WO2020152864A1 - 車両用内装材 - Google Patents
車両用内装材 Download PDFInfo
- Publication number
- WO2020152864A1 WO2020152864A1 PCT/JP2019/002537 JP2019002537W WO2020152864A1 WO 2020152864 A1 WO2020152864 A1 WO 2020152864A1 JP 2019002537 W JP2019002537 W JP 2019002537W WO 2020152864 A1 WO2020152864 A1 WO 2020152864A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- film layer
- core layer
- strain
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
- B32B3/12—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material characterised by a layer of regularly- arranged cells, e.g. a honeycomb structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/06—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of natural rubber or synthetic rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/085—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/088—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/09—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/04—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B25/045—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/04—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B25/06—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/04—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B25/08—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/10—Layered products comprising a layer of natural or synthetic rubber next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/14—Layered products comprising a layer of natural or synthetic rubber comprising synthetic rubber copolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/16—Layered products comprising a layer of natural or synthetic rubber comprising polydienes homopolymers or poly-halodienes homopolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/065—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/04—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by at least one layer folded at the edge, e.g. over another layer ; characterised by at least one layer enveloping or enclosing a material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/266—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by an apertured layer, the apertures going through the whole thickness of the layer, e.g. expanded metal, perforated layer, slit layer regular cells B32B3/12
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/28—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer comprising a deformed thin sheet, i.e. the layer having its entire thickness deformed out of the plane, e.g. corrugated, crumpled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/022—Mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/02—Internal Trim mouldings ; Internal Ledges; Wall liners for passenger compartments; Roof liners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/04—4 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0253—Polyolefin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
- B32B2262/0284—Polyethylene terephthalate [PET] or polybutylene terephthalate [PBT]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/02—Synthetic macromolecular particles
- B32B2264/0207—Particles made of materials belonging to B32B25/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/104—Oxysalt, e.g. carbonate, sulfate, phosphate or nitrate particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/025—Polyolefin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0257—Polyamide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0278—Polyurethane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2274/00—Thermoplastic elastomer material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/10—Properties of the layers or laminate having particular acoustical properties
- B32B2307/102—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/738—Thermoformability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/003—Interior finishings
Definitions
- the present invention relates to a vehicle interior material.
- the structure of an automobile has an engine room in the front, a trunk room in the rear, and a passenger compartment in the middle.
- the passenger compartment has seats such as driver's seat, passenger seat and rear seat.
- dash insulators, floor carpets, floor spacers, trunk trims, and trunk floors are installed in the cabin so as to cover the outside of the automobile interior.
- These parts are uneven according to the shape of the vehicle body and the design of the parts. It is molded into the shape of a circle.
- a front fender liner, a rear fender liner, and an undercover formed in a concavo-convex shape for controlling the flow of air are installed on the exterior under the vehicle body.
- a thermoplastic resin is used as a material, and the material is heated and press-molded by a mold having the shape of the part to finish into an uneven part having a plurality of parts having different thicknesses.
- Patent Document 1 describes a laminated structure in which a fiber sheet and a thermoplastic resin film are sequentially laminated on at least one main surface of a thermoplastic resin hollow plate-shaped body. Further, it is described that this laminated structure can be made lightweight, and that even when it is bent, protruding wrinkles and recesses due to buckling do not easily occur at the bent portion.
- ⁇ Vehicle interior materials are required to have high rigidity and light weight, and because they are placed in a place visible to automobile users, design is also important. Therefore, on the surface of the vehicle interior material, as a design layer, a layer made of non-woven fabric, fibers such as plain needles and velours is generally attached.
- a design layer a layer made of non-woven fabric, fibers such as plain needles and velours is generally attached.
- the design layer is simply pasted on the core material in which the tubular cells are arranged in a plurality of rows, the design layer is formed after heat molding into a predetermined uneven shape. There is a problem that wrinkles occur in the.
- an object of the present invention is to provide an interior material for a vehicle that can prevent wrinkles from being generated on a design surface even when heat-molded into a predetermined uneven shape while maintaining weight reduction and high rigidity. To do.
- a hard core layer having a hollow portion inside, a design layer provided on one surface side of the core layer, the core layer and the design layer A vehicle interior material having a multi-layer structure, comprising a first film layer provided between the core layer and a second film layer provided on a surface of the core layer opposite to the first film layer. Then, the strain ⁇ a of the surface on the side of the first film layer in the structure of the first film layer, the core layer, and the second film layer is equal to that of the structure on the side of the second film layer of the structure. It is smaller than the surface strain ⁇ b.
- the Young's modulus in the compression direction of the hard core layer may be 100 kPa or more.
- the core layer may have a structure in which tubular cells are arranged in a plurality of rows.
- the tubular cell may have a polygonal tubular shape such as a substantially square tubular shape or a substantially hexagonal tubular shape, or may have a curved tubular shape such as a substantially cylindrical shape or an approximately elliptic cylindrical shape.
- Each of the cells of the core layer has a closed surface at one end and an open end at the other end, the internal space of the cell communicating with the outside by the open end of the cell, It is preferable that the open ends are arranged such that rows of adjacent cells are arranged every other row on both surfaces of the core layer.
- the open end, the one-sided closing surface, and the other-sided closing surface are polygonal shapes such as a substantially quadrangular shape and a hexagonal shape, but are also curves such as a substantially circular shape and a substantially elliptical shape. It may have a shape.
- the relationship between the strain ⁇ a of the surface of the structure on the first film layer side, the strain ⁇ b of the surface of the structure on the second film layer side, and the thickness h of the structure is 0 ⁇ a. It is preferable that the formula xh/( ⁇ a+ ⁇ b) ⁇ 5 is satisfied.
- the first film layer or the second film layer may have a plurality of apertures penetrating the layer.
- the thickness h of the structure is preferably less than 20 mm.
- the vehicle interior material according to the present invention in the structure of the first film layer, the core layer and the second film layer, the strain ⁇ a of the surface on the side of the first film layer on the design layer side, Since the strain ⁇ b on the surface on the side of the second film layer is smaller than that on the side opposite to the deformation amount of the surface on the side of the first film layer on the design layer side when the vehicle interior material is bent.
- each of the cells of the core layer has a closed surface at one end and an open end at the other end, and the open end of the cell communicates the internal space of the cell with the outside, and the open end of the cell is Adjacent rows of cells are arranged every other row on both sides of the core layer to maintain high rigidity and further reduce weight and improve adhesiveness with the first and second film layers. Can be improved.
- FIG. 3 is a schematic cross-sectional view showing the core layer of FIG. 2 along the line III-III.
- 1 is an exploded perspective view showing an embodiment of a vehicle interior material according to the present invention.
- FIG. 5 is a schematic cross-sectional view of an embodiment of the vehicle interior material shown in FIG. 4.
- A) is a schematic diagram which shows the position of a bending neutral axis at the time of bending the structure provided with the core layer and the film layer of the both surfaces in the vehicle interior material which concerns on this invention
- (b) is this structure.
- FIG. 1 is a perspective view showing a manufacturing process of a core material to be the core layer.
- the core material is described in detail in WO 2006/053407, which is incorporated herein by reference.
- this core material 1 is formed by thermoforming a flat sheet of material with a roller (not shown) having a predetermined mold, and plastically deforming the sheet substantially without cutting it. ..
- the material of the core material 1 is not limited to these, but for example, a thermoplastic resin such as polypropylene (PP), polyethylene (PE), or polyethylene terephthalate (PET), a composite material with fibers, paper, metal, or the like is used.
- a thermoplastic resin is preferable. In this embodiment, the case where a thermoplastic resin is used will be described.
- the thickness of the material sheet is not limited to this, but is preferably in the range of 0.05 mm to 0.50 mm, and the thickness of the core material 1 after thermoforming is substantially the same.
- the core material 1 has a three-dimensional structure in which peak portions 11 and valley portions 12 are alternately arranged in the width direction X orthogonal to the manufacturing direction Y.
- the ridge portion 11 is composed of two side surfaces 13 and a top surface 17 between them, and the valley portion 12 is composed of two side surfaces 13 shared by the adjacent ridge portions 11 and a bottom surface 14 therebetween.
- the shape of the mountain portion 11 is a trapezoid as shown in FIG. 1 will be described, but the present invention is not limited to this, and in addition to polygons such as triangles and rectangles, sinusoidal curves and A curved shape such as an bow shape may be used.
- the core material 1 is provided with the above three-dimensional structure so as to be continuous in the manufacturing direction Y. That is, as shown in FIG. 1, a plurality of peaks 11a, 11b, 11c, 11d are continuously formed in the manufacturing direction Y.
- the valleys 12 are similarly formed continuously.
- the connection between the peaks 11 and the connection between the valleys 12 are made by alternately repeating two types of connection methods.
- the first connection method is such that, on the first folding line X1 in the width direction, the top surfaces 17b and 17c of two adjacent ridges 11b and 11c are trapezoidal ridge connection surfaces.
- the connection is made via 15b and 15c.
- the mountain connecting surface 15 is formed at an angle perpendicular to the top surface 17.
- the bottom surfaces 14b and 14c of two adjacent valley portions are directly connected.
- the bottom surfaces 14a and 14b (or 14c and 14d) of two adjacent valley portions are trapezoidal valley portions on the second folding line X2 in the width direction.
- the connection is made via the connection surfaces 16a, 16b (or 16c, 16d).
- the valley connecting surface 16 is formed at a right angle with respect to the bottom surface 14.
- the top surfaces 12a and 12b (or 12c and 12d) of two adjacent mountain portions are directly connected.
- the core material 1 a plurality of three-dimensional structures (peak portion 11, valley portion 12) are connected via the connection region (peak portion connecting surface 15, valley connecting surface 16), and the connecting region is folded.
- the core layer of the vehicle interior material of the present invention is formed.
- the first folding line X1 is a mountain fold, and the bottom surfaces 14b and 14c of two adjacent valley portions are overlapped with each other via their back surfaces, and the mountain portion connecting surface 15b of two adjacent mountain portions, Fold it so that the angle formed by 15c opens up to 180 degrees.
- the second folding line X2 is a valley fold, and the top surfaces 17a and 17b (or 17c and 17d) of two adjacent peak portions overlap each other, and the valley connection surfaces 16a and 16b (of the two adjacent valley portions). Or, it is folded so that the angle formed by 16c and 16d) is closed up to 180 degrees.
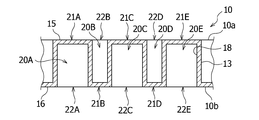
- the core layer 10 of the vehicle interior material of the present invention obtained by folding the core material 1 in this manner is shown in FIGS. 2 and 3.
- the core layer 10 is provided with cells 20 each having a substantially hexagonal tubular shape and arranged in a plurality of rows, and cells formed by two adjacent crests in every other row. 20A, 20C, 20E and cells 20B, 20D formed from two adjacent valleys are arranged.
- the broken line 18 in FIG. 3 is the surface that was the back surface of the core material, and generally indicates the inner wall of the cell 20 having a substantially hexagonal tubular shape.
- Each of the cells 20A, 20C, and 20E formed from the mountain portion has six cell side walls forming a substantially hexagonal tubular shape, and these cell side walls are formed by two top surfaces 17 and four side surfaces 13 of the cell material. It is a thing. Further, these cells 20A, 20C, 20E are substantially hexagonal cylindrical closed surfaces 21A that close the cell ends at the cell ends of one surface 10a of the core layer 10 (the surface on the front side in FIG. 2), 21C, 21E, the one closing surface 21 of which is formed by two trapezoidal ridge connecting surfaces 15 in the cell material, respectively.
- these cells 20A, 20C, 20E are provided with open ends 22A, 22C, 22E that are opened in a substantially hexagonal shape at the cell ends of the other surface 10b opposite to the core layer 10.
- the open ends 22A, 22C, and 22E allow the internal spaces of the cells 20A, 20C, and 20E to communicate with the outside.
- Each of the cells 20B and 20D formed from the valley portion also has six cell side walls forming a substantially hexagonal tubular shape, and these cell side walls are formed by two bottom surfaces 14 and four side surfaces 13 of the cell material. is there. Further, these cells 20B and 20D are provided with open ends 22B and 22D that are opened in a substantially hexagonal shape at the cell ends of the one surface 10a of the core layer 10. The open ends 22B and 22D allow the internal spaces of the cells 20B and 20D to communicate with the outside. Further, these cells 20B, 20D are provided with substantially hexagonal cylindrical closing surfaces 21B, 21D for closing the cell ends at the cell ends of the other surface 10b opposite to the core layer 10, respectively. The closing surface 21 of is formed by two trapezoidal valley connecting surfaces 16 of cell material.
- the core layer 10 has the one side closed surfaces 21A, 21C, and 21E formed by the crests of the cell material in every other row at the cell ends of the one surface 10a, and on the other surface 10b.
- the cell end has the other side closing surfaces 21B, 21D formed from the valleys in the cell material in a row of cells different from the above, but unless otherwise specified, one side closing surface, Both of the closing surfaces 21 on the other side have substantially the same function.
- the total thickness of the core layer 10 is not limited to the following because it varies depending on which part of the automobile the interior material for a vehicle is used for.
- the range is preferable, and the range of 5 mm to 20 mm is more preferable.
- Basis weight of the core layer 10 (weight per unit area), because the change in or used vehicle interior material where the parts of the automobile, but not limited to, a range of 400 g / m 2 from 4000 g / m 2 The range of 500 g/m 2 to 3000 g/m 2 is more preferable.
- the basis weight of the core layer 10 includes the type of material of the core layer 10, the thickness of the entire core layer 10, the wall thickness of the cells 20 (the thickness of the material sheet), and the pitches Pcx and Pcy between the cells 20 of the core layer 10. It can also be adjusted by (distance between center axes of cells).
- the pitch Pcy between the cells 20 in the direction in which the cells 20 are adjacent to each other in a row in the core manufacturing direction Y is set to a range of 2 mm to 20 mm. It is preferable and it is more preferable to set it in the range of 3 mm to 15 mm.
- the vehicle interior material of the first embodiment includes the core layer 10 described above, the design layer 50 provided on one surface of the core layer 10, the core layer 10 and the design layer 50. And a second film layer 40 provided on the other surface of the core layer 10.
- the interior material for a vehicle of the present invention is used so that the design layer 50 side is located inside the vehicle interior.
- the structure 60 of the first film layer 30, the core layer 10 and the second film layer 40 is the first
- the strain ⁇ a of the surface 31 on the film layer side is smaller than the strain ⁇ b of the surface 41 on the second film layer side. Since the vehicle interior material has such a relationship between the strain ⁇ a and the strain ⁇ b, when the vehicle interior material is molded into a predetermined uneven shape, the vehicle interior material bends as shown in FIG. 6(a).
- the bending center axis NA of the structure 60 moves in the direction of the surface 31 on the first film layer side from the center position of the thickness of the structure 60, and thus the first design layer 50 side
- the amount of deformation of the surface 41 on the second film layer side opposite to the design layer 50 is larger than the amount of deformation of the surface 31 on the film layer side. Therefore, when the interior layer material for a vehicle is bent and the design layer 50 contracts, the amount of the contracting deformation can be reduced, and thus the design layer 50 cannot be completely contracted and wrinkles have occurred. It is possible to suppress the generation of wrinkles.
- the first film layer 30 and the second film layer 30 This can be performed by making a difference in tensile compression rigidity of the film layer 40.
- a difference in tensile compression rigidity for example, even if the same resin film material is used for the first and second film layers 30 and 40, it is necessary to disperse inorganic particles such as talc in the first film layer 30.
- the tensile compression rigidity of the first film layer 30 can be increased.
- the core layer 10 is not limited to the core layer having the specific structure shown in FIGS. 1 to 3 described above, but may be any core layer in which a general tubular cell is arranged in a plurality of rows.
- the design layer 50 can be formed by setting the relationship with h so that 0 ⁇ a ⁇ h/( ⁇ a+ ⁇ b) ⁇ 5. It is possible to suppress wrinkles from being generated.
- the thickness h of the structure is the total of the thickness of the core layer 10 described above and the thicknesses of the first and second film layers 30 and 40 described later in detail, and for example, the lower limit thereof is preferably 3 mm or more, and 4 mm or more. Is preferable, and 5 mm or more is more preferable. Further, the upper limit is preferably 20 mm or less, more preferably 15 mm or less, and further preferably 10 mm or less.
- the materials of the first and second film layers 30 and 40 are not limited to these, but include, for example, resin films such as polypropylene (PP), polyethylene (PE), polyethylene terephthalate (PET), and polyamide (PA), An olefin-based or urethane-based elastomer film can be used.
- resin films such as polypropylene (PP), polyethylene (PE), polyethylene terephthalate (PET), and polyamide (PA)
- An olefin-based or urethane-based elastomer film can be used.
- the same material may be used for the first film layer 30 and the second film layer 40, or different materials may be used for the relationship between the strain ⁇ a and the strain ⁇ b, or the strain ⁇ a and the strain ⁇ b and the structure.
- the thickness h may be satisfied.
- the tension and compression of the first and second film layers 30 and 40 are performed.
- the rigidity can be increased, and thereby the above-described relationship between the strain ⁇ a and the strain ⁇ b or the above-described relationship between the strain ⁇ a and the strain ⁇ b and the thickness h of the structure may be satisfied.
- the size of the inorganic particles is not particularly limited, but for example, the average particle size is preferably 0.05 to 2 ⁇ m, more preferably 0.1 to 1 ⁇ m.
- the “average particle size” refers to a particle size of 50% in total from the particle side in the volume-based particle size distribution measured by the laser diffraction/scattering method.
- the first and second film layers 30 and 40 can be obtained. It is possible to reduce the tensile compression rigidity of the above, and thereby the above relationship between the strain ⁇ a and the strain ⁇ b or the above relationship between the strain ⁇ a and the strain ⁇ b and the thickness h of the structure may be satisfied.
- the size of the rubber particles is not particularly limited, but for example, those having an average particle diameter of 1 to 100 ⁇ m are preferable, and those of 20 to 70 ⁇ m are more preferable.
- the thickness of the first and second film layers 30 and 40 is not particularly limited, but for example, the lower limit thereof is preferably 0.03 mm or more, more preferably 0.04 mm or more, and further preferably 0.05 mm or more.
- the upper limit of the thickness is preferably 0.5 mm or less, more preferably 0.4 mm or less, and further preferably 0.3 mm or less.
- the first film layer 30 and the second film layer 40 may have the same thickness, or may have different thicknesses, or the relationship between the strain ⁇ a and the strain ⁇ b, or the strain ⁇ a and the strain ⁇ b and the thickness of the structure. You may make it satisfy
- a metal foil such as an aluminum foil, a stainless steel foil, or a copper foil is laminated between the first film layer 30 and the design layer 50 or between the first film layer 30 and the core layer 10.
- the thickness h may be satisfied.
- the thickness of the metal foil is preferably thin in order to reduce the weight of the vehicle interior material.
- the upper limit thereof is preferably 0.2 mm or less, more preferably 0.1 mm or less.
- the lower limit of the thickness is not particularly limited, but 0.005 mm or more is preferable, and 0.01 mm or more is more preferable.
- the first and second film layers 30 and 40 may be heat-welded and adhered to the core layer 10, or may be adhered via an adhesive (not shown).
- the adhesive is not particularly limited, but for example, an epoxy-based or acrylic-based adhesive can be used.
- each of the first and second film layers 30 and 40 may have a three-layer structure and include a central layer and two adhesive layers located on both sides of the central layer.
- a material having a melting point lower than that of the material used for the central layer is used as the material of the adhesive layer. For example, by using a polyamide having a melting point of 190 to 220° C. for the central layer and a polyethylene having a melting point of 90 to 130° C.
- the first and second film layers 30 and 40 are When the temperature at the time of bonding to the layer 10 and the temperature for thermoforming into a predetermined shape of the vehicle interior material are set to about 150°C to 160°C, the central layer does not melt but only the adhesive layer melts. Then, the core layer 10 can be firmly bonded.
- a resin having a melting point higher than that of polyethylene for the adhesive layer polypropylene is used in addition to polyamide.
- the design layer 50 may be one that is used as a design layer of an ordinary vehicle interior material, and is not particularly limited, but for example, a non-woven fabric, a plain needle, a layer composed of fibers such as velor, It may be a layer composed of foamed urethane, foamed resin such as foamed polyethylene or foamed nylon, or a layer in which these are combined.
- the non-woven fabric is not limited to these, but it is preferable to use various non-woven fabrics such as spunbond, spunlace, or needle punch using a resin such as polyethylene terephthalate (PET), polypropylene (PP), or polyethylene (PE).
- the basis weight of the design layer 50 is not limited to the following because it changes depending on which part of the automobile the vehicle interior material is used for.
- the lower limit thereof is preferably 10 g/m 2 or more, and 20 g/m 2 or more. More preferably, 30 g/m 2 or more is still more preferable.
- the upper limit of the basis weight for example, preferably 500 g / m 2 or less, more preferably 300 g / m 2 or less, 250 g / m 2 or less is more preferable.
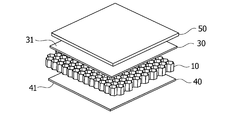
- the interior material for a vehicle of the second embodiment has the above-described core layer 10, a design layer 50 provided on one surface thereof, and a space between the core layer 10 and the design layer 50. And a second film layer 40a having a plurality of apertures provided on the other surface of the core layer 10.
- the same components as those in the first embodiment are designated by the same reference numerals, and detailed description thereof will be omitted here.
- the openings in the second film layer 40a penetrate the layer, so the second film layer 40a is breathable.
- the strain ⁇ a of the surface 31 on the first film layer side is calculated as follows. It can be made smaller than the strain ⁇ b of the surface 41.
- the relationship between the strain ⁇ a of the surface 31 on the first film layer side of the structure 60, the strain ⁇ b of the surface 41 on the second film layer side, and the thickness h of the structure 60 is 0 ⁇ a ⁇ h. It is possible to satisfy the equation of /( ⁇ a+ ⁇ b) ⁇ 5.
- the opening is performed before the second film layer 40a is bonded to the core layer 10, and is opened by, for example, a hot needle or punching (punching using a male die and a female die) to form a hole.
- the holes In order to prevent the holes from being blocked, it is preferable that the holes have a hole shape that minimizes burr.
- the aperture pattern is not particularly limited, but it is preferable to arrange in a staggered arrangement or a lattice arrangement.
- the porosity of the second film layer 40a is not particularly limited, but is preferably in the range of 0.2% to 5%.
- the diameter of the aperture is preferably in the range of 0.25 mm to 2.5 mm, more preferably in the range of 0.3 mm to 2.0 mm.
- the pitch of the openings of the second film layer 40a does not necessarily have to match the pitches Pcx and Pcy of the cells 20 of the core layer 10 shown in FIG. It is not always necessary to align the openings with the cells 20 when they are attached to the layer 10. This is because the openings of the second film layer 40a and the positions of the open ends 22 of the cells 20 of the core layer 10 randomly overlap with each other, so that the communication between the inside and the outside can be appropriately secured.
- the pitch of the openings of the second film layer 40a is preferably smaller than the pitch of the cells 20 of the core layer 10 in at least either the X direction or the Y direction.
- the tensile compression rigidity of the second film layer 40a can be lowered, and the same as in the first embodiment.
- a plurality of openings is provided only in the second film layer 40a, but the present invention is not limited to this, and a plurality of openings is provided in both the first and second film layers 30 and 40.
- the holes may be provided, or a plurality of holes may be provided only in the first film layer 30, and means other than the openings (film material, addition of inorganic or rubber particles, or metal foil).
- the relationship between the strain ⁇ a and the strain ⁇ b, or the relationship between the strain ⁇ a and the strain ⁇ b and the thickness h of the structure may be satisfied by, for example, stacking.
- the core layer 10 having a structure in which tubular cells are arranged in a plurality of rows is used as the core layer of the vehicle interior material.
- the present invention is not limited to this, and if the core layer 10 has a hard structure having a hollow portion inside, it is heat-formed into a predetermined uneven shape while maintaining weight reduction and high rigidity. Also, it is possible to prevent wrinkles from being generated on the design surface.
- the hard core layer may have a Young's modulus of 100 kPa or more in the compression direction (that is, the direction between the two surfaces on which the first and second film layers 30 and 40 are attached), and the material of the core layer is In addition to the material of the core material, for example, a fiber material or a urethane material may be used.
- a vehicle interior material including the core layer, the first and second film layers, and the design layer shown in FIG. 7 was produced.
- the core layer material: polypropylene (PP) resin, cell pitch Pcy: 4 mm, core layer thickness: 6 mm
- the first film layer Material: Polypropylene (PP) film, thickness: 70 ⁇ m
- the second film layer material: polypropylene (PP) film with a three-layer structure, thickness: 65 ⁇ m, openings) Pitch: 7 mm
- this structure was subjected to three-point bending using a universal material testing machine (manufactured by Instron, model 5900) to measure strain.
- the test piece of the structure had a size of 60 mm ⁇ 200 mm.
- the test piece 60S of the structure was supported by two fulcrums 82 positioned at 100 mm intervals, and a load of 0.5 mm was applied to the center position of the fulcrum by an indenter 84.
- a strain measuring instrument PCD-400A manufactured by Kyowa Denki Co., Ltd.
- the strain ⁇ a on the surface on the first film layer side was 396 ⁇
- the strain ⁇ b on the surface on the second film layer side was 408 ⁇ .
- a design layer material: plain needle, thickness: 1 mm
- this vehicle interior material was heat-molded into a U shape, and the surface of the design layer of the vehicle interior material after the heat molding was visually observed. As a result, no wrinkles were observed on the surface of the design layer of the vehicle interior material.
- Test Examples 2 to 5 as shown in Table 1, except that the thickness of the film layer and the core layer was changed or a metal foil was provided on the film layer, it was prepared in the same manner as in Test Example 1, The strain was measured and the surface of the design layer after heat molding was observed. The results are shown in Table 1.
- Test Example 6 which was prepared in the same manner as Test Example 1 except that the second film layer had the same structure as the first film layer, was strained in the same manner as in Test Example 1. And the surface of the design layer after heat molding was observed. The results are shown in Table 1.
- the vehicle interior material of the present invention while maintaining high rigidity, it is possible to suppress the occurrence of wrinkles on the surface of the design layer after heat molding, the vehicle interior material of the present invention, Are useful for parts that require high rigidity and aesthetics, such as floor carpets, trunk trims, trunk floors, headlinings, and seat back covers.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Laminated Bodies (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
- Soundproofing, Sound Blocking, And Sound Damping (AREA)
Abstract
Description
第1の実施形態の車両用内装材は、図4及び図5に示すように、上述したコア層10と、その一方側の面に設けられた意匠層50と、コア層10と意匠層50との間に設けられた第1のフィルム層30と、コア層10の他方の面に設けられた第2のフィルム層40とを備える。なお、本発明の車両用内装材は、意匠層50側が車両の室内側に位置するように用いられる。
第2の実施形態の車両用内装材は、図7に示すように、上述したコア層10と、その一方側の面に設けられた意匠層50と、コア層10と意匠層50との間に設けられた第1のフィルム層30と、コア層10の他方の面に設けられた複数の開孔を有する第2のフィルム層40aとを備える。なお、第1の実施形態と同様の構成については同様の符号を付し、ここでの詳細な説明は省略する。

10 コア層
11 山部
12 谷部
13 側面部
14 底面部
15 山部接続面
16 谷部接続面
17 頂面
18 コア材料裏面
19 貫通孔
20 セル
21 閉鎖面
22 解放端
30 第1のフィルム層
40 第2のフィルム層
50 意匠層
Claims (6)
- 内部に中空部を有する硬質なコア層と、前記コア層の一方の面側に設けられた意匠層と、前記コア層と前記意匠層との間に設けられた第1のフィルム層と、前記コア層の前記第1のフィルム層とは反対側の面に設けられた第2のフィルム層とを備える複層構造の車両用内装材であって、前記第1のフィルム層、前記コア層、および前記第2のフィルム層の構造体における前記第1のフィルム層側の面のひずみεaが、前記構造体の前記第2のフィルム層側の面のひずみεbよりも小さい車両用内装材。
- 前記コア層が、筒状のセルが複数の列をなして配置された構造を有する請求項1に記載の車両用内装材。
- 前記構造体における前記第1のフィルム層側の面のひずみεaと、前記構造体の前記第2のフィルム層側の面のひずみεbと、前記構造体の厚みhとの関係が、0<εa×h/(εa+εb)<5の式を満たすものである請求項1又は2に記載の車両用内装材。
- 前記構造体の厚みhが20mm未満である請求項3に記載の車両用内装材。
- 前記第1のフィルム層または前記第2のフィルム層が、層を貫通する複数の開孔を有する請求項1~4のいずれか一項に記載の車両用内装材。
- 前記コア層の前記セルの各々が、一方の端に閉鎖面、他方の端に開放端を有し、前記セルの前記解放端によって前記セルの内部空間が外部と連通しており、前記セルの前記解放端が、前記コア層の両面において、隣接したセルの列が一列おきに配置されている請求項1~5のいずれか一項に記載の車両用内装材。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/270,510 US12109792B2 (en) | 2019-01-25 | 2019-01-25 | Vehicle interior material |
| PCT/JP2019/002537 WO2020152864A1 (ja) | 2019-01-25 | 2019-01-25 | 車両用内装材 |
| CN201980057486.3A CN112638715B (zh) | 2019-01-25 | 2019-01-25 | 车辆用内饰材料 |
| JP2020567344A JP7187053B2 (ja) | 2019-01-25 | 2019-01-25 | 車両用内装材 |
| EP19912175.7A EP3915842B1 (en) | 2019-01-25 | 2019-01-25 | Vehicle interior material |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2019/002537 WO2020152864A1 (ja) | 2019-01-25 | 2019-01-25 | 車両用内装材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020152864A1 true WO2020152864A1 (ja) | 2020-07-30 |
Family
ID=71736912
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/002537 Ceased WO2020152864A1 (ja) | 2019-01-25 | 2019-01-25 | 車両用内装材 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12109792B2 (ja) |
| EP (1) | EP3915842B1 (ja) |
| JP (1) | JP7187053B2 (ja) |
| CN (1) | CN112638715B (ja) |
| WO (1) | WO2020152864A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023110230A (ja) * | 2022-01-28 | 2023-08-09 | 株式会社イノアックコーポレーション | 内装部材 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117656635A (zh) * | 2023-12-20 | 2024-03-08 | 无锡吉兴汽车部件有限公司 | 一种汽车衣帽架所用板材及其制备方法与应用 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58101042A (ja) * | 1981-12-10 | 1983-06-16 | 盟和産業株式会社 | 車輛用内装材及びこれを製造するための真空成形型 |
| JPS5991049A (ja) * | 1982-11-16 | 1984-05-25 | 池田物産株式会社 | 内装材料の製造方法 |
| WO2006053407A1 (en) | 2004-11-19 | 2006-05-26 | K.U.Leuven Research & Development | Half closed thermoplastic honeycomb, their production process and equipment to produce |
| JP2013233796A (ja) | 2012-04-10 | 2013-11-21 | Kurabo Ind Ltd | 積層構造体 |
| JP2015187632A (ja) * | 2014-03-26 | 2015-10-29 | 川上産業株式会社 | 吸音材 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6045898A (en) * | 1996-02-02 | 2000-04-04 | Toray Industried, Inc. | Resin compositions for fiber-reinforced composite materials and processes for producing the same, prepregs, fiber-reinforced composite materials, and honeycomb structures |
| JP3741413B2 (ja) | 1999-12-22 | 2006-02-01 | ニチアス株式会社 | 吸音構造体 |
| EP1020846B1 (en) | 1999-01-14 | 2018-09-19 | Nichias Corporation | Sound absorbing structure |
| DE20211026U1 (de) * | 2001-12-17 | 2002-10-02 | Bayer Ag, 51373 Leverkusen | Verbundteile aus Deckschichten und Polyurethan-Sandwichmaterialien |
| CN100445087C (zh) * | 2003-11-11 | 2008-12-24 | 佛山塑料集团股份有限公司 | 一种纤维编织层加强的防渗土工膜及其制备工艺 |
| JP2006315443A (ja) | 2005-05-10 | 2006-11-24 | Chugai:Kk | 衝撃吸収吸音材 |
| CN100578134C (zh) * | 2007-04-26 | 2010-01-06 | 武汉钢铁(集团)公司 | 一种陶瓷蓄热体 |
| JP5167751B2 (ja) | 2007-10-11 | 2013-03-21 | ヤマハ株式会社 | 吸音構造 |
| JP2010274527A (ja) | 2009-05-28 | 2010-12-09 | Daihatsu Motor Co Ltd | ハニカム構造板の製造方法 |
| JP4981880B2 (ja) | 2009-11-30 | 2012-07-25 | 株式会社神戸製鋼所 | 防音材及び防音システム |
| JP5491232B2 (ja) * | 2010-02-23 | 2014-05-14 | 株式会社林技術研究所 | 車両用成形敷設内装材 |
| JP5810425B2 (ja) | 2010-03-01 | 2015-11-11 | 名古屋油化株式会社 | 吸遮音パネル部材 |
| JP5593126B2 (ja) | 2010-06-04 | 2014-09-17 | 盟和産業株式会社 | 自動車用の床敷材 |
| JP4807477B2 (ja) * | 2011-05-10 | 2011-11-02 | 東レ株式会社 | プレス成形品の製造方法 |
| US20140302276A1 (en) * | 2011-10-31 | 2014-10-09 | Kurashiki Boseki Kabushiki Kaisha | Multilayer structure |
| JP2013237242A (ja) * | 2012-05-17 | 2013-11-28 | Toray Ind Inc | ハニカム構造体およびサンドイッチ構造体 |
| JP2015074358A (ja) | 2013-10-09 | 2015-04-20 | 河西工業株式会社 | 制振補強材 |
| JP6607664B2 (ja) | 2014-06-23 | 2019-11-20 | 日産自動車株式会社 | 自動車の荷室用のパネル材 |
| EP3187330B1 (en) | 2014-08-29 | 2019-09-04 | Mitsubishi Gas Chemical Company, Inc. | Honeycomb structure and sandwich structure |
| CN204109475U (zh) * | 2014-09-30 | 2015-01-21 | 张家港长泰汽车饰件材料有限公司 | 一种采用背胶玻纤布的汽车板材 |
| JP6725230B2 (ja) | 2015-09-29 | 2020-07-15 | 岐阜プラスチック工業株式会社 | 樹脂構造体及び樹脂構造体の製造方法 |
| JP2017151256A (ja) * | 2016-02-24 | 2017-08-31 | 宇部エクシモ株式会社 | 中空構造板及び吸音構造体 |
| JP7113459B2 (ja) | 2017-06-07 | 2022-08-05 | 株式会社Ihi | 吸音パネル及び吸音パネルの製造方法 |
| US11794670B2 (en) * | 2018-03-29 | 2023-10-24 | Kotobukiya Fronte Co., Ltd. | Automobile component |
| JP7326649B2 (ja) * | 2018-10-26 | 2023-08-16 | 寿屋フロンテ株式会社 | 自動車用遮音材 |
| EP3904722A4 (en) * | 2018-12-25 | 2022-02-23 | MT-Tec LLC | DAMPING MATERIAL |
-
2019
- 2019-01-25 WO PCT/JP2019/002537 patent/WO2020152864A1/ja not_active Ceased
- 2019-01-25 JP JP2020567344A patent/JP7187053B2/ja active Active
- 2019-01-25 CN CN201980057486.3A patent/CN112638715B/zh active Active
- 2019-01-25 US US17/270,510 patent/US12109792B2/en active Active
- 2019-01-25 EP EP19912175.7A patent/EP3915842B1/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58101042A (ja) * | 1981-12-10 | 1983-06-16 | 盟和産業株式会社 | 車輛用内装材及びこれを製造するための真空成形型 |
| JPS5991049A (ja) * | 1982-11-16 | 1984-05-25 | 池田物産株式会社 | 内装材料の製造方法 |
| WO2006053407A1 (en) | 2004-11-19 | 2006-05-26 | K.U.Leuven Research & Development | Half closed thermoplastic honeycomb, their production process and equipment to produce |
| JP2013233796A (ja) | 2012-04-10 | 2013-11-21 | Kurabo Ind Ltd | 積層構造体 |
| JP2015187632A (ja) * | 2014-03-26 | 2015-10-29 | 川上産業株式会社 | 吸音材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3915842A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023110230A (ja) * | 2022-01-28 | 2023-08-09 | 株式会社イノアックコーポレーション | 内装部材 |
| JP7778578B2 (ja) | 2022-01-28 | 2025-12-02 | 株式会社イノアックコーポレーション | 内装部材 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2020152864A1 (ja) | 2021-12-02 |
| EP3915842B1 (en) | 2026-04-15 |
| JP7187053B2 (ja) | 2022-12-12 |
| CN112638715B (zh) | 2024-02-13 |
| US12109792B2 (en) | 2024-10-08 |
| US20210394482A1 (en) | 2021-12-23 |
| EP3915842A4 (en) | 2022-01-19 |
| EP3915842A1 (en) | 2021-12-01 |
| CN112638715A (zh) | 2021-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7674438B2 (ja) | 制振材 | |
| JP7326649B2 (ja) | 自動車用遮音材 | |
| JP6925082B2 (ja) | 自動車用吸音材 | |
| JP6930774B2 (ja) | 自動車用部品 | |
| JP7187053B2 (ja) | 車両用内装材 | |
| CN112639961B (zh) | 汽车用隔音材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19912175 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020567344 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019912175 Country of ref document: EP Effective date: 20210825 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 2019912175 Country of ref document: EP |