WO2021002108A1 - 最適化支援装置、方法およびプログラム - Google Patents
最適化支援装置、方法およびプログラム Download PDFInfo
- Publication number
- WO2021002108A1 WO2021002108A1 PCT/JP2020/019773 JP2020019773W WO2021002108A1 WO 2021002108 A1 WO2021002108 A1 WO 2021002108A1 JP 2020019773 W JP2020019773 W JP 2020019773W WO 2021002108 A1 WO2021002108 A1 WO 2021002108A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- parameter
- state
- quality
- conversion unit
- operating condition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images










Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
- G05B19/41865—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM] characterised by job scheduling, process planning, material flow
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
- G05B19/41875—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM] characterised by quality surveillance of production
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B13/00—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion
- G05B13/02—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion electric
- G05B13/0205—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion electric not using a model or a simulator of the controlled system
- G05B13/024—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion electric not using a model or a simulator of the controlled system in which a parameter or coefficient is automatically adjusted to optimise the performance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J19/00—Chemical, physical or physico-chemical processes in general; Their relevant apparatus
- B01J19/0006—Controlling or regulating processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J19/00—Chemical, physical or physico-chemical processes in general; Their relevant apparatus
- B01J19/0006—Controlling or regulating processes
- B01J19/0033—Optimalisation processes, i.e. processes with adaptive control systems
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J19/00—Chemical, physical or physico-chemical processes in general; Their relevant apparatus
- B01J19/0006—Controlling or regulating processes
- B01J19/004—Multifunctional apparatus for automatic manufacturing of various chemical products
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B13/00—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion
- G05B13/02—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion electric
- G05B13/0265—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion electric the criterion being a learning criterion
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B13/00—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion
- G05B13/02—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion electric
- G05B13/04—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion electric involving the use of models or simulators
- G05B13/042—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion electric involving the use of models or simulators in which a parameter or coefficient is automatically adjusted to optimise the performance
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06N—COMPUTING ARRANGEMENTS BASED ON SPECIFIC COMPUTATIONAL MODELS
- G06N20/00—Machine learning
- G06N20/20—Ensemble learning
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06N—COMPUTING ARRANGEMENTS BASED ON SPECIFIC COMPUTATIONAL MODELS
- G06N3/00—Computing arrangements based on biological models
- G06N3/02—Neural networks
- G06N3/04—Architecture, e.g. interconnection topology
- G06N3/0499—Feedforward networks
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06N—COMPUTING ARRANGEMENTS BASED ON SPECIFIC COMPUTATIONAL MODELS
- G06N3/00—Computing arrangements based on biological models
- G06N3/02—Neural networks
- G06N3/08—Learning methods
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06N—COMPUTING ARRANGEMENTS BASED ON SPECIFIC COMPUTATIONAL MODELS
- G06N3/00—Computing arrangements based on biological models
- G06N3/02—Neural networks
- G06N3/08—Learning methods
- G06N3/09—Supervised learning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2219/00—Chemical, physical or physico-chemical processes in general; Their relevant apparatus
- B01J2219/00002—Chemical plants
- B01J2219/00027—Process aspects
- B01J2219/00033—Continuous processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2219/00—Chemical, physical or physico-chemical processes in general; Their relevant apparatus
- B01J2219/00049—Controlling or regulating processes
- B01J2219/00191—Control algorithm
- B01J2219/00193—Sensing a parameter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2219/00—Chemical, physical or physico-chemical processes in general; Their relevant apparatus
- B01J2219/00049—Controlling or regulating processes
- B01J2219/00191—Control algorithm
- B01J2219/00222—Control algorithm taking actions
- B01J2219/00227—Control algorithm taking actions modifying the operating conditions
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/32—Operator till task planning
- G05B2219/32187—Correlation between controlling parameters for influence on quality parameters
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/32—Operator till task planning
- G05B2219/32188—Teaching relation between controlling parameters and quality parameters
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/32—Operator till task planning
- G05B2219/32193—Ann, neural base quality management
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/32—Operator till task planning
- G05B2219/32194—Quality prediction
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/32—Operator till task planning
- G05B2219/32252—Scheduling production, machining, job shop
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06N—COMPUTING ARRANGEMENTS BASED ON SPECIFIC COMPUTATIONAL MODELS
- G06N7/00—Computing arrangements based on specific mathematical models
- G06N7/01—Probabilistic graphical models, e.g. probabilistic networks
-
- G—PHYSICS
- G16—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR SPECIFIC APPLICATION FIELDS
- G16C—COMPUTATIONAL CHEMISTRY; CHEMOINFORMATICS; COMPUTATIONAL MATERIALS SCIENCE
- G16C20/00—Chemoinformatics, i.e. ICT specially adapted for the handling of physicochemical or structural data of chemical particles, elements, compounds or mixtures
- G16C20/10—Analysis or design of chemical reactions, syntheses or processes
-
- G—PHYSICS
- G16—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR SPECIFIC APPLICATION FIELDS
- G16C—COMPUTATIONAL CHEMISTRY; CHEMOINFORMATICS; COMPUTATIONAL MATERIALS SCIENCE
- G16C20/00—Chemoinformatics, i.e. ICT specially adapted for the handling of physicochemical or structural data of chemical particles, elements, compounds or mixtures
- G16C20/70—Machine learning, data mining or chemometrics
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Definitions
- the present disclosure relates to optimization support devices, methods and programs that support the optimization of various parameters in the product production process.
- the process condition parameter that specifies the operating conditions of the process and the quality parameter of the product are associated with each other, and the quality is obtained from the process condition parameter.
- Methods have been proposed in which the parameters are predicted as a forward problem, and the optimum solution of the process condition parameter is predicted from the quality parameter as an inverse problem.
- Patent Document 1 in order to divide a product production process, define a plurality of prediction models, and optimize a product production plan, production is performed in the reverse order of the flow of producing a product from raw materials.
- a method for deriving the optimum solution of the plan has been proposed.
- the method described in Patent Document 1 corresponds to a method of predicting a process condition parameter by an inverse problem from a product quality parameter by learning the correlation between the process condition parameter and the quality parameter.
- Patent Document 2 proposes a method of modeling a production process by operating variables, state variables, and quality variables, and deriving the optimum operating variables in order to improve the quality of the product.
- the method described in Patent Document 2 corresponds to a method of predicting quality parameters as a forward problem from the parameters of process conditions.
- the present invention has been made in view of the above circumstances, and an object of the present invention is to enable accurate prediction of various conditions and the like in a product production process.
- the first optimization support device includes a first conversion unit that converts an operating condition parameter representing a process operating condition for producing a product into a state parameter representing a process state. It is provided with a second conversion unit that converts a state parameter into a quality parameter representing the quality of the product.
- the first conversion unit has a first learning model in which the state parameters are output by inputting the operating condition parameters.
- the second conversion unit may have a second learning model that has been trained to output quality parameters by inputting state parameters.
- a third conversion unit that converts quality parameters into state parameters and a third conversion unit It may further include a fourth conversion unit that converts a state parameter into an operating condition parameter.
- the third conversion unit converts the quality parameter into the state parameter based on the control parameter of the second learning model.
- the fourth conversion unit may convert the state parameter into the operating condition parameter based on the control parameter of the first learning model.
- the second optimization support device includes a third conversion unit that converts a quality parameter representing the quality of the product produced in the process for producing the product into a state parameter representing the state of the process. It includes a fourth conversion unit that converts a state parameter into an operating condition parameter that represents the operating condition of the process.
- the third conversion unit uses the quality parameter as the state parameter based on the control parameter of the learning model that has been trained to output the quality parameter by inputting the state parameter. It may be the one to be converted.
- it may have a learning model that has been trained to output quality parameters by inputting state parameters, and may further include a second conversion unit that converts the state parameters into quality parameters that represent the quality of the product. ..
- the fourth conversion unit sets the state parameters as operating conditions based on the control parameters of the learning model in which the learning is performed to output the state parameters by inputting the operating condition parameters. It may be converted into a parameter.
- it may have a learning model that has been trained to output a state parameter by inputting an operating condition parameter, and may further include a first conversion unit that converts the operating condition parameter into a state parameter.
- the process may be a flow synthesis process, a cell culture process, a vacuum film forming process, or a coating process. It may be a process.
- the first optimization support method converts an operating condition parameter representing the operating condition of a process for producing a product into a state parameter representing the state of the process. Convert state parameters to quality parameters that represent the quality of the product.
- the second optimization support method converts a quality parameter representing the quality of the product produced in the process for producing the product into a state parameter representing the state of the process. Convert the state parameters to operating condition parameters that represent the operating conditions of the process.
- first and second optimization support methods according to the present disclosure may be provided as a program to be executed by a computer.
- the third optimization support device includes a memory for storing instructions to be executed by a computer and a memory for storing instructions.
- the processor comprises a processor configured to execute a stored instruction. Convert the operating condition parameters that represent the operating conditions of the process for producing the product to the state parameters that represent the state of the process, Performs the process of converting state parameters into quality parameters that represent the quality of the product.
- the fourth optimization support device includes a memory for storing instructions to be executed by a computer and a memory for storing instructions.
- the processor comprises a processor configured to execute a stored instruction.
- a quality parameter that represents the quality of the product produced in the process for producing the product is converted into a state parameter that represents the state of the process.
- the process of converting the state parameter into the operating condition parameter representing the operating condition of the process is executed.
- Schematic block diagram showing the configuration of production equipment including a flow reactor
- Schematic block diagram showing the configuration of the optimization support device according to this embodiment Conceptual diagram of the layer structure of the neural network
- Conceptual diagram of the layer structure of the neural network Explanatory diagram of the teacher data dataset
- Conceptual diagram of processing performed in this embodiment A flowchart showing processing performed when the first learning model of the first conversion unit and the second learning model of the second conversion unit are generated in the present embodiment.
- Flowchart showing processing when deriving operating condition parameters from target quality parameters Schematic block diagram showing the configuration of the optimization support device according to another embodiment
- Schematic block diagram showing the configuration of the optimization support device according to still another embodiment Schematic block diagram showing the configuration of the optimization support device according to still another embodiment.
- FIG. 1 is a schematic block diagram showing a configuration of a production facility to which the optimization support device according to the embodiment of the present disclosure is applied.
- the production facility 1 according to the present embodiment includes a production device 2 and an optimization support device 3 according to the present embodiment.
- the flow reaction device is included as the production device 2.
- the flow reaction device is a device for obtaining a product by performing a flow reaction process in which a raw material is continuously reacted while flowing.
- FIG. 2 is a schematic block diagram showing the configuration of the production facility 1 including the flow reactor.
- the production apparatus 2 includes a flow reaction apparatus 11 and a controller 12.
- the flow reactor 11 includes a first supply section 21, a second supply section 22, a reaction section 23, and a recovery section 26. The operation of each part of the flow reaction device 11 is controlled by the controller 12.
- the controller 12 is connected to the optimization support device 3.
- the first supply unit 21 and the second supply unit 22 are connected to the upstream end of the reaction section 23 by piping, and the recovery section 26 is connected to the downstream end of the reaction section 23 by piping. It is connected.
- the flow reaction performed by the flow reaction device 11 includes, for example, a synthetic reaction for synthesizing a compound which is a monomer, a polymerization reaction for producing a polymer by reacting monomers with each other, and for example, a start reaction and a stop reaction such as an anion polymerization reaction. It may be an elementary reaction of. Therefore, the reactant to be the target of the flow reaction may be, for example, a compound at the growth stage to be the target of the termination reaction. In the present embodiment, a stop reaction for stopping the growth (growth) of polystyryllithium with methanol is carried out by a flow reaction.
- the first supply unit 21 is for supplying the first raw material for the flow reaction to the reaction section 23.
- the first raw material of the present embodiment is, for example, a first liquid in which lithium polystyryl is dissolved in a solvent, and lithium polystyryl is an example of a reaction product of a flow reaction treatment.
- the first supply unit 21 includes a pump (not shown), and the flow rate of the first raw material to the reaction section 23 is adjusted by adjusting the rotation speed of the pump.
- the second supply unit 22 is for supplying the second raw material for the flow reaction to the reaction section 23.
- the second raw material of the present embodiment is a mixture of methanol and water, that is, an aqueous methanol solution, and methanol is used as a terminator for the terminator reaction.
- the second supply unit 22 also includes a pump (not shown), and the flow rate of the second raw material to the reaction section 23 is adjusted by adjusting the rotation speed of the pump.
- the reaction section 23 is for performing a stop reaction as a flow reaction, and includes a merging unit 31, a reaction unit 32, a temperature control unit 33, an irradiation unit 34, and a first detection unit 35.
- the merging portion 31 is a T-shaped branched pipe, that is, a T-shaped pipe.
- a cross tube may be used instead of the T-shaped tube.
- the first pipe section 31a of the merging section 31 is connected to the first supply section 21, the second pipe section 31b is connected to the second supply section 22, and the third tube section 31c is connected to the reaction section 32.
- the reaction section 32 has a predetermined reaction path length and reaction path diameter. The reaction path length and reaction path diameter can be changed by changing the tubular member constituting the reaction section 32.
- the inside of the reaction unit 32 is a flow path of a mixture of the first raw material and the second raw material (hereinafter referred to as a mixed raw material), and the hollow portion in the pipe is defined as a reaction field.
- a mixed raw material a mixture of the first raw material and the second raw material
- the hollow portion in the pipe is defined as a reaction field.
- the termination reaction of anionic polymerization proceeds while passing through the reaction section 32 to produce polystyrene.
- the temperature control unit 33 is composed of, for example, a heater or the like, and is for adjusting the temperature of the flow reaction (hereinafter referred to as the reaction temperature).
- the temperature control unit 33 adjusts the temperature (reaction temperature) of the mixed raw material flowing through the merging unit 31 and the reaction unit 32.
- the irradiation unit 34 has, for example, a light source that emits light such as ultraviolet rays, and is for irradiating the reaction unit 32 with light such as ultraviolet rays when performing a photoreaction as a flow reaction.
- the first detection unit 35 detects the state of the mixed raw material in the reaction section 23 and outputs it to the optimization support device 3.
- the parameter representing the state of the mixed raw material (hereinafter referred to as a state parameter) is a parameter representing the physical characteristics of the mixed raw material obtained when the mixed raw material is reacted according to the input operating condition parameter and the environment in the reaction section.
- State parameters include, for example, the reaction temperature, color, pH, dissolved oxygen content, pressure of reaction section 23 and spectral form (infrared absorption spectrum, Raman spectroscopic waveform and nuclear magnetic resonance) representing the physical characteristics of the product. At least one of the waveforms) and the like.
- the first detection unit 35 includes a temperature sensor (not shown), an imaging unit, a pH sensor, a dissolved oxygen amount sensor, a spectrometer, and the like.
- Recovery section 26 is for recovering polystyrene, which is the product of the flow reaction.
- polystyrene is precipitated from the polystyrene solution guided from the reaction section, the precipitated polystyrene is collected from the mixed solution, and the collected polystyrene is dried to obtain polystyrene.
- the recovery section 26 includes a second detection unit 36.
- the second detection unit 36 detects the quality of the product which is the processing result of the flow reaction and outputs it to the optimization support device 3.
- the parameter representing the quality of the product (hereinafter referred to as a quality parameter) is a parameter that serves as a measure for determining whether or not the product obtained as a result of the reaction has appropriate quality.
- the quality parameter includes at least one of the product concentration, the impurity concentration, and the like, but in addition to this, at least one of the product purity, molecular weight, molecular weight dispersion, yield, and the like. May be used. Further, when the product is obtained in a solution state in which the product is dissolved in a solvent in the recovery section 26, the concentration of the product in the solution (molar concentration, etc.) may be detected as a quality parameter.
- the reaction section and the recovery section are not limited to the above examples, and are appropriately changed according to at least one such as the type of flow reaction and the type of product.
- a container may be provided in place of the recovery section 26, and the polystyrene solution guided from the reaction section 23 may be temporarily stored in this container.
- the stored polystyrene solution may be guided to the recovery section 26 and obtained by precipitating, collecting and drying the polystyrene.
- the controller 12 comprehensively controls the flow reaction device 11.
- the controller 12 is connected to the pumps of the first supply unit 21 and the second supply unit 22, the temperature control unit 33, the irradiation unit 34, the first detection unit 35, and the second detection unit 36.
- the controller 12 adjusts the flow rates of the first raw material and the second raw material by adjusting the rotation speeds of the pumps of the first supply unit 21 and the second supply unit 22. Further, the controller 12 controls the temperature of the mixed raw material by adjusting the temperature control unit 33. Further, the controller 12 controls the irradiation of the reaction section 23 with light such as ultraviolet rays by giving an instruction to the irradiation unit 34. Further, the controller 12 detects the state parameter and the quality parameter by instructing the first detection unit 35 and the second detection unit 36.
- the controller 12 also sets the operating conditions of the flow reaction device 11.
- the parameter representing the operating condition (hereinafter referred to as the operating condition parameter) is for setting the reaction condition which is the processing condition of the flow reaction processing, and in order to produce a product of appropriate quality, the flow reactor 11 It is a parameter for driving each part of.
- the operating condition parameters include, for example, at least one of the flow rate of the first raw material, the flow rate of the second raw material, the reaction time, the reaction temperature, the mixing ratio, the UV illuminance, the flow path depth, and the reagent equivalent when the reagent is used. There is one.
- the controller 12 has an operation unit (not shown), and sets an operation condition parameter by inputting an operation signal from the operation unit, thereby controlling the flow reaction device 11 to the set operation condition.
- the operating condition parameters are set by clicking or selecting with the mouse of the operation unit and / or inputting characters with the keyboard.
- controller 12 is connected to the optimization support device 3, and in addition to or instead of the operation signal from the above-mentioned operation unit, the operation condition is set as the target operation condition output by the optimization support device 3. As a result, the flow reaction device 11 is controlled to a predetermined operating condition.
- the optimization support device 3 provides support for accurately determining the target operating condition parameters for the flow reaction process performed by the flow reaction device 11.
- the optimization support device 3 includes, for example, one computer in which the optimization support program of the present embodiment is installed.
- the optimization support program is stored in the storage device of the server computer connected to the network or the network storage in a state of being accessible from the outside, and is downloaded and installed in the computer at the request of the operator. Alternatively, it is recorded and distributed on a recording medium such as a DVD (Digital Versatile Disc) or a CD-ROM (Compact Disc Read Only Memory), and is installed on a computer from the recording medium.
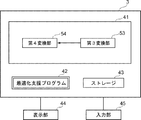
- FIG. 3 is a schematic block diagram showing a configuration of an optimization support device realized by installing an optimization support program on a computer.
- the optimization support device 3 includes a CPU (Central Processing Unit) 41, a memory 42, and a storage 43 as a standard computer configuration. Further, the optimization support device 3 is connected to a display unit 44 such as a liquid crystal display and an input unit 45 such as a keyboard and a mouse.
- a display unit 44 such as a liquid crystal display
- an input unit 45 such as a keyboard and a mouse.
- the storage 43 is composed of a hard disk drive or the like, and stores various information including information necessary for optimization support processing.
- the optimization support program is stored in the memory 42.
- the optimization support program As a process to be executed by the CPU 41, the optimization support program generates a first conversion process for converting an operating condition parameter representing an operating condition of a process for producing a product into a state parameter representing a process state, and a state parameter.
- the computer functions as the first conversion unit 51, the second conversion unit 52, the third conversion unit 53, the fourth conversion unit 54, and the learning unit 55.
- the first conversion unit 51 converts the operating condition parameter representing the operating condition of the process for producing the product (flow reaction in the present embodiment) into the state parameter representing the state of the process, thereby converting the state parameter. Derived.
- the first conversion unit 51 has a first learning model M1 that has been trained to output a state parameter by inputting an operating condition parameter.
- the first learning model M1 is constructed by the learning unit 55 learning a neural network or the like as described later.
- the second conversion unit 52 derives the quality parameter by converting the state parameter into a quality parameter representing the quality of the product (polystyrene in this embodiment).
- the second conversion unit 52 has a second learning model M2 that has been trained to output quality parameters by inputting state parameters.
- the second learning model M2 is constructed by the learning unit 55 learning a neural network or the like as described later.
- the third conversion unit 53 derives the state parameter by converting the quality parameter representing the quality of the product into the state parameter representing the state of the process.
- the third conversion unit 53 converts the quality parameter into the state parameter based on the control parameter of the second learning model M2 in the second conversion unit 52.
- the fourth conversion unit 54 derives the operating condition parameter by converting the state parameter representing the process state into the operating condition parameter representing the operating condition of the process.
- the fourth conversion unit 54 converts the state parameter into the operating condition parameter based on the control parameter of the first learning model M1 in the first conversion unit 51.
- the model used for the first learning model M1 is a prediction model that predicts state parameters by inputting operating condition parameters.
- the model used for the second learning model M2 is also a prediction model that predicts quality parameters by inputting state parameters.
- a machine learning model can be used as the prediction model. Examples of the machine learning model include linear regression, Gaussian process regression, support vector regression, decision tree, ensemble method, bagging method, boosting method, gradient boosting method, and the like.
- a neural network model is an example of a machine learning model. Examples of the neural network model include a simple perceptron, a multi-layer perceptron, a deep neural network, a convolutional neural network, a deep belief network, a recurrent neural network, and a stochastic neural network.
- Random forest can be mentioned as an ensemble method for machine learning models. Random forest uses randomly sampled training data and randomly selected explanatory variables to create multiple decision trees with low correlation, and integrates and averages the prediction results to improve prediction accuracy. This is an improved learning model.
- the control parameters of the random forest model include the number of explanatory variables and the number of branches of the decision tree.
- a deep neural network can be mentioned as a neural network model.
- deep neural networks Compared to machine learning models other than neural networks, deep neural networks have a large number of model control parameters and can be flexibly combined, so they can exhibit high performance for various data configurations.
- Control parameters of the deep neural network include the number of layers of the network, the number of nodes, the type of activation function, the dropout ratio, the mini-batch size, the number of epochs, the learning rate, and the like. There are multiple execution frameworks for these models, and you can select from them as appropriate.
- the execution framework can be selected from Tensorflow, CNTK, Theano, Caffe, mxnet, Keras, PyTorch, Chainer, Scikit-learn, Caret, Matlab® and the like.
- a neural network is used as a prediction model.
- the learning unit 55 learns the neural network as a prediction model and constructs the first learning model M1 and the second learning model M2. First, the first learning model M1 of the first conversion unit 51 will be described.
- the learning unit 55 learns the neural network using the operating condition parameter as an explanatory variable and the state parameter as the objective variable, and derives a function representing the relationship between the operating condition parameter and the state parameter to derive the first learning model. Build M1.
- the learning unit 55 generates the following functions (1A), (1B), and (1C) that represent the relationship between the operating condition parameter and the state parameter.
- xi (i is a natural number) is the value of the operating condition parameter, and the maximum value of i is the number of operating condition parameters.
- ym (m is a natural number) is the value of the state parameter, and the maximum value of m is the number of state parameters.
- m 3.
- ul (l is a natural number) is a node of the hidden layer L2 in the neural network described later, and the maximum value of l is the number of nodes.
- l 3.
- w xiul and w ulym are weighting coefficients representing the connection weight of the neural network. Specifically, w xiul is a weighting factor between xi and ul, and w ulym is a weighting factor between ul and ym.
- FIG. 4 is a diagram for explaining the layer structure of the neural network for constructing the first learning model M1 in the present embodiment.
- the neural network 60 has a three-layer structure of an input layer L1, a hidden layer L2, and an output layer L3.
- the input layer L1 is composed of operating condition parameter values x1 to x5, which are explanatory variables.
- the hidden layer L2 is composed of three nodes u1 to u3, and is one layer in the present embodiment.
- Each of the nodes u1 to u3 is the sum of the values obtained by weighting x1 to x5 with the weighting coefficient w xiul corresponding to each of x1 to x5.
- the output layer L3 is composed of the values y1 to y3 of the state parameters which are the objective variables.
- Each of the state parameter values y1 to y3 is a value obtained by weighting with the weighting coefficient w ulym corresponding to each of the nodes u1 to u3 using the nodes u1 to u3 .
- the black circles “ ⁇ ” in FIG. 4 indicate the weighting coefficients w xiul and w ulym .
- the weighting coefficients w xiul and w ulym are derived by learning the neural network 60 using the teacher data.
- the layer structure of the neural network 60 is not limited to that shown in FIG.
- the learning unit 55 learns the neural network using the state parameter as an explanatory variable and the quality parameter as the objective variable, and derives a function representing the relationship between the state parameter and the quality parameter to obtain the second learning model M2. To construct.
- the learning unit 55 generates the following functions (2A) and (2B) that represent the relationship between the operating condition parameter and the state parameter.
- z1 w u1z1 / [1 + exp ⁇ -(w y1u11 ⁇ y1 + w y2u11 ⁇ y2 + w y3u11 ⁇ y3) ⁇ ] + w u2z1 / [1 + exp ⁇ -(w y1u12 ⁇ y1 + w y2u12 ⁇ y2 + w y3u12 ⁇ y3) ⁇ ] + w u3z1 / [1 + exp ⁇ -(w y1u13 ⁇ y1 + w y2u13 ⁇ y2 + w y3u13 ⁇ y3) ⁇ ]...
- z2 w u1z2 / [1 + exp ⁇ -(w y1u11 ⁇ y1 + w y2u11 ⁇ y2 + w y3u11 ⁇ y3) ⁇ ] + w u2z2 / [1 + exp ⁇ -(w
- ym (m is a natural number) is the value of the state parameter.
- m 3.
- zk (k is a natural number) is the value of the quality parameter, and the maximum value of k is the number of quality parameters.
- the quality parameters are, for example, the product concentration and the impurity concentration
- k 2.
- w ymu1l and w u1lzk are weighting coefficients representing the connection weight of the neural network. Specifically, w ymu1l is a weighting factor between ym and u1l, and w u1lzk is a weighting factor between u1l and zk.
- FIG. 5 is a diagram for explaining the layer structure of the neural network for constructing the second learning model M2 in the present embodiment.
- the neural network 70 has a three-layer structure of an input layer L11, a hidden layer L12, and an output layer L13.
- the input layer L11 is composed of the values y1 to y3 of the state parameters which are explanatory variables.
- the hidden layer L12 is composed of three nodes u11 to u13, and is one layer in the present embodiment. Each of the nodes u11 to u13 is the sum of the values obtained by weighting y1 to y3 with the weighting coefficient w ymu1l corresponding to each of y1 to y3.
- the output layer L13 is composed of quality parameter values z1 and z2, which are objective variables.
- Each of the quality parameter values z1 and z2 is a value obtained by weighting the nodes u1 to u3 with the weighting coefficient w u1lzk corresponding to each of the nodes u1 to u3 .
- the black circles “ ⁇ ” in FIG. 5 indicate the weighting coefficients w ymu1l and w u1lzk .
- the weighting coefficients w ymu1l and w u1lzkym are derived by learning the neural network 70 using the teacher data.
- the layer structure of the neural network 70 is not limited to that shown in FIG.
- the learning unit 55 learns the neural networks 60 and 70 using a plurality of teacher data generated in advance to construct the first learning model M1 and the second learning model M2.
- the teacher data includes operating condition parameters, state parameters and quality parameters when a product of favorable quality is obtained.
- a plurality of teacher data are prepared and stored in the storage 43.
- FIG. 6 is a diagram showing an example of teacher data.
- the teacher data includes operating condition parameters, state parameters and quality parameters.
- the operating condition parameters include five parameters of the flow rate of the first raw material, the flow rate of the second raw material, the reaction time, the reaction temperature, and the mixing ratio.
- the state parameters include three parameters of mixed raw material color, pressure and pH.
- the quality parameter includes two parameters, the product concentration and the impurity concentration.
- the learning unit 55 uses the teacher data stored in the storage 43 to train the neural networks 60 and 70 according to, for example, the error back propagation method. Specifically, for the neural network 60, the learning unit 55 inputs the operating condition parameters included in one of the teacher data sets to the neural network 60, and causes the neural network 60 to output the state parameters. Then, the learning unit 55 derives the weighting coefficients w xiul and w ulym so that the difference between the state parameters output to the neural network 60 and the state parameters included in the teacher data is minimized, so that the neural network 60 To learn.
- the learning unit 55 inputs the state parameter included in one of the teacher data sets to the neural network 70, and outputs the quality parameter from the neural network 70. Then, the learning unit 55 derives the weighting coefficients w ymu1l and w u1lzk so that the difference between the quality parameter output to the neural network 70 and the quality parameter included in the teacher data is minimized, so that the neural network 70 To learn.
- the learning unit 55 stores the functions represented by the first learning model M1 and the second learning model M2 in the storage 43.
- the third conversion unit 53 and the fourth conversion unit 54 derive an operating condition parameter for obtaining the target quality parameter from the target unknown quality parameter (hereinafter referred to as the target quality parameter).
- the third conversion unit 53 converts the target quality parameter into a state parameter based on the control parameter of the second learning model M2 possessed by the second conversion unit 52.
- the state parameter obtained by converting the target quality parameter is called the target state parameter.
- the control parameters are the weighting coefficients w ymu1l and w u1lzk in the function obtained based on the second learning model M2.
- the third conversion unit 53 derives the following functions G21 and G21 in order to generate the target state parameter.
- G21 zt1- [w u1z1 / [1 + exp ⁇ -(w y1u11 ⁇ y1 + w y2u11 ⁇ y2 + w y3u11 ⁇ y3) ⁇ ] + w u2z1 / [1 + exp ⁇ -(w y1u12 ⁇ y1 + w y2u12) ⁇ y2 + w y3u12 ⁇ y3) ⁇ ] + w u3z1 / [1 + exp ⁇ -(w y1u13 ⁇ y1 + w y2u13 ⁇ y2 + w y3u13 ⁇ y3) ⁇ ]]...
- G22 zt2- [w u1z2 / [1 + exp ⁇ -(w y1u11 ⁇ y1 + w y2u11 ⁇ y2 + w y3u11 ⁇ y3) ⁇ ] + w u2z2
- zt1 and zt2 are target quality parameters, respectively.
- the third conversion unit 53 derives the state parameter ym for minimizing the absolute value of the functions G21 and G22 as the target state parameter ytm.
- multivariate analysis such as multiple regression analysis and principal component analysis, or genetic algorithm, multi-objective particle swarm optimization and Bayes
- the target state parameter ytm is derived by performing multi-objective optimization such as optimization.
- the fourth conversion unit 54 converts the target state parameter into an operating condition parameter based on the control parameter of the first learning model M1 possessed by the first conversion unit 51.
- the operating condition parameter obtained by converting the target state parameter is used as the target operating condition parameter.
- the control parameters are the weighting coefficients w xiul and w ulym in the function represented by the first learning model M1.
- the fourth conversion unit 54 generates the following functions G11, G12, and G13 in order to generate the target operating condition parameters.
- G11 yt1- [w u1y1 / [1 + exp ⁇ -(w x1u1 x x1 + w x2u1 x x2 +... + w x5u1 x x5) ⁇ ] + w u2y1 / [1 + exp ⁇ -(w x1u2 ⁇ x1 + w x2u2 ⁇ x2 +... + w x5u2 ⁇ x5) ⁇ ] + w u3y1 / [1 + exp ⁇ -(w x1u3 ⁇ x1 + w x2u3 ⁇ x2 +... + w x5u3 ⁇ x5) ⁇ ]]... (4A)
- G12 yt2- [w u1y2 / [1 + exp ⁇ -(w x1u1 ⁇ x1 + w x2u1 ⁇ x2 +... + w x5u1 ⁇ x5) ⁇ ]
- yt1, yt2, and yt3 are target state parameters, respectively.
- the fourth conversion unit 54 derives the operation condition parameter xi for minimizing the absolute value of the functions G11 to G13 as the target operation condition parameter xti.
- multivariate analysis such as multiple regression analysis and principal component analysis, or genetic algorithm
- multi-objective particle swarm optimization The target operating condition parameter xti is derived by performing multi-objective optimization such as conversion and Bayesian optimization.
- the processing performed by the first conversion unit 51, the second conversion unit 52, the third conversion unit 53, and the fourth conversion unit 54 described above will be conceptually described with reference to FIG. 7.
- the first conversion unit 51 predicts the state parameter as a forward problem from the operating condition parameter.
- the second conversion unit 52 predicts the quality parameter as a forward problem from the state parameter.
- the third conversion unit 53 predicts the state parameter as an inverse problem from the quality parameter.
- the fourth conversion unit 54 predicts the operating condition parameter from the state parameter as an inverse problem.
- the white arrows represent the forward problem
- the black arrows represent the inverse problem.
- the quality parameter is derived from the operating condition parameter by the two-step process through the state parameter.
- the operating condition parameter is derived by the two-step process from the quality parameter to the state parameter.
- the optimization support device 3 outputs the target operating condition parameter xti to the controller 12.
- the controller 12 controls the operation of the flow reaction device 11 according to the target operating condition parameter xti. As a result, a product having the target quality is produced.
- FIG. 8 is a flowchart showing a process performed at the time of constructing the first learning model M1 of the first conversion unit 51 and the second learning model M2 of the second conversion unit 52 in the present embodiment.
- the learning unit 55 reads one teacher data from the plurality of teacher data stored in the storage 43 (step ST1), and learns the relationship between the operating condition parameter and the state parameter for the neural network of the first conversion unit 51. (First learning; step ST2).
- the learning unit 55 causes the neural network of the second conversion unit 52 to learn the relationship between the state parameter and the quality parameter (second learning; step ST3).
- step ST3 the learning unit 55 returns to step ST1, reads out the next teacher data, and repeats the processes of step ST2 and step ST3.
- the first learning model M1 and the second learning model M2 are constructed.
- the learning unit 55 has a difference between the state parameter generated by the first conversion unit 51 and the state parameter of the teacher data, and a difference between the quality parameter generated by the second conversion unit 52 and the quality parameter of the teacher data. , The learning is repeated until the value becomes equal to or lower than the predetermined threshold value.
- the number of repetitions may be a predetermined number of times.
- FIG. 9 is a flowchart showing a process for deriving the operating condition parameter from the target quality parameter.
- the third conversion unit 53 uses the target quality parameter as the target state parameter based on the control parameter of the second learning model M2. Convert (step ST12).
- the fourth conversion unit 54 converts the target state parameter into the target operation parameter (step ST13), and ends the process.
- the quality parameter is conventionally derived from the process condition parameter, but the process condition parameter is divided into the operation condition parameter and the state parameter, and the operation condition parameter is set to the state by the first conversion unit 51.
- the quality parameter is derived by a two-step process of converting the parameter into a parameter and converting the state parameter into a quality parameter by the second conversion unit 52. Therefore, in the processing performed by the first conversion unit 51 and the second conversion unit 52, respectively, as compared with the conventional processing of obtaining the quality parameter by using it as the process condition parameter without distinguishing between the operation condition parameter and the state parameter. , The number of input parameters can be reduced. As a result, overfitting can be prevented, especially when a learning model constructed by learning such as a neural network is used for conversion. Therefore, according to the present embodiment, various conditions in the product production process can be accurately predicted.
- the process of deriving the target operating condition parameter from the target quality parameter is performed in each of the third conversion unit 53 and the fourth conversion unit 54, so that the process is divided into two processes. Therefore, in comparison with the conventional process of obtaining the process condition parameter from the quality parameter without distinguishing between the operation condition parameter and the state parameter, the input is performed in the process performed by the third conversion unit 53 and the fourth conversion unit 54, respectively. The number of parameters to be processed can be reduced. As a result, according to the present embodiment, the target operating condition parameter can be accurately predicted from the target quality parameter.
- the target quality parameter is converted to the target state parameter by using the control parameter of the second learning model M2, and the target state parameter is converted to the target operating condition parameter by the first learning model M1.
- the control parameters of are used.
- the control parameters of the first learning model M1 and the second learning model M2 can accurately predict various conditions in the product production process. Therefore, according to the present embodiment, the target operating condition parameter can be accurately derived from the target quality parameter. Therefore, by producing the product using the target operating condition parameter, the product having the target quality can be obtained.
- the operating condition is as in the present embodiment.
- the correlation between the parameter and the state parameter is not learned at all. Therefore, even if the production process is performed according to the predicted process condition parameters, the product having the target quality may not be produced. That is, when the process condition parameter is predicted from the quality parameter by learning the correlation between the process condition parameter and the quality parameter, it is premised that the state parameter can be realized by the operating condition parameter. However, that premise does not hold in most cases. Therefore, it is not possible to accurately predict the process condition parameter that can achieve the target quality parameter by the method of predicting the process condition parameter from the quality parameter as in the conventional case.
- the process condition parameter is divided into an operating condition parameter and a state parameter, the state parameter is predicted from the quality parameter, the operating condition parameter is predicted from the state parameter, and the state parameter is predicted from the operating condition parameter.
- Predicted quality parameters from state parameters. Therefore, the operating condition parameter, the state parameter, and the quality parameter can be predicted in the situation where the premise that the state parameter can be realized by the operating condition parameter included in the process condition parameter is established. Therefore, according to the present embodiment, various conditions in the product production process can be accurately predicted.
- the first conversion unit 51 converts the operating condition parameters into the state parameters by using the first learning model M1 constructed by learning the neural network 60. It is not limited to.
- the operating condition parameter may be converted into a state parameter by a mathematical formula for converting the operating condition parameter into a state parameter, or a table in which the operating condition parameter is associated with the state parameter.
- the fourth conversion unit 54 converts the state parameter into the operation condition parameter by a mathematical formula for converting the state parameter into the operation condition parameter, or a table in which the state parameter and the operation condition parameter are associated with each other. May be good.
- the second conversion unit 52 converts the state parameter into a quality parameter by using the second learning model M2 constructed by learning the neural network 70. It is not limited.
- the state parameter may be converted into a quality parameter by a mathematical formula for converting the state parameter into a quality parameter, or a table in which the state parameter and the quality parameter are associated with each other.
- the third conversion unit 53 may convert the quality parameter into the state parameter by a mathematical formula for converting the quality parameter into the state parameter, or a table in which the quality parameter and the state parameter are associated with each other.
- the optimization support device 3 includes a first conversion unit 51, a second conversion unit 52, a third conversion unit 53, and a fourth conversion unit 54, but the present invention is limited to this. Not a thing. As shown in FIG. 10, it may have only the first conversion unit 51 and the second conversion unit 52.
- the first conversion unit 51 may convert the operating condition parameter into a state parameter by the first learning model M1, or may convert the operating condition parameter into a state parameter by a mathematical formula, a table, or the like. May be good.
- the second conversion unit 52 may convert the state parameter into a quality parameter by the second learning model M2, or may convert the state parameter into a quality parameter by a mathematical formula, a table, or the like.
- the optimization support device 3 may have only the third conversion unit 53 and the fourth conversion unit 54.
- the third conversion unit 53 may convert the quality parameter into the state parameter by using the control parameter of the second learning model M2 constructed by a device separate from the optimization support device 3.
- Formulas, tables, etc. may be used to convert quality parameters into state parameters.
- the fourth conversion unit 54 may convert the state parameter into the operating condition parameter by using the control parameter of the first learning model M1 constructed by a device separate from the optimization support device 3.
- a mathematical formula, a table, or the like may be used to convert a state parameter into an operating condition parameter.
- the flow synthesis process is used as the process for producing the product, but the present invention is not limited to this.
- a cell culture process may be used as the process for producing the product.
- the product is a cell and an antibody produced by the cell
- the cell culture condition is used as an operating condition parameter
- the cell and the quality of the antibody produced by the cell are used as a quality parameter.
- the production device 2 shown in FIG. 1 is a cell culture device.
- the operating condition parameters include, for example, the perfusion ratio, the number of cells in the stationary phase, the stirring speed of the liquid in the culture tank, the amount of bottom air, the amount of bottom oxygen, and the amount of bottom nitrogen.
- Upper surface carbon dioxide amount, upper surface air amount, defoaming agent amount, surfactant amount and the like can be used.
- State parameters include, for example, pH, pO2 (oxygen partial pressure), pCO2 (carbon dioxide partial pressure), Gln (glutamine concentration), Glu (glutamic acid concentration), Gluc (glucose concentration), Lac (lactic acid concentration), NH4 + ( Ammonia ion concentration), Na + (sodium ion concentration), K + (potassium ion concentration), Osmol (osmotic pressure), Kla (oxygen transfer coefficient) and the like can be used.
- quality parameters antibody concentration, by-product concentration, number of living cells (number of living cells) and the like can be used.
- a vacuum film forming process may be used as a process for producing the product.
- the product is a film formed on the surface of a substrate such as glass, resin and metal.
- the production apparatus 2 shown in FIG. 1 is a vacuum film forming apparatus.
- the condition of vacuum film formation is used as an operation parameter, and the quality of film formation is used as a quality parameter.
- the operating condition parameters for example, vacuum pressure, applied voltage, bias voltage, substrate temperature, film formation time, gas flow rate, gas concentration, line speed and the like can be used.
- the state parameters are the state of plasma, and plasma stability, plasma color development, ICP-OES / ICP-AES (plasma emission spectrometry) waveform spectrum, plasma density, adhesive plate depot thickness, device potential difference, and the like can be used.
- As the quality parameter film quality, barrier performance and the like can be used.
- a roll-to-roll coating process may be used as the process for producing the product.
- the products are liquid crystal retardation films with a coating film formed on the surface of the substrate resin, such as TAC (triacetyl cellulose), PET (polyethylene terephthalate), and COP (cycloolefin polymer).
- TAC triacetyl cellulose
- PET polyethylene terephthalate
- COP cycloolefin polymer
- the production device 2 shown in FIG. 1 is a coating device.
- the coating condition is used as an operating condition parameter
- the quality of the coating film is used as a quality parameter.
- the operating condition parameters for example, the coating flow rate, the liquid temperature, the drying temperature, the line speed, the transport roll temperature, and the like can be used.
- the state parameters pulsation of the liquid, fluctuation of the drying air velocity, the amount of volatilization during drying, the amount of liquid permeation into the substrate, and the like can be used.
- the quality parameters the film quality, the film thickness distribution of the coating film, the adhesion between the coating film and the substrate, and the like can be used.
- a processing unit that executes various processes such as a first conversion unit 51, a second conversion unit 52, a third conversion unit 53, a fourth conversion unit 54, and a learning unit 55.
- various processors processors shown below can be used.
- the various processors include a CPU, which is a general-purpose processor that executes software (program) and functions as various processing units, and a circuit after manufacturing an FPGA (Field Programmable Gate Array) or the like.
- Dedicated electricity which is a processor with a circuit configuration specially designed to execute specific processing such as programmable logic device (PLD), ASIC (Application Specific Integrated Circuit), which is a processor whose configuration can be changed. Circuits and the like are included.
- One processing unit may be composed of one of these various processors, or a combination of two or more processors of the same type or different types (for example, a combination of a plurality of FPGAs or a combination of a CPU and an FPGA). ) May be configured. Further, a plurality of processing units may be configured by one processor.
- one processor is configured by combining one or more CPUs and software. There is a form in which this processor functions as a plurality of processing units.
- SoC System On Chip
- the various processing units are configured by using one or more of the various processors as a hardware structure.
- circuitry in which circuit elements such as semiconductor elements are combined can be used.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Software Systems (AREA)
- General Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- Artificial Intelligence (AREA)
- Evolutionary Computation (AREA)
- General Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Automation & Control Theory (AREA)
- Chemical & Material Sciences (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Medical Informatics (AREA)
- Mathematical Physics (AREA)
- Computing Systems (AREA)
- Data Mining & Analysis (AREA)
- Biomedical Technology (AREA)
- Biophysics (AREA)
- General Health & Medical Sciences (AREA)
- Computational Linguistics (AREA)
- Molecular Biology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Quality & Reliability (AREA)
- Feedback Control In General (AREA)
- General Factory Administration (AREA)
Abstract
Description
状態パラメータを生成物の品質を表す品質パラメータに変換する第2変換部とを備える。
第2変換部は、状態パラメータの入力により品質パラメータを出力する学習がなされた第2学習モデルを有するものであってもよい。
状態パラメータを運転条件パラメータに変換する第4変換部とをさらに備えるものであってもよい。
第4変換部は、第1学習モデルの制御パラメータに基づいて、状態パラメータを運転条件パラメータに変換するものであってもよい。
状態パラメータを、プロセスの運転条件を表す運転条件パラメータに変換する第4変換部とを備える。
状態パラメータを生成物の品質を表す品質パラメータに変換する。
状態パラメータを、プロセスの運転条件を表す運転条件パラメータに変換する。
記憶された命令を実行するよう構成されたプロセッサとを備え、プロセッサは、
生成物を生産するためのプロセスの運転条件を表す運転条件パラメータを、プロセスの状態を表す状態パラメータに変換し、
状態パラメータを生成物の品質を表す品質パラメータに変換する処理を実行する。
記憶された命令を実行するよう構成されたプロセッサとを備え、プロセッサは、
生成物を生産するためのプロセスにおいて生成される生成物の品質を表す品質パラメータを、プロセスの状態を表す状態パラメータに変換し、
状態パラメータを、プロセスの運転条件を表す運転条件パラメータに変換する処理を実行する。
+wu2y1/[1+exp{-(wx1u2×x1+wx2u2×x2+…+wx5u2×x5)}]
+wu3y1/[1+exp{-(wx1u3×x1+wx2u3×x2+…+wx5u3×x5)}] …(1A)
y2=wu1y2/[1+exp{-(wx1u1×x1+wx2u1×x2+…+wx5u1×x5)}]
+wu2y2/[1+exp{-(wx1u2×x1+wx2u2×x2+…+wx5u2×x5)}]
+wu3y2/[1+exp{-(wx1u3×x1+wx2u3×x2+…+wx5u3×x5)}] …(1B)
y3=wu1y3/[1+exp{-(wx1u1×x1+wx2u1×x2+…+wx5u1×x5)}]
+wu2y3/[1+exp{-(wx1u2×x1+wx2u2×x2+…+wx5u2×x5)}]
+wu3y3/[1+exp{-(wx1u3×x1+wx2u3×x2+…+wx5u3×x5)}] …(1C)
+wu2z1/[1+exp{-(wy1u12×y1+wy2u12×y2+wy3u12×y3)}]
+wu3z1/[1+exp{-(wy1u13×y1+wy2u13×y2+wy3u13×y3)}] …(2A)
z2=wu1z2/[1+exp{-(wy1u11×y1+wy2u11×y2+wy3u11×y3)}]
+wu2z2/[1+exp{-(wy1u12×y1+wy2u12×y2+wy3u12×y3)}]
+wu3z2/[1+exp{-(wy1u13×y1+wy2u13×y2+wy3u13×y3)}] …(2B)
+wu3z1/[1+exp{-(wy1u13×y1+wy2u13×y2+wy3u13×y3)}]] …(3A)
G22=zt2-[wu1z2/[1+exp{-(wy1u11×y1+wy2u11×y2+wy3u11×y3)}] +wu2z2/[1+exp{-(wy1u12×y1+wy2u12×y2+wy3u12×y3)}]
+wu3z2/[1+exp{-(wy1u13×y1+wy2u13×y2+wy3u13×y3)}]] …(3B)
+wu2y1/[1+exp{-(wx1u2×x1+wx2u2×x2+…+wx5u2×x5)}]
+wu3y1/[1+exp{-(wx1u3×x1+wx2u3×x2+…+wx5u3×x5)}]] …(4A)
G12=yt2-[wu1y2/[1+exp{-(wx1u1×x1+wx2u1×x2+…+wx5u1×x5)}] +wu2y2/[1+exp{-(wx1u2×x1+wx2u2×x2+…+wx5u2×x5)}]
+wu3y2/[1+exp{-(wx1u3×x1+wx2u3×x2+…+wx5u3×x5)}]] …(4B)
G13=yt3-[wu1y3/[1+exp{-(wx1u1×x1+wx2u1×x2+…+wx5u1×x5)}]
+wu2y3/[1+exp{-(wx1u2×x1+wx2u2×x2+…+wx5u2×x5)}]
+wu3y3/[1+exp{-(wx1u3×x1+wx2u3×x2+…+wx5u3×x5)}]] …(4C)
2 生産装置
3 最適化支援装置
11 フロー反応装置
12 コントローラ
21 第1供給部
22 第2供給部
23 反応セクション
26 回収セクション
31 合流部
31a~31c 第1管部~第3管部
32 反応部
33 温調部
34 照射部
35 第1検出部
36 第2検出部
41 CPU
42 メモリ
43 ストレージ
44 表示部
45 入力部
51 第1変換部
52 第2変換部
53 第3変換部
54 第4変換部
55 学習部
60,70 ニューラルネットワーク
L1,L11 入力層
L2,L12 中間層
L3,L13 出力層
xi 運転条件パラメータの値
ul、u1l ノード値
ym 状態パラメータの値
zk 品質パラメータの値
Claims (18)
- 生成物を生産するためのプロセスの運転条件を表す運転条件パラメータを、前記プロセスの状態を表す状態パラメータに変換する第1変換部と、
前記状態パラメータを前記生成物の品質を表す品質パラメータに変換する第2変換部とを備えた最適化支援装置。 - 前記第1変換部は、前記運転条件パラメータの入力により前記状態パラメータを出力する学習がなされた第1学習モデルを有し、
前記第2変換部は、前記状態パラメータの入力により前記品質パラメータを出力する学習がなされた第2学習モデルを有する請求項1に記載の最適化支援装置。 - 前記品質パラメータを前記状態パラメータに変換する第3変換部と、
前記状態パラメータを運転条件パラメータに変換する第4変換部とをさらに備えた請求項1に記載の最適化支援装置。 - 前記品質パラメータを前記状態パラメータに変換する第3変換部と、
前記状態パラメータを運転条件パラメータに変換する第4変換部とをさらに備えた請求項2に記載の最適化支援装置。 - 前記第3変換部は、前記第2学習モデルの制御パラメータに基づいて、前記品質パラメータを前記状態パラメータに変換し、
前記第4変換部は、前記第1学習モデルの制御パラメータに基づいて、前記状態パラメータを前記運転条件パラメータに変換する請求項4に記載の最適化支援装置。 - 生成物を生産するためのプロセスにおいて生成される前記生成物の品質を表す品質パラメータを、前記プロセスの状態を表す状態パラメータに変換する第3変換部と、
前記状態パラメータを、前記プロセスの運転条件を表す運転条件パラメータに変換する第4変換部とを備えた最適化支援装置。 - 前記第3変換部は、前記状態パラメータの入力により前記品質パラメータを出力する学習がなされた学習モデルの制御パラメータに基づいて、前記品質パラメータを前記状態パラメータに変換する請求項6に記載の最適化支援装置。
- 前記状態パラメータの入力により前記品質パラメータを出力する学習がなされた学習モデルを有し、前記状態パラメータを前記生成物の品質を表す品質パラメータに変換する第2変換部をさらに備えた請求項7に記載の最適化支援装置。
- 前記第4変換部は、前記運転条件パラメータの入力により前記状態パラメータを出力する学習がなされた学習モデルの制御パラメータに基づいて、前記状態パラメータを前記運転条件パラメータに変換する請求項6から8のいずれか1項に記載の最適化支援装置。
- 前記運転条件パラメータの入力により前記状態パラメータを出力する学習がなされた学習モデルを有し、前記運転条件パラメータを前記状態パラメータに変換する第1変換部をさらに備えた請求項9に記載の最適化支援装置。
- 前記プロセスは、フロー合成プロセスである請求項1から10のいずれか1項に記載の最適化支援装置。
- 前記プロセスは、細胞培養プロセスである請求項1から10のいずれか1項に記載の最適化支援装置。
- 前記プロセスは、真空成膜プロセスである請求項1から10のいずれか1項に記載の最適化支援装置。
- 前記プロセスは、塗布プロセスである請求項1から10のいずれか1項に記載の最適化支援装置。
- 生成物を生産するためのプロセスの運転条件を表す運転条件パラメータを、前記プロセスの状態を表す状態パラメータに変換し、
前記状態パラメータを前記生成物の品質を表す品質パラメータに変換する最適化支援方法。 - 生成物を生産するためのプロセスにおいて生成される前記生成物の品質を表す品質パラメータを、前記プロセスの状態を表す状態パラメータに変換し、
前記状態パラメータを、前記プロセスの運転条件を表す運転条件パラメータに変換する最適化支援方法。 - 生成物を生産するためのプロセスの運転条件を表す運転条件パラメータを、前記プロセスの状態を表す状態パラメータに変換する手順と、
前記状態パラメータを前記生成物の品質を表す品質パラメータに変換する手順とをコンピュータに実行させる最適化支援プログラム。 - 生成物を生産するためのプロセスにおいて生成される前記生成物の品質を表す品質パラメータを、前記プロセスの状態を表す状態パラメータに変換する手順と、
前記状態パラメータを、前記プロセスの運転条件を表す運転条件パラメータに変換する手順とをコンピュータに実行させる最適化支援プログラム。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202080040798.6A CN113994281A (zh) | 2019-07-03 | 2020-05-19 | 优化支援装置、方法及程序 |
| JP2021529910A JP7577657B2 (ja) | 2019-07-03 | 2020-05-19 | 最適化支援装置、方法およびプログラム |
| EP20834542.1A EP3995917B1 (en) | 2019-07-03 | 2020-05-19 | Optimization support device, method, and program |
| US17/454,392 US20220066399A1 (en) | 2019-07-03 | 2021-11-10 | Optimization support device, method, and program |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019124421 | 2019-07-03 | ||
| JP2019-124421 | 2019-07-03 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/454,392 Continuation US20220066399A1 (en) | 2019-07-03 | 2021-11-10 | Optimization support device, method, and program |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021002108A1 true WO2021002108A1 (ja) | 2021-01-07 |
Family
ID=74100993
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/019773 Ceased WO2021002108A1 (ja) | 2019-07-03 | 2020-05-19 | 最適化支援装置、方法およびプログラム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20220066399A1 (ja) |
| EP (1) | EP3995917B1 (ja) |
| JP (1) | JP7577657B2 (ja) |
| CN (1) | CN113994281A (ja) |
| WO (1) | WO2021002108A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2022158066A1 (ja) * | 2021-01-19 | 2022-07-28 | ||
| EP4095625A1 (en) * | 2021-05-27 | 2022-11-30 | Yokogawa Electric Corporation | Prediction apparatus, prediction method, prediction program, and control apparatus |
| WO2024202322A1 (ja) * | 2023-03-29 | 2024-10-03 | 株式会社日立プラントサービス | 細胞培養装置、培養条件決定装置及び培養条件決定方法 |
| JP2025011053A (ja) * | 2023-07-10 | 2025-01-23 | 三顧股▲ふん▼有限公司 | 決定変数の計算方法 |
| WO2026062927A1 (ja) * | 2024-09-20 | 2026-03-26 | 株式会社日立製作所 | 計算機システム、情報処理方法、及びプログラム |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023164204A (ja) * | 2022-04-29 | 2023-11-10 | 日本特殊陶業株式会社 | 生成装置 |
| JP7369324B1 (ja) * | 2022-08-05 | 2023-10-25 | 千代田化工建設株式会社 | 製造システム |
| CN119849653B (zh) * | 2024-02-26 | 2025-10-10 | 江苏时代新能源科技有限公司 | 生产工序预测模型的训练方法、预测方法、装置、及设备 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003345416A (ja) | 2002-05-23 | 2003-12-05 | Mitsubishi Chemicals Corp | 生産計画の最適化方法及び生産計画の最適化プログラム |
| JP2006323523A (ja) | 2005-05-17 | 2006-11-30 | Kyoto Univ | 操作変数選択装置、操作変数選択方法、操作変数選択プログラムおよびそれを記録したコンピュータ読み取り可能な記録媒体 |
| JP2011194728A (ja) * | 2010-03-19 | 2011-10-06 | Fujifilm Corp | 機能性フィルムの製造方法 |
| JP2015172025A (ja) * | 2014-03-11 | 2015-10-01 | 東京化成工業株式会社 | 連続的フロー多段階反応による医薬品の製造方法 |
| JP2015223175A (ja) * | 2014-05-30 | 2015-12-14 | 富士フイルム株式会社 | 細胞評価装置および方法並びにプログラム |
| JP2015223550A (ja) * | 2014-05-27 | 2015-12-14 | 株式会社Sat | 塗布装置及び塗布方法 |
| WO2018072773A2 (de) * | 2016-10-18 | 2018-04-26 | Reifenhäuser GmbH & Co. KG Maschinenfabrik | Verfahren zum überwachen eines produktionsprozesses, verfahren zum indirekten ableiten einer systematischen abhängigkeit, verfahren zum anpassen der qualität, verfahren zum anfahren eines produktionsprozesses, verfahren zum herstellen eines extrusionsprodukts und anlage zum herstellen eines extrusionsprodukts |
| WO2019106963A1 (ja) * | 2017-11-28 | 2019-06-06 | 株式会社安川電機 | 機械設備制御システム、機械設備制御装置、及び機械設備制御方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5197114A (en) * | 1990-08-03 | 1993-03-23 | E. I. Du Pont De Nemours & Co., Inc. | Computer neural network regulatory process control system and method |
| JP3373588B2 (ja) * | 1993-04-20 | 2003-02-04 | 新日本製鐵株式会社 | 品質制御装置および制御方法 |
| JPH09304376A (ja) * | 1996-05-10 | 1997-11-28 | Nkk Corp | コークス強度予測装置 |
| US6106785A (en) * | 1997-06-30 | 2000-08-22 | Honeywell Inc. | Polymerization process controller |
| US7526463B2 (en) * | 2005-05-13 | 2009-04-28 | Rockwell Automation Technologies, Inc. | Neural network using spatially dependent data for controlling a web-based process |
| JP4918793B2 (ja) | 2006-03-13 | 2012-04-18 | 凸版印刷株式会社 | 最適運転条件設定システム |
| WO2009122760A1 (ja) * | 2008-04-04 | 2009-10-08 | 富士フイルム株式会社 | 画像処理装置、画像処理方法、およびコンピュータ読取可能な媒体 |
| CN102831269B (zh) * | 2012-08-16 | 2015-03-25 | 内蒙古科技大学 | 一种流程工业过程工艺参数的确定方法 |
| US9481764B1 (en) * | 2015-10-13 | 2016-11-01 | The Boeing Company | Flow reactor synthesis of polymers |
| KR101733658B1 (ko) * | 2016-04-11 | 2017-05-10 | 성균관대학교산학협력단 | 세포 배양용 전도성 탄소 필름, 및 이를 이용하는 세포 배양 방법 |
| WO2018138880A1 (ja) * | 2017-01-27 | 2018-08-02 | 三菱日立パワーシステムズ株式会社 | モデルパラメータ値推定装置及び推定方法、プログラム、プログラムを記録した記録媒体、モデルパラメータ値推定システム |
| WO2019113640A1 (en) * | 2017-12-12 | 2019-06-20 | Commonwealth Scientific And Industrial Research Organisation | Continuous flow process for preparing conducting polymers |
| JP7317466B2 (ja) * | 2017-12-12 | 2023-07-31 | 株式会社日立製作所 | 細胞株及び培養条件のスクリーニング方法、及びその装置 |
| JP7092879B2 (ja) * | 2017-12-29 | 2022-06-28 | エフ.ホフマン-ラ ロシュ アーゲー | 細胞培養物の代謝状態の予測 |
| US11675334B2 (en) * | 2019-06-18 | 2023-06-13 | International Business Machines Corporation | Controlling a chemical reactor for the production of polymer compounds |
-
2020
- 2020-05-19 WO PCT/JP2020/019773 patent/WO2021002108A1/ja not_active Ceased
- 2020-05-19 JP JP2021529910A patent/JP7577657B2/ja active Active
- 2020-05-19 CN CN202080040798.6A patent/CN113994281A/zh active Pending
- 2020-05-19 EP EP20834542.1A patent/EP3995917B1/en active Active
-
2021
- 2021-11-10 US US17/454,392 patent/US20220066399A1/en active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003345416A (ja) | 2002-05-23 | 2003-12-05 | Mitsubishi Chemicals Corp | 生産計画の最適化方法及び生産計画の最適化プログラム |
| JP2006323523A (ja) | 2005-05-17 | 2006-11-30 | Kyoto Univ | 操作変数選択装置、操作変数選択方法、操作変数選択プログラムおよびそれを記録したコンピュータ読み取り可能な記録媒体 |
| JP2011194728A (ja) * | 2010-03-19 | 2011-10-06 | Fujifilm Corp | 機能性フィルムの製造方法 |
| JP2015172025A (ja) * | 2014-03-11 | 2015-10-01 | 東京化成工業株式会社 | 連続的フロー多段階反応による医薬品の製造方法 |
| JP2015223550A (ja) * | 2014-05-27 | 2015-12-14 | 株式会社Sat | 塗布装置及び塗布方法 |
| JP2015223175A (ja) * | 2014-05-30 | 2015-12-14 | 富士フイルム株式会社 | 細胞評価装置および方法並びにプログラム |
| WO2018072773A2 (de) * | 2016-10-18 | 2018-04-26 | Reifenhäuser GmbH & Co. KG Maschinenfabrik | Verfahren zum überwachen eines produktionsprozesses, verfahren zum indirekten ableiten einer systematischen abhängigkeit, verfahren zum anpassen der qualität, verfahren zum anfahren eines produktionsprozesses, verfahren zum herstellen eines extrusionsprodukts und anlage zum herstellen eines extrusionsprodukts |
| WO2019106963A1 (ja) * | 2017-11-28 | 2019-06-06 | 株式会社安川電機 | 機械設備制御システム、機械設備制御装置、及び機械設備制御方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3995917A4 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2022158066A1 (ja) * | 2021-01-19 | 2022-07-28 | ||
| JP7655329B2 (ja) | 2021-01-19 | 2025-04-02 | コニカミノルタ株式会社 | 製造条件最適化装置、回帰モデル生成装置、プログラムおよび製造条件最適化方法 |
| EP4095625A1 (en) * | 2021-05-27 | 2022-11-30 | Yokogawa Electric Corporation | Prediction apparatus, prediction method, prediction program, and control apparatus |
| WO2024202322A1 (ja) * | 2023-03-29 | 2024-10-03 | 株式会社日立プラントサービス | 細胞培養装置、培養条件決定装置及び培養条件決定方法 |
| JP2025011053A (ja) * | 2023-07-10 | 2025-01-23 | 三顧股▲ふん▼有限公司 | 決定変数の計算方法 |
| JP2025011056A (ja) * | 2023-07-10 | 2025-01-23 | 三顧股▲ふん▼有限公司 | 決定変数の計算方法 |
| JP7804858B2 (ja) | 2023-07-10 | 2026-01-23 | 三顧股▲ふん▼有限公司 | 決定変数の計算方法 |
| WO2026062927A1 (ja) * | 2024-09-20 | 2026-03-26 | 株式会社日立製作所 | 計算機システム、情報処理方法、及びプログラム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7577657B2 (ja) | 2024-11-05 |
| US20220066399A1 (en) | 2022-03-03 |
| EP3995917A1 (en) | 2022-05-11 |
| EP3995917A4 (en) | 2022-08-03 |
| EP3995917B1 (en) | 2025-07-09 |
| JPWO2021002108A1 (ja) | 2021-01-07 |
| CN113994281A (zh) | 2022-01-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7577657B2 (ja) | 最適化支援装置、方法およびプログラム | |
| Trigilio et al. | Gillespie-driven kinetic Monte Carlo algorithms to model events for bulk or solution (bio) chemical systems containing elemental and distributed species | |
| Helleckes et al. | Machine learning in bioprocess development: from promise to practice | |
| Chang et al. | Efficient closed-loop maximization of carbon nanotube growth rate using Bayesian optimization | |
| Tang et al. | Machine learning-guided synthesis of advanced inorganic materials | |
| Mahanty | Hybrid modeling in bioprocess dynamics: Structural variabilities, implementation strategies, and practical challenges | |
| Yuan et al. | Soft sensor model development in multiphase/multimode processes based on Gaussian mixture regression | |
| Bayer et al. | Model transferability and reduced experimental burden in cell culture process development facilitated by hybrid modeling and intensified design of experiments | |
| Park et al. | Data‐driven prediction models for forecasting multistep ahead profiles of mammalian cell culture toward bioprocess digital twins | |
| Pinto et al. | Hybrid deep modeling of a CHO-K1 fed-batch process: combining first-principles with deep neural networks | |
| Smiatek et al. | Generic and specific recurrent neural network models: Applications for large and small scale biopharmaceutical upstream processes | |
| CN115240785B (zh) | 化学反应预测方法、系统、装置及存储介质 | |
| Yager et al. | Autonomous x-ray scattering | |
| Luo et al. | Machine learning-based operational modeling of an electrochemical reactor: handling data variability and improving empirical models | |
| Conroy et al. | Evaluation and application of machine learning principles to Zeolite LTA synthesis | |
| Bae et al. | Construction of a valid domain for a hybrid model and its application to dynamic optimization with controlled exploration | |
| CN119907850A (zh) | 训练和使用用于对生物有机体的动力学方面进行建模的至少一个机器学习模型的构思 | |
| Richter et al. | Machine learning‐powered optimization of a CHO cell cultivation process | |
| JP7254950B2 (ja) | 探索装置、探索方法、探索装置の作動プログラム、及びフロー反応設備 | |
| Pandey et al. | Functional link hybrid artificial neural network for predicting continuous biohydrogen production in dynamic membrane bioreactor | |
| Tang et al. | Multi-view teacher with curriculum data fusion for robust unsupervised domain adaptation | |
| Na | Substructure interaction graph network with node augmentation for hybrid chemical systems of heterogeneous substructures | |
| Hernandez-Romero et al. | Exploring hybrid quantum-classical algorithms for multiscale bioprocess optimization | |
| Chen et al. | Machine Learning‐Accelerated Development of Perovskite Optoelectronics Toward Efficient Energy Harvesting and Conversion | |
| Pandey et al. | Machine Learning Applications in Polymer Informatics—An Overview |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20834542 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021529910 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020834542 Country of ref document: EP Effective date: 20220203 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 2020834542 Country of ref document: EP |