WO2020110907A1 - ゴム製歯付ベルト及びゴム組成物 - Google Patents
ゴム製歯付ベルト及びゴム組成物 Download PDFInfo
- Publication number
- WO2020110907A1 WO2020110907A1 PCT/JP2019/045631 JP2019045631W WO2020110907A1 WO 2020110907 A1 WO2020110907 A1 WO 2020110907A1 JP 2019045631 W JP2019045631 W JP 2019045631W WO 2020110907 A1 WO2020110907 A1 WO 2020110907A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mass
- parts
- rubber
- reinforcing filler
- rubber composition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G1/00—Driving-belts
- F16G1/06—Driving-belts made of rubber
- F16G1/08—Driving-belts made of rubber with reinforcement bonded by the rubber
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G1/00—Driving-belts
- F16G1/06—Driving-belts made of rubber
- F16G1/08—Driving-belts made of rubber with reinforcement bonded by the rubber
- F16G1/10—Driving-belts made of rubber with reinforcement bonded by the rubber with textile reinforcement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D29/00—Producing belts or bands
- B29D29/08—Toothed driving belts
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/01—Use of inorganic substances as compounding ingredients characterized by their specific function
- C08K3/013—Fillers, pigments or reinforcing additives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/24—Acids; Salts thereof
- C08K3/26—Carbonates; Bicarbonates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/09—Carboxylic acids; Metal salts thereof; Anhydrides thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/09—Carboxylic acids; Metal salts thereof; Anhydrides thereof
- C08K5/098—Metal salts of carboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/14—Peroxides
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L15/00—Compositions of rubber derivatives
- C08L15/005—Hydrogenated nitrile rubber
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J161/00—Adhesives based on condensation polymers of aldehydes or ketones; Adhesives based on derivatives of such polymers
- C09J161/04—Condensation polymers of aldehydes or ketones with phenols only
- C09J161/06—Condensation polymers of aldehydes or ketones with phenols only of aldehydes with phenols
- C09J161/12—Condensation polymers of aldehydes or ketones with phenols only of aldehydes with phenols with polyhydric phenols
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G1/00—Driving-belts
- F16G1/28—Driving-belts with a contact surface of special shape, e.g. toothed
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2296—Oxides; Hydroxides of metals of zinc
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/24—Acids; Salts thereof
- C08K3/26—Carbonates; Bicarbonates
- C08K2003/265—Calcium, strontium or barium carbonate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/04—Carbon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
- C08K3/36—Silica
Definitions
- the present invention relates to a rubber toothed belt (or a tooth cloth-covered rubber toothed belt) that is meshed with a toothed pulley and is useful for synchronously transmitting power in a general industrial machine or the like under high load conditions. And a rubber composition (or a rubber composition for a toothed belt) useful for constituting the rubber toothed belt.
- One of the failure modes of the rubber toothed belt is a missing tooth where the tooth part is missing from the belt body. It is considered that this tooth chipping occurs due to repeated deformation of the tooth rubber in the process where stress is concentratedly applied to the root of the tooth portion. It is also known that when tooth rubber ages due to heat or the like, tooth chipping is promoted.
- Patent Document 1 discloses that a hydrogenated nitrile rubber and an unsaturated carboxylic acid metal salt are 100/100. To 100 parts by mass of the polymer mixed in a mass ratio of 100 to 180/100 parts by mass, 3 to 7 parts by mass of the short fibers and 10 parts by mass or less of the powdered inorganic filler are mixed in the rubber composition to form the tooth part.
- a configured rubber toothed belt is disclosed.
- Patent Document 1 when such a rubber composition is used, the hardness of the tooth portion is sufficiently high, the modulus of the tooth portion can be increased, and tooth breakage and the like can be prevented to provide a rubber toothed belt. It is described that a long life can be expected. Further, Patent Document 1 describes that the heat generation of the rubber composition forming the tooth portion can be suppressed to a low level by setting the amount of the powdered inorganic filler to be 10 parts by mass or less. Note that Patent Document 1 exemplifies carbon black and silica, which are known as reinforcing fillers, as powdered inorganic fillers, and these two types of fillers are also used in Examples.
- Patent Document 1 Although a certain effect can be obtained with respect to the improvement of the resistance to chipping of teeth, it is further improved from the market needs for increasing the transmission power and prolonging the life of the toothed belt. Was required.
- the object of the present invention is to suppress the growth of cracks by increasing the hardness and modulus of the tooth portion, and also to suppress the generation of microcracks that are the source of crack growth, thereby improving the life (tooth loss resistance). It is intended to provide a rubber toothed belt and a rubber composition which can be greatly improved.
- Another object of the present invention is to provide a rubber toothed belt and a rubber composition which have a significantly improved tooth chipping resistance, can prolong the life of the toothed belt even if the transmission power is increased, and have excellent durability. It is in.
- Yet another object of the present invention is to provide a toothed belt made of rubber and a rubber composition having a greatly improved tooth chipping resistance even if the content of short fibers is small.
- the present inventor assumed a mechanism that causes a small crack at the base of the tooth and then grows the crack as a cause of the occurrence of the tooth chip. That is, it is considered that the invention according to Patent Document 1 focuses on suppressing the deformation of the tooth rubber and suppressing the growth of cracks by increasing the hardness and modulus of the tooth portion. However, because the short fibers are mixed in a relatively large proportion, it is relatively easy for minute cracks starting from the interface between the short fibers and the polymer in the rubber composition to occur, In the invention according to No. 1, it is considered that even if the growth of cracks can be suppressed, the generation of cracks cannot be effectively suppressed, and the tooth chipping resistance of the toothed belt cannot be greatly improved.
- the present inventor while effectively suppressing the growth of cracks, as a result of further studies on a method of highly suppressing the occurrence of cracks as well, in the rubber composition forming the tooth portion, the blending amount of short fibers
- the amount By reducing the amount, it is possible to suppress the occurrence of cracks, and by increasing the blending amount of zinc oxide and a non-reinforcing filler, it is possible to increase the hardness and modulus of the tooth part and suppress the growth of cracks, and also the growth of cracks.
- the inventors have found that the tooth chipping resistance of No. 1 can be further improved and completed the present invention.
- the rubber toothed belt (the toothed power transmission belt) of the present invention is provided with a plurality of tooth portions formed of the first rubber composition at predetermined intervals along the longitudinal direction, and these tooth portions.
- a belt main body including a back portion formed integrally with the tooth portion and formed of the second rubber composition, and a core wire embedded in the back portion in the longitudinal direction; and a tooth cloth covering the surfaces of the plurality of tooth portions.
- 40 parts by mass 10 parts by mass or less of reinforcing filler (eg 0 to 8 parts by mass), 5 parts by mass or less of short fibers (eg 0.5 to 3 parts by mass), 1 to 1 parts of organic peroxide. It is contained in an amount of 5 parts by mass (for example, 2 to 5 parts by mass of an organic peroxide having a theoretical active oxygen content of 9% or more).
- the hardness and modulus of the tooth portion can be increased, and the generation and growth of cracks can be suppressed while suppressing the deformation of the rubber. That is, by increasing the blending amount of zinc oxide, the heat aging resistance can be enhanced and the generation and growth of cracks can be suppressed. Further, by reducing the amount of the reinforcing filler compounded, the loss coefficient tan ⁇ can be reduced, heat generation due to deformation of the rubber can be suppressed, and heat aging of the rubber composition and the tooth portion can be suppressed.
- the dispersibility of the blending agent such as short fibers can be improved, the uniformity of the rubber composition or the tooth portion can be improved, and the blending amount of the short fibers can be increased. At least, the generation and growth of cracks can be suppressed. Furthermore, the blending amount of the short fibers can be reduced, and the occurrence of cracks originating from the interface between the short fibers and the polymer can be effectively suppressed.
- Non-reinforcing fillers include polyvalent metal carbonates (calcium carbonate, magnesium carbonate, etc.), polyvalent metal hydroxides (aluminum hydroxide, etc.), polyvalent metal sulfates (sulfuric acid, etc.). At least one selected from the group consisting of polyvalent metals such as barium) and silicates (aluminum silicate, magnesium silicate, talc, clay, mica).
- the non-reinforcing filler (or inert filler) is often, for example, calcium carbonate.
- the reinforcing filler may be at least one selected from the group consisting of carbon black and silica.
- the short fibers can be effectively and uniformly dispersed.
- An adhesive component may be attached to at least a part of the surface of the short fibers. Adhesion of the adhesive component can improve the affinity and adhesive force between the short fibers and the polymer, and can effectively suppress the occurrence of cracks starting from the interface between the short fibers and the polymer. Further, the adhesive component may be resorcin-formalin-latex (RFL) or a cured product thereof. When such an RFL is used as an adhesive component, the RFL has a property intermediate between the rigidity of the short fiber and the flexibility of the polymer, and in addition to strongly adhering the short fiber and the polymer, the adhesive component Can follow the deformation of the polymer, and can effectively suppress the occurrence of cracks.
- RFL resorcin-formalin-latex
- the above rubber composition may be vulcanized to form a vulcanized rubber or crosslinked rubber (tooth portion) having a large storage elastic modulus (E′) and a small loss coefficient (tan ⁇ ).
- the vulcanized rubber (or crosslinked rubber) may have a storage elastic modulus (E′) of about 400 to 1000 MPa and a loss coefficient (tan ⁇ ) of about 0.05 to 0.15.
- the storage elastic modulus and the loss coefficient can be made compatible within a preferable range by devising such as increasing the blending amount of zinc oxide and the non-reinforcing filler while reducing the blending amount of the reinforcing filler. It is possible to effectively prevent tooth loss.
- the present invention includes a composite polymer containing a hydrogenated nitrile rubber and an unsaturated carboxylic acid metal salt in a weight ratio of 100/80 to 100/180, and 3 to 50 parts by weight of zinc oxide is added to 100 parts by weight of the composite polymer.
- a rubber composition containing 3 parts by mass, 3 to 50 parts by mass of non-reinforcing filler, 10 parts by mass or less of reinforcing filler, 5 parts by mass or less of short fibers, and 1 to 5 parts by mass of organic peroxide. Also includes. This rubber composition is useful for forming at least the tooth portion and the like.
- the "reinforcing filler” means a powdery filler which is strongly bound to a polymer and has a high reinforcing property, and does not include “short fibers”.
- non-reinforcing filler is meant a filler that has low interaction with the polymer and low reinforcement.
- the “composite polymer” means a mixture of hydrogenated nitrile rubber and an unsaturated carboxylic acid metal salt (a homogeneous mixture of hydrogenated nitrile rubber and an unsaturated carboxylic acid metal salt, an unsaturated carboxylic acid metal salt in a hydrogenated nitrile rubber).
- a dispersed mixture or an alloy of hydrogenated nitrile rubber and an unsaturated carboxylic acid metal salt is meant, and a composite polymer (or rubber alloy) containing a hydrogenated nitrile rubber and an unsaturated carboxylic acid metal salt may be simply referred to as a polymer.
- a composite polymer (or rubber alloy) containing a hydrogenated nitrile rubber and an unsaturated carboxylic acid metal salt may be simply referred to as a polymer.
- the tooth and the back are integrated means that the tooth and the back do not separate at the interface.
- the acrylic monomer and the methacrylic monomer may be collectively referred to as a (meth)acrylic monomer.
- the numerical value range "XX to YY” means that the numerical value "XX” and the numerical value "YY” are included in the range, that is, the range that is equal to or greater than the numerical value "XX” and equal to or less than the numerical value "YY".
- the content of zinc oxide and the non-reinforcing filler is large, it is possible to increase the hardness and modulus of the tooth portion and suppress the growth of cracks, and also suppress the occurrence of microcracks that are the source of crack growth. Therefore, the life of the toothed belt (resistance to chipping of teeth) can be greatly improved. Therefore, even if the transmitted power increases, the life of the toothed belt can be extended and the durability can be improved. Further, even if the content of the short fibers is small, the tooth chipping resistance of the toothed belt can be greatly improved.
- FIG. 1 is a partial cross-sectional perspective view showing an example of the rubber toothed belt of the present invention.
- FIG. 1 is a partial cross-sectional perspective view showing an example of the rubber toothed belt of the present invention.
- the toothed belt 1 of this example includes a belt main body 2 having a plurality of tooth portions 3 formed at predetermined intervals in the longitudinal direction, a back portion 4, and a core wire 5, and the teeth of the belt main body.
- the tooth cloth 7 covering the surface of the portion 3 is provided.
- the toothed belt 1 is provided with a belt body 2 in which a plurality of trapezoidal tooth portions 3 are formed, and a tooth cloth (cover cloth) 7 that covers the surface of the tooth portion 3.
- the belt body 2 includes a back portion 4 extending in the longitudinal direction (X direction) and a plurality of teeth formed in the width direction (Y direction) at predetermined intervals along the longitudinal direction of the back portion.
- the portion 3 and the core wire 5 embedded along the longitudinal direction of the back portion 4 are provided.
- the rubber composition forming the tooth portion 3 may include short fibers 6, which are oriented in the longitudinal direction of the belt 1 (on the side of the tooth cloth 7 on the side of the tooth cloth 7) in the same manner as the cord 5. It may be curved along the cross-sectional shape of the portion 3 and may be oriented substantially parallel to the core wire 5 or the back part 4 on the core wire 5 side). Further, the tooth cloth 7 may be formed of a woven cloth (twill weave or the like) including warp threads 7a extending in the width direction of the belt and weft threads 7b extending in the longitudinal direction of the belt.
- the toothed belt is not limited to the form or structure shown in FIG.
- the toothed belt has, on at least one surface of the belt, a belt main body having a plurality of tooth portions or convex portions formed at predetermined intervals along the longitudinal direction, and a core wire embedded therein, It suffices to include a tooth cloth (cover cloth) which covers the surface of the tooth portion of the belt body or is laminated on the surface of the tooth portion of the belt body.
- the plurality of tooth portions or the protrusions may be meshed with the toothed pulley, and the sectional shape of the tooth portions or the protrusions (the sectional shape in the longitudinal direction of the belt) is not limited to the trapezoidal shape, Depending on the form of the pulley and the like, it may be, for example, a semi-circle, a semi-oval, a polygon (triangle, quadrangle (rectangle, etc.), etc.). Further, the interval between the tooth portions or the convex portions adjacent to each other in the longitudinal direction may be, for example, 1 to 10 mm, preferably 2 to 8 mm, depending on the form of the toothed pulley.
- the short fibers may be randomly oriented with respect to the belt, but in order to effectively reinforce the belt main body, they are usually orientated mainly in the longitudinal direction of the belt.
- the extending direction of the warp and the weft of the tooth cloth is not particularly limited, and for example, the warp may extend in an oblique direction with respect to the longitudinal direction of the belt, and the warp extends in the longitudinal direction of the belt, although the weft yarns may extend in the width direction of the belt, in order to improve durability, the warp yarns usually extend in the belt width direction and the weft yarns extend in the longitudinal direction of the belt. ..
- toothed portion and the convex portion are treated synonymously, and each element of the toothed belt will be explained.
- the rubber component of the rubber composition forming the belt body is, for example, a diene rubber (natural rubber, isoprene rubber, butadiene rubber, chloroprene rubber, butyl rubber, styrene-butadiene rubber (SBR), vinylpyridine-styrene-butadiene rubber, Acrylonitrile-butadiene rubber (nitrile rubber: NBR), acrylonitrile-chloroprene rubber, hydrogenated nitrile rubber (HNBR), ethylene- ⁇ -olefin elastomer (ethylene-propylene copolymer (EPM), ethylene-propylene-diene ternary Copolymer (EPDM) etc., chlorosulfonated polyethylene rubber (CSM), alkylated chlorosulfonated polyethylene rubber (ACSM), epichlorohydrin rubber, acrylic rubber, silicone rubber, urethane rubber, fluororubber and the like.
- a diene rubber natural rubber, is
- These rubber components may be carboxylated, such as carboxylated SBR and carboxylated NBR. These rubber components may be used alone or in combination of two or more.
- a preferred rubber component is a rubber having high heat aging resistance, such as hydrogenated diene rubber (hydrogenated nitrile rubber (HNBR), etc.), chlorosulfonated polyethylene (CSM), alkylated chlorosulfonated polyethylene (ACSM), and the like.
- HNBR hydrogenated nitrile rubber
- a hydrogenated nitrile rubber (HNBR) that may be carboxylated hereinafter, also referred to as a carboxylated hydrogenated nitrile rubber may be simply referred to as a hydrogenated nitrile rubber).
- the proportion of the above-mentioned preferable rubber component in the rubber component is preferably 50% by mass or more (for example, about 80 to 100% by mass), and particularly preferably 100% by mass.
- the optionally hydrogenated nitrile rubber may be a partially hydrogenated nitrile rubber or a fully hydrogenated nitrile rubber.
- the hydrogenation rate of the hydrogenated nitrile rubber which may be carboxylated can be selected from the range of about 50 to 100%, and may be about 70 to 100%.
- the rubber component of the rubber composition forming at least the tooth portion contains at least a hydrogenated nitrile rubber which may be carboxylated, and the proportion of such a hydrogenated nitrile rubber. May be 80 to 100% by mass (preferably 90 to 100% by mass, particularly 100% by mass) in the rubber component.
- the iodine value (unit: mg/100 mg) of the hydrogenated nitrile rubber is, for example, 5 to 60 (eg, 7 to 50), preferably 8 to 40 (eg, 8 to 35), and more preferably about 10 to 30. It may be.
- the rubber composition forming at least the tooth portion contains a polymer or rubber alloy (or composite polymer) containing hydrogenated nitrile rubber and an unsaturated carboxylic acid metal salt.
- a polymer or rubber alloy or composite polymer
- Such a polymer can increase hardness and modulus of at least the tooth portion, suppress deformation of rubber, and suppress crack growth.
- Examples of the unsaturated carboxylic acid of the unsaturated carboxylic acid metal salt include monocarboxylic acids such as (meth)acrylic acid and crotonic acid, dicarboxylic acids such as maleic acid, fumaric acid and itaconic acid, and monoalkyl of these dicarboxylic acids. Examples thereof include esters. These unsaturated carboxylic acids can be used alone or in combination of two or more. The preferred unsaturated carboxylic acid is (meth)acrylic acid.
- Examples of the metal of the unsaturated carboxylic acid metal salt include polyvalent metals such as Group 2 elements of the Periodic Table (magnesium, calcium, etc.), Group 4 Elements of the Periodic Table (titanium, zirconium, etc.), Groups 8 to Examples include Group 14 elements (for example, iron, cobalt, nickel, copper, zinc, aluminum, tin, lead, etc.). These metals can be used alone or in combination of two or more. Preferred metals are elements of Group 2 of the periodic table (such as magnesium) and elements of Group 12 of the periodic table (such as zinc).
- Examples of preferable unsaturated carboxylic acid metal salts include zinc (meth)acrylate and magnesium (meth)acrylate. Unsaturated carboxylic acid metal salts can also be used alone or in combination of two or more.
- the blending amount of zinc oxide and the non-reinforcing filler is large, the hardness and modulus of the rubber composition and the tooth portion can be improved even if the ratio of the unsaturated carboxylic acid metal salt is relatively small, The resistance to chipping of the belt can be improved.
- a commercially available product may be used as the composite polymer (rubber alloy) of the hydrogenated nitrile rubber and the unsaturated carboxylic acid metal salt, and the mass ratio of the hydrogenated nitrile rubber and the unsaturated carboxylic acid metal salt is commercially available. It may be prepared by mixing the composite polymer (rubber alloy) and a commercially available hydrogenated nitrile rubber.
- zinc oxide functions as a heat aging agent and also as a vulcanization accelerator.
- the average particle diameter of zinc oxide is, for example, 0.01 to 3 ⁇ m (eg 0.02 to 2.5 ⁇ m), preferably 0.05 to 2 ⁇ m (eg 0.1 to 1.5 ⁇ m), and particularly 0.1. It may be about 1 ⁇ m (for example, 0.3 to 1 ⁇ m).
- the average particle diameter of zinc oxide can be measured as a volume average particle diameter using a laser diffraction type particle size distribution measuring device.
- the proportion of zinc oxide is 3 to 50 parts by mass (eg 5 to 40 parts by mass) with respect to 100 parts by mass of the composite polymer; preferably about 3 to 35 parts by mass (eg 5 to 30 parts by mass).
- the amount may be 3 to 20 parts by mass (eg, 5 to 15 parts by mass), preferably about 4 to 10 parts by mass. If the content of zinc oxide is too small, the heat aging resistance is lowered, and if the content of zinc oxide is too large, the dispersibility of the compounding agent such as short fibers may be poor.
- commercially available powdery zinc oxide can be used as a vulcanization accelerator for rubber.
- the present invention by appropriately increasing the amount of zinc oxide compounded, it is possible to improve the heat aging resistance of the rubber composition and the tooth portion, and it is possible to suppress both the occurrence and growth of cracks.
- the content of the reinforcing filler is reduced, the rubber composition is less likely to generate heat, but the heat generation cannot be avoided. Therefore, by increasing the content of zinc oxide, the heat aging resistance of the rubber composition and the tooth portion can be improved, and the occurrence of tooth chipping can be suppressed even if the rubber composition generates heat.
- the filler has different effects on the loss coefficient tan ⁇ and heat generation due to the difference in the reinforcing property, and when the amount of the reinforcing filler having high reinforcing property used increases, the loss coefficient tan ⁇ becomes large and heat is easily generated. Therefore, in the present invention, the filler is roughly classified into a non-reinforcing filler (or an inert filler or the first inorganic filler) and a reinforcing filler (the second inorganic filler).
- the toothed belt of (1) contains at least a non-reinforcing filler (or an inert filler).
- Patent Document 1 it is described that 100 parts by mass of hydrogenated nitrile rubber is mixed with a powdered inorganic filler at a ratio of 10 parts by mass or less, but the powdered inorganic filler is mixed.
- the filler carbon black and silica, which are reinforcing fillers, are exemplified, and the non-reinforcing filler is not described.
- Non-reinforcing filler first inorganic filler
- first inorganic filler examples include polyvalent metal carbonates (calcium carbonate, magnesium carbonate, etc.), polyvalent metal hydroxides (aluminum hydroxide, etc.), polyvalent metal sulfates. (Barium sulfate, etc.), silicates (aluminum silicate, magnesium silicate, magnesium aluminum silicate, etc.), natural or synthetic silicates in which some of the silicon is replaced by polyvalent metal atoms;
- the component minerals include clay containing aluminum silicate, silicate minerals such as talc and mica containing magnesium silicate, lithopone, and silica sand.
- non-reinforcing fillers can be used alone or in combination of two or more.
- Preferred non-reinforcing fillers are calcium carbonate, magnesium carbonate, aluminum hydroxide, barium sulfate, silicates (aluminum silicates, magnesium silicates, silicates such as magnesium aluminum silicates, or silicate minerals (talc). , Clay, mica, etc.)).
- the non-reinforcing filler contains calcium carbonate, magnesium silicate or magnesium silicate from the viewpoint that it has a great effect of improving the processability of the belt and the dispersibility of the compounding agent and is less likely to cause poor dispersion of the compounding agent.
- It preferably contains at least one selected from talc, aluminum silicate or clay containing aluminum silicate, particularly preferably calcium carbonate.
- talc aluminum silicate or clay containing aluminum silicate, particularly preferably calcium carbonate.
- a powdered filler which is commercially available as a rubber filler can be used.
- the average particle size (average primary particle size) of the non-reinforcing filler (first inorganic filler) is, for example, 0.01 to 25 ⁇ m (eg, 0.2 to 20 ⁇ m), preferably 0.5 to 17 ⁇ m ( For example, it can be selected from the range of about 1 to 15 ⁇ m).
- the average particle size (average primary particle size) of the non-reinforcing filler (first inorganic filler) is, for example, 0.01 to 3 ⁇ m (eg 0.02 to 2 ⁇ m), preferably 0.05 to 1. It may be about 5 ⁇ m (for example, 0.1 to 1 ⁇ m), or may be relatively large.
- the average particle size (average primary particle size) of the non-reinforcing filler is 0.2 to 5 ⁇ m (eg 0.3 to 3 ⁇ m), preferably 0.5 to 2.5 ⁇ m (eg 1 to 2 ⁇ m). It may be a degree.
- the non-reinforcing filler may be crushed or crushed during the kneading process with the composite polymer or the like.
- the average particle size of the non-reinforcing filler having crushability or crushability may be the average particle size before kneading with the composite polymer or the like.
- the non-reinforcing filler usually has an average particle diameter within the above range (eg, 0.1 to 10 ⁇ m, preferably 0.5 to 5 ⁇ m, more preferably 1 to 3 ⁇ m) in the tooth portion or the rubber composition thereof. You may have.
- the average particle size of the non-reinforcing filler may be measured as a volume average particle size using a laser diffraction type particle size distribution measuring device.
- the average particle size of the nanometer-sized filler may be calculated as an arithmetic average particle size of an appropriate number of samples (for example, 50 samples) by image analysis of electron micrographs including scanning electron micrographs.
- the proportion of the non-reinforcing filler is 3 to 50 parts by mass (eg 5 to 40 parts by mass), preferably 5 to 30 parts by mass, relative to 100 parts by mass of the composite polymer. (Eg, 6 to 25 parts by mass), more preferably 7 to 20 parts by mass (eg, 8 to 15 parts by mass). If the content of the non-reinforcing filler is too low, the processability of the belt and the dispersibility of the compounding agent may not be sufficiently improved, and if the content of the non-reinforcing filler is too high, the dispersibility of the compounding agent may be poor. It may be defective.
- the total amount of the zinc oxide and the non-reinforcing filler is 6 to 70 parts by mass (eg 7 to 50 parts by mass), preferably 8 to 40 parts by mass (eg 10 to 10 parts by mass with respect to 100 parts by mass of the composite polymer. 30 parts by mass), more preferably about 10 to 20 parts by mass (for example, 12 to 18 parts by mass).
- the non-reinforcing filler first inorganic filler
- various compounding agents such as the zinc oxide, the reinforcing filler and the short fibers
- the uniformity of the rubber composition can be improved, and the heat loss due to the deformation of the rubber can be suppressed without significantly increasing the loss coefficient tan ⁇ . Therefore, both generation and growth of cracks can be suppressed, and the tooth-breakage resistance of the toothed belt can be greatly improved.
- the rubber composition may contain at least a non-reinforcing filler (first inorganic filler) as a filler.
- the ratio of the non-reinforcing filler to zinc oxide is too low, the hardness and modulus of the rubber composition are likely to decrease, and if the ratio of the non-reinforcing filler to zinc oxide is too high, poor dispersion of the compounding agent may occur. There is.
- reinforcing filler (Reinforcing filler (second inorganic filler))
- examples of the reinforcing filler (second inorganic filler) include carbon black and silica. These reinforcing fillers can be used alone or in combination of two or more.
- the average particle size (average primary particle size) of carbon black is, for example, 5 to 200 nm (eg 10 to 150 nm), preferably 15 to 120 nm (eg 20 to 100 nm), and more preferably 25 to 100 nm (eg 30). About 80 nm). If the average particle size of carbon black is too small, the loss factor tan ⁇ of the rubber composition and the tooth portion may increase, and if the average particle size of carbon black is too large, the mechanical properties of the belt body may deteriorate. is there. Carbon black can be used alone or in combination.
- carbon black having an average particle diameter of about 5 to 35 nm (eg, 10 to 30 nm) has a strong chemical bonding force with a rubber component, and there is a risk that the loss coefficient tan ⁇ of the rubber composition and the tooth portion will be large. Therefore, the average particle size of carbon black may be about 40 to 100 nm (eg, 50 to 80 nm).
- the iodine adsorption amount of carbon black is, for example, 5 to 200 mg/g (eg 10 to 150 mg/g), preferably 12 to 130 mg/g (eg 15 to 100 mg/g), and more preferably 20 to 85 mg/g. (For example, 20 to 80 mg/g).
- the iodine adsorption amount of carbon black is small, for example, 10 to 50 mg/g (for example, 15 to 40 mg/g). Good.
- the silica includes dry silica, wet silica, surface-treated silica and the like. Further, the silica can be classified into dry method white carbon, wet method white carbon, colloidal silica, precipitated silica and the like depending on the manufacturing method. These silicas can be used alone or in combination of two or more. Among these silicas, silica having a surface silanol group (silicic anhydride, hydrous silicic acid) is preferable, and hydrous silicic acid having many surface silanol groups has a strong chemical bonding force with the rubber component.
- the average particle size (average primary particle size) of silica may be, for example, 1 to 500 nm (eg, 3 to 300 nm), preferably 5 to 100 nm (eg, 10 to 50 nm). If the particle size of silica is too large, the reinforcing property of the belt main body may be deteriorated. If the particle size of silica is too small, the loss factor tan ⁇ of the rubber composition and the tooth portion tends to increase, and the compounding agent may be uniformly added. It may be difficult to disperse.
- the nitrogen adsorption specific surface area of silica by the BET method is, for example, 50 to 400 m 2 /g (eg 70 to 300 m 2 /g), preferably 100 to 250 m 2 /g (eg 150 to 200 m 2 /g) It may be a degree. If the specific surface area is too large, the loss factor tan ⁇ of the rubber composition and the tooth portion may increase, and it may be difficult to uniformly disperse the compounding agent. If the specific surface area is too small, the reinforcing property of the rubber body may be increased. May decrease.
- the average particle diameter of the reinforcing filler can be calculated as an arithmetic average particle diameter of an appropriate number of samples (for example, 50 samples) by image analysis of electron microscope photographs including scanning electron microscope photographs.
- the proportion of the reinforcing filler is 10 parts by mass or less (eg, 0 to 10 parts by mass), preferably 0 to 8 parts by mass (eg, 0.5 to 7 parts by mass), relative to 100 parts by mass of the composite polymer. ), more preferably about 0 to 5 parts by mass (eg, 1 to 3 parts by mass).
- the compounding amount of the reinforcing filler exceeds 10 parts by mass, the loss coefficient tan ⁇ increases, and there is a possibility that tooth nicks easily occur due to heat aging of the rubber composition.
- the loss coefficient tan ⁇ of the rubber composition and the tooth portion can be reduced, heat generation due to the deformation of the rubber can be suppressed, and the rubber composition and the tooth portion can be suppressed. Heat aging can be suppressed, and both crack generation and growth can be suppressed.
- the reinforcing filler is usually added in a large amount (for example, about 30 to 60 parts by mass with respect to 100 parts by mass of rubber) in order to increase the hardness and modulus of the rubber composition. Since the hydrogenated nitrile rubber containing the unsaturated carboxylic acid metal salt in a predetermined amount is used, a belt having sufficient hardness and modulus can be obtained without using a reinforcing filler. Therefore, in the present invention, the reinforcing filler may serve as a colorant for coloring the belt.
- short fiber examples include polyolefin fibers (polyethylene fibers, polypropylene fibers, etc.), polyamide fibers (polyamide 6 fibers, polyamide 66 fibers, polyamide 46 fibers, aramid fibers, etc.), polyester fibers (polyalkylene arylate fibers (eg, , C 2-4 alkylene C 8-14 arylate fiber such as polyethylene terephthalate (PET) fiber, polytrimethylene terephthalate (PTT) fiber, polybutylene terephthalate (PBT) fiber, polyethylene naphthalate (PEN) fiber); polyarylate Fibers, fully aromatic polyester fibers such as liquid crystal polyester fibers), synthetic fibers such as vinylon fibers, polyvinyl alcohol fibers, polyparaphenylene benzobisoxazole (PBO) fibers; natural fibers such as cotton, hemp, and wool, Examples include regenerated cellulose fibers such as rayon, cellulose ester fibers and the like; inorganic
- the average fiber diameter of the short fibers is, for example, about 1 to 100 ⁇ m (eg, 3 to 70 ⁇ m), preferably 5 to 50 ⁇ m (eg, 7 to 30 ⁇ m), and more preferably 10 to 25 ⁇ m (eg, 12 to 20 ⁇ m). May be.
- the average fiber length of the short fibers may be, for example, about 0.3 to 10 mm (eg, 0.5 to 7 mm), preferably about 1 to 5 mm (eg, 2 to 4 mm).
- the short fibers may not be uniformly dispersed, and if the average fiber diameter is too large or the average fiber length is too short, the belt body There is a risk that the mechanical properties will deteriorate.
- short fibers can increase the hardness and modulus of the rubber composition, suppress the deformation of the rubber (or teeth), and suppress the growth of cracks.
- microcracks are likely to occur at the interface between the polymer and the short fibers, and it is not preferable to blend too much short fibers from the viewpoint of preventing the occurrence of cracks.
- the amount of the short fibers is small, the rubber (or the tooth portion) is easily deformed, and cracks are easily grown, which is a demerit.
- the present invention by increasing the blending amount of the zinc oxide and the non-reinforcing filler, even if the blending amount of the short fibers is small, it is possible to suppress the deformation of the rubber (or the tooth portion), and the short fibers and the polymer. It is also possible to effectively prevent the occurrence of cracks at the interface of and to prevent the occurrence of tooth chips.
- the proportion of short fibers is 5 parts by mass or less (0 to 5 parts by mass), preferably 0 to 4 parts by mass (eg 0.5 to 3 parts by mass), and more preferably 100 parts by mass of the composite polymer. It may be about 0 to 2.7 parts by mass (for example, 0.5 to 2.7 parts by mass, or 0.7 to 2.5 parts by mass). Further, in the present invention, high tooth chipping resistance can be realized even if the amount of the short fibers is small, so that the ratio of the short fibers is, for example, less than 3 parts by mass (for example, 0 to 0 parts by mass) relative to 100 parts by mass of the composite polymer.
- the proportion of the non-reinforcing filler is too small, the dispersibility of the short fibers cannot be improved, and the rubber composition is likely to crack, and if the proportion of the non-reinforcing filler is too large, the non-reinforcing filler is May be poorly dispersed. ..
- the short fibers are subjected to a conventional adhesive treatment (or surface treatment), and an adhesive component is attached to at least a part of the surface of the short fibers.
- a conventional adhesive treatment or surface treatment
- an adhesive component is attached to at least a part of the surface of the short fibers.
- the adhesiveness between the short fibers and the polymer is improved, and the occurrence of cracks originating from the interface between the short fibers and the polymer can be suppressed more effectively.
- adhesion treatment examples include treatment with an adhesive component such as an epoxy compound (or epoxy resin), polyisocyanate, silane coupling agent, resorcin-formalin-latex (RFL), and a treatment liquid containing such an adhesive component. It can be carried out by treating (for example, dipping) short fibers with (solution or dispersion) and drying.
- the resorcin-formalin-latex (RFL) treatment liquid and the RFL treatment liquid containing a polyisocyanate compound may be, for example, a latex adhesive containing a resorcin-formalin resin, a polyisocyanate compound or the like.
- the rubber of the latex may be a rubber having a functional group such as a carboxyl group.
- a preferable adhesive component is RFL, and at least a condensate (or an initial condensate) of resorcinol and formaldehyde and a latex (HNBR latex, styrene-butadiene copolymer latex, vinylpyridine-styrene-butadiene copolymer latex, etc.) are used. Vinylpyridine latex, etc.).
- the RFL treatment liquid is, for example, an aqueous dispersion of a sulfur compound (sulfur, tetramethylthiuram disulfide, etc.), a quinone oxime compound (p-quinone dioxime, etc.), a poly(meth)acrylate compound (ethylene glycol dimethacrylate).
- a sulfur compound sulfur, tetramethylthiuram disulfide, etc.
- a quinone oxime compound p-quinone dioxime, etc.
- a poly(meth)acrylate compound ethylene glycol dimethacrylate
- the resorcin-formalin-latex (RFL) as the adhesive component has an intermediate property between the rigidity of the short fiber and the flexibility of the polymer. While strongly adhering the short fiber and the polymer, the adhesive component Can be made to follow the deformation of the polymer, and the occurrence of cracks can be effectively suppressed.
- the short fibers can be oriented in a predetermined direction in the process of preparing an unvulcanized rubber sheet by rolling a rubber composition kneaded with a Banbury mixer or the like with a roll or a calender.
- the rubber composition contains an organic peroxide.
- the type of the organic peroxide is not particularly limited, and examples thereof include di-t-butyl peroxide, dicumyl peroxide, t-butyl cumyl peroxide, 1,1-t-butyl peroxy-3,3,5.
- the theoretical amount of active oxygen represents the concentration of peroxide bonds in the molecule of the organic peroxide, and is calculated by the following formula.
- Theoretical active oxygen content (%) (number of peroxide bonds x 16 / molecular weight of organic peroxide) x 100
- the theoretical amount of active oxygen can be rephrased as the ability to crosslink the rubber composition.
- organic peroxide having a theoretical active oxygen content of 9% or more examples include, for example, 2,5-dimethyl-2,5-di(t-butylperoxy)hexane and 2,5-dimethyl-2,5. Examples thereof include -di(t-butylperoxy)hexyne-3 and 1,3-bis(t-butylperoxyisopropyl)benzene.
- the amount of the organic peroxide used can be selected from the range of about 0.2 to 10 parts by mass (for example, 0.5 to 7 parts by mass) with respect to 100 parts by mass of the composite polymer.
- the amount of the organic peroxide used is usually 1 to 5 parts by mass (for example, 1.5 to 4.5 parts by mass), preferably 2 to 4 parts by mass (for example, 100 parts by mass) with respect to 100 parts by mass of the composite polymer. 2 to 3 parts by mass) or about 2 to 5 parts by mass. If the blending amount of the organic peroxide is too small, the hardness and modulus of the rubber composition are lowered, and if the blending amount of the organic peroxide is too large, the flexibility of the belt is lowered.
- the rubber composition may further contain conventional additives.
- the additive include co-crosslinking agents (alkane polyol poly(meth)acrylates such as ethylene glycol dimethacrylate, butanediol dimethacrylate, trimethylolpropane trimethacrylate, and pentaerythryl tetramethacrylate; triallyl(iso)cyanurate; N , N'-m-phenylene bismaleimide, bismaleimide such as N,N'-(4,4'-diphenylmethane bismaleimide)), vulcanization aid or vulcanization accelerator (thiuram accelerator, etc.), Sulfurization accelerating aids (such as higher fatty acids such as stearic acid and lauric acid), vulcanization retarders, metal oxides (magnesium oxide, calcium oxide, barium oxide, iron oxide, copper oxide, titanium oxide, aluminum oxide, magnesium oxide, etc.) ), softeners (for example, oils such as paraffin oil and
- the total proportion of the additives may be, for example, 1 to 100 parts by mass, preferably 3 to 50 parts by mass, and more preferably 5 to 20 parts by mass with respect to 100 parts by mass of the composite polymer.
- the ratio of the vulcanization acceleration aid (stearic acid, etc.) is 0.1 to 5 parts by mass (for example, 0.5 to 3 parts by mass), metal oxides except zinc oxide.
- the ratio of the product is 0 to 20 parts by mass (eg 1 to 10 parts by mass), the ratio of the antioxidant is 0.5 to 10 parts by mass (eg 1 to 5 parts by mass), the ratio of the processing (auxiliary) agent. May be about 0 to 5 parts by mass (for example, 0.5 to 3 parts by mass).
- the rubber composition (vulcanized rubber composition) is a molded product (vulcanized or crosslinked molded product) having a high storage elastic modulus (E′) and a small loss elastic modulus (E′′) and a loss coefficient (tan ⁇ ). It is useful for forming, that is, storage modulus (E'), loss modulus (E"), loss coefficient (tan ⁇ ) are physical quantities that describe dynamic viscoelasticity, and apply sinusoidal displacement to an object. When applied, it can be calculated from the displacement of the input wave as a stress and the difference in velocity.
- the storage elastic modulus (E′) is a component that is stored inside the object as energy when stress is applied to the object, and the loss elastic modulus (E′′) is the stress that is applied to the outside after being converted into heat. Therefore, as the storage elastic modulus (E′) is larger, the object is less likely to be deformed, and crack growth of the rubber composition can be suppressed even when strong stress acts.
- (Tan ⁇ ) is a ratio (E′′/E′) of storage elastic modulus and loss elastic modulus, which can be used as an index of heat generation when the rubber composition is deformed, and the smaller the loss coefficient (tan ⁇ ) is, The heat generation can be suppressed to be small, and the thermal deterioration of the rubber composition can be suppressed.
- the storage modulus (E') of the vulcanized or crosslinked product formed from the rubber composition is, for example, 400 to 1000 MPa (eg, 450 to 970 MPa), preferably 500 to 950 MPa (eg, 600 to 900 MPa), and more preferably May be about 650 to 850 MPa (eg 700 to 800 MPa), and is usually about 750 to 850 MPa (eg 750 to 800 MPa) in many cases.
- the loss factor (tan ⁇ ) of the vulcanized or crosslinked product can be selected from the range of, for example, about 0.05 to 0.17 (eg, 0.05 to 0.15), for example, 0.07 to 0.
- the rubber composition may be about 0.15 (eg 0.1 to 0.14), preferably 0.1 to 0.145 (eg 0.11 to 0.14). If the storage elastic modulus (E') is too small, the rubber composition may be easily deformed, and tooth chips may easily occur. If the storage elastic modulus (E') is too large, the rubber composition becomes rigid. Since it is too much, there is a possibility that the flexibility is lowered and interference with the pulley groove is caused. Further, if the loss coefficient (tan ⁇ ) is too large, heat generation increases with deformation, and heat aging of the rubber composition may be promoted. If the loss coefficient (tan ⁇ ) is too small, the hardness, modulus, etc. It becomes difficult to achieve compatibility with other characteristics of.
- the storage elastic modulus can be increased, the deformation of rubber can be suppressed, the loss coefficient can be reduced, and the heat generation due to the deformation can be suppressed. Therefore, both occurrence and growth of cracks can be suppressed, and the resistance to tooth chipping can be significantly improved.
- the storage elastic modulus (E′), loss elastic modulus (E′′), and loss coefficient (tan ⁇ ) were measured at a temperature of 55° C. and a static displacement of 0 using a constant strain flexometer tester specified in JIS K6265 (2016). It can be measured at 0.6 mm, a dynamic displacement (stroke) of 0.1 mm, and a frequency of 30 Hz.
- the storage elastic modulus of the rubber composition In order to increase the storage elastic modulus of the rubber composition, it is effective to increase the compounding amount of the reinforcing filler, but the loss coefficient becomes large, and heat deterioration of the rubber composition due to heat generation is accelerated. As a result, it is not possible to effectively suppress tooth chipping.
- the present invention as described above, even if the amount of the reinforcing filler is small, the storage modulus and the loss coefficient can be made compatible with each other by the zinc oxide and the non-reinforcing filler, and the tooth chipping resistance is effective. Can be suppressed.
- the hardness of the vulcanized or cross-linked product formed from the rubber composition may be, for example, JIS-A hardness of about 95 to 99 degrees, preferably 96 to 98 degrees (eg, 97 to 98 degrees). ..
- the modulus of the vulcanized or crosslinked product formed from the rubber composition at 20% elongation may be at least 20 MPa or more (eg, 20 to 50 MPa, preferably about 25 to 40 MPa).
- the JIS-A hardness is a hardness based on JIS K6253 (2012), and the hardness of the vulcanized or crosslinked product formed of the rubber composition is measured by using a type A durometer of the tooth portion 3. The hardness.
- the rubber composition forming the tooth portion 3 and the back portion 4 may be formed of different rubber compositions as long as the adhesion between the tooth portion 3 and the back portion 4 is not impaired, and the rubber composition is formed of the same rubber composition. You may.
- the tooth portion 3 and the back portion 4 are rubbers or polymers of the same series (for example, rubbers belonging to hydrogenated nitrile rubbers and different types; rubbers having different contents of hydrogenated nitrile rubbers; It often contains a polymer having a different ratio with the saturated metal carboxylic acid salt) or the same type of rubber component (for example, the same type of hydrogenated nitrile rubber; the same type of polymer).
- the tooth portion 3 and the back portion 4 are firmly joined without peeling at the interface, and normally, the rubber composition forming the tooth portion and the rubber composition forming the back portion are joined or co-vulcanized. However, when the tooth part and the back part are separated, the interface between the tooth part and the back part often undergo cohesive failure.
- fiber forming the cord examples include high modulus fibers such as PBO fibers, polyarylate fibers, PET fibers, polyester fibers such as PEN fibers, polyamide fibers such as aramid fibers, carbon fibers and the like. These fibers can be used alone or in combination of two or more. Preferred fibers are aramid fibers, carbon fibers and the like.
- these fibers are usually used in the form of a multifilament yarn as a raw yarn (for example, a multifilament yarn including 1000 to 50,000, preferably about 5,000 to 20,000 monofilament yarns). it can.
- the average fineness of the monofilament yarn may be, for example, 0.1 to 5 dtex, preferably 0.3 to 3 dtex, and more preferably 0.5 to 1 dtex.
- the core wire is a cord, for example, a twisted cord obtained by twisting these multifilament yarns as a core yarn (untwisted yarn, preferably lower twisted yarn) and twisted in a predetermined direction (for example, the same direction as the lower twisted yarn or the opposite direction). Often used as (twisted yarn).
- the core yarn may have an average diameter (average wire diameter) of, for example, 0.2 to 1 mm, preferably 0.3 to 0.8 mm, and more preferably 0.4 to 0.7 mm.
- the average diameter (average diameter) of the core wire may be, for example, 0.3 to 1.5 mm, preferably 0.5 to 1.3 mm, and more preferably 0.7 to 1.2 mm.
- the core pitch may be larger than the core diameter, depending on the core diameter, for example, 0.5 to 2 mm, preferably 0.7 to 1.7 mm, and more preferably 0.8 to 1.5 mm. May be
- the tooth cloth (cover cloth) for covering the surface of the tooth portion is not limited to the twill weave cloth, and may be formed of cloth such as woven cloth, knitted cloth, and non-woven cloth. ) Is usually woven (sailcloth) in many cases.
- the woven structure of the woven fabric is not particularly limited as long as the warp and the weft are regularly crossed in the longitudinal and transverse directions, and any of plain weave, twill weave (or twill weave), satin weave (sateen weave, satin), etc. Or a woven structure in which these structures are combined.
- a preferred woven fabric has a twill weave and satin weave design.
- polyphenylene ether fibers As the fibers forming the weft threads and warp threads of the tooth cloth (cover cloth), in addition to the fibers similar to the short fibers, polyphenylene ether fibers, polyether ether ketone fibers, polyether sulfone fibers, polyurethane fibers, etc. Can be illustrated. These fibers can be used alone or in combination of two or more kinds. Among these fibers, organic fibers are generally used, and include cellulose fibers such as cotton and rayon, polyester fibers (PET fibers, etc.), polyamide fibers (aliphatic polyamide fibers such as polyamide 66 fibers, aramid fibers, etc.), PBO. Fibers and the like are preferred.
- these fibers and elastic yarns having elasticity for example, elastic polyurethane yarns having elasticity such as spandex made of polyurethane, processed yarns subjected to elastic processing (for example, woolie processing, crimp processing, etc.), etc. )
- elastic polyurethane yarns having elasticity such as spandex made of polyurethane
- processed yarns subjected to elastic processing for example, woolie processing, crimp processing, etc.
- the form of the warp and the weft is not particularly limited, but a monofilament yarn that is one long fiber, a multifilament yarn in which filaments (long fibers) are aligned or twisted, and a spun yarn in which short fibers are twisted (spun yarn) ), etc., and the multifilament yarn or spun yarn may be a mixed twist yarn or a mixed yarn using a plurality of types of fibers.
- the weft yarn preferably contains the elastic yarn having elasticity, and the warp yarn usually does not contain the elastic yarn from the viewpoint of weavability. In order to ensure the elasticity of the cover cloth in the belt longitudinal direction, it is preferable that the warp threads of the woven cloth extend in the belt width direction and the weft threads extend in the belt longitudinal direction.
- the average diameter of the fiber (or yarn) may be, for example, about 1 to 100 ⁇ m (eg, 3 to 50 ⁇ m), preferably about 5 to 30 ⁇ m (eg, 7 to 25 ⁇ m).
- the weft yarn may be, for example, about 100 to 1000 dtex (eg, 300 to 700 dtex)
- the warp yarn may be, for example, 50 to 500 dtex (eg, 100 to 300 dtex). ) May be about.
- the density (threads/cm) of the weft may be, for example, about 5 to 50 (eg 10 to 30), and the density (threads/cm) of the warp is, for example, 10 to 300 (eg 20 to 100). ) May be about.
- the woven fabric may have a multiple woven structure (such as a double woven structure).
- a woven structure including a warp and a weft at least a part of the weft is located on the surface side of the tooth cloth, and It may be formed of a fiber having a low coefficient of friction (or a fiber having a low friction) such as a fiber containing a fluororesin (a composite yarn including a fiber formed of a fluororesin such as polytetrafluoroethylene (PTFE)).
- PTFE polytetrafluoroethylene
- the warp is formed of polyamide fiber such as nylon 66, polyester fiber, etc.
- the weft is a fiber formed of the fluororesin alone; the fiber formed of the fluororesin and the first fiber such as polyamide fiber or polyurethane fiber.
- a composite yarn of two fibers; a composite yarn of this composite yarn and a second composite yarn formed of the plurality of second fibers may be formed.
- the thickness of the tooth cloth (cover cloth) may be, for example, about 0.3 to 1.5 mm, preferably about 0.5 to 1.2 mm.
- the tooth cloth (cover cloth) may be subjected to an adhesive treatment.
- an adhesive treatment for example, a method of immersing a tooth cloth (cover cloth) in an RFL treatment liquid and then heating and drying it; a method of treating it with an epoxy compound or an isocyanate compound; dissolving a rubber composition in an organic solvent to prepare a rubber paste.
- a method of immersing a tooth cloth (cover cloth) in this rubber paste, followed by heating and drying; and a method of combining these processing methods can be exemplified. These methods can be performed alone or in combination, and the processing order and the number of times of processing are not limited. For example, after pretreatment with an epoxy compound or an isocyanate compound, it may be immersed in an RFL treatment liquid and then dried by heating.
- the rubber toothed belt (toothed power transmission belt) of the present invention can be prepared by a conventional method.
- the toothed belt 1 shown in FIG. 1 has a cylindrical shape in which uneven portions corresponding to the tooth portions 3 are formed.
- the cover cloth (sail cloth) forming the tooth cloth 7 is wound around the molding mold (mold or mold) of the above; the cord forming the core wire 5 is spirally formed in a predetermined shape on the cylindrical mold around which the cover cloth is wound.
- an unvulcanized rubber sheet forming the back portion 4 and the tooth portion 3 is wound to form an unvulcanized sleeve (unvulcanized laminate). Further, the cylindrical mold around which the unvulcanized sleeve is wound is transferred into a vulcanization can, and heated and pressed to press the rubber sheet into the mold groove (concave/convex), and at the same time as vulcanization, the tooth 3 To form. Then, the toothed belt 1 can be manufactured by cutting the vulcanized or crosslinked sleeve-shaped molded body with a predetermined width.
- the toothed belt 1 may be prepared by a preforming method. That is, first, the cover cloth 7 and the unvulcanized rubber sheet are sequentially stacked on a flat or flat mold having a tooth mold, and the temperature is such that the rubber is softened (for example, about 70 to 90° C.). ) And pressurize the rubber and the cover cloth 7 into the die of the mold. In this heating/pressurizing process, the softened rubber flows into the tooth mold while stretching the cover cloth 7 by pressing, and has a sheet shape having the cover cloth 7 and the preforming tooth portions corresponding to the tooth portions 3. A preform is prepared.
- the preform is released from the flat mold, cut into a predetermined length corresponding to the belt length, and then the preform having a predetermined length is wound around a cylindrical mold; A cord that forms a core wire is spirally spun on the above; a pre-molded body obtained by spinning the cord is wrapped with an unvulcanized rubber sheet that forms the back part 4, and then heated and pressed,
- the toothed belt 1 is obtained by vulcanizing with a vulcanizing can; and cutting the vulcanized or cross-linked sleeve-shaped molded body with a predetermined width.
- the unvulcanized rubber forming the back portion 4 is vulcanized during the vulcanization process from inside the cord (core wire) 5 to the inside (tooth). It is not necessary to flow or extrude to the part 3 side) to extend the cover cloth 7 along the uneven line to form the tooth part 3. Therefore, it becomes possible to reduce the distance (pitch) between the cores.
- HNBR “Zetpol 2010” manufactured by Nippon Zeon Co., Ltd., iodine value 11 mg/100 mg
- Aramid short fiber "Conex” manufactured by Teijin Ltd., fiber length 3 mm, fiber diameter 14 ⁇ m (RFL-treated short fiber is dipped in RFL treatment liquid containing HNBR latex after opening the raw fiber, cut after drying.
- Carbon black SRF "Seast S” manufactured by Tokai Carbon Co., Ltd., average particle diameter 66 nm, iodine adsorption amount 26 mg/g Silica: "Ultrasil VN-3" manufactured by Evonik Degussa Japan KK, specific surface area 155 to 195 m 2 /g Zinc oxide: "Zinc oxide type 2" manufactured by Sakai Chemical Industry Co., Ltd., average particle size 0.55 ⁇ m
- Anti-aging agent p,p'-dioctyldiphenylamine ("Nonflex OD3" manufactured by Seiko Chemical Co., Ltd.)
- Calcium carbonate “Super #1500” manufactured by Maruo Calcium Co., Ltd., average particle diameter 1.5 ⁇ m
- Aluminum silicate Sanyo Clay Industry Co., Ltd.
- a toothed belt was produced using the preforming method. That is, a canvas and an unvulcanized rubber sheet are laminated on a toothed flat mold for producing a preformed body, heated to a temperature of about 80° C. and pressed, and the rubber and the canvas are press-fitted, and the canvas and the tooth portion are pressed. A preformed body having and was prepared. This preform was wound around a cylindrical mold for producing a belt, and then the core wire was spirally wound at a predetermined pitch with a predetermined tension.
- An unvulcanized rubber sheet (an unvulcanized rubber sheet having the same composition as the unvulcanized rubber sheet) that forms the back portion is wound around this core wire, placed in a vulcanizing can, and heated at 165° C. for 30 minutes. Pressure vulcanized. After vulcanization, the back surface of the belt was ground to a constant thickness and the belt was cut into a predetermined width to obtain a toothed belt.
- Tables 1 to 3 show the composition of the rubber composition of the unvulcanized rubber sheet in parts by mass based on 100 parts by mass of the composite polymer (including HNBR).
- the form of the toothed belt was: tooth profile: H14M, tooth pitch: 14 mm, number of teeth: 100, belt length: 1400 mm, belt width: 20 mm.
- the toothed belt was attached to a two-axis running tester equipped with a drive pulley (number of teeth: 28) and a driven pulley (number of teeth: 28), and the time until tooth loss was measured was measured as the running life.
- the attachment tension of the toothed belt was 530 N
- the rotation speed of the drive pulley was 1800 rpm
- the load of the driven pulley was 4181 N
- the ambient temperature 25° C. (room temperature).
- Test temperature temperature chamber
- Dynamic displacement stroke
- Repetition frequency 30Hz
- Test time 15 minutes (measured value 15 minutes after the start of measurement is used)
- Comparative Example 2 containing no zinc oxide had a relatively short running life of 85 hours, whereas Examples 1 and 5 in which the proportion of zinc oxide was 5 parts by mass and 30 parts by mass had a running life of 119 hours, respectively. It was as long as 130 hours.
- Comparative Example 3 containing no non-reinforcing filler (calcium carbonate) had a short running life of 60 hours, while Examples 1, 6 containing the non-reinforcing filler in a proportion of 5 to 30 parts by mass.
- the running life of No. 7 was as long as 115 to 119 hours.
- Example 11 is an example containing 30 parts by mass of zinc oxide and 3 parts by mass of organic peroxide, and had the longest running life of 135 hours. It is considered that the effect of suppressing the deformation of rubber is improved by increasing the amount of organic peroxide, and the heat aging resistance is improved by increasing the amount of zinc oxide, and the tooth chipping resistance is improved.
- Example 12 is an example in which short fibers were not subjected to RFL treatment, but the running life was comparatively long, but the running life was inferior as compared with Example 11 in which short fibers were subjected to RFL treatment. Although RFL treatment of short fibers is not essential, it can be said that it is preferable to perform RFL treatment.
- Examples 13 and 14 are examples using aluminum silicate and magnesium silicate instead of calcium carbonate as the non-reinforcing filler, and compared with Example 1 using calcium carbonate, running life Also, there was no great difference in the loss coefficient, and the same performance as in Example 1 was exhibited.
- the rubber toothed belt (meshing transmission belt or toothed transmission belt) of the present invention is used in combination with a toothed pulley in various fields where synchronism between input and output is required, for example, in engines of automobiles and motorcycles. It can be used for power transmission, power transmission of motors, pumps, etc., automatic doors, machines such as automated machines, copying machines, printing machines, etc. In particular, it can be used as peripheral equipment (peripheral parts) such as a power transmission belt (timing belt or cogged belt) of an automobile engine.
- Toothed belt 2 For Belt main body 3
- Tooth portion 4 For Back portion 5
- Core wire 6 for Short fiber 7
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
本発明は、長手方向に沿って所定間隔をおいて設けられ、第一のゴム組成物で形成された複数の歯部と、これらの歯部と一体化し、第二のゴム組成物で形成された背部と、この背部に長手方向に埋設された心線とを含むベルト本体と;前記複数の歯部の表面を被覆する歯布とを備えたゴム製歯付ベルトであって、前記歯部を形成する第一のゴム組成物が、水素化ニトリルゴムと不飽和カルボン酸金属塩とを前者/後者=100/80~100/180の質量割合で含む複合ポリマーを含み、この複合ポリマー100質量部に対して、酸化亜鉛を3~50質量部、非補強性充填剤を3~50質量部、補強性充填剤を10質量部以下、短繊維を5質量部以下、有機過酸化物を1~5質量部の割合で含む、ゴム製歯付ベルトに関する。
Description
本発明は、歯付プーリと噛み合って、高負荷条件下、一般産業用機械などで同期して動力を伝達するのに有用なゴム製歯付ベルト(又は歯布被覆のゴム製歯付ベルト)、及び前記ゴム製歯付ベルトを構成するために有用なゴム組成物(又は歯付ベルト用ゴム組成物)に関する。
ゴム製歯付ベルトの故障形態のひとつに、歯部がベルト本体から欠落する歯欠けがある。この歯欠けは、歯部の根元に応力が集中的に作用する過程で、歯ゴムが繰り返し変形することにより発生するものと考えられている。また、歯ゴムが熱などによって老化すると、歯欠けが促進されることも知られている。
歯付ベルトの寿命(耐歯欠け性)を向上させる方法として、日本国特開2011-122719号公報(特許文献1)には、水素化ニトリルゴムと不飽和カルボン酸金属塩とを100/100~100/180の質量比で混合したポリマー100質量部に対して、3~7質量部の短繊維と、10質量部以下の粉末状の無機充填剤とを配合したゴム組成物で歯部を構成したゴム製歯付ベルトが開示されている。特許文献1には、このようなゴム組成物を用いると、歯部の硬度が十分に高くなること、歯部のモジュラスを高めることができること、歯欠け等を防止してゴム製歯付ベルトの長寿命化が期待できることが記載されている。また、特許文献1には、粉末状の無機充填剤の配合量を10質量部以下とすることで、歯部を構成するゴム組成物の発熱を低く抑えることができることが記載されている。なお、特許文献1には、粉末状の無機充填剤として、補強性充填剤として知られているカーボンブラック及びシリカが例示され、実施例でもこの2種類の充填剤が使用されている。
このような特許文献1に係る発明では、耐歯欠け性の向上に対して一定の効果が得られるものの、伝達動力の増大や歯付ベルトの長寿命化を求める市場のニーズからは、さらなる改良が求められていた。
従って、本発明の目的は、歯部の硬度及びモジュラスを高くして亀裂の成長を抑えるとともに、亀裂の成長の元となる微小亀裂の発生をも抑制して、寿命(耐歯欠け性)を大きく向上できるゴム製歯付ベルト及びゴム組成物を提供することにある。
本発明の他の目的は、耐歯欠け性が大きく向上し、伝達動力が増大しても歯付ベルトを長寿命化でき、耐久性に優れるゴム製歯付ベルト及びゴム組成物を提供することにある。
本発明のさらに他の目的は、短繊維の含有量が少なくても、耐歯欠け性が大きく向上したゴム製歯付ベルト及びゴム組成物を提供することにある。
本発明者は、歯欠けが発生する原因について、先ず、歯元に微小な亀裂が発生し、次いでその亀裂が成長するというメカニズムを想定した。すなわち、特許文献1に係る発明は、歯部の硬度及びモジュラスを高くすることにより、歯ゴムの変形を抑えて、亀裂の成長を抑えることに重点をおいていると考えられる。しかし、短繊維を比較的多くの割合で配合しているため、ゴム組成物中の短繊維とポリマーとの界面を起点とした微小な亀裂が比較的発生しやすくなっているためか、特許文献1に係る発明では、亀裂の成長を抑制できても、亀裂の発生を有効に抑制できず、歯付ベルトの耐歯欠け性を大きく向上できないものと思われる。
本発明者は、亀裂の成長を効果的に抑制しつつ、亀裂の発生をも高度に抑制する方法についてさらに検討を重ねた結果、歯部を形成するゴム組成物において、短繊維の配合量を少なくすることにより、亀裂の発生を抑制できること、酸化亜鉛及び非補強性充填剤の配合量を多くすることにより、歯部の硬度及びモジュラスを高くして亀裂の成長を抑制できるとともに、亀裂の成長の元となる微小亀裂の発生をも抑制でき、短繊維の配合量を少なくしても、歯付ベルト(歯付伝動ベルト)での亀裂の発生と成長とを有効に抑制でき、歯付ベルトの耐歯欠け性をさらに向上できることを見いだし、本発明を完成した。
すなわち、本発明のゴム製歯付ベルト(歯付動力伝達ベルト)は、長手方向に沿って所定間隔をおいて設けられ、第一のゴム組成物で形成された複数の歯部と、これらの歯部と一体化し、第二のゴム組成物で形成された背部と、この背部に長手方向に埋設された心線とを含むベルト本体と;前記複数の歯部の表面を被覆する歯布とを備えたゴム製歯付ベルトであって、前記歯部を形成する第一のゴム組成物が、水素化ニトリルゴムと不飽和カルボン酸金属塩とを100/80~100/180の質量割合で含む複合ポリマーを含み、この複合ポリマー100質量部に対して、酸化亜鉛を3~50質量部(例えば、5~40質量部)、非補強性充填剤を3~50質量部(例えば、5~40質量部)、補強性充填剤を10質量部以下(例えば、0~8質量部)、短繊維を5質量部以下(例えば、0.5~3質量部)、有機過酸化物を1~5質量部(例えば、理論活性酸素量9%以上の有機過酸化物を2~5質量部)の割合で含んでいる。
このようなゴム組成物(第一のゴム組成物)を用いると、歯部の硬度及びモジュラスを高めることができ、ゴムの変形を抑制しつつ、亀裂の発生及び成長を抑制できる。すなわち、酸化亜鉛の配合量を多くすることにより、耐熱老化性を高めることができ、亀裂の発生と成長を抑制できる。また、補強性充填剤の配合量を少なくすることにより、損失係数tanδを小さくすることができ、ゴムの変形による発熱を抑えてゴム組成物及び歯部の熱老化を抑制できる。さらに、非補強性充填剤の配合量を多くすることにより、短繊維などの配合剤の分散性を向上でき、ゴム組成物又は歯部の均一性を高めることができ、短繊維の配合量が少なくても、亀裂の発生と成長を抑制できる。さらに、短繊維の配合量を少なくすることができ、短繊維とポリマーとの界面を起点とした亀裂の発生を有効に抑制できる。
なお、非補強性充填剤(又は不活性充填剤)は、多価金属炭酸塩類(炭酸カルシウム、炭酸マグネシウムなど)、多価金属水酸化物(水酸化アルミニウムなど)、多価金属硫酸塩(硫酸バリウムなど)、ケイ酸塩(ケイ酸アルミニウム、ケイ酸マグネシウム、タルク、クレイ、マイカなどの多価金属を含むケイ酸塩)からなる群より選択された少なくとも一種であってもよい。非補強性充填剤(又は不活性充填剤)は、例えば、炭酸カルシウムである場合が多い。前記補強性充填剤は、カーボンブラック及びシリカからなる群より選択された少なくとも一種であってもよい。
さらに、本発明では、酸化亜鉛及び非補強性充填剤の配合量が多いため、短繊維を有効にかつ均一に分散できる。前記酸化亜鉛と前記非補強性充填剤との質量割合は、前者/後者=10/100~500/100(例えば、25/100~150/100)程度であってもよく、前記短繊維と前記非補強性充填剤との質量割合は、前者/後者=0/100~40/100(例えば、5/100~25/100)程度であってもよい。
前記短繊維の少なくとも表面の一部には接着成分が付着していてもよい。接着成分の付着により、短繊維とポリマーとの親和性及び接着力を向上でき、短繊維とポリマーとの界面を起点として亀裂が発生するのを有効に抑制できる。さらに、接着成分は、レゾルシン-ホルマリン-ラテックス(RFL)又はその硬化物であってもよい。接着成分としてこのようなRFLを利用すると、RFLが、短繊維の剛直さと、ポリマーの柔軟性との中間の性質を有することに加えて、短繊維とポリマーとを強力に接着させるとともに、接着成分がポリマーの変形に追従することができ、亀裂の発生を効果的に抑制できる。
前記ゴム組成物は、加硫により、貯蔵弾性率(E’)が大きく、損失係数(tanδ)が小さな加硫ゴム又は架橋ゴム(歯部)を形成してもよい。加硫ゴム(又は架橋ゴム)の貯蔵弾性率(E’)は400~1000MPa程度、損失係数(tanδ)は0.05~0.15程度であってもよい。高い貯蔵弾性率と低い損失係数(誘電損失)とを備えた加硫ゴムで歯部を形成することにより、ゴムの変形を抑制しつつ、変形によるゴムの発熱を抑制できるため、亀裂の発生と成長との双方を抑えることができ、歯付ベルトの耐歯欠け性を大幅に向上できる。なお、貯蔵弾性率を高めるために、補強性充填剤の配合量を多くすると、損失係数が大きくなってしまい、発熱によるゴム組成物又は歯部の熱劣化が促進されて、歯欠けを効果的に抑制できない。本発明では、補強性充填剤の配合量を少なくしながら、酸化亜鉛および非補強性充填剤の配合量を多くするなどの工夫により、貯蔵弾性率と損失係数とを好ましい範囲で両立させることができ、歯欠けを効果的に抑制できる。
本発明は、水素化ニトリルゴムと不飽和カルボン酸金属塩とを100/80~100/180の質量割合で含む複合ポリマーを含み、この複合ポリマー100質量部に対して、酸化亜鉛を3~50質量部、非補強性充填剤を3~50質量部、補強性充填剤を10質量部以下、短繊維を5質量部以下、有機過酸化物を1~5質量部の割合で含むゴム組成物も包含する。このゴム組成物は、少なくとも前記歯部などを形成するのに有用である。
なお、本明細書中、「補強性充填剤」とは、ポリマーと強く結合して補強性の高い粉末状の充填剤を意味し、「短繊維」は含まない。「非補強性充填剤」とは、ポリマーとの相互作用が小さく補強性の低い充填剤を意味する。「複合ポリマー」とは、水素化ニトリルゴムと不飽和カルボン酸金属塩との混合物(水素化ニトリルゴムと不飽和カルボン酸金属塩との均質混合物、水素化ニトリルゴムに不飽和カルボン酸金属塩が分散した混合物、若しくは水素化ニトリルゴムと不飽和カルボン酸金属塩とのアロイ)を意味し、水素化ニトリルゴムと不飽和カルボン酸金属塩とを含む複合ポリマー(又はゴムアロイ)を単にポリマーという場合がある。「歯部と背部とが一体化している」とは、歯部と背部とが界面で剥離しないことを意味する。また、アクリル系単量体とメタクリル系単量体とを(メタ)アクリル系単量体と総称する場合がある。数値範囲「XX~YY」は、数値「XX」と数値「YY」とを範囲に含む意味、すなわち、数値「XX」以上であり、かつ数値「YY」以下である範囲を意味する。
本発明では、酸化亜鉛及び非補強性充填剤の配合量が多いため、歯部の硬度及びモジュラスを高くして亀裂の成長を抑制できるとともに、亀裂の成長の元となる微小亀裂の発生を抑制でき、歯付ベルトの寿命(耐歯欠け性)を大きく向上できる。そのため、伝達動力が増大しても歯付ベルトを長寿命化でき、耐久性を高めることができる。さらに、短繊維の含有量が少なくても、歯付ベルトの耐歯欠け性を大きく向上できる。
以下に、必要に応じて、添付図面を参照しつつ、本発明のゴム製歯付ベルトの一例について詳細に説明する。
図1は、本発明のゴム製歯付ベルトの一例を示す部分断面斜視図である。この例の歯付ベルト1は、長手方向に沿って所定間隔をおいて形成された複数の歯部3と、背部4と、心線5とを有するベルト本体2と、このベルト本体の前記歯部3の表面を被覆する歯布7とを備えている。具体的には、前記歯付ベルト1は、断面台形状の複数の歯部3が形成されたベルト本体2と、前記歯部3の表面を被覆する歯布(カバー布)7とを備えており、前記ベルト本体2は、長手方向(X方向)に延びる背部4と、この背部の長手方向に沿って所定の間隔をおいて幅方向(Y方向)に延びて形成された前記複数の歯部3と、背部4の長手方向に沿って埋設された心線5とを備えている。
さらに、少なくとも前記歯部3を形成するゴム組成物は、短繊維6を含んでもよく、この短繊維は、前記心線5と同様に、ベルト1の長手方向に配向(歯布7側では歯部3の断面形状に沿って湾曲し、心線5側では心線5又は背部4とほぼ平行な形態で配向)してもよい。また、歯布7は、ベルトの幅方向に延在する経糸7aとベルトの長手方向に延在する緯糸7bからなる織布(綾織り帆布など)で形成されてもよい。
なお、歯付ベルトは、上記図1に示す形態又は構造に限定されない。例えば、歯付ベルトは、ベルトの少なくとも一方の面に、長手方向に沿って所定間隔をおいて形成された複数の歯部又は凸部を有し、かつ心線が埋設されたベルト本体と、このベルト本体の前記歯部の表面を被覆又はベルト本体の前記歯部の表面に積層された歯布(カバー布)とを備えていればよい。また、複数の歯部又は凸部は、歯状プーリと噛合可能であればよく、歯部又は凸部の断面形状(ベルトの長手方向の断面形状)は、前記台形に限定されず、歯状プーリの形態などに応じて、例えば、半円形、半楕円形、多角形(三角形、四角形(矩形など)など)などであってもよい。また、長手方向に隣り合う歯部又は凸部の間隔は、歯状プーリの形態などに応じて、例えば、1~10mm、好ましくは2~8mm程度であってもよい。短繊維は、ベルトに対してランダムに配向していてもよいが、ベルト本体を有効に補強するため、通常、主にベルトの長手方向に配向している。また、歯布の経糸と緯糸の延在方向も特に制限されず、例えば、ベルトの長手方向に対して経糸を斜め方向に延在させてもよく、経糸がベルトの長手方向に延在し、緯糸がベルトの幅方向に延在していてもよいが、耐久性を高めるため、通常、経糸はベルトの幅方向に延在し、緯糸はベルトの長手方向に延在している。
以下に、歯部と凸部とを同義に扱い、歯付ベルトの各要素について説明する。
(ベルト本体(歯部及び背部))
前記ベルト本体を形成するゴム組成物のゴム成分は、例えば、ジエン系ゴム(天然ゴム、イソプレンゴム、ブタジエンゴム、クロロプレンゴム、ブチルゴム、スチレン-ブタジエンゴム(SBR)、ビニルピリジン-スチレン-ブタジエンゴム、アクリロニトリル-ブタジエンゴム(ニトリルゴム:NBR)、アクリロニトリル-クロロプレンゴム、水素化ニトリルゴム(HNBR)など)、エチレン-α-オレフィンエラストマー(エチレン-プロピレン共重合体(EPM)、エチレン-プロピレン-ジエン三元共重合体(EPDM)など)、クロロスルホン化ポリエチレンゴム(CSM)、アルキル化クロロスルホン化ポリエチレンゴム(ACSM)、エピクロルヒドリンゴム、アクリル系ゴム、シリコーンゴム、ウレタンゴム、フッ素ゴムなどが挙げられる。これらのゴム成分は、カルボキシル化SBR、カルボキシル化NBRなどのように、カルボキシル化されていてもよい。これらのゴム成分は、単独で又は二種以上組み合わせて使用できる。好ましいゴム成分は、耐熱老化性の高いゴム、例えば、水素化ジエン系ゴム(水素化ニトリルゴム(HNBR)など)、クロロスルホン化ポリエチレン(CSM)、アルキル化クロロスルホン化ポリエチレン(ACSM)など、特に、カルボキシル化されていてもよい水素化ニトリルゴム(HNBR)(以下、カルボキシル化水素化ニトリルゴムも含め、単に水素化ニトリルゴムという場合がある)である。ゴム成分中、上記好ましいゴム成分の割合は、50質量%以上(例えば、80~100質量%程度)が好ましく、特に100質量%であるのが好ましい。カルボキシル化されていてもよい水素化ニトリルゴムは、部分水素化ニトリルゴムであってもよく、完全水素化ニトリルゴムであってもよい。カルボキシル化されていてもよい水素化ニトリルゴムの水添率は50~100%程度の範囲から選択でき、70~100%程度であってもよい。
前記ベルト本体を形成するゴム組成物のゴム成分は、例えば、ジエン系ゴム(天然ゴム、イソプレンゴム、ブタジエンゴム、クロロプレンゴム、ブチルゴム、スチレン-ブタジエンゴム(SBR)、ビニルピリジン-スチレン-ブタジエンゴム、アクリロニトリル-ブタジエンゴム(ニトリルゴム:NBR)、アクリロニトリル-クロロプレンゴム、水素化ニトリルゴム(HNBR)など)、エチレン-α-オレフィンエラストマー(エチレン-プロピレン共重合体(EPM)、エチレン-プロピレン-ジエン三元共重合体(EPDM)など)、クロロスルホン化ポリエチレンゴム(CSM)、アルキル化クロロスルホン化ポリエチレンゴム(ACSM)、エピクロルヒドリンゴム、アクリル系ゴム、シリコーンゴム、ウレタンゴム、フッ素ゴムなどが挙げられる。これらのゴム成分は、カルボキシル化SBR、カルボキシル化NBRなどのように、カルボキシル化されていてもよい。これらのゴム成分は、単独で又は二種以上組み合わせて使用できる。好ましいゴム成分は、耐熱老化性の高いゴム、例えば、水素化ジエン系ゴム(水素化ニトリルゴム(HNBR)など)、クロロスルホン化ポリエチレン(CSM)、アルキル化クロロスルホン化ポリエチレン(ACSM)など、特に、カルボキシル化されていてもよい水素化ニトリルゴム(HNBR)(以下、カルボキシル化水素化ニトリルゴムも含め、単に水素化ニトリルゴムという場合がある)である。ゴム成分中、上記好ましいゴム成分の割合は、50質量%以上(例えば、80~100質量%程度)が好ましく、特に100質量%であるのが好ましい。カルボキシル化されていてもよい水素化ニトリルゴムは、部分水素化ニトリルゴムであってもよく、完全水素化ニトリルゴムであってもよい。カルボキシル化されていてもよい水素化ニトリルゴムの水添率は50~100%程度の範囲から選択でき、70~100%程度であってもよい。
少なくとも歯部(好ましくは歯部及び背部の双方)を形成するゴム組成物のゴム成分は、カルボキシル化されていてもよい水素化ニトリルゴムを少なくとも含んでおり、このような水素化ニトリルゴムの割合は、ゴム成分中、80~100質量%(好ましくは90~100質量%、特に100質量%)であってもよい。水素化ニトリルゴムのヨウ素価(単位:mg/100mg)は、例えば、5~60(例えば、7~50)、好ましくは8~40(例えば、8~35)、さらに好ましくは10~30程度であってもよい。
少なくとも前記歯部を形成するゴム組成物は、水素化ニトリルゴムと不飽和カルボン酸金属塩とを含むポリマー又はゴムアロイ(若しくは複合ポリマー)を含んでいる。このようなポリマーは、少なくとも歯部の硬度とモジュラスとを高めることができるとともに、ゴムの変形を抑制でき、亀裂の成長を抑制する。
不飽和カルボン酸金属塩の不飽和カルボン酸としては、例えば、(メタ)アクリル酸、クロトン酸などのモノカルボン酸、マレイン酸、フマル酸、イタコン酸などのジカルボン酸、これらのジカルボン酸のモノアルキルエステルなどが例示できる。これらの不飽和カルボン酸は単独で又は二種以上組み合わせて使用できる。好ましい不飽和カルボン酸は(メタ)アクリル酸である。不飽和カルボン酸金属塩の金属としては、多価金属、例えば、周期表第2族元素(マグネシウム、カルシウムなど)、周期表第4族元素(チタン、ジルコニウムなど)、周期表第8族~第14族元素(例えば、鉄、コバルト、ニッケル、銅、亜鉛、アルミニウム、スズ、鉛など)などが例示できる。これらの金属も単独で又は二種以上組み合わせて使用できる。好ましい金属は、周期表第2族元素(マグネシウムなど)、周期表第12族元素(亜鉛など)などである。
好ましい不飽和カルボン酸金属塩としては、(メタ)アクリル酸亜鉛、(メタ)アクリル酸マグネシウムなどが例示できる。不飽和カルボン酸金属塩も単独で又は二種以上組み合わせて使用できる。
水素化ニトリルゴムと不飽和カルボン酸金属塩との質量比は、前者/後者=100/80~100/180(例えば、100/85~100/175)であり、好ましくは100/90~100/175程度の範囲から選択できる。本発明では、酸化亜鉛及び非補強性充填剤の配合量が多いため、不飽和カルボン酸金属塩の割合が比較的少なくても、ゴム組成物及び歯部の硬度やモジュラスを向上でき、歯付ベルトの耐歯欠け性を向上できる。そのため、水素化ニトリルゴムと不飽和カルボン酸金属塩との質量比は、例えば、前者/後者=100/80~100/150であってもよく、好ましくは100/90~100/135(例えば、100/95~100/130)、さらに好ましくは100/100~100/120程度であってもよい。水素化ニトリルゴム100質量部に対して不飽和カルボン酸金属塩の割合が、80質量部未満ではゴム組成物(又は歯部)の硬度やモジュラスが低下し、水素化ニトリルゴム100質量部に対して不飽和カルボン酸金属塩の割合が180質量部を超えるとベルトの加工性や屈曲性が低下する。
なお、上記水素化ニトリルゴムと不飽和カルボン酸金属塩との複合ポリマー(ゴムアロイ)は市販品を使用してもよく、水素化ニトリルゴムと不飽和カルボン酸金属塩との質量比は、市販の複合ポリマー(ゴムアロイ)と、市販の水素化ニトリルゴムとを混合して調製してもよい。
(酸化亜鉛)
前記ゴム組成物において、酸化亜鉛は、耐熱老化剤として機能するとともに、加硫促進剤としても機能する。酸化亜鉛の平均粒子径は、例えば、0.01~3μm(例えば、0.02~2.5μm)、好ましくは0.05~2μm(例えば、0.1~1.5μm)、特に0.1~1μm(例えば、0.3~1μm)程度であってもよい。酸化亜鉛の平均粒子径は、レーザー回折式粒度分布測定装置を利用して、体積平均粒子径として測定できる。
前記ゴム組成物において、酸化亜鉛は、耐熱老化剤として機能するとともに、加硫促進剤としても機能する。酸化亜鉛の平均粒子径は、例えば、0.01~3μm(例えば、0.02~2.5μm)、好ましくは0.05~2μm(例えば、0.1~1.5μm)、特に0.1~1μm(例えば、0.3~1μm)程度であってもよい。酸化亜鉛の平均粒子径は、レーザー回折式粒度分布測定装置を利用して、体積平均粒子径として測定できる。
酸化亜鉛の割合は、複合ポリマー100質量部に対して、3~50質量部(例えば、5~40質量部)であり;好ましくは3~35質量部(例えば、5~30質量部)程度であってもよく;3~20質量部(例えば、5~15質量部)、好ましくは4~10質量部程度であってもよい。酸化亜鉛の含有量が少なすぎると耐熱老化性が低下し、酸化亜鉛の含有量が多すぎると短繊維などの配合剤の分散性が不良となる虞がある。なお、酸化亜鉛としては、ゴムの加硫促進剤として市販の粉状酸化亜鉛が使用できる。
本発明では、酸化亜鉛の配合量を適度に多くすることにより、ゴム組成物及び歯部の耐熱老化性を向上でき、亀裂の発生と成長との双方を抑制できる。なお、補強性充填剤の含有量を低減すると、ゴム組成物が発熱しにくくなるものの、それでも発熱を避けることができない。そのため、酸化亜鉛の含有量を多くすることにより、ゴム組成物及び歯部の耐熱老化性を向上でき、ゴム組成物が発熱したとしても歯欠けの発生を抑制できる。
(充填剤)
充填剤は、補強性の相違によって、損失係数tanδや発熱に与える影響が異なり、補強性の高い補強性充填剤の使用量が増加すると、損失係数tanδが大きくなり発熱しやすくなる。そのため、本発明では、充填剤は、非補強性充填剤(又は不活性充填剤若しくは第1の無機充填剤)と補強性充填剤(第2の無機充填剤)とに大別され、本発明の歯付ベルトは少なくとも非補強性充填剤(又は不活性充填剤)を含んでいる。なお、前記のように、特許文献1では、水素化ニトリルゴム100質量部に対して粉末状の無機充填剤を10質量部以下の割合で配合することが記載されているものの、粉末状の無機充填剤としては、補強性の充填剤であるカーボンブラック及びシリカが例示されており、非補強性充填剤については記載されていない。
充填剤は、補強性の相違によって、損失係数tanδや発熱に与える影響が異なり、補強性の高い補強性充填剤の使用量が増加すると、損失係数tanδが大きくなり発熱しやすくなる。そのため、本発明では、充填剤は、非補強性充填剤(又は不活性充填剤若しくは第1の無機充填剤)と補強性充填剤(第2の無機充填剤)とに大別され、本発明の歯付ベルトは少なくとも非補強性充填剤(又は不活性充填剤)を含んでいる。なお、前記のように、特許文献1では、水素化ニトリルゴム100質量部に対して粉末状の無機充填剤を10質量部以下の割合で配合することが記載されているものの、粉末状の無機充填剤としては、補強性の充填剤であるカーボンブラック及びシリカが例示されており、非補強性充填剤については記載されていない。
(非補強性充填剤(第1の無機充填剤))
非補強性充填剤(第1の無機充填剤)としては、例えば、多価金属炭酸塩類(炭酸カルシウム、炭酸マグネシウムなど)、多価金属水酸化物(水酸化アルミニウムなど)、多価金属硫酸塩(硫酸バリウムなど)、ケイ酸塩(ケイ酸アルミニウム、ケイ酸マグネシウム、ケイ酸アルミニウムマグネシウムなどのケイ素の一部が多価金属原子で置換された天然又は合成ケイ酸塩;若しくはケイ酸塩を主成分とする鉱物、例えば、ケイ酸アルミニウムを含むクレイ、ケイ酸マグネシウムを含むタルク及びマイカなどのケイ酸塩鉱物など)、リトポン、ケイ砂などが例示できる。これらの非補強性充填剤は単独で又は二種以上を組み合わせて使用できる。好ましい非補強性充填剤は、炭酸カルシウム、炭酸マグネシウム、水酸化アルミニウム、硫酸バリウム、ケイ酸塩(ケイ酸アルミニウム、ケイ酸マグネシウム、ケイ酸アルミニウムマグネシウムなどのケイ酸塩、若しくはケイ酸塩鉱物(タルク、クレイ、マイカなど))から選択された少なくとも一種である。さらには、非補強性充填剤は、ベルトの加工性や配合剤の分散性の向上の効果が大きく、配合剤の分散不良を起こしにくい点から、炭酸カルシウム、ケイ酸マグネシウム又はケイ酸マグネシウムを含むタルク、ケイ酸アルミニウム又はケイ酸アルミニウムを含むクレイから選択された少なくとも一種を含むのが好ましく、特に炭酸カルシウムを含むのが好ましい。非補強性充填剤としては、ゴムの充填剤として市販されている粉末状の充填剤が使用できる。
非補強性充填剤(第1の無機充填剤)としては、例えば、多価金属炭酸塩類(炭酸カルシウム、炭酸マグネシウムなど)、多価金属水酸化物(水酸化アルミニウムなど)、多価金属硫酸塩(硫酸バリウムなど)、ケイ酸塩(ケイ酸アルミニウム、ケイ酸マグネシウム、ケイ酸アルミニウムマグネシウムなどのケイ素の一部が多価金属原子で置換された天然又は合成ケイ酸塩;若しくはケイ酸塩を主成分とする鉱物、例えば、ケイ酸アルミニウムを含むクレイ、ケイ酸マグネシウムを含むタルク及びマイカなどのケイ酸塩鉱物など)、リトポン、ケイ砂などが例示できる。これらの非補強性充填剤は単独で又は二種以上を組み合わせて使用できる。好ましい非補強性充填剤は、炭酸カルシウム、炭酸マグネシウム、水酸化アルミニウム、硫酸バリウム、ケイ酸塩(ケイ酸アルミニウム、ケイ酸マグネシウム、ケイ酸アルミニウムマグネシウムなどのケイ酸塩、若しくはケイ酸塩鉱物(タルク、クレイ、マイカなど))から選択された少なくとも一種である。さらには、非補強性充填剤は、ベルトの加工性や配合剤の分散性の向上の効果が大きく、配合剤の分散不良を起こしにくい点から、炭酸カルシウム、ケイ酸マグネシウム又はケイ酸マグネシウムを含むタルク、ケイ酸アルミニウム又はケイ酸アルミニウムを含むクレイから選択された少なくとも一種を含むのが好ましく、特に炭酸カルシウムを含むのが好ましい。非補強性充填剤としては、ゴムの充填剤として市販されている粉末状の充填剤が使用できる。
非補強性充填剤(第1の無機充填剤)の平均粒子径(平均一次粒子径)は、例えば、0.01~25μm(例えば、0.2~20μm)、好ましくは0.5~17μm(例えば、1~15μm)程度の範囲から選択できる。非補強性充填剤(第1の無機充填剤)の平均粒子径(平均一次粒子径)は、例えば、0.01~3μm(例えば、0.02~2μm)、好ましくは0.05~1.5μm(例えば、0.1~1μm)程度であってもよく、比較的大きくてもよい。例えば、非補強性充填剤の平均粒子径(平均一次粒子径)は、0.2~5μm(例えば、0.3~3μm)、好ましくは0.5~2.5μm(例えば、1~2μm)程度であってもよい。なお、非補強性充填剤の種類、例えば、ケイ酸マグネシウム又はその鉱物などによっては、複合ポリマーなどとの混練過程で非補強性充填剤が解砕又は破砕される場合がある。このような解砕性又は破砕性を有する非補強性充填剤の平均粒子径は、複合ポリマーなどとの混練前の平均粒子径であってもよい。非補強性充填剤は、歯部又はそのゴム組成物において、通常、前記範囲の平均粒子径(例えば、0.1~10μm、好ましくは0.5~5μm、さらに好ましくは1~3μm)を有していてもよい。非補強性充填剤の平均粒子径は、レーザー回折式粒度分布測定装置を利用して、体積平均粒子径として測定してもよい。また、ナノメータサイズの充填剤の平均粒子径は、走査型電子顕微鏡写真を含む電子顕微鏡写真の画像解析により適当なサンプル数(例えば、50サンプル)の算術平均粒子径として算出してもよい。
非補強性充填剤(第1の無機充填剤)の割合は、複合ポリマー100質量部に対して、3~50質量部(例えば、5~40質量部)であり、好ましくは5~30質量部(例えば、6~25質量部)、さらに好ましくは7~20質量部(例えば、8~15質量部)程度であってもよい。非補強性充填剤の含有量が少なすぎると、ベルトの加工性や配合剤の分散性を十分に向上できない虞があり、非補強性充填剤の含有量が多すぎると配合剤の分散性が不良となる虞がある。
前記酸化亜鉛及び前記非補強性充填剤の総量は、複合ポリマー100質量部に対して、6~70質量部(例えば、7~50質量部)、好ましくは8~40質量部(例えば、10~30質量部)、さらに好ましくは10~20質量部(例えば、12~18質量部)程度であってもよい。前記酸化亜鉛及び前記非補強性充填剤の使用量を多くすることにより、ベルトが短繊維を含んでいても、混練過程で短繊維を均一に分散でき、亀裂の発生を有効に防止できる。
非補強性充填剤(第1の無機充填剤)を比較的多い割合で使用すると、ゴム練中の各種配合剤(前記酸化亜鉛、補強性充填剤、短繊維など)の分散性を向上でき、ゴム組成物の均一性を高めることができるとともに、損失係数tanδを大きく上昇させることがなく、ゴムの変形による発熱を抑制できる。そのため、亀裂の発生と成長との双方を抑制でき、歯付ベルトの耐歯欠け性を大きく向上できる。特に、短繊維の配合量が少なくとも、短繊維とポリマーとの界面を起点とした亀裂の発生を有効に抑制できる。
前記のように、ゴム組成物は充填剤として少なくとも非補強性充填剤(第1の無機充填剤)を含んでいればよい。前記酸化亜鉛と前記非補強性充填剤(第1の無機充填剤)との質量割合は、前者/後者=10/100~500/100(例えば、15/100~300/100)、好ましくは20/100~200/100(例えば、25/100~150/100)、さらに好ましくは30/100~100/100(例えば、30/100~80/100)程度であってもよく、25/100~75/100(例えば、40/100~60/100)程度であってもよい。酸化亜鉛に対する非補強性充填剤の割合が少なすぎると、ゴム組成物の硬度やモジュラスが低下しやすくなり、酸化亜鉛に対する非補強性充填剤の割合が多すぎると配合剤の分散不良を生じる虞がある。
(補強性充填剤(第2の無機充填剤))
補強性充填剤(第2の無機充填剤)としては、例えば、カーボンブラック、シリカなどが例示できる。これらの補強性充填剤は単独で又は二種以上組み合わせて使用できる。
補強性充填剤(第2の無機充填剤)としては、例えば、カーボンブラック、シリカなどが例示できる。これらの補強性充填剤は単独で又は二種以上組み合わせて使用できる。
カーボンブラックの平均粒子径(平均一次粒子径)は、例えば、5~200nm(例えば、10~150nm)、好ましくは15~120nm(例えば、20~100nm)、さらに好ましくは25~100nm(例えば、30~80nm)程度であってもよい。カーボンブラックの平均粒子径が小さすぎると、ゴム組成物及び歯部の損失係数tanδが大きくなる虞があり、カーボンブラックの平均粒子径が大きすぎると、ベルト本体の機械的特性が低下する虞がある。カーボンブラックは単独又は組み合わせて使用できる。なお、平均粒子径が5~35nm(例えば、10~30nm)程度のカーボンブラックは、ゴム成分との化学的結合力が強く、ゴム組成物及び歯部の損失係数tanδが大きくなる虞がある。そのため、カーボンブラックの平均粒子径は、40~100nm(例えば、50~80nm)程度であってもよい。
カーボンブラックのヨウ素吸着量は、例えば、5~200mg/g(例えば、10~150mg/g)、好ましくは12~130mg/g(例えば、15~100mg/g)、さらに好ましくは20~85mg/g(例えば、20~80mg/g)程度であってもよい。ゴム組成物及び歯部の損失係数tanδを低減するためには、カーボンブラックのヨウ素吸着量は小さいのが好ましく、例えば、10~50mg/g(例えば、15~40mg/g)程度であってもよい。
シリカには、乾式シリカ、湿式シリカ、表面処理したシリカなどが含まれる。また、シリカは、製法によって、例えば、乾式法ホワイトカーボン、湿式法ホワイトカーボン、コロイダルシリカ、沈降シリカなどにも分類できる。これらのシリカは、単独で又は二種以上組み合わせて使用できる。これらのシリカのうち、表面シラノール基を有するシリカ(無水ケイ酸、含水ケイ酸)が好ましく、表面シラノール基の多い含水ケイ酸はゴム成分との化学的結合力が強い。
シリカの平均粒子径(平均一次粒子径)は、例えば、1~500nm(例えば、3~300nm)、好ましくは5~100nm(例えば、10~50nm)程度であってもよい。シリカの粒子径が大きすぎると、ベルト本体の補強性が低下する虞があり、シリカの粒子径が小さすぎると、ゴム組成物及び歯部の損失係数tanδが上昇しやすく、配合剤を均一に分散するのが困難となる虞がある。
また、シリカのBET法による窒素吸着比表面積は、例えば、50~400m2/g(例えば、70~300m2/g)、好ましくは100~250m2/g(例えば、150~200m2/g)程度であってもよい。比表面積が大きすぎると、ゴム組成物及び歯部の損失係数tanδが上昇するとともに、配合剤を均一に分散するのが困難となる虞があり、比表面積が小さすぎると、ゴム本体の補強性が低下する虞がある。
これらの補強性充填剤としては、ゴムの補強剤として市販の充填剤が使用できる。なお、前記補強性充填剤の平均粒子径は、走査型電子顕微鏡写真を含む電子顕微鏡写真の画像解析により適当なサンプル数(例えば、50サンプル)の算術平均粒子径として算出できる。
補強性充填剤の割合は、複合ポリマー100質量部に対して、10質量部以下(例えば、0~10質量部)であり、好ましくは0~8質量部(例えば、0.5~7質量部)、さらに好ましくは0~5質量部(例えば、1~3質量部)程度であってもよい。補強性充填剤の配合量が10質量部を超えると、損失係数tanδが増大して、ゴム組成物の熱老化によって歯欠けが起こりやすくなる虞がある。これに対して、補強性充填剤の含有量を少なくすることにより、ゴム組成物及び歯部の損失係数tanδを小さくして、ゴムの変形による発熱を抑制できるとともに、ゴム組成物及び歯部の熱老化を抑制でき、亀裂の発生と成長の双方を抑制できる。
なお、補強性充填剤は、通常、ゴム組成物の硬度やモジュラスを大きくするため、多量(例えば、ゴム100質量部に対して30~60質量部程度)に配合されるが、本発明では、不飽和カルボン酸金属塩を所定量の割合で含む水素化ニトリルゴムを用いるため、補強性充填剤を使用しなくても、十分な硬度やモジュラスのベルトを得ることができる。そのため、本発明では、補強性充填剤は、ベルトを着色させるための着色剤としての役割を果たしてもよい。
前記非補強性充填剤(第1の無機充填剤)と補強性充填剤(第2の無機充填剤)との質量割合は、例えば、前者/後者=100/0~100/100程度の範囲から選択してもよく、通常、100/0~100/70(例えば、100/0~100/50)、好ましくは100/0~100/30(例えば、100/0~100/20)程度であってもよい。
(短繊維)
短繊維としては、例えば、ポリオレフィン系繊維(ポリエチレン繊維、ポリプロピレン繊維など)、ポリアミド繊維(ポリアミド6繊維、ポリアミド66繊維、ポリアミド46繊維、アラミド繊維など)、ポリエステル系繊維(ポリアルキレンアリレート系繊維(例えば、ポリエチレンテレフタレート(PET)繊維、ポリトリメチレンテレフタレート(PTT)繊維、ポリブチレンテレフタレート(PBT)繊維、ポリエチレンナフタレート(PEN)繊維などのC2-4アルキレンC8-14アリレート系繊維);ポリアリレート繊維、液晶ポリエステル系繊維などの完全芳香族ポリエステル系繊維など)、ビニロン繊維、ポリビニルアルコール系繊維、ポリパラフェニレンベンゾビスオキサゾール(PBO)繊維などの合成繊維;綿、麻、羊毛などの天然繊維、レーヨンなどの再生セルロース繊維、セルロースエステル繊維など;炭素繊維、ガラス繊維などの無機繊維などが挙げられる。これらの短繊維は、単独で又は二種以上組み合わせて使用できる。好ましい短繊維は、ポリアミド繊維(アラミド繊維など)、ポリアルキレンアリレート系繊維(PET繊維、PEN繊維など)、炭素繊維などである。
短繊維としては、例えば、ポリオレフィン系繊維(ポリエチレン繊維、ポリプロピレン繊維など)、ポリアミド繊維(ポリアミド6繊維、ポリアミド66繊維、ポリアミド46繊維、アラミド繊維など)、ポリエステル系繊維(ポリアルキレンアリレート系繊維(例えば、ポリエチレンテレフタレート(PET)繊維、ポリトリメチレンテレフタレート(PTT)繊維、ポリブチレンテレフタレート(PBT)繊維、ポリエチレンナフタレート(PEN)繊維などのC2-4アルキレンC8-14アリレート系繊維);ポリアリレート繊維、液晶ポリエステル系繊維などの完全芳香族ポリエステル系繊維など)、ビニロン繊維、ポリビニルアルコール系繊維、ポリパラフェニレンベンゾビスオキサゾール(PBO)繊維などの合成繊維;綿、麻、羊毛などの天然繊維、レーヨンなどの再生セルロース繊維、セルロースエステル繊維など;炭素繊維、ガラス繊維などの無機繊維などが挙げられる。これらの短繊維は、単独で又は二種以上組み合わせて使用できる。好ましい短繊維は、ポリアミド繊維(アラミド繊維など)、ポリアルキレンアリレート系繊維(PET繊維、PEN繊維など)、炭素繊維などである。
短繊維の平均繊維径は、例えば、1~100μm(例えば、3~70μm)、好ましくは5~50μm(例えば、7~30μm)、さらに好ましくは10~25μm(例えば、12~20μm)程度であってもよい。短繊維の平均繊維長は、例えば、0.3~10mm(例えば、0.5~7mm)、好ましくは1~5mm(例えば、2~4mm)程度であってもよい。短繊維の平均繊維径が小さすぎたり、平均繊維長が長すぎると、短繊維を均一に分散できなくなる虞があり、平均繊維径が大きすぎたり、平均繊維長が短すぎると、ベルト本体の機械的特性が低下する虞がある。
短繊維を添加すると、ゴム組成物の硬度とモジュラスとを高めることができ、ゴム(又は歯部)の変形を抑制でき、亀裂の成長を抑制できる。一方、ポリマーと短繊維との界面に微小亀裂が発生しやすくなり、亀裂の発生を防止する観点から短繊維をあまり多く配合するのは好ましくない。また、短繊維の配合量が少ないと、ゴム(又は歯部)が変形しやすくなって亀裂が成長しやすくなるというデメリットが生じる。本発明では、酸化亜鉛と非補強性充填剤との配合量を多くすることにより、短繊維の配合量が少なくても、ゴム(又は歯部)の変形を抑制できるとともに、短繊維とポリマーとの界面での亀裂の発生も有効に防止でき、歯欠けの発生を防止できる。
短繊維の割合は、複合ポリマー100質量部に対して5質量部以下(0~5質量部)であり、好ましくは0~4質量部(例えば、0.5~3質量部)、さらに好ましくは0~2.7質量部(例えば、0.5~2.7質量部、または0.7~2.5質量部)程度であってもよい。さらに、本発明では、短繊維の配合量が少なくても高い耐歯欠け性を実現できるため、短繊維の割合は、複合ポリマー100質量部に対して、例えば3質量部未満(例えば、0~2.9質量部)、好ましくは0.3~2.8質量部(例えば、0.5~2.5質量部)、さらに好ましくは0.7~2質量部(例えば、0.8~1.5質量部)程度であってもよい。短繊維の配合量が多すぎると、ゴム組成物に亀裂が発生しやすくなり、耐歯欠け性を向上できなくなる。
前記のように、前記非補強性充填剤(第1の無機充填剤)と短繊維とを併用することにより、短繊維を有効かつ均一に分散でき、亀裂の発生を防止でき、耐歯欠け性を向上できる。前記短繊維と前記非補強性充填剤(第1の無機充填剤)との質量割合は、例えば、前者/後者=0/100~40/100(例えば、2/100~30/100)、好ましくは5/100~25/100(例えば、6/100~20/100)程度であってもよく、5/100~15/100(例えば、7/100~13/100)程度であってもよい。非補強性充填剤の割合が少なすぎると、短繊維の分散性を向上できず、ゴム組成物に亀裂が発生しやすくなり、非補強性充填剤の割合が多すぎると、非補強性充填剤が分散不良となる虞がある。
ゴム組成物中での短繊維の分散性や接着性を向上させるため、短繊維には、慣用の接着処理(又は表面処理)を施し、前記短繊維の少なくとも表面の一部に接着成分を付着させるのが好ましい。このような接着処理により、短繊維とポリマーとの接着性が向上し、短繊維とポリマーとの界面を起点とする亀裂の発生をさらに有効に抑制できる。
接着処理としては、例えば、エポキシ化合物(又はエポキシ樹脂)、ポリイソシアネート、シランカップリング剤、レゾルシン-ホルマリン-ラテックス(RFL)などの接着成分による処理が例示でき、このような接着成分を含む処理液(溶液又は分散液)で短繊維を処理(例えば、浸漬処理)し、乾燥することにより行うことができる。レゾルシン-ホルマリン-ラテックス(RFL)処理液や、ポリイソシアネート化合物を含むRFL処理液は、例えば、レゾルシン-ホルマリン樹脂、ポリイソシアネート化合物などを含むラテックス系接着剤であってもよい。また、ラテックスのゴムは、カルボキシル基などの官能基を有するゴムであってもよい。好ましい接着成分は、RFLであり、少なくともレゾルシノールとホルムアルデヒドとの縮合物(又は初期縮合物)と、ラテックス(HNBRラテックス、スチレン-ブタジエン共重合体ラテックス、ビニルピリジン-スチレン-ブタジエン共重合体ラテックスなどのビニルピリジンラテックスなど)とを含んでいてもよい。また、RFL処理液は、例えば、硫黄化合物(硫黄、テトラメチルチウラムジスルフィドなど)の水分散物、キノンオキシム系化合物(p-キノンジオキシムなど)、ポリ(メタ)アクリレート系化合物(エチレングリコールジメタクリレート、ブタンジオールジメタクリレート、トリメチロールプロパントリメタクリレートなどのアルカンポリオールポリ(メタ)アクリレート、トリアリル(イソ)シアヌレート(すなわち、トリアリルシアヌレート及びトリアリルイソシアヌレート)など)、ビスマレイミド化合物(N,N’-m-フェニレンビスマレイミド、N,N’-(4,4’-ジフェニルメタンビスマレイミド)など)のうち少なくとも一種の共架橋剤を含んでいてもよい。
前記接着成分としてのレゾルシン-ホルマリン-ラテックス(RFL)は、短繊維の剛直さと、ポリマーの柔軟性との中間的性質を有しており、短繊維とポリマーとを強力に接着させながら、接着成分をポリマーの変形に追従させることができ、亀裂の発生を効果的に抑制できる。
なお、短繊維は、バンバリーミキサーなどで混練したゴム組成物を、ロール又はカレンダーなどで圧延して未加硫ゴムシートを調製する過程で、所定の方向に配向させることができる。
(有機過酸化物)
さらに、ゴム組成物は、有機過酸化物を含んでいる。この有機過酸化物の種類は特に制限されず、例えば、ジ-t-ブチルパーオキサイド、ジクミルパーオキサイド、t-ブチルクミルパーオキサイド、1,1-t-ブチルパーオキシ-3,3,5-トリメチルシクロヘキサン、1,3-ビス(t-ブチルパーオキシイソプロピル)ベンゼン、2,5-ジメチル-2,5-ジ(t-ブチルパーオキシ)ヘキサン、2,5-ジメチル-2,5-ジ(t-ブチルパーオキシ)ヘキシン-3、1,3-ビス(t-ブチルパーオキシ-ジ-イソプロピル)ベンゼン、2,5-ジ-メチル-2,5-ジ(ベンゾイルパーオキシ)ヘキサン、t-ブチルパーオキシベンゾエート、t-ブチルパーオキシ-2-エチル-ヘキシルカーボネートなどが例示できる。これらの有機過酸化物は単独で又は二種以上組み合わせて使用できる。
さらに、ゴム組成物は、有機過酸化物を含んでいる。この有機過酸化物の種類は特に制限されず、例えば、ジ-t-ブチルパーオキサイド、ジクミルパーオキサイド、t-ブチルクミルパーオキサイド、1,1-t-ブチルパーオキシ-3,3,5-トリメチルシクロヘキサン、1,3-ビス(t-ブチルパーオキシイソプロピル)ベンゼン、2,5-ジメチル-2,5-ジ(t-ブチルパーオキシ)ヘキサン、2,5-ジメチル-2,5-ジ(t-ブチルパーオキシ)ヘキシン-3、1,3-ビス(t-ブチルパーオキシ-ジ-イソプロピル)ベンゼン、2,5-ジ-メチル-2,5-ジ(ベンゾイルパーオキシ)ヘキサン、t-ブチルパーオキシベンゾエート、t-ブチルパーオキシ-2-エチル-ヘキシルカーボネートなどが例示できる。これらの有機過酸化物は単独で又は二種以上組み合わせて使用できる。
理論活性酸素量の高い有機過酸化物を利用すると、ゴム組成物の硬度とモジュラスを高めることができ、ゴムの変形を抑えて亀裂の成長を抑制できる。なお、理論活性酸素量は、有機過酸化物の分子中の過酸化結合の濃度を表し、下記の式で求められる。
理論活性酸素量(%)=(過酸化結合の数×16/有機過酸化物の分子量)×100
理論活性酸素量はゴム組成物を架橋する能力と言い換えることができ、理論活性酸素量が多い程、架橋が促進されて、ゴム組成物の硬度やモジュラスを高めることができる。そのため、好ましい有機過酸化物の理論活性酸素量は、9%以上(9~18%)、好ましくは9~15%、さらに好ましくは9~12%程度である。理論活性酸素量が低い有機過酸化物を用いると、ゴム組成物の硬度やモジュラスが低下する。
このような理論活性酸素量が9%以上の有機過酸化物としては、例えば、2,5-ジメチル-2,5-ジ(t-ブチルパーオキシ)ヘキサン、2,5-ジメチル-2,5-ジ(t-ブチルパーオキシ)ヘキシン-3、1,3-ビス(t-ブチルパーオキシイソプロピル)ベンゼンなどが例示できる。
有機過酸化物の使用量は、複合ポリマー100質量部に対して、0.2~10質量部(例えば、0.5~7質量部)程度の範囲から選択できる。有機過酸化物の使用量は、複合ポリマー100質量部に対して、通常、1~5質量部(例えば、1.5~4.5質量部)であり、好ましくは2~4質量部(例えば、2~3質量部)程度であってもよく、2~5質量部程度であってもよい。有機過酸化物の配合量が少なすぎると、ゴム組成物の硬度やモジュラスが低下し、有機過酸化物の配合量が多すぎるとベルトの屈曲性が低下する。
(添加剤)
ゴム組成物は、慣用の添加剤をさらに含んでいてもよい。添加剤としては、例えば、共架橋剤(エチレングリコールジメタクリレート、ブタンジオールジメタクリレート、トリメチロールプロパントリメタクリレート、ペンタエリストリールテトラメタクリレートなどのアルカンポリオールポリ(メタ)アクリレート;トリアリル(イソ)シアヌレート;N,N’-m-フェニレンビスマレイミド、N,N’-(4,4’-ジフェニルメタンビスマレイミド)などのビスマレイミドなど)、加硫助剤又は加硫促進剤(チウラム系促進剤など)、加硫促進助剤(ステアリン酸、ラウリン酸などの高級脂肪酸など)、加硫遅延剤、金属酸化物(酸化マグネシウム、酸化カルシウム、酸化バリウム、酸化鉄、酸化銅、酸化チタン、酸化アルミニウム、酸化マグネシウムなど)、軟化剤(例えば、パラフィンオイルや、ナフテン系オイル等のオイル類など)、加工剤又は加工助剤(ステアリン酸金属塩、ワックス、パラフィン、脂肪酸アマイドなど)、老化防止剤(酸化防止剤、熱老化防止剤、屈曲き裂防止剤、オゾン劣化防止剤など)、着色剤、粘着付与剤、可塑剤、カップリング剤(シランカップリング剤など)、安定剤(紫外線吸収剤、熱安定剤など)、難燃剤、帯電防止剤などが挙げられる。また、ゴム組成物は、必要により、接着性改善剤(レゾルシン-ホルムアルデヒド共縮合物、アミノ樹脂など)を含んでいてもよい。これらの添加剤は、単独で又は二種以上組み合わせて使用できる。
ゴム組成物は、慣用の添加剤をさらに含んでいてもよい。添加剤としては、例えば、共架橋剤(エチレングリコールジメタクリレート、ブタンジオールジメタクリレート、トリメチロールプロパントリメタクリレート、ペンタエリストリールテトラメタクリレートなどのアルカンポリオールポリ(メタ)アクリレート;トリアリル(イソ)シアヌレート;N,N’-m-フェニレンビスマレイミド、N,N’-(4,4’-ジフェニルメタンビスマレイミド)などのビスマレイミドなど)、加硫助剤又は加硫促進剤(チウラム系促進剤など)、加硫促進助剤(ステアリン酸、ラウリン酸などの高級脂肪酸など)、加硫遅延剤、金属酸化物(酸化マグネシウム、酸化カルシウム、酸化バリウム、酸化鉄、酸化銅、酸化チタン、酸化アルミニウム、酸化マグネシウムなど)、軟化剤(例えば、パラフィンオイルや、ナフテン系オイル等のオイル類など)、加工剤又は加工助剤(ステアリン酸金属塩、ワックス、パラフィン、脂肪酸アマイドなど)、老化防止剤(酸化防止剤、熱老化防止剤、屈曲き裂防止剤、オゾン劣化防止剤など)、着色剤、粘着付与剤、可塑剤、カップリング剤(シランカップリング剤など)、安定剤(紫外線吸収剤、熱安定剤など)、難燃剤、帯電防止剤などが挙げられる。また、ゴム組成物は、必要により、接着性改善剤(レゾルシン-ホルムアルデヒド共縮合物、アミノ樹脂など)を含んでいてもよい。これらの添加剤は、単独で又は二種以上組み合わせて使用できる。
添加剤の合計割合は、複合ポリマー100質量部に対して、例えば、1~100質量部、好ましくは3~50質量部、さらに好ましくは5~20質量部程度であってもよい。例えば、複合ポリマー100質量部に対して、加硫促進助剤(ステアリン酸など)の割合は、0.1~5質量部(例えば、0.5~3質量部)、酸化亜鉛を除く金属酸化物の割合は、0~20質量部(例えば、1~10質量部)、老化防止剤の割合は0.5~10質量部(例えば、1~5質量部)、加工(助)剤の割合は0~5質量部(例えば、0.5~3質量部)程度であってもよい。
(貯蔵弾性率(E’)、損失弾性率(E”)及び損失係数(tanδ))
前記ゴム組成物(加硫したゴム組成物)は、貯蔵弾性率(E’)が高く、損失弾性率(E”)及び損失係数(tanδ)の小さな成形体(加硫又は架橋成形体)を形成するのに有用である。すなわち、貯蔵弾性率(E’)、損失弾性率(E”)、損失係数(tanδ)は、動的粘弾性を記述する物理量であり、物体に正弦波形変位を作用させたとき、応力としての入力波に対する変位と速度のずれから求めることができる。貯蔵弾性率(E’)は、物体に応力を加えた際にエネルギーとして物体内部に蓄えられる成分であり、損失弾性率(E”)とは、加えた応力が熱などに変換されて外部に拡散する成分を表している。そのため、貯蔵弾性率(E’)が大きい程、物体は変形しにくくなり、強い応力が作用してもゴム組成物の亀裂の成長を抑制できる。また、損失係数(tanδ)は、貯蔵弾性率と損失弾性率の比(E”/E’)であり、ゴム組成物が変形した際の発熱の指標とすることができ、損失係数(tanδ)が小さい程、発熱を小さく抑えることができ、ゴム組成物の熱劣化を抑制できる。
前記ゴム組成物(加硫したゴム組成物)は、貯蔵弾性率(E’)が高く、損失弾性率(E”)及び損失係数(tanδ)の小さな成形体(加硫又は架橋成形体)を形成するのに有用である。すなわち、貯蔵弾性率(E’)、損失弾性率(E”)、損失係数(tanδ)は、動的粘弾性を記述する物理量であり、物体に正弦波形変位を作用させたとき、応力としての入力波に対する変位と速度のずれから求めることができる。貯蔵弾性率(E’)は、物体に応力を加えた際にエネルギーとして物体内部に蓄えられる成分であり、損失弾性率(E”)とは、加えた応力が熱などに変換されて外部に拡散する成分を表している。そのため、貯蔵弾性率(E’)が大きい程、物体は変形しにくくなり、強い応力が作用してもゴム組成物の亀裂の成長を抑制できる。また、損失係数(tanδ)は、貯蔵弾性率と損失弾性率の比(E”/E’)であり、ゴム組成物が変形した際の発熱の指標とすることができ、損失係数(tanδ)が小さい程、発熱を小さく抑えることができ、ゴム組成物の熱劣化を抑制できる。
前記ゴム組成物で形成した加硫又は架橋物の貯蔵弾性率(E’)は、例えば、400~1000MPa(例えば、450~970MPa)、好ましくは500~950MPa(例えば、600~900MPa)、さらに好ましくは650~850MPa(例えば、700~800MPa)程度であってもよく、通常、750~850MPa(例えば、750~800MPa)程度である場合が多い。また、前記加硫又は架橋物の損失係数(tanδ)は、例えば、0.05~0.17(例えば、0.05~0.15)程度の範囲から選択でき、例えば、0.07~0.15(例えば、0.1~0.14)、好ましくは0.1~0.145(例えば、0.11~0.14)程度であってもよい。貯蔵弾性率(E’)が小さすぎると、ゴム組成物が変形しやすくなり、歯欠けが生じやすくなる虞があり、貯蔵弾性率(E’)が大きすぎると、ゴム組成物が剛直になりすぎるために、屈曲性の低下やプーリ歯溝との干渉が生じる虞がある。また、損失係数(tanδ)が大きすぎると、変形に伴って発熱が大きくなり、ゴム組成物の熱老化が促進される虞があり、損失係数(tanδ)を小さくしすぎると、硬度やモジュラスなどの他の特性との両立が困難となる。本発明では、貯蔵弾性率を高くすることができるため、ゴムの変形を抑制できるとともに、損失係数を低くでき、変形による発熱を抑えることができる。そのため、亀裂の発生と成長の双方を抑えることができ、耐歯欠け性を大幅に向上できる。なお、貯蔵弾性率(E’)、損失弾性率(E”)及び損失係数(tanδ)は、JIS K6265(2018)に規定する定ひずみフレクソメータ試験機を用いて、温度55℃、静的変位0.6mm、動的変位(ストローク)0.1mm、周波数30Hzで測定できる。
なお、ゴム組成物の貯蔵弾性率を高めるためには、補強性充填剤の配合量を多くすることが有効であるものの、損失係数が大きくなってしまい、発熱によるゴム組成物の熱劣化が促進されて、歯欠けを効果的に抑制できない。本発明では、前記のように、補強性充填剤が少なくても、酸化亜鉛及び非補強性充填剤により貯蔵弾性率と損失係数とを好ましい範囲で両立させることができ、耐歯欠け性を効果的に抑制できる。
また、ゴム組成物で形成した加硫又は架橋物の硬度は、例えば、JIS-A硬度が、95~99度、好ましくは96~98度(例えば、97~98度)程度部あってもよい。また、20%伸長時のゴム組成物で形成した加硫又は架橋物のモジュラスは、少なくとも20MPa以上(例えば、20~50MPa、好ましくは25~40MPa程度)であってもよい。ここで、JIS-A硬度とは、JIS K6253(2012)に準拠した硬度であり、ゴム組成物で形成した加硫又は架橋物の硬度は、タイプAデュロメータを用いて測定した、歯部3の硬度である。
なお、歯部3と背部4とを形成するゴム組成物は、歯部3と背部4との密着性を損なわれない限り、異なるゴム組成物で形成してもよく、同じゴム組成物で形成してもよい。通常、歯部3と背部4とは、同系列のゴム又はポリマー(例えば、水素化ニトリルゴムに属し、かつ種類の異なるゴム;水素化ニトリルゴムの含有量の異なるゴム;水素化ニトリルゴムと不飽和カルボン酸金属塩との割合が異なるポリマーなど)又は同種のゴム成分(例えば、同種の水素化ニトリルゴム;同種のポリマーなど)を含む場合が多い。
なお、歯部3と背部4とは、界面で剥離することなく、強固に接合しており、通常、歯部を形成するゴム組成物と背部を形成するゴム組成物とは接合又は共加硫し、歯部と背部が分離する場合、歯部と背部との界面は凝集破壊する場合が多い。
(心線)
心線を形成する繊維としては、高弾性率繊維、例えば、PBO繊維、ポリアリレート繊維、PET繊維、PEN繊維などのポリエステル繊維、アラミド繊維などのポリアミド繊維、炭素繊維などが例示できる。これらの繊維は単独で又は二種以上組み合わせて使用できる。好ましい繊維は、アラミド繊維、炭素繊維などである。
心線を形成する繊維としては、高弾性率繊維、例えば、PBO繊維、ポリアリレート繊維、PET繊維、PEN繊維などのポリエステル繊維、アラミド繊維などのポリアミド繊維、炭素繊維などが例示できる。これらの繊維は単独で又は二種以上組み合わせて使用できる。好ましい繊維は、アラミド繊維、炭素繊維などである。
歯付ベルトの抗張力を高めるため、通常、これらの繊維は、原糸としてマルチフィラメント糸(例えば、1000~50000本、好ましくは5000~20000本程度のモノフィラメント糸を含むマルチフィラメント糸)の形態で使用できる。モノフィラメント糸の平均繊度は、例えば、0.1~5dtex、好ましくは0.3~3dtex、さらに好ましくは0.5~1dtex程度であってもよい。また、心線は、コード、例えば、これらのマルチフィラメント糸を芯糸(無撚糸、好ましくは下撚り糸)とし、所定の方向(例えば、下撚り糸と同じ方向又は逆方向)に上撚りした撚りコード(撚糸)として使用する場合が多い。芯糸の平均直径(平均線径)は、例えば、0.2~1mm、好ましくは0.3~0.8mm、さらに好ましくは0.4~0.7mm程度であってもよく、コード(又は心線)の平均直径(平均線径)は、例えば、0.3~1.5mm、好ましくは0.5~1.3mm、さらに好ましくは0.7~1.2mm程度であってもよい。
心線ピッチは、心線径に応じて、心線径よりも大きければよく、例えば、0.5~2mm、好ましくは0.7~1.7mm、さらに好ましくは0.8~1.5mm程度であってもよい。
(歯布(カバー布))
歯部の表面を被覆する歯布(カバー布)は、綾織り組織の帆布に限らず、例えば、織布、編布、不織布などの布帛などで形成してもよいが、歯布(カバー帆布)は、通常、織布(帆布)である場合が多い。織布の織り組織は、経糸と緯糸とが規則的に縦横方向に交差した組織であれば特に制限されず、平織、綾織(又は斜文織)、朱子織(繻子織、サテン)などのいずれであってもよく、これらの組織を組み合わせた織り組織であってもよい。好ましい織布は、綾織及び朱子織組織を有している。
歯部の表面を被覆する歯布(カバー布)は、綾織り組織の帆布に限らず、例えば、織布、編布、不織布などの布帛などで形成してもよいが、歯布(カバー帆布)は、通常、織布(帆布)である場合が多い。織布の織り組織は、経糸と緯糸とが規則的に縦横方向に交差した組織であれば特に制限されず、平織、綾織(又は斜文織)、朱子織(繻子織、サテン)などのいずれであってもよく、これらの組織を組み合わせた織り組織であってもよい。好ましい織布は、綾織及び朱子織組織を有している。
歯布(カバー布)の緯糸及び経糸を形成する繊維としては、前記短繊維と同様の繊維に加えて、ポリフェニレンエーテル系繊維、ポリエーテルエーテルケトン系繊維、ポリエーテルスルホン系繊維、ポリウレタン系繊維などが例示できる。これらの繊維は、単独で又は二種以上組み合わせて使用できる。これらの繊維のうち、有機繊維が汎用され、綿やレーヨンなどのセルロース系繊維、ポリエステル系繊維(PET繊維など)、ポリアミド系繊維(ポリアミド66繊維などの脂肪族ポリアミド繊維、アラミド繊維など)、PBO繊維などが好ましい。また、これらの繊維と、伸縮性を有する弾性糸(例えば、ポリウレタンで形成されたスパンデックスなどの伸縮性を有するポリウレタン系弾性糸、伸縮加工(例えば、ウーリー加工、巻縮加工など)した加工糸など)との複合糸も好ましい。
経糸及び緯糸の形態は、特に限定されず、1本の長繊維であるモノフィラメント糸、フィラメント(長繊維)を引き揃えたり、撚り合わせたマルチフィラメント糸、短繊維を撚り合わせたスパン糸(紡績糸)などであってもよく、マルチフィラメント糸又はスパン糸は、複数種の繊維を用いた混撚糸又は混紡糸であってもよい。緯糸は、前記伸縮性を有する弾性糸を含むのが好ましく、経糸は、製織性の点から、通常、弾性糸を含まない場合が多い。カバー布のベルト長手方向の伸縮性を確保するため、織布の経糸はベルト幅方向に延在し、緯糸はベルト長手方向に延在させるのが好ましい。
繊維(又は糸)の平均径は、例えば、1~100μm(例えば、3~50μm)、好ましくは5~30μm(例えば、7~25μm)程度であってもよい。糸(撚糸)の平均繊維径(太さ)について、緯糸は、例えば、100~1000dtex(例えば、300~700dtex)程度であってもよく、経糸は、例えば、50~500dtex(例えば、100~300dtex)程度であってもよい。緯糸の密度(本/cm)は、例えば、5~50(例えば、10~30)程度であってもよく、経糸の密度(本/cm)は、例えば、10~300(例えば、20~100)程度であってもよい。
織布は、多重織構造(二重織構造など)を有していてもよく、経糸と緯糸とを備えた織り組織において、少なくとも一部の緯糸を、歯布の表面側に位置し、かつフッ素樹脂含有繊維(ポリテトラフルオロエチレン(PTFE)などのフッ素樹脂で形成された繊維を含む複合糸など)などの低摩擦係数の繊維(又は低摩擦性繊維)で形成してもよい。例えば、前記経糸をナイロン66などのポリアミド繊維、ポリエステル繊維などで形成し、緯糸を、前記フッ素樹脂で形成された繊維単独;前記フッ素樹脂で形成された繊維と、ポリアミド繊維、ポリウレタン繊維などの第2の繊維との複合糸;この複合糸と、前記複数の第2の繊維で形成された第2の複合糸との複合糸などで形成してもよい。このような形態の歯布では、歯布と歯付プーリとの噛み合いでの摩擦を低減でき、発音を抑制できる。
歯布(カバー布)の厚みは、例えば、0.3~1.5mm、好ましくは0.5~1.2mm程度であってもよい。
ベルト本体(歯部及び背部)と歯布(カバー布)との接着性を高めるため、歯布(カバー布)には接着処理を施してもよい。接着処理としては、例えば、歯布(カバー布)をRFL処理液に浸漬した後、加熱乾燥する方法;エポキシ化合物又はイソシアネート化合物で処理する方法;ゴム組成物を有機溶媒に溶解してゴム糊とし、このゴム糊に歯布(カバー布)を浸漬処理した後、加熱乾燥する方法;これらの処理方法を組み合わせた方法などが例示できる。これらの方法は、単独で又は組み合わせて行うことができ、処理順序や処理回数も限定されない。例えば、エポキシ化合物又はイソシアネート化合物で前処理した後、RFL処理液に浸漬した後、加熱乾燥してもよい。
(歯付ベルトの製造方法)
本発明のゴム製歯付ベルト(歯付動力伝達ベルト)は、慣用の方法で調製でき、例えば、図1に示す歯付ベルト1は、歯部3に対応する凹凸条が形成された円筒状の成形モールド(金型又は成形型)に歯布7を形成するカバー布(帆布)を巻きつけ;カバー布が巻き付けられた円筒状モールドに、心線5を形成するコードを螺旋状に所定のピッチ(円筒状モールドの軸方向に対して所定のピッチ)で巻き付け;背部4及び歯部3を形成する未加硫ゴムシートを巻き付けて未加硫スリーブ(未加硫積層体)を形成する。さらに、前記未加硫スリーブが巻き付けられた円筒状モールドを加硫缶内に移して、加熱・加圧することにより、前記ゴムシートをモールド溝部(凹凸条)に圧入させ、加硫とともに歯部3を形成する。そして、加硫又は架橋したスリーブ状の成形体を所定の幅で切断することにより、歯付ベルト1を製造できる。
本発明のゴム製歯付ベルト(歯付動力伝達ベルト)は、慣用の方法で調製でき、例えば、図1に示す歯付ベルト1は、歯部3に対応する凹凸条が形成された円筒状の成形モールド(金型又は成形型)に歯布7を形成するカバー布(帆布)を巻きつけ;カバー布が巻き付けられた円筒状モールドに、心線5を形成するコードを螺旋状に所定のピッチ(円筒状モールドの軸方向に対して所定のピッチ)で巻き付け;背部4及び歯部3を形成する未加硫ゴムシートを巻き付けて未加硫スリーブ(未加硫積層体)を形成する。さらに、前記未加硫スリーブが巻き付けられた円筒状モールドを加硫缶内に移して、加熱・加圧することにより、前記ゴムシートをモールド溝部(凹凸条)に圧入させ、加硫とともに歯部3を形成する。そして、加硫又は架橋したスリーブ状の成形体を所定の幅で切断することにより、歯付ベルト1を製造できる。
また、歯付ベルト1は、予備成型工法によって調製してもよい。すなわち、先ず、歯型を有する平面状又は平坦状金型の上に、カバー布7と未加硫ゴムシートとを順次に重ね合わせ、ゴムが軟化する程度の温度(例えば、70~90℃程度)に加熱して加圧し、ゴムとカバー布7とを金型の歯型の中に圧入する。この加熱・加圧過程で、軟化したゴムは、加圧によりカバー布7を引き延ばしながら、歯型内に流入し、カバー布7と、歯部3に対応する予備成形歯部とを有するシート状予備成形体を調製する。予備成形体を平面状金型から離型し、ベルト長さに対応する所定の長さにカットした後、所定長さの予備成型体を円筒状の金型に巻きつけ;巻き付けた予備成型体の上に心線を形成するコードを螺旋状にスピニングし;前記コードをスピニングした予備成形体の上に、背部4を形成する未加硫ゴムシートを巻き付けた後、加熱・加圧することにより、加硫缶で加硫し;加硫又は架橋したスリーブ状の成形体を所定の幅で切断することにより、歯付ベルト1が得られる。この予備成型工法では、加硫前にカバー布7及び歯部3を予め形成するため、加硫過程で背部4を構成する未加硫ゴムを前記コード(心線)5の間から内側(歯部3側)へ流動又は押出して、カバー布7を凹凸条に沿って伸張させて歯部3を形成する必要がない。そのため、心線間距離(ピッチ)を狭くすることが可能となる。
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明はこれらの実施例によって限定されるものではない。なお、特に断りがない限り、「部」及び「%」は質量基準である。実施例で用いた原料、各物性における測定方法又は評価方法を以下に示す。
(ゴム組成物の原料)
複合ポリマー1:日本ゼオン(株)製「Zeoforte ZSC2295CX」、HNBR:不飽和カルボン酸金属塩=100:110、ベースHNBRのヨウ素価28mg/100mg
複合ポリマー2:日本ゼオン(株)製「Zeoforte ZSC2298L」、HNBR:不飽和カルボン酸金属塩=100:170、ベースHNBRのヨウ素価28mg/100mg
HNBR:日本ゼオン(株)製「Zetpol 2010」、ヨウ素価11mg/100mg
アラミド短繊維:帝人(株)製「コーネックス」、繊維長3mm、繊維径14μm(RFL処理した短繊維は、原糸を開繊後にHNBRラテックスを含むRFL処理液に浸漬し、乾燥後にカットして調製した)
カーボンブラックSRF:東海カーボン(株)製「シーストS」、平均粒子径66nm、ヨウ素吸着量26mg/g
シリカ:エボニック・デグサ・ジャパン(株)製「ウルトラシルVN-3」、比表面積155~195m2/g
酸化亜鉛:堺化学工業(株)製「酸化亜鉛2種」、平均粒子径0.55μm
老化防止剤:p,p’-ジオクチルジフェニルアミン(精工化学(株)製「ノンフレックスOD3」)
炭酸カルシウム:丸尾カルシウム(株)製「スーパー#1500」、平均粒子径1.5μm
ケイ酸アルミニウム:山陽クレー工業(株)製「カタルポ」、平均粒子径10μm
ケイ酸マグネシウム:山陽クレー工業(株)製「タルク80」、平均粒子径15μm
有機過酸化物:1,3-ビス(t-ブチルパーオキシイソプロピル)ベンゼン、理論活性酸素量9.45%
複合ポリマー1:日本ゼオン(株)製「Zeoforte ZSC2295CX」、HNBR:不飽和カルボン酸金属塩=100:110、ベースHNBRのヨウ素価28mg/100mg
複合ポリマー2:日本ゼオン(株)製「Zeoforte ZSC2298L」、HNBR:不飽和カルボン酸金属塩=100:170、ベースHNBRのヨウ素価28mg/100mg
HNBR:日本ゼオン(株)製「Zetpol 2010」、ヨウ素価11mg/100mg
アラミド短繊維:帝人(株)製「コーネックス」、繊維長3mm、繊維径14μm(RFL処理した短繊維は、原糸を開繊後にHNBRラテックスを含むRFL処理液に浸漬し、乾燥後にカットして調製した)
カーボンブラックSRF:東海カーボン(株)製「シーストS」、平均粒子径66nm、ヨウ素吸着量26mg/g
シリカ:エボニック・デグサ・ジャパン(株)製「ウルトラシルVN-3」、比表面積155~195m2/g
酸化亜鉛:堺化学工業(株)製「酸化亜鉛2種」、平均粒子径0.55μm
老化防止剤:p,p’-ジオクチルジフェニルアミン(精工化学(株)製「ノンフレックスOD3」)
炭酸カルシウム:丸尾カルシウム(株)製「スーパー#1500」、平均粒子径1.5μm
ケイ酸アルミニウム:山陽クレー工業(株)製「カタルポ」、平均粒子径10μm
ケイ酸マグネシウム:山陽クレー工業(株)製「タルク80」、平均粒子径15μm
有機過酸化物:1,3-ビス(t-ブチルパーオキシイソプロピル)ベンゼン、理論活性酸素量9.45%
(歯布又は帆布)
経糸にナイロン66繊維、緯糸に、PTFE繊維及びポリウレタン繊維の複合糸と、ナイロン66繊維及びポリウレタン繊維の複合糸とを用いた綾織(2重織)組織の帆布。
経糸にナイロン66繊維、緯糸に、PTFE繊維及びポリウレタン繊維の複合糸と、ナイロン66繊維及びポリウレタン繊維の複合糸とを用いた綾織(2重織)組織の帆布。
(心線)
1670dtexのアラミド繊維の原糸3本を下撚りし、この下撚り糸を6本合わせて、下撚りと同方向に上撚りした撚りコード。
1670dtexのアラミド繊維の原糸3本を下撚りし、この下撚り糸を6本合わせて、下撚りと同方向に上撚りした撚りコード。
(ベルトの作製)
予備成型工法を用いて、歯付ベルトを作製した。すなわち、予備成形体作製用の歯形付き平面状の金型に帆布と未加硫ゴムシートとを積層し、温度約80℃に加熱するとともに加圧し、ゴム及び帆布を圧入し、帆布と歯部とを有する予備成形体を調製した。この予備成形体をベルト作製用の円筒状金型に巻き付けた後、心線を所定のピッチにてスパイラル状に所定の張力で巻き付けた。この心線の上に、背部を形成する未加硫ゴムシート(上記未加硫ゴムシートと同じ組成の未加硫ゴムシート)を巻き付け、加硫缶に投入して165℃にて30分加圧加硫した。加硫後、ベルト背面を一定厚さに研磨するとともにベルトを所定幅にカットして歯付ベルトを得た。表1~表3に未加硫ゴムシートのゴム組成物の組成を複合ポリマー100質量部(HNBRを含む)に対する質量部で示す。なお、歯付ベルトの形態は、歯形:H14M、歯ピッチ:14mm、歯数:100、ベルト長さ:1400mm、ベルト幅:20mmであった。
予備成型工法を用いて、歯付ベルトを作製した。すなわち、予備成形体作製用の歯形付き平面状の金型に帆布と未加硫ゴムシートとを積層し、温度約80℃に加熱するとともに加圧し、ゴム及び帆布を圧入し、帆布と歯部とを有する予備成形体を調製した。この予備成形体をベルト作製用の円筒状金型に巻き付けた後、心線を所定のピッチにてスパイラル状に所定の張力で巻き付けた。この心線の上に、背部を形成する未加硫ゴムシート(上記未加硫ゴムシートと同じ組成の未加硫ゴムシート)を巻き付け、加硫缶に投入して165℃にて30分加圧加硫した。加硫後、ベルト背面を一定厚さに研磨するとともにベルトを所定幅にカットして歯付ベルトを得た。表1~表3に未加硫ゴムシートのゴム組成物の組成を複合ポリマー100質量部(HNBRを含む)に対する質量部で示す。なお、歯付ベルトの形態は、歯形:H14M、歯ピッチ:14mm、歯数:100、ベルト長さ:1400mm、ベルト幅:20mmであった。
(走行試験条件)
駆動プーリ(歯数:28)と従動プーリ(歯数:28)とを備えた2軸走行試験機に歯付ベルトを取り付け、歯欠けが発生するまでの時間を走行寿命として測定した。歯付ベルトの取付張力は530N、駆動プーリの回転数は1800rpm、従動プーリの負荷は4181N、雰囲気温度は25℃(室温)とした。
駆動プーリ(歯数:28)と従動プーリ(歯数:28)とを備えた2軸走行試験機に歯付ベルトを取り付け、歯欠けが発生するまでの時間を走行寿命として測定した。歯付ベルトの取付張力は530N、駆動プーリの回転数は1800rpm、従動プーリの負荷は4181N、雰囲気温度は25℃(室温)とした。
(貯蔵弾性率及び損失係数の測定)
以下の条件で、JISK6265(2018)の定ひずみフレクソメータ試験に準じて測定した。
以下の条件で、JISK6265(2018)の定ひずみフレクソメータ試験に準じて測定した。
試験機:NETZSCH GABO社製「ガボメーター4000N」
試験片:直径17.8mm、高さ25mmの円柱状
試験温度(恒温槽温度):55℃
静的変位:0.6mm
動的変位(ストローク):0.1mm
繰り返し周波数:30Hz
試験時間:15分(測定開始から15分後の測定値を採用)
試験片:直径17.8mm、高さ25mmの円柱状
試験温度(恒温槽温度):55℃
静的変位:0.6mm
動的変位(ストローク):0.1mm
繰り返し周波数:30Hz
試験時間:15分(測定開始から15分後の測定値を採用)
実施例1~14及び比較例1~4の結果を表1~表3に示す。

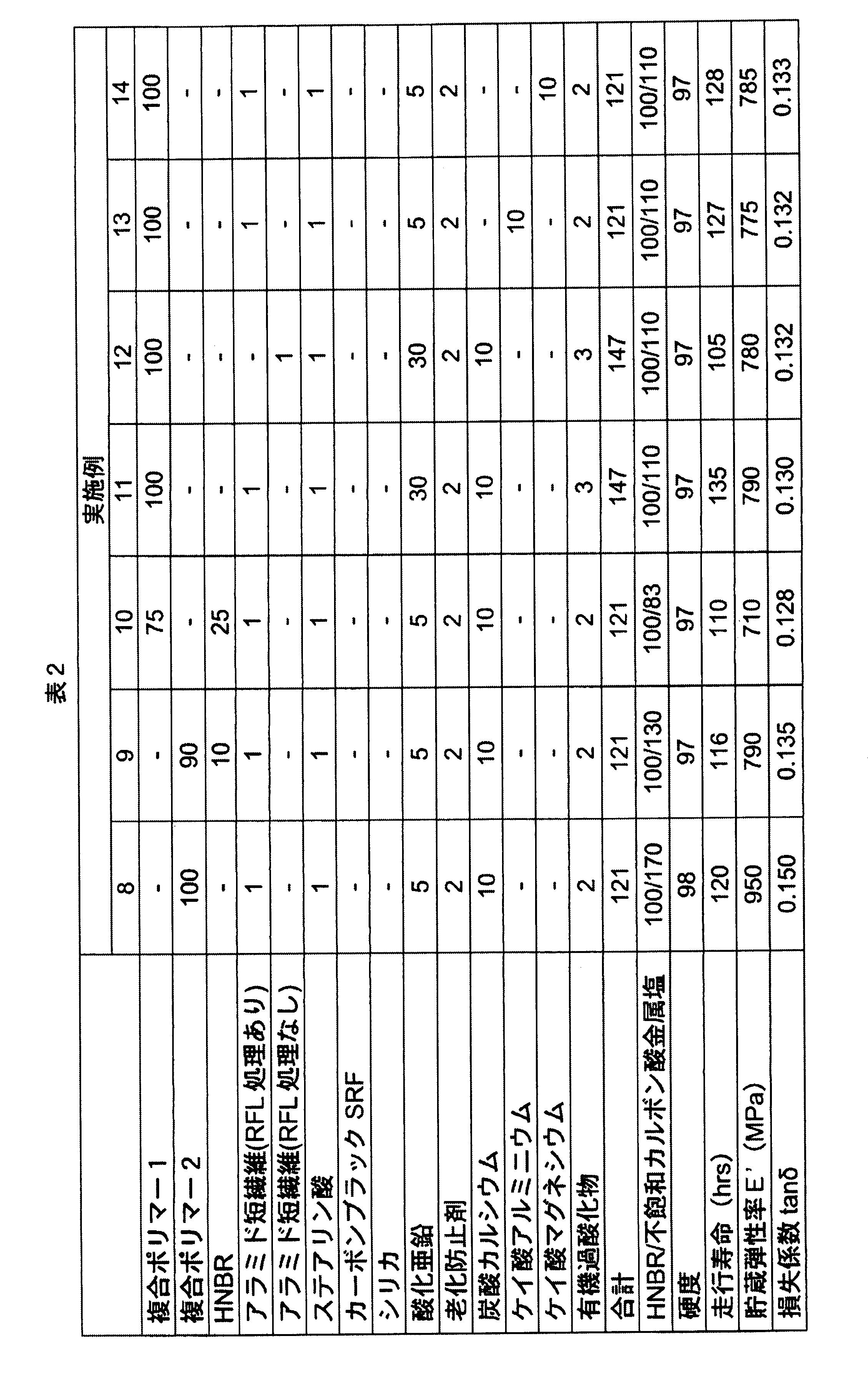
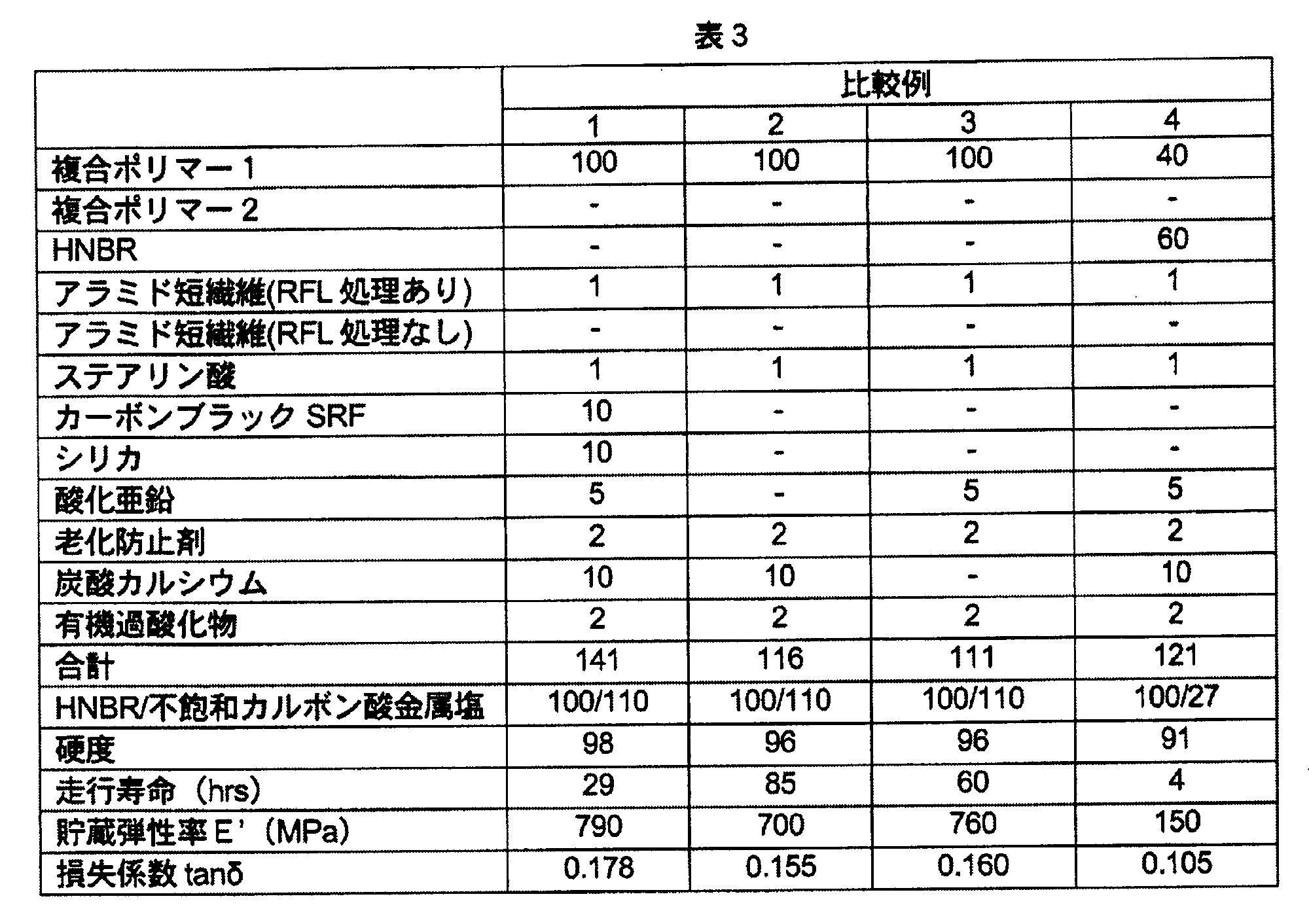
短繊維を含まないか若しくは短繊維の割合が1~2.5質量部と少なくても、実施例1~3のように、走行寿命は117~123時間と長かった。補強性充填剤(カーボンブラック及びシリカの合計)の割合が20質量部である比較例1の走行寿命が29時間と短かったのに対して、補強性充填剤を含まないか、若しくは補強性充填剤の割合が10質量部である実施例1及び4の走行寿命はそれぞれ119時間及び130時間と長かった。酸化亜鉛を含まない比較例2の走行寿命が85時間と比較的短かったのに対して、酸化亜鉛の割合が5質量部及び30質量部である実施例1及び5の走行寿命はそれぞれ119時間及び130時間と長かった。非補強性充填剤(炭酸カルシウム)を含まない比較例3の走行寿命が60時間と短かったのに対して、非補強性充填剤を5~30質量部の割合で含む実施例1、6、7の走行寿命は115~119時間と長かった。水素化ニトリルゴムに対する不飽和カルボン酸金属塩の質量比が、前者/後者=100/27である比較例4の走行寿命が4時間と短かったのに対して、水素化ニトリルゴムに対する不飽和カルボン酸金属塩の質量比が、前者/後者=100/83~100/170と大きい実施例1及び8~10の走行寿命は110~120時間と長かった。これらのことから、本発明は、歯付ベルトの耐歯欠け性を向上するのに有効であることが分かる。
実施例11は、酸化亜鉛を30質量部、有機過酸化物を3質量部の割合で含む例であり、走行寿命が135時間と最も長かった。有機過酸化物の増量によりゴムの変形を抑制する効果が向上するとともに、酸化亜鉛の増量により耐熱老化性が向上して、耐歯欠け性が向上したものと考えられる。実施例12は短繊維にRFL処理を施さなかった例であるが、走行寿命は比較的長かったものの、短繊維にRFL処理を施した実施例11と比較すると走行寿命は劣る結果であった。短繊維へのRFL処理は必須ではないものの、RFL処理を行うことが好ましいと言える。
さらに、実施例13及び14は、非補強性充填剤として炭酸カルシウムに代えて、ケイ酸アルミニウム、ケイ酸マグネシウムを用いた例であり、炭酸カルシウムを用いた実施例1と比較して、走行寿命及び損失係数には大差がなく、実施例1と同様の性能を示した。
また、貯蔵弾性率及び損失係数と走行寿命の関係に着目すると、貯蔵弾性率が高く(400MPa以上)、損失係数が小さい(0.150以下)という2つの条件の両方を満たす実施例1~14の走行寿命が長くなっていることが確認できる。
本発明のゴム製歯付ベルト(噛み合い伝動ベルト又は歯付伝動ベルト)は、歯付プーリと組み合わせて、入力と出力との同期性が求められる種々の分野、例えば、自動車やオートバイなどのエンジンの動力伝達、モータ、ポンプ類などの動力伝達、自動ドア、自動化機械などの機械類、複写機、印刷機などに利用できる。特に、自動車用エンジンの動力伝動ベルト(タイミングベルトやコグドベルト)などの周辺機器類(周辺部品類)として利用できる。
以上、本発明の好適な実施形態について説明したが、本発明は上述の実施の形態に限られるものではなく、特許請求の範囲に記載した限りにおいて、様々な設計変更を行うことが可能なものである。本出願は、2018年11月27日出願の日本国特許出願2018-221012号および2019年10月25日出願の日本国特許出願2019-194368号に基づくものであり、その内容はここに参照として取り込まれる。
1…歯付ベルト
2…ベルト本体
3…歯部
4…背部
5…心線
6…短繊維
7…歯布(カバー布)
2…ベルト本体
3…歯部
4…背部
5…心線
6…短繊維
7…歯布(カバー布)
Claims (9)
- 長手方向に沿って所定間隔をおいて設けられ、第一のゴム組成物で形成された複数の歯部と、これらの歯部と一体化し、第二のゴム組成物で形成された背部と、この背部に長手方向に埋設された心線とを含むベルト本体と;前記複数の歯部の表面を被覆する歯布とを備えたゴム製歯付ベルトであって、
前記歯部を形成する第一のゴム組成物が、水素化ニトリルゴムと不飽和カルボン酸金属塩とを前者/後者=100/80~100/180の質量割合で含む複合ポリマーを含み、この複合ポリマー100質量部に対して、酸化亜鉛を3~50質量部、非補強性充填剤を3~50質量部、補強性充填剤を10質量部以下、短繊維を5質量部以下、有機過酸化物を1~5質量部の割合で含む、ゴム製歯付ベルト。 - 前記非補強性充填剤が、多価金属炭酸塩、多価金属水酸化物、多価金属硫酸塩、ケイ酸塩からなる群より選択された少なくとも一種であり、前記補強性充填剤が、カーボンブラック及びシリカからなる群より選択された少なくとも一種である、請求項1記載のゴム製歯付ベルト。
- 前記第一のゴム組成物が、複合ポリマー100質量部に対して、酸化亜鉛を5~40質量部、非補強性充填剤を5~40質量部、補強性充填剤を0~8質量部、短繊維を0.5~2.7質量部の割合で含む、請求項1又は2記載のゴム製歯付ベルト。
- 前記第一のゴム組成物において、前記酸化亜鉛と前記非補強性充填剤との質量割合が、前者/後者=10/100~500/100、前記短繊維と前記非補強性充填剤との質量割合が、前者/後者=0/100~40/100である、請求項1~3のいずれか一項に記載のゴム製歯付ベルト。
- 前記非補強性充填剤が炭酸カルシウムであり、前記第一のゴム組成物において、前記酸化亜鉛と前記非補強性充填剤との質量割合が、前者/後者=25/100~150/100であり、前記短繊維と前記非補強性充填剤との質量割合が、前者/後者=2/100~30/100である請求項1~4のいずれか一項に記載のゴム製歯付ベルト。
- 前記短繊維の少なくとも表面の一部に接着成分が付着している請求項1~5のいずれか一項に記載のゴム製歯付ベルト。
- 前記接着成分が、レゾルシン-ホルマリン-ラテックス(RFL)又はその硬化物を含む請求項6記載のゴム製歯付ベルト。
- 加硫後の前記第一のゴム組成物が、貯蔵弾性率(E’)400~1000MPa、及び損失係数(tanδ)0.05~0.15を有する請求項1~7のいずれか一項に記載のゴム製歯付ベルト。
- 水素化ニトリルゴムと不飽和カルボン酸金属塩とを前者/後者=100/80~100/180の質量割合で含む複合ポリマーを含み、この複合ポリマー100質量部に対して、酸化亜鉛を3~50質量部、非補強性充填剤を3~50質量部、補強性充填剤を10質量部以下、短繊維を5質量部以下、有機過酸化物を1~5質量部の割合で含む、ゴム組成物。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19890808.9A EP3889460B1 (en) | 2018-11-27 | 2019-11-21 | Toothed belt made of rubber, and rubber composition |
| US17/292,839 US11885392B2 (en) | 2018-11-27 | 2019-11-21 | Toothed belt made of rubber, and rubber composition |
| CN201980077587.7A CN113167357B (zh) | 2018-11-27 | 2019-11-21 | 橡胶制齿形带和橡胶组合物 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-221012 | 2018-11-27 | ||
| JP2018221012 | 2018-11-27 | ||
| JP2019-194368 | 2019-10-25 | ||
| JP2019194368A JP6680941B1 (ja) | 2018-11-27 | 2019-10-25 | ゴム製歯付ベルト及びゴム組成物 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020110907A1 true WO2020110907A1 (ja) | 2020-06-04 |
Family
ID=70166503
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/045631 Ceased WO2020110907A1 (ja) | 2018-11-27 | 2019-11-21 | ゴム製歯付ベルト及びゴム組成物 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11885392B2 (ja) |
| EP (1) | EP3889460B1 (ja) |
| JP (1) | JP6680941B1 (ja) |
| CN (1) | CN113167357B (ja) |
| WO (1) | WO2020110907A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023021808A1 (ja) * | 2021-08-18 | 2023-02-23 | バンドー化学株式会社 | 歯付きベルト |
| CN116023724B (zh) * | 2021-10-27 | 2024-09-17 | 中国石油化工股份有限公司 | 氢化丁腈橡胶组合物及其应用、硫化橡胶及其制备方法与应用 |
| KR102741268B1 (ko) * | 2022-03-17 | 2024-12-11 | 주식회사 다이도헬스케어 | 내절창 안전성능이 우수한 특수화용 체인톱 보호 소재 및 이의 제조방법 |
| IT202200015111A1 (it) * | 2022-07-19 | 2024-01-19 | Dayco Europe Srl | Cinghia di trasmissione di potenza e relativo sistema di trasmissione |
| JP7406051B1 (ja) * | 2022-07-28 | 2023-12-26 | バンドー化学株式会社 | 歯付ベルト |
| CN119816676A (zh) * | 2022-09-05 | 2025-04-11 | 阪东化学株式会社 | V形带 |
| IT202300002019A1 (it) * | 2023-02-07 | 2024-08-07 | Dayco Europe Srl | Cinghia di trasmissione di potenza e relativo sistema di trasmissione |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007071228A (ja) * | 2005-09-02 | 2007-03-22 | Mitsuboshi Belting Ltd | 伝動ベルト |
| JP2011122719A (ja) | 2009-11-13 | 2011-06-23 | Mitsuboshi Belting Ltd | ゴム製歯付ベルトおよび歯付ベルト用ゴム組成物 |
| JP2016183779A (ja) * | 2015-03-25 | 2016-10-20 | 三ツ星ベルト株式会社 | 歯付ベルト |
| JP2018185041A (ja) * | 2017-04-26 | 2018-11-22 | 三ツ星ベルト株式会社 | Vリブドベルト及びその製造方法 |
| JP2019194368A (ja) | 2016-08-31 | 2019-11-07 | 富士フイルム株式会社 | インクジェット捺染方法、着色布の製造方法、及び着色布 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3025618B2 (ja) | 1993-11-19 | 2000-03-27 | ユニッタ株式会社 | 動力伝達ベルト、およびこの動力伝達ベルトに用いる心線と帆布 |
| WO1996017015A1 (fr) * | 1994-11-30 | 1996-06-06 | Nippon Zeon Co., Ltd. | Composition de caoutchouc vulcanisable, joint etanche conçu pour agir a l'etat dynamique, et materiau utilise a cet effet |
| DE19547025A1 (de) | 1995-12-15 | 1997-06-19 | Contitech Antriebssysteme Gmbh | Antriebsriemen |
| CN102532770B (zh) * | 2011-12-29 | 2014-05-28 | 福建师范大学 | 一种离子交联热塑性弹性体及其制备方法 |
| JP6275585B2 (ja) * | 2013-08-30 | 2018-02-07 | 三ツ星ベルト株式会社 | 歯付ベルト |
-
2019
- 2019-10-25 JP JP2019194368A patent/JP6680941B1/ja active Active
- 2019-11-21 EP EP19890808.9A patent/EP3889460B1/en active Active
- 2019-11-21 CN CN201980077587.7A patent/CN113167357B/zh active Active
- 2019-11-21 US US17/292,839 patent/US11885392B2/en active Active
- 2019-11-21 WO PCT/JP2019/045631 patent/WO2020110907A1/ja not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007071228A (ja) * | 2005-09-02 | 2007-03-22 | Mitsuboshi Belting Ltd | 伝動ベルト |
| JP2011122719A (ja) | 2009-11-13 | 2011-06-23 | Mitsuboshi Belting Ltd | ゴム製歯付ベルトおよび歯付ベルト用ゴム組成物 |
| JP2016183779A (ja) * | 2015-03-25 | 2016-10-20 | 三ツ星ベルト株式会社 | 歯付ベルト |
| JP2019194368A (ja) | 2016-08-31 | 2019-11-07 | 富士フイルム株式会社 | インクジェット捺染方法、着色布の製造方法、及び着色布 |
| JP2018185041A (ja) * | 2017-04-26 | 2018-11-22 | 三ツ星ベルト株式会社 | Vリブドベルト及びその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3889460A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20210396297A1 (en) | 2021-12-23 |
| CN113167357B (zh) | 2022-08-02 |
| JP6680941B1 (ja) | 2020-04-15 |
| JP2020091034A (ja) | 2020-06-11 |
| EP3889460B1 (en) | 2025-03-12 |
| US11885392B2 (en) | 2024-01-30 |
| EP3889460A4 (en) | 2022-08-24 |
| CN113167357A (zh) | 2021-07-23 |
| EP3889460A1 (en) | 2021-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6680941B1 (ja) | ゴム製歯付ベルト及びゴム組成物 | |
| JP7235919B2 (ja) | 歯付ベルトおよびその製造方法 | |
| JP6746818B1 (ja) | Vリブドベルトとその製造方法、およびゴム組成物 | |
| EP4379235B1 (en) | Toothed belt and manufacturing method therefor | |
| JP7255006B1 (ja) | 歯付ベルトおよびその製造方法 | |
| EP4678936A1 (en) | Toothed belt and manufacturing method therefor | |
| TWI826909B (zh) | 齒型皮帶 | |
| JP7661551B2 (ja) | 歯付ベルトおよびその製造方法 | |
| KR102936009B1 (ko) | 톱니 벨트 및 그 제조 방법 | |
| JP7844527B2 (ja) | 歯付ベルトおよびその製造方法 | |
| JP2024079544A (ja) | 歯付ベルト用ゴム組成物および歯付ベルトならびにそれらの製造方法 | |
| JP2026067812A (ja) | 歯付ベルトおよびその製造方法ならびに処理剤 | |
| WO2026079427A1 (ja) | 歯付ベルトおよびその製造方法ならびに処理剤 | |
| CN118140072A (zh) | 齿形带及其制造方法 | |
| CN117693638A (zh) | 齿形带及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19890808 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019890808 Country of ref document: EP Effective date: 20210628 |