability, toughness of a cured product, and water resistance.
- the content is more preferably from 70 to 70% by mass, and further preferably from 10 to 60% by mass.
- the (meth) acrylamide compound (D) having a viscosity of 1000 mPa ⁇ s or less and a normal pressure boiling point of 200 ° C. or more is a resin for stereolithography of the present invention.
- the viscosity of the resin composition for stereolithography can be reduced, and the composition is used for imparting curability.
- the content of the (meth) acrylamide compound (D) in the resin composition for stereolithography of the present invention is determined by the urethanized (meth) acryl compound (A), the (meth) acrylate compound (C) and the (meth) acrylamide compound.
- the total amount of (D) is preferably 1 to 60% by mass, more preferably 2.5 to 40% by mass, and still more preferably 5 to 20% by mass.
- the resin composition for stereolithography of the present invention may contain a polymerizable compound other than the urethanized (meth) acrylic compound (A), but the polymerizable compound is substantially urethanized (meth) acrylic. It may be composed only of the compound (A), or may be composed substantially only of the urethanized (meth) acrylic compound (A) and the (meth) acrylate compound (C), and may be composed of substantially the urethane. (Meth) acrylic compound (A), (meth) acrylate compound (C) and (meth) acrylamide compound (D) alone.
- the resin composition for stereolithography of the present invention is not particularly limited as long as it contains the urethanized (meth) acrylic compound (A) and the photopolymerization initiator (B), and includes, for example, other components. You may go out.
- the resin composition for stereolithography of the present invention can be produced according to a known method.
- the resin composition for stereolithography of the present invention may contain a polymerization accelerator (E) for the purpose of improving photocurability within a range not to impair the purpose of the present invention.
- a polymerization accelerator (E) examples include ethyl 4- (N, N-dimethylamino) benzoate, methyl 4- (N, N-dimethylamino) benzoate, and 4- (N, N-dimethylamino) benzoate.
- N-butoxyethyl acid 2- (methacryloyloxy) ethyl 4- (N, N-dimethylamino) benzoate, 4- (N, N-dimethylamino) benzophenone, 4- (N, N-dimethylamino) benzoic acid Butyl.
- the polymerization accelerator (E) one type may be used alone, or two or more types may be used in combination. Among these, from the viewpoint of imparting excellent curability to the resin composition for stereolithography, ethyl 4- (N, N-dimethylamino) benzoate and n-butoxy 4- (N, N-dimethylamino) benzoate are preferred. At least one selected from the group consisting of ethyl and 4- (N, N-dimethylamino) benzophenone is preferably used.
- the material of the organic filler for example, polymethyl methacrylate, polyethyl methacrylate, methyl methacrylate-ethyl methacrylate copolymer, cross-linked polymethyl methacrylate, cross-linked polyethyl methacrylate, polyester, polyamide, polycarbonate, Polyphenylene ether, polyoxymethylene, polyvinyl chloride, polystyrene, polyethylene, polypropylene, chloroprene rubber, nitrile rubber, ethylene-vinyl acetate copolymer, styrene-butadiene copolymer, acrylonitrile-styrene copolymer, acrylonitrile-styrene-butadiene And copolymers. These may be used alone or in combination of two or more.
- the shape of the organic filler is not particularly limited, and the particle size of the filler can be appropriately selected and used.
- a known additive can be added to the resin composition for stereolithography of the present invention for the purpose of adjusting the color tone or the paste properties.
- the additive include a pigment, a dye, an organic solvent, and a thickener.
- the resin composition for stereolithography of the present invention is preferably used as a resin composition for stereolithography in a lifting-type liquid tank, because effects such as excellent toughness, water resistance, and moldability are more easily obtained.
- the shape of the cured product using the resin composition for stereolithography of the present invention can be changed according to each application.
- the resin composition for stereolithography of the present invention may contain, if necessary, each component (a urethanized (meth) acrylic compound (A), a photopolymerization initiator, etc.) for each use such as a dental mouthpiece and a denture base material.
- the resin composition for stereolithography of the present invention has three-dimensional molded articles whose properties, especially when cured by light, have a small volume shrinkage and excellent molding accuracy, and are excellent in toughness and water resistance of the cured product, and furthermore It can be used for various applications by taking advantage of the property of obtaining a cured product of, for example, the production of a three-dimensional molded product by an optical three-dimensional molding method, a film-like material or a molded product by a casting method, casting, or the like. It can be used for the production of various three-dimensional objects such as, for coating, and for vacuum forming dies.
- the optical molding resin composition of the present invention is suitable for use in the above-described optical three-dimensional molding method, in which case, while maintaining a small volume shrinkage during photocuring, excellent molding accuracy.
- a three-dimensional structure having excellent toughness and water resistance can be manufactured smoothly.
- a method for producing a three-dimensional structure by an optical three-dimensional molding method using any one of the resin compositions for stereolithography described above is also possible.
- an active energy ray means an energy ray such as an ultraviolet ray, an electron beam, an X-ray, a radiation, and a high frequency that can cure the resin composition for stereolithography.
- the active energy light beam may be ultraviolet light having a wavelength of 300 to 420 nm.
- Examples of the light source of the active energy beam include lasers such as an Ar laser and a He-Cd laser; and illuminations such as a halogen lamp, a xenon lamp, a metal halide lamp, an LED, a mercury lamp, and a fluorescent lamp.
- a laser is particularly preferable. When a laser is used as the light source, it is possible to increase the energy level and shorten the molding time, and also to obtain a three-dimensional object with high modeling accuracy by using the good focusing property of the laser beam. it can.
- any of a conventionally known method and a conventionally known stereolithography system apparatus can be adopted, and there is no particular limitation.
- a hardened layer is formed by selectively irradiating an active energy ray so that a hardened layer having a desired pattern is obtained in the resin composition for optical shaping. Step, and then the cured layer is lifted, further supply an uncured liquid stereolithography resin composition, similarly irradiating active energy rays to form a new cured layer continuous with the cured layer
- a method of finally obtaining a target three-dimensional structure by repeating the step of laminating.
- the three-dimensional structure obtained thereby can be used as it is, or in some cases, post-curing by light irradiation or post-curing by heat is performed to improve the mechanical properties or shape stability, etc. You may use it.
- the bending modulus of the cured product of the resin composition for stereolithography of the present invention is preferably in the range of 0.3 to 3.0 GPa, more preferably in the range of 0.5 to 2.5 GPa, and more preferably 0.8 to 2.0 GPa.
- the range of 0 GPa is more preferable.
- the bending strength of the cured product of the resin composition for stereolithography of the present invention is preferably 30 MPa or more, more preferably 40 MPa or more, and even more preferably 50 MPa or more.
- the structure, shape, size, and the like of the three-dimensional object obtained by the optical three-dimensional object molding method are not particularly limited, and can be determined according to each use.
- Typical application fields of the optical three-dimensional modeling method of the present invention include a model for verifying an external design during design; a model for checking the functionality of parts; a resin mold for producing a mold; A base model for producing a mold; production of a direct mold for a prototype mold, and the like. More specifically, production of precision parts, electric / electronic parts, furniture, architectural structures, automobile parts, various containers, castings, molds, models for machining, and the like, or models for processing, and the like. .
- TPO 2,4,6-trimethylbenzoyldiphenylphosphine oxide
- BAPO bis (2,4,6-trimethylbenzoyl) phenylphosphine oxide
- Examples 1 to 9 and Comparative Examples 1 to 3 The components shown in Tables 1 and 2 were mixed at room temperature (20 ° C. ⁇ 15 ° C., JIS (Japanese Industrial Standard) Z8703: 1983) in the amounts shown in Tables 1 and 2 to obtain Examples 1 to 9 and Comparative Examples 1 to 3. A paste as a stereolithography resin composition was prepared.
- a stereolithography machine (DIGITALWAX (registered trademark) 020D manufactured by DWS) was used to measure a thickness of 3.3 mm x a width of 10.0 mm x a length of 64 mm.
- a case where a sheet of the size was satisfactorily formed was designated as "O”
- a case where a molded object was not obtained even at least once was designated as "X”.
- each evaluation mentioned later was performed using the molded test piece.
- the flexural modulus of the test piece is preferably in the range of 0.3 to 3.0 GPa, more preferably in the range of 0.5 to 2.5 GPa, and even more preferably in the range of 0.8 to 2.0 GPa.
- the bending strength is preferably 30 MPa or more, more preferably 40 MPa or more, and even more preferably 50 MPa or more.
- the displacement at break it is preferable not to break, and it is preferable that the film does not break to the end or breaks at a displacement of 20 mm or more, and has good flexibility. ", And the case where it was broken at a displacement of 10 mm or less was evaluated as" x "having poor flexibility.
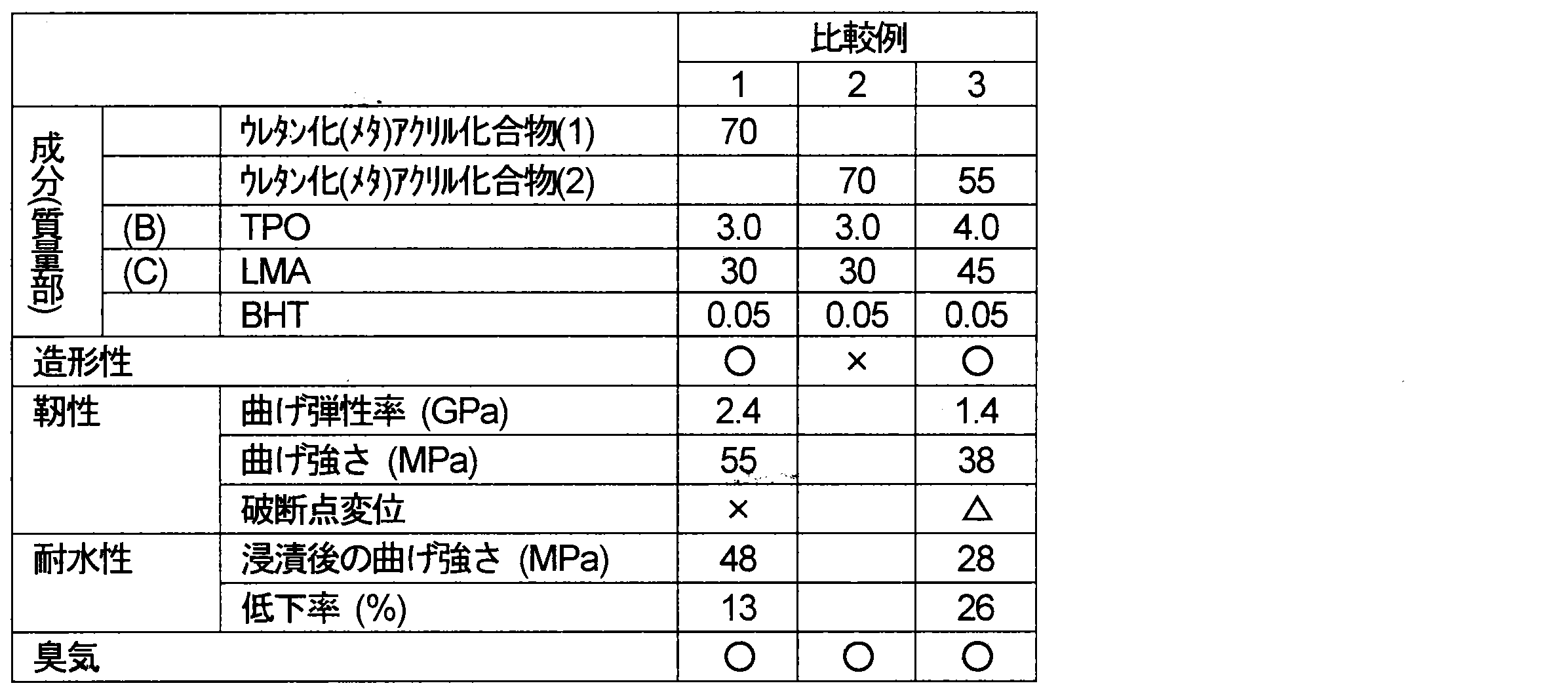
- the resin compositions for stereolithography in Examples 1 to 9 were excellent in moldability and low in odor. Further, the cured product was excellent in toughness and water resistance. In particular, the toughness and water resistance of the cured products of the stereolithography resin compositions according to Examples 1 to 9 were superior to those of the cured products of the resin compositions according to Comparative Examples 1 and 3. The moldability of the resin composition for stereolithography according to Examples 1 to 9 was superior to the moldability of the resin composition according to Comparative Example 2. In the resin composition for stereolithography according to Comparative Example 2, the test piece could not be formed, and each property could not be measured.
- the resin composition for stereolithography of the present invention when molded by stereolithography, can be easily molded with low viscosity, and a molded article excellent in toughness and water resistance can be obtained. Particularly suitable for piece and denture base materials.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Epidemiology (AREA)
- Dentistry (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
- Macromonomer-Based Addition Polymer (AREA)
Abstract
Description
[1]ウレタン化(メタ)アクリル化合物(A)、及び光重合開始剤(B)を含有し、
前記ウレタン化(メタ)アクリル化合物(A)が、
1分子内に、分岐構造を有する炭素数4~18の脂肪族鎖状ジオール単位(a)に由来する構造を有するポリエステル、ポリカーボネート、ポリウレタン、及びポリエーテルからなる群より選ばれる少なくとも1種のポリオール部分、並びにウレタン結合、を含有する(メタ)アクリレートである、光造形用樹脂組成物;
[2]前記ウレタン化(メタ)アクリル化合物(A)が、1分子内に、分岐構造を有しない炭素数4~18の脂肪族鎖状ジカルボン酸及び/又は芳香族ジカルボン酸単位(b)に由来する構造を有するポリエステル、並びに、分岐構造を有しない炭素数4~18の脂肪族鎖状ジオール単位(c)に由来する構造を有するポリカーボネート、からなる群より選ばれる少なくとも1種のポリオール部分を含有する(メタ)アクリレートである、[1]に記載の光造形用樹脂組成物;
[3]前記ウレタン化(メタ)アクリル化合物(A)が含有するポリオール部分の重量平均分子量が400~10000である、[1]又は[2]に記載の光造形用樹脂組成物;
[4]前記ウレタン化(メタ)アクリル化合物(A)の重量平均分子量が1000~20000である、[1]~[3]のいずれかに記載の光造形用樹脂組成物;
[5]さらに、粘度1000mPa・s以下かつ常圧沸点280℃以上の(メタ)アクリル酸エステル化合物(C)及び/又は粘度1000mPa・s以下かつ常圧沸点200℃以上の(メタ)アクリルアミド化合物(D)を含有する、[1]~[4]のいずれかに記載の光造形用樹脂組成物;
[6]前記粘度1000mPa・s以下かつ常圧沸点280℃以上の(メタ)アクリル酸エステル化合物(C)及び/又は前記粘度1000mPa・s以下かつ常圧沸点200℃以上の(メタ)アクリルアミド化合物(D)が単官能である、[5]に記載の光造形用樹脂組成物;
[7]前記粘度1000mPa・s以下かつ常圧沸点280℃以上の(メタ)アクリル酸エステル化合物(C)が炭素数11~18の炭化水素基を有する脂肪族(メタ)アクリル酸エステルである、[5]又は[6]に記載の光造形用樹脂組成物;
[8]前記炭素数11~18の炭化水素基を有する脂肪族(メタ)アクリル酸エステルが、ラウリル(メタ)アクリレート、トリデシル(メタ)アクリレート、テトラデシル(メタ)アクリレート、ペンタデシル(メタ)アクリレート、セチル(メタ)アクリレート、オレイル(メタ)アクリレート、及びイソボルニルシクロヘキシル(メタ)アクリレートからなる群から選ばれる少なくとも1種である、[7]に記載の光造形用樹脂組成物;
[9][1]~[8]のいずれかに記載の光造形用樹脂組成物の硬化物からなる、歯科用マウスピース;
[10][1]~[8]のいずれかに記載の光造形用樹脂組成物の硬化物からなる、義歯床材料;
[11][1]~[8]のいずれかに記載の光造形用樹脂組成物を用いて、光学的立体造形法によって立体造形物を製造する方法。
ウレタン化(メタ)アクリル化合物(A)は、本発明の光造形用樹脂組成物において、硬化性を付与し低粘度化するため、光造形用樹脂組成物の硬化物に、靭性、耐水性を付与するために用いられる。
本発明に用いられる光重合開始剤(B)は、一般工業界で使用されている光重合開始剤から選択して使用でき、中でも歯科用途に使用されている光重合開始剤が好ましい。
粘度1000mPa・s以下かつ常圧沸点280℃以上の(メタ)アクリル酸エステル化合物(C)(以下、単に「(メタ)アクリル酸エステル化合物(C)」と称することがある)は、本発明の光造形用樹脂組成物において、光造形用樹脂組成物を低粘度化でき、硬化物に耐水性を付与するために用いられる。なお、常圧沸点280℃以上である場合、本発明の光造形用樹脂組成物から不快な臭気を感じにくくなる。(メタ)アクリル酸エステル化合物(C)の常圧沸点は、300℃以上であることが好ましく、320℃以上であることがより好ましい。(メタ)アクリル酸エステル化合物(C)の粘度としては、500mPa・s以下であることが好ましく、200mPa・s以下であることがより好ましい。(メタ)アクリル酸エステル化合物(C)は1種を単独で使用してもよく、2種以上を併用してもよい。
粘度1000mPa・s以下かつ常圧沸点200℃以上の(メタ)アクリルアミド化合物(D)(以下、単に「(メタ)アクリルアミド化合物(D)」と称することがある)は、本発明の光造形用樹脂組成物において、光造形用樹脂組成物を低粘度化でき、硬化性を付与するために用いられる。(メタ)アクリルアミド化合物(D)の常圧沸点は、225℃以上であることが好ましく、250℃以上であることがより好ましい。常圧沸点250℃以上である場合、本発明の光造形用樹脂組成物から不快な臭気を感じにくくなる。(メタ)アクリルアミド化合物(D)の粘度としては、500mPa・s以下であることが好ましく、200mPa・s以下であることがより好ましい。(メタ)アクリルアミド化合物(D)は1種を単独で使用してもよく、2種以上を併用してもよい。
(1)撹拌機、温度調節器、温度計及び凝縮器を備えた内容積5Lの四つ口フラスコに、イソホロンジイソシアネート250g、及びジラウリル酸ジ-n-ブチルスズ0.15gを添加して、撹拌下に70℃に加熱した。
(2)一方、ポリカーボネートポリオール(株式会社クラレ製「クラレポリオール(登録商標) C-1090」;1,6-ヘキサンジオール/3-メチル-1,5-ペンタンジオール=9/1(質量比)からなるポリオール、重量平均分子量Mw1000)1000gを側管付きの滴下漏斗に添加し、この滴下漏斗の液を、上記(1)のフラスコ中に滴下した。なお、上記(1)のフラスコ中の溶液を撹拌しつつ、フラスコの内温を65~75℃に保持しながら4時間かけて等速で滴下した。さらに、滴下終了後、同温度で2時間撹拌して反応させた。
(3)次いで、別の滴下漏斗に添加した2-ヒドロキシエチルアクリレート150gとヒドロキノンモノメチルエーテル0.4gとを均一に溶解させた液をフラスコの内温を55~65℃に保持しながら2時間かけて等速で滴下した後、フラスコ内の溶液の温度を70~80℃に保持しながら4時間反応させることにより、ウレタン化(メタ)アクリル化合物(A-1)を得た。GPC分析によるウレタン化(メタ)アクリル化合物(A-1)の重量平均分子量Mwは1700であった。
(1)撹拌機、温度調節器、温度計及び凝縮器を備えた内容積5Lの四つ口フラスコに、イソホロンジイソシアネート250g、及びジラウリル酸ジ-n-ブチルスズ0.15gを添加して、撹拌下に70℃に加熱した。
(2)一方、ポリエステルポリオール(株式会社クラレ製「クラレポリオール(登録商標) P-2050」;セバシン酸と3-メチル-1,5-ペンタンジオールからなるポリオール、重量平均分子量Mw2000)2500gを側管付きの滴下漏斗に添加し、この滴下漏斗の液を、上記(1)のフラスコ中に滴下した。なお、上記(1)のフラスコ中の溶液を撹拌しつつ、フラスコの内温を65~75℃に保持しながら4時間かけて等速で滴下した。さらに、滴下終了後、同温度で2時間撹拌して反応させた。
(3)次いで、別の滴下漏斗に添加した2-ヒドロキシエチルアクリレート150gとヒドロキノンモノメチルエーテル0.4gとを均一に溶解させた液をフラスコの内温を55~65℃に保持しながら2時間かけて等速で滴下した後、フラスコ内の溶液の温度を70~80℃に保持しながら4時間反応させることにより、ウレタン化(メタ)アクリル化合物(A-2)を得た。GPC分析によるウレタン化(メタ)アクリル化合物(A-2)の重量平均分子量Mwは2600であった。
(1)撹拌機、温度調節器、温度計及び凝縮器を備えた内容積5Lの四つ口フラスコに、イソホロンジイソシアネート250g、及びジラウリル酸ジ-n-ブチルスズ0.15gを添加して、撹拌下に70℃に加熱した。
(2)一方、ポリエステルポリオール(株式会社クラレ製「クラレポリオール(登録商標) P-530」;イソフタル酸と3-メチルペンタンジオールからなるポリオール、重量平均分子量Mw500)520gを側管付きの滴下漏斗に添加し、この滴下漏斗の液を、上記(1)のフラスコ中に滴下した。なお、上記(1)のフラスコ中の溶液を撹拌しつつ、フラスコの内温を65~75℃に保持しながら4時間かけて等速で滴下した。さらに、滴下終了後、同温度で2時間撹拌して反応させた。
(3)次いで、別の滴下漏斗に添加した2-ヒドロキシエチルアクリレート150gとヒドロキノンモノメチルエーテル0.4gとを均一に溶解させた液をフラスコの内温を55~65℃に保持しながら2時間かけて等速で滴下した後、フラスコ内の溶液の温度を70~80℃に保持しながら4時間反応させることにより、ウレタン化(メタ)アクリル化合物(A-3)を得た。GPC分析によるウレタン化(メタ)アクリル化合物(A-3)の重量平均分子量Mwは1100であった。
(1)撹拌機、温度調節器、温度計及び凝縮器を備えた内容積5Lの四つ口フラスコに、イソホロンジイソシアネート250g、及びジラウリル酸ジ-n-ブチルスズ0.15gを添加して、撹拌下に70℃に加熱した。
(2)一方、ポリカーボネートポリオール(株式会社東ソー製「ニッポラン981」;1,6-ヘキサンジオールからなるポリオール、重量平均分子量Mw1000)1000gを側管付きの滴下漏斗に添加し、この滴下漏斗の液を、上記(1)のフラスコ中に滴下した。なお、上記(1)のフラスコ中の溶液を撹拌しつつ、フラスコの内温を65~75℃に保持しながら4時間かけて等速で滴下した。さらに、滴下終了後、同温度で2時間撹拌して反応させた。
(3)次いで、別の滴下漏斗に添加した2-ヒドロキシエチルアクリレート150gとヒドロキノンモノメチルエーテル0.4gとを均一に溶解させた液をフラスコの内温を55~65℃に保持しながら2時間かけて等速で滴下した後、フラスコ内の溶液の温度を70~80℃に保持しながら4時間反応させることにより、ウレタン化(メタ)アクリル化合物(1)を得た。GPC分析によるウレタン化(メタ)アクリル化合物(1)の重量平均分子量Mwは1700であった。
(1)撹拌機、温度調節器、温度計及び凝縮器を備えた内容積5Lの四つ口フラスコに、イソホロンジイソシアネート250g、及びジラウリル酸ジ-n-ブチルスズ0.15gを添加して、撹拌下に70℃に加熱した。
(2)一方、ポリエステルポリオール(株式会社豊国製油製「HS2H-200S」;セバシン酸と1,6-ヘキサンジオールからなるポリオール、重量平均分子量Mw2000)2500gを側管付きの滴下漏斗に添加し、この滴下漏斗の液を、上記(1)のフラスコ中に滴下した。なお、上記(1)のフラスコ中の溶液を撹拌しつつ、フラスコの内温を65~75℃に保持しながら4時間かけて等速で滴下した。さらに、滴下終了後、同温度で2時間撹拌して反応させた。
(3)次いで、別の滴下漏斗に添加した2-ヒドロキシエチルアクリレート150gとヒドロキノンモノメチルエーテル0.4gとを均一に溶解させた液をフラスコの内温を55~65℃に保持しながら2時間かけて等速で滴下した後、フラスコ内の溶液の温度を70~80℃に保持しながら4時間反応させることにより、ウレタン化(メタ)アクリル化合物(2)を得た。GPC分析によるウレタン化(メタ)アクリル化合物(2)の重量平均分子量Mwは2600であった。
TPO:2,4,6-トリメチルベンゾイルジフェニルホスフィンオキシド
BAPO:ビス(2,4,6-トリメチルベンゾイル)フェニルホスフィンオキシド
LMA:ラウリルメタクリレート(共栄社化学株式会社製)(粘度4mPa・s、常圧換算沸点305℃)
CMA:セチルメタクリレート(日油株式会社製)(粘度10mPa・s、常圧換算沸点390℃)
IBCHMA:3-イソボルニルシクロヘキシルメタクリレート(Designer Molecules Inc.製)(粘度80mPa・s、常圧換算沸点380℃)
ACMO:N-アクリロイルモルホリン(KJケミカルズ株式会社製)(粘度12mPa・s、常圧換算沸点255℃)
DEAA:N,N-ジエチルアクリルアミド(KJケミカルズ株式会社製)(粘度1.7mPa・s、常圧換算沸点220℃)
BHT:3,5-ジ-t-ブチル-4-ヒドロキシトルエン
表1及び表2に示す分量で各成分を常温(20℃±15℃、JIS(日本工業規格) Z 8703:1983)下で混合して、実施例1~9及び比較例1~3に係る光造形用樹脂組成物としてのペーストを調製した。
各実施例及び各比較例に係る光造形用樹脂組成物について、光造形機(DWS社製 DIGITALWAX(登録商標) 020D)を用いて、厚さ3.3mm×幅10.0mm×長さ64mmの試験片の造形を行った(n=5)。寸法通りのシートが造形可能であった場合を造形可能「○」とし、1回でも造形物が得られなかった場合を造形不可「×」とした。なお、造形された試験片を用いて後述の各評価を行った。
各実施例及び各比較例に係る光造形用樹脂組成物の硬化物について、義歯床用アクリル系レジンJIS T 6501:2012に従って試験片(長さ39.0mm、幅4.0mm、厚さ(高さ)8.0mm、ノッチ深さ3.0mm・角度45°)を作製し、曲げ強さ試験を行って評価した。JIS T 6501:2012に従って、万能試験機(株式会社島津製作所製、オートグラフAG-I 100kN)を用いて、クロスヘッドスピード5mm/minで曲げ強さ試験を実施した(n=5)。各試験片の測定値の平均値を算出し、曲げ強さ及び曲げ弾性率とした。試験片の曲げ弾性率としては、0.3~3.0GPaの範囲が好ましく、0.5~2.5GPaの範囲がより好ましく、0.8~2.0GPaの範囲がさらに好ましい。曲げ強さとしては、30MPa以上が好ましく、40MPa以上がより好ましく、50MPa以上がさらに好ましい。破断点変位としては、破断しないことが好ましく、最後まで破断しない、又は変位20mm以上で破断した場合を柔軟性良好「○」、変位10mm超~20mm未満で破断した場合を柔軟性中程度「△」、変位10mm以下で破断した場合を柔軟性が悪い「×」とした。
各実施例及び各比較例に係る光造形用樹脂組成物の硬化物について、37℃水中浸漬24時間後、上記曲げ強さ試験と同様に、曲げ強さを測定した(n=5)。上記靭性における曲げ強さの測定結果を初期の曲げ強さとし、初期の曲げ強さに対する、37℃水中浸漬24時間後の曲げ強さの変化率(低下率)が10%以下であれば耐水性に優れる。
曲げ強さの変化率(低下率)(%)=〔{初期の曲げ強さ(MPa)-37℃水中浸漬24時間後の曲げ強さ(MPa)}/初期の曲げ強さ(MPa)〕×100
各実施例及び各比較例に係る光造形用樹脂組成物について、10人のパネラーで臭気を評価した(n=1)。10人のパネラーのうち、不快な臭気を感じた人が2人未満であったものを「○」、不快な臭気を感じた人が2人以上5人未満であったものを「△」、不快な臭気を感じた人が5人以上であったものを「×」とした。不快な臭気を感じなければ特に問題はない。

Claims (11)
- ウレタン化(メタ)アクリル化合物(A)、及び光重合開始剤(B)を含有し、
前記ウレタン化(メタ)アクリル化合物(A)が、
1分子内に、分岐構造を有する炭素数4~18の脂肪族鎖状ジオール単位(a)に由来する構造を有するポリエステル、ポリカーボネート、ポリウレタン、及びポリエーテルからなる群より選ばれる少なくとも1種のポリオール部分、並びにウレタン結合、を含有する(メタ)アクリレートである、光造形用樹脂組成物。 - 前記ウレタン化(メタ)アクリル化合物(A)が、1分子内に、分岐構造を有しない炭素数4~18の脂肪族鎖状ジカルボン酸及び/又は芳香族ジカルボン酸単位(b)に由来する構造を有するポリエステル、並びに、分岐構造を有しない炭素数4~18の脂肪族鎖状ジオール単位(c)に由来する構造を有するポリカーボネート、からなる群より選ばれる少なくとも1種のポリオール部分を含有する(メタ)アクリレートである、請求項1に記載の光造形用樹脂組成物。
- 前記ウレタン化(メタ)アクリル化合物(A)が含有するポリオール部分の重量平均分子量が400~10000である、請求項1又は2に記載の光造形用樹脂組成物。
- 前記ウレタン化(メタ)アクリル化合物(A)の重量平均分子量が1000~20000である、請求項1~3のいずれか1項に記載の光造形用樹脂組成物。
- さらに、粘度1000mPa・s以下かつ常圧沸点280℃以上の(メタ)アクリル酸エステル化合物(C)及び/又は粘度1000mPa・s以下かつ常圧沸点200℃以上の(メタ)アクリルアミド化合物(D)を含有する、請求項1~4のいずれか1項に記載の光造形用樹脂組成物。
- 前記粘度1000mPa・s以下かつ常圧沸点280℃以上の(メタ)アクリル酸エステル化合物(C)及び/又は前記粘度1000mPa・s以下かつ常圧沸点200℃以上の(メタ)アクリルアミド化合物(D)が単官能である、請求項5に記載の光造形用樹脂組成物。
- 前記粘度1000mPa・s以下かつ常圧沸点280℃以上の(メタ)アクリル酸エステル化合物(C)が炭素数11~18の炭化水素基を有する脂肪族(メタ)アクリル酸エステルである、請求項5又は6に記載の光造形用樹脂組成物。
- 前記炭素数11~18の炭化水素基を有する脂肪族(メタ)アクリル酸エステルが、ラウリル(メタ)アクリレート、トリデシル(メタ)アクリレート、テトラデシル(メタ)アクリレート、ペンタデシル(メタ)アクリレート、セチル(メタ)アクリレート、オレイル(メタ)アクリレート、及びイソボルニルシクロヘキシル(メタ)アクリレートからなる群から選ばれる少なくとも1種である、請求項7に記載の光造形用樹脂組成物。
- 請求項1~8のいずれか1項に記載の光造形用樹脂組成物の硬化物からなる、歯科用マウスピース。
- 請求項1~8のいずれか1項に記載の光造形用樹脂組成物の硬化物からなる、義歯床材料。
- 請求項1~8のいずれか1項に記載の光造形用樹脂組成物を用いて、光学的立体造形法によって立体造形物を製造する方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/282,603 US11655324B2 (en) | 2018-10-05 | 2019-10-04 | Resin composition for optical shaping |
| CN201980065058.5A CN112752776B (zh) | 2018-10-05 | 2019-10-04 | 光造形用树脂组合物 |
| EP19869907.6A EP3862373B1 (en) | 2018-10-05 | 2019-10-04 | Resin composition for optical shaping |
| JP2020551129A JP7356443B2 (ja) | 2018-10-05 | 2019-10-04 | 光造形用樹脂組成物 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018189900 | 2018-10-05 | ||
| JP2018-189900 | 2018-10-05 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020071552A1 true WO2020071552A1 (ja) | 2020-04-09 |
Family
ID=70055294
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/039386 Ceased WO2020071552A1 (ja) | 2018-10-05 | 2019-10-04 | 光造形用樹脂組成物 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11655324B2 (ja) |
| EP (1) | EP3862373B1 (ja) |
| JP (1) | JP7356443B2 (ja) |
| CN (1) | CN112752776B (ja) |
| WO (1) | WO2020071552A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2021125024A1 (ja) * | 2019-12-19 | 2021-06-24 | ||
| WO2021162007A1 (ja) * | 2020-02-10 | 2021-08-19 | クラレノリタケデンタル株式会社 | 光造形用樹脂組成物 |
| EP4268792A4 (en) * | 2020-12-28 | 2024-12-04 | Kuraray Noritake Dental Inc. | Adhesive composition for photofabrication articles |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56144478A (en) | 1980-04-12 | 1981-11-10 | Hideo Kodama | Stereoscopic figure drawing device |
| JPS60247515A (ja) | 1984-05-23 | 1985-12-07 | Oosakafu | 光学的造形法 |
| JP2000159621A (ja) | 1998-12-02 | 2000-06-13 | Kuraray Co Ltd | 歯科用光重合性組成物 |
| JP2010155926A (ja) * | 2008-12-26 | 2010-07-15 | Jsr Corp | 光硬化性液状樹脂組成物およびインクジェット光造形法による立体造形物の製造方法 |
| JP2015038166A (ja) * | 2013-08-19 | 2015-02-26 | 電気化学工業株式会社 | 光造形用(メタ)アクリル系樹脂組成物及び支持体の製造方法 |
| JP2015043793A (ja) * | 2013-08-27 | 2015-03-12 | ディーダブルエス エス・アール・エル | 人工歯の製造方法 |
| JP2015232080A (ja) * | 2014-06-10 | 2015-12-24 | デンカ株式会社 | 光造形用(メタ)アクリル系樹脂組成物 |
| JP2016145275A (ja) * | 2015-02-06 | 2016-08-12 | 東ソー株式会社 | 活性エネルギー線硬化型樹脂組成物 |
| JP2016525150A (ja) * | 2014-01-13 | 2016-08-22 | デンカ インク | 光硬化性樹脂組成物ならびに人工歯および義歯床を製造するための3次元印刷におけるその使用方法 |
| WO2017047615A1 (ja) | 2015-09-16 | 2017-03-23 | Kjケミカルズ株式会社 | (メタ)アクリルアミド系ウレタンオリゴマー及びそれを含有する活性エネルギー線硬化性樹脂組成物 |
| WO2018038056A1 (ja) | 2016-08-26 | 2018-03-01 | クラレノリタケデンタル株式会社 | 光硬化性樹脂組成物 |
| JP2019001939A (ja) * | 2017-06-16 | 2019-01-10 | クラレノリタケデンタル株式会社 | 光硬化性樹脂組成物 |
| WO2019189566A1 (ja) * | 2018-03-28 | 2019-10-03 | クラレノリタケデンタル株式会社 | 光硬化性樹脂組成物 |
| JP2019199448A (ja) * | 2018-05-17 | 2019-11-21 | クラレノリタケデンタル株式会社 | 光硬化性樹脂組成物 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2752611A1 (de) | 1977-11-25 | 1979-06-07 | Bayer Ag | Dentalformkoerper |
| JP3356553B2 (ja) | 1994-07-27 | 2002-12-16 | ジェイエスアール株式会社 | 光学的立体造形用樹脂組成物 |
| JP3356557B2 (ja) | 1994-08-18 | 2002-12-16 | ジェイエスアール株式会社 | 光学的立体造形用樹脂組成物 |
| US8292625B2 (en) | 2010-07-23 | 2012-10-23 | Pulpdent Corporation | Radically curable urethane dimethacrylates and compositions thereof for tougher dental prosthetics |
| US9456963B2 (en) | 2012-12-18 | 2016-10-04 | Dentca, Inc. | Photo-curable resin compositions and method of using the same in three-dimensional printing for manufacturing artificial teeth and denture base |
| US10343331B2 (en) * | 2015-12-22 | 2019-07-09 | Carbon, Inc. | Wash liquids for use in additive manufacturing with dual cure resins |
| US20210361389A1 (en) * | 2018-06-29 | 2021-11-25 | 3M Innovative Properties Company | Hydrated orthodontic articles, kits, and methods of making same |
| US11945900B2 (en) * | 2018-06-29 | 2024-04-02 | 3M Innovative Properties Company | Orthodontic articles prepared using a polycarbonate diol, polymerizable compositions, and methods of making the articles |
| WO2020003133A1 (en) * | 2018-06-29 | 2020-01-02 | 3M Innovative Properties Company | Hydrated orthodontic articles, kits, and methods of making same |
-
2019
- 2019-10-04 WO PCT/JP2019/039386 patent/WO2020071552A1/ja not_active Ceased
- 2019-10-04 EP EP19869907.6A patent/EP3862373B1/en active Active
- 2019-10-04 JP JP2020551129A patent/JP7356443B2/ja active Active
- 2019-10-04 CN CN201980065058.5A patent/CN112752776B/zh active Active
- 2019-10-04 US US17/282,603 patent/US11655324B2/en active Active
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56144478A (en) | 1980-04-12 | 1981-11-10 | Hideo Kodama | Stereoscopic figure drawing device |
| JPS60247515A (ja) | 1984-05-23 | 1985-12-07 | Oosakafu | 光学的造形法 |
| JP2000159621A (ja) | 1998-12-02 | 2000-06-13 | Kuraray Co Ltd | 歯科用光重合性組成物 |
| JP2010155926A (ja) * | 2008-12-26 | 2010-07-15 | Jsr Corp | 光硬化性液状樹脂組成物およびインクジェット光造形法による立体造形物の製造方法 |
| JP2015038166A (ja) * | 2013-08-19 | 2015-02-26 | 電気化学工業株式会社 | 光造形用(メタ)アクリル系樹脂組成物及び支持体の製造方法 |
| JP2015043793A (ja) * | 2013-08-27 | 2015-03-12 | ディーダブルエス エス・アール・エル | 人工歯の製造方法 |
| JP2016525150A (ja) * | 2014-01-13 | 2016-08-22 | デンカ インク | 光硬化性樹脂組成物ならびに人工歯および義歯床を製造するための3次元印刷におけるその使用方法 |
| JP2015232080A (ja) * | 2014-06-10 | 2015-12-24 | デンカ株式会社 | 光造形用(メタ)アクリル系樹脂組成物 |
| JP2016145275A (ja) * | 2015-02-06 | 2016-08-12 | 東ソー株式会社 | 活性エネルギー線硬化型樹脂組成物 |
| WO2017047615A1 (ja) | 2015-09-16 | 2017-03-23 | Kjケミカルズ株式会社 | (メタ)アクリルアミド系ウレタンオリゴマー及びそれを含有する活性エネルギー線硬化性樹脂組成物 |
| WO2018038056A1 (ja) | 2016-08-26 | 2018-03-01 | クラレノリタケデンタル株式会社 | 光硬化性樹脂組成物 |
| JP2019001939A (ja) * | 2017-06-16 | 2019-01-10 | クラレノリタケデンタル株式会社 | 光硬化性樹脂組成物 |
| WO2019189566A1 (ja) * | 2018-03-28 | 2019-10-03 | クラレノリタケデンタル株式会社 | 光硬化性樹脂組成物 |
| JP2019199448A (ja) * | 2018-05-17 | 2019-11-21 | クラレノリタケデンタル株式会社 | 光硬化性樹脂組成物 |
Non-Patent Citations (1)
| Title |
|---|
| THE SCIENCE OF PETROLEUM, vol. II, 1938, pages 1281 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2021125024A1 (ja) * | 2019-12-19 | 2021-06-24 | ||
| WO2021125024A1 (ja) * | 2019-12-19 | 2021-06-24 | Dic株式会社 | 硬化性樹脂組成物、硬化物及び立体造形物 |
| JP7458574B2 (ja) | 2019-12-19 | 2024-04-01 | Dic株式会社 | 硬化性樹脂組成物、硬化物及び立体造形物 |
| US12435219B2 (en) | 2019-12-19 | 2025-10-07 | Dic Corporation | Curable resin composition, cured object, and three-dimensional object |
| WO2021162007A1 (ja) * | 2020-02-10 | 2021-08-19 | クラレノリタケデンタル株式会社 | 光造形用樹脂組成物 |
| JPWO2021162007A1 (ja) * | 2020-02-10 | 2021-08-19 | ||
| JP7589219B2 (ja) | 2020-02-10 | 2024-11-25 | クラレノリタケデンタル株式会社 | 光造形用樹脂組成物 |
| EP4268792A4 (en) * | 2020-12-28 | 2024-12-04 | Kuraray Noritake Dental Inc. | Adhesive composition for photofabrication articles |
Also Published As
| Publication number | Publication date |
|---|---|
| US11655324B2 (en) | 2023-05-23 |
| JP7356443B2 (ja) | 2023-10-04 |
| EP3862373B1 (en) | 2026-04-22 |
| EP3862373A1 (en) | 2021-08-11 |
| CN112752776A (zh) | 2021-05-04 |
| JPWO2020071552A1 (ja) | 2021-09-16 |
| CN112752776B (zh) | 2024-02-09 |
| US20210340304A1 (en) | 2021-11-04 |
| EP3862373A4 (en) | 2022-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7352627B2 (ja) | 光造形用樹脂組成物 | |
| JP7252940B2 (ja) | 光硬化性樹脂組成物 | |
| JP7455822B2 (ja) | 光学的立体造形用樹脂組成物 | |
| JP7589219B2 (ja) | 光造形用樹脂組成物 | |
| CN113993497B (zh) | 固化性组合物和包含其的光造形用树脂组合物 | |
| JP7685304B2 (ja) | 光造形用樹脂組成物 | |
| JP7332454B2 (ja) | 光造形用樹脂組成物 | |
| JP2019199448A (ja) | 光硬化性樹脂組成物 | |
| JP7356443B2 (ja) | 光造形用樹脂組成物 | |
| JP7672983B2 (ja) | 光造形用組成物 | |
| WO2024248099A1 (ja) | 光造形用樹脂組成物 | |
| WO2023190931A1 (ja) | 光造形用樹脂組成物 | |
| JP7543026B2 (ja) | 歯科用硬化性組成物 | |
| WO2025100441A1 (ja) | 光造形用樹脂組成物 | |
| WO2025084430A1 (ja) | 光造形用樹脂組成物 | |
| WO2025005274A1 (ja) | 歯科用重合性組成物 | |
| JP2024094633A (ja) | 3次元構造体の製造方法及び3次元構造体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19869907 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020551129 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2019869907 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2019869907 Country of ref document: EP Effective date: 20210506 |