WO2020235343A1 - 複合積層体及びその製造方法 - Google Patents
複合積層体及びその製造方法 Download PDFInfo
- Publication number
- WO2020235343A1 WO2020235343A1 PCT/JP2020/018510 JP2020018510W WO2020235343A1 WO 2020235343 A1 WO2020235343 A1 WO 2020235343A1 JP 2020018510 W JP2020018510 W JP 2020018510W WO 2020235343 A1 WO2020235343 A1 WO 2020235343A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin
- layer
- composite laminate
- fiber
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/02—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising combinations of reinforcements, e.g. non-specified reinforcements, fibrous reinforcing inserts and fillers, e.g. particulate fillers, incorporated in matrix material, forming one or more layers and with or without non-reinforced or non-filled layers
- B29C70/021—Combinations of fibrous reinforcement and non-fibrous material
- B29C70/025—Combinations of fibrous reinforcement and non-fibrous material with particular filler
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/003—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/50—Removing moulded articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/12—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of short length, e.g. in the form of a mat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/281—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyimides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/286—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polysulphones; polysulfides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/288—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyketones
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
- B32B5/265—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer
- B32B5/266—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer next to one or more non-woven fabric layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/20—Making multilayered or multicoloured articles
- B29C43/203—Making multilayered articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/50—Shaping or impregnating by compression not applied for producing articles of indefinite length, e.g. prepregs, sheet moulding compounds [SMC] or cross moulding compounds [XMC]
- B29C70/504—Shaping or impregnating by compression not applied for producing articles of indefinite length, e.g. prepregs, sheet moulding compounds [SMC] or cross moulding compounds [XMC] using rollers or pressure bands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/12—Thermoplastic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
- B32B2260/023—Two or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
- B32B2262/0269—Aromatic polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/101—Glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
- B32B2264/1021—Silica
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
- B32B2264/1023—Alumina
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/20—Particles characterised by shape
- B32B2264/202—Solid spheres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/30—Particles characterised by physical dimension
- B32B2264/302—Average diameter in the range from 100 nm to 1000 nm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/30—Particles characterised by physical dimension
- B32B2264/303—Average diameter greater than 1µm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/30—Particles characterised by physical dimension
- B32B2264/307—Surface area of particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
Definitions
- the present invention relates to a fiber-reinforced composite laminate and a method for producing the composite laminate.
- Fiber reinforced plastic is used in various fields such as golf clubs, tennis rackets, aircraft, and automobiles as a material to replace metal because it is light and strong.
- fiber reinforced plastics are attracting attention in the field of automobiles because weight reduction of automobiles is required to achieve low fuel consumption.
- a fiber-reinforced resin made of a thermosetting resin cannot achieve high productivity and low cost, which are indispensable for manufacturing automobile parts, because heat treatment (curing reaction) is required after molding. Therefore, there is a demand for a fiber-reinforced thermoplastic resin (hereinafter, also referred to as "FRTP”) that uses a thermoplastic resin that is easy to mold instead of a thermosetting resin.
- FRTP fiber-reinforced thermoplastic resin
- stamping molding is generally performed in which a sheet impregnated with a thermoplastic resin is laminated on continuous fibers and heated and pressed with a press or the like to shape the fiber into a desired shape. Since the member thus obtained uses continuous fibers, it can be designed to have excellent mechanical properties, and the variation in mechanical properties is small. However, since it is a continuous fiber, it is difficult to form a complicated shape such as a three-dimensional shape, and it is mainly limited to a member having a nearly planar shape.
- Patent Document 1 by making a cut in a prepreg made of continuous fiber and a thermoplastic resin, molding can be performed in a short time, and it shows excellent shapeability at the time of molding and is excellent when it is used as a FRTP member. It has been proposed that mechanical properties can be exhibited.
- Patent Document 2 a prepreg containing discontinuous fibers and thermoplastic fibers (a semi-cured sheet-like molding intermediate material in which continuous or discontinuous reinforcing fibers are impregnated with a thermosetting resin or a thermoplastic resin is referred to as a prepreg. Is proposed to be used.
- Patent Document 1 and Patent Document 2 when prepregs are laminated to produce FRTP, there is a problem that the laminated base material adheres to a belt or a mold of a molding machine and a FRTP member cannot be stably obtained. there were.
- a mold release agent is used as a method of preventing the material from sticking to the mold of the molding machine, but the surface property may be deteriorated (poor appearance) due to the transfer of the mold release agent to the surface of the FRTP member. ..
- a release film is used to avoid this.
- the use of the release film inhibits heat transfer from the heated or cooled mold to the laminated substrate.
- the thermoplastic resin is insufficiently melted or cooled and solidified, and the mechanical properties such as strength and rigidity of the obtained FRTP member are lowered. If the temperature of the mold is excessively raised or lowered in order to solve this problem, the mold may repeatedly contract and expand and be damaged.
- Patent Document 3 proposes to make the thickness of the release film 10 times or less that of the prepreg, or to use a plate that has been subjected to a release treatment.
- Japanese Unexamined Patent Publication No. 2009-286817 Japanese Unexamined Patent Publication No. 2010-235779 Japanese Unexamined Patent Publication No. 2015-51629
- Patent Document 3 does not propose a method for stably producing a FRTP member having a good surface appearance and excellent quality without using a method such as a release film. Further, no method has been proposed for simultaneously increasing mechanical properties such as strength and rigidity of FRTP members.
- An object of the present invention is to provide a composite laminate having excellent mold releasability from a mold in a manufacturing process, and excellent surface appearance (surface smoothness) and mechanical properties, and a method for producing the composite laminate. is there.
- the present invention provides the following composite laminate and a method for producing the same.
- the layer A has a volume average particle diameter.
- the B layer contains reinforcing fibers (b1) having an average fiber length of 1 mm or more and a thermoplastic resin (b2) containing spherical particles (a1) having a diameter of 0.01 ⁇ m to 100 ⁇ m and a thermoplastic resin (a2). ) And a composite laminate.
- Item 2 The composite laminate according to Item 1, wherein the spherical particles (a1) are at least one selected from the group consisting of silica, alumina, and glass beads.
- the thermoplastic resin (a2) is a polyolefin resin, a polystyrene resin, a polyester resin, an aliphatic polyamide resin, a semi-aromatic polyamide resin, a polyphenylene sulfide resin, a polyether sulfone resin, a polyether aromatic ketone resin, Item 2.
- the composite laminate according to Item 1 or Item 2 which is at least one selected from the group consisting of a polyetherimide resin and a thermoplastic polyimide resin.
- the content of the spherical particles (a1) is 0.5% by mass to 30% by mass in 100% by mass of the total amount of the components contained in the A layer.
- Item 5 The composite laminate according to any one of Items 1 to 4, wherein the thickness of the A layer is less than 500 ⁇ m.
- Item 6 The composite laminate according to any one of Items 1 to 5, wherein the reinforcing fiber (b1) is at least one selected from the group consisting of carbon fiber, glass fiber and aramid fiber.
- Item 7 The item according to any one of Items 1 to 6, wherein the content of the reinforcing fiber (b1) is 10% by mass to 80% by mass in 100% by mass of the total amount of the components contained in the B layer. Composite laminate.
- the thermoplastic resin (b2) is a polyolefin resin, a polystyrene resin, a polyester resin, an aliphatic polyamide resin, a semi-aromatic polyamide resin, a polyphenylene sulfide resin, a polyether sulfone resin, a polyether aromatic ketone resin, Item 2.
- Item 9 The composite laminate according to any one of Items 1 to 8, wherein the thickness of the B layer is 0.3 mm or more.
- Item 10 The composite laminate according to any one of Items 1 to 9, which is for an automobile member or an electric / electronic device member.
- a film (a3) containing spherical particles (a1) having a volume average particle diameter of 0.01 ⁇ m to 100 ⁇ m and a thermoplastic resin (a2) is laminated and arranged on one side or both sides of (b3).
- a composite laminate and a method for producing a composite laminate having excellent mold releasability from a mold and excellent surface appearance (surface smoothness) and mechanical properties in a manufacturing process it is possible to provide a composite laminate and a method for producing a composite laminate having excellent mold releasability from a mold and excellent surface appearance (surface smoothness) and mechanical properties in a manufacturing process. ..
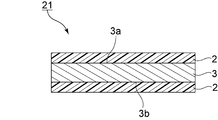
- FIG. 1 is a schematic cross-sectional view showing a composite laminate according to the first embodiment of the present invention.
- FIG. 2 is a schematic cross-sectional view showing a composite laminate according to a second embodiment of the present invention.
- the composite laminate of the present invention includes an A layer and a B layer, and the A layer is directly or indirectly provided on one side or both sides of the B layer. It is preferable that the A layer is directly provided on one side or both sides of the B layer. However, the A layer may be provided on one side or both sides of the B layer via the other layer. In this case, the other layer may be a layer different from the A layer and the B layer.
- the A layer contains spherical particles (a1) having a volume average particle diameter of 0.01 ⁇ m to 100 ⁇ m and a thermoplastic resin (a2).
- the B layer contains a reinforcing fiber (b1) having an average fiber length of 1 mm or more and a thermoplastic resin (b2).
- FIG. 1 is a schematic cross-sectional view showing a composite laminate according to the first embodiment of the present invention.
- the composite laminate 1 includes a first layer, the A layer 2, and a second layer, the B layer 3.
- the B layer 3 has a first main surface 3a and a second main surface 3b facing each other.
- the A layer 2 is provided on the first main surface 3a of the B layer 3.
- the layer A 2 is formed of a film (a3) containing spherical particles (a1) and a thermoplastic resin (a2).
- the B layer 3 is formed of a sheet (b3) containing a reinforcing fiber (b1) and a thermoplastic resin (b2).
- the film (a3) and the sheet (b3) are integrated. Specifically, for example, as described in the manufacturing method described later, the film (a3) is laminated and arranged on one side or both sides of the sheet (b3), and the laminated laminate is heated and pressurized. It is integrated.
- FIG. 2 is a schematic cross-sectional view showing the composite laminate according to the second embodiment of the present invention.
- the A layer 2 is also provided on the second main surface 3b of the B layer 3.
- Other points are the same as those in the first embodiment.
- the A layer may be provided only on one side of the B layer, and the A layer may be provided on both sides of the B layer. It may be provided.
- the layer A constituting the composite laminate of the present invention is formed of a film (a3) containing spherical particles (a1) having a volume average particle diameter of 0.01 ⁇ m to 100 ⁇ m and a thermoplastic resin (a2). ..
- the A layer exists on one side or both sides of the B layer described later. Since the layer A is present on the surface layer, the back layer, or the front and back layers of the composite laminate, it is excellent in releasability at the time of molding, surface smoothness of the composite laminate, and mechanical properties.
- the thickness of the A layer is preferably smaller than the thickness of the B layer, more preferably less than 500 ⁇ m, further preferably 30 ⁇ m to 450 ⁇ m, particularly preferably 50 ⁇ m to 300 ⁇ m, and most preferably 100 ⁇ m to 200 ⁇ m. .. If the thickness of the A layer becomes too thick, the content of the reinforcing fibers (b1) in the composite laminate may decrease, resulting in a decrease in strength. On the other hand, when the thickness of the A layer is smaller than the thickness of the B layer, the mechanical properties of the B layer can be maximized, and a composite laminate having even more excellent mechanical properties can be obtained.
- the thickness of the A layer when the A layer is present on both sides of the B layer means the total thickness of the A layers on both sides.
- the thickness ratio of the A layer to the B layer is preferably 0.01 or more, more preferably 0.05 or more, preferably 0.50 or less, and more preferably 0.30 or less. ..
- spherical particles (a1)) examples include silica, glass beads, glass balloons, alumina, calcium carbonate, magnesium carbonate and the like, and at least one selected from the group consisting of silica, alumina and glass beads is preferable. It is a seed.
- spherical includes not only a true spherical shape but also a substantially spherical shape such as an ellipse, and those having irregularities on their surfaces.
- the aspect ratio (ratio of major axis to minor axis) of spherical silica is, for example, preferably 2 or less, and more preferably 1.5 or less.
- the aspect ratio can be determined as a value obtained by observing the shapes of arbitrary 50 particles using a scanning electron microscope (SEM) and averaging the aspect ratios of these particles.
- the silica does not mean only silicon dioxide in a narrow sense, but means a silicic acid-based filler, and can be appropriately selected from those used as conventional resin fillers, but is an amorphous silica. It is preferable to have.
- amorphous silica examples include dry silica (anhydrous silica) and wet silica (hydrous silicic acid). Dry silica is obtained, for example, by a combustion method in which silicon tetrachloride is burned in an oxygen / hydrogen flame. Wet silica can be obtained, for example, by a precipitation method or a gel method in which sodium silicate is neutralized with an inorganic acid, a sol-gel method in which alkoxysilane is hydrolyzed, or the like.
- the volume average particle diameter of the spherical particles (a1) is 0.01 ⁇ m to 100 ⁇ m, preferably 0.01 ⁇ m to 10 ⁇ m, more preferably 0.05 ⁇ m to 6 ⁇ m, and further preferably 0.1 ⁇ m to 4 ⁇ m. Yes, particularly preferably 0.3 ⁇ m to 2 ⁇ m.
- the volume average particle size is the particle size of points corresponding to 50% of the volume when the cumulative frequency distribution curve by the particle size is obtained with the total volume of the particles as 100%, and the particle size using the laser diffraction scattering method. It can be measured with a distribution measuring device or the like.
- the specific surface area (BET method) of the spherical particles (a1) is preferably 1 m 2 / g to 30 m 2 / g, more preferably 2 m 2 / g to 20 m 2 / g, and 3 m 2 / g to. It is more preferably 10 m 2 / g.
- the specific surface area can be measured in accordance with JIS Z8830.
- the BET method is a method in which a nitrogen gas having a known occupied area is adsorbed on the surface of the sample powder particles, and the specific surface area of the sample powder particles is obtained from the adsorbed amount.
- the specific surface area obtained by this method is calculated as "BET method”. It is called "BET specific surface area”.
- the spherical particles (a1) are used in the present invention in order to improve the wettability with the thermoplastic resin (a2) and further improve the physical properties such as the mechanical properties of the obtained resin composition.
- a treatment layer made of a surface treatment agent may be formed on the surface of the surface.
- Examples of the surface treatment agent include a silane coupling agent and a titanium coupling agent.
- silane coupling agents are preferable, and amino-based silane coupling agents, epoxy-based silane coupling agents, and alkyl-based silane coupling agents are more preferable.
- the above-mentioned surface treatment agent may be used alone or in combination of two or more.
- amino-based silane coupling agent examples include N-2- (aminoethyl) -3-aminopropylmethyldimethoxysilane, N-2- (aminoethyl) -3-aminopropyltrimethoxysilane, and 3-aminopropyltri.
- Methoxysilane, 3-aminopropyltriethoxysilane, 3-ethoxysilyl-N- (1,3-dimethylbutylidene) propylamine, N-phenyl-3-aminopropyltrimethoxysilane, N- (vinylbenzyl) -2 -Aminoethyl-3-aminopropyltrimethoxysilane and the like can be mentioned.
- epoxy-based silane coupling agent examples include 3-glycidyloxypropyl (dimethoxy) methylsilane, 3-glycidyloxypropyltrimethoxysilane, diethoxy (3-glycidyloxypropyl) methylsilane, and triethoxy (3-glycidyloxypropyl) silane.
- examples thereof include 2- (3,4-epylcyclohexyl) ethyltrimethoxysilane.
- alkyl-based silane coupling agent examples include methyltrimethoxysilane, dimethyldimethoxysilane, trimethylmethoxysilane, methyltriethoxysilane, ethyltrimethoxysilane, n-propyltrimethoxysilane, isobutyltrimethoxysilane, and isobutyltriethoxysilane. , N-hexyltrimethoxysilane, n-hexyltriethoxysilane, cyclohexylmethyldimethoxysilane, n-octyltriethoxysilane, n-decyltrimethoxysilane and the like.
- a known surface treatment method can be used, for example, a solvent for promoting hydrolysis (for example, water, alcohol or these).
- a wet method in which a surface treatment agent is dissolved in a mixed solvent (a1) to prepare a solution, and the solution is sprayed onto spherical particles (a1), and an integral blend method in which the spherical particles (a1) and the surface treatment agent are mixed in a resin composition. And so on.
- the amount of the surface treatment agent when treating the surface of the spherical particles (a1) used in the present invention is not particularly limited, but in the case of the wet method, for example, with respect to 100 parts by mass of the spherical particles (a1).
- the solution of the surface treatment agent may be sprayed so that the amount of the surface treatment agent is 0.1 parts by mass to 20 parts by mass.
- the surface treatment is preferably 1 part by mass to 50 parts by mass, more preferably 10 parts by mass to 40 parts by mass with respect to 100 parts by mass of the spherical particles (a1).
- the agent may be added to the resin composition.
- the content of the spherical particles (a1) is preferably 0.5% by mass to 30% by mass, and 1% by mass to 20% by mass, based on 100% by mass of the total amount of the components contained in the film (a3). Is more preferable, and 3% by mass to 15% by mass is further preferable.
- the mechanical properties of the composite laminate are further improved without deteriorating the film-forming property of the film described later.
- thermoplastic resin (a2) used for the film (a3) is not particularly limited as long as it is a thermoplastic resin that can be formed into a film, and is, for example, a polypropylene (PP) resin, a polyethylene (PE) resin, or a cyclic polyolefin (COP) resin.
- PP polypropylene
- PE polyethylene
- COP cyclic polyolefin
- Polyamide resins such as cyclic olefin copolymer (COC) resin; polystyrene (PS) resin, syndiotactic polystyrene (SPS) resin, impact resistant polystyrene (HIPS) resin, acrylonitrile-butylene-styrene copolymer (ABS) resin , Methyl methacrylate / styrene copolymer (MS), methyl methacrylate / styrene / butadiene copolymer (MBS), styrene / butadiene copolymer (SBR), styrene / isoprene copolymer (SIR), styrene / isoprene / Polyamide copolymer (SIBR), styrene / butadiene / styrene copolymer (SBS), styrene / isoprene
- Polyamide resin Polyacetal (POM) resin; Polyamide (PC) resin; Polyamide 6 resin, Polyamide 66 resin, Polyamide 11 resin, Polyamide 12 resin, Polyamide 46 resin, Polyamide 6C resin, Polyamide 9C resin, Polyamide 6 resin and Polyamide 66
- An aliphatic polyamide (PA) resin such as a resin copolymer (polyamide 6/66 resin), a polyamide 6 resin and a polyamide 12 resin copolymer (polyamide 6/12 resin); polyamide MXD6 resin, polyamide MXD10 resin, polyamide Semi-aromatic polyamide (PA) resin consisting of structural units having and not having an aromatic ring such as 6T resin, polyamide 9T resin, and polyamide 10T resin; polyphenylene sulfide (PPS) resin; polyether sulfone (PES) resin Liquid crystal polyester (LCP) resin; Polyamide aromatic ketone resin such as polyether ketone (PEK) resin, polyether ether ketone (PEEK) resin
- PEI Polyetherimide
- PAI polyamideimide
- TPI thermoplastic polyimide
- PVDF polyvinylidene fluoride
- PVF polyvinyl fluoride
- ETFE ethylene / tetrafluoroethylene copolymer
- Fluorine-based resin and the like can be exemplified.
- a mixture of two or more compatible thermoplastic resins selected from the above thermoplastic resins, that is, a polymer alloy or the like can also be used.
- the thermoplastic resin (a2) includes a polyolefin resin, a polystyrene resin, a polyester resin, an aliphatic polyamide (PA) resin, a semi-aromatic polyamide (PA) resin, a polyphenylene sulfide (PPS) resin, and a polyether. It is preferably at least one selected from the group consisting of sulfone (PES) resin, polyether aromatic ketone resin, polyetherimide (PEI) resin and thermoplastic polyimide (TPI) resin.
- PES polyether aromatic ketone
- PEI polyetherimide
- TPI thermoplastic polyimide
- thermoplastic resin (a2) is preferably the same type as the thermoplastic resin (b2) described later from the viewpoint of further enhancing the adhesion to the B layer.
- thermoplastic resin (b2) is an aliphatic polyamide (PA)
- thermoplastic resin (a2) is preferably an aliphatic polyamide (PA) resin or a semi-aromatic polyamide (PA).
- thermoplastic resin (a2) is not particularly limited as long as it can be melt-kneaded, and for example, powder, granules, or pellets can be used.
- the content of the thermoplastic resin (a2) is preferably 70% by mass to 99.5% by mass, preferably 80% by mass to 99% by mass, based on 100% by mass of the total amount of the components contained in the film (a3). More preferably, it is more preferably 85% by mass to 97% by mass.
- the film (a3) can contain other additives as long as the preferable physical properties are not impaired.
- Other additives include aramid fiber, polyphenylene benzoxazole (PBO) fiber, glass fiber, carbon fiber, alumina fiber, boron fiber, silicon carbide fiber, potassium titanate fiber, wallastnite fiber, calcium carbonate, mica, mica, etc.
- Filling materials such as cericite, illite, talc, kaolinite, montmorillonite, boehmite, smectite, vermiculite, titanium dioxide, potassium titanate, lithium potassium titanate, boehmite; polytetrafluoroethylene (PTFE), low density polyethylene, straight chain State Low density polyethylene, medium density polyethylene, high density polyethylene, polyolefin resin such as ultra high molecular weight polyethylene, solid lubricant such as graphite, molybdenum disulfide, tungsten disulfide, boron nitride; heat stabilizer such as copper compound; hindered Light stabilizers such as phenolic light stabilizers; Nucleating agents; Antistatic agents such as anionic antistatic agents, cationic antistatic agents, nonionic antistatic agents; Antiaging agents (antioxidants); Weather retardants ; Light retardants; Metal retardants; Benzophenone-based UV absorbers, benzotriazole-based UV absorbers,
- the blending amount thereof is not particularly limited as long as it does not impair the preferable physical properties of the present invention, and is preferably in 100% by mass of the total amount of the components contained in the film (a3). 5% by mass or less, more preferably 1% by mass or less.
- the composite laminate of the present invention prepares a film (a3) constituting the A layer and a sheet (b3) forming the B layer, respectively, and forms the film (a3) on one side or both sides of the sheet (b3). It is obtained by integrating the film (a3) and the sheet (b3) by arranging them in a laminated manner on top and heating and pressurizing the obtained laminate with a molding machine.
- the method for producing the film (a3) forming the A layer is not particularly limited, and for example, a known melt film forming method such as a T die casting method, a calendar method, or a pressing method can be adopted.
- spherical particles (a1), a thermoplastic resin (a2), and other additives, if necessary, are directly mixed to form a melt film so as to have the above content; Spherical particles (a1), thermoplastic resin (a2), and other additives, if necessary, are melt-kneaded in advance so as to have a content to prepare pellets of the mixture, which are used for melt-forming.
- the method of doing this can be mentioned.
- the film (a3) can be used as either a stretched film or an unstretched film, but the stretched film is preferable because wrinkles and sagging can be prevented due to shrinkage during heating and melting, and the appearance of the molded product is further improved. ..
- the draw ratio is preferably 2 to 15 times.
- the stretch ratio is defined as the area ratio obtained by multiplying the horizontal stretch ratio by the vertical stretch ratio based on the film size in which the casting roll appears during film formation.
- the thickness of the film (a3) forming the layer A before producing the composite laminate of the present invention is preferably less than 500 ⁇ m, more preferably 30 ⁇ m to 450 ⁇ m, and more preferably 50 ⁇ m to 300 ⁇ m. It is more preferably 100 ⁇ m to 200 ⁇ m, and most preferably 100 ⁇ m to 200 ⁇ m.
- the thickness of the film (a3) forming the A layer is less than 500 ⁇ m, the surface smoothness of the surface of the composite laminate after stamping molding can be further improved without impairing the mechanical properties of the composite laminate. ..
- the B layer constituting the composite laminate of the present invention is a layer formed of a sheet (b3) containing a reinforcing fiber (b1) having an average fiber length of 1 mm or more and a thermoplastic resin (b2), and is a composite. It is the core layer of the laminated body.
- the thickness of the B layer can be arbitrarily selected depending on the shape of the target member, and is preferably 0.3 mm to 15 mm, more preferably 1 mm to 10 mm, and 1.5 mm to 5 mm from the viewpoint of mechanical properties. Is more preferable.
- the reinforcing fiber (b1) used for the sheet (b3) is not particularly limited as long as the average fiber length is 1 mm or more, and inorganic fiber, organic fiber, metal fiber, or a combination of two or more of these can be used.
- inorganic fiber include carbon fiber, graphite fiber, silicon carbide fiber, alumina fiber, tungsten carbide fiber, boron fiber, glass fiber and the like.
- organic fiber include aramid fiber, polyparaphenylene benzoxazole (PBO) fiber, high-density polyethylene fiber, other general polyamide fiber, polyester and the like.
- the metal fiber include fibers such as stainless steel and iron, and carbon fibers coated with metal may also be used.
- Carbon fibers are further preferable from the viewpoint of further improving mechanical properties such as the strength of the final molded product.
- Carbon fiber is a fiber produced by carbonizing acrylic fiber or pitch (a by-product of petroleum, coal, coal tar, etc.) at a high temperature, and according to the JIS standard, the precursor of organic fiber is heat-carbonized. It is defined as a fiber in which 90% or more by mass is composed of carbon.
- Acrylic fibers are called PAN-based carbon fibers
- carbon fibers using pitch are called pitch-based carbon fibers.
- the fibers are preferably discontinuous, and the average fiber length is more preferably 1 mm to 100 mm, further preferably 2 mm to 50 mm.
- the average fiber diameter of the reinforcing fibers (b1) is preferably 1 ⁇ m to 50 ⁇ m, and more preferably 5 ⁇ m to 20 ⁇ m.
- the reinforcing fibers (b1) may be a bundle of reinforcing fibers aggregated with a converging agent or the like as long as the average fiber diameter is as described above.
- the content of the reinforcing fiber (b1) is preferably 10% by mass to 80% by mass, more preferably 20% by mass to 70% by mass, based on 100% by mass of the total amount of the components contained in the sheet (b3). It is preferable, and it is more preferably 30% by mass to 60% by mass.
- the reinforcing fiber (b1) By setting the reinforcing fiber (b1) to 10% by mass or more, a further reinforcing effect by the fiber can be obtained, and by setting it to 80% by mass or less, the manufacturability of the sheet described later is further improved.
- thermoplastic resin (b2) used for the sheet (b3) is not particularly limited as long as it is a thermoplastic resin that can be fibred or filmed, and is, for example, a polypropylene (PP) resin, a polyethylene (PE) resin, or a cyclic polyolefin.
- PP polypropylene
- PE polyethylene
- Polyamide resins such as (COP) resin and cyclic olefin copolymer (COC) resin; polystyrene (PS) resin, syndiotactic polystyrene (SPS) resin, impact resistant polystyrene (HIPS) resin, acrylonitrile-butylene-styrene copolymer (ABS) Resin, Methyl methacrylate / styrene copolymer (MS), Methyl methacrylate / styrene / butadiene copolymer (MBS), styrene / butadiene copolymer (SBR), styrene / isoprene copolymer (SIR) , Styrene / Isoprene / Polyamide Copolymer (SIBR), Styrene / butadiene / Styre Copolymer (SBS), Styrene / Isopren
- Polyamide resin such as resin; Polyacetal (POM) resin; Polyamide (PC) resin; Polyamide 6 resin, Polyamide 66 resin, Polyamide 11 resin, Polyamide 12 resin, Polyamide 46 resin, Polyamide 6C resin, Polyamide 9C resin, Polyamide 6
- An aliphatic polyamide (PA) resin such as a copolymer of a resin and a polyamide 66 resin (polyamide 6/66 resin) and a copolymer of a polyamide 6 resin and a polyamide 12 resin (polyamide 6/12 resin); polyamide MXD6 resin, polyamide Semi-aromatic polyamide (PA) resin consisting of structural units having and not having an aromatic ring such as MXD10 resin, polyamide 6T resin, polyamide 9T resin, polyamide 10T resin; polyphenylene sulfide (PPS) resin; polyether sulfone (PES) Resin; Liquid Liquid Polyamide (LCP) Resin; Polyamides such as Polyether Ketone (PEK) Resin
- the thermoplastic resin (b2) includes a polyolefin resin, a polystyrene resin, a polyester resin, an aliphatic polyamide (PA) resin, a semi-aromatic polyamide (PA) resin, a polyphenylene sulfide (PPS) resin, and a polyether. It is preferably at least one selected from the group consisting of sulfone (PES) resin, polyether aromatic ketone resin, polyetherimide (PEI) resin and thermoplastic polyimide (TPI) resin.
- PES polyether aromatic ketone
- PEI polyetherimide
- TPI thermoplastic polyimide
- thermoplastic resin (b2) is not particularly limited as long as it can be melt-kneaded, and for example, powder, granules, or pellets can be used.
- the content of the thermoplastic resin (b2) is preferably 20% by mass to 90% by mass, and preferably 30% by mass to 80% by mass, based on 100% by mass of the total amount of the components contained in the sheet (b3). More preferably, it is more preferably 40% by mass to 70% by mass.
- Weight per unit area of the sheet (b3) is a molding of the composite laminate considering that smoothly 100g / m 2 ⁇ 1500g / m 2 of the present invention is preferred.
- a film (a3) for forming the A layer and a sheet (b3) for forming the B layer are prepared, and the film (a3) is laminated on one side or both sides of the sheet (b3). It is obtained by integrating the film (a3) and the sheet (b3) by arranging and heating and pressurizing the obtained laminate with a molding machine.
- the sheet (b3) forming the B layer a plurality of prepregs impregnated with the thermoplastic resin (b2) are laminated on the reinforcing fibers (b1) so as to have the above-mentioned content, and the obtained laminate is molded. It is obtained by integrating by heating and pressurizing with a machine. Further, the prepreg obtained by impregnating the reinforcing fiber (b1) with the thermoplastic resin (b2) can be used as it is. That is, the prepreg obtained by impregnating the reinforcing fiber (b1) with the thermoplastic resin (b2) may be used as it is as the sheet (b3).
- thermoplastic resin (b2) in the form of a film, a non-woven fabric, a mat, a woven or knitted material, or the like are prepared, and reinforcing fibers (b1) are formed into a sheet between the two sheets.
- examples thereof include a method obtained by sandwiching an arranged sheet or a sheet (non-woven material) produced by cutting a reinforcing fiber (b1) by a papermaking method, and heating and pressurizing the sheet. More specifically, a sheet made of two thermoplastic resins is sent out, two sheets are sent out from two rolls, and a reinforcing fiber sheet supplied from a roll of a reinforcing fiber sheet is made into two thermoplastic sheets.
- thermoplastic resin constituting the sheet does not have to be one kind, and a sheet made of another kind of thermoplastic resin may be further laminated by using the above-mentioned device.
- the reinforcing fiber (b1) obtained by opening the fiber bundle of the reinforcing fiber (b1) and the fibrous thermoplastic resin (b2) are mixed in a desired mass ratio to form a sheet. Then, after further laminating to obtain a non-woven fabric, a method of obtaining the non-woven fabric by heating and pressurizing the non-woven fabric can be mentioned.
- a commercially available blender machine can be used for the mixed cotton.
- a carding method can be used for sheeting and laminating, and a commercially available card machine can be used. Further, as a means for heating and pressurizing, known means can be used.
- the average fiber length of the fibrous thermoplastic resin (b2) used for producing the non-woven fabric can be the same as that of the reinforcing fiber (b1) to be mixed, and the fineness is preferably 2.2 dtex to 22 dtex.
- the fineness is preferably 2.2 dtex to 22 dtex.
- a part of the reinforcing fiber (b1) and the other part are displaced by 1 mm or more in the thickness direction, but the number of fibers is 80 fibers / cm 2 or less.
- the heating temperature depends on the type of the thermoplastic resin (b2), but is usually preferably 100 ° C. to 400 ° C.
- the pressure at the time of pressurization is usually preferably 0.1 MPa to 10 MPa.
- the thermoplastic resin (b2) can be further impregnated between the reinforcing fibers (b1) contained in the prepreg, which is preferable.
- the prepreg containing the reinforcing fiber (b1) and the thermoplastic resin (b2) when the reinforcing fiber (b1) is a continuous fiber oriented in one direction, the prepreg that can be used in the composite laminate of the present invention is a laser marker. It is preferable to obtain it by making a cut using a cutting plotter, a die, or the like.
- the reinforcing fiber (b1) is cut by the cut, and the length of the cut reinforcing fiber (b1) is preferably 5 mm to 100 mm, preferably 10 mm to 50 mm, from the viewpoint of mechanical properties and fluidity. It is more preferable to do so.
- the laminated base material may be prepared by laminating two or more prepregs obtained as described above so that the directions of the reinforcing fibers (b1) are pseudoisotropic or alternating lamination.
- the laminated base material is preferably laminated with prepregs having 4 to 96 layers.
- a more preferable range of the number of layers of the prepreg is 8 to 32 layers.
- the sheet (b3) may be manufactured by heating and pressurizing the laminated base material obtained as described above to form an integrated laminated base material. At this time, by arranging the film (a3) between the laminated base material and the die of the press machine, the composite laminate of the present invention can be produced at the same time as the production of the sheet (b3). It is preferable to carry out a cooling step after the heating step. By cooling, the thermoplastic resin is solidified, so that the sheet (b3) can be handled more easily.
- thermoplastic resin (b2) contained in the prepreg it is preferable to heat it at 100 ° C. to 400 ° C., and more preferably 150 ° C. to 350 ° C.
- preheating may be performed prior to the above heating. As for the preheating, it is usually desirable to heat at 150 ° C. to 400 ° C., preferably 200 ° C. to 380 ° C.
- the pressure applied to the laminated substrate in the above pressurization is preferably 0.1 MPa to 10 MPa, more preferably 0.2 MPa to 2 MPa. This pressure is the value obtained by dividing the pressing force by the area of the laminated base material.
- the heating and pressurizing time is preferably 0.1 to 30 minutes, more preferably 0.5 to 20 minutes.
- the cooling time provided after heating and pressurization is preferably 0.5 minutes to 30 minutes.
- the thickness of the sheet (b3) integrated through the above molding can be arbitrarily selected depending on the shape of the target member, and is preferably 0.3 mm to 15 mm from the viewpoint of moldability and mechanical properties, and is preferably 1 mm to 1 mm. It is more preferably 12 mm.
- the film (a3) is laminated on one side or both sides of the sheet (b3) so that the film (a3) is arranged between the sheet (b3) and the mold. It can be produced by integrating the film (a3) and the sheet (b3) by heating and pressurizing the obtained laminate with a molding machine. Further, two or more (preferably 2 to 5) films (a3) may be laminated on one side or both sides of the sheet (b3). It is preferable to carry out a cooling step after the heating step. By cooling, the thermoplastic resin is solidified, so that the composite laminate can be easily handled.
- the temperature is 100 ° C. to 400 ° C., although it depends on the type of the thermoplastic resin (a2) contained in the film (a3) and the thermoplastic resin (b2) contained in the sheet (b3). It is preferable, and it is more preferable to heat at 150 ° C. to 350 ° C. In addition, preheating may be performed prior to the above heating. As for the preheating, it is usually preferable to heat at 150 ° C. to 400 ° C., preferably 200 ° C. to 380 ° C.
- the pressure applied to the laminate in the above pressurization is preferably 0.1 MPa to 10 MPa, more preferably 0.2 MPa to 2 MPa. This pressure is the value obtained by dividing the pressing force by the area of the laminate.
- the heating and pressurizing time is preferably 0.1 to 30 minutes, more preferably 0.5 to 20 minutes.
- the cooling time provided after heating and pressurization is preferably 0.5 minutes to 30 minutes.
- the mold temperature (Th) of the molding machine in the heating is preferably Tm ⁇ Th ⁇ (Tm + 100) (° C.), and is preferably (Tm + 10). ) ⁇ Th ⁇ (Tm + 80) (° C.) is more preferable.
- the mold temperature (Th) of the molding machine in the heating is Tg ⁇ Th ⁇ (Tg + 100) when the thermoplastic resin contained in the laminate does not have a melting point (Tm) and has a glass transition temperature (Tg). °C) is preferable, and (Tg + 10) ⁇ Th ⁇ (Tg + 80) (° C.) is more preferable.
- the difference (Th-Tc) between the mold temperature (Th) of the molding machine in the above heating and the mold temperature (Tc) of the molding machine when cooling the laminate is 10 ⁇ (Th-Tc) ⁇ 250 (° C.). It is preferable that 30 ⁇ (Th—Tc) ⁇ 200 (° C.).
- thermoplastic resin containing a large-sized reinforcing fiber such as the B layer of the composite laminate of the present invention, generally causes sink marks by press molding, but in the composite laminate of the present invention, spherical particles are fine particles. It is considered that by forming the A layer containing the particles (a1) on the surface, the spherical particles (a1) fill the gaps between the reinforcing fibers (b1), thereby improving the surface smoothness and the mechanical properties.
- the nucleating effect of the thermoplastic resin (a2) by the spherical particles (a1), the spherical particles (a1) and the gold It is considered that the mold releasability from the mold is improved due to the effects such as low adhesion to the mold and improvement of thermal rigidity by the spherical particles (a1).
- the coating adhesion to the composite laminate is improved due to the presence of hydroxyl groups and the like on the surface of the spherical particles (a1). Can be expected.
- the composite laminate of the present invention can be used as an intermediate material for molding that can be shaped into an arbitrary shape by press molding such as stamping molding, and can be used for automobiles, electric / electronic devices (personal computer housings, personal computers housings, etc.). It can be shaped into various parts / members such as tablets).
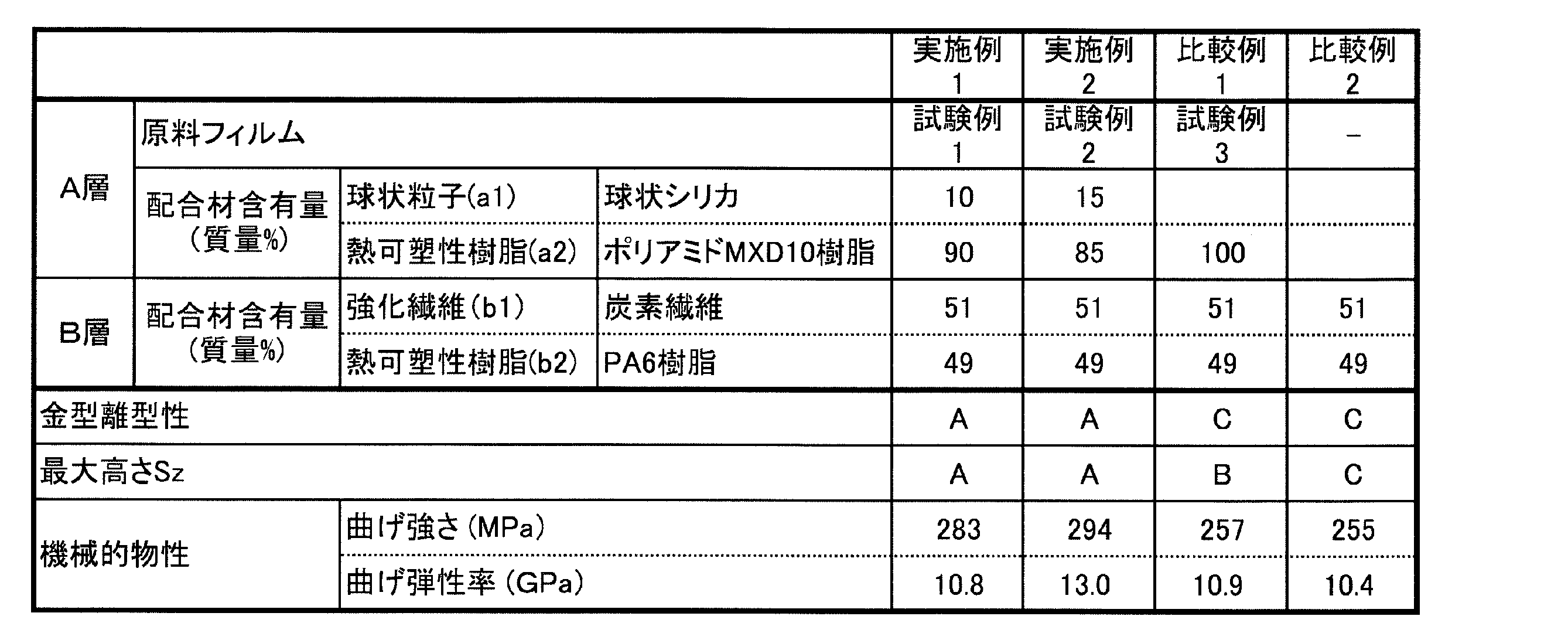
- Spherical particles (a1) Spherical silica (trade name: SC2500-SEJ, manufactured by Admatex, amorphous silica, spherical particles, volume average particle diameter 0.6 ⁇ m, specific surface area 6.0 m 2 / g, surface treatment agent: 3-glycidoxypropyl Trimethoxysilane)
- thermoplastic resin (a2) Polyamide MXD10 resin (trade name: LEXTER8500, manufactured by Mitsubishi Gas Chemical Company)
- the obtained pellets were injection molded to prepare JIS test pieces (bending test pieces).
- the cylinder temperature of the injection molding machine was 240 ° C., and the mold temperature was 110 ° C.
- the prepared bending test piece was subjected to a three-point bending test with a distance between fulcrums of 60 mm using Autograph AG-5000 (manufactured by Shimadzu Corporation) according to JIS K7171 to measure bending strength and flexural modulus. The results are shown in Table 1.
- the molten resin extruded from the T-die was uniaxially stretched through a film take-up device so that the film had a desired thickness to obtain a film.
- the thickness of the film was 100 ⁇ m.
- Example 1 Example 2, Comparative Example 1, Comparative Example 2> (Mold releasability) On a metal plate (steel material SS400 # 2000 finish), for each of the films of Test Example 1 to Test Example 3 obtained above, three films, carbon fibers (average fiber length 70 mm, average fiber diameter 7 ⁇ m) and polyamide.
- Resin-impregnated carbon fiber sheet (sheet thickness 3 mm, carbon fiber content 51% by mass) 10 sheets, film 3 sheets, metal plate (steel material SS400 # 600 finish) are laminated in this order, and a press machine (discharge precision processing research) Pressed with a top plate temperature of 270 ° C., a preheating time of 15 minutes, a pressure of 7 MPa, and a pressurizing time of 1 minute with a product name: ZENFormer 75t double slide machine manufactured by Toshosha. After pressing, it was cooled to room temperature, and then the top plate was raised to separate it from the metal plate. Comparative Example 2 was a film pressed under the same conditions without inserting a film.
- Carbon fiber content 51% by mass is sandwiched between press machines so as to form a film / carbon fiber sheet / film, and the press machine (manufactured by Discharge Precision Processing Laboratory Co., Ltd., trade name: ZENFormer 75t double slide machine) ), Press under the conditions of top plate temperature 270 ° C., preheating time 15 minutes, pressure 7 MPa, pressurization time 1 minute, press, cool to room temperature, raise the top plate and peel off from the metal plate to combine.
- a laminate was manufactured. The thickness of the entire A layer of the obtained composite laminate was 135 ⁇ m, and the thickness of the B layer was 2.5 mm. Comparative Example 2 was a film pressed under the same conditions without inserting a film.
- the maximum height (Sz) of the surface (A layer side) of the obtained composite laminate was measured using a laser microscope (manufactured by KEYENCE, trade name: VK-X250) in accordance with ISO 25178. ..
- the maximum height (Sz) of less than 70 ⁇ m was designated as “A”
- the height of 70 ⁇ m or more and less than 100 ⁇ m was designated as “B”
- the height of 100 ⁇ m or more was designated as “C”.
- Table 2 The results are shown in Table 2.
- the composite laminate used for the evaluation of the maximum height (Sz) was cut into the shape of a JIS test piece (bending test piece) by an abrasive water jet device.
- the cutting conditions were a nozzle diameter of ⁇ 0.76 mm, a water pressure of 400 MPa, a speed of 200 mm / min, a water volume of about 2.5 L / min, and an abrasive usage amount: garnet # 80 was 400 g / min.
- the bending test piece was cut so that the length direction coincided with the drawing direction of the film in Test Examples 1 to 3.
- the obtained bending test piece was subjected to a three-point bending test with an autograph AG-5000 (manufactured by Shimadzu Corporation) at a distance of 60 mm between fulcrums in accordance with JIS K7171, and the bending strength and flexural modulus were measured.
- the results are shown in Table 2.
- Test Example 1 and Test Example 2 that have the same composition as only the A layer that the mechanical properties are improved by the spherical particles, but the mechanical properties are lower than those of Comparative Example 2 having only the B layer. Further, since the thickness of the entire A layer is extremely small, 1/10 or less of the thickness of the B layer, it is expected that the A layer does not improve the mechanical properties of the composite laminate. Nevertheless, Examples 1 and 2, which are composite laminates composed of A layer and B layer containing spherical particles, are composite laminates composed of A layer and B layer containing no spherical particles. It can be seen that an unexpected effect of improving the mechanical properties is obtained, which is larger than that of a certain Comparative Example 1.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Laminated Bodies (AREA)
Abstract
Description
本発明の複合積層体を構成するA層は、体積平均粒子径が0.01μm~100μmである球状粒子(a1)と、熱可塑性樹脂(a2)とを含むフィルム(a3)により形成されている。A層が後述するB層の片面上又は両面上に存在する。A層が、本複合積層体の表層、裏層、又は表裏層に存在することで、成形時の離型性、複合積層体の表面平滑性及び機械的物性に優れる。
フィルム(a3)に使用する球状粒子(a1)は、シリカ、ガラスビーズ、ガラスバルーン、アルミナ、炭酸カルシウム、炭酸マグネシウム等が挙げられ、好ましくはシリカ、アルミナおよびガラスビーズよりなる群から選ばれる少なくとも1種である。
フィルム(a3)に使用する熱可塑性樹脂(a2)としては、フィルム化できる熱可塑性樹脂であれば特に限定されないが、例えば、ポリプロピレン(PP)樹脂、ポリエチレン(PE)樹脂、環状ポリオレフィン(COP)樹脂、環状オレフィン・コポリマー(COC)樹脂等のポリオレフィン樹脂;ポリスチレン(PS)樹脂、シンジオタクチックポリスチレン(SPS)樹脂、耐衝撃性ポリスチレン(HIPS)樹脂、アクリロニトリル-ブチレン-スチレン共重合体(ABS)樹脂、メタクリル酸メチル/スチレン共重合体(MS)、メタクリル酸メチル/スチレン/ブタジエン共重合体(MBS)、スチレン/ブタジエン共重合体(SBR)、スチレン/イソプレン共重合体(SIR)、スチレン/イソプレン/ブタジエン共重合体(SIBR)、スチレン/ブタジエン/スチレン共重合体(SBS)、スチレン/イソプレン/スチレン共重合体(SIS)、スチレン/エチレン/ブチレン/スチレン共重合体(SEBS)、スチレン/エチレン/プロピレン/スチレン共重合体(SEPS)等のポリスチレン系樹脂;ポリ乳酸(PLA)樹脂、ポリエチレンテレフタレート(PET)樹脂、ポリブチレンテレフタレート(PBT)樹脂、ポリシクロヘキセレンジメチレンテレフタレート(PCT)樹脂等のポリエステル系樹脂;ポリアセタール(POM)樹脂;ポリカーボネート(PC)樹脂;ポリアミド6樹脂、ポリアミド66樹脂、ポリアミド11樹脂、ポリアミド12樹脂、ポリアミド46樹脂、ポリアミド6C樹脂、ポリアミド9C樹脂、ポリアミド6樹脂とポリアミド66樹脂の共重合体(ポリアミド6/66樹脂)、ポリアミド6樹脂とポリアミド12樹脂の共重合体(ポリアミド6/12樹脂)等の脂肪族ポリアミド(PA)樹脂;ポリアミドMXD6樹脂、ポリアミドMXD10樹脂、ポリアミド6T樹脂、ポリアミド9T樹脂、ポリアミド10T樹脂等の芳香環を有する構造単位と有さない構造単位からなる半芳香族ポリアミド(PA)樹脂;ポリフェニレンサルファイド(PPS)樹脂;ポリエーテルサルフォン(PES)樹脂;液晶ポリエステル(LCP)樹脂;ポリエーテルケトン(PEK)樹脂、ポリエーテルエーテルケトン(PEEK)樹脂、ポリエーテルケトンケトン(PEKK)樹脂、ポリエーテルエーテルケトンケトン(PEEKK)等のポリエーテル芳香族ケトン樹脂;ポリエーテルイミド(PEI)樹脂;ポリアミドイミド(PAI)樹脂;熱可塑性ポリイミド(TPI)樹脂;ポリフッ化ビニリデン(PVDF)、ポリフッ化ビニル(PVF)、エチレン/テトラフルオロエチレン共重合体(ETFE)等のフッ素系樹脂等を例示することができる。上記熱可塑性樹脂から選ばれる相溶性のある2種以上の熱可塑性樹脂同士の混合物、すなわちポリマーアロイ等も使用できる。
フィルム(a3)は、その好ましい物性を損なわない範囲において、その他添加剤を含有することができる。その他添加剤としては、アラミド繊維、ポリフェニレンベンズオキサゾール(PBO)繊維、ガラス繊維、炭素繊維、アルミナ繊維、ボロン繊維、炭化ケイ素繊維、チタン酸カリウム繊維、ワラストナイト繊維、炭酸カルシウム、雲母、マイカ、セリサイト、イライト、タルク、カオリナイト、モンモリナイト、ベーマイト、スメクタイト、バーミキュライト、二酸化チタン、チタン酸カリウム、チタン酸リチウムカリウム、ベーマイト等の充填材;ポリテトラフルオロエチレン(PTFE)、低密度ポリエチレン、直鎖状低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、超高分子量ポリエチレン等のポリオレフィン樹脂、グラファイト、二硫化モリブテン、二硫化タングステン、窒化ホウ素等の固体潤滑剤;銅化合物等の熱安定剤;ヒンダードフェノール系光安定剤等の光安定剤;核形成剤;アニオン性帯電防止剤、カチオン性帯電防止剤、非イオン系帯電防止剤等の帯電防止剤;老化防止剤(酸化防止剤);耐候剤;耐光剤;金属不活性剤;ベンゾフェノン系紫外線吸収剤、ベンゾトリアゾール系紫外線吸収剤、トリアジン系紫外線吸収剤、サリシレート系紫外線吸収剤等の紫外線吸収剤;防菌・防黴剤;防臭剤;炭素系導電剤、金属系導電剤、金属酸化物系導電剤、界面活性剤等の導電性付与剤;分散剤;ポリエステル系可塑剤、グリセリン系可塑剤、多価カルボン酸エステル系可塑剤、リン酸エステル系可塑剤、ポリアルキレングリコール系可塑剤、エポキシ系可塑剤等の軟化剤(可塑剤);カーボンブラック、酸化チタン等の顔料、染料等の着色剤;ホスファゼン系化合物、リン酸エステル、縮合リン酸エステル、無機リン系難燃剤、ハロゲン系難燃剤、シリコーン系難燃剤、金属酸化物系難燃剤、金属水酸化物系難燃剤、有機金属塩系難燃剤、窒素系難燃剤、ホウ素化合物系難燃剤等の難燃剤;ドリッピング防止剤;制振剤;中和剤;ブロッキング防止剤;流動性改良剤;脂肪酸、脂肪酸金属塩等の離型剤;滑剤;耐衝撃性改良剤等が挙げられ、これらの1種又は2種以上を含有することができる。
本発明の複合積層体は後述する通り、A層を構成するフィルム(a3)と、B層を形成するシート(b3)を各々作製し、フィルム(a3)をシート(b3)の片面上又は両面上に積層配置して、得られた積層物を成形機により加熱及び加圧することでフィルム(a3)及びシート(b3)を一体化することにより得られる。
本発明の複合積層体を構成するB層は、平均繊維長が1mm以上である強化繊維(b1)と熱可塑性樹脂(b2)とを含有するシート(b3)から形成される層であり、複合積層体のコア層である。強化繊維(b1)の平均繊維長を1mm以上とすることで、優れた機械的物性の複合積層体を得ることができる。
シート(b3)に使用する強化繊維(b1)は、平均繊維長が1mm以上であれば特に限定されず、無機繊維、有機繊維、金属繊維、またはこれらの2種以上を組み合わせて使用できる。無機繊維としては、炭素繊維、黒鉛繊維、炭化珪素繊維、アルミナ繊維、タングステンカーバイド繊維、ボロン繊維、ガラス繊維などが挙げられる。有機繊維としては、アラミド繊維、ポリパラフェニレンベンズオキサゾール(PBO)繊維、高密度ポリエチレン繊維、その他一般のポリアミド繊維、ポリエステルなどが挙げられる。金属繊維としては、ステンレス、鉄等の繊維が挙げられ、また金属を被覆した炭素繊維でもよい。これらのなかでも炭素繊維、ガラス繊維およびアラミド繊維よりなる群から選ばれる少なくとも1種であることが好ましい。最終成形物の強度等の機械的物性をより一層向上させる観点から、炭素繊維が更に好ましい。炭素繊維とは、アクリル繊維やピッチ(石油、石炭、コールタール等の副生成物)等を原料に高温で炭化して製造した繊維であり、JIS規格では有機繊維の前駆体を加熱炭化処理して得られる、質量比で90%以上が炭素で構成される繊維と定義されている。アクリル繊維を使った炭素繊維はPAN系炭素繊維、ピッチを使った炭素繊維はピッチ系炭素繊維と称されている。
シート(b3)に使用する熱可塑性樹脂(b2)としては、繊維化又はフィルム化できる熱可塑性樹脂であれば特に限定はないが、例えば、ポリプロピレン(PP)樹脂、ポリエチレン(PE)樹脂、環状ポリオレフィン(COP)樹脂、環状オレフィン・コポリマー(COC)樹脂等のポリオレフィン樹脂;ポリスチレン(PS)樹脂、シンジオタクチックポリスチレン(SPS)樹脂、耐衝撃性ポリスチレン(HIPS)樹脂、アクリロニトリル-ブチレン-スチレン共重合体(ABS)樹脂、メタクリル酸メチル/スチレン共重合体(MS)、メタクリル酸メチル/スチレン/ブタジエン共重合体(MBS)、スチレン/ブタジエン共重合体(SBR)、スチレン/イソプレン共重合体(SIR)、スチレン/イソプレン/ブタジエン共重合体(SIBR)、スチレン/ブタジエン/スチレン共重合体(SBS)、スチレン/イソプレン/スチレン共重合体(SIS)、スチレン/エチレン/ブチレン/スチレン共重合体(SEBS)、スチレン/エチレン/プロピレン/スチレン共重合体(SEPS)等のポリスチレン系樹脂;ポリ乳酸(PLA)樹脂、ポリエチレンテレフタレート(PET)樹脂、ポリブチレンテレフタレート(PBT)樹脂、ポリシクロヘキセレンジメチレンテレフタレート(PCT)樹脂等のポリエステル系樹脂;ポリアセタール(POM)樹脂;ポリカーボネート(PC)樹脂;ポリアミド6樹脂、ポリアミド66樹脂、ポリアミド11樹脂、ポリアミド12樹脂、ポリアミド46樹脂、ポリアミド6C樹脂、ポリアミド9C樹脂、ポリアミド6樹脂とポリアミド66樹脂の共重合体(ポリアミド6/66樹脂)、ポリアミド6樹脂とポリアミド12樹脂の共重合体(ポリアミド6/12樹脂)等の脂肪族ポリアミド(PA)樹脂;ポリアミドMXD6樹脂、ポリアミドMXD10樹脂、ポリアミド6T樹脂、ポリアミド9T樹脂、ポリアミド10T樹脂等の芳香環を有する構造単位と有さない構造単位からなる半芳香族ポリアミド(PA)樹脂;ポリフェニレンサルファイド(PPS)樹脂;ポリエーテルサルフォン(PES)樹脂;液晶ポリエステル(LCP)樹脂;ポリエーテルケトン(PEK)樹脂、ポリエーテルエーテルケトン(PEEK)樹脂、ポリエーテルケトンケトン(PEKK)樹脂、ポリエーテルエーテルケトンケトン(PEEKK)等のポリエーテル芳香族ケトン樹脂;ポリエーテルイミド(PEI)樹脂;ポリアミドイミド(PAI)樹脂;熱可塑性ポリイミド(TPI)樹脂;ポリフッ化ビニリデン(PVDF)、ポリフッ化ビニル(PVF)、エチレン/テトラフルオロエチレン共重合体(ETFE)等のフッ素系樹脂等を例示することができる。上記熱可塑性樹脂から選ばれる相溶性のある2種以上の熱可塑性樹脂同士の混合物、すなわちポリマーアロイ等も使用できる。
本発明の複合積層体は、A層を形成するフィルム(a3)と、B層を形成するシート(b3)を各々作製し、フィルム(a3)をシート(b3)の片面上又は両面上に積層配置して、得られた積層物を成形機により加熱及び加圧することでフィルム(a3)及びシート(b3)を一体化することにより得られる。
本発明の複合積層体は、フィルム(a3)がシート(b3)と金型の間に配置されるように、フィルム(a3)をシート(b3)の片面上又は両面上に積層配置して、得られた積層物を成形機により加熱及び加圧することでフィルム(a3)及びシート(b3)を一体化することにより製造することができる。また、2枚以上(好ましくは2枚~5枚)のフィルム(a3)を、シート(b3)の片面上又は両面上に積層配置してもよい。加熱工程の後に、冷却工程を実施することが好ましい。冷却を行なうことにより、熱可塑性樹脂が固化するので複合積層体の取り扱いが容易となる。
球状シリカ(商品名:SC2500-SEJ、アドマテックス社製、非晶質シリカ、球状粒子、体積平均粒子径0.6μm、比表面積6.0m2/g、表面処理剤:3-グリシドキシプロピルトリメトキシシラン)
ポリアミドMXD10樹脂(商品名:LEXTER8500、三菱瓦斯化学社製)
表1に示す配合割合で、二軸押出機を用いて溶融混練し、ペレットを製造した。なお、二軸押出機のシリンダ温度は、240℃であった。

(金型離型性)
金属板(鋼材 SS400 #2000仕上げ)上に、上記で得られた試験例1~試験例3のフィルムの其々について、フィルム3枚、炭素繊維(平均繊維長70mm、平均繊維径7μm)にポリアミド6樹脂を含浸した炭素繊維シート(シートの厚み3mm、炭素繊維含有量51質量%)10枚、フィルム3枚、金属板(鋼材 SS400 #600仕上げ)の順に積層し、プレス機(放電精密加工研究所社製、商品名:ZENFormer 75t ダブルスライド機)にて天板温度270℃、予熱時間15分、圧力7MPa、加圧時間1分の条件にてプレスした。プレス後、室温まで冷却後、天板を上昇させ金属板と剥離させた。なお、フィルムを挿入せずに同条件でプレスしたものを比較例2とした。
上記で得られた試験例1~試験例3のフィルムの其々について、フィルムと、炭素繊維(平均繊維長70mm、平均繊維径7μm)にポリアミド6樹脂を含浸した炭素繊維シート(シートの厚み3mm、炭素繊維含有量51質量%)とを、フィルム/炭素繊維シート/フィルムの構成になるように、プレス機に挟み込み、プレス機(放電精密加工研究所社製、商品名:ZENFormer 75t ダブルスライド機)にて天板温度270℃、予熱時間15分、圧力7MPa、加圧時間1分の条件にてプレスし、プレス後、室温まで冷却後、天板を上昇させ金属板と剥離することで複合積層体を製造した。得られた複合積層体のA層全体の厚みは135μm、B層の厚みは2.5mmであった。なお、フィルムを挿入せずに同条件でプレスしたものを比較例2とした。
最大高さ(Sz)の評価に用いた上記複合積層体においてアブレシブウォータージェット装置によりJIS試験片(曲げ試験片)の形状に切削した。切削条件は、ノズル径φ0.76mm、水圧400MPa、速度200mm/min、水量約2.5L/min、研磨剤使用量:garnet(石榴石)#80を400g/minとした。なお、曲げ試験片の長さ方向が、試験例1~試験例3におけるフィルムの引き出し方向と一致するように切削した。
2…A層
3…B層
3a…第1の主面
3b…第2の主面
Claims (11)
- A層とB層とを備え、前記B層の片面上又は両面上に、直接的又は間接的に前記A層が設けられている複合積層体において、
前記A層が、体積平均粒子径が0.01μm~100μmである球状粒子(a1)と、熱可塑性樹脂(a2)とを含み、
前記B層が、平均繊維長が1mm以上である強化繊維(b1)と、熱可塑性樹脂(b2)とを含む、複合積層体。 - 前記球状粒子(a1)が、シリカ、アルミナおよびガラスビーズよりなる群から選ばれる少なくとも1種である、請求項1に記載の複合積層体。
- 前記熱可塑性樹脂(a2)が、ポリオレフィン樹脂、ポリスチレン系樹脂、ポリエステル系樹脂、脂肪族ポリアミド樹脂、半芳香族ポリアミド樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルサルフォン樹脂、ポリエーテル芳香族ケトン樹脂、ポリエーテルイミド樹脂および熱可塑性ポリイミド樹脂よりなる群から選ばれる少なくとも1種である、請求項1または請求項2に記載の複合積層体。
- 前記球状粒子(a1)の含有量が、前記A層に含まれる成分の全量100質量%中において0.5質量%~30質量%である、請求項1~請求項3のいずれか一項に記載の複合積層体。
- 前記A層の厚みが500μm未満である、請求項1~請求項4のいずれか一項に記載の複合積層体。
- 前記強化繊維(b1)が、炭素繊維、ガラス繊維およびアラミド繊維よりなる群から選ばれる少なくとも1種である、請求項1~請求項5のいずれか一項に記載の複合積層体。
- 前記強化繊維(b1)の含有量が、前記B層に含まれる成分の全量100質量%中において10質量%~80質量%である、請求項1~請求項6のいずれか一項に記載の複合積層体。
- 前記熱可塑性樹脂(b2)が、ポリオレフィン樹脂、ポリスチレン系樹脂、ポリエステル系樹脂、脂肪族ポリアミド樹脂、半芳香族ポリアミド樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルサルフォン樹脂、ポリエーテル芳香族ケトン樹脂、ポリエーテルイミド樹脂および熱可塑性ポリイミド樹脂よりなる群から選ばれる少なくとも1種である、請求項1~請求項7のいずれか一項に記載の複合積層体。
- 前記B層の厚みが0.3mm以上である、請求項1~請求項8のいずれか一項に記載の複合積層体。
- 自動車部材用又は電気・電子機器部材用である、請求項1~請求項9のいずれか一項に記載の複合積層体。
- 請求項1~請求項10のいずれか1項に記載の複合積層体の製造方法であって、
平均繊維長が1mm以上である強化繊維(b1)と、熱可塑性樹脂(b2)とを含むシート(b3)の片面上又は両面上に、体積平均粒子径が0.01μm~100μmである球状粒子(a1)と、熱可塑性樹脂(a2)とを含むフィルム(a3)を積層配置し、前記積層配置された積層物を加熱及び加圧することでシート(b3)及びフィルム(a3)を一体化する、複合積層体の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/606,491 US20220203662A1 (en) | 2019-05-17 | 2020-05-07 | Composite laminate and method for producing same |
| EP20809394.8A EP3970962B1 (en) | 2019-05-17 | 2020-05-07 | Composite laminate and method for producing same |
| JP2021520694A JPWO2020235343A1 (ja) | 2019-05-17 | 2020-05-07 | |
| CN202080029988.8A CN113710469A (zh) | 2019-05-17 | 2020-05-07 | 复合叠层体及其制造方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-093348 | 2019-05-17 | ||
| JP2019093348 | 2019-05-17 | ||
| JP2019-169014 | 2019-09-18 | ||
| JP2019169014 | 2019-09-18 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/987,122 Continuation US20230120139A1 (en) | 2020-05-29 | 2022-11-15 | Actinic ray-sensitive or radiation-sensitive resin composition, actinic ray-sensitive or radiation-sensitive film, pattern forming method, and method for manufacturing electronic device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020235343A1 true WO2020235343A1 (ja) | 2020-11-26 |
Family
ID=73458098
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/018510 Ceased WO2020235343A1 (ja) | 2019-05-17 | 2020-05-07 | 複合積層体及びその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20220203662A1 (ja) |
| EP (1) | EP3970962B1 (ja) |
| JP (1) | JPWO2020235343A1 (ja) |
| CN (1) | CN113710469A (ja) |
| TW (1) | TW202103958A (ja) |
| WO (1) | WO2020235343A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20240217224A1 (en) * | 2021-03-29 | 2024-07-04 | Sekisui Chemical Co., Ltd. | Laminate |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114590000B (zh) * | 2022-03-04 | 2023-02-10 | 佛山市达孚新材料有限公司 | 一种聚醚酰亚胺复合薄膜及其制备方法 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08283494A (ja) * | 1995-04-12 | 1996-10-29 | Otsuka Chem Co Ltd | 摺動部材用樹脂組成物 |
| JP2009286817A (ja) | 2008-05-27 | 2009-12-10 | Toray Ind Inc | 積層基材、繊維強化プラスチック、およびそれらの製造方法 |
| JP2010235779A (ja) | 2009-03-31 | 2010-10-21 | Toray Ind Inc | プリプレグ、プリフォームおよび成形品 |
| JP2012077223A (ja) * | 2010-10-04 | 2012-04-19 | Daimaru Sangyo Kk | 繊維強化弾性体及びその製造方法 |
| JP2012188670A (ja) * | 2006-08-07 | 2012-10-04 | Toray Ind Inc | プリプレグおよび炭素繊維強化複合材料 |
| JP2015051629A (ja) | 2013-08-06 | 2015-03-19 | 三菱レイヨン株式会社 | 積層基材の製造方法、及び積層基材 |
| JP2015127141A (ja) * | 2013-11-28 | 2015-07-09 | 三菱樹脂株式会社 | 炭素繊維複合積層体 |
| JP2016037598A (ja) * | 2014-08-05 | 2016-03-22 | Dic株式会社 | 繊維強化熱可塑性樹脂組成物およびその成形体 |
| JP2016094608A (ja) * | 2012-09-26 | 2016-05-26 | 東邦テナックス株式会社 | プリプレグ及びその製造方法 |
| JP2016107485A (ja) * | 2014-12-05 | 2016-06-20 | 東レ株式会社 | 複合成形体およびその製造方法 |
| WO2019111737A1 (ja) * | 2017-12-05 | 2019-06-13 | 大塚化学株式会社 | 複合積層体及びその製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3032584B2 (ja) * | 1990-12-28 | 2000-04-17 | 三菱化学株式会社 | 繊維強化熱可塑性樹脂成形品の外観改良方法 |
| JP3110162B2 (ja) * | 1992-08-05 | 2000-11-20 | 新日本製鐵株式会社 | 繊維強化熱可塑性樹脂多孔質成形品の成形方法 |
| WO1996030088A1 (en) * | 1995-03-29 | 1996-10-03 | E.I. Du Pont De Nemours And Company | Thermoplastic moldable composite sheet containing hollow microspheres |
| JP5794043B2 (ja) * | 2010-09-13 | 2015-10-14 | 東レ株式会社 | 離型用二軸配向ポリアリーレンスルフィド複合フィルム |
| US20160023433A1 (en) * | 2011-12-21 | 2016-01-28 | Adc Acquisition Company | Thermoplastic composite prepreg for automated fiber placement |
| JP6256012B2 (ja) * | 2014-01-08 | 2018-01-10 | 王子ホールディングス株式会社 | 多層成形品 |
| JP6439403B2 (ja) * | 2014-11-20 | 2018-12-19 | 三菱ケミカル株式会社 | 炭素繊維複合積層体 |
| JP6720689B2 (ja) * | 2015-05-20 | 2020-07-08 | 王子ホールディングス株式会社 | 繊維強化プラスチック成形体及び繊維強化プラスチック成形体用基材 |
| CN106626662B (zh) * | 2016-09-23 | 2018-08-14 | 广东新秀新材料股份有限公司 | 夹层结构复合材料及其制备方法 |
| WO2019189587A1 (ja) * | 2018-03-30 | 2019-10-03 | 東レ株式会社 | 成形品の製造方法および成形品のプリフォーム |
-
2020
- 2020-05-07 CN CN202080029988.8A patent/CN113710469A/zh active Pending
- 2020-05-07 EP EP20809394.8A patent/EP3970962B1/en active Active
- 2020-05-07 US US17/606,491 patent/US20220203662A1/en not_active Abandoned
- 2020-05-07 WO PCT/JP2020/018510 patent/WO2020235343A1/ja not_active Ceased
- 2020-05-07 JP JP2021520694A patent/JPWO2020235343A1/ja active Pending
- 2020-05-14 TW TW109116016A patent/TW202103958A/zh unknown
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08283494A (ja) * | 1995-04-12 | 1996-10-29 | Otsuka Chem Co Ltd | 摺動部材用樹脂組成物 |
| JP2012188670A (ja) * | 2006-08-07 | 2012-10-04 | Toray Ind Inc | プリプレグおよび炭素繊維強化複合材料 |
| JP2009286817A (ja) | 2008-05-27 | 2009-12-10 | Toray Ind Inc | 積層基材、繊維強化プラスチック、およびそれらの製造方法 |
| JP2010235779A (ja) | 2009-03-31 | 2010-10-21 | Toray Ind Inc | プリプレグ、プリフォームおよび成形品 |
| JP2012077223A (ja) * | 2010-10-04 | 2012-04-19 | Daimaru Sangyo Kk | 繊維強化弾性体及びその製造方法 |
| JP2016094608A (ja) * | 2012-09-26 | 2016-05-26 | 東邦テナックス株式会社 | プリプレグ及びその製造方法 |
| JP2015051629A (ja) | 2013-08-06 | 2015-03-19 | 三菱レイヨン株式会社 | 積層基材の製造方法、及び積層基材 |
| JP2015127141A (ja) * | 2013-11-28 | 2015-07-09 | 三菱樹脂株式会社 | 炭素繊維複合積層体 |
| JP2016037598A (ja) * | 2014-08-05 | 2016-03-22 | Dic株式会社 | 繊維強化熱可塑性樹脂組成物およびその成形体 |
| JP2016107485A (ja) * | 2014-12-05 | 2016-06-20 | 東レ株式会社 | 複合成形体およびその製造方法 |
| WO2019111737A1 (ja) * | 2017-12-05 | 2019-06-13 | 大塚化学株式会社 | 複合積層体及びその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3970962A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20240217224A1 (en) * | 2021-03-29 | 2024-07-04 | Sekisui Chemical Co., Ltd. | Laminate |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3970962B1 (en) | 2026-04-08 |
| EP3970962A4 (en) | 2023-06-28 |
| JPWO2020235343A1 (ja) | 2020-11-26 |
| EP3970962A1 (en) | 2022-03-23 |
| TW202103958A (zh) | 2021-02-01 |
| US20220203662A1 (en) | 2022-06-30 |
| CN113710469A (zh) | 2021-11-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102185890B1 (ko) | 수지 조성물, 3차원 프린터용 필라멘트 및 수지 분말, 및 조형물 및 그의 제조 방법 | |
| JP7091660B2 (ja) | 電子機器筐体およびその製造方法 | |
| KR102518995B1 (ko) | 조형물 및 그의 제조 방법 | |
| JP6759491B1 (ja) | 複合積層体及びその製造方法 | |
| US11491759B2 (en) | Composite laminate and method for producing same | |
| JP2021062495A (ja) | 複合積層体及びその製造方法 | |
| WO2020235343A1 (ja) | 複合積層体及びその製造方法 | |
| JP6472590B1 (ja) | 造形物及びその製造方法 | |
| TWI881142B (zh) | 造形物及其製造方法 | |
| JP7527993B2 (ja) | 複合積層体及びその製造方法 | |
| TWI701273B (zh) | 強化纖維複合材料 | |
| JP2025100035A (ja) | 複合積層体及びその製造方法 | |
| US10913182B2 (en) | Fiber-reinforced resin shaped product having grains on at least part of surface |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20809394 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021520694 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2020809394 Country of ref document: EP |
|
| WWG | Wipo information: grant in national office |
Ref document number: 2020809394 Country of ref document: EP |