VERFAHREN ZUR HERSTELLUNG EINER SILIZIUMOXIDSUSPENSION
Die vorliegende Erfindung betrifft ein Verfahren zum Herstellen einer Siliziumdioxidsuspension beinhaltend die Verfahrensschritte: Bereitstellen eines Siliziumdioxidpulvers und einer Flüssigkeit; Mischen des Siliziumdioxidpulvers mit der Flüssigkeit unter Erhalt einer Aufschlämmung; Behandeln der Aufschlämmung mit Ultraschall unter Erhalt einer Vorläufersuspension; Leiten zumindest eines Teils der Vorläufersuspension durch eine erste mehrstufige Filtervorrichtung, wobei die erste mehrstufige Filtervorrichtung zumindest eine erste, eine zweite und eine dritte Filterstufe aufweist, wobei jede Filterstufe mindestens einen Filter beinhaltet, wobei die zweite Filterstufe stromabwärts von der ersten Filterstufe und die dritte Filterstufe stromabwärts von der zweiten Filterstufe angeordnet ist, wobei die erste Filterstufe eine Filterfeinheit von 5 pm oder mehr, wobei die zweite Filterstufe eine Filterfeinheit in einem Bereich von 0,5 bis 5 pm aufweist, wobei die dritte Filterstufe eine Filterfeinheit von 1 pm oder weniger aufweist, und wobei mindestens eine der Filterstufen ausgewählt aus der ersten, zweiten und dritten Filterstufe eine Abscheiderate von 99, 5% oder mehr aufweist, wobei die Abscheiderate gemäß ISO 16889, jeweils bezogen auf den genannten Filter ist, angegeben wird, und wobei die Filterfeinheit angibt, welches die kleinste Partikelgröße ist, die von dem genannten Filter zurückgehalten wird. Die Erfindung betrifft auch eine so erhältlich Siliziumdioxidsuspension, daraus erzeugbare Granulate und Folgeprodukte.
Quarzglas, Quarzglaserzeugnisse und Erzeugnisse, die Quarzglas enthalten, sind bekannt. Ebenso sind verschiedene Verfahren zum Herstellen von Quarzglas und Quarzglaskörpern bereits bekannt. Nichtsdestotrotz werden weiterhin erhebliche Bemühungen unternommen, Herstellungsverfahren aufzuzeigen, mittels derer Quarzglas von noch höherer Reinheit, das bedeutet Abwesenheit von Verunreinigungen, hergestellt werden können. So werden bei manchen Einsatzgebieten von Quarzglas und seinen Verarbeitungsprodukten besonders hohe Anforderungen, zum Beispiel hinsichtlich Homogenität und Reinheit gestellt. Dies ist unter anderem der Fall bei Quarzglas, das zu Lichtleitern oder in Leuchtmitteln verarbeitet wird. Verunreinigungen können hier Absorptionen bewirken. Das ist nachteilig, da es zu Farbveränderungen und zur Dämpfung des emittierten Lichts führt. Ein weiteres Beispiel für den Einsatz von hochreinem Quarzglas sind Produktionsschritte in der Halbleiterfertigung. Hier führt jede Verunreinigung des Glaskörpers potentiell zu Defekten der Halbleiter, und somit zu Ausschuss in der Fertigung. Die für diese Verfahren eingesetzten hochreinen Quarzglassorten, insbesondere hochreine synthetische Quarzglassorten, werden daher sehr aufwendig hergestellt. Sie sind hochpreisig.
Weiterhin besteht im Markt der Wunsch nach dem bereits genannten hochreinen Quarzglas, insbesondere hochreinen synthetischen Quarzglas, und Erzeugnissen daraus zu einem niedrigeren Preis. Daher besteht das Bestreben, hochreines Quarzglas zu einem niedrigeren Preis als bisher anbieten zu können. In diesem Hinblick werden sowohl kostengünstigere Herstellungsverfahren als auch günstigere Rohstoffquellen gesucht.
Bekannte Verfahren zum Herstellen von Quarzglaskörpern beinhalten das Schmelzen von Siliziumdioxid und das Formen zu Quarzglaskörpern aus der Schmelze. Unregelmäßigkeiten in einem Glaskörper, zum Beispiel durch den Einschluss von Gasen in Form von Blasen, können zu einem Versagen des Glaskörpers bei Belastung führen, insbesondere bei hohen Temperaturen, oder die Verwendung für einen bestimmten Zweck ausschließen. So können Verunreinigungen des quarzglasbildenden Rohstoffs zur Bildung von Rissen, Blasen, Streifen und Verfärbungen im Quarzglas führen. Beim Einsatz in Verfahren zur Herstellung und Behandlung von Halbleiterbauteilen können außerdem Verunreinigungen im Glaskörper herausgearbeitet und auf die behandelten Halbleiterbauteile übertragen werden. Dies ist zum Beispiel bei Ätzverfahren der Fall und führt dann zu Ausschuss bei den Halbleiterrohlingen. Ein häufig auftretendes Problem bei den bekannten Herstellungsverfahren ist folglich eine ungenügende Qualität der Quarzglaskörper.
Ein weiterer Aspekt betrifft die Rohstoffeffizienz. Es erscheint vorteilhaft, an anderer Stelle als Nebenprodukt anfallendes Quarzglas und Rohstoffe dafür möglichst einer industriellen Verarbeitung zu Quarzglaserzeugnissen zuzuführen, anstatt diese Nebenprodukte wie bisher als Füllmaterial, z.B. im Hochbau, zu verbringen oder kostspielig als Müll zu entsorgen. Diese Nebenprodukte werden oftmals als Feinstaub in Filtern abgeschieden. Der Feinstaub wirft weitere Probleme, insbesondere im Hinblick auf Gesundheit, Arbeitsschutz und Handhabung auf.
Eine Aufgabe der vorliegenden Erfindung ist es, einen oder mehrere der sich aus dem Stand der Technik ergebenden Nachteile zumindest teilweise zu überwinden.
Es ist eine weitere Aufgabe der Erfindung, Lichtleiter, Leuchtmittel, Formkörper und
Beschichtungen mit einer langen Lebensdauer bereitzustellen.
Es ist eine weitere Aufgabe der Erfindung, Lichtleiter, Leuchtmittel, Formkörper und
Beschichtungen aus Glas bereitzustellen, die blasenfrei oder blasenarm sind.
Es ist eine weitere Aufgabe der Erfindung, Lichtleiter, Leuchtmittel, Formkörper und
Beschichtungen aus Glas bereitzustellen, die eine hohe Transparenz aufweisen.
Es ist eine weitere Aufgabe der Erfindung, Lichtleiter, Leuchtmittel, Formkörper und
Beschichtungen bereitzustellen, die eine geringe Opazität aufweisen.
Es ist eine weitere Aufgabe der Erfindung, Lichtleiter mit einer geringen Dämpfung bereitzustellen.
Es ist eine weitere Aufgabe der Erfindung, Lichtleiter, Leuchtmittel, Formkörper und
Beschichtungen bereitzustellen, die eine hohe Formtreue aufweisen. Insbesondere ist es eine Aufgabe der Erfindung, Lichtleiter, Leuchtmittel, Formkörper und Beschichtungen bereitzustellen, die bei hohen Temperaturen nicht verformen. Insbesondere ist es eine Aufgabe der Erfindung, Lichtleiter, Leuchtmittel, Formkörper und Beschichtungen bereitzustellen, die auch bei Ausbildung großer Abmessungen formstabil sind.
Es ist eine weitere Aufgabe der Erfindung, Lichtleiter, Leuchtmittel, Formkörper und
Beschichtungen bereitzustellen, die reiß- und bruchfest sind.
Es ist eine weitere Aufgabe der Erfindung, Lichtleiter, Leuchtmittel, Formkörper und
Beschichtungen bereitzustellen, die effizient herstellbar sind.
Es ist eine weitere Aufgabe der Erfindung, Lichtleiter, Leuchtmittel, Formkörper und
Beschichtungen bereitzustellen, die kostengünstig herstellbar sind.
Es ist eine weitere Aufgabe der Erfindung, Lichtleiter, Leuchtmittel, Formkörper und
Beschichtungen bereitzustellen, bei deren Herstellung auf lange Nachbehandlungsschritte, zum Beispiel Tempern verzichtet werden kann.
Es ist eine weitere Aufgabe der Erfindung, Lichtleiter, Leuchtmittel, Formkörper und
Beschichtungen bereitzustellen, die eine hohe Temperaturwechselbeständigkeit aufweisen. Es ist insbesondere eine Aufgabe der Erfindung, Lichtleiter, Leuchtmittel, Formkörper und Beschichtungen bereitzustellen, die bei starken thermischen Schwankungen eine geringe Wärmeausdehnung aufweisen.
Es ist eine weitere Aufgabe der Erfindung, Lichtleiter, Leuchtmittel, Formkörper und
Beschichtungen bereitzustellen, die eine hohe Härte aufweisen.
Es ist eine weitere Aufgabe der Erfindung, Lichtleiter, Leuchtmittel, Formkörper und
Beschichtungen bereitzustellen, die eine hohe Reinheit und eine geringe Kontamination mit Fremdatomen aufweisen. Unter Fremdatomen werden Bestandteile verstanden, die nicht gezielt eingebracht wurden.
Es ist eine weitere Aufgabe der Erfindung, Lichtleiter, Leuchtmittel, Formkörper und
Beschichtungen bereitzustellen, die eine geringe Menge an Dotierstoffen enthalten.
Es ist eine weitere Aufgabe der Erfindung, Lichtleiter, Leuchtmittel, Formkörper und
Beschichtungen bereitzustellen, die eine hohe Homogenität aufweisen. Eine Homogenität einer
Eigenschaft oder eines Stoffes ist ein Maß für die Gleichmäßigkeit der Verteilung dieser Eigenschaft oder des Stoffes in einer Probe.
Es ist insbesondere eine Aufgabe der Erfindung, Lichtleiter, Leuchtmittel, Formkörper und Beschichtungen bereitzustellen, die eine hohe Stoffhomogenität aufweisen. Die Stoffhomogenität ist ein Maß für die Gleichmäßigkeit der Verteilung von im Lichtleiter, Leuchtmittel oder Halbleiterapparat enthaltenen Elemente und Verbindungen, insbesondere von OH, Chlor, Metallen, insbesondere Aluminium, Erdalkalimetalle, Refraktärmetalle und Dotierstoffe.
Es ist eine weitere Aufgabe der Erfindung, einen Quarzglaskörper bereitzustellen, der für die Verwendung in Lichtleitern, Leuchtmitteln, Formkörper und Beschichtungen aus Quarzglas geeignet ist und mindestens eine, bevorzugt mehrere der bereits beschriebenen Aufgaben zumindest teilweise löst.
Es ist eine weitere Aufgabe der Erfindung, einen Quarzglaskörper bereitzustellen, der eine geradlinige Ausformung aufweist. Insbesondere ist es eine Aufgabe, einen Quarzglaskörper bereitzustellen, der einen hohen Biegeradius aufweist. Insbesondere ist es eine weitere Aufgabe, einen Quarzglaskörper bereitzustellen, der einen hohen Curl-Parameter aufweist.
Es ist eine weitere Aufgabe, einen Quarzglaskörper bereitzustellen, in dem die Migration von Kationen möglichst gering ist.
Es ist eine weitere Aufgabe, einen Quarzglaskörper bereitzustellen, der eine hohe Homogenität über die gesamte Länge des Quarzglaskörpers aufweist.
Insbesondere ist es eine Aufgabe der Erfindung, einen Quarzglaskörper bereitzustellen, der über die gesamte Länge des Quarzglaskörpers eine hohe Brechzahlhomogenität aufweist.
Insbesondere ist es eine Aufgabe der Erfindung, einen Quarzglaskörper bereitzustellen, der über die gesamte Länge des Quarzglaskörpers eine hohe Homogenität der Viskosität aufweist.
Insbesondere ist es eine Aufgabe der Erfindung, einen Quarzglaskörper bereitzustellen, der über die gesamte Länge des Quarzglaskörpers eine hohe Stoffhomogenität aufweist.
Insbesondere ist es eine Aufgabe der Erfindung, einen Quarzglaskörper bereitzustellen, der über die gesamte Länge des Quarzglaskörpers eine hohe optische Homogenität aufweist.
Es ist eine weitere Aufgabe der Erfindung, ein Siliziumdioxidpulver mit einer hohen Sinteraktivität bereitzustellen.
Es ist eine weitere Aufgabe der Erfindung, ein Siliziumdioxidpulver mit einer niedrigen Sintertemperatur bereitzustellen.
Es ist eine weitere Aufgabe der Erfindung, ein Siliziumdioxidpulver bereitzustellen, aus dem ein stabiles Granulat erhalten werden kann.
Es ist eine weitere Aufgabe der Erfindung, ein Siliziumdioxidgranulat bereitzustellen, das gut handhabbar ist.
Es ist eine weitere Aufgabe der Erfindung, ein Siliziumdioxidgranulat bereitzustellen, das einen geringen Feinstaubanteil aufweist.
Es ist eine weitere Aufgabe, ein Siliziumdioxidgranulat bereitzustellen, das gut gelagert, transportiert und gefördert werden kann.
Es ist eine weitere Aufgabe der Erfindung, ein Siliziumdioxidgranulat bereitzustellen, das blasenfreie Quarzglaskörper bilden kann. Es ist eine weitere Aufgabe der Erfindung, ein Siliziumdioxidgranulat bereitzustellen, das als Schüttgut möglichst wenig Gasvolumen einschließt.
Es ist eine weitere Aufgabe der Erfindung, ein offenporiges Siliziumdioxidgranulat bereitzustellen.
Es ist eine weitere Aufgabe der Erfindung, ein Verfahren bereitzustellen, mit dem
Quarzglaskörper hergestellt werden können, mittels derer mindestens ein Teil der bereits beschriebenen Aufgaben zumindest zum Teil gelöst ist.
Es ist eine weitere Aufgabe der Erfindung, ein Verfahren bereitzustellen, mit dem
Quarzglaskörper einfacher hergestellt werden können.
Es ist eine weitere Aufgabe der Erfindung, ein Verfahren bereitzustellen, mit dem
Quarzglaskörper kontinuierlich hergestellt werden können.
Es ist eine weitere Aufgabe der Erfindung, ein Verfahren bereitzustellen, mit dem
Quarzglaskörper durch ein kontinuierliches Schmelz- und Formgebungsverfahren hergestellt werden können.
Es ist eine weitere Aufgabe der Erfindung, ein Verfahren bereitzustellen, mit dem
Quarzglaskörper mit höherer Geschwindigkeit gebildet werden können.
Es ist eine weitere Aufgabe der Erfindung, ein Verfahren bereitzustellen, mit dem
Quarzglaskörper mit geringem Ausschuss hergestellt werden können.
Es ist eine weitere Aufgabe der Erfindung, ein Verfahren bereitzustellen, mit dem konfektionierbare Quarzglaskörper hergestellt werden können.
Es ist eine weitere Aufgabe der Erfindung, ein Verfahren zur Herstellung von Quarzglaskörpern bereitzustellen, bei dem ein Siliziumdioxidgranulat in einem Schmelzofen verarbeitet werden kann, ohne dass dieses zuvor einem gezielten Verdichtungsschritt, z.B. durch eine Temperaturbehandlung von mehr als 1000 °C unterworfen werden muss.
Es ist insbesondere eine Aufgabe der Erfindung, ein Verfahren zur Herstellung von Quarzglaskörpern bereitzustellen, bei dem ein Siliziumdioxidgranulat mit einer BET von 20 m2/g
oder mehr in einen Schmelzofen eingebracht, geschmolzen und zu einem Quarzglaskörper verarbeitet werden kann.
Es ist eine weitere Aufgabe der Erfindung, ein automatisiertes Verfahren bereitzustellen, mit dem Quarzglaskörper hergestellt werden können.
Es ist eine weitere Aufgabe der Erfindung, ein Verfahren zur Herstellung einer
Siliziumdioxidsuspension bereitzustellen, die möglichst keine von Siliziumdioxid verschiedenen Partikel mit einer Partikelgröße von mehr als 1 pm aufweist.
Es ist eine weitere Aufgabe der Erfindung, ein Verfahren zur Herstellung einer
Siliziumdioxidsuspension bereitzustellen, bei dem die Siliziumdioxidsuspension möglichst wenige Verunreinigungen aufweist.
Es ist eine weitere Aufgabe der Erfindung, ein Verfahren zur Herstellung einer
Siliziumdioxidsuspension bereitzustellen, bei dem der Feststoffanteil der
Siliziumdioxidsuspension möglichst nur die Atome Si, O, H, CI und C aufweist.
Es ist eine weitere Aufgabe der Erfindung, ein Verfahren zur Herstellung einer
Siliziumdioxidsuspension bereitzustellen, bei dem der Feststoffanteil der
Siliziumdioxidsuspension möglichst wenig Atome aufweist, die von Si, O, H, CI und C verschieden sind.
Es ist eine weitere Aufgabe der Erfindung, ein Verfahren zur Herstellung einer
Siliziumdioxidsuspension aus Sootpulver bereitzustellen, die möglichst homogen und möglichst lagerstabil ist.
Es ist eine weitere Aufgabe der Erfindung, ein Verfahren zur Herstellung von hochreinem Quarzglas anzugeben.
Es ist eine weitere Aufgabe der Erfindung, ein Verfahren zur Herstellung von möglichst blasenarmen Quarzglas anzugeben
Es ist eine weitere Aufgabe der Erfindung, ein Verfahren zur Herstellung von Quarzglas anzugeben, das frei von Partikel von metallischen Verunreinigungen ist.
AUSFUHRUNGSFORMEN DER ERFINDUNG
Ein Beitrag zur mindestens teilweisen Erfüllung mindestens einer der zuvor genannten Aufgaben wird durch die Gegenstände der unabhängigen Ansprüche geleistet. Die abhängigen Ansprüche stellen bevorzugte Ausführungsformen bereit, die zur mindestens teilweisen Erfüllung mindestens einer der Aufgaben beitragen.
|1 | Ein Verfahren zum Herstellen einer Siliziumdioxidsuspension beinhaltend die Verfahrensschritte:
(i) Bereitstellen eines Siliziumdioxidpulvers;
(ii) Bereitstellen einer Flüssigkeit;
(iii) Mischen des Siliziumdioxidpulvers mit der Flüssigkeit unter Erhalt einer Aufschlämmung;
(iv) Behandeln der Aufschlämmung mit Ultraschall unter Erhalt einer Vorläufersuspension;
(v) Leiten zumindest eines Teils der Vorläufersuspension durch eine erste mehrstufige Filtervorrichtung,
wobei die erste mehrstufige Filtervorrichtung zumindest eine erste, eine zweite und eine dritte Filterstufe aufweist,
wobei jede Filterstufe mindestens einen Filter beinhaltet,
wobei die zweite Filterstufe stromabwärts von der ersten Filterstufe und die dritte Filterstufe stromabwärts von der zweiten Filterstufe angeordnet ist,
wobei die erste Filterstufe eine Filterfeinheit von 5 pm oder mehr,
wobei die zweite Filterstufe eine Filterfeinheit in einem Bereich von 0,5 bis 5 pm aufweist,
wobei die dritte Filterstufe eine Filterfeinheit von 1 pm oder weniger aufweist, und wobei mindestens eine der Filterstufen ausgewählt aus der ersten, zweiten und dritten Filterstufe eine Abscheiderate von 99, 5% oder mehr aufweist,
wobei die Abscheiderate gemäß ISO 16889, jeweils bezogen auf den genannten Filter ist, angegeben wird, und
wobei die Filterfeinheit angibt, welches die kleinste Partikelgröße ist, die von dem genannte Filter zurückgehalten wird.
Die Siliziumdioxidsuspension wird in Schritt (v) bevorzugt nach Durchtritt durch die mehrstufige Filtervorrichtung erhalten.
|2| Das Verfahren nach Ausführungsform 1 , wobei die erste Filtervorrichtung durch mindestens eines der folgenden Merkmale gekennzeichnet ist:
(a) die erste Filterstufe weist eine Abscheiderate von 90% oder weniger auf;
(b) die erste Filterstufe weist eine Filterfeinheit in einem Bereich von 5 bis 15 pm auf;
(c) die zweite Filterstufe weist eine Abscheiderate von 95% oder mehr auf;
(d) die zweite Filterstufe weist eine Filterfeinheit von 0,5 bis 2 pm auf;
(e) die dritte Filterstufe weist eine Abscheiderate von 99,5 % oder mehr auf;
Oder eine Kombination von zwei oder mehr davon.
|3| Das Verfahren nach einer der vorherigen Ausführungsformen, wobei mindestens ein Filter der in einer der Filterstufen der ersten Filtervorrichtung ausgewählt aus der ersten, zweiten und dritten Filterstufe vorgesehen ist, als Tiefenfilter ausgestaltet ist.
|4| Das Verfahren nach einer der vorherigen Ausführungsformen, wobei die Behandlung der Aufschlämmung mit Ultraschall mindestens 10 Sekunden dauert.
|5| Das Verfahren nach einer der vorherigen Ausführungsformen, wobei die Behandlung der Aufschlämmung mit Ultraschall durch eine Leistungsdichte von bis zu 600 W/Liter gekennzeichnet ist.
|6| Das Verfahren nach einer der vorherigen Ausführungsformen, wobei die Aufschlämmung weniger als 5 Gew.-% an Additiven zur Stabilisierung der Aufschlämmung aufweist, die Gew.-% bezogen auf das Gesamtgewicht der Aufschlämmung. 1 Das Verfahren nach einer der vorhergehenden Ausführungsformen, wobei das Siliziumdioxidpulver herstellbar ist aus einer Verbindung ausgewählt aus der Gruppe bestehend aus Siloxanen und Siliziumalkoxiden.
|8| Das Verfahren nach einer der vorherigen Ausführungsformen, wobei das Siliziumdioxidpulver mindestens eines der folgenden Merkmale aufweist:
a. einen Kohlenstoffgehalt von weniger als 100 ppm;
b. einen Chlorgehalt von weniger als 500 ppm;
c. einen Aluminiumgehalt von weniger als 200 ppb;
d. einen Gehalt an Atomen, die von Si, O, H, C, CI verschieden sind, von weniger als
5 ppm;
e. mindestens 70 Gew.-% der Pulverteilchen weisen eine Primärpartikelgröße in einem
Bereich von 10 bis 100 nm auf;
f. Stampfdichte in einem Bereich von 0,001 bis 0,3 g/cm3;
g. eine Restfeuchte von weniger als 5 Gew.-%;
h. eine BET-Oberfläche von weniger als 35 g/m2;
oder eine Kombination von zwei oder mehr der Merkmale a. bis h.;
wobei die Gew.-%, ppm und ppb jeweils auf die Gesamtmenge des Siliziumdioxidpulvers bezogen sind.
|9| Das Verfahren nach einer der vorhergehenden Ausführungsformen, wobei die Aufschlämmung durch mindestens eines der folgender Merkmale gekennzeichnet ist: a.) einen Feststoffgehalt von mindestens 20 Gew.-%, bezogen auf die Trockenmasse der Aufschlämmung;
b.) als 4 gew.-%ige Aufschlämmung hat die Aufschlämmung einen pH-Wert in einem
Bereich von 3 bis 8;
c.) Mindestens 90 Gew.-% der Siliziumdioxidpartikel weisen eine Partikelgröße in einem
Bereich von 1 nm bis < 10 pm auf;
d.) einen Gehalt an Chloratomen von 500 ppm oder weniger; und
e.) einen Gehalt von 5 ppm oder weniger an Atomen, die von Si, O, H, C, CI verschieden sind,
f.) die Aufschlämmung ist rheopex;
wobei die Gew.-% und ppm immer auf den gesamten Feststoffanteil der Aufschlämmung bezogen sind.
110| Das Verfahren nach einer der vorherigen Ausführungsformen, wobei die Siliziumdioxidsuspension mindestens eines der folgenden Merkmale aufweist:
A. rheopexe Eigenschaften bei einer Temperatur von weniger als 45 °C und einer Feststoffkonzentration im Bereich von 20 bis 70 Gew.-%, die Gew.-% bezogen auf den gesamten in der Suspension vorliegenden Feststoff;
B. Mindestens 90 Gew.-% der Siliziumdioxidpartikel, bezogen auf das Gesamtgewicht aller Siliziumdioxidpartikel, weisen eine Partikelgröße in einem Bereich von 1 nm bis < 10 pm auf;
C. als 4 gew.-%ige Suspension hat die Suspension einen pH-Wert in einem Bereich von 3 bis 8, wobei die Gew.-% auf den Feststoffgehalt der Suspension bezogen sind;
D. einen Chlorgehalt von weniger als 500 ppm;
E. einen Aluminiumgehalt von weniger als 200 ppb;
F. einen Gehalt an Atomen, die von Si, O, H, C, CI verschieden sind, von weniger als 5ppm;
wobei die ppm und ppb jeweils auf die Gesamtmenge an Siliziumdioxidpartikeln bezogen sind.
1111 Das Verfahren nach einer der vorherigen Ausführungsformen, wobei die Standzeit der ersten, mehrstufigen Filtervorrichtung mindestens 250 Liter beträgt, die Liter bezogen auf das gefilterte Volumen an Vorläufersuspension Filtervorrichtung.
112| Das Verfahren nach einer der vorherigen Ausführungsformen, wobei mindestens eine weitere Filtervorrichtung stromabwärts von der ersten, mehrstufigen Filtervorrichtung eingesetzt wird.
113| Eine Siliziumdioxidsuspension erhältlich nach einem Verfahren gemäß einem der vorhergehenden Ausführungsformen.
114| Ein Verfahren zum Herstellen eines Siliziumdioxidgranulats, wobei die
Siliziumdioxidsuspension nach Ausführungsform 13, oder eine nach einem Verfahren gemäß einer der Ausführungsformen 1 bis 12 erhältliche Siliziumdioxidsuspension zu einem Siliziumdioxidgranulat verarbeitet wird, wobei das Siliziumdioxidgranulat einen größeren Partikeldurchmesser aufweist als die in der Siliziumdioxidsuspension vorliegenden Siliziumdioxidpartikel.
115| Das Verfahren nach Ausführungsform 14, wobei beim Verarbeiten ein
Siliziumdioxidgranulat beinhaltend Granulen gebildet wird, wobei die Granulen eine sphärische Morphologie aufweisen.
116| Das Verfahren nach Ausführungsform 14 oder 15, wobei das Verarbeiten ein
Sprühgranulieren ist.
117| Das Verfahren nach einer der Ausführungsformen 14 bis 16, wobei das Sprühtrocknen durch mindestens eines der folgenden Merkmale gekennzeichnet ist:
a] Sprühgranulieren in einem Sprühturm;
b] Vorliegen eines Drucks der Siliziumdioxidsuspension an der Düse von nicht mehr als 40 bar, zum Beispiel in einem Bereich von 1 ,3 bis 20 bar von 1 ,5 bis 18 bar oder von 2 bis 15 bar oder von 4 bis 13 bar, oder besonders bevorzugt im Bereich von 5 bis 12 bar, wobei der Druck absolut (in Bezug auf p = 0 hPa) angegeben ist; c] eine Temperatur der Tröpfchen beim Eintritt in den Sprühturm in einem Bereich von 10 bis 50°C, bevorzugt in einem Bereich von 15 bis 30°C, besonders bevorzugt in einem Bereich von 18 bis 25°C.
d] eine Temperatur an der dem Sprühturm zugewandten Seite der Düse in einem Bereich von 100 bis 450°C, zum Beispiel in einem Bereich von 250 bis 440°C, besonders bevorzugt von 320 bis 430°C;
e] einen Durchsatz an Siliziumdioxidsuspension durch die Düse in einem Bereich von 0,05 bis 1 m3/h, zum Beispiel in einem Bereich von 0,1 bis 0,7 m3/h oder von 0,2 bis 0,5 m3/h, besonders bevorzugt in einem Bereich von 0,25 bis 0,4 m3/h;
f] einen Feststoffgehalt der Siliziumdioxidsuspension von mindestens 40 Gew.-%, zum Beispiel in einem Bereich von 50 bis 80 Gew.-%, oder in einem Bereich von 55 bis 75 Gew.-%, besonders bevorzugt in einem Bereich von 60 bis 70 Gew.-% auf, jeweils bezogen auf das Gesamtgewicht der Siliziumdioxidsuspension;
g] einen Gaszustrom in den Sprühturm in einem Bereich von 10 bis 100 kg/min, zum Beispiel in einem Bereich von 20 bis 80 kg/min oder von 30 bis 70 kg/min, besonders bevorzugt in einem Bereich von 40 bis 60 kg/min;
h] eine Temperatur des Gasstroms beim Eintritt in den Sprühturm in einem Bereich von 100 bis 450°C, zum Beispiel in einem Bereich von 250 bis 440°C, besonders bevorzugt von 320 bis 430°C;
i] eine Temperatur des Gasstroms beim Austritt aus dem Sprühturm von weniger als 170°C;
j] das Gas ist ausgewählt aus der Gruppe bestehend aus Luft, Stickstoff und Helium, oder einer Kombination von zwei oder mehr davon; bevorzugt Luft;
k] eine Restfeuchte des Granulats bei Entnahme aus dem Sprühturm von weniger als 5 Gew.-%, zum Beispiel von weniger als 3 Gew.-% oder von weniger als 1 Gew.-% oder in einem Bereich von 0.01 bis 0,5 Gew.-%, besonders bevorzugt in einem Bereich von 0,1 bis 0,3 Gew.-%, jeweils bezogen auf das Gesamtgewicht des bei der Sprühtrocknung entstehenden Siliziumdioxidgranulats;
L] mindestens 50 Gew.-% des Sprühgranulats, bezogen auf das Gesamtgewicht des bei der Sprühtrocknung entstehenden Siliziumdioxidgranulats, vollzieht eine Flugzeit in einem Bereich von 1 bis 100 s, zum Beispiel über einen Zeitraum von 10 bis 80 s, besonders bevorzugt über einen Zeitraum vom 25 bis 70 s;
m] mindestens 50 Gew.-% des Sprühgranulats, bezogen auf das Gesamtgewicht des bei der Sprühtrocknung entstehenden Siliziumdioxidgranulats, legt eine Flugstrecke von mehr als 20 m zurück, zum Beispiel von mehr als 30 oder von mehr als 50 oder von mehr als 70 oder von mehr als 100 oder von mehr als 150 oder von mehr als 200 oder in einem Bereich von 20 bis 200 m oder von 10 bis 150 oder von 20 bis 100, besonders bevorzugt einem Bereich von 30 bis 80 m;
n] der Sprühturm weist eine zylindrische Geometrie auf;
o] eine Höhe des Sprühturms von mehr als 10 m, zum Beispiel von mehr als 15 m oder von mehr als 20 m oder von mehr als 25 m oder von mehr als 30 m oder in einem Bereich von 10 bis 25 m, besonders bevorzugt in einem Bereich von 15 bis 20 m;
p] Absichten von Partikeln mit einer Größe von weniger als 90 pm vor der Entnahme des Granulats aus dem Sprühturm;
q] Absieben von Partikeln mit einer Größe von mehr als 500 pm nach der Entnahme des Granulats aus dem Sprühturm, bevorzugt auf einer Rüttelrinne;
r] der Austritt der Tröpfchen der Siliziumdioxidsuspension aus der Düse erfolgt in einem Winkel von 30 bis 60 Grad entgegen der Lotrichtung, besonders bevorzugt bei einem Wnkel von 45 Grad entgegen der Lotrichtung.
Das Verfahren nach einer der Ausführungsformen 14 bis 17, wobei das Siliziumdioxidgranulat mindestens eines der folgenden Merkmale aufweist:
A) einen Schüttwinkel in einem Bereich von 23 bis 26°;
B) eine BET-Oberfläche in einem Bereich von 20 bis 50 m2/g;
C) eine Schüttdichte in einem Bereich von 0,5 bis 1 ,2 g/cm3;
D) eine mittlere Partikelgröße der Siliziumdioxidpartikel in einem Bereich von 50 bis 500 pm;
E) einen Kohlenstoffgehalt von weniger als 50 ppm;
F) einen Chlorgehalt von weniger als 500 ppm;
G) einen Aluminiumgehalt von weniger als 200 ppb;
H) einen Gehalt an Atomen, die von Si, O, H, C verschieden sind, von weniger als 5 ppm;
l) eine Stampfdichte der Siliziumdioxidgranulatpartikel in einem Bereich von 0,7 bis 1 ,3 g/cm3;
J) ein Porenvolumen der Siliziumdioxidgranulatpartikel in einem Bereich von 0,1 bis 2,5 mL/g;
K) eine Partikelgrößenverteilung D10 der Siliziumdioxidgranulatpartikel in einem Bereich von 50 bis 150 pm;
L) eine Partikelgrößenverteilung D50 der Siliziumdioxidgranulatpartikel in einem Bereich von 150 bis 300 pm;
M) eine Partikelgrößenverteilung Dgo der Siliziumdioxidgranulatpartikel in einem Bereich von 250 bis 620 pm;
wobei die ppm und ppb jeweils auf das Gesamtgewicht des Siliziumdioxidgranulats bezogen sind.
119| Ein Verfahren zum Herstellen eines Quarzglaskörpers zumindest beinhaltend die Verfahrensschritte:
i.) Bereitstellen des Siliziumdioxidgranulats nach einer der Ausführungsformen 14 bis
18;
ii.) Bilden einer Glasschmelze aus dem Siliziumdioxidgranulat; und
iii.) Bilden eines Quarzglaskörpers aus zumindest einem Teil der Glasschmelze.
|20| Ein Quarzglaskörper erhältlich nach einem Verfahren gemäß Ausführungsform 19.
|21 | Der Quarzglaskörper nach Ausführungsform 20, mindestens aufweisend eines der folgenden Merkmale:
A] einen Chlorgehalt von weniger als 500 ppm;
B] einen Aluminiumgehalt von weniger als 200 ppb;
C] einen Gehalt an Atomen, die von Si, O, H, C verschieden sind, von weniger als 5 ppm;
D] eine Viskosität (p=1013 hPa) in einem Bereich von logio (h (1250°C) / dPas) = 11 ,4 bis logio (P (1250°C) / dPas) = 12,9, oder log10 (h (1300°C) / dPas) = 11 , 1 bis log10 (h (1300°C) / dPas) = 12,2, oder logio (h (1350°C) / dPas) = 10,5 bis logio (h (1350°C) / dPas) = 11 ,5;
E] eine Brechzahlhomogenität von weniger als 104;
F] eine zylindrische Form;
G] einen Wolframgehalt von weniger als 5 ppm;
H] einen Molybdängehalt von weniger als 5 ppm;
wobei die ppb und ppm jeweils auf das Gesamtgewicht des Quarzglaskörpers bezogen sind.
|22| Ein Verfahren zum Herstellen eines Lichtleiters beinhaltend folgende Schritte:
AI Bereitstellen eines Quarzglaskörpers gemäß einer der Ausführungsformen 20 oder 21 , oder eines Quarzglaskörpers erhältlich nach einem Verfahren gemäß der Ausführungsform 19, wobei der Quarzglaskörper zunächst zu einem Hohlkörper mit mindestens einer Öffnung verarbeitet wird;
B / Einbringen eines oder mehrerer Kernstäbe in den Hohlkörper aus Schritt AI durch die mindestens eine Öffnung unter Erhalt eines Vorläufers;
C/ Ziehen des Vorläufers in der Wärme unter Erhalt eines Lichtleiters mit einem oder mehreren Kernen und einer Hülle M1.
|23| Ein Lichtleiter erhältlich durch ein Verfahren gemäß Ausführungsform 22.
|24| Ein Verfahren zum Herstellen eines Leuchtmittels beinhaltend die folgenden Schritte:
(i) Bereitstellen eines Quarzglaskörpers gemäß einer der Ausführungsformen 20 oder 21 , oder eines Quarzglaskörpers erhältlich nach einem Verfahren gemäß der Ausführungsform 19, wobei der Quarzglaskörper zunächst zu einem Hohlkörper mit mindestens einer Öffnung verarbeitet wird;
(ii) gegebenenfalls Bestücken des Hohlkörpers mit Elektroden;
(iii) Füllen des Hohlkörpers aus Schritt (i) mit einem Gas.
|25| Ein Leuchtmittel erhältlich durch ein Verfahren gemäß Ausführungsform 24.
|26| Ein Verfahren zum Herstellen eines Formkörpers beinhaltend die folgenden Schritte:
(1) Bereitstellen eines Quarzglaskörpers nach einer der Ausführungsformen 20 oder 21 oder eines Quarzglaskörpers erhältlich nach einem Verfahren gemäß der Ausführungsform 19; und
(2) Formen des Quarzglaskörpers unter Erhalt eines Formkörpers.
|27| Ein Formkörper erhältlich durch ein Verfahren gemäß Ausführungsform 26.
|28| Ein Verfahren zum Herstellen einer Beschichtung auf einem Substrat, beinhaltend die folgenden Schritte:
|A| Bereitstellen einer Siliziumdioxidsuspension erhältlich nach einem Verfahren der Ausführungsformen 1 bis 12 und eines Substrats;
|B| Aufbringen einer Schicht der Siliziumdioxidsuspension auf dem Substrat.
ALLGEMEINES
In der vorliegenden Beschreibung beinhalten Bereichsangaben auch die als Grenzen genannten Werte. Eine Angabe der Art„im Bereich von X bis Y“ in Bezug auf eine Größe A bedeutet folglich, dass A die Werte X, Y und Werte zwischen X und Y annehmen kann. Einseitig begrenzte Bereiche der Art„bis zu Y“ für eine Größe A bedeuten entsprechend als Werte Y und kleiner als Y.
DETAILLIERTE BESCHREIBUNG DER ERFINDUNG
Ein Beitrag zur mindestens teilweisen Erfüllung mindestens einer der zuvor genannten Aufgaben wird durch die unabhängigen Ansprüche geleistet. Die abhängigen Ansprüche stellen bevorzugte Ausführungsformen bereit, die zur mindestens teilweisen Erfüllung mindestens einer der Aufgaben beitragen.
Ein erster Gegenstand der Erfindung ist ein Verfahren zum Herstellen einer Siliziumdioxidsuspension beinhaltend die Verfahrensschritte:
(i) Bereitstellen eines Siliziumdioxidpulvers;
(ii) Bereitstellen einer Flüssigkeit;
(iii) Mischen des Siliziumdioxidpulvers mit der Flüssigkeit unter Erhalt einer Aufschlämmung;
(iv) Behandeln der Aufschlämmung mit Ultraschall unter Erhalt eines Vorläufersuspension;
(v) Leiten zumindest eines Teils der Vorläufersuspension durch eine erste mehrstufige Filtervorrichtung,
wobei die erste mehrstufige Filtervorrichtung zumindest eine erste, eine zweite und eine dritte Filterstufe aufweist,
wobei jede Filterstufe mindestens einen Filter beinhaltet,
wobei die zweite Filterstufe stromabwärts von der ersten Filterstufe und die dritte Filterstufe stromabwärts von der zweiten Filterstufe angeordnet ist, wobei die erste Filterstufe eine Filterfeinheit von 5 pm oder mehr,
wobei die zweite Filterstufe eine Filterfeinheit in einem Bereich von 0,5 bis 5 pm aufweist,
wobei die dritte Filterstufe eine Filterfeinheit von 1 pm oder weniger aufweist, und
wobei mindestens eine der Filterstufen ausgewählt aus der ersten, zweiten und dritten Filterstufe eine Abscheiderate von 99, 5% oder mehr aufweist,
wobei die Abscheiderate gemäß ISO 16889, jeweils bezogen auf den genannten Filter angegeben wird, und
wobei die Filterfeinheit angibt, welches die kleinste Partikelgröße ist, die von dem genannte Filter zurückgehalten wird.
Siliziumdioxidpulver
Im Rahmen der vorliegenden Erfindung ist es prinzipiell möglich, Siliziumdioxidpulver aus natürlich vorkommendem oder aus synthetisch hergestelltem Siliziumdioxid zu gewinnen. Bevorzugt wird synthetisches Siliziumdioxidpulver verwendet. Besonders bevorzugt wird pyrogen erzeugtes Siliziumdioxidpulver verwendet.
Das Siliziumdioxidpulver kann jedes Siliziumdioxidpulver sein, das mindestens zwei Teilchen aufweist. Als Herstellungsverfahren kommt jedes Verfahren in Betracht, das dem Fachmann geläufig und für den vorliegenden Zweck geeignet erscheint.
Gemäß einer Ausführungsform der vorliegenden Erfindung wird das Siliziumdioxidpulver bei der Herstellung von Quarzglas als Nebenprodukt erzeugt, insbesondere bei der Herstellung von sogenannten Sootkörpern. Siliziumdioxid solcher Herkunft wird oftmals auch als„Sootstaub“ bezeichnet.
Eine geeignete Quelle für das Siliziumdioxidpulver sind Siliziumdioxidpartikel, die bei der synthetischen Herstellung von Sootkörpern unter Einsatz von Flammhydrolysebrennern erhalten werden. Bei der Herstellung eines Sootkörpers wird entlang einer Brennerreihe ein rotierendes Trägerrohr, das eine Zylindermantelfläche aufweist, reversierend hin- und her bewegt. Den Flammhydrolysebrennern können dabei als Brennergase jeweils Sauerstoff und Wasserstoff sowie die Ausgangsmaterialien für die Bildung von Siliziumdioxidprimärpartikeln zugeführt werden. Die Siliziumdioxidprimärpartikel weisen bevorzugt eine Primärpartikelgröße von bis zu 100 nm auf. Die durch Flammenhydrolyse erzeugten Siliziumdioxidprimärpartikel aggregieren oder agglomerieren zu Siliziumdioxidpartikeln mit Partikelgrößen von etwa 9 pm (DIN ISO 13320:2009-1). In den Siliziumdioxidpartikeln sind die Siliziumdioxidprimärpartikel durch Raster- Elektronen-Mikroskopie in ihrer Form erkennbar und die Primärpartikelgröße kann bestimmt werden. Ein Teil der Siliziumdioxidpartikel werden auf der Zylindermantelfläche des um seine Längsachse rotierenden Trägerrohrs abgeschieden. So wird Schicht für Schicht der Sootkörper
aufgebaut. Ein anderer Teil der Siliziumdioxidpartikel wird nicht auf der Zylindermantelfläche des Trägerrohrs abgeschieden, sondern fällt als Staub an, z.B. in einer Filteranlage. Dieser andere Teil Siliziumdioxidpartikel bildet das Siliziumdioxidpulver, oftmals auch als „Sootstaub“ bezeichnet. In der Regel ist der auf dem Trägerrohr abgeschiedene Teil Siliziumdioxidpartikel größer als der als Sootstaub anfallende Teil Siliziumdioxidpartikel im Rahmen der Sootkörperherstellung, bezogen auf das Gesamtgewicht der Siliziumdioxidpartikel.
Heutzutage wird der Sootstaub in der Regel aufwendig und kostenintensiv als Abfall entsorgt oder ohne Wertschöpfung als Füllstoff verbracht, z.B. im Straßenbau, als Zuschlagstoffe in der Farbstoffindustrie, als Rohstoff für die Fliesenherstellung und zur Herstellung von Hexafluorkieselsäure, welche zur Sanierung von Bauwerksfundamenten eingesetzt wird. Im Fall der vorliegenden Erfindung eignet es sich als Ausgangsstoff und kann zu einem hochwertigen Produkt verarbeitet werden.
Durch Flammenhydrolyse hergestelltes Siliziumdioxid wird gewöhnlich als pyrogenes Siliziumdioxid bezeichnet. Pyrogenes Siliziumdioxid liegt üblicherweise in Form amorpher Siliziumdioxidprimärpartikel oder Siliziumdioxidpartikel vor.
Gemäß einer Ausführungsform kann das Siliziumdioxidpulver durch Flammenhydrolyse aus einem Gasgemisch hergestellt werden. In diesem Fall werden die Siliziumdioxidpartikel ebenfalls in der Flammenhydrolyse gebildet und als Siliziumdioxidpulver abgeführt, bevor sich Agglomerate oder Aggregate bilden. Hier ist das zuvor als Sootstaub bezeichnete Siliziumdioxidpulver Hauptprodukt.
Als Ausgangsmaterialien für die Bildung des Siliziumdioxidpulvers eignen sich bevorzugt Siloxane, Siliziumalkoxide und anorganische Siliziumverbindungen. Unter Siloxanen werden lineare und cyclische Polyalkylsiloxane verstanden. Bevorzugt haben Polyalkylsiloxane die allgemeine Formel
SipOpR2p,
wobei p eine ganze Zahl von mindestens 2, bevorzugt von 2 bis 10, besonders bevorzugt von 3 bis 5, und
R eine Alkylgruppe mit 1 bis 8 C-Atomen, bevorzugt mit 1 bis 4 C-Atomen, besonders bevorzugt eine Methylgruppe
ist.
Besonders bevorzugt sind Siloxane ausgewählt aus der Gruppe bestehend aus Hexamethyldisiloxan, Hexamethylcyclotrisiloxan (D3), Octamethylcyclotetrasiloxan (D4) und Dekamethylcyclopentasiloxan (D5) oder einer Kombination von zwei oder mehr davon. Umfasst das Siloxan D3, D4 und D5, ist D4 bevorzugt die Hauptkomponente. Die Hauptkomponente liegt bevorzugt mit einem Anteil von mindestens 70 Gew.-%, bevorzugt von mindestens 80 Gew.-%, zum Beispiel von mindestens 90 Gew.-% oder von mindestens 94 Gew.-%, besonders bevorzugt von mindestens 98 Gew.-%, jeweils bezogen auf die Gesamtmenge Siliziumdioxidpulver, vor. Bevorzugte Siliziumalkoxide sind Tetramethoxysilan und Methyltrimethoxysilan. Bevorzugte anorganische Siliziumverbindungen als Ausgangsmaterial für Siliziumdioxidpulver sind Siliziumhalogenide, Silikate, Siliziumcarbid und Siliziumnitrid. Besonders bevorzugt als anorganische Siliziumverbindung als Ausgangsmaterial für Siliziumdioxidpulver sind Siliziumtetrachlorid und Trichlorsilan.
Gemäß einer Ausführungsform ist das Siliziumdioxidpulver aus einer Verbindung ausgewählt aus der Gruppe bestehend aus Siloxanen, Siliziumalkoxiden und Siliziumhalogeniden herstellbar.
Bevorzugt ist das Siliziumdioxidpulver herstellbar aus einer Verbindung ausgewählt aus der Gruppe bestehend aus Hexamethyldisiloxan, Hexamethylcyclotrisiloxan, Octamethylcyclotetrasiloxan und Dekamethylcyclopentasiloxan, Tetramethoxysilan und Methyltrimethoxysilan, Siliziumtetrachlorid und Trichlorsilan oder einer Kombination aus zwei oder mehr davon, zum Beispiel aus Siliziumtetrachlorid und Octamethylcyclotetrasiloxan, besonders bevorzugt aus Octamethylcyclotetrasiloxan.
Für die Bildung von Siliziumdioxid aus Siliziumtetrachlorid durch Flammhydrolyse sind verschiedene Parameter von Bedeutung. Eine bevorzugte Zusammensetzung eines geeigneten Gasgemisches beinhaltet einen Anteil an Sauerstoff bei der Flammenhydrolyse in einem Bereich von 25 bis 40 Vol.-%. Der Anteil an Wasserstoff kann in einem Bereich von 45 bis 60 Vol.-% betragen. Der Anteil an Siliziumtetrachlorid liegt bevorzugt bei 5 bis 30 Vol.-%, alle der vorgenannten Vol.-% bezogen auf das Gesamtvolumen des Gasstroms. Weiter bevorzugt ist eine Kombination der vorgenannten Volumenanteile für Sauerstoff, Wasserstoff und SiCI4. Die Flamme in der Flammenhydrolyse weist bevorzugt eine Temperatur in einem Bereich von 1500 bis 2500 °C, beispielsweise in einem Bereich von 1600 bis 2400 °C, besonders bevorzugt in einem Bereich von 1700 bis 2300 °C auf. Bevorzugt werden die in der Flammenhydrolyse gebildeten Siliziumdioxidprimärpartikel als Siliziumdioxidpulver abgeführt, bevor sich Agglomerate oder Aggregate bilden.
Das Siliziumdioxidpulver kann mindestens eines, zum Beispiel mindestens zwei oder mindestens drei oder mindestens vier, bevorzugt mindestens fünf der folgenden Merkmale aufweisen:
i. eine BET-Oberfläche in einem Bereich von kleiner als 35 m2/g, zum Beispiel von 25 bis 35 m2/g, oder von 25 bis 30 m2/g, und
ii. eine Schüttdichte 0,01 bis 0,3 g/cm3, zum Beispiel im Bereich von 0,02 bis 0,2 g/cm3, bevorzugt im Bereich von 0,03 bis 0,15 g/cm3, weiter bevorzugt im Bereich von 0, 1 bis 0,2 g/cm3 oder im Bereich von 0,05 bis 0,1 g/cm3.
iii. einen Kohlenstoffgehalt von weniger als 100 ppm, zum Beispiel von weniger als 50 ppm oder von weniger 30 ppm, besonders bevorzugt in einem Bereich von 1 ppb bis 20 ppm;
iv. einen Chlorgehalt von weniger als 500 ppm, zum Beispiel von weniger als 300 ppm oder von weniger 150 ppm, besonders bevorzugt in einem Bereich von 1 ppb bis 80 ppm;
v. einen Aluminiumgehalt von weniger als 200 ppb, zum Beispiel im Bereich von 1 bis 100 ppb, besonders bevorzugt im Bereich von 1 bis 80 ppb;
vi. einen Gesamtgehalt an Atomen, die von Si, O, H, C, CI verschieden sind, von weniger als 5 ppm, zum Beispiel von weniger als 2 ppm, besonders bevorzugt in einem Bereich von 1 ppb bis 1 ppm;
vii. mindestens 70 Gew.-% der Pulverteilchen weisen eine Primärpartikelgröße in einem Bereich von 10 bis 100 nm, zum Beispiel im Bereich von 15 bis weniger als 100 nm, besonders bevorzugt im Bereich von 20 bis weniger als 100 nm auf;
viii. eine Stampfdichte in einem Bereich von 0,001 bis 0,3 g/cm3, zum Beispiel im Bereich von 0,002 bis 0,2 g/cm3 oder von 0,005 bis 0,1 g/cm3, bevorzugt im Bereich von 0,01 bis 0,06 g/cm3, auch bevorzugt im Bereich von 0, 1 bis 0,2 g/cm3, oder im Bereich von 0, 15 bis 0,2 g/cm3;
ix. eine Restfeuchte von weniger als 5 Gew.-%, zum Beispiel im Bereich von 0,25 bis 3 Gew.-%, besonders bevorzugt im Bereich von 0,5 bis 2 Gew.-%;
wobei die Gew.-%, ppm und ppb jeweils auf das Gesamtgewicht des Siliziumdioxidpulvers bezogen sind.
Das Siliziumdioxidpulver enthält Siliziumdioxid. Bevorzugt enthält das Siliziumdioxidpulver Siliziumdioxid in einer Menge von mehr als 95 Gew.-%, zum Beispiel in einer Menge von mehr als 98 Gew.-%.oder von mehr als 99 Gew.-%.oder von mehr als 99,9 Gew.-%, jeweils bezogen auf das Gesamtgewicht des Siliziumdioxidpulvers. Besonders bevorzugt enthält das
Siliziumdioxidpulver Siliziumdioxid in einer Menge von mehr als 99,99 Gew.-%, bezogen auf das Gesamtgewicht des Siliziumdioxidpulvers.
Bevorzugt weist das Siliziumdioxidpulver einen Gehalt an von Si, O, H, C, CI verschiedenen Atomen von weniger als 5 ppm, zum Beispiel von weniger als 2 ppm, besonders bevorzugt von weniger als 1 ppm, jeweils bezogen auf das Gesamtgewicht des Siliziumdioxidpulvers, auf. Oftmals weist das Siliziumdioxidpulver jedoch einen Gehalt an von Si, O, H, C, CI verschiedenen Atomen in einer Menge von mindestens 1 ppb auf. Die von Si, O, H, C, CI verschiedenen Atome können zum Beispiel als Element, als Ion, oder als Teil eines Moleküls oder eines Ions oder eines Komplexes vorliegen.
Bevorzugt weisen mindestens 70 % der Pulverteilchen des Siliziumdioxidpulvers, bezogen auf die Anzahl an Pulverteilchen, eine Primärpartikelgröße von weniger als 100 nm auf, zum Beispiel im Bereich von 10 bis 100 nm oder von 15 bis 100 nm, und besonders bevorzugt im Bereich von 20 bis 100 nm auf. Die Primärpartikelgröße wird durch dynamische Lichtstreuung nach ISO 13320:2009-10 bestimmt.
Bevorzugt weisen mindestens 75 % der Pulverteilchen des Siliziumdioxidpulvers, bezogen auf die Anzahl an Pulverteilchen, eine Primärpartikelgröße von weniger als 100 nm auf, zum Beispiel im Bereich von 10 bis 100 nm oder von 15 bis 100 nm, und besonders bevorzugt im Bereich von 20 bis 100 nm auf.
Bevorzugt weisen mindestens 80 % der Pulverteilchen des Siliziumdioxidpulvers, bezogen auf die Anzahl an Pulverteilchen, eine Primärpartikelgröße von weniger als 100 nm auf, zum Beispiel im Bereich von 10 bis 100 nm oder von 15 bis 100 nm, und besonders bevorzugt im Bereich von 20 bis 100 nm auf.
Bevorzugt weisen mindestens 85 % der Pulverteilchen des Siliziumdioxidpulvers, bezogen auf die Anzahl an Pulverteilchen, eine Primärpartikelgröße von weniger als 100 nm auf, zum Beispiel im Bereich von 10 bis 100 nm oder von 15 bis 100 nm, und besonders bevorzugt im Bereich von 20 bis 100 nm auf.
Bevorzugt weisen mindestens 90 % der Pulverteilchen des Siliziumdioxidpulvers, bezogen auf die Anzahl an Pulverteilchen, eine Primärpartikelgröße von weniger als 100 nm auf, zum Beispiel
im Bereich von 10 bis 100 nm oder von 15 bis 100 nm, und besonders bevorzugt im Bereich von 20 bis 100 nm auf.
Bevorzugt weisen mindestens 95 % der Pulverteilchen des Siliziumdioxidpulvers, bezogen auf die Anzahl an Pulverteilchen, eine Primärpartikelgröße von weniger als 100 nm auf, zum Beispiel im Bereich von 10 bis 100 nm oder von 15 bis 100 nm, und besonders bevorzugt im Bereich von 20 bis 100 nm auf.
Bevorzugt weist das Siliziumdioxidpulver eine spezifische Oberfläche (BET -Oberfläche) in einem Bereich von 20 bis 35 m2/g auf, zum Beispiel von 25 bis 35 m2/g, oder von 25 bis 30 m2/g. Die BET-Oberfläche wird nach der Methode von Brunauer, Emmet und Teller (BET) anhand der DIN 66132 ermittelt und basiert auf Gasabsorption an der zu messenden Oberfläche.
Bevorzugt hat das Siliziumdioxidpulver einen pH-Wert von weniger als 7, zum Beispiel im Bereich von 3 bis 6,5 oder von 3,5 bis 6 oder von 4 bis 5,5, besonders bevorzugt im Bereich von 4,5 bis 5. Der pH-Wert kann mittels Einstabmesselektrode ermittelt werden (4 % Siliziumdioxidpulver in Wasser).
Das Siliziumdioxidpulver weist bevorzugt die Merkmalskombination a./b./c. oder a./b./f. oder a./b./g. auf, weiter bevorzugt die Merkmalskombination a./b./c./f. oder a./b./c./g. oder a./b./f./g. , besonders bevorzugt die Merkmalskombination a./b./c./f./g.
Das Siliziumdioxidpulver weist bevorzugt die Merkmalskombination a./b./c. auf, wobei die BET- Oberfläche in einem Bereich von 20 bis 35 m2/g liegt, die Schüttdichte in einem Bereich von 0,05 bis 0,3 g/ml_ liegt und der Kohlenstoffgehalt weniger als 35 ppm beträgt.
Das Siliziumdioxidpulver weist bevorzugt die Merkmalskombination a./b./f. auf, wobei die BET- Oberfläche in einem Bereich von 20 bis 35 m2/g, die Schüttdichte in einem Bereich von 0,05 bis 0,3 g/ml_ und der Gesamtgehalt an Metallen, die von Aluminium verschieden sind, in einem Bereich von 1 ppb bis 1 ppm liegt.
Das Siliziumdioxidpulver weist bevorzugt die Merkmalskombination a./b./g. auf, wobei die BET- Oberfläche in einem Bereich von 20 bis 35 m2/g liegt, die Schüttdichte in einem Bereich von 0,05 bis 0,3 g / ml_ liegt und mindestens 70 Gew.-% der Pulverteilchen eine Primärpartikelgröße in einem Bereich von 20 bis weniger als 100 nm aufweisen.
Das Siliziumdioxidpulver weist weiter bevorzugt die Merkmalskombination a./b./c./f. auf, wobei die BET-Oberfläche in einem Bereich von 20 bis 35 m2/g liegt, die Schüttdichte in einem Bereich von 0,05 bis 0,3 g/ml_ liegt, der Kohlenstoffgehalt weniger als 40 ppm beträgt und der Gesamtgehalt an Metallen, die von Aluminium verschieden sind, in einem Bereich von 1 ppb bis 1 ppm liegt.
Das Siliziumdioxidpulver weist weiter bevorzugt die Merkmalskombination a./b./c./g. auf, wobei die BET-Oberfläche in einem Bereich von 20 bis 35 m2/g liegt, die Schüttdichte in einem Bereich von 0,05 bis 0,3 g/ml_ liegt, der Kohlenstoffgehalt weniger als 40 ppm beträgt und mindestens 70 Gew.-% der Pulverteilchen eine Primärpartikelgröße in einem Bereich von 20 bis weniger als 100 nm aufweisen.
Das Siliziumdioxidpulver weist weiter bevorzugt die Merkmalskombination a./b./f./g. auf, wobei die BET-Oberfläche in einem Bereich von 20 bis 35 m2/g liegt, die Schüttdichte in einem Bereich von 0,05 bis 0,3 g/ml_ liegt, der Gesamtgehalt an Metallen, die von Aluminium verschieden sind, in einem Bereich von 1 ppb bis 1 ppm liegt und mindestens 70 Gew.-% der Pulverteilchen eine Primärpartikelgröße in einem Bereich von 20 bis weniger als 100 nm aufweisen.
Das Siliziumdioxidpulver weist besonders bevorzugt die Merkmalskombination a./b./c./f./g. auf, wobei die BET-Oberfläche in einem Bereich von 20 bis 35 m2/g liegt, die Schüttdichte in einem Bereich von 0,05 bis 0,3 g/ml_ liegt, der Kohlenstoffgehalt weniger als 40 ppm beträgt, der Gesamtgehalt an Metallen, die von Aluminium verschieden sind, in einem Bereich von 1 ppb bis 1 ppm liegt und mindestens 70 Gew.-% der Pulverteilchen eine Primärpartikelgröße in einem Bereich von 20 bis weniger als 100 nm aufweisen.
Die Schritte (i) - (v) des ersten Gegenstands lauten:
(i) Bereitstellen eines Siliziumdioxidpulvers;
(ii) Bereitstellen einer Flüssigkeit;
(iii) Mischen des Siliziumdioxidpulvers mit der Flüssigkeit unter Erhalt einer Aufschlämmung;
(iv) Behandeln der Aufschlämmung mit Ultraschall unter Erhalt eines Vorläufersuspension;
(v) Leiten zumindest eines Teils der Vorläufersuspension durch eine erste mehrstufige Filtervorrichtung,
wobei die erste mehrstufige Filtervorrichtung zumindest eine erste, eine zweite und eine dritte Filterstufe aufweist,
wobei jede Filterstufe mindestens einen Filter beinhaltet,
wobei die zweite Filterstufe stromabwärts von der ersten Filterstufe und die dritte Filterstufe stromabwärts von der zweiten Filterstufe angeordnet ist, wobei die erste Filterstufe eine Filterfeinheit von 5 pm oder mehr,
wobei die zweite Filterstufe eine Filterfeinheit in einem Bereich von 0,5 bis 5 pm aufweist,
wobei die dritte Filterstufe eine Filterfeinheit von 1 pm oder weniger aufweist, und wobei mindestens eine der Filterstufen ausgewählt aus der ersten, zweiten und dritten Filterstufe eine Abscheiderate von 99, 5% oder mehr aufweist,
wobei die Abscheiderate gemäß ISO 16889, jeweils bezogen auf den genannten Filter angegeben wird, und
wobei die Filterfeinheit angibt, welches die kleinste Partikelgröße ist, die von dem genannte Filter zurückgehalten wird.
Es können weitere Filterstufen zwischen der als erste, zweite und dritte Filterstufe bezeichneten Filterstufen vorgesehen sein.
Eine Flüssigkeit wird im Sinne der vorliegenden Erfindung als ein Stoff oder ein Stoffgemisch verstanden, das bei einem Druck von 1013 hPa und einer Temperatur von 20 °C flüssig ist.
Eine „Aufschlämmung“ im Sinne der vorliegenden Erfindung bedeutet ein Gemisch aus mindestens zwei Stoffen, wobei das Gemisch bei den bei Betrachtung vorliegenden Bedingungen mindestens eine Flüssigkeit und mindestens einen Feststoff aufweist. Während des Verfahrens werden eine Aufschlämmung und eine Vorläufersuspension gebildet. Bei der Vorläufersuspension handelt es sich ebenfalls eine Aufschlämmung, wobei diese aber mit Ultraschall gemäß Schritt (iv) behandelt wurde. Sofern im folgenden nicht ausdrücklich eine „Aufschlämmung“ oder „Vorläufersuspension“ bezeichnet wird, also allgemein von einer „Aufschlämmung“ gesprochen wird, kann das so Beschriebene prinzipiell für die Aufschlämmung, oder für die Vorläufersuspension, oder sowohl für die Aufschlämmung als auch die Vorläufersuspension gelten. Dies kann so begründet werden, dass bei der Behandlung der Aufschlämmung unter Erhalt der Vorläufersuspension nicht jedes der nachfolgend beschrieben Merkmale sich durch die Behandlung ändert, oder dass sich ein Merkmal zwar ändert, aber innerhalb des allgemein beschriebenen Merkmals verbleibt.
Als Flüssigkeit eignen sich prinzipiell alle dem Fachmann bekannten und zum vorliegenden Einsatzzweck geeignet erscheinende Stoffe und Stoffgemische. Bevorzugt ist die Flüssigkeit ausgewählt aus der Gruppe bestehend aus organischen Flüssigkeiten und Wasser. Bevorzugt ist das Siliziumdioxidpulver in der Flüssigkeit in einer Menge von weniger als 0,5 g/L, bevorzugt in einer Menge von weniger als 0,25 g/L, besonders bevorzugt in einer Menge von weniger als 0,1 g/L löslich, die g/L jeweils angegeben als g Siliziumdioxidpulver pro Liter Flüssigkeit.
Bevorzugt eignen sich als Flüssigkeit polare Lösungsmittel. Dies können organische Flüssigkeiten oder Wasser sein. Bevorzugt ist die Flüssigkeit ausgewählt aus der Gruppe bestehend aus Wasser, Methanol, Ethanol, n-Propanol, iso-Propanol, n-Butanol, tert-Butanol und Mischungen aus mehr als einem davon. Besonders bevorzugt ist die Flüssigkeit Wasser. Besonders bevorzugt beinhaltet die Flüssigkeit destilliertes oder entionisiertes Wasser, zum Beispiel auch„höchstreines“ Wasser. Diese hat eine elektrische Leitfähigkeit von <0,2 me/a .
Bevorzugt wird das Siliziumdioxidpulver zu einer Aufschlämmung verarbeitet. Das Siliziumdioxidpulver ist in der Flüssigkeit bei Raumtemperatur nahezu unlöslich, kann jedoch in die Flüssigkeit in hohen Gewichts-Anteilen unter Erhalt der Aufschlämmung eingebracht werden.
Das Siliziumdioxidpulver und die Flüssigkeit können in beliebiger Weise gemischt werden. Zum Beispiel kann das Siliziumdioxidpulver zu der Flüssigkeit, oder die Flüssigkeit zum Siliziumdioxidpulver gegeben werden. Das Gemisch kann während des Zugebens oder nach dem Zugeben bewegt werden. Besonders bevorzugt wird das Gemisch während und nach dem Zugeben bewegt. Beispiele für das Bewegen sind ein Schütteln und ein Rühren, oder eine Kombination von beidem. Bevorzugt kann das Siliziumdioxidpulver unter Rühren zu der Flüssigkeit gegeben werden. Weiter bevorzugt kann ein Teil des Siliziumdioxidpulvers zu der Flüssigkeit gegeben werden, wobei das so erhaltene Gemisch bewegt wird, und das Gemisch anschließend mit dem übrigen Teil des Siliziumdioxidpulvers vermischt wird. Ebenso kann ein Teil der Flüssigkeit zu dem Siliziumdioxidpulver gegeben werden, wobei das so erhaltene Gemisch bewegt wird, und das Gemisch anschließend mit dem übrigen Teil der Flüssigkeit vermischt wird.
Durch das Mischen des Siliziumdioxidpulvers und der Flüssigkeit wird eine Aufschlämmung erhalten. Bevorzugt ist die Aufschlämmung eine Suspension, in der das Siliziumdioxidpulver gleichmäßig in der Flüssigkeit verteilt ist. Unter„gleichmäßig“ wird verstanden, dass die Dichte und die Zusammensetzung der Aufschlämmung an jeder Stelle um nicht mehr als 10 % von der
durchschnittlichen Dichte und der durchschnittlichen Zusammensetzung abweichen, jeweils bezogen auf die Gesamtmenge an Aufschlämmung. Eine gleichmäßige Verteilung des Siliziumdioxidpulvers in der Flüssigkeit kann durch wie ein zuvor bereits beschriebenes Bewegen hergestellt, oder erhalten werden, oder beides. Auch die Vorläufersuspension ist eine solche Suspension mit den gerade beschriebenen Eigenschaften.
Bevorzugt hat die Aufschlämmung, wie auch die Vorläufersuspension, ein Litergewicht im Bereich von 1000 bis 2000 g/L, zum Beispiel im Bereich von 1200 bis 1900 g/L oder von 1300 bis 1800 g/L, besonders bevorzugt im Bereich von 1400 bis 1700 g/L. Das Litergewicht wird mittels Auswiegen eines volumenkalibrierten Behälters bestimmt.
Gemäß einer Ausführungsform gilt für die Aufschlämmung mindestens eines, zum Beispiel mindestens zwei oder mindestens drei oder mindestens vier, besonders bevorzugt mindestens fünf der folgenden Merkmale:
a.) die Aufschlämmung weist einen Feststoffgehalt von mindestens 20 Gew.-%, zum Beispiel in einem Bereich von 20 bis 70 Gew.-%, oder in einem Bereich von 30 bis 50 Gew.-%, oder in einem Bereich von 55 bis 75 Gew.-%, besonders bevorzugt in einem Bereich von 60 bis 70 Gew.-% auf, jeweils bezogen auf das Gesamtgewicht der Aufschlämmung;
b.) die Aufschlämmung weist einen pH-Wert in einem Bereich von 3 oder mehr auf, zum Beispiel von mehr als 4 oder einen pH-Wert im Bereich von 4,5 bis 8 oder von 4,5 bis 7, wobei der pH-Wert an einer 4 gew.-%igen Aufschlämmung bestimmt wird;
c.) mindestens 90 % der Siliziumdioxidpartikel in der Aufschlämmung weisen in einer 4
Gew.-%igen Aufschlämmung eine Partikelgröße gemäß DIN ISO 13320-1 im Bereich von 1 nm bis < 10 pm auf, zum Beispiel in einem Bereich von 200 bis 300 nm auf; d.) einen Gehalt von 5 ppm oder weniger an Atomen, die von Si, O, H, C, CI verschieden sind;
e.) die Aufschlämmung ist rheopex;
f.) die Aufschlämmung wird in Kontakt mit einer Kunststoffoberfläche transportiert;
g.) die Aufschlämmung wird geschert;
h.) die Aufschlämmung weist eine Temperatur von mehr als 0°C auf, bevorzugt in einem
Bereich von 5 bis 35°C;
i.) die Aufschlämmung weist eine Viskosität gemäß DIN 53019-1 (5 rpm, 30 Gew.-%) in einem Bereich von 500 bis 2000 mPas, zum Beispiel im Bereich von 600 bis 1700 mPas, besonders bevorzugt im Bereich von 650 bis 1350 mPas auf;
Gemäß einer anderen Ausführungsform gilt für die Vorläufersuspension ebenfalls mindestens eines, zum Beispiel mindestens zwei oder mindestens drei oder mindestens vier, besonders bevorzugt mindestens fünf der zuvor genannten Merkmale a.) - j.).
Bevorzugt weisen die Siliziumdioxidpartikel in einer 4 Gew.-%igen wässrigen Aufschlämmung eine Partikelgröße D10 in einem Bereich von 50 bis 250 nm auf, besonders bevorzugt im Bereich von 100 bis 150 nm. Bevorzugt weisen die Siliziumdioxidpartikel in einer 4 Gew.-%igen wässrigen Aufschlämmung eine Partikelgröße D50 in einem Bereich von 100 bis 400 nm auf, besonders bevorzugt im Bereich von 200 bis 250 nm. Bevorzugt weisen die Siliziumdioxidpartikel in einer 4 Gew.-%igen wässrigen Aufschlämmung eine Partikelgröße D90 in einem Bereich von 200 bis 600 nm auf, besonders bevorzugt in einem Bereich von 350 bis 400 nm. Die Partikelgröße wird mittels DIN ISO 13320-1 bestimmt. Die Angaben zur Partikelgröße D10, D50 oder D90, oder eine Kombination von zwei oder mehr davon, können auch für die Vorläufersuspension gelten.
Unter Partikelgröße wird die Größe der aus den Primärpartikeln zusammengelagerten Teilchen verstanden, die in einem Siliziumdioxidpulver, in einer Aufschlämmung, in einer Vorläufersuspension oder in einem Siliziumdioxidgranulat vorliegen. Unter der mittleren Partikelgröße wird der arithmetische Mittelwert aller Partikelgrößen des genannten Stoffes verstanden. Der Dso-Wert gibt an, dass 50 % der Partikel, bezogen auf die gesamte Teilchenzahl, kleiner als der angegebene Wert sind. Der Dio-Wert gibt an, dass 10 % der Partikel, bezogen auf die gesamte Teilchenzahl, kleiner als der angegebene Wert sind. Der Dgo-Wert gibt an, dass 90 % der Partikel, bezogen auf die gesamte Teilchenzahl, kleiner als der angegebene Wert sind. Die Partikelgröße wird mittels dynamischem Bildanalyseverfahren nach ISO 13322-2:2006-11 bestimmt.
Unter dem„isolektrischen Punkt“ wird der pH-Wert verstanden, bei dem das Zeta-Potential den Wert 0 annimmt. Das Zeta-Potential wird gemäß ISO 13099-2:2012 bestimmt.
Bevorzugt wird der pH-Wert der Aufschlämmung auf einen Wert in dem oben genannten Bereich eingestellt. Bevorzugt können zum Einstellen des pH-Werts Stoffe wie NaOH oder NH3, zum Beispiel als wässrige Lösung der Aufschlämmung zugegeben werden. Dabei wird die Aufschlämmung oftmals bewegt. Die Angaben zum pH-Wert der Aufschlämmung können auch für den pH-Wert einer Vorläufersuspension gelten.
Die Aufschlämmung wird in dem folgenden Schritt (iv) mit Ultraschall unter Erhalt einer Vorläufersuspension behandelt. Für die Behandlung mit Ultraschall kann prinzipiell jede Methode und jede Ultraschallquelle ausgewählt werden, die dem Fachmann bekannt und für die vorliegende Anwendung geeignet erscheint.
Ultraschall im vorliegenden Kontext ist Schall mit einer Peakfrequenz im Bereich von 20 bis100 kHz. Dabei kann es sich um einen monofrequenten Schall oder Schall einer Bandbreite handeln. In letzterem Fall liegen zumindest 60 % der bei der Behandlung eingesetzten Ultraschallfrequenzen in einem Bereich aufgespannt durch die Peakfrequenz ± 10 Hz.
In einer weiteren Ausführungsform dauert die Behandlung der Aufschlämmung mit Ultraschall mindestens 10 Sekunden, zum Beispiel mindestens 20 Sekunden oder mindestens 40 Sekunden, oder mindestens 60, 120, 180 oder 240 Sekunden.
In einer weiteren Ausführungsform dauert die Behandlung der Aufschlämmung mit Ultraschall höchstens 1000 Sekunden, zum Beispiel höchstens 500 Sekunden oder höchstens 200 Sekunden, oder höchstens 100, 50 oder 20 Sekunden.
In einer weiteren Ausführungsform dauert die Behandlung der Aufschlämmung mit Ultraschall in einem Bereich von 10 bis 1800 Sekunden, zum Beispiel von 30 bis 1000 Sekunden, oder von 30 bis 600 Sekunden, oder von 40 bis 300 Sekunden.
Die durch Ultraschall angewendete Leistungsdichte ergibt sich aus der elektrischen Leistungsaufnahme der Ultraschallquelle geteilt durch das Volumen der Aufschlämmung. In einer weiteren Ausführungsform wird Ultraschallquelle ein Ultraschallgenerator oder eine Rührwerkskugelmühle, oder eine Kombination von beiden eingesetzt.
In einer weiteren Ausführungsform ist die Temperatur der Aufschlämmung während der Ultraschallbehandlung in einem Bereich von 5 bis 45 °C, zum Beispiel zwischen 10 und 40 °C, oder zwischen 15 und 40 °C.
In einer weiteren Ausführungsform ist die in die Aufschlämmung durch Ultraschall einwirkende Leistungsdichte weniger als 600 W/Liter, zum Beispiel weniger als 450 W/Liter, oder etwa 300 W/Liter, die Leistungsdichte bezogen auf den Volumen der Aufschlämmung. Eine Leistungsdichte von 100 W/Liter wird üblicherweise nicht unterschritten.
In einer Ausführungsform beträgt die Leistungsdichte durch Ultraschall in einem Bereich von 400 bis 500 W/Liter und die Behandlungsdauer in einem Bereich von 10 bis 90 Sekunden.
In einer anderen Ausführungsform beträgt die Leistungsdichte durch Ultraschall in einem Bereich von 300 bis 400 W/Liter und die Behandlungsdauer in einem Bereich von 90 bis 250 Sekunden.
Zumindest ein Teil der Vorläufersuspension wird in dem folgenden Schritt (v) durch eine erste mehrstufige Filtervorrichtung geleitet. Die Siliziumdioxidsuspension wird dabei nach dem Durchtritt der Vorläufersuspension durch die mehrstufige Filtervorrichtung als Filtrat erhalten. Die erste mehrstufige Filtervorrichtung weist zumindest eine erste, eine zweite und eine dritte Filterstufe auf. Die erste mehrstufige Filtervorrichtung kann weitere Filterstufen, wie zum Beispiel eine vierte, und gegebenenfalls eine fünfte, und gegebenenfalls eine sechste Filterstufe aufweisen. Die Filterstufen innerhalb einer mehrstufigen Filtervorrichtung sind in einer bestimmten Reihenfolge angeordnet. Sie sind in Richtung stromabwärts nummeriert. Das bedeutet, dass die Vorläufersuspension zuerst die erste Filterstufe, stromabwärts davon die zweite Filterstufe und so weiter durchströmt. Ferner ist eine Anordnung von mehreren Filtern nebeneinander denkbar. In diesem Fall würden unterschiedliche Mengen Suspension in etwa gleichzeitig die nebeneinander angeordneten Filter durchströmen. Durch das Anordnen mehrere Filter innerhalb einer Filterstufe nebeneinander kann die Standzeit der Filterstufe, oder der Durchsatz durch die Filterstufe, oder beides erhöht werden. Ferner können zwischen der bereits genannten ersten und zweiten Filterstufe, oder zwischen der zweiten und dritten Filterstufe, jeweils weitere Filterstufen vorgesehen sein, die vorliegend nicht weiter beschrieben sind. Zudem können sowohl zwischen der ersten und der zweiten Filterstufe als auch zwischen der zweiten und der dritten Filterstufe unabhängige voneinander eine oder mehrere, hier nicht weiter beschriebene Filterstufen vorgesehen sein.
Jede der Filterstufen beinhaltet mindestens einen Filter. Innerhalb einer Filterstufe kann ein einzelner Filter vorgesehen sein. Es kann ebenso eine Mehrzahl an Filtern vorgesehen sein. Diese sind üblicherweise nebeneinander angeordnet. In diesem Fall handelt es sich bei der Mehrzahl an Filtern üblicherweise um Filter mit gleichen Kenndaten. Wie bereits beschrieben, können mehrere Filter nebeneinander angeordnet werden, um den Strom innerhalb der Filterstufe zu teilen. Dabei wird oftmals die Standzeit der Filterstufe oder der Durchsatz der Filterstufe, oder beides, erhöht.
Die erste Filterstufe weist eine Filterfeinheit von 5 pm oder mehr, zum Beispiel von 5 pm bis 15 pm, oder etwa 10 pm, oder etwa 15 pm auf.
Die zweite Filterstufe weist eine Filterfeinheit in einem Bereich von 0,5 bis 5 pm auf, zum Beispiel in einem Bereich von 0,5 bis 2 pm, oder etwa 1 pm, oder etwa 2 pm auf.
Die dritte Filterstufe weist eine Filterfeinheit von 1 pm oder weniger auf, zum Beispiel 1 pm oder 0,5 pm auf.
Mindestens eine der Filterstufen ausgewählt aus der ersten, zweiten und dritten Filterstufe eine weist eine Abscheiderate von 99, 5% oder mehr auf, zum Beispiel von 99,8%, oder von 99,9% auf.
Die Filterfeinheit bezeichnet die kleinste Partikelgröße, die ein Filter mit einer bestimmten Effektivität herausfiltern kann. Die Filterfeinheit wird im folgenden auch mit x angegeben.
Die Abscheiderate ec, auch Filtrationsrate) wird in allen genannten Fällen gemäß ISO 16889:2008 angegeben. Nach dieser Norm wird ein ßx-Wert als Quotient von Nx und Nh ermittelt, mit Nx = Zahl der Partikel vor dem Filter, Nh = Zahl der Partkel nach dem Filter und x die Filterfeinheit. Die Filterfeinheit ist die Partikelgröße in pm, gegen die die Abscheiderate ermittelt wurde. Die Abscheiderate, auch mit ec angegeben ist dann (ßx- 1)/ ßx.
Als Beispiel bedeutet eine Abscheiderate e = 75%, dass für eine Suspension mit 400 Partikeln einer Partikelgröße von 10 pm oder mehr pro Volumeneinheit stromaufwärts des Filters diese Suspension nach dem Filter eine Zahl von 100 Partikeln mit einer Partikelgröße von 10 pm oder mehr pro Volumeneinheit stromabwärts des Filters aufweist. In diesem Beispiel wurden der Suspension 75% an Partikeln entzogen mit einer Partikelgröße von 10 pm oder mehr.
In Anlehnung an die Definition der Abscheiderate und Filterfeinheit für einen einzelnen Filter können entsprechende Angaben für eine Filterstufe beinhaltend einen oder mehrere einzelne Filter getätigt werden. Es gelten die oben angegebenen Bereiche und bevorzugten Ausgestaltungen
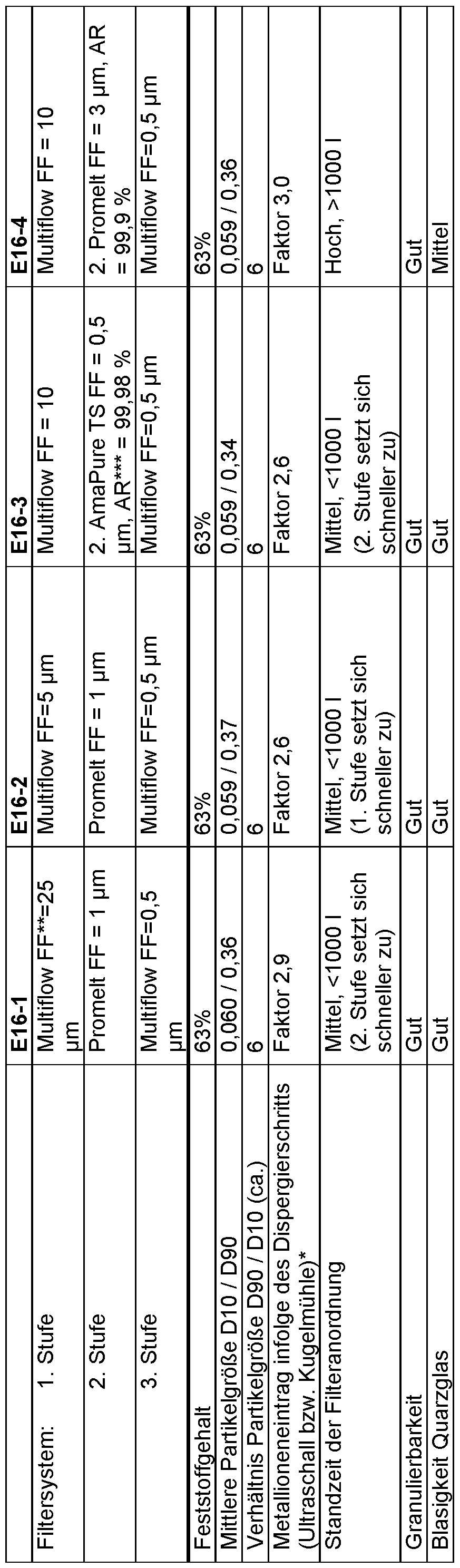
Die erste Filtervorrichtung kann durch mindestens eines, oder mehrere, oder alle der folgenden Merkmale gekennzeichnet sein:
(a) die erste Filterstufe weist eine Abscheiderate von 90% oder weniger auf, zum Beispiel 85%, 80% oder 75%, oder von 80 bis 99,9%, oder von 80 bis 95% auf;
(b) die erste Filterstufe weist eine Filterfeinheit in einem Bereich von 5 pm oder mehr, von 5 bis 25 pm, oder 5 bis 15 pm auf, zum Beispiel 10 pm oder 5 pm;
(c) die zweite Filterstufe weist eine Abscheiderate von 80% oder mehr auf, zum Beispiel von 95% oder mehr, zum Beispiel 98%, 99%, 99,9% oder 99,99%, oder in einem Bereich von 80 bis 99,9%, oder von 80 bis 95%;
(d) die zweite Filterstufe weist eine Filterfeinheit in einem Bereich von 0,5 pm oder mehr, z.B. 5 bis 10 pm, oder 0,5 bis 2 pm auf, zum Beispiel 0,5 pm, 1 ,0 pm, 1 ,5 pm oder 2,0 pm;
(e) die dritte Filterstufe weist eine Abscheiderate von 80 % oder mehr, zum Beispiel von 99,5 % oder mehr auf, zum Beispiel 99,9% oder 99,99%, oder in einem Bereich von 80 bis 99,9%, oder in einem Bereich von 95 bis 99,9% auf;
(f) die dritte Filterstufe weist eine Filterfeinheit in einem Bereich von 0,5 pm oder mehr, zum Beispiel im Bereich von 0,5 bis 10 pm, oder von 0,5 bis 3 pm, oder von 0,5 bis 1 pm auf; oder eine Kombination von zwei oder mehr der Merkmale (a) bis (e), wobei auch jede
Kombination der beispielhaft genannten Werte untereinander bevorzugt ist. In einer
Ausführungsform ist eine Kombination aller Merkmale (a) bis (f) vorteilhaft, zum Beispiel
Beispiel F1.3 in nachfolgender Tabelle 1.
In einer bevorzugten Ausführungsform weist die erste Filterstufe eine Filterfeinheit von 5 pm oder mehr, zum Beispiel im Bereich von 5 pm bis 25 pm, und eine Abscheiderate im Bereich von 80% bis 99,9%, bevorzugt 80% bis 95% auf.
In einer weiteren Ausführungsform weist zweite Filterstufe eine Filterfeinheit von 0,5 pm oder mehr, zum Beispiel im Bereich von 0,5 pm bis 10 pm, und eine Abscheiderate im Bereich von 80% bis 99,9%, bevorzugt 95% bis 99,9% auf.
In einer weiteren Ausführungsform weist die dritte Filterstufe eine Filterfeinheit von 0,5 pm oder mehr, zum Beispiel im Bereich von 0,5 pm bis 10 pm, und eine Abscheiderate im Bereich von 80% bis 99,9%, bevorzugt 95% bis 99,9% auf.
Die erste Filtervorrichtung kann gemäß weiteren Beispielen zum Beispiel durch folgende Merkmalskombinationen gekennzeichnet sein:
Tabelle 1
In einer weiteren Ausführungsform beinhaltet die erste, mehrstufige Filtervorrichtung mindestens einen Tiefenfilter. Unter einem Tiefenfilter wird im vorliegenden Kontext ein Filter verstanden, in der die abzuscheidenden Partikel über eine Strecke innerhalb des Filters zurückgehalten werden. Dabei wird im Betrieb des Filters üblicherweise kein Filterkuchen gebildet. Demgegenüber werden bei einem Flächenfilter oder Oberflächenfilter die abzuscheidenden Partikel an der Grenzfläche des Oberflächenfilters abgeschieden. Dabei wird im Betrieb des Filters ein Filterkuchen aufgebaut. Die erste mehrstufige Filtervorrichtung kann ferner mehrere Tiefenfilter beinhalten. Es ist ebenso möglich, dass alle eingesetzten Filter der ersten mehrstufigen Filtervorrichtung Tiefenfilter sind.
In einer weiteren Ausführungsform wird mindestens eine weitere, bevorzugt mehrstufige Filtervorrichtung stromabwärts von der ersten, mehrstufigen Filtervorrichtung eingesetzt. Es können zudem zwei, drei, vier, fünf und bis zu 10 oder mehr in einer Reihenfolge stromabwärts angeordnete mehrstufige Filtervorrichtungen vorgesehen sein.
In einer weiteren Ausführungsform ist zumindest die zweite, mehrstufige Filtervorrichtung mit Tiefenfiltern versehen.
In einer weiteren Ausführungsform beinhaltet die zweite Filterstufe der ersten Filtervorrichtung mindestens einen ersten Filter mit einer Abscheiderate von 90% oder weniger und mindestens einen weiteren Filter mit einer Abscheiderate von 95% oder mehr.
In einer weiteren Ausführungsform beträgt die Standzeit der ersten, mehrstufigen Filtervorrichtung mindestens 100 Liter, zum Beispiel 150 Liter oder mehr, oder 250 Liter oder mehr, oder 500 Liter, oder 800 Liter und mehr, oder 1000 Liter und mehr, die Liter jeweils bezogen auf das von der ersten mehrstufigen Filtervorrichtung gefilterte Volumen an Vorläufersuspension.
In einer weiteren Ausführungsform beträgt die Standzeit der zweiten, optional mehrstufigen Filtervorrichtung mindestens 100 Liter, zum Beispiel 150 Liter oder mehr, oder 250 Liter oder mehr, oder 500 Liter, die Liter jeweils bezogen auf das von der zweiten Filtervorrichtung gefilterte Volumen an Vorläufersuspension.
Die Standzeit bedeutet im Zusammenhang mit einer Filtervorrichtung das Volumen an einer Suspension, das die Filtervorrichtung passieren kann, bevor die Filtervorrichtung zusetzt. Das Zusetzen kann anhand eines Druckanstiegs vor dem Filter auf das mindestens 1 ,5-fache gegenüber dem frisch eingesetzten Filter bei unveränderter Pumpleistung erkannt werden. Bei Zusetzen des Filters muss der Arbeitsschritt pausiert werden, und der zugesetzte Filter, oder die zugesetzten Filter, gereinigt oder getauscht werden.
In einer weiteren Ausführungsform weist die Aufschlämmung weniger als 5 Gew.-%, weniger als 2 Gew.-%, zum Beispiel 0 Gew.-% (keine), Additive, insbesondere Additive zur Stabilisierung auf, die Gew.-% bezogen auf das Gesamtgewicht der Aufschlämmung. Oftmals weist die Aufschlämmung zumindest 0, 1 Gew.-% Additive auf, zum Beispiel in einem Bereich von 0, 1 bis 5 Gew.-%, die Gew.-% bezogen auf das Gesamtgewicht der Aufschlämmung. Der Gehalt an Additiven ändert sich im Zuge einer Filtration üblicherweise nicht, oder allenfalls kaum. Dementsprechend weist die Vorläufersuspension wie auch die verfahrensgemäß erhältliche Siliziumdioxidsuspension einen Gehalt an Additiven zur Stabilisierung wie für die Aufschlämmung angegeben auf.
Gemäß einer weiteren Ausführungsform gilt für die durch das Verfahren erhältliche Siliziumdioxidsuspension mindestens eines, zum Beispiel mindestens zwei oder mindestens drei oder mindestens vier, besonders bevorzugt mindestens fünf der folgenden Merkmale:
A. die Siliziumdioxidsuspension ist rheopex unter den in genannten Testbedingungen;
B. mindestens 90 % der Siliziumdioxidpartikel in der Siliziumdioxidsuspension weisen in einer 4 Gew.-%igen Aufschlämmung eine Partikelgröße gemäß DIN ISO 13320-1 im Bereich von 1 nm bis < 10 pm auf, zum Beispiel in einem Bereich von 200 bis 300 nm auf;
C. die Siliziumdioxidsuspension weist einen pH-Wert in einem Bereich von 3 oder mehr auf, zum Beispiel von mehr als 4 oder einen pH-Wert im Bereich von 4,5 bis 8 oder von 4,5 bis 7, wobei der pH-Wert an einer 4 gew.-%igen Aufschlämmung bestimmt wird;
D. einen Gehalt an Chlor im Feststoffanteil der Siliziumdioxidsuspension von 500 ppm oder weniger, 350ppm oder weniger, oder 200 ppm oder weniger, die ppm bezogen auf die Gesamtmenge an Feststoff in der Siliziumdioxidsuspension.
E. einen Aluminiumgehalt von weniger als 200ppb, zum Beispiel im Bereich von 1 bis 100 ppb, besonders bevorzugt im Bereich von 1 bis 80 ppb, die ppm bezogen auf die Gesamtmenge an Feststoff in der Siliziumdioxidsuspension..;
F. einen Gehalt von 5 ppm oder weniger an Atomen, die von Si, O, H, C, CI verschieden sind;
G. die Siliziumdioxidsuspension weist einen Feststoffgehalt von mindestens 20 Gew.-%, zum Beispiel in einem Bereich von 20 bis 70 Gew.-%, oder in einem Bereich von 30 bis 50 Gew.-%, oder in einem Bereich von 55 bis 75 Gew.-%, besonders bevorzugt in einem Bereich von 60 bis 70 Gew.-% auf, jeweils bezogen auf das Gesamtgewicht der Aufschlämmung;
H. die Siliziumdioxidsuspension weist eine Temperatur von mehr als 0°C auf, bevorzugt in einem Bereich von 5 bis 35°C;
I. die Siliziumdioxidsuspension weist eine Viskosität gemäß DIN 53019-1 (5 rpm, 30 Gew.-
%) in einem Bereich von 500 bis 2000 mPas, zum Beispiel im Bereich von 600 bis 1700 mPas, besonders bevorzugt im Bereich von 650 bis 1350 mPas auf.
Ein zweiter Gegenstand der Erfindung ist eine Siliziumdioxidsuspension erhältlich nach einem Verfahren gemäß des ersten Gegenstands. In diesem Zusammenhang beschriebene Ausführungsformen kommen ebenfalls in Betracht.
Ein dritter Gegenstand der Erfindung ist ein Verfahren zum Herstellen eines Siliziumdioxidgranulats, wobei die Siliziumdioxidsuspension gemäß des zweiten Gegenstands oder eine Siliziumdioxidsuspension, die nach einem Verfahren gemäß des ersten Gegenstands hergestellt wurde, insbesondere mittels Durchführen der Verfahrensschritte (i) bis (v), zu einem Siliziumdioxidgranulat verarbeitet wird.
Das Siliziumdioxidgranulat weist einen größeren Partikeldurchmesser auf als die in der Siliziumdioxidsuspension vorliegenden Siliziumdioxidpartikel. Im Zusammenhang mit dem ersten und zweiten Gegenstand beschriebene Ausführungsformen betreffend die Herstellung und Merkmale der Siliziumdioxidsuspension sind ebenfalls Ausführungsformen des dritten Gegenstands.
Zum Herstellen des Siliziumdioxidgranulats eignen sich prinzipiell alle dem Fachmann bekannten Verfahren, durch die eine Erhöhung des Partikeldurchmessers erreicht wird.
Ein Siliziumdioxidgranulat weist einen größeren Partikeldurchmesser auf als ein Siliziumdioxidpulver, und ebenso als die in der zuvor beschriebenen Siliziumdioxidsuspension enthaltenen Siliziumdioxidpartikel.
Das Siliziumdioxidgranulat weist einen Partikeldurchmesser auf, der größer ist, als der Partikeldurchmesser des Siliziumdioxidpulvers. Bevorzugt ist der Partikeldurchmesser des Siliziumdioxidgranulats in einem Bereich von 500 bis 50.000 mal größer als der Partikeldurchmesser des Siliziumdioxidpulvers, zum Beispiel 1.000 bis 10.000 mal größer, besonders bevorzugt 2.000 bis 8000 mal größer.
Bevorzugt sind mindestens 90 % des in Schritt i.) bereitgestellten Siliziumdioxidgranulats aus pyrogen erzeugtem Siliziumdioxidpulver gebildet, zum Beispiel mindestens 95 Gew.-% oder mindestens 98 Gew.-%, besonders bevorzugt mindestens 99 Gew.-% oder mehr, jeweils bezogen auf das Gesamtgewicht des Siliziumdioxidgranulats.
Bevorzugt wird beim Verarbeiten ein Siliziumdioxidgranulat mit Granulen gebildet, wobei die Granulen eine sphärische Morphologie aufweisen; weiter bevorzugt beinhaltet das Verarbeiten ein Sprühgranulieren oder ein Rollgranulieren.
Unter einem Pulver werden Partikel trockener fester Stoffe mit einer Primärpartikelgröße im Bereich von 1 bis weniger als 100 nm verstanden.
Das Siliziumdioxidgranulat kann durch Granulieren von Siliziumdioxidpulver erhalten werden. Ein Siliziumdioxidgranulat weist in der Regel eine BET-Oberfläche von 3 m2/g oder mehr und eine Dichte von weniger als 1 ,5 g/cm3 auf. Unter Granulieren versteht man das Überführen von Pulverteilchen in Granulen. Beim Granulieren bilden sich Zusammenlagerungen von mehreren Siliziumdioxidpulverteilchen, also größere Agglomerate, die als „Siliziumdioxidgranulen“ bezeichnet werden. Diese werden oft auch als „Siliziumdioxidgranulatteilchen“ oder „Granulatteilchen“ bezeichnet. In ihrer Gesamtheit bilden Granulen ein Granulat, z.B. die Siliziumdioxidgranulen ein „Siliziumdioxidgranulat". Das Siliziumdioxidgranulat weist einen größeren Partikeldurchmesser auf als das Siliziumdioxidpulver.
Der Vorgang des Granulierens, um ein Pulver in Granulate zu überführen, wird später näher erläutert.
Unter Siliziumdioxidkörnung werden im vorliegenden Kontext Siliziumdioxidpartikel verstanden, die durch ein Zerkleinern eines Siliziumdioxidkörpers, insbesondere eines Quarzglaskörper erhältlich sind. Eine Siliziumdioxidkörnung weist in der Regel eine Dichte von mehr als 1 ,2 g/cm3, zum Beispiel in einem Bereich von 1 ,2 bis 2,2 g/cm3, und besonders bevorzugt von etwa 2,2 g/cm3 auf. Weiter bevorzugt beträgt die BET-Oberfläche einer Siliziumdioxidkörnung in der Regel weniger als 1 m2/g, bestimmt gemäß DIN ISO 9277:2014-01.
Als Siliziumdioxidpartikel kommen prinzipiell alle dem Fachmann geeigneten Siliziumdioxidpartikel in Betracht. Bevorzugt ausgewählt werden Siliziumdioxidgranulat und Siliziumdioxidkörnung.
Unter einem Partikeldurchmesser oder einer Partikelgröße wird der Durchmesser eines Partikels verstanden, der sich als„area equivalent circular diameter XAI“ gemäß der Formel xAi = ^ ergibt, wobei Ai die Fläche des betrachteten Partikels bei einer Bildanalyse bedeutet. Als Methoden zur Bestimmung eignen sich zum Beispiel ISO 13322-1 :2014 oder ISO 13322-2:2009. Vergleichende Angaben wie„größerer Partikeldurchmesser“ bedeutet immer, dass die in Bezug gesetzten Werte mit derselben Methode bestimmt wurden.
Bevorzugt weisen die Granulen des Siliziumdioxidgranulats eine sphärische Morphologie auf. Unter einer sphärischen Morphologie wird eine runde bis ovale Form der Partikel verstanden. Die Granulen des Siliziumdioxidgranulats weisen bevorzugt eine mittlere Sphärizität in einem Bereich von 0,7 bis 1 ,3 SPHT3, zum Beispiel eine mittlere Sphärizität in einem Bereich von 0,8 bis 1 ,2 SPHT3, besonders bevorzugt eine mittlere Sphärizität in einem Bereich von 0,85 bis 1 , 1 SPHT3 auf. Das Merkmal SPHT3 ist in den Testmethoden beschrieben.
Weiterhin bevorzugt weisen die Granulen des Siliziumdioxidgranulats eine mittlere Symmetrie in einem Bereich von 0,7 bis 1 ,3 Symm3, zum Beispiel eine mittlere Symmetrie in einem Bereich von 0,8 bis 1 ,2 Symm3, besonders bevorzugt eine mittlere Symmetrie in einem Bereich von 0,85 bis 1 , 1 Symm3 auf. Das Merkmal der mittleren Symmetrie Symm3 ist in den Testmethoden beschrieben.
Granulation
Das Siliziumdioxidgranulat wird durch Granulieren von Siliziumdioxidpulver erhalten. Unter Granulieren versteht man das Überführen von Pulverteilchen in Granulen. Beim Granulieren bilden sich durch Zusammenlagerungen von mehreren Siliziumdioxidpulverteilchen größere Agglomerate, die als„Siliziumdioxidgranulen“ bezeichnet werden. Diese werden oft auch als „Siliziumdioxidpartikel", „Siliziumdioxidgranulatteilchen“ oder„Granulatteilchen“ bezeichnet. In ihrer Gesamtheit bilden Granulen ein Granulat, z.B. die Siliziumdioxidgranulen ein „Siliziumdioxidgranulat".
Im vorliegenden Fall kann prinzipiell jedes Granulierverfahren ausgewählt werden, das dem Fachmann bekannt und zum Granulieren von Siliziumdioxidpulver geeignet erscheint. Bei den Granulierverfahren kann zwischen Aufbaugranulation und Pressgranulation, und weiter zwischen Nass- und Trocken-Granulierverfahren unterschieden werden. Bekannte Methoden sind Rollgranulation in einem Granulierteller, Sprühgranulation, Zentrifugalzerstäubung, Wirbelschichtgranulation, Gefriergranulieren, sowie Granulierverfahren unter Einsatz einer Granuliermühle, Kompaktierung, Walzenpressen, Brikettierung, Schülpenherstellung oder Extrudierung.
Bevorzugt wird beim Verarbeiten ein Siliziumdioxidgranulat mit Granulen gebildet, die eine sphärische Morphologie aufweisen; wobei das Verarbeiten weiter bevorzugt durch Sprühgranulieren oder Rollgranulieren erfolgt. Weiter bevorzugt beinhaltet ein Siliziumdioxidgranulat mit Granulen, die eine sphärische Morphologie aufweisen, höchstens 50 % Granulen, bevorzugt höchstens 40 % Granulen, weiter bevorzugt höchstens 20 % Granulen, mehr bevorzugt zwischen 0 und 50%, zwischen 0 und 40% oder zwischen 0 und 20%, oder zwischen 10 und 50%, zwischen 10 und 40% oder zwischen 10 und 20% Granulen, die nicht eine sphärische Morphologie aufweisen, die Prozentangabe jeweils bezogen auf die Gesamtzahl an Granulen im Granulat. Die Granulen mit einer sphärischen Morphologie weisen die in dieser Beschreibung bereits genannten SPHT3-Werte auf.
Sprühtrocknen
Gemäß einer Ausführungsform des dritten Gegenstands wird ein Siliziumdioxidgranulat durch Sprühgranulieren der Aufschlämmung erhalten. Das Sprühgranulieren wird auch als Sprühtrocknen bezeichnet.
Das Sprühtrocknen erfolgt bevorzugt in einem Sprühturm. Zum Sprühtrocknen wird die Siliziumdioxidsuspension bei erhöhter Temperatur unter Druck gesetzt. Die unter Druck stehende Siliziumdioxidsuspension wird anschließend über eine Düse entspannt und so in den Sprühturm gesprüht. In Folge dessen bilden sich Tropfen, die augenblicklich trocknen und zunächst trockene Kleinstpartikel („Keime“) bilden. Die Kleinstpartikel bilden zusammen mit einem auf die Partikel wirkenden Gasstrom eine Wirbelschicht. Sie werden so im Schwebezustand gehalten und können damit eine Oberfläche zum Trocknen weiterer Tröpfchen bilden.
Die Düse, durch die die Siliziumdioxidsuspension in den Sprühturm gesprüht wird, bildet bevorzugt einen Einlass in den Innenraum des Sprühturms.
Die Düse weist beim Sprühen bevorzugt eine Kontaktfläche mit der Siliziumdioxidsuspension auf. Unter der„Kontaktfläche“ wird der Bereich der Düse verstanden, der beim Sprühen in Kontakt mit der Siliziumdioxidsuspension kommt. Oftmals ist zumindest ein Teil der Düse als Rohr geformt, durch das die Siliziumdioxidsuspension beim Sprühen geleitet wird, so dass die Innenseite des Hohlrohrs mit der Siliziumdioxidsuspension in Berührung kommt.
Die Kontaktfläche beinhaltet bevorzugt ein Glas, einen Kunststoff oder eine Kombination davon. Bevorzugt beinhaltet die Kontaktfläche ein Glas, besonders bevorzugt Quarzglas. Bevorzugt beinhaltet die Kontaktfläche einen Kunststoff. Prinzipiell sind alle dem Fachmann bekannten Kunststoffe geeignet, die bei den Verfahrenstemperaturen stabil sind und keine Fremdatome an die Siliziumdioxidsuspension abgeben. Bevorzugte Kunststoffe sind Polyolefine, zum Beispiel Homo- oder Copolymere beinhaltend mindestens ein Olefin, besonders bevorzugt Homo- oder Copolymere beinhaltend Polypropylen, Polyethylen, Polybutadien oder Kombinationen aus zwei oder mehr davon. Bevorzugt besteht die Kontaktfläche aus einem Glas, einem Kunststoff oder einer Kombination davon, zum Beispiel ausgewählt aus der Gruppe bestehend aus Quarzglas und Polyolefinen, besonders bevorzugt ausgewählt aus der Gruppe bestehend aus Quarzglas und Homo- oder Copolymere beinhaltend Polypropylen, Polyethylen, Polybutadien oder Kombinationen aus zwei oder mehr davon. Bevorzugt beinhaltet die Kontaktfläche keine Metalle, insbesondere kein Wolfram, Titan, Tantal, Chrom, Cobalt, Nickel, Eisen, Vanadium, Zirkonium und Mangan.
Es ist prinzipiell möglich, dass die Kontaktfläche und die weiteren Teile der Düse aus dem gleichen oder aus verschiedenen Materialien bestehen. Bevorzugt enthalten die weiteren Teile der Düse das gleiche Material wie die Kontaktfläche. Es ist ebenso möglich, dass die weiteren
Teile der Düse ein von der Kontaktfläche verschiedenes Material enthalten. Zum Beispiel kann die Kontaktfläche mit einem geeigneten Material, zum Beispiel einem Glas oder einem Kunststoff beschichtet sein.
Bevorzugt ist die Düse zu mehr als 70 Gew.-%, bezogen auf das Gesamtgewicht der Düse, aus einem Element ausgewählt aus der Gruppe bestehend aus Glas, Kunststoff oder einer Kombination von Glas und Kunststoff gebildet, zum Beispiel zu mehr als 75 Gew.-% oder zu mehr als 80 Gew.-% oder zu mehr als 85 Gew.-% oder zu mehr als 90 Gew.-% oder zu mehr als 95 Gew.-%, besonders bevorzugt zu mehr als 99 Gew.-%.
Bevorzugt umfasst die Düse ein Düsenplättchen. Das Düsenplättchen ist bevorzugt aus Glas, Kunststoff oder einer Kombination aus Glas und Kunststoff gebildet. Bevorzugt ist das Düsenplättchen aus Glas gebildet, besonders bevorzugt Quarzglas. Bevorzugt ist das Düsenplättchen aus Kunststoff gebildet. Bevorzugte Kunststoffe sind Polyolefine, zum Beispiel Homo- oder Copolymere beinhaltend mindestens ein Olefin, besonders bevorzugt Homo- oder Copolymere beinhaltend Polypropylen, Polyethylen, Polybutadien oder Kombinationen aus zwei oder mehr davon. Bevorzugt beinhaltet das Düsenplättchen keine Metalle, insbesondere kein Wolfram, Titan, Tantal, Chrom, Cobalt, Nickel, Eisen, Vanadium, Zirkonium und Mangan.
Bevorzugt umfasst die Düse eine Drallschnecke. Die Drallschnecke ist bevorzugt aus Glas, Kunststoff oder einer Kombination aus Glas und Kunststoff gebildet. Bevorzugt ist die Drallschnecke aus Glas gebildet, besonders bevorzugt Quarzglas. Bevorzugt ist die Drallschnecke aus Kunststoff gebildet. Bevorzugte Kunststoffe sind Polyolefine, zum Beispiel Homo- oder Copolymere beinhaltend mindestens ein Olefin, besonders bevorzugt Homo- oder Copolymere beinhaltend Polypropylen, Polyethylen, Polybutadien oder Kombinationen aus zwei oder mehr davon. Bevorzugt beinhaltet die Drallschnecke keine Metalle, insbesondere kein Wolfram, Titan, Tantal, Chrom, Cobalt, Nickel, Eisen, Vanadium, Zirkonium und Mangan.
Die Düse kann darüber hinaus weitere Bestandteile umfassen. Bevorzugte weitere Bauteile sind ein Düsenkörper, besonders bevorzugt ist ein die Drallschnecke und das Düsenplättchen umgebender Düsenkörper, ein Kreuzstück und eine Prallplatte. Bevorzugt umfasst eine Düse eines oder mehr, besonders bevorzugt alle, der weiteren Bauteile. Die weiteren Bauteile können unabhängig voneinander prinzipiell aus einem beliebigen, dem Fachmann bekannten und zu diesem Zweck geeigneten Material bestehen, zum Beispiel aus einem Metall-haltigen Material, aus Glas oder aus einem Kunststoff. Bevorzugt ist der Düsenkörper aus Glas gebildet, besonders
bevorzugt Quarzglas. Bevorzugt sind die weiteren Bauteile aus Kunststoff gebildet. Bevorzugte Kunststoffe sind Polyolefine, zum Beispiel Homo- oder Copolymere beinhaltend mindestens ein Olefin, besonders bevorzugt Homo- oder Copolymere beinhaltend Polypropylen, Polyethylen, Polybutadien oder Kombinationen aus zwei oder mehr davon. Bevorzugt beinhalten die weiteren Bauteile keine Metalle, insbesondere kein Wolfram, Titan, Tantal, Chrom, Cobalt, Nickel, Eisen, Vanadium, Zirkonium und Mangan.
Bevorzugt weist der Sprühturm einen Gaseinlass und einen Gasauslass auf. Durch den Gaseinlass kann Gas in den Innenraum des Sprühturms eingebracht, und durch den Gasauslass kann es ausgeleitet werden. Es ist auch möglich, Gas über die Düse in den Sprühturm einzuleiten. Ebenso kann Gas über den Auslass des Sprühturms ausgeleitet werden. Weiterhin bevorzugt kann Gas über die Düse und einen Gaseinlass des Sprühturms zugeführt, und über den Auslass des Sprühturms und einen Gasauslass des Sprühturms ausgeleitet werden.
Bevorzugt liegt im Innenraum des Sprühturms eine Atmosphäre ausgewählt aus Luft, einem Inertgas, mindestens zwei Inertgasen oder eine Kombination von Luft mit mindestens einem Inertgas, bevorzugt mindestens zwei Inertgasen vor. Als Inertgase sind bevorzugt ausgewählt aus der Liste bestehend aus Stickstoff, Helium, Neon, Argon, Krypton und Xenon. Zum Beispiel liegt im Innenraum des Sprühturms Luft, Stickstoff oder Argon vor, besonders bevorzugt Luft.
Weiter bevorzugt ist die im Sprühturm vorliegende Atmosphäre Teil eines Gasstroms. Der Gasstrom wird in den Sprühturm bevorzugt über einen Gaseinlass eingeleitet und über einen Gasauslass ausgeleitet. Es ist auch möglich Teile des Gasstroms über die Düse einzuleiten und Teile des Gasstroms über einen Feststoffauslass auszuleiten. Der Gasstrom kann im Sprühturm weitere Bestandteile aufnehmen. Diese können beim Sprühtrocknen aus der Siliziumdioxidsuspension stammen und in den Gasstrom übergehen.
Bevorzugt wird dem Sprühturm ein trockener Gasstrom zugeführt. Unter einem trockenen Gasstrom wird ein Gas oder ein Gasgemisch verstanden, dessen relative Feuchte bei der im Sprühturm eingestellten Temperatur unterhalb des Kondensationspunktes liegt. Eine relative Luftfeuchte von 100 % entspricht einer Wassermenge von 17,5 g/m3 bei 20°C. Das Gas wird bevorzugt auf eine Temperatur in einem Bereich von 150 bis 450°C, zum Beispiel von 200 bis 420°C oder von 300 bis 400°C, besonders bevorzugt von 320 bis 400°C vorgewärmt.
Der Innenraum des Sprühturms ist bevorzugt temperierbar. Bevorzugt beträgt die Temperatur im Innenraum des Sprühturms bis zu 550°C, zum Beispiel 300 bis 500°C, besonders bevorzugt 320 bis 450°C.
Der Gasstrom hat am Gaseinlass bevorzugt eine Temperatur in einem Bereich von 150 bis 450°C, zum Beispiel von 200 bis 420°C oder von 300 bis 400°C, besonders bevorzugt von 320 bis 400°C.
Am Feststoffauslass, dem Gasauslass oder an beiden Orten hat der ausgeleitete Gasstrom bevorzugt eine Temperatur von weniger als 170°C, zum Beispiel von 50 bis 150°C, besonders bevorzugt von 100 bis 130°C.
Weiter bevorzugt liegt der Unterschied zwischen der Temperatur des Gasstroms beim Einleiten und dem Gasstrom beim Ausleiten in einem Bereich von 100 bis 330°C, zum Beispiel von 150 bis 300 °C.
Die so erhaltenen Siliziumdioxidgranulen liegen als Agglomerat einzelner Teilchen von Siliziumdioxidpulver vor. Die einzelnen Teilchen des Siliziumdioxidpulvers sind im Agglomerat weiterhin erkennbar. Die mittlere Teilchengröße der Teilchen des Siliziumdioxidpulvers liegt bevorzugt im Bereich von 10 bis 1000 nm, zum Beispiel im Bereich von 20 bis 500 nm oder von 30 bis 250 nm oder von 35 bis 200 nm oder von 40 bis 150 nm, oder besonders bevorzugt im Bereich von 50 bis 100 nm. Die mittlere Teilchengröße dieser Teilchen wird gemäß DIN ISO 13320-1 ermittelt.
Das Sprühtrocknen kann in Anwesenheit von Hilfsstoffen durchgeführt werden. Prinzipiell können alle Stoffe als Hilfsstoffe eingesetzt werden, die dem Fachmann bekannt sind und zum vorliegenden Einsatzzweck geeignet erscheinen. Als Hilfsstoffe kommen zum Beispiel sogenannte Bindemittel in Betracht. Beispiele für geeignete Bindemittel sind Metalloxide wie Calciumoxid, Metallcarbonate wie Calciumcarbonat und Polysaccharide wie Cellulose, Celluloseether, Stärke und Stärkederivate.
Besonders bevorzugt wird das Sprühtrocknen im Rahmen der vorliegenden Erfindung ohne Hilfsstoffe durchgeführt.
Bevorzugt wird vor, nach oder vor und nach dem Entnehmen des Siliziumdioxidgranulats aus dem Sprühturm ein Teil davon abgetrennt. Zum Abtrennen kommen alle dem Fachmann
bekannten und geeignet erscheinenden Verfahren in Betracht. Bevorzugt erfolgt das Abtrennen durch ein Sichten oder ein Sieben.
Bevorzugt werden vor dem Entnehmen des durch Sprühtrocknung gebildeten Siliziumdioxidgranulats aus dem Sprühturm Partikel mit einer Partikelgröße von weniger als 50 pm, zum Beispiel mit einer Partikelgröße von weniger als 70 pm besonders bevorzugt mit einer Partikelgröße von weniger als 90 pm durch Sichten abgetrennt. Das Sichten erfolgt bevorzugt durch einen Zyklon, der bevorzugt im unteren Bereich des Sprühturms, besonders bevorzugt oberhalb des Auslasses des Sprühturms, angeordnet ist.
Bevorzugt werden nach dem Entnehmen des Siliziumdioxidgranulats aus dem Sprühturm Teilchen mit einer Partikelgröße von mehr als 1000 pm, zum Beispiel mit einer Partikelgröße von mehr als 700 pm besonders bevorzugt mit einer Partikelgröße von mehr als 500 pm durch Sieben abgetrennt. Das Sieben der Partikel kann prinzipiell nach allen dem Fachmann bekannten und zu diesem Zweck geeigneten Verfahren erfolgen. Bevorzugt erfolgt das Sieben mittels einer Rüttelrinne.
Gemäß einer Ausführungsform ist das Sprühtrocknen der Siliziumdioxidsuspension durch eine Düse in einen Sprühturm durch mindestens eines, zum Beispiel zwei oder drei, besonders bevorzugt alle der folgenden Merkmale gekennzeichnet:
a] Sprühgranulieren in einem Sprühturm;
b] Vorliegen eines Drucks der Siliziumdioxidsuspension an der Düse von nicht mehr als 40 bar, zum Beispiel in einem Bereich von 1 ,3 bis 20 bar von 1 ,5 bis 18 bar oder von 2 bis 15 bar oder von 4 bis 13 bar, oder besonders bevorzugt im Bereich von 5 bis 12 bar, wobei der Druck absolut (in Bezug auf p = 0 hPa) angegeben ist;
c] eine Temperatur der Tröpfchen beim Eintritt in den Sprühturm in einem Bereich von 10 bis 50°C, bevorzugt in einem Bereich von 15 bis 30°C, besonders bevorzugt in einem Bereich von 18 bis 25°C.
d] eine Temperatur an der dem Sprühturm zugewandten Seite der Düse in einem Bereich von 100 bis 450°C, zum Beispiel in einem Bereich von 250 bis 440°C, besonders bevorzugt von 320 bis 430°C;
e] einen Durchsatz an Siliziumdioxidsuspension durch die Düse in einem Bereich von 0,05 bis 1 m3/h, zum Beispiel in einem Bereich von 0, 1 bis 0,7 m3/h oder von 0,2 bis 0,5 m3/h, besonders bevorzugt in einem Bereich von 0,25 bis 0,4 m3/h;
f] einen Feststoffgehalt der Siliziumdioxidsuspension von mindestens 40 Gew.-%, zum Beispiel in einem Bereich von 50 bis 80 Gew.-%, oder in einem Bereich von 55 bis 75
Gew.-%, besonders bevorzugt in einem Bereich von 60 bis 70 Gew.-% auf, jeweils bezogen auf das Gesamtgewicht der Siliziumdioxidsuspension;
g] einen Gaszustrom in den Sprühturm in einem Bereich von 10 bis 100 kg/min, zum Beispiel in einem Bereich von 20 bis 80 kg/min oder von 30 bis 70 kg/min, besonders bevorzugt in einem Bereich von 40 bis 60 kg/min;
h] eine Temperatur des Gasstroms beim Eintritt in den Sprühturm in einem Bereich von 100 bis 450°C, zum Beispiel in einem Bereich von 250 bis 440°C, besonders bevorzugt von 320 bis 430°C;
i] eine Temperatur des Gasstroms beim Austritt aus dem Sprühturm von weniger als 170°C;
j] das Gas ist ausgewählt aus der Gruppe bestehend aus Luft, Stickstoff und Helium, oder einer Kombination von zwei oder mehr davon; bevorzugt Luft;
k] eine Restfeuchte des Granulats bei Entnahme aus dem Sprühturm von weniger als 5 Gew.-%, zum Beispiel von weniger als 3 Gew.-% oder von weniger als 1 Gew.-% oder in einem Bereich von 0,01 bis 0,5 Gew.-%, besonders bevorzugt in einem Bereich von 0, 1 bis 0,3 Gew.-%, jeweils bezogen auf das Gesamtgewicht des bei der Sprühtrocknung entstehenden Siliziumdioxidgranulats;
L] mindestens 50 Gew.-% des Sprühgranulats, bezogen auf das Gesamtgewicht des bei der Sprühtrocknung entstehenden Siliziumdioxidgranulats, vollzieht eine Flugzeit in einem Bereich von 1 bis 100 s, zum Beispiel über einen Zeitraum von 10 bis 80 s, besonders bevorzugt über einen Zeitraum vom 25 bis 70 s;
m] mindestens 50 Gew.-% des Sprühgranulats, bezogen auf das Gesamtgewicht des bei der Sprühtrocknung entstehenden Siliziumdioxidgranulats, legt eine Flugstrecke von mehr als 20 m zurück, zum Beispiel von mehr als 30 oder von mehr als 50 oder von mehr als 70 oder von mehr als 100 oder von mehr als 150 oder von mehr als 200 oder in einem Bereich von 20 bis 200 m oder von 10 bis 150 oder von 20 bis 100, besonders bevorzugt einem Bereich von 30 bis 80 m.
n] der Sprühturm weist eine zylindrische Geometrie auf;
o] eine Höhe des Sprühturms von mehr als 10 m, zum Beispiel von mehr als 15 m oder von mehr als 20 m oder von mehr als 25 m oder von mehr als 30 m oder in einem Bereich von 10 bis 25 m, besonders bevorzugt in einem Bereich von 15 bis 20 m;
p] Absichten von Partikeln mit einer Größe von weniger als 90 pm vor der Entnahme des Granulats aus dem Sprühturm;
q] Absieben von Partikeln mit einer Größe von mehr als 500 pm nach der Entnahme des Granulats aus dem Sprühturm, bevorzugt auf einer Rüttelrinne;
r] der Austritt der Tröpfchen der Siliziumdioxidsuspension aus der Düse erfolgt in einem Winkel von 30 bis 60 Grad entgegen der Lotrichtung, besonders bevorzugt bei einem Wnkel von 45 Grad entgegen der Lotrichtung.
Unter der Lotrichtung wird die Richtung des Schwerkraftvektors verstanden.
Die Flugstrecke bedeutet den Weg, den ein Tröpfchen der Siliziumdioxidsuspension ab Austritt aus der Düse im Gasraum des Sprühturms unter Bildung einer Granule bis zum Abschluss des Flug- und Fallvorgangs zurücklegt. Der Flug- und Fallvorgang endet regelmäßig durch Auftreffen der Granule am Boden des Sprühturms, oder durch Auftreffen der Granule auf bereits auf dem Boden des Sprühturms liegenden anderen Granulen, je nachdem, was zuerst eintritt.
Die Flugzeit ist die Dauer, die eine Granule für das Zurücklegen der Flugstrecke im Sprühturm benötigt. Bevorzugt weisen die Granulen im Sprühturm eine helixförmige Flugbahn auf.
Bevorzugt legen mindestens 60 Gew.-% des Sprühgranulats, bezogen auf das Gesamtgewicht des bei der Sprühtrocknung entstehenden Siliziumdioxidgranulats, eine mittlere Flugstrecke von mehr als 20 m zurück, zum Beispiel von mehr als 30 oder von mehr als 50 oder von mehr als 70 oder von mehr als 100 oder von mehr als 150 oder von mehr als 200 oder in einem Bereich von 20 bis 200 m oder von 10 bis 150 oder von 20 bis 100, besonders bevorzugt einem Bereich von 30 bis 80 m.
Bevorzugt legen mindestens 70 Gew.-% des Sprühgranulats, bezogen auf das Gesamtgewicht des bei der Sprühtrocknung entstehenden Siliziumdioxidgranulats, eine mittlere Flugstrecke von mehr als 20 m zurück, zum Beispiel von mehr als 30 oder von mehr als 50 oder von mehr als 70 oder von mehr als 100 oder von mehr als 150 oder von mehr als 200 oder in einem Bereich von 20 bis 200 m oder von 10 bis 150 oder von 20 bis 100, besonders bevorzugt einem Bereich von 30 bis 80 m.
Bevorzugt legen mindestens 80 Gew.-% des Sprühgranulats, bezogen auf das Gesamtgewicht des bei der Sprühtrocknung entstehenden Siliziumdioxidgranulats, eine mittlere Flugstrecke von mehr als 20 m zurück, zum Beispiel von mehr als 30 oder von mehr als 50 oder von mehr als 70 oder von mehr als 100 oder von mehr als 150 oder von mehr als 200 oder in einem Bereich von 20 bis 200 m oder von 10 bis 150 oder von 20 bis 100, besonders bevorzugt einem Bereich von 30 bis 80 m.
Bevorzugt legen mindestens 90 Gew.-% des Sprühgranulats, bezogen auf das Gesamtgewicht des bei der Sprühtrocknung entstehenden Siliziumdioxidgranulats, eine mittlere Flugstrecke von mehr als 20 m zurück, zum Beispiel von mehr als 30 oder von mehr als 50 oder von mehr als 70 oder von mehr als 100 oder von mehr als 150 oder von mehr als 200 oder in einem Bereich von 20 bis 200 m oder von 10 bis 150 oder von 20 bis 100, besonders bevorzugt einem Bereich von 30 bis 80 m.
Rollgranulation
Gemäß einer anderen, Ausführungsform des ersten Gegenstands wird ein Siliziumdioxidgranulat durch Rollgranulieren der Siliziumdioxidsuspension erhalten.
Das Rollgranulieren erfolgt durch Rühren der Siliziumdioxidsuspension in Gegenwart eines Gases bei erhöhter Temperatur. Bevorzugt erfolgt das Rollgranulieren in einem mit einem Rührwerkzeug ausgerüsteten Rührbehälter. Bevorzugt rotiert der Rührbehälter gegensinnig zum Rührwerkzeug. Bevorzugt weist der Rührbehälter außerdem einen Einlass, durch den Siliziumdioxidpulver in den Rührbehälter eingetragen werden kann, einen Auslass, durch den Siliziumdioxidgranulat entnommen werden kann, einen Gaseinlass und einen Gasauslass, auf.
Für das Rühren der Siliziumdioxidsuspension wird bevorzugt ein Stiftwirbler verwendet. Unter einem Stiftwirbler wird ein Rührwerkzeug verstanden, das mit mehreren länglichen Stiften versehen ist, deren Längsachse jeweils koaxial zur Rotationsachse des Rührwerkzeugs verläuft. Der Bewegungsablauf der Stifte beschreibt bevorzugt koaxiale Kreise um die Rotationsachse.
Bevorzugt wird die Siliziumdioxidsuspension auf einen pH-Wert von weniger als 7 eingestellt, zum Beispiel auf einen pH-Wert im Bereich von 2 bis 6,5, besonders bevorzugt auf einen pH- Wert in einem Bereich von 4 bis 6. Zum Einstellen des pH-Werts wird bevorzugt eine anorganische Säure verwendet, zum Beispiel eine Säure ausgewählt aus der Gruppe bestehend aus Salzsäure, Schwefelsäure, Salpetersäure und Phosphorsäure, besonders bevorzugt Salzsäure.
Bevorzugt liegt im Rührbehälter eine Atmosphäre ausgewählt aus Luft, einem Inertgas, mindestens zwei Inertgasen oder eine Kombination von Luft mit mindestens einem Inertgas, bevorzugt mindestens zwei Inertgasen vor. Als Inertgase sind bevorzugt ausgewählt aus der Liste
bestehend aus Stickstoff, Helium, Neon, Argon, Krypton und Xenon. Zum Beispiel liegt im Rührbehälter Luft, Stickstoff oder Argon vor, besonders bevorzugt Luft.
Weiter bevorzugt ist die im Rührbehälter vorliegende Atmosphäre Teil eines Gasstroms. Der Gasstrom wird in den Rührbehälter bevorzugt über den Gaseinlass eingeleitet und über den Gasauslass ausgeleitet. Der Gasstrom kann im Rührbehälter weitere Bestandteile aufnehmen. Diese können beim Rollgranulieren aus der Siliziumdioxidsuspension stammen und in den Gasstrom übergehen.
Bevorzugt wird dem Rührbehälter ein trockener Gasstrom zugeführt. Unter einem„trockenen Gasstrom“ wird ein Gas oder ein Gasgemisch verstanden, dessen relative Feuchte bei der im Rührbehälter eingestellten Temperatur unterhalb des Kondensationspunktes liegt. Das Gas wird bevorzugt auf eine Temperatur in einem Bereich von 50 bis 300°C, zum Beispiel von 80 bis 250°C, besonders bevorzugt von 100 bis 200°C vorgewärmt.
Bevorzugt werden pro 1 kg der eingesetzten Siliziumdioxidsuspension 10 bis 150 m3 Gas pro Stunde in den Rührbehälter eingeleitet, zum Beispiel 20 bis 100 m3 Gas pro Stunde, besonders bevorzugt 30 bis 70 m3 Gas pro Stunde.
Durch den Gasstrom wird die Siliziumdioxidsuspension während des Rührens unter Bildung von Siliziumdioxidgranulen getrocknet. Das gebildete Granulat wird der Rührkammer entnommen.
Bevorzugt wird das entnommene Granulat weiter getrocknet. Bevorzugt erfolgt die Trocknung kontinuierlich, zum Beispiel in einem Drehrohrofen. Bevorzugte Temperaturen zur Trocknung liegen in einem Bereich von 80 bis 250°C, zum Beispiel in einem Bereich von 100 bis 200°C, besonders bevorzugt in einem Bereich von 120 bis 180°C.
Kontinuierlich bedeutet im Kontext der vorliegenden Erfindung in Bezug auf ein Verfahren, dass dieses fortlaufend betrieben werden kann. Das bedeutet, dass Zufuhr und Entnahme von am Verfahren beteiligten Stoffen und Materialien beim Durchführen des Verfahrens laufend erfolgen kann. Es ist nicht notwendig, dafür das Verfahren zu unterbrechen.
Kontinuierlich als Attribut eines Gegenstands, z.B. in Bezug auf einen„kontinuierlichen Ofen“, bedeutet, dass dieser Gegenstand so ausgelegt ist, dass ein in ihm erfolgendes Verfahren oder in ihm erfolgender Verfahrensschritt kontinuierlich geführt werden kann.
Das durch Rollgranulieren erhaltene Granulat kann gesiebt werden. Das Sieben kann vor oder nach dem Trocknen erfolgen. Bevorzugt wird vor dem Trocknen gesiebt. Bevorzugt werden Granulen mit einer Partikelgröße von weniger als 50 pm zum Beispiel mit einer Partikelgröße von weniger als 80 pm besonders bevorzugt mit einer Partikelgröße von weniger als 100 pm ausgesiebt. Weiter bevorzugt werden Granulen mit einer Partikelgröße von mehr als 900 pm, zum Beispiel mit einer Partikelgröße von mehr als 700 pm, besonders bevorzugt mit einer Partikelgröße von mehr als 500 pm ausgesiebt. Das Aussieben größerer Partikel kann prinzipiell nach allen dem Fachmann bekannten und zu diesem Zweck geeigneten Verfahren erfolgen. Bevorzugt erfolgt das Absieben größerer Partikel mittels einer Rüttelrinne.
Gemäß einer Ausführungsform ist das Rollgranulieren durch mindestens eines, zum Beispiel zwei oder drei, besonders bevorzugt aller der folgenden Merkmale gekennzeichnet:
[a] das Granulieren erfolgt in einem rotierenden Rührbehälter;
[b] das Granulieren erfolgt unter einem Gasstrom von 10 bis 150 kg Gas pro Stunde und pro 1 kg Siliziumdioxidsuspension;
[c] die Gastemperatur beträgt beim Einleiten 40 bis 200°C;
[d] Granulen mit einer Partikelgröße von weniger als 100 pm und von mehr als 500 pm werden abgesiebt;
[e] die gebildeten Granulen weisen eine Restfeuchte von 15 bis 30 Gew.-% auf;
[f] die gebildeten Granulen werden bei 80 bis 250°C getrocknet, bevorzugt in einem kontinuierlichen Trockenrohr, besonders bevorzugt bis zu einer Restfeuchte von weniger als 1 Gew.-%.
Bevorzugt wird das durch Granulation, bevorzugt durch Sprüh- oder Rollgranulation, erhaltene Siliziumdioxidgranulat, behandelt, bevor es zu Quarzglaskörpern verarbeitet wird. Diese Vorbehandlung kann verschiedenen Zwecken dienen, die entweder die Verarbeitung zu Quarzglaskörpern erleichtern oder die Eigenschaften der resultierenden Quarzglaskörper beeinflussen. Zum Beispiel kann das Siliziumdioxidgranulat verdichtet, gereinigt, oberflächenmodifiziert oder getrocknet werden.
Gemäß einer weiteren Ausführungsform des ersten Gegenstands weist das Siliziumdioxidgranulat folgende Merkmale auf:
A) einen Schüttwinkel in einem Bereich von 23 bis 26°;
B) eine BET-Oberfläche im Bereich von 20 m2/g bis 50 m2/g; und
C) eine Schüttdichte in einem Bereich von 0,5 bis 1 ,2 g/cm3, zum Beispiel in einem Bereich von 0,6 bis 1 ,1 g/cm3, besonders bevorzugt in einem Bereich von 0,7 bis 1 ,0 g/cm3;
D) eine mittlere Partikelgröße in einem Bereich von 50 bis 500 pm;
E) einen Kohlenstoffgehalt von weniger als 50 ppm;
F) einen Chlorgehalt von weniger als 500 ppm; zum Beispiel 350ppm oder weniger, oder 200ppm oder weniger;
G) einen Aluminiumgehalt von weniger als 20 ppb;
H) eine Stampfdichte in einem Bereich von 0,7 bis 1 ,2 g/cm3;
I) ein Porenvolumen in einem Bereich von 0,1 bis 2,5 ml_/g, zum Beispiel in einem Bereich von 0,15 bis 1 ,5 ml_/g; besonders bevorzugt in einem Bereich von 0,2 bis 0,8 mL/g;
J) einen Schüttwinkel in einem Bereich von 23 bis 26°;
K) eine Partikelgrößenverteilung D10 in einem Bereich von 50 bis 150 pm;
L) eine Partikelgrößenverteilung D50 in einem Bereich von 150 bis 300 pm;
M) eine Partikelgrößenverteilung D90 in einem Bereich von 250 bis 620 pm,
wobei die ppm und ppb jeweils auf das Gesamtgewicht des Siliziumdioxidgranulats bezogen sind.
Bevorzugt weist das Siliziumdioxidgranulat einen Metallgehalt an von Aluminium verschiedenen Metallen von weniger als 1000 ppb, zum Beispiel von weniger als 500 ppb, besonders bevorzugt von weniger als 100 ppb, jeweils bezogen auf das Gesamtgewicht des Siliziumdioxidgranulats, auf. Oftmals weist das Siliziumdioxidgranulat jedoch einen Gehalt an von Aluminium verschiedenen Metallen in einer Menge von mindestens 1 ppb auf. Oftmals weist das Siliziumdioxidgranulat einen Metallgehalt an von Aluminium verschiedenen Metallen von weniger als 1 ppm, bevorzugt in einem Bereich von 40 bis 900 ppb, zum Beispiel in einem Bereich von 50 bis 700 ppb, besonders bevorzugt in einem Bereich von 60 bis 500 ppb, jeweils bezogen auf das Gesamtgewicht des Siliziumdioxidgranulats. Solche Metalle sind beispielsweise Natrium, Lithium, Kalium, Magnesium, Calcium, Strontium, Germanium, Kupfer, Molybdän, Titan, Eisen und Chrom. Diese können zum Beispiel als Element, als Ion, oder als Teil eines Moleküls oder eines Ions oder eines Komplexes vorliegen.
Das Siliziumdioxidgranulat kann weitere Bestandteile, beispielsweise in Form von Molekülen, Ionen oder Elementen beinhalten. Bevorzugt beinhaltet das Siliziumdioxidgranulat weniger als 5 ppm, zum Beispiel weniger als 3 ppm, besonders bevorzugt weniger als 1 ppm, jeweils bezogen auf das Gesamtgewicht des Siliziumdioxidgranulat, an Atomen, die von Si, O, H, C, CI
verschieden sind. Oftmals sind weitere Bestandteile, ausgedrückt als Menge an Atomen, die von Si, O, H, C, CI verschieden sind, in einer Menge von mindestens 1 ppb enthalten. Die weiteren Bestandteile können insbesondere ausgewählt sein aus der Gruppe bestehend aus Kohlenstoff, Fluorid, Jodid, Bromid, Phosphor oder einer Mischung von mindestens zwei hiervon.
Bevorzugt beinhaltet das Siliziumdioxidgranulat weniger als 10 ppm Kohlenstoff, zum Beispiel weniger als 8 ppm oder weniger als 5 ppm, besonders bevorzugt weniger als 4 ppm, jeweils bezogen auf das Gesamtgewicht des Siliziumdioxidgranulats. Oftmals ist Kohlenstoff in einer Menge von mindestens 1 ppb im Siliziumdioxidgranulat enthalten.
Bevorzugt beinhaltet das Siliziumdioxidgranulat weniger als 100 ppm, zum Beispiel weniger als 80 ppm, besonders bevorzugt weniger als 70 ppm, jeweils bezogen auf das Gesamtgewicht des Siliziumdioxidgranulats, an weiteren Bestandteilen. Oftmals sind die weiteren Bestandteile jedoch in einer Menge von mindestens 1 ppb enthalten.
Ein vierter Gegenstand der Erfindung ist ein Verfahren zum Herstellen eines Quarzglaskörpers zumindest beinhaltend die Verfahrensschritte: i.) Bereitstellen des Siliziumdioxidgranulats nach einem Verfahren wie im dritten Gegenstand oder wie in einer der in diesem Zusammenhang genannten Ausführungsformen beschrieben;
ii.) Bilden einer Glasschmelze aus dem Siliziumdioxidgranulat; und
iii.) Bilden eines Quarzglaskörpers aus zumindest einem Teil der Glasschmelze.
Das Bereitstellen in Schritt i.) kann auf jede dem Fachmann bekannte und für das vorliegende Verfahren geeignete Art und Weise erfolgen. Dies kann zum Beispiel durch das bereits beschriebene Verfahren zur Herstellung eines Siliziumdioxidgranulats gemäß dem dritten Gegenstand sein, zum Beispiel durch Sprühgranulieren oder Rollgranulieren. Das dabei erhaltenen Siliziumdioxidgranulat wird einem Ofen zugeführt, und in Schritt ii.) zu einer Glasschmelze geschmolzen. Das Siliziumdioxidgranulat kann durch Durchführen der Verfahrensschritte (i) bis (v) des ersten Gegenstands der Erfindung, und anschließend Durchführen der Verfahrens gemäß dem dritten Gegenstand der Erfindung, hergestellt werden. Die in beiden Verfahren bevorzugte Ausführungsformen sind auch hier bevorzugt.
Schritt ii.)
Gemäß Schritt ii.) wird aus dem Siliziumdioxidgranulat eine Glasschmelze gebildet. Üblicherweise wird dabei das Siliziumdioxidgranulat erwärmt, bis eine Glasschmelze erhalten wird. Das Erwärmen des Siliziumdioxidgranulats zu einer Glasschmelze kann prinzipiell auf allen dem Fachmann zu diesem Zwecke bekannten Wegen erfolgen.
V-Zug zum Herstellen einer Glasschmelze
Das Bilden einer Glasschmelze aus dem Siliziumdioxidgranulat, zum Beispiel durch Erwärmen, kann durch ein kontinuierliches Verfahren erfolgen. Dabei kann das Siliziumdioxidgranulat bevorzugt kontinuierlich in einen Ofen eingebracht oder die Glasschmelze kontinuierlich dem Ofen entnommen werden, oder beides. Weiter bevorzugt wird das Siliziumdioxidgranulat kontinuierlich in den Ofen eingebracht und die Glasschmelze kontinuierlich dem Ofen entnommen.
Dazu geeignet ist prinzipiell ein Ofen, der mindestens einen Einlass und mindestens einen Auslass aufweist. Unter einem Einlass wird eine Öffnung verstanden, durch die Siliziumdioxid und gegebenenfalls weitere Stoffe in den Ofen eingetragen werden können. Unter einem Auslass wird eine Öffnung verstanden, durch die zumindest ein Teil des Siliziumdioxids aus dem Ofen entnommen werden kann. Der Ofen kann beispielsweise vertikal und horizontal ausgerichtet sein. Bevorzugt ist der Ofen vertikal ausgerichtet. Bevorzugt liegt mindestens ein Einlass über mindestens einem Auslass.„Über“ bedeutet im Zusammenhang mit Einbauten und Merkmalen eines Ofens, insbesondere einem Ein- und Auslass, dass die Einbaute oder das Merkmal, das „über“ einem anderen angeordnet ist, eine höhere Lage über NormalNull (NN) aufweist. Unter „vertikal“ wird verstanden, dass die direkte Verbindung zwischen dem Einlass und dem Auslass des Ofens eine Abweichung von nicht mehr als 30° zur Lotrichtung aufweist.
Gemäß einer Ausführungsform des ersten Gegenstands beinhaltet der Ofen einen hängenden Blechtiegel. In den hängenden Blechtiegel wird das Siliziumdioxidgranulat eingetragen und unter Erhalt einer Glasschmelze erwärmt. Unter einem Blechtiegel wird ein Tiegel verstanden der mindestens ein Walzblech beinhaltet. Bevorzugt weist ein Blechtiegel mehrere Walzbleche auf. Diese sind miteinander durch geeignete Verbindungsmittel, zum Beispiel Nieten, verbunden. Unter einem hängenden Blechtiegel wird ein Blechtiegel der zuvor beschriebenen Art verstanden, der in einem Ofen hängend angeordnet ist.
Der hängende Blechtiegel kann prinzipiell aus allen dem Fachmann bekannten und zum Schmelzen von Siliziumdioxid geeigneten Materialien bestehen. Bevorzugt beinhaltet das Blech des hängenden Blechtiegels ein gesintertes Material, zum Beispiel ein sogenanntes Sintermetall. Unter Sintermetallen werden Metalle oder Legierungen verstanden, die durch Sintern von Metallpulvern erhalten werden. Ein Sintermetall kann zu einem Blech umgeformt werden, zum Beispiel durch Walzen. Ein Blechtiegel aus Sintermetall beinhaltet bevorzugt zwei oder mehr, oder eine Vielzahl an Blechen. Diese Bleche können aus gewalztem Sintermetall bestehen.
Bevorzugt beinhaltet das Blech des Blechtiegels mindestens ein Element ausgewählt aus der Gruppe bestehend aus Refraktärmetallen. Unter Refraktärmetallen werden die Metalle der 4. Nebengruppe (Ti, Zr, Hf), der 5. Nebengruppe (V, Nb, Ta) und der 6. Nebengruppe (Cr, Mo, W) verstanden.
Bevorzugt beinhaltet das Blech des Blechtiegels ein Sintermetall ausgewählt aus der Gruppe bestehend aus Molybdän, Wolfram oder einer Kombination davon. Weiter bevorzugt enthält das Blech des Blechtiegels mindestens ein weiteres Refraktärmetall, besonders bevorzugt Rhenium, Osmium, Iridium, Ruthenium oder einer Kombination aus zwei oder mehr davon.
Bevorzugt beinhaltet das Blech des Blechtiegels eine Legierung aus Molybdän mit einem Refraktärmetall, oder Wolfram mit einem Refraktärmetall. Besonders bevorzugte Legierungsmetalle sind Rhenium, Osmium, Iridium, Ruthenium oder einer Kombination aus zwei oder mehr davon. Gemäß einem weiteren Beispiel ist das Blech des Blechtiegels eine Legierung aus Molybdän mit Wolfram, Rhenium, Osmium, Iridium, Ruthenium oder einer Kombination aus zwei oder mehr davon. Zum Beispiel ist das Blech des Blechtiegels eine Legierung aus Wolfram mit Molybdän, Rhenium, Osmium, Iridium, Ruthenium oder einer Kombination aus zwei oder mehr davon.
Bevorzugt kann das zuvor beschriebene Blech des Blechtiegels mit einem Refraktärmetall beschichtet sein. Gemäß einem Beispiel ist das Blech des Blechtiegels mit Rhenium, Osmium, Iridium, Ruthenium, Molybdän und Wolfram, oder einer Kombination aus zwei oder mehr davon beschichtet.
Bevorzugt weisen das Blech und die Beschichtung verschiedene Zusammensetzungen auf. Zum Beispiel ist ein Molybdänblech mit einer oder mehreren Schichten aus Rhenium, Osmium, Iridium, Ruthenium, Wolfram oder jeweils einer Kombination von zwei oder mehr davon beschichtet.
Gemäß einem anderen Beispiel ist ein Wolframblech mit einer oder mehreren Schichten aus Rhenium, Osmium, Iridium, Ruthenium, Molybdän oder jeweils einer Kombination von zwei oder mehr davon beschichtet. Gemäß einem weiteren Beispiel kann das Blech des Blechtiegels aus mit Rhenium legierten Molybdän oder aus mit Rhenium legierten Wolfram bestehen, und zur Tiegelinnenseite mit einer oder mehreren Schichten beinhaltend Rhenium, Osmium, Iridium, Ruthenium oder jeweils einer Kombination von zwei oder mehr davon beschichtet sein.
Bevorzugt weist das Blech des hängenden Blechtiegels eine Dichte 95 % oder mehr der theoretischen Dichte auf, zum Beispiel eine Dichte von 95 % bis 98 % oder von 96 % bis 98 %. Weiter bevorzugt sind höhere theoretische Dichten, insbesondere im Bereich von 98 bis 99,95 %. Die theoretische Dichte eines Werkstoffs entspricht der Dichte eines porenfreien und 100 % dichten Materials. Eine Dichte des Blechs des Blechtiegels von mehr als 95 % der theoretischen Dichte kann beispielsweise durch Sintern eines Sintermetalls und anschließendes Verdichten des gesinterten Materials erhalten werden. Besonders bevorzugt ist ein Blechtiegel durch Sintern eines Sintermetalls, Walzen unter Erhalt eines Blechs und Verarbeiten des Blechs zu einem Tiegel erhältlich.
Bevorzugt weist der Blechtiegel mindestens einen Deckel, eine Wand und eine Bodenplatte auf. Bevorzugt weist der hängende Blechtiegel mindestens eines, zum Beispiel mindestens zwei oder mindestens drei oder mindestens vier, besonders bevorzugt mindestens fünf oder alle der folgenden Merkmale auf:
(a) mindestens eine, z.B. mehr als eine oder mindestens zwei oder mindestens drei oder mindestens fünf, besonders bevorzugt drei oder vier Lagen des Blechs;
(b) mindestens ein Blech, z.B. mindestens drei oder mindestens vier oder mindestens sechs oder mindestens acht oder mindestens zwölf oder mindestens 15 oder mindestens 16 oder mindestens 20 Bleche, besonders bevorzugt zwölf oder 16 Bleche;
(c) mindestens eine Verbindung von zwei Blechstücken, z.B. mindestens zwei oder mindestens fünf oder mindestens zehn oder mindestens 18 oder mindestens 24 oder mindestens 36 oder mindestens 48 oder mindestens 60 oder mindestens 72 oder mindestens 48 oder mindestens 96 oder mindestens 120 oder mindestens 160, besonders bevorzugt 36 oder 48 Verbindungen von zwei gleichen oder mehreren verschiedenen Blechstücken des hängenden Blechtiegels;
(d) die Blechstücke des hängenden Blechtiegels sind vernietet, z.B. an mindestens einer Verbindung, durch Tiefziehen, z.B. durch eine Kombination von Tiefziehen mit Blech- Ansetzen, oder durch Senken verbunden, verschraubt oder verschweißt, z.B. durch
Elektronenstrahlschweißen und Versintern der Schweißstellen, besonders bevorzugt vernietet;
(e) das Blech des hängenden Blechtiegels ist durch einen Umformschritt, der mit einer Erhöhung der physikalischen Dichte verbunden ist, erhältlich, bevorzugt durch Umformen eines gesinterten Metalls oder einer gesinterten Legierung; weiter bevorzugt ist das Umformen ein Walzen;
(f) eine Aufhängung aus Kupfer, Aluminium, Stahl, Eisen, Nickel oder einem
Refraktärmetall, z.B. aus dem Tiegelmaterial, bevorzugt eine wassergekühlte
Aufhängung aus Kupfer oder Stahl;
(g) eine Düse, bevorzugt eine fest mit dem Tiegel verbundene Düse;
(h) einen Dorn, zum Beispiel einen mit Stegen an der Düse befestigten Dorn oder einen mit einer Haltestange am Deckel befestigten Dorn oder einen von unterhalb des Tiegels mit einer Haltestange verbundenen Dorn;
(i) mindestens einen Gaseinlass, z.B. in Form eines Füllrohrs oder als separater Einlass;
(j) mindestens einen Gasauslass, z.B. als separater Auslass am Deckel oder in der Wand des Tiegels;
(k) einen gekühlten Mantel, bevorzugt einen wassergekühlten Mantel;
(L) eine Isolation von außen, bevorzugt eine Isolation von außen aus Zirkoniumoxid.
Der hängende Blechtiegel kann prinzipiell auf jede dem Fachmann geläufige und hierfür geeignet erscheinende Art beheizt werden. Der hängende Blechtiegel kann beispielsweise mittels elektrischer Heizelemente (resistiv) oder durch Induktion erhitzt werden. Bei resistiver Heizung wird die feste Oberfläche des Blechtiegels von außen erwärmt und gibt die Energie von dort an deren Innenseite ab. Bei induktiver Heizung wird die Energie direkt durch Spulen in die Seitenwand des Schmelztiegels eingekoppelt und von dort an die Tiegelinnenseite abgegeben. Bei einer resistiven Heizung wird die Energie durch Strahlung eingekoppelt, wobei die feste Oberfläche von außen erwärmt wird und die Energie von dort an deren Innenseite abgegeben wird. Bevorzugt wird der Schmelztiegel induktiv erhitzt.
Gemäß einer Ausführungsform der vorliegenden Erfindung erfolgt der Energieeintrag in den Schmelztiegel, insbesondere zum Schmelzen eines Schmelzguts, nicht durch ein Erwärmen des Schmelztiegel, oder eines darin vorliegenden Schmelzguts, oder beidem, mittels einer Flamme, wie zum Beispiel einer in den Schmelztiegel oder auf den Schmelztiegel gerichteten Brennerflamme. Gemäß einer weiteren Ausführungsform werden zum Schmelzen des Schmelzguts keine Brenner vorgesehen.
Durch die hängende Anordnung kann der hängende Blechtiegel im Ofen bewegt werden. Bevorzugt kann der Tiegel in den Ofen zumindest teilweise hinein- und herausgefahren werden. Liegen im Ofen verschiedene Heizzonen vor, werden deren Temperaturprofile auf den sich im Ofen befindlichen Tiegel übertragen. Durch das Verändern der Position des Tiegels im Ofen können so mehrere Heizzonen, variierende Heizzonen oder mehrere variierende Heizzonen im Tiegel realisiert werden.
Der Blechtiegel weist eine Düse auf. Die Düse ist aus einem Düsenmaterial gebildet. Bevorzugt beinhaltet das Düsenmaterial ein vorverdichtetes Material, zum Beispiel mit einer Dichte in einem Bereich von mehr als 95 %, zum Beispiel von 98 bis 100%, besonders bevorzugt von 99 bis 99,999 %, jeweils bezogen auf die theoretische Dichte des Düsenmaterials. Bevorzugt beinhaltet das Düsenmaterial ein Refraktärmetall, zum Beispiel Molybdän, Wolfram oder eine Kombination davon mit einem weiteren Refraktärmetall. Als Düsenmaterial besonders bevorzugt ist Molybdän. Bevorzugt kann eine Düse beinhaltend Molybdän eine Dichte von 100 % der theoretischen Dichte aufweisen.
Bevorzugt ist die in einem Blechtiegel enthaltene Bodenplatte dicker als die Seiten des Blechtiegels. Bevorzugt besteht die Bodenplatte aus dem gleichen Material wie die Seiten des Blechtiegels. Bevorzugt ist die Bodenplatte des Blechtiegels kein Walzblech. Die Bodenplatte ist zum Beispiel 1 ,1 bis 5000 mal dicker oder 2 bis 1000 mal dicker oder 4 bis 500 mal dicker, besonders bevorzugt 5 bis 50 mal dicker, jeweils mit Bezug auf eine Wand des Blechtiegels.
Gemäß einer Ausführungsform des ersten Gegenstands beinhaltet der Ofen einen hängenden oder einen stehenden Sintertiegel. In den hängenden oder stehenden Sintertiegel wird das Siliziumdioxidgranulat eingetragen und unter Erhalt einer Glasschmelze erwärmt.
Unter einem Sintertiegel wird ein Tiegel verstanden, der aus einem Sintermaterial gefertigt ist, das mindestens ein Sintermetall beinhaltet und eine Dichte von nicht mehr als 96 % der theoretischen Dichte des Metalls aufweist. Unter Sintermetallen werden Metalle oder Legierungen verstanden, die durch Sintern von Metallpulvern erhalten werden. Das Sintermaterial und das Sintermetall in einem Sintertiegel sind nicht gewalzt.
Bevorzugt weist das Sintermaterial des Sintertiegels eine Dichte von 85 % oder mehr der theoretischen Dichte des Sintermaterials auf, zum Beispiel eine Dichte von 85 % bis 95 % oder von 90 % bis 94 %, besonders bevorzugt von 91 % bis 93 %.
Das Sintermaterial kann prinzipiell aus allen dem Fachmann bekannten und zum Schmelzen von Siliziumdioxid geeigneten Materialien bestehen. Bevorzugt ist das Sintermaterial gefertigt aus mindestens einem der Elemente ausgewählt aus der Gruppe bestehend aus Refraktärmetallen, Graphit oder mit Graphitfolie ausgeschlagenen Materialien.
Bevorzugt beinhaltet das Sintermaterial ein erstes Sintermetall ausgewählt aus der Gruppe bestehend aus Molybdän, Wolfram und einer Kombination davon. Weiter bevorzugt beinhaltet das Sintermaterial außerdem mindestens ein weiteres Refraktärmetall, das von dem ersten Sintermetall verschieden ist, besonders bevorzugt ausgewählt aus der Gruppe bestehend aus Molybdän, Wolfram, Rhenium, Osmium, Iridium, Ruthenium oder einer Kombination aus zwei oder mehr davon.
Bevorzugt beinhaltet das Sintermaterial eine Legierung aus Molybdän mit einem Refraktärmetall, oder Wolfram mit einem Refraktärmetall. Besonders bevorzugt als Legierungsmetall sind Rhenium, Osmium, Iridium, Ruthenium oder einer Kombination aus zwei oder mehr davon. Gemäß einem weiteren Beispiel beinhaltet das Sintermaterial eine Legierung aus Molybdän mit Wolfram, Rhenium, Osmium, Iridium, Ruthenium oder einer Kombination aus zwei oder mehr davon. Zum Beispiel beinhaltet das Sintermaterial eine Legierung aus Wolfram mit Molybdän, Rhenium, Osmium, Iridium, Ruthenium oder einer Kombination aus zwei oder mehr davon.
Gemäß einer weiteren Ausführungsform kann das zuvor beschriebene Sintermaterial eine Beschichtung beinhalten, die ein Refraktärmetall, insbesondere Rhenium, Osmium, Iridium, Ruthenium oder eine Kombination aus zwei oder mehr davon enthält. Gemäß einem Beispiel enthält die Beschichtung Rhenium, Osmium, Iridium, Ruthenium, Molybdän und Wolfram, oder eine Kombination aus zwei oder mehr davon.
Bevorzugt weisen das Sintermaterial und seine Beschichtung verschiedene Zusammensetzungen auf. Zum Beispiel ist ein Sintermaterial beinhaltend Molybdän mit einer oder mehreren Schichten aus Rhenium, Osmium, Iridium, Ruthenium, Wolfram oder jeweils einer Kombination von zwei oder mehr davon beschichtet. Gemäß einem anderen Beispiel ist ein Sintermaterial beinhaltend Wolfram mit einer oder mehreren Schichten aus Rhenium, Osmium,
Iridium, Ruthenium, Molybdän oder jeweils einer Kombination von zwei oder mehr davon beschichtet. Gemäß einem weiteren Beispiel kann das Sintermaterial aus mit Rhenium legierten Molybdän oder aus mit Rhenium legierten Wolfram bestehen, und zur Tiegelinnenseite mit einer oder mehreren Schichten beinhaltend Rhenium, Osmium, Iridium, Ruthenium oder jeweils einer Kombination von zwei oder mehr davon beschichtet sein.
Bevorzugt wird ein Sintertiegel durch Sintern des Sintermaterials in einer Form gefertigt. Der Sintertiegel kann als Ganzes in einer Form gefertigt werden. Es ist ebenso möglich, dass einzelne Teile des Sintertiegels in einer Form gefertigt und anschließend zu dem Sintertiegel verarbeitet werden. Bevorzugt wird der Tiegel aus mehr als einem Teil gefertigt, zum Beispiel aus einer Bodenplatte und einem oder mehreren Seitenteilen. Die Seitenteile sind bevorzugt in einem Stück bezogen auf den Umfang des Tiegels gefertigt. Bevorzugt kann der Sintertiegel aus mehreren übereinander angeordneten Seitenteilen gefertigt werden. Bevorzugt werden die Seitenteile des Sintertiegels durch Verschrauben oder durch eine Nut-Feder Verbindung abgedichtet. Ein Verschrauben erfolgt bevorzugt durch Fertigen von Seitenteilen, die an den Rändern ein Gewinde aufweisen. Bei einer Nut-Feder-Verbindung haben zwei zu verbindende Seitenteile an den Rändern je eine Nut, in die als verbindendes drittes Teil eine Feder eingesteckt wird, so dass eine formschlüssige Verbindung senkrecht zur Tiegelwandebene gebildet wird. Besonders bevorzugt wird ein Sintertiegel aus mehr als einem Seitenteil gefertigt, zum Beispiel aus zwei oder mehr Seitenteilen, besonders bevorzugt aus drei oder mehr Seitenteilen. Besonders bevorzugt sind die Teile des hängenden Sintertiegels verschraubt. Besonders bevorzugt sind die Teile des stehenden Sintertiegels mittels einer Nut-Feder-Verbindung verbunden.
Die Bodenplatte kann prinzipiell durch alle dem Fachmann bekannten und zu diesem Zweck geeigneten Maßnahmen mit der Tiegelwand verbunden werden. Gemäß einer Ausführungsform ist die Bodenplatte mit einem Außengewinde versehen und wird durch Einschrauben der Bodenplatte in die Tiegelwand mit dieser verbunden. Gemäß einer weiteren Ausführungsform wird die Bodenplatte mit Hilfe von Schrauben mit der Tiegelwand verbunden. Gemäß einer weiteren Ausführungsform wird die Bodenplatte in den Sintertiegel eingehängt, beispielsweise durch Einlegen der Bodenplatte auf einen Innenkragen der Tiegelwand. Gemäß einer weiteren Ausführungsform werden zumindest ein Teil der Tiegelwand und eine verdickte Bodenplatte in einem Stück gesintert. Besonders bevorzugt sind die Bodenplatte und die Tiegelwand des hängenden Sintertiegels verschraubt. Besonders bevorzugt sind die Bodenplatte und die Tiegelwand des stehenden Sintertiegels mittels einer Nut-Feder-Verbindung verbunden.
Bevorzugt ist die in einem Sintertiegel enthaltene Bodenplatte dicker als die Seiten, zum Beispiel 1 , 1 bis 20 mal dicker oder 1 ,2 bis 10 mal dicker oder 1 ,5 bis 7 mal dicker, besonders bevorzugt 2 bis 5 mal dicker. Bevorzugt weisen die Seiten über den Umfang und über die Höhe des Sintertiegels eine konstante Wandstärke auf.
Der Sintertiegel weist eine Düse auf. Die Düse ist aus einem Düsenmaterial gebildet. Bevorzugt beinhaltet das Düsenmaterial ein vorverdichtetes Material, zum Beispiel mit einer Dichte in einem Bereich von mehr als 95 %, zum Beispiel von 98 bis 100%, besonders bevorzugt von 99 bis 99,999 %, jeweils bezogen auf die theoretische Dichte des Düsenmaterials. Bevorzugt beinhaltet das Düsenmaterial ein Refraktärmetall, zum Beispiel Molybdän, Wolfram oder eine Kombination davon mit einem Refraktärmetall. Als Düsenmaterial besonders bevorzugt ist Molybdän. Bevorzugt kann eine Düse beinhaltend Molybdän eine Dichte von 100 % der theoretischen Dichte aufweisen.
Der hängende Sintertiegel kann prinzipiell auf jede dem Fachmann geläufige und hierfür geeignet erscheinende Weise beheizt werden. Der hängende Sintertiegel kann beispielsweise induktiv oder resistiv erhitzt werden. Bei induktiver Heizung wird die Energie direkt durch Spulen in die Seitenwand des Sintertiegels eingekoppelt und von dort an die Tiegelinnenseite abgegeben. Bei resistiver Heizung wird die Energie durch Strahlung eingekoppelt, wobei die feste Oberfläche von außen erwärmt wird und die Energie von dort an deren Innenseite abgegeben wird. Bevorzugt wird der Sintertiegel induktiv erhitzt. Bei einer resistiven Heizung wird die Energie durch Strahlung eingekoppelt, wobei die feste Oberfläche von außen erwärmt wird und die Energie von dort an deren Innenseite abgegeben wird. Bevorzugt wird der Schmelztiegel induktiv erhitzt.
Gemäß einer Ausführungsform der vorliegenden Erfindung erfolgt der Energieeintrag in den Schmelztiegel, insbesondere zum Schmelzen eines Schmelzguts, nicht durch ein Erwärmen des Schmelztiegel, oder eines darin vorliegenden Schmelzguts, oder beidem, mittels einer Flamme, wie zum Beispiel einer in den Schmelztiegel oder auf den Schmelztiegel gerichteten Brennerflamme.
Bevorzugt weist der Sintertiegel eine oder mehr als eine Heizzone auf, zum Beispiel eine oder zwei oder drei oder mehr als drei Heizzonen, bevorzugt eine oder zwei oder drei Heizzonen, besonders bevorzugt eine Heizzone. Die Heizzonen des Sintertiegels können auf die gleiche oder unterschiedliche Temperaturen gebracht werden. Zum Beispiel können alle Heizzonen auf eine T emperatur oder alle Heizzonen auf verschiedene T emperaturen oder zwei oder mehr Heizzonen
auf eine und eine oder mehr Heizzonen unabhängig voneinander auf andere Temperaturen gebracht werden. Bevorzugt werden alle Heizzonen auf unterschiedliche Temperaturen gebracht, zum Beispiel nimmt die Temperatur der Heizzonen in Richtung des Materialtransports des Siliziumdioxidgranulats zu.
Unter einem hängenden Sintertiegel wird ein Sintertiegel der zuvor beschriebenen Art verstanden, der in einem Ofen hängend angeordnet ist.
Bevorzugt weist der hängende Sintertiegel mindestens eines, zum Beispiel mindestens zwei oder mindestens drei oder mindestens vier, besonders bevorzugt alle der folgenden Merkmale auf:
{a} eine Aufhängung, bevorzugt eine höhenverstellbare Aufhängung;
{b} mindestens zwei abgedichtete Ringe als Seitenteile, bevorzugt mindestens zwei miteinander verschraubte Ringe als Seitenteile;
{c} eine Düse, bevorzugt eine fest mit dem Tiegel verbundene Düse;
{d} einen Dorn, zum Beispiel einen mit Stegen an der Düse befestigten Dorn oder einen mit einer Haltestange am Deckel befestigten Dorn oder einen von unterhalb des Tiegels mit einer Haltestange verbundenen Dorn;
{e} mindestens einen Gaseinlass, z.B. in Form eines Füllrohrs oder als separater Einlass, besonders bevorzugt in Form eines Füllrohrs;
{f} mindestens einen Gasauslass, z.B. am Deckel oder in der Wand des Tiegels.
{g} einen gekühlten Mantel, besonders bevorzugt einen wassergekühlten Mantel;
{h} eine Isolation auf der Außenseite des Tiegels, zum Beispiel auf der Außenseite des gekühlten Mantels, bevorzugt eine Isolationsschicht aus Zirkoniumoxid.
Als Aufhängung bevorzugt ist eine bei der Fertigung des hängenden Sintertiegels angebrachte Aufhängung, zum Beispiel eine als integraler Bestandteil des Tiegels vorgesehene Aufhängung, besonders bevorzugt eine als integraler Bestandteil des Tiegels vorgesehene Aufhängung aus dem Sintermaterial. Als Aufhängung weiterhin bevorzugt ist eine an den Sintertiegel angebrachte Aufhängung aus einem von dem Sintermaterial verschiedenen Material, zum Beispiel aus Aluminium, Stahl, Eisen, Nickel oder Kupfer, bevorzugt aus Kupfer, besonders bevorzugt eine gekühlte, zum Beispiel eine wassergekühlte, an den Sintertiegel angebrachte Aufhängung aus Kupfer.
Durch die hängende Anordnung kann der hängende Sintertiegel im Ofen bewegt werden. Bevorzugt kann der Tiegel in den Ofen zumindest teilweise hinein- und herausgefahren werden.
Liegen im Ofen verschiedene Heizzonen vor, werden deren Temperaturprofile auf den sich im Ofen befindlichen Tiegel übertragen. Durch das Verändern der Position des Tiegels im Ofen können so mehrere Heizzonen, variierende Heizzonen oder mehrere variierende Heizzonen im Tiegel realisiert werden.
Unter einem stehenden Sintertiegel wird ein Sintertiegel der zuvor beschriebenen Art verstanden, der in einem Ofen stehend angeordnet ist.
Bevorzugt weist der stehende Sintertiegel mindestens eines, zum Beispiel mindestens zwei oder mindestens drei oder mindestens vier, besonders bevorzugt alle der folgenden Merkmale auf:
/a/ einen als Stehfläche geformten Bereich, bevorzugt einen als Stehfläche geformten Bereich am Boden des Tiegels, weiter bevorzugt einen in der Bodenplatte des Tiegels als Stehfläche geformten Bereich, besonders bevorzugt einen als Stehfläche geformten Bereich am äußeren Rand des Bodens des Tiegels;
/b/ mindestens zwei abgedichtete Ringe als Seitenteile, bevorzugt mindestens zwei durch eine Nut-Feder-Verbindung abgedichtete Ringe als Seitenteile;
Id eine Düse, bevorzugt eine fest mit dem Tiegel verbundene Düse, besonders bevorzugt eine im nicht als Stehfläche geformten Bereich des Bodens des Tiegels;
/d / einen Dorn, zum Beispiel einen mit Stegen an der Düse befestigten Dorn oder einen mit Stegen am Deckel befestigten Dorn oder einen von unterhalb des Tiegels mit einer Haltestange verbundenen Dorn;
lei mindestens einen Gaseinlass, z.B. in Form eines Füllrohrs oder als separater Einlass; /f/ mindestens einen Gasauslass, z.B. als separater Auslass am Deckel oder in der Wand des Tiegels;
lg/ einen Deckel.
Der stehende Sintertiegel weist bevorzugt eine Trennung der Gasräume im Ofen und im Bereich unterhalb des Ofens auf. Unter dem Bereich unterhalb des Ofens wird der Bereich unterhalb der Düse verstanden, in dem sich die entnommene Glasschmelze befindet. Bevorzugt werden die Gasräume durch die Fläche, auf der der Tiegel steht, getrennt. Gas, das sich im Gasraum des Ofens zwischen Ofeninnenwand und Tiegelaußenwand befindet, kann nicht nach unten in den Bereich unterhalb des Ofens entweichen. Die entnommene Glasschmelze hat keinen Kontakt zu den Gasen aus dem Gasraum des Ofens. Bevorzugt weisen aus einem Ofen mit einem stehend angeordneten Sintertiegel entnommene Glasschmelzen und daraus gebildete Quarzglaskörper
eine höhere Oberflächenreinheit auf als aus einem Ofen mit einem hängend angeordneten Sintertiegel entnommene Glasschmelzen und daraus gebildete Quarzglaskörper.
Bevorzugt ist der Tiegel so mit dem Einlass und dem Auslass des Ofens verbunden, dass durch den Einlass des Ofens Siliziumdioxidgranulat über den Einlass des Tiegels in den Tiegel gelangen kann und durch den Auslass des Tiegels und den Auslass des Ofens Glasschmelze entnommen werden kann.
Bevorzugt beinhaltet der Tiegel neben dem mindestens einen Einlass mindestens eine Öffnung, bevorzugt mehrere Öffnungen, durch die Gas ein- und ausgeleitet werden kann. Bevorzugt umfasst der Tiegel mindestens zwei Öffnungen, wobei mindestens eine als Gaseinlass und mindestens eine als Gasauslass verwendet werden kann. Bevorzugt führt die Verwendung mindestens einer Öffnung als Gaseinlass und mindestens einer Öffnung als Gasauslass zu einem Gasstrom im Tiegel.
Durch den Einlass des Tiegels wird das Siliziumdioxidgranulat in den Tiegel eingebracht und anschließend im Tiegel erwärmt. Das Erwärmen kann in Anwesenheit eines Gases oder eines Gemisches aus zwei oder mehr Gasen durchgeführt werden. Beim Erwärmen kann außerdem an das Siliziumdioxidgranulat gebundenes Wasser in die Gasphase übergehen und so ein weiteres Gas bilden. Das Gas oder das Gemisch aus zwei oder mehr Gasen befindet sich im Gasraum des Tiegels. Unter dem Gasraum des Tiegels wird der Bereich im Innern des Tiegels verstanden, der nicht von einer festen oder flüssigen Phase belegt ist. Geeignete Gase sind zum Beispiel Wasserstoff, Inertgase sowie zwei oder mehr davon. Unter Inertgasen werden solche Gase verstanden, die bis zu einer Temperatur von 2400 °C mit den im Tiegel vorgesehenen Stoffen nicht reagieren. Bevorzugte Inertgase sind Stickstoff, Helium, Neon, Argon, Krypton und Xenon, besonders bevorzugt Argon und Helium. Bevorzugt wird das Erwärmen in reduzierender Atmosphäre durchgeführt. Diese kann bevorzugt durch Wasserstoff oder eine Kombination von Wasserstoff und einem Inertgas, zum Beispiel durch eine Kombination von Wasserstoff und Helium, oder von Wasserstoff und Stickstoff, oder von Wasserstoff und Argon, besonders bevorzugt durch eine Kombination aus Wasserstoff und Helium bereitgestellt werden.
Bevorzugt wird ein zumindest teilweiser Gasaustausch von Luft, Sauerstoff und Wasser gegen Wasserstoff, mindestens ein Inertgas, oder gegen eine Kombination von Wasserstoff und mindestens einem Inertgas an dem Siliziumdioxidgranulat durchgeführt. Der zumindest teilweise Gasaustausch wird an dem Siliziumdioxidgranulat beim Einbringen des Siliziumdioxidgranulats,
oder vor dem Erwärmen, oder während des Erwärmens, oder während mindestens zwei der vorgenannten Tätigkeiten durchgeführt. Bevorzugt wird das Siliziumdioxidgranulat in einem Gasstrom von Wasserstoff und mindestens einem Inertgas, zum Beispiel Argon oder Helium, zum Schmelzen erwärmt.
Bevorzugt weist der Ofen, bevorzugt auch ein darin befindlicher Schmelztiegel, mindestens einen Gasauslass auf, durch den dem Ofen zugeführtes und beim Betrieb des Ofens gebildetes Gas entnommen wird. Der Ofen kann zudem mindestens einen dedizierten Gaseinlass aufweisen. Alternativ oder zusätzlich kann Gas durch die Feststoffzuführung, auch als Feststoffeinlass bezeichnet, eingebracht werden, zum Beispiel zusammen mit den Siliziumdioxidpartikeln, oder davor, danach, oder durch eine Kombination von zwei oder mehr der vorgenannten Möglichkeiten.
Der Ofen und der Gasstrom sind bevorzugt durch die im Rahmen des ersten Gegenstands beschriebenen Merkmale gekennzeichnet. Bevorzugt wird der Gasstrom durch Einleiten eines Gases durch einen Einlass in den Ofen und durch Ausleiten eines Gases durch einen Auslass aus dem Ofen gebildet. Unter der„Gasaustauschrate“ wird das Volumen an Gas verstanden, dass pro Zeit durch den Auslass aus dem Ofen geführt wird. Die Gasaustauschrate wird auch als Durchsatz des Gasstroms oder als Volumendurchsatz bezeichnet.
Bevorzugt liegt die Gasaustauschrate des Gasstroms in einem Bereich von 200 bis 3000 Liter/h, zum Beispiel von 200 bis 2000 Liter/h, besonders bevorzugt von 200 bis 1000 Liter/h.
Die Ofentemperatur zum Schmelzen des Siliziumdioxidgranulats liegt bevorzugt im Bereich von 1700 bis 2500°C, zum Beispiel im Bereich von 1900 bis 2400°C, besonders bevorzugt im Bereich von 2100 bis 2300°C.
Bevorzugt beträgt die Verweilzeit im Ofen in einem Bereich von 1 Stunde bis 50 Stunden, zum Beispiel 1 bis 30 Stunden, besonders bevorzugt 5 bis 20 Stunden. Die Verweilzeit bedeutet im vorliegenden Kontext die Zeit, die benötigt wird, um während des Durchführens des Verfahrens dem Schmelzofen, in dem die Glasschmelze gebildet wird, eine Füllmenge des Schmelzofens verfahrensgemäß zu entnehmen. Die Füllmenge ist die insgesamt im Schmelzofen vorliegende Masse an Siliziumdioxid. Das Siliziumdioxid kann dabei als Feststoff und als Glasschmelze vorliegen.
Bevorzugt nimmt die Ofentemperatur über die Länge, in Richtung des Materialtransports zu. Bevorzugt nimmt die Ofentemperatur über die Länge, in Richtung des Materialtransports um mindestens 100°C, zum Beispiel um mindestens 300°C oder um mindestens 500°C oder um mindestens 700°C, besonders bevorzugt um mindestens 1000°C zu. Bevorzugt beträgt die höchste Temperatur im Ofen 1700 bis 2500°C, zum Beispiel 1900 bis 2400°C, besonders bevorzugt 2100 bis 2300°C. Die Zunahme der Ofentemperatur kann gleichmäßig oder entsprechend eines Temperaturprofils erfolgen.
Bevorzugt nimmt die Ofentemperatur, bevor die Glasschmelze aus dem Ofen entnommen wird, ab. Bevorzugt nimmt die Ofentemperatur bevor die Glasschmelze aus dem Ofen entnommen wird um 50 bis 500°C ab, zum Beispiel um 100°C oder um 400°C, besonders bevorzugt um 150 bis 300°C. Bevorzugt beträgt die Temperatur der Glasschmelze beim Entnehmen 1750 bis 2100°C, zum Beispiel 1850 bis 2050°C, besonders bevorzugt 1900 bis 2000°C.
Bevorzugt nimmt die Ofentemperatur über die Länge, in Richtung des Materialtransports zu und bevor die Glasschmelze aus dem Ofen entnommen wird ab. Bevorzugt nimmt dabei die Ofentemperatur über die Länge, in Richtung des Materialtransports um mindestens 100°C, zum Beispiel um mindestens 300°C oder um mindestens 500°C oder um mindestens 700°C, besonders bevorzugt um mindestens 1000°C zu. Bevorzugt beträgt die höchste Temperatur im Ofen 1700 bis 2500°C, zum Beispiel 1900 bis 2400°C, besonders bevorzugt 2100 bis 2300°C. Bevorzugt nimmt die Ofentemperatur bevor die Glasschmelze aus dem Ofen entnommen wird um 50 bis 500°C ab, zum Beispiel um 100°C oder um 400°C, besonders bevorzugt um 150 bis 300°C.
Vorheizstrecke
Bevorzugt weist der Ofen mindestens eine erste und eine weitere miteinander durch einen Durchlass verbundene Kammern auf, wobei die erste und die weitere Kammer verschiedene Temperaturen aufweisen, wobei die Temperatur der ersten Kammer niedriger ist als die Temperatur der weiteren Kammer. In der weiteren Kammer wird aus dem Siliziumdioxidgranulat eine Glasschmelze gebildet. Diese Kammer wird im Folgenden als Schmelzkammer bezeichnet. Eine mit der Schmelzkammer über eine Stoffführung verbundene, aber vorgelagerte Kammer wird auch als Vorheizstrecke bezeichnet. Es ist zum Beispiel diejenige, bei der mindestens ein Auslass unmittelbar mit einem Einlass der Schmelzkammer verbunden ist. Die vorgenannte Anordnung kann auch in eigenständigen Öfen ausgebildet sein. Dann ist die Schmelzkammer ein Schmelzofen. In Bezug auf die weitere Beschreibung kann der Schmelzofen jedoch synonym zur
Schmelzkammer verstanden werden. Dementsprechend gelten die Ausführungen zum Schmelzofen auch für die Schmelzkammer, und umgekehrt. Der Begriff der Vorheizstrecke ist beiden Betrachtungsweisen gleich.
Bevorzugt hat das Siliziumdioxidgranulat bei Eintritt in den Ofen eine Temperatur in einem Bereich von 20 bis 1300°C.
Gemäß einer ersten Ausführungsform wird das Siliziumdioxidgranulat vor Eintritt in die Schmelzkammer nicht temperiert. Zum Beispiel hat das Siliziumdioxidgranulat bei Eintritt in den Ofen eine Temperatur in einem Bereich von 20 bis 40°C, besonders bevorzugt von 20 bis 30°C. Wird gemäß Schritt i.) Siliziumdioxidgranulat II bereitgestellt, hat es beim Eintritt in den Ofen bevorzugt eine Temperatur in einem Bereich von 20 bis 40°C, besonders bevorzugt von 20 bis 30°C.
Gemäß einer anderen Ausführungsform wird das Siliziumdioxidgranulat vor Eintritt in den Ofen auf eine Temperatur in einem Bereich von 40 bis 1300°C temperiert. Temperieren bedeutet das Einstellen der Temperatur auf einen gewählten Wert. Das Temperieren kann prinzipiell auf allen dem Fachmann bekannten und zum Temperieren von Siliziumdioxidgranulat bekannten Wegen erfolgen. Zum Beispiel kann das Temperieren in einem separat von der Schmelzkammer angeordneten Ofen oder in einem mit der Schmelzkammer verbundenen Ofen erfolgen.
Bevorzugt erfolgt das Temperieren in einer mit der Schmelzkammer verbundenen Kammer. Bevorzugt umfasst der Ofen also eine Vorheizstrecke, in der das Siliziumdioxid temperiert werden kann. Bevorzugt ist die Vorheizstrecke selbst ein Durchlaufofen, besonders bevorzugt ein Drehrohrofen. Unter einem Durchlaufofen wird eine beheizte Kammer verstanden, die während des Betriebs eine Bewegung des Siliziumdioxids von einem Einlass des Durchlaufofens zu einem Auslass des Durchlaufofens bewirkt. Bevorzugt ist der Auslass mit dem Einlass des Schmelzofens direkt verbunden. So kann das Siliziumdioxidgranulat aus der Vorheizstrecke ohne weitere Zwischenschritte oder Maßnahmen in den Schmelzofen gelangen.
Es ist weiter bevorzugt, dass die Vorheizstrecke mindestens einen Gaseinlass und mindestens einen Gasauslass umfasst. Durch den Gaseinlass kann Gas in den Innenraum, den Gasraum der Vorheizstrecke gelangen, und durch den Gasauslass kann es ausgeleitet werden. Es ist auch möglich, Gas über den Einlass für das Siliziumdioxidgranulat der Vorheizstrecke in die Vorheizstrecke einzuleiten. Ebenso kann Gas über den Auslass der Vorheizstrecke ausgeleitet
und anschließend von dem Siliziumdioxidgranulat getrennt werden. Weiterhin bevorzugt kann Gas über den Einlass für das Siliziumdioxidgranulat und einen Gaseinlass der Vorheizstrecke zugeführt, und über den Auslass der Vorheizstrecke und einen Gasauslass der Vorheizstrecke ausgeleitet werden.
Bevorzugt wird in der Vorheizstrecke durch Verwenden des Gaseinlasses und des Gasauslasses ein Gasstrom ausgebildet. Geeignete Gase sind zum Beispiel Wasserstoff, Inertgase sowie zwei oder mehr davon. Bevorzugte Inertgase sind Stickstoff, Helium, Neon, Argon, Krypton und Xenon, besonders bevorzugt Stickstoff und Helium. Bevorzugt liegt in der Vorheizstrecke eine reduzierende Atmosphäre vor. Diese kann bevorzugt durch Wasserstoff oder eine Kombination von Wasserstoff und einem Inertgas, zum Beispiel durch eine Kombination von Wasserstoff und Helium oder von Wasserstoff und Stickstoff, besonders bevorzugt durch eine Kombination aus Wasserstoff und Helium, bereitgestellt werden. Weiter bevorzugt liegt in der Vorheizstrecke eine oxidierende Atmosphäre vor. Diese kann bevorzugt durch Sauerstoff oder eine Kombination aus Sauerstoff und einem oder mehreren weiteren Gasen bereitgestellt werden, besonders bevorzugt ist Luft. Es ist weiter bevorzugt möglich, das Siliziumdioxid bei vermindertem Druck in der Vorheizstrecke zu temperieren.
Zum Beispiel hat das Siliziumdioxidgranulat bei Eintritt in den Ofen eine Temperatur in einem Bereich von 100 bis 1100°C oder von 300 bis 1000 oder von 600 bis 900°C.
Gemäß einer Ausführungsform des ersten Gegenstands beinhaltet der Ofen mindestens zwei Kammern. Bevorzugt beinhaltet der Ofen eine erste und mindestens eine weitere Kammer. Die erste und die weitere Kammer sind miteinander durch einen Durchlass verbunden.
Die mindestens zwei Kammern können in dem Ofen prinzipiell beliebig angeordnet sein, bevorzugt vertikal oder horizontal, besonders bevorzugt vertikal. Bevorzugt sind die Kammern im Ofen so angeordnet, dass bei der Durchführung des Verfahrens gemäß dem ersten Gegenstand Siliziumdioxidgranulat die erste Kammer passiert und anschließend in der weiteren Kammer unter Erhalt einer Glasschmelze erhitzt wird. Die weitere Kammer weist bevorzugt die zuvor beschriebenen Merkmale des Schmelzofens und des darin angeordneten Tiegels auf.
Bevorzugt enthält jede der Kammern einen Einlass und einen Auslass. Bevorzugt ist der Einlass des Ofens mit dem Einlass der ersten Kammer durch einen Durchlass verbunden. Bevorzugt ist der Auslass des Ofens mit dem Auslass der weiteren Kammer durch einen Durchlass verbunden.
Bevorzugt ist der Auslass der ersten Kammer durch einen Durchlass mit dem Einlass der weiteren Kammer verbunden.
Bevorzugt sind die Kammern so im Ofen angeordnet, dass durch den Einlass des Ofens das Siliziumdioxidgranulat in die erste Kammer gelangen kann. Bevorzugt sind die Kammern so im Ofen angeordnet, dass durch den Auslass des Ofens eine Siliziumdioxidglasschmelze aus der weiteren Kammer entnommen werden kann. Besonders bevorzugt kann durch den Einlass des Ofens das Siliziumdioxidgranulat in die erste Kammer gelangen und durch den Auslass des Ofens eine Siliziumdioxidglasschmelze aus einer weiteren Kammer entnommen werden.
Durch den Durchlass kann das Siliziumdioxid als Granulat oder Pulver in der durch das Verfahren vorgegebenen Richtung des Materialtransports von einer ersten in eine weitere Kammer gelangen. Durch einen Durchlass verbundene Kammern schließen Anordnungen ein, in denen zwischen einer ersten und einer weiteren Kammer weitere Zwischenelemente in Richtung des Materialtransports angeordnet sind. Den Durchlass können prinzipiell Gase, Flüssigkeiten und Feststoffe passieren. Bevorzugt können Siliziumdioxidpulver, Suspensionen von Siliziumdioxidpulver und Siliziumdioxidgranulat den Übergang zwischen einer ersten und einer weiteren Kammer passieren. Während der Durchführung des erfindungsgemäßen Verfahrens können über den Durchlass zwischen der ersten und der weiteren Kammer alle in die erste Kammer eingetragenen Stoffe in die weitere Kammer gelangen. Bevorzugt gelangt über den Durchlass zwischen der ersten und weiteren Kammer nur Siliziumdioxid in Form von Granulat oder Pulver in die weitere Kammer. Bevorzugt ist der Durchlass zwischen der ersten und der weiteren Kammer durch das Siliziumdioxid verschlossen, so dass der Gasraum der ersten und der weiteren Kammer voneinander getrennt sind, bevorzugt so, dass in den Gasräumen verschiedene Gase oder Gasgemische, verschiedene Drücke oder beides vorliegen können. Gemäß einer anderen Ausgestaltung wird der Durchlass von einer Schleuse gebildet, bevorzugt durch eine Zellenradschleuse.
Bevorzugt weist die erste Kammer des Ofens mindestens einen Gaseinlass und mindestens einen Gasauslass auf. Der Gaseinlass kann prinzipiell jede Form aufweisen, die dem Fachmann bekannt und zum Einleiten eines Gases geeignet ist, zum Beispiel eine Düse, ein Ventil oder ein Rohr. Der Gasauslass kann prinzipiell jede Form aufweisen, die dem Fachmann bekannt und zum Ausleiten eines Gases geeignet ist, zum Beispiel eine Düse, ein Ventil oder ein Rohr.
Bevorzugt wird durch den Einlass des Ofens Siliziumdioxidgranulat in die erste Kammer eingebracht und erwärmt. Das Erwärmen kann in Anwesenheit eines Gases oder einer Kombination aus zwei oder mehr Gasen durchgeführt werden. Dazu liegt das Gas oder die Kombination aus zwei oder mehr Gasen im Gasraum der ersten Kammer vor. Unter dem Gasraum der ersten Kammer wird der Bereich der ersten Kammer verstanden, der nicht von einer festen oder flüssigen Phase belegt ist. Geeignete Gase sind zum Beispiel Wasserstoff, Sauerstoff, Inertgase sowie zwei oder mehr davon. Bevorzugte Inertgase sind Stickstoff, Helium, Neon, Argon, Krypton und Xenon, besonders bevorzugt sind Stickstoff, Helium und eine Kombination davon. Bevorzugt wird das Erwärmen in reduzierender Atmosphäre durchgeführt. Diese kann bevorzugt durch Wasserstoff oder eine Kombination von Wasserstoff und Helium bereitgestellt werden. Bevorzugt wird das Siliziumdioxidgranulat in der ersten Kammer in einem Strom des Gases oder der Kombination aus zwei oder mehr Gasen erwärmt.
Es ist weiter bevorzugt, dass das Siliziumdioxidgranulat in der ersten Kammer bei vermindertem Druck, zum Beispiel bei einem Druck von weniger als 500 mbar oder weniger als 300 mbar, zum Beispiel 200 mbar oder weniger erwärmt wird.
Bevorzugt ist die erste Kammer mit mindestens einer Vorrichtung versehen, mit der das Siliziumdioxidgranulat, bewegt wird. Prinzipiell können alle Vorrichtungen ausgewählt werden, die dem Fachmann zu diesem Zwecke bekannt sind und geeignet erscheinen. Bevorzugt geeignet sind Rühr-, Schüttei- oder Schwenkvorrichtungen.
Gemäß einer Ausführungsform des ersten Gegenstands sind die Temperaturen in der ersten und in der weiteren Kammer verschieden. Bevorzugt ist die Temperatur in der ersten Kammer geringer als die Temperatur in der weiteren Kammer. Bevorzugt liegt die Temperaturdifferenz zwischen der ersten und der weiteren Kammer in einem Bereich von 600 bis 2400°C, zum Beispiel in einem Bereich von 1000 bis 2000°C oder von 1200 bis 1800°C, besonders bevorzugt in einem Bereich von 1500 bis 1700°C. Weiter bevorzugt ist die Temperatur in der ersten Kammer 600 bis 2400°C, zum Beispiel 1000 bis 2000°C oder 1200 bis 1800°C, besonders bevorzugt 1500 bis 1700°C niedriger als die Temperatur in der weiteren Kammer.
Gemäß einer Ausführungsform ist die erste Kammer des Ofens eine Vorheizstrecke, besonders bevorzugt eine wie oben beschriebene Vorheizstrecke, die die oben beschriebenen Merkmale aufweist. Bevorzugt ist die Vorheizstrecke durch einen Durchlass mit der weiteren Kammer verbunden. Bevorzugt gelangt Siliziumdioxid aus der Vorheizstrecke über einen Durchlass in die
weitere Kammer. Der Durchlass zwischen der Vorheizstrecke und der weiteren Kammer kann verschlossen sein, so dass keine in die Vorheizstrecke eingeleiteten Gase durch den Durchlass in die weitere Kammer gelangen. Bevorzugt ist der Durchlass zwischen der Vorheizstrecke und der weiteren Kammer verschlossen, so dass das Siliziumdioxid nicht mit Wasser in Berührung kommt. Der Durchlass zwischen der Vorheizstrecke und der weiteren Kammer kann verschlossen sein, so dass der Gasraum der Vorheizstrecke und der ersten Kammer so voneinander getrennt sind, dass in den Gasräumen verschiedene Gase oder Gasgemische, verschiedene Drücke oder beides vorliegen können. Als Durchlass eignen sich bevorzugt die zuvor beschriebenen Ausgestaltungen.
Gemäß einer weiteren Ausführungsform ist die erste Kammer des Ofens keine Vorheizstrecke. Zum Beispiel ist die erste Kammer eine Ausgleichskammer. Unter einer Ausgleichskammer wird eine Kammer des Ofens verstanden, in der Durchsatzvariationen in einer vorgeschalteten Vorheizstrecke oder Durchsatzunterschiede zwischen einer Vorheizstrecke und der weiteren Kammer ausgeglichen werden. Zum Beispiel kann der ersten Kammer wie oben beschrieben ein Drehrohrofen vorgeschaltet sein. Dieser weist üblicherweise einen Durchsatz auf, der um bis zu 6 % des durchschnittlichen Durchsatzes variieren kann. Bevorzugt wird Siliziumdioxid in einer Ausgleichskammer auf der Temperatur gehalten, mit der es in die Ausgleichskammer gelangt.
Es ist ebenso möglich, dass der Ofen eine erste Kammer und mehr als eine weitere Kammer aufweist, zum Beispiel zwei weitere Kammern oder drei weitere Kammern oder vier weitere Kammern oder fünf weitere Kammern oder mehr als fünf weitere Kammern, besonders bevorzugt zwei weitere Kammern. Weist der Ofen zwei weitere Kammern auf, ist die erste Kammer bevorzugt eine Vorheizstrecke, die erste der weiteren Kammern eine Ausgleichskammer und die zweite der weiteren Kammern die Schmelzkammer, bezogen auf die Richtung des Materialtransports.
Gemäß einer weiteren Ausführungsform liegt in der ersten Kammer ein Additiv vor. Das Additiv ist bevorzugt ausgewählt aus der Gruppe bestehend aus Halogenen, Inertgasen, Basen, Sauerstoff oder einer Kombination aus zwei oder mehr davon.
Als Additive sind prinzipiell Halogene in elementarer Form und Halogenverbindungen geeignet. Bevorzugte Halogene sind ausgewählt aus der Gruppe bestehend aus Chlor, Fluor, chlorhaltigen Verbindungen und fluorhaltigen Verbindungen. Besonders bevorzugt sind elementares Chlor und Chlorwasserstoff.
Als Additive sind prinzipiell alle Inertgase sowie Mischungen aus zwei oder mehr davon geeignet. Bevorzugte Inertgase sind Stickstoff, Helium oder eine Kombination daraus.
Als Additive sind prinzipiell auch Basen geeignet. Bevorzugte Basen als Additive sind anorganische und organische Basen.
Weiter geeignet als Additiv ist Sauerstoff. Der Sauerstoff liegt bevorzugt als sauerstoffhaltige Atmosphäre vor, zum Beispiel in Kombination mit einem Inertgas oder einem Gemisch aus zwei oder mehr Inertgasen, besonders bevorzugt in Kombination mit Stickstoff, Helium oder Stickstoff und Helium.
Die erste Kammer kann prinzipiell jedes Material beinhalten, dass dem Fachmann bekannt und zum Erhitzen von Siliziumdioxid geeignet ist. Bevorzugt beinhaltet die erste Kammer mindestens ein Element ausgewählt aus der Gruppe bestehend aus Quarzglas, einem Refraktärmetall, Aluminium und einer Kombination aus zwei oder mehr davon, besonders bevorzugt beinhaltet die erste Kammer Quarzglas oder Aluminium.
Bevorzugt übersteigt die Temperatur in der ersten Kammer 600°C nicht, wenn die erste Kammer ein Polymer oder Aluminium beinhaltet. Bevorzugt beträgt die Temperatur in der ersten Kammer 100 bis 1 100°C, wenn die erste Kammer Quarzglas beinhaltet. Bevorzugt beinhaltet die erste Kammer im wesentlichen Quarzglas.
Beim Transport des Siliziumdioxids von der ersten Kammer zur weiteren Kammer durch den Durchlass zwischen der ersten und der weiteren Kammer kann das Siliziumdioxid prinzipiell in jedem beliebigen Zustand vorliegen. Bevorzugt liegt das Siliziumdioxid als Feststoff vor, zum Beispiel als Partikel, Pulver oder Granulat. Gemäß einer Ausführungsform des ersten Gegenstands erfolgt der Transport des Siliziumdioxids von der ersten zur weiteren Kammer als Granulat.
Gemäß einer weiteren Ausführungsform ist die weitere Kammer ein Tiegel aus einem Blech oder einem Sintermaterial, welches ein Sintermetall beinhaltet, wobei das Blech oder das Sintermetall ausgewählt ist aus der Gruppe bestehend aus Molybdän, Wolfram und einer Kombination davon.
Die Glasschmelze wird durch den Auslass aus dem Ofen, bevorzugt über eine Düse, entnommen.
Schritt iii.)
Ein Quarzglaskörper wird aus mindestens einem Teil der Glasschmelze gebildet. Bevorzugt wird dazu mindestens ein Teil der in Schritt ii) hergestellten Glasschmelze entnommen und daraus der Quarzglaskörper gebildet.
Die Entnahme eines Teils der in Schritt ii) hergestellten Glasschmelze kann prinzipiell kontinuierlich aus dem Schmelzofen oder der Schmelzkammer, oder nach abgeschlossener Herstellung der Glasschmelze erfolgen. Bevorzugt wird ein Teil der Glasschmelze kontinuierlich entnommen. Die Glasschmelze wird durch den Auslass aus dem Ofen oder den Auslass der Schmelzkammer, jeweils bevorzugt über eine Düse, entnommen.
Die Glasschmelze kann vor, während oder nach der Entnahme auf eine Temperatur abgekühlt werden, die das Formen der Glasschmelze ermöglicht. Mit dem Abkühlen der Glasschmelze ist ein Ansteigen der Viskosität der Glasschmelze verbunden. Die Glasschmelze wird bevorzugt soweit abgekühlt, dass beim Formen die gebildete Form erhalten bleibt und das Formen gleichzeitig möglichst zügig, zuverlässig und mit geringem Kraftaufwand durchgeführt werden kann. Der Fachmann kann die Viskosität der Glasschmelze zum Formen durch Variieren der Temperatur der Glasschmelze am Formwerkzeug einfach ermitteln. Bevorzugt hat die Glasschmelze beim Entnehmen eine Temperatur im Bereich von 1750 bis 2100°C, zum Beispiel 1850 bis 2050°C, besonders bevorzugt 1900 bis 2000°C. Bevorzugt wird die Glasschmelze nach dem Entnehmen auf eine Temperatur von weniger als 500°C, zum Beispiel von weniger als 200°C oder weniger als 100°C oder weniger als 50°C, besonders bevorzugt auf eine Temperatur im Bereich von 20 bis 30°C abgekühlt.
Der gebildete Quarzglaskörper kann ein massiver Körper oder ein Hohlkörper sein. Unter einem massiven Körper wird ein Körper verstanden, der im Wesentlichen aus einem einzigen Material besteht. Gleichwohl kann ein massiver Körper einen oder mehrere Einschlüsse aufweisen, z.B. Gasblasen. Solche Einschlüsse in einem massiven Körper haben oftmals eine Größe von 65 mm3 oder weniger, zum Beispiel von weniger als 40 mm3, oder von weniger als 20 mm3, oder von weniger als 5 mm3, oder von weniger als 2 mm3, besonders bevorzugt von weniger als 0,5 mm3. Bevorzugt beinhaltet ein massiver Körper weniger als 0,02 Vol.-% seines Volumens, zum Beispiel weniger als 0,01 Vol.-% oder weniger als 0,001 Vol.-% an Einschlüssen, jeweils bezogen auf das Gesamtvolumen des massiven Körpers.
Der Quarzglaskörper weist eine äußere Form auf. Unter der äußeren Form wird die Form des Außenrands des Querschnitts des Quarzglaskörpers verstanden. Die äußere Form des Quarzglaskörpers ist im Querschnitt bevorzugt rund, elliptisch oder polygon mit drei oder mehr Ecken, zum Beispiel 4, 5, 6, 7 oder 8 Ecken, besonders bevorzugt ist der Quarzglaskörper rund.
Bevorzugt hat der Quarzglaskörper eine Länge im Bereich von 100 bis 10000 mm, zum Beispiel von 1000 bis 4000 mm, besonders bevorzugt von 1200 bis 3000 mm.
Bevorzugt hat der Quarzglaskörper einen Außendurchmesser im Bereich von 1 bis 500 mm, zum Beispiel in einem Bereich von 2 bis 400 mm, besonders bevorzugt in einem Bereich von 5 bis 300 mm.
Das Formen des Quarzglaskörpers erfolgt mittels einer Düse. Dazu wird die Glasschmelze durch die Düse geführt. Die äußere Form eines durch die Düse geformten Quarzglaskörpers wird durch die Form der Öffnung der Düse bestimmt. Ist die Öffnung der Düse rund, wird beim Formen des Quarzglaskörpers ein Zylinder gebildet. Weist die Öffnung der Düse eine Struktur auf, wird diese Struktur auf die äußere Form des Quarzglaskörpers übertragen. Ein Quarzglaskörper, der mittels einer Düse mit Strukturen an der Öffnung gebildet wird, weist ein Abbild der Strukturen in Längsrichtung auf dem Glasstrang auf.
Die Düse ist in den Schmelzofen integriert. Bevorzugt ist sie als Teil des Tiegels in den Schmelzofen integriert, besonders bevorzugt als Teil des Auslasses des Tiegels.
Bevorzugt wird der mindestens eine Teil der Glasschmelze durch die Düse entnommen. Die äußere Form des Quarzglaskörpers wird durch das Entnehmen mindestens eines Teils der Glasschmelze durch die Düse gebildet.
Bevorzugt wird der Quarzglaskörper nach dem Bilden abgekühlt, um seine Form zu erhalten. Bevorzugt wird der Quarzglaskörper nach dem Formen auf eine Temperatur abgekühlt, die mindestens 1000°C unterhalb der Temperatur der Glasschmelze beim Formen liegt, zum Beispiel mindestens 1500°C oder mindestens 1800°C, besonders bevorzugt 1900 bis 1950°C. Bevorzugt wird der Quarzglaskörper auf eine Temperatur von weniger als 500°C, zum Beispiel von weniger als 200°C oder weniger als 100°C oder weniger als 50°C, besonders bevorzugt auf eine Temperatur im Bereich von 20 bis 30°C abgekühlt.
Gemäß einer Ausführungsform des ersten Gegenstands kann der erhaltene Quarzglaskörper mit mindestens einer Maßnahme ausgewählt aus der Gruppe bestehend aus chemischer, thermischer oder mechanischer Behandlung behandelt werden.
Bevorzugt wird der Quarzglaskörper chemisch nachbehandelt. Nachbehandeln betrifft das Behandeln eines bereits gebildeten Quarzglaskörpers. Unter chemischem Nachbehandeln des Quarzglaskörpers wird prinzipiell jede Maßnahme verstanden, die dem Fachmann bekannt ist und geeignet erscheint, durch den Einsatz von Stoffen die chemische Struktur oder die Zusammensetzung der Oberfläche des Quarzglaskörpers, oder beides, zu verändern. Bevorzugt umfasst das chemische Nachbehandeln mindestens eine Maßnahme ausgewählt aus der Gruppe bestehend aus Behandeln mit Fluorverbindungen und Ultraschallreinigung.
Als Fluorverbindungen kommen insbesondere Fluorwasserstoff und Fluor enthaltende Säuren, zum Beispiel Flusssäure, in Frage. Die Flüssigkeit weist bevorzugt einen Gehalt an Fluorverbindungen in einem Bereich von 35 bis 55 Gew.-%, bevorzugt in einem Bereich von 35 bis 45 Gew.-% auf, die Gew.-% jeweils bezogen auf die Gesamtmenge an Flüssigkeit. Der Rest zu 100 Gew.-% ist üblicherweise Wasser. Bevorzugt wird als Wasser vollentsalztes oder deionisiertes Wasser ausgewählt.
Eine Ultraschallreinigung erfolgt bevorzugt in einem Flüssigkeitsbad, besonders bevorzugt in Anwesenheit von Detergenzien. Im Fall der Ultraschallreinigung kommen in der Regel keine Fluorverbindungen, zum Beispiel weder Flusssäure noch Fluorwasserstoff, zum Einsatz.
Die Ultraschallreinigung des Quarzglaskörpers wird bevorzugt unter mindestens einer, zum Beispiel mindestens zwei oder mindestens drei oder mindestens vier oder mindestens fünf, besonders bevorzugt allen der folgenden Bedingungen durchgeführt:
Die Ultraschallreinigung erfolgt in einem kontinuierlichen Verfahren.
Die Anlage zur Ultraschallreinigung weist sechs miteinander durch Rohre verbundene Kammern auf.
Die Verweilzeit der Quarzglaskörper in jeder Kammer kann eingestellt werden. Bevorzugt ist die Verweilzeit der Quarzglaskörper in jeder Kammer gleich. Bevorzugt liegt die Verweilzeit in jeder Kammer in einem Bereich von 1 bis 120 min, zum Beispiel von weniger als 5 min oder von 1 bis 5 min oder von 2 bis 4 min oder von weniger als 60 min oder von 10 bis 60 min oder von 20 bis 50 min, besonders bevorzugt in einem Bereich von 5 bis 60 min.
Die erste Kammer umfasst ein basisches Medium, bevorzugt enthaltend Wasser und eine Base, und einen Ultraschallreiniger.
Die dritte Kammer umfasst ein saures Medium, bevorzugt enthaltend Wasser und eine Säure, und einen Ultraschallreiniger.
In der zweiten Kammer und in der vierten bis sechsten Kammer wird der Quarzglaskörper mit Wasser, bevorzugt entsalztem Wasser gereinigt.
Die vierte bis sechste Kammer wird als Kaskade mit Wasser, bevorzugt entsalztem Wasser betrieben. Bevorzugt wird das Wasser nur in die sechste Kammer eingeleitet und läuft von der sechsten in die fünfte und von der fünften in die vierte Kammer.
Bevorzugt wird der Quarzglaskörper thermisch nachbehandelt. Unter thermischem Nachbehandeln des Quarzglaskörpers wird prinzipiell jede Maßnahme verstanden, die dem Fachmann bekannt ist und geeignet erscheint, den Quarzglaskörper durch Einwirkung von Temperatur in seiner Form oder Struktur oder beidem zu verändern. Bevorzugt umfasst das thermische Nachbehandeln mindestens eine Maßnahme ausgewählt aus der Gruppe bestehend aus Tempern, Stauchen, Aufblasen, Ausziehen, Verschweißen und einer Kombination aus zwei oder mehr davon. Bevorzugt erfolgt die thermische Nachbehandlung ohne das Ziel des Materialabtrags.
Das Tempern erfolgt bevorzugt durch Erhitzen des Quarzglaskörpers in einem Ofen, bevorzugt auf eine Temperatur in einem Bereich von 900 bis 1300 °C, zum Beispiel in einem Bereich von 900 bis 1250°C oder von 1040 bis 1300°C, besonders bevorzugt in einem Bereich von 1000 bis 1050°C oder von 1200 bis 1300°C. Bevorzugt wird bei der thermischen Behandlung eine Temperatur von 1300°C nicht für einen zusammenhängenden Zeitraum von mehr als 1 h überschritten, besonders bevorzugt wird eine Temperatur von 1300°C während der gesamten thermischen Behandlungsdauer nicht überschritten. Das Tempern kann prinzipiell bei vermindertem Druck, bei Normaldruck oder bei erhöhtem Druck erfolgen, bevorzugt bei vermindertem Druck, besonders bevorzugt im Vakuum.
Das Stauchen erfolgt bevorzugt durch Erhitzen des Quarzglaskörpers, bevorzugt auf eine Temperatur von etwa 2100°C, und anschließendes Umformen während einer rotierenden Drehbewegung, bevorzugt mit einer Drehgeschwindigkeit von etwa 60 U/min. Beispielsweise kann ein Quarzglaskörper in Form einer Stange durch Stauchen zu einem Zylinder umgeformt werden.
Bevorzugt kann ein Quarzglaskörper durch Einblasen eines Gases in den Quarzglaskörper aufgeblasen werden. Zum Beispiel kann ein Quarzglaskörper durch Aufblasen zu einem Großrohr umgeformt werden. Bevorzugt wird dazu der Quarzglaskörper, bevorzugt auf eine Temperatur von etwa 2100°C, während eine rotierenden Drehbewegung, bevorzugt mit einer Drehgeschwindigkeit von etwa 60 U/min, ausgeführt wird, erhitzt und der Innenraum mit einem Gas gespült, bevorzugt bei einem definierten und geregelten Innendruck bis etwa 100 mbar. Unter einem Großrohr wird ein Rohr mit einem Außendurchmesser von mindestens 500 mm verstanden.
Ein Quarzglaskörper kann bevorzugt ausgezogen werden. Das Ausziehen erfolgt bevorzugt durch Erhitzen des Quarzglaskörpers, bevorzugt auf eine Temperatur von etwa 2100°C, und anschließendes Ziehen mit einer geregelten Ziehgeschwindigkeit auf den gewünschten Außendurchmesser des Quarzglaskörpers. Zum Beispiel können aus Quarzglaskörpern durch Ausziehen Lampenrohre geformt werden.
Bevorzugt wird der Quarzglaskörper mechanisch nachbehandelt. Unter mechanischem Nachbehandeln des Quarzglaskörpers wird prinzipiell jede Maßnahme verstanden, die dem Fachmann bekannt ist und geeignet erscheint, durch eine abrasive Maßnahme die Gestalt des Quarzglaskörpers zu verändern oder den Quarzglaskörper in mehrere Stücke zu teilen. Insbesondere beinhaltet das mechanische Nachbehandeln mindestens eine Maßnahme ausgewählt aus der Gruppe bestehend aus Schleifen, Bohren, Honen, Sägen, Wasserstrahlschneiden, Laserstrahlschneiden, Aufrauen durch Sandstrahlen, Fräsen und einer Kombination aus zwei oder mehr davon.
Bevorzugt wird der Quarzglaskörper mit einer Kombination dieser Maßnahmen, zum Beispiel mit einer Kombination aus einer chemischen und einer thermischen Nachbehandlung oder einer chemischen und einer mechanischen Nachbehandlung oder einer thermischen und einer mechanischen Nachbehandlung, besonders bevorzugt mit einer Kombination aus einer chemischen, einer thermischen und einer mechanischen Nachbehandlung behandelt. Weiterhin bevorzugt kann der Quarzglaskörper jeweils, unabhängig voneinander, mehreren der vorgenannten Maßnahmen unterworfen werden.
Gemäß einer weiteren Ausführungsform kann das Verfahren folgenden, optionalen Verfahrensschritt enthalten:
iv.) Bilden eines Hohlkörpers mit mindestens einer Öffnung aus dem Quarzglaskörper.
Der gebildete Hohlkörper weist eine innere und eine äußere Form auf. Unter innerer Form wird die Form des Innenrands des Hohlkörpers im Querschnitt verstanden. Die innere und äußere Form des Querschnitts des Hohlkörpers können gleich oder verschieden sein. Die innere und äußere Form des Hohlkörpers kann im Querschnitt rund, elliptisch oder polygon mit drei oder mehr Ecken, zum Beispiel 4, 5, 6, 7 oder 8 Ecken, sein.
Bevorzugt entspricht die äußere Form des Querschnitts der inneren Form des Querschnitts des Hohlkörpers. Besonders bevorzugt hat der Hohlkörper im Querschnitt eine runde innere und eine runde äußere Form.
In einer anderen Ausgestaltung kann sich der Hohlkörper in der inneren und äußeren Form unterscheiden. Bevorzugt weist der Hohlkörper im Querschnitt eine runde äußere Form und eine polygone innere Form auf. Besonders bevorzugt weist der Hohlkörper im Querschnitt eine runde äußere Form und eine hexagonale innere Form auf.
Bevorzugt hat der Hohlkörper eine Länge im Bereich von 100 bis 10000 mm, zum Beispiel von 1000 bis 4000 mm, besonders bevorzugt von 1200 bis 2000 mm.
Bevorzugt hat der Hohlkörper eine Wanddicke in einem Bereich von 0,8 bis 50 mm, zum Beispiel in einem Bereich von 1 bis 40 mm oder von 2 bis 30 mm oder von 3 bis 20 mm, besonders bevorzugt in einem Bereich von 4 bis 10 mm.
Bevorzugt hat der Hohlkörper einen Außendurchmesser 2,6 bis 400 mm, zum Beispiel in einem Bereich von 3,5 bis 450 mm, besonders bevorzugt in einem Bereich von 5 bis 300 mm.
Bevorzugt hat der Hohlkörper einen Innendurchmesser 1 bis 300 mm, zum Beispiel in einem Bereich von 5 bis 280 mm oder von 10 bis 200 mm, besonders bevorzugt in einem Bereich von 20 bis 100 mm.
Der Hohlkörper enthält eine oder mehr Öffnungen. Bevorzugt enthält der Hohlkörper eine Öffnung. Bevorzugt enthält der Hohlkörper eine gerade Zahl an Öffnungen, zum Beispiel 2, 4, 6, 8, 10, 12, 14, 16 18 oder 20 Öffnungen. Bevorzugt enthält der Hohlkörper zwei Öffnungen. Bevorzugt ist der Hohlkörper ein Rohr. Diese Form des Hohlkörpers ist besonders bevorzugt, wenn der Lichtleiter nur einen Kern beinhaltet. Der Hohlkörper kann mehr als zwei Öffnungen
enthalten. Die Öffnungen liegen bevorzugt jeweils paarweise gegenüberliegend in den Enden des Quarzglaskörpers. Zum Beispiel weist jedes Ende des Quarzglaskörpers 2, 3, 4, 5, 6, 7 oder mehr als 7 Öffnungen auf, besonders bevorzugt 5, 6 oder 7 Öffnungen. Bevorzugte Formen sind zum Beispiel Rohre, Zwillingsrohre, also Rohre mit zwei parallelen Kanälen, Vielkanalstäbe, also Rohre mit mehr als zwei parallelen Kanälen.
Der Hohlkörper kann prinzipiell auf allen dem Fachmann bekannten Wegen geformt werden. Bevorzugt wird der Hohlkörper mittels einer Düse geformt. Bevorzugt enthält die Düse in der Mitte ihrer Öffnung eine Vorrichtung, die die Glasschmelze beim Formen ableitet. So kann aus einer Glasschmelze ein Hohlkörper geformt werden.
Das Bilden eines Hohlkörpers kann durch Verwendung einer Düse und anschließende Nachbehandlung erfolgen. Als Nachbehandlung eignen sich prinzipiell alle dem Fachmann bekannten Verfahren zur Herstellung eines Hohlkörpers aus einem massiven Körper, zum Beispiel das Stauchen von Kanälen, Bohren, Honen oder Schleifen. Bevorzugt geeignet ist als Nachbehandlung das Führen des massiven Körpers über einen oder mehrere Dornen, wobei ein Hohlkörper gebildet wird. Ebenso kann der Dorn in den massiven Körper unter Bilden eines Hohlkörpers eingebracht werden. Bevorzugt wird der Hohlkörper nach dem Bilden abgekühlt.
Bevorzugt wird der Hohlkörper nach dem Bilden auf eine Temperatur von weniger als 500°C, zum Beispiel von weniger als 200°C oder weniger als 100°C oder weniger als 50°C, besonders bevorzugt auf eine Temperatur im Bereich von 20 bis 30°C abgekühlt.
Vorverdichten
Es ist prinzipiell möglich, das in Schritt i.) bereitgestellte Siliziumdioxidgranulat einem oder mehreren Vorbehandlungsschritten zu unterziehen, bevor es in Schritt ii.) bis zum Erhalt einer Glasschmelze erwärmt wird. Als Vorbehandlungsschritte kommen beispielsweise thermische oder mechanische Behandlungsschritte in Betracht. Zum Beispiel wird das Siliziumdioxidgranulat vor dem Erwärmen in Schritt ii.) verdichtet. Unter„Verdichten“ wird eine Verringerung der BET- Oberfläche und eine Verringerung des Porenvolumens verstanden.
Das Siliziumdioxidgranulat wird bevorzugt thermisch durch Erhitzen des Siliziumdioxidgranulats oder mechanisch durch Ausüben eines Drucks auf das Siliziumdioxidgranulat, beispielsweise Walzen oder Pressen des Siliziumdioxidgranulats, verdichtet. Bevorzugt wird das Siliziumdioxidgranulat durch Erhitzen verdichtet. Besonders bevorzugt erfolgt das Verdichten des
Siliziumdioxidgranulats durch Erhitzen mittels einer mit dem Schmelzofen verbundenen
Vorheizstrecke.
Bevorzugt wird das Siliziumdioxid durch Erhitzen bei einer Temperatur in einem Bereich von 800 bis 1400°C, zum Beispiel bei einer Temperatur in einem Bereich von 850 bis 1300°C, besonders bevorzugt bei einer Temperatur in einem Bereich von 900 bis 1200°C verdichtet.
In einer Ausführungsform des ersten Gegenstands wird die BET-Oberfläche des
Siliziumdioxidgranulats vor dem Erwärmen in Schritt ii.) nicht auf weniger als 5 m2/g verringert, bevorzugt nicht auf weniger als 7 m2/g oder nicht auf weniger als 10 m2/g, besonders bevorzugt nicht auf weniger als 15 m2/g. Es ist weiterhin bevorzugt, dass die BET-Oberfläche des Siliziumdioxidgranulats vor dem Erwärmen in Schritt ii.) gegenüber dem in Schritt i.) bereitgestellten Siliziumdioxidgranulat nicht verringert wird.
In einer Ausführungsform des ersten Gegenstands wird die BET-Oberfläche des
Siliziumdioxidgranulats auf weniger als 20 m2/g verringert, zum Beispiel auf weniger als 15m2/g, oder auf weniger als 10 m2/g, oder auf einen Bereich von mehr als 5 bis weniger als 20 m2/g oder von 7 bis 15 m2/g, besonders bevorzugt auf einen Bereich von 9 bis 12 m2/g. Bevorzugt wird die BET-Oberfläche des Siliziumdioxidgranulats vor dem Erwärmen in Schritt ii.) gegenüber dem in Schritt i.) bereitgestellten Siliziumdioxidgranulat um weniger als 40 m2/g verringert, zum Beispiel um 1 bis 20 m2/g oder um 2 bis 10 m2/g, besonders bevorzugt um 3 bis 8 m2/g, wobei die BET- Oberfläche nach dem Verdichten mehr als 5 m2/g beträgt.
Das verdichtete Siliziumdioxidgranulat weist bevorzugt mindestens eines, zum Beispiel mindestens zwei oder mindestens drei oder mindestens vier, besonders bevorzugt mindestens fünf der folgenden Merkmale auf:
A. eine BET-Oberfläche in einem Bereich von mehr als 5 bis weniger als 40 m2/g, zum Beispiel von 10 bis 30 m2/g, besonders bevorzugt auf einen Bereich von 15 bis 25 m2/g;
B. eine Partikelgröße D10 in einem Bereich von 100 bis 300 pm, besonders bevorzugt in einem Bereich von 120 bis 200 pm;
C. eine Partikelgröße D50 in einem Bereich von 150 bis 550 pm, besonders bevorzugt in einem Bereich von 200 bis 350 pm;
D. eine Partikelgröße D90 in einem Bereich von 300 bis 650 pm, besonders bevorzugt in einem Bereich von 400 bis 500 pm;
E. eine Schüttdichte in einem Bereich von 0,8 bis 1 ,6 g/cm3, besonders bevorzugt von 1 ,0 bis 1 ,4 g/c 3;
F. eine Stampfdichte in einem Bereich von 1 ,0 bis 1 ,4 g/cm3, besonders bevorzugt von 1 ,15 bis 1 ,35 g/cm3;
G. eine Menge von Kohlenstoff von weniger als 5 ppm, zum Beispiel von weniger als 4,5 ppm, besonders bevorzugt von weniger als 4 ppm;
H. einen Cl-Gehalt von weniger als 500 ppm, besonders bevorzugt von 1 ppb bis 200 ppm, wobei die ppm und ppb jeweils auf das Gesamtgewicht des verdichteten Siliziumdioxidgranulats bezogen sind.
Das verdichtete Siliziumdioxidgranulat weist bevorzugt die Merkmalskombination A./F./G. oder A./F./H. oder A./G./H. auf, besonders bevorzugt die Merkmalskombination A./F./G. /H.
Das verdichtete Siliziumdioxidgranulat weist bevorzugt die Merkmalskombination A./F./G. auf, wobei die BET-Oberfläche in einem Bereich von 10 bis 30 m2/g liegt, die Stampfdichte in einem Bereich von 1 ,15 bis 1 ,35 g/ml_ liegt und der Kohlenstoffgehalt weniger als 4 ppm beträgt.
Das verdichtete Siliziumdioxidgranulat weist bevorzugt die Merkmalskombination A./F./H. auf, wobei die BET-Oberfläche in einem Bereich von 10 bis 30 m2/g, die Stampfdichte in einem Bereich von 1 ,15 bis 1 ,35 g/ml_ und der Chlorgehalt in einem Bereich von 1 ppb bis 200 ppm liegt.
Das verdichtete Siliziumdioxidgranulat weist bevorzugt die Merkmalskombination A./G./H. auf, wobei die BET-Oberfläche in einem Bereich von 10 bis 30 m2/g liegt, der Kohlenstoffgehalt weniger als 4 ppm beträgt und der Chlorgehalt in einem Bereich von 1 ppb bis 200 ppm liegt.
Das verdichtete Siliziumdioxidgranulat weist bevorzugt die Merkmalskombination A./F./G./H. auf, wobei die BET-Oberfläche in einem Bereich von 10 bis 30 m2/g liegt, die Stampfdichte in einem Bereich von 1 ,15 bis 1 ,35 g/ml_ liegt, der Kohlenstoffgehalt weniger als 4 ppm beträgt und der Chlorgehalt in einem Bereich von 1 ppb bis 200 ppm liegt.
In einer Ausführungsform des ersten Gegenstands wird die Schmelzenergie über eine feste Oberfläche auf das Siliziumdioxidgranulat übertragen. Als Siliziumdioxidgranulat zum Beispiel das verdichtete Siliziumdioxidgranulat ausgewählt sein.
Als feste Oberfläche wird eine Oberfläche verstanden, die von der Oberfläche des Siliziumdioxidgranulats verschieden ist und die bei Temperaturen, auf die das Siliziumdioxidgranulat zum Schmelzen erhitzt wird, nicht schmilzt oder sich zersetzt. Geeignete Materialien der festen Oberfläche sind zum Beispiel die als Tiegelmaterialien geeigneten Materialien.
Die feste Oberfläche kann prinzipiell jede dem Fachmann bekannte und für diese Zwecke geeignete Oberfläche sein. Zum Beispiel kann als feste Oberfläche der Tiegel oder ein separates Bauteil, das nicht der Tiegel ist, verwendet werden.
Die feste Oberfläche kann prinzipiell auf allen dem Fachmann bekannten und für diese Zwecke geeigneten Wegen erhitzt werden, um die Schmelzenergie auf das Siliziumdioxidgranulat zu übertragen. Bevorzugt wird die feste Oberfläche durch resistive Beheizung oder Induktionsheizung erhitzt. Bei induktiver Heizung wird die Energie direkt durch Spulen in die feste Oberfläche eingekoppelt und von dort an deren Innenseite abgegeben. Bei resistiver Heizung wird die feste Oberfläche von außen erwärmt und gibt die Energie von dort an deren Innenseite ab. Dabei ist ein Heizraumgas mit niedrigerer Wärmekapazität, beispielsweise eine Argonatmosphäre oder eine argonhaltige Atmosphäre, vorteilhaft. Zum Beispiel kann die feste Oberfläche elektrisch oder auch durch Befeuern der festen Oberfläche mit einer Flamme von außen erhitzt werden. Bevorzugt wird die feste Oberfläche auf eine Temperatur erhitzt, die eine zum Schmelzen des Siliziumdioxidgranulats ausreichende Energiemenge auf das Siliziumdioxidgranulat und/oder bereits zum Teil geschmolzenes Siliziumdioxidgranulat übertragen kann.
Gemäß einer Ausführungsform der vorliegenden Erfindung erfolgt der Energieeintrag in den Tiegel nicht durch ein Erwärmen des Tiegels, oder eines darin vorliegenden Schmelzguts, oder beidem, mittels einer Flamme, wie zum Beispiel einer in den Tiegel oder auf den Tiegel gerichteten Brennerflamme.
Wird als feste Oberfläche ein separates Bauteil verwendet, kann dieses in beliebiger Weise mit dem Siliziumdioxidgranulat in Kontakt gebracht werden, zum Beispiel durch Auflegen des Bauteils auf das Siliziumdioxidgranulat oder durch Einführen des Bauteils zwischen die Granulen des Siliziumdioxidgranulats oder durch Unterschieben des Bauteils zwischen Tiegel und Siliziumdioxidgranulat oder durch eine Kombination von zwei oder mehr davon. Das Bauteil kann vor oder während oder vor und während des Übertragens der Schmelzenergie erhitzt werden.
Bevorzugt wird die Schmelzenergie über die Tiegelinnenseite auf das Siliziumdioxidgranulat übertragen. Dabei wird der Tiegel soweit erhitzt, dass das Siliziumdioxidgranulat schmilzt. Der Tiegel wird bevorzugt resistiv oder induktiv erhitzt. Die Wärme wird von der Außenseite auf die Innenseite des Tiegels übertragen. Die feste Oberfläche der Tiegelinnenseite überträgt die Schmelzenergie auf das Siliziumdioxidgranulat.
Gemäß einer weiteren Ausführungsform der vorliegenden Erfindung wird die Schmelzenergie auf das Siliziumdioxidgranulat nicht über einen Gasraum auf das Siliziumdioxidgranulat übertragen. Weiter bevorzugt wird die Schmelzenergie auf das Siliziumdioxidgranulat nicht durch Befeuern des Siliziumdioxidgranulats mit einer Flamme übertragen. Beispiele für diese ausgeschlossenen Energieübertragungswege sind Richten von einer oder mehreren Brennerflammen von oben in den Schmelztiegel, oder auf das Siliziumdioxid, oder beides.
Ein fünfter Gegenstand der Erfindung ist Ein Quarzglaskörper erhältlich nach dem im vierten Gegenstand beschriebenen Verfahren. Dementsprechend bevorzugt ist auch ein Verfahren zum Herstellen eines Quarzglaskörpers, wobei zunächst ein Verfahren gemäß des ersten Gegenstands der Erfindung, insbesondere die Schritte (i) bis (v) durchgeführt werden, daraus ein Siliziumdioxidgranulat gebildet wird. Aus diesem wird dann eine Glasschmelze, und schließlich ein Quarzglaskörper gebildet, wie bereits zuvor beschrieben.
In einer Ausführungsform weist der Quarzglaskörper mindestens aufweisend eines, bevorzugt zwei oder mehrere bis zu alle der folgenden Merkmale auf:
A] einen Chlorgehalt von weniger als 1 ppm;
B] einen Aluminiumgehalt von weniger als 200 ppb;
C] einen Gehalt an Atomen, die von Si, O, H, C verschieden sind, von weniger als 5 ppm;
D] eine Viskosität (p=1013 hPa) in einem Bereich von logio (h (1250°C) / dPas) = 1 1 ,4 bis log™ (P (1250°C) / dPas) = 12,9, oder log10 (h (1300°C) / dPas) = 11 , 1 bis log10 (h (1300°C) / dPas) = 12,2, oder log10 (h (1350°C) / dPas) = 10,5 bis log10 (h (1350°C) / dPas) = 11 ,5;
E] eine Brechzahlhomogenität von weniger als 10 4;
F] eine zylindrische Form;
G] einen Wolframgehalt von weniger als 5 ppm;
H] einen Molybdängehalt von weniger als 5 ppm;
wobei die ppb und ppm jeweils auf das Gesamtgewicht des Quarzglaskörpers bezogen sind.
Ein sechster Gegenstand der vorliegenden Erfindung ist ein Verfahren zum Herstellen eines Lichtleiters beinhaltend folgende Schritte:
AI Bereitstellen eines Quarzglaskörpers gemäß dem fünften Gegenstand der Erfindung, oder einer seiner Ausführungsformen, oder eines nach dem Verfahren gemäß des vierten Gegenstands erhältlichen Quarzglaskörpers;
wobei der Quarzglaskörper zunächst zu einem Hohlkörper mit mindestens einer Öffnung verarbeitet wird;
B/ Einbringen eines oder mehrerer Kernstäbe in den Quarzglaskörper durch die mindestens eine Öffnung unter Erhalt eines Vorläufers;
C/ Ziehen des Vorläufers aus Schritt B/ in der Wärme unter Erhalt eines Lichtleiters mit einem oder mehreren Kernen und einer Hülle M1.
Schritt A /
Der in Schritt A / bereitgestellte Quarzglaskörper ist bevorzugt gekennzeichnet durch die Merkmale gemäß des vierten und/oder fünften Gegenstands der Erfindung. Weiterhin kann der Quarzglaskörper durch ein Umformverfahren zu einem Hohlkörper mit mindestens einer Öffnung geformt worden sein. Besonders bevorzugt weist der so erhältliche Quarzglaskörper die Merkmale gemäß des fünften Gegenstands auf.
Schritt B/
Durch die mindestens eine Öffnung des Quarzglaskörpers werden ein oder mehrere Kernstäbe eingebracht (Schritt B/). Als Kernstab wird im Zusammenhang mit der vorliegenden Erfindung ein Gegenstand bezeichnet, der vorgesehen ist, in eine Hülle, zum Beispiel eine Hülle M1 , eingebracht und zu einem Lichtleiter verarbeitet zu werden. Der Kernstab hat einen Kern aus Quarzglas. Bevorzugt beinhaltet der Kernstab einen Kern aus Quarzglas und eine den Kern umgebende erste Mantelschicht MO.
Jeder Kernstab besitzt eine Form, die so gewählt ist, dass sie in den Quarzglaskörper passt. Bevorzugt entspricht die äußere Form eines Kernstabs der Form einer Öffnung des
Quarzglaskörpers. Besonders bevorzugt ist der Quarzglaskörper ein Rohr und der Kernstab ein Stab mit einem runden Querschnitt.
Der Durchmesser des Kernstabs ist geringer als der Innendurchmesser des Hohlkörpers. Bevorzugt ist der Durchmesser des Kernstabs 0,1 bis 3 mm kleiner als der Innendurchmesser des Hohlkörpers, zum Beispiel 0,3 bis 2,5 mm kleiner oder 0,5 bis 2 mm kleiner oder 0,7 bis 1 ,5 mm kleiner, besonders bevorzugt 0,8 bis 1 ,2 mm kleiner.
Bevorzugt liegt das Verhältnis des Innendurchmessers des Quarzglaskörpers zum Durchmesser des Kernstabs im Bereich von 2: 1 bis 1 ,0001 :1 , zum Beispiel im Bereich von 1 ,8:1 bis 1 ,01 : 1 oder im Bereich von 1 ,6:1 bis 1 ,005: 1 oder im Bereich von 1 ,4: 1 bis 1 ,01 : 1 , besonders bevorzugt im Bereich von 1 ,2: 1 bis 1 ,05:1.
Bevorzugt kann ein Bereich innerhalb des Quarzglaskörpers, der nicht durch den Kernstab ausgefüllt ist, mit mindestens einer weiteren Komponente gefüllt werden, zum Beispiel einem Siliziumdioxidpulver oder einem Siliziumdioxidgranulat.
Es ist ebenso möglich, dass in einen Quarzglaskörper ein sich bereits in mindestens einem weiteren Quarzglaskörper befindlicher Kernstab eingeführt wird. Der weitere Quarzglaskörper hat dabei einen Außendurchmesser, der geringer als der Innendurchmesser des Quarzglaskörpers ist. Der in den Quarzglaskörper eingeführte Kernstab kann sich auch bereits in zwei oder mehr weiteren Quarzglaskörpern, zum Beispiel in 3 oder 4 oder 5 oder 6 oder mehr weiteren Quarzglaskörpern befinden.
Ein so erhältlicher mit einem oder mehreren Kernstäben versehener Quarzglaskörper wird im Folgenden als„Vorläufer“ bezeichnet.
Schritt C/
Der Vorläufer wird in der Wärme gezogen (Schritt e/). Das so erhaltene Produkt ist ein Lichtleiter mit einem oder mehreren Kernen und mindestens einer Hülle M1.
Bevorzugt erfolgt das Ziehen des Vorläufers mit einer Geschwindigkeit im Bereich von 1 bis 100 m/h, zum Beispiel mit einer Geschwindigkeit im Bereich von 2 bis 50 m/h oder von 3 bis 30 m/h. Besonders bevorzugt erfolgt das Ziehen des Quarzglaskörpers mit einer Geschwindigkeit im Bereich von 5 bis 25 m/h.
Bevorzugt wird das Ziehen in der Wärme bei einer Temperatur von bis zu 2500°C durchgeführt, zum Beispiel bei einer Temperatur im Bereich von 1700 bis 2400°C besonders bevorzugt bei einer Temperatur im Bereich von 2100 bis 2300°C.
Bevorzugt wird der Vorläufer durch einen Ofen geführt, der den Vorläufer von außen erhitzt.
Bevorzugt wird der Vorläufer verlängert, bis die gewünschte Dicke des Lichtleiters erreicht wird. Bevorzugt wird der Vorläufer auf die 1.000 bis 6.000.000 fache Länge elongiert, zum Beispiel auf die 10.000 bis 500.000 fache Länge oder auf die 30.000 bis 200.000 fache Länge, jeweils bezogen auf die Länge des in Schritt AI bereitgestellten Quarzglaskörper. Besonders bevorzugt wird der Vorläufer auf die 100.000 bis 10.000.000 fache Länge elongiert, zum Beispiel auf die 150.000 bis 5.800.000 fache Länge oder auf die 160.000 bis 640.000 fache Länge oder auf die 1.440.000 bis 5.760.000 fache Länge oder auf die 1.440.000 bis 2.560.000 fache Länge, jeweils bezogen auf die Länge des in Schritt AI bereitgestellten Quarzglaskörpers.
Bevorzugt wird der Durchmesser des Vorläufers durch das Elongieren um einen Faktor in einem Bereich von 100 bis 3.500 verringert, zum Beispiel in einem Bereich von 300 bis 3.000 oder von 400 bis 800 oder von 1.200 bis 2.400 oder von 1.200 bis 1.600 jeweils bezogen auf den Durchmesser des in Schritt AI bereitgestellten Quarzglaskörpers.
Der Lichtleiter, auch als Lichtwellenleiter bezeichnet, kann jedes Material beinhalten, das dazu geeignet ist elektromagnetische Strahlung, insbesondere Licht, zu leiten oder zu führen.
Unter Leiten oder Führen von Strahlung wird die Ausdehnung der Strahlung über die Längsausdehnung des Lichtleiters ohne wesentliche Behinderung oder Dämpfung der Intensität der Strahlung bezeichnet. Dabei wird die Strahlung über ein Ende des Lichtleiters in den Leiter eingekoppelt. Bevorzugt leitet der Lichtleiter elektromagnetische Strahlung in einem Wellenlängenbereich von 170 bis 5000 nm. Bevorzugt liegt die Dämpfung der Strahlung durch den Lichtleiter in dem jeweiligen Wellenlängenbereich in einem Bereich von 0, 1 bis 10 dB/km. Bevorzugt weist der Lichtleiter eine Übertragungsrate von bis zu 50 Tbit/s auf.
Der Lichtleiter weist bevorzugt einen Curl-Parameter von mehr als 6 m auf. Unter dem Curl- Parameter wird gemäß vorliegendem Kontext der Biegeradius einer Faser, z.B. eines Lichtleiters
oder einer Hülle M1 , verstanden, der sich bei einer frei beweglichen Faser ohne äußere Krafteinwirkung einstellt.
Der Lichtleiter ist bevorzugt biegbar ausgestaltet. Biegbar im Sinne der Erfindung bedeutet, dass der Lichtleiter durch einen Biegeradius von 20 mm oder weniger gekennzeichnet, zum Beispiel von 10 mm oder weniger, besonders bevorzugt weniger als 5 mm oder weniger. Unter einem Biegeradius wird der engste Radius bezeichnet, der geformt werden kann, ohne einen Bruch des Lichtleiters zu bewirken und ohne Beeinträchtigung der Fähigkeit des Lichtleiters Strahlung zu leiten. Eine Beeinträchtigung liegt bei einer Dämpfung des durch eine Biegung des Lichtleiters durchgeleiteten Lichts um mehr als 0,1 dB vor. Die Dämpfung wird bevorzugt bei einer Referenzwellenlänge von 1550 nm angegeben.
Bevorzugt besteht der Quarz aus Siliziumdioxid mit weniger als 1 Gew.-% anderer Substanzen, zum Beispiel mit weniger als 0,5 Gew.-% anderer Substanzen, besonders bevorzugt mit weniger als 0,3 Gew.-% anderer Substanzen, jeweils bezogen auf das Gesamtgewicht des Quarz. Weiter bevorzugt beinhaltet der Quarz mindestens 99 Gew.-% Siliziumdioxid, bezogen auf das Gesamtgewicht des Quarz.
Der Lichtleiter weist bevorzugt eine längliche Form auf. Der Lichtleiter wird in seiner Form durch seine Längsausdehnung L und seinem Querschnitt Q definiert. Der Lichtleiter weist bevorzugt eine runde Außenwand entlang seiner Längsausdehnung L auf. Ein Querschnitt Q des Lichtleiters wird immer in einer Ebene bestimmt, die senkrecht zu der Außenwand des Lichtleiters steht. Ist der Lichtleiter in der Längsausdehnung L gekrümmt, so wird der Querschnitt Q senkrecht zur Tangente an einem Punkt auf der Lichtleiter Außenwand ermittelt. Der Lichtleiter weist bevorzugt einen Durchmesser di. in einem Bereich von 0,04 bis 1 ,5 mm auf. Der Lichtleiter weist bevorzugt eine Länge in einem Bereich von 1 m bis 100 km auf.
Der Lichtleiter kann einen oder mehrere Kerne aufweisen, zum Beispiel einen Kern oder zwei Kerne oder drei Kerne oder vier Kerne oder fünf Kerne oder sechs Kerne oder sieben Kerne oder mehr als sieben Kerne, besonders bevorzugt einen Kern. Bevorzugt werden mehr als 90 %, zum Beispiel mehr als 95 %, besonders bevorzugt mehr als 98 % der elektromagnetischen Strahlung, die durch den Lichtleiter geleitet werden, in den Kernen geführt. Für den Transport von Licht in den Kernen gelten die als bevorzugt genannten Wellenlängenbereiche, die bereits für den Lichtleiter angegeben wurden. Bevorzugt ist das Material der Kerne ausgewählt aus der Gruppe bestehend aus Glas oder Quarzglas, oder einer Kombination der beiden, besonders bevorzugt
Quarzglas. Die Kerne können unabhängig voneinander aus dem gleichen Material oder aus unterschiedlichen Materialien bestehen. Bevorzugt bestehen alle Kerne aus dem gleichen Material, besonders bevorzugt aus Quarzglas.
Jeder Kern weist einen, bevorzugt runden, Querschnitt QK auf und hat eine längliche Form mit der Länge LK. Der Querschnitt QK eines Kerns ist unabhängig von dem Querschnitt QK jedes weiteren Kerns. Die Querschnitte QK der Kerne können gleich oder verschieden sein. Bevorzugt sind die Querschnitte QK aller Kerne gleich. Ein Querschnitt QK eines Kerns wird immer in einer Ebene bestimmt, die senkrecht zu der Außenwand des Kerns bzw. der Lichtleiter Außenwand steht. Ist ein Kern in der Längsausdehnung gekrümmt, so wird der Querschnitt QK senkrecht zur Tangente an einem Punkt auf der Außenwand dieses Kerns ermittelt. Die Länge LK eines Kerns ist unabhängig von der Länge LK jedes weiteren Kerns. Die Längen LK der Kerne können gleich oder verschieden sein. Bevorzugt sind die Längen LK aller Kerne gleich. Jeder Kern weist bevorzugt eine Länge LK in einem Bereich von 1 m bis 100 km auf. Jeder Kern weist einen Durchmesser dK auf. Der Durchmesser dK eines Kerns ist unabhängig von dem Durchmesser dK jedes weiteren Kerns. Die Durchmesser dK der Kerne können gleich oder verschieden sein. Bevorzugt sind die Durchmesser dK aller Kerne gleich. Bevorzugt liegt der Durchmesser dK jedes Kerns in einem Bereich von 0, 1 bis 1000 pm, zum Beispiel von 0,2 bis 100 pm oder von 0,5 bis 50 pm, besonders bevorzugt von 1 bis 30 pm auf.
Jeder Kern weist mindestens einen Brechungsindexverlauf senkrecht zur maximalen Kernausdehnung auf.„Brechungsindexverlauf“ bedeutet, dass der Brechungsindex senkrecht zur maximalen Kernausdehnung konstant ist oder sich verändert. Der bevorzugte Brechungsindexverlauf entspricht einem konzentrischen Brechungsindexprofil, zum Beispiel einem konzentrischen Brechungsindexprofil, bei dem sich ein erster Bereich mit dem maximalen Brechungsindex im Zentrum des Kerns befindet, dem sich ein weiterer Bereich mit einem niedrigeren Brechungsindex anschließt. Bevorzugt weist jeder Kern nur einen Brechungsindexverlauf über seine Länge LK auf. Der Brechungsindexverlauf eines Kerns ist unabhängig von dem Brechungsindexverlauf jedes weiteren Kerns. Die Brechungsindexverläufe der Kerne können gleich oder verschieden sein. Bevorzugt sind die Brechungsindexverläufe aller Kerne gleich. Es ist prinzipiell auch möglich, dass ein Kern eine Vielzahl verschiedener Brechungsindexverläufe aufweist.
Jeder Brechungsindexverlauf senkrecht zur maximalen Kernausdehnung weist einen maximalen Brechungsindex hk auf. Jeder Brechungsindexverlauf senkrecht zur maximalen Kernausdehnung
kann zudem weitere niedrigere Brechungsindices aufweisen. Der niedrigste Brechungsindex des Brechungsindexverlaufs ist bevorzugt nicht um mehr als 0,5 geringer als der maximale Brechungsindex hk des Brechungsindexverlaufs. Der niedrigste Brechungsindex des Brechungsindexverlaufs ist bevorzugt um 0,0001 bis 0,15, zum Beispiel um 0,0002 bis 0, 1 , besonders bevorzugt um 0,0003 bis 0,05 geringer als der maximale Brechungsindex hk des Brechungsindexverlaufs.
Bevorzugt weist der Kern einen Brechungsindex hk in einem Bereich von 1 ,40 bis 1 ,60, zum Beispiel in einem Bereich von 1 ,41 bis 1 ,59, besonders bevorzugt in einem Bereich von 1 ,42 bis 1 ,58 auf, jeweils ermittelt bei einer Referenzwellenlänge von lG = 589 nm (Natrium D-Linie), bei einer Temperatur von 20°C und bei Normaldruck (p = 1013 hPa). Weitere Angaben hierzu siehe Abschnitt Testmethoden. Der Brechungsindex hk eines Kerns ist unabhängig von dem Brechungsindex hk jedes weiteren Kerns. Die Brechungsindices hk der Kerne können gleich oder verschieden sein. Bevorzugt sind die Brechungsindices hk aller Kerne gleich.
Bevorzugt weist jeder Kern des Lichtleiters eine Dichte in einem Bereich von 1 ,9 bis 2,5 g/cm3, zum Beispiel in einem Bereich von 2,0 bis 2,4 g/cm3, besonders bevorzugt in einem Bereich von 2, 1 bis 2,3 g/cm3 auf. Bevorzugt weisen die Kerne eine Restfeuchte von weniger als 100 ppb auf, zum Beispiel von weniger als 20 ppb oder von weniger als 5 ppb, besonders bevorzugt von weniger als 1 ppb, jeweils bezogen auf das Gesamtgewicht des Kerns. Die Dichte eines Kerns ist unabhängig von der Dichte jedes weiteren Kerns. Die Dichten der Kerne können gleich oder verschieden sein. Bevorzugt sind die Dichten aller Kerne gleich.
Beinhaltet ein Lichtleiter mehr als einen Kern, ist jeder Kern unabhängig von den weiteren Kernen durch die oben stehenden Merkmale gekennzeichnet. Es ist bevorzugt, dass alle Kerne die gleichen Merkmale aufweisen.
Die Kerne sind erfindungsgemäß von mindestens einer Hülle M1 umgeben. Die Hülle M1 umgibt die Kerne bevorzugt über die gesamte Länge der Kerne. Bevorzugt umgibt die Hülle M1 die Kerne zu mindestens 95 %, zum Beispiel zu mindestens 98 % oder zu mindestens 99 %, besonders bevorzugt zu 100 % der Außenoberfläche, also der gesamten Außenwand, der Kerne. Oftmals sind die Kerne bis auf die Enden (jeweils die letzten 1-5 cm) vollständig von der Hülle M1 umgeben. Dies dient dem Schutz der Kerne vor mechanischer Beeinträchtigung.
Die Hülle M1 kann jedes Material, beinhaltend Siliziumdioxid, beinhalten, das einen niedrigeren Brechungsindex aufweist als mindestens ein Punkt P im Verlauf des Querschnitts QK des Kerns. Bevorzugt ist dieser mindestens eine Punkt im Verlauf des Querschnitts QK des Kerns, der Punkt, der im Zentrum des Kerns liegt. Weiterhin bevorzugt ist der Punkt P im Verlauf des Querschnitts QK des Kerns der Punkt, der ein Maximum des Brechungsindexes riKmax im Kern aufweist. Bevorzugt weist die Hülle M1 einen Brechungsindex PMI auf, der mindestens 0,0001 geringer ist als der Brechungsindex des Kerns hk an dem mindestens einen Punkt im Verlauf des Querschnitts Q des Kerns. Bevorzugt weist die Hülle M1 einen Brechungsindex PMI auf, der in einem Bereich von 0,0001 bis 0,5, zum Beispiel in einem Bereich von 0,0002 bis 0,4, besonders bevorzugt in einem Bereich von 0,0003 bis 0,3 geringer ist als der Brechungsindex des Kerns Pk·
Die Hülle M1 weist bevorzugt einen Brechungsindex PMI in einem Bereich von 0,9 bis 1 ,599, zum Beispiel in einem Bereich von 1 ,30 bis 1 ,59, besonders bevorzugt in einem Bereich von 1 ,40 bis 1 ,57 auf. Bevorzugt bildet die Hülle M1 einen Bereich des Lichtleiters mit einem konstanten Brechungsindex nun. Unter einem Bereich mit konstantem Brechungsindex wird ein Bereich verstanden in dem der Brechungsindex nicht mehr als 0,0001 von dem Mittelwert des Brechungsindex PMI in diesem Bereich abweicht.
Prinzipiell kann der Lichtleiter weitere Hüllen beinhalten. Besonders bevorzugt weist zumindest eine der weiteren Hüllen, bevorzugt mehrere oder alle, einen Brechungsindex auf, der niedriger ist als der Brechungsindex hk jedes Kerns. Bevorzugt weist der Lichtleiter eine oder zwei oder drei oder vier oder mehr als vier weitere Hüllen auf, die die Hülle M1 umgeben. Bevorzugt weisen die die Hülle M1 umgebenden weiteren Hüllen einen Brechungsindex auf, der niedriger ist als der Brechungsindex PMI der Hülle M1.
Bevorzugt weist der Lichtleiter eine oder zwei oder drei oder vier oder mehr als vier weitere Hüllen auf, die die Kerne umgeben und von der Hülle M1 umgeben sind, also zwischen den Kernen und der Hülle M1 liegen. Weiterhin bevorzugt weisen die zwischen den Kernen und der Hülle M1 liegenden weiteren Hüllen einen Brechungsindex auf, der höher ist als der Brechungsindex PMI der Hülle M1.
Bevorzugt nimmt der Brechungsindex vom Kern des Lichtleiters zur äußersten Hülle hin ab. Die Abnahme des Brechungsindexes vom Kern zur äußersten Hülle kann in Stufen oder stetig verlaufen. Die Abnahme des Brechungsindex kann verschiedene Abschnitte aufweisen. Weiter bevorzugt kann der Brechungsindex in mindestens einem Abschnitt stufenweise und in
mindestens einem anderen Abschnitt stetig abnehmen. Die Stufen können gleich oder verschieden hoch sein. Es ist durchaus möglich, zwischen Abschnitten mit abnehmendem Brechungsindex Abschnitte mit steigendem Brechungsindex vorzusehen.
Die unterschiedlichen Brechungsindices der verschiedenen Hüllen können beispielsweise durch Dotierung der Hülle M1 , der weiteren Hüllen und/oder der Kerne eingestellt werden.
Je nach Art der Herstellung eines Kerns kann ein Kern bereits nach seiner Herstellung eine erste Mantelschicht MO aufweisen. Diese dem Kern unmittelbar benachbarte Mantelschicht MO wird manchmal auch als integrale Mantelschicht bezeichnet. Die Mantelschicht MO liegt dem Kernmittelpunkt näher als die Hülle M1 und, wenn enthalten, die weiteren Hüllen. Die Mantelschicht MO dient in der Regel nicht der Lichtleitung bzw. Strahlungsleitung. Vielmehr trägt die Mantelschicht MO dazu bei, dass die Strahlung innerhalb des Kerns verbleibt und dort transportiert wird. Die im Kern geleitete Strahlung wird also bevorzugt am Übergang vom Kern in die Mantelschicht MO reflektiert. Dieser Übergang von dem Kern zur Mantelschicht MO ist bevorzugt durch eine Brechungsindexänderung gekennzeichnet. Der Brechungsindex der Mantelschicht MO ist bevorzugt kleiner als der Brechungsindex hk des Kerns. Bevorzugt beinhaltet die Mantelschicht MO das gleiche Material wie der Kern, weist jedoch aufgrund einer Dotierung oder von Additiven einen geringeren Brechungsindex als der Kern auf.
Bevorzugt besteht zumindest die Hülle M1 aus Siliziumdioxid und weist mindestens eines, bevorzugt mehrere oder alle der folgenden Merkmale auf:
a) einen OH-Gehalt von weniger als 5 ppm, besonders bevorzugt von weniger als 1 ppm;
b) einen Chlorgehalt von weniger als 200 ppm, bevorzugt von weniger als 100 ppm, zum Beispiel von weniger als 80 ppm, besonders bevorzugt von weniger als 60 ppm; c) einen Aluminiumgehalt von weniger als 200 ppb, bevorzugt von weniger als 100 ppb, zum Beispiel von weniger als 80 ppb, besonders bevorzugt von weniger als 60 ppb; d) einen ODC-Anteil von weniger als 5- 1015 /cm3, zum Beispiel in einem Bereich von 0, 1 1015 bis 3- 1015 /cm3, besonders bevorzugt in einem Bereich von 0,5- 1015 bis 2,0- 1015 /cm3;
e) einen Metallgehalt von Metallen, die von Aluminium verschieden sind, von weniger als 1 ppm, zum Beispiel von weniger als 0,5 ppm, besonders bevorzugt von weniger als 0,1 ppm;
f) eine Viskosität (p=1013 hPa) in einem Bereich von logio (h (1250°C) / dPas) = 11 ,4 bis logio (P (1250°C) / dPas) = 12,9 und/oder log10 (h (1300°C) / dPas) = 1 1 ,1 bis log10 (h (1300°C) / dPas) = 12,2 und/oder logio (h (1350°C) / dPas) = 10,5 bis logio (h (1350°C) / dPas) = 11 ,5;
g) einen Curl-Parameter von mehr als 6 m;
h) eine Brechzahlhomogenität von weniger als 1 - 10 4;
i) einen Transformationspunkt Tg in einem Bereich von 1150 bis 1250°C, besonders bevorzugt in einem Bereich von 1 180 bis 1220°C,
wobei die ppb und ppm jeweils bezogen sind auf das Gesamtgewicht der Hülle M1.
Bevorzugt weist die Hülle eine Brechzahlhomogenität von weniger als T 10 4 auf. Die Brechzahlhomogenität bezeichnet die maximale Abweichung des Brechungsindex an jeder Stelle einer Probe, beispielsweise einer Hülle M1 oder eines Quarzglaskörpers, bezogen auf den Mittelwert aller an der Probe ermittelten Brechungsindices. Zur Bestimmung des Mittelwerts wird der Brechungsindex an mindestens sieben Messpunkten ermittelt.
Bevorzugt weist die Hülle M1 einen Metallgehalt an von Aluminium verschiedenen Metallen von weniger als 1000 ppb, zum Beispiel von weniger als 500 ppb, besonders bevorzugt von weniger als 100 ppb, jeweils bezogen auf das Gesamtgewicht der Hülle M1 , auf. Oftmals weist die Hülle M1 jedoch einen Gehalt an von Aluminium verschiedenen Metallen in einer Menge von mindestens 1 ppb auf. Solche Metalle sind beispielsweise Natrium, Lithium, Kalium, Magnesium, Calcium, Strontium, Germanium, Kupfer, Molybdän, Titan, Eisen und Chrom. Diese können zum Beispiel als Element, als Ion, oder als Teil eines Moleküls oder eines Ions oder eines Komplexes vorliegen.
Die Hülle M1 kann weitere Bestandteile beinhalten. Bevorzugt beinhaltet die Hülle M1 weniger als 5 ppm, zum Beispiel weniger als 45 ppm, besonders bevorzugt weniger als 4 ppm weiteren Bestandteilen wobei die ppm jeweils bezogen sind auf das Gesamtgewicht der Hülle M1 sind. Als weitere Bestandteile kommen zum Beispiel Kohlenstoff, Fluor, Jod, Brom und Phosphor in Betracht. Diese können zum Beispiel als Element, als Ion, oder als Teil eines Moleküls oder eines Ions oder eines Komplexes vorliegen. Oftmals weist die Hülle M1 jedoch einen Gehalt an Atomen, die von Si, O, H, C, CI verschieden sind, in einer Menge von mindestens 1 ppb auf.
Bevorzugt beinhaltet die Hülle M1 Kohlenstoff zu weniger als 5 ppm, zum Beispiel zu weniger als 4 ppm oder zu weniger als 3 ppm, besonders bevorzugt zu weniger als 2 ppm, jeweils bezogen
auf das Gesamtgewicht der Hülle M1. Oftmals weist die Hülle M1 jedoch einen Gehalt an Kohlenstoff in einer Menge von mindestens 1 ppb auf.
Bevorzugt weist die Hülle M1 eine homogen verteilte OH-Menge, Cl-Menge oder Al-Menge auf.
In einer Ausführungsform des Lichtleiters weist die Hülle M1 einen Gewichtsanteil von mindestens 80 Gew.-%. zum Beispiel mindestens 85 Gew.-%, besonders bevorzugt mindestens 90 Gew.-%, jeweils bezogen auf das Gesamtgewicht der Hülle M1 und der Kerne, auf. Bevorzugt weist die Hülle M1 einen Gewichtsanteil von mindestens 80 Gew.-%. zum Beispiel mindestens 85 Gew.-%, besonders bevorzugt mindestens 90 Gew.-%, jeweils bezogen auf das Gesamtgewicht der Hülle M1 , der Kerne und der zwischen der Hülle M1 und der Kerne liegenden weiteren Hüllen, auf. Bevorzugt weist die Hülle M1 einen Gewichtsanteil von mindestens 80 Gew.- %. zum Beispiel mindestens 85 Gew.-%, besonders bevorzugt mindestens 90 Gew.-%, jeweils bezogen auf das Gesamtgewicht des Lichtleiters auf.
Bevorzugt weist die Hülle M1 eine Dichte in einem Bereich von 2,1 bis 2,3 g/cm3, besonders bevorzugt in einem Bereich von 2,18 bis 2,22 g/cm3 auf.
Ein weiterer Aspekt betrifft einen Lichtleiter, erhältlich durch ein Verfahren beinhaltend folgende Schritte:
AI Bereitstellen eines Quarzglaskörpers gemäß des fünften Gegenstands der Erfindung, oder eines nach dem Verfahren gemäß des vierten Gegenstands erhältlichen Quarzglaskörpers, wobei der Quarzglaskörper zunächst zu einem Hohlkörper mit mindestens einer Öffnung verarbeitet wird;
B/ Einbringen eines oder mehrerer Kernstäbe in den Quarzglaskörper durch die mindestens eine Öffnung unter Erhalt eines Vorläufers;
C/ Ziehen des Vorläufers aus Schritt B/ in der Wärme unter Erhalt eines Lichtleiters mit einem oder mehreren Kernen und einer Hülle M1.
Die Schritte A/, B/ und C/ sind bevorzugt gekennzeichnet durch die im Rahmen des vierten Gegenstands beschriebene Merkmale.
Der Lichtleiter ist bevorzugt gekennzeichnet durch die im Rahmen des sechsten Gegenstands beschriebene Merkmale.
Ein siebter Gegenstand der vorliegenden Erfindung betrifft ein Verfahren zum Herstellen eines Leuchtmittels beinhaltend folgende Schritte:
(i) Bereitstellen eines Quarzglaskörpers gemäß des fünften Gegenstands der Erfindung,
, oder eines nach dem Verfahren gemäß des vierten Gegenstands erhältlichen Quarzglaskörpers, wobei der Quarzglaskörper zunächst zu einem Hohlkörper verarbeitet wird;
(ii) gegebenenfalls Bestücken des Hohlkörpers mit Elektroden;
(iii) Füllen des Hohlkörpers mit einem Gas.
Schritt (i)
In Schritt (i) wird ein Quarzglaskörper bereitgestellt. Der in Schritt (i) bereitgestellte Quarzglaskörper wir zunächst zu einem Hohlkörper beinhaltend mindestens eine Öffnung verarbeitet, zum Beispiel eine Öffnung oder zwei Öffnungen oder drei Öffnungen oder vier Öffnungen, besonders bevorzugt eine Öffnung oder zwei Öffnungen.
Bevorzugt wird für den Schritt (i) ein Quarzglaskörper erhältlich nach einem Verfahren gemäß des fünften Gegenstands bereitgestellt, oder nach einem Verfahren gemäß dem vierten Gegenstand erhalten. Bevorzugt weist der Quarzglaskörper die im Rahmen des vierten oder fünften Gegenstands beschriebenen Merkmale auf.
Zur Verarbeitung eines Quarzglaskörpers gemäß dem siebten Gegenstand zu einem Hohlkörper kommen mehrere Möglichkeiten in Betracht.
Die Verarbeitung des Quarzglaskörpers zu einem Hohlkörper mit einer Öffnung kann prinzipiell mittels allen dem Fachmann bekannten und für die Herstellung von Glashohlkörpern mit einer Öffnung geeigneten Verfahren erfolgen. Geeignet sind zum Beispiel Verfahren beinhaltend ein Pressen, Blasen, Saugen oder Kombinationen davon. Es ist ebenfalls möglich, aus einem Hohlkörper mit zwei Öffnungen durch Schließen einer Öffnung, beispielsweise durch Zusammenschmelzen, einen Hohlkörper mit einer Öffnung zu bilden.
Der Hohlkörper besteht aus einem Material, das Siliziumdioxid beinhaltet, bevorzugt in einer Menge in einem Bereich von 98 bis 100 Gew.-%, beispielsweise in einem Bereich von 99,9 bis 100 Gew.-%, besonders bevorzugt zu 100 Gew.-%, jeweils bezogen auf das Gesamtgewicht des Hohlkörpers.
Das Material aus dem der Hohlkörper hergestellt ist, weist bevorzugt mindestens eines, bevorzugt mehrere, beispielsweise zwei, oder bevorzugt alle der folgenden Merkmale auf:
HK1. einen Siliziumdioxidgehalt von bevorzugt mehr als 95 Gew.-%, beispielsweise von mehr als 97 Gew.-%, besonders bevorzugt von mehr als 99 Gew.-%, bezogen auf das Gesamtgewicht des Materials;
HK2. eine Dichte in einem Bereich von 2,1 bis 2,3 g/cm3, besonders bevorzugt in einem Bereich von 2,18 bis 2,22 g/cm3 auf;
HK3. eine Lichtdurchlässigkeit bei mindestens einer Wellenlänge im sichtbaren Bereich von 350 bis 750 nm in einem Bereich von 10 bis 100 %, beispielsweise in einem Bereich von 30 bis 99,99 %, besonders bevorzugt in einem Bereich von 50 bis 99,9 %, bezogen auf die Lichtmenge die innerhalb des Hohlkörpers erzeugt wird;
HK4. einen OH-Gehalt von weniger als 500 ppm, zum Beispiel von weniger als 400 ppm, besonders bevorzugt von weniger als 300 ppm;
HK5. einen Chlorgehalt von weniger als 200 ppm, bevorzugt von weniger als 100 ppm, zum Beispiel von weniger als 80 ppm, besonders bevorzugt von weniger als 60 ppm;
HK6. einen Aluminiumgehalt von weniger als 200 ppb, zum Beispiel von weniger als 100 ppb, besonders bevorzugt von weniger als 80 ppb;
HK7. einen Kohlenstoffgehalt von weniger als 5 ppm, zum Beispiel von weniger als 4,5 ppm, besonders bevorzugt von weniger als 4 ppm;
HK8. einen ODC-Anteil von weniger als 5-1015/cm3;
HK9. einen Metallgehalt von Metallen, die von Aluminium verschieden sind, von weniger als 1 ppm, zum Beispiel von weniger als 0,5 ppm, besonders bevorzugt von weniger als 0,1 ppm;
HK10. eine Viskosität (p=1013 hPa) in einem Bereich von logio h (1250°C) = 1 1 ,4 bis logio h (1250°C)=12,4 und/oder logio h (1300°C) = 11 , 1 bis logio h (1350°C)=11 ,7 und/oder log10 h (1350°C) = 10,5 bis log10 h (1350°C)=1 1 , 1 ;
HK1 1. einen Transformationspunkt Tg in einem Bereich von 1150 bis 1250°C, besonders bevorzugt in einem Bereich von 1 180 bis 1220°C;
wobei die ppm und ppb jeweils auf das Gesamtgewicht des Hohlkörpers bezogen sind.
Schritt (ii)
Bevorzugt wird der Hohlkörper aus Schritt (i) vor dem Befüllen mit einem Gas mit Elektroden, bevorzugt mit zwei Elektroden bestückt. Bevorzugt sind die Elektroden mit einer elektrischen Stromzuführung verbunden. Bevorzugt sind die Elektroden mit einem Lampensockel verbunden.
Das Material der Elektroden ist bevorzugt ausgewählt aus der Gruppe der Metalle. Prinzipiell kann jedes Metall als Elektrodenmaterial ausgewählt werden, dass während den Betriebsbedingungen des Leuchtmittels nicht oxidiert, korrodiert, geschmolzen oder sonstwie als Elektrode in seiner Form oder Leitfähigkeit beeinträchtigt wird. Das Elektrodenmaterial ist bevorzugt ausgewählt aus der Gruppe bestehend aus Eisen, Molybdän, Kupfer, Wolfram, Rhenium, Gold und Platin oder mindestens zwei davon ausgewählt, wobei Wolfram, Molybdän oder Rhenium bevorzugt sind.
Schritt (iii)
Der in Schritt (i) bereitgestellte und gegebenenfalls in Schritt (ii) mit Elektroden bestückte Hohlkörper wird mit einem Gas gefüllt.
Das Befüllen kann auf allen dem Fachmann bekannten und für das Befüllen geeigneten Verfahren erfolgen. Bevorzugt wird ein Gas durch die mindestens eine Öffnung in den Hohlkörper geleitet.
Bevorzugt wird der Hohlkörper vor dem Befüllen mit einem Gas evakuiert, bevorzugt auf einen Druck von weniger als 2 mbar. Durch anschließendes Einleiten eines Gases wird der Hohlkörper mit dem Gas gefüllt. Diese Schritte können wiederholt werden, um Verunreinigungen mit Luft, insbesondere mit Sauerstoff zu minimieren. Bevorzugt werden diese Schritte mindestens zweimal, zum Beispiel mindestens dreimal oder mindestens viermal, besonders bevorzugt mindestens fünfmal wiederholt bis die Menge an Verunreinigungen mit anderen Gasen wie Luft, insbesondere Sauerstoff, ausreichend gering ist. Dieses Vorgehen ist besonders zum Füllen von Hohlkörpern mit einer Öffnung bevorzugt.
Beinhaltet ein Hohlkörper zwei oder mehr Öffnungen, wird der Hohlkörper bevorzugt durch eine der Öffnungen gefüllt. Die sich vor dem Befüllen mit dem Gas im Hohlkörper befindliche Luft kann durch die mindestens eine weiter Öffnung austreten. Das Gas wird solange durch den Hohlkörper geleitet bis die Menge an Verunreinigungen mit anderen Gasen wie Luft, insbesondere Sauerstoff ausreichend gering ist.
Bevorzugt wird der Hohlkörper mit einem Inertgas oder einer Kombination aus zwei oder mehr Inertgasen gefüllt, zum Beispiel mit Stickstoff, Helium, Neon, Argon, Krypton, Xenon oder einer Kombination aus zwei oder mehr davon, besonders bevorzugt mit Krypton, Xenon oder einer Kombination aus Stickstoff und Argon. Weitere bevorzugte Füllmittel für Hohlkörper von Leuchtmitteln sind Deuterium und Quecksilber.
Bevorzugt wird der Hohlkörper nach dem Befüllen mit einem Gas verschlossen, so dass das Gas bei der weiteren Verarbeitung nicht austritt, so dass bei der weiteren Verarbeitung keine Luft von außen eintritt, oder beides. Das Verschließen kann durch Abschmelzen oder das Aufsetzen eines Verschlusses erfolgen. Geeignete Verschlüsse sind zum Beispiel Quarzglasverschlüsse, die zum Beispiel auf den Hohlkörper ausgeschmolzen werden, oder Lampensockel. Bevorzugt wird der Hohlkörper durch Abschmelzen geschlossen.
Das Leuchtmittel beinhaltet einen Hohlkörper und gegebenenfalls Elektroden. Das Leuchtmittel weist bevorzugt mindestens eines, zum Beispiel mindestens zwei oder mindestens drei oder mindestens vier, besonders bevorzugt mindestens fünf der folgenden Merkmale auf:
I.) ein Volumen in einem Bereich von 0,1 cm3 bis 10 m3, beispielsweise in einem Bereich von 0,3 cm3 bis 8 m3, besonders bevorzugt in einem Bereich von 0,5 cm3 bis 5 m3;
II.) eine Länge in einem Bereich von 1 mm bis 100 m, beispielsweise in einem Bereich von
3 mm bis 80 m, besonders bevorzugt in einem Bereich von 5 mm bis 50 m;
III.) einen Abstrahlwinkel in einem Bereich von 2 bis 360°, beispielsweise in einem Bereich von 10 bis 360°, besonders bevorzugt in einem Bereich von 30 bis 360°;
IV.) eine Abstrahlung von Licht in einem Wellenlängenbereich von 145 bis 4000 nm, beispielsweise in einem Bereich von 150 bis 450 nm, oder von 800 bis 4000 nm, besonders bevorzugt in einem Bereich von 160 bis 280 nm;
V.) eine Leistung in einem Bereich von 1 mW bis 100 kW, besonders bevorzugt in einem
Bereich von 1 kW bis 100 kW, oder in einem Bereich von 1 bis 100 Watt.
Ein weiterer Aspekt betrifft ein Leuchtmittel, erhältlich durch ein Verfahren beinhaltend folgende Schritte:
(i) Bereitstellen eines Quarzglaskörpers gemäß dem fünften Gegenstand der Erfindung oder eines nach einem Verfahren gemäß dem vierten Gegenstand erhältlichen Quarzglaskörpers, wobei der Quarzglaskörper zunächst zu einem Hohlkörper verarbeitet wird;
(ii) gegebenenfalls Bestücken des Hohlkörpers mit Elektroden;
(iii) Füllen des Hohlkörpers mit einem Gas.
Die Schritte (i), (ii) und (iii) sind bevorzugt gekennzeichnet durch die im Rahmen des siebten Gegenstands beschriebene Merkmale.
Das Leuchtmittel ist bevorzugt gekennzeichnet durch die im Rahmen des siebten Gegenstands beschriebene Merkmale.
Ein achter Gegenstand der vorliegenden Erfindung betrifft ein Verfahren zum Herstellen eines Formkörpers beinhaltend die folgenden Schritte:
(1) Bereitstellen eines Quarzglaskörpers gemäß dem fünften Gegenstand der Erfindung oder eines nach einem Verfahren gemäß dem vierten Gegenstand erhältlichen Quarzglaskörpers;
(2) Formen des Quarzglaskörpers unter Erhalt des Formkörpers.
Der in Schritt (1) bereitgestellte Quarzglaskörper ist ein Quarzglaskörper gemäß dem fünften Gegenstand oder erhältlich nach einem Verfahren gemäß dem vierten Gegenstand der Erfindung. Bevorzugt weist der bereitgestellte Quarzglaskörper die Merkmale des ersten oder fünften Gegenstands auf.
Schritt (2)
Zum Formen des in Schritt (1) bereitgestellten Quarzglaskörpers kommen prinzipiell alle dem Fachmann bekannten und für das Formen von Quarzglas geeigneten Verfahren in Betracht. Bevorzugte wird der Quarzglaskörper wie im Rahmen des ersten, vierten und fünften Gegenstands beschrieben zu einem Formkörper geformt. Weiter bevorzugt kann der Formkörper mittels Glasbläsern bekannten Techniken gebildet werden.
Der Formkörper kann prinzipiell jede aus Quarzglas formbare Gestalt annehmen. Bevorzugte Formkörper sind zum Beispiel:
Hohlkörper mit mindestens einer Öffnung wie Rundkolben und Standkolben,
Aufsätze und Verschlüsse für solche Hohlkörper,
Offene Artikel wie Schalen und Boote (Trägergestelle für Wafer),
Tiegel, sowohl offen als auch verschließbar ausgestaltet,
Platten und Fenster,
Küvetten,
Rohre und Hohlzylinder, zum Beispiel Reaktionsrohre, Profilrohre, rechteckige Kammern,
Stangen, Stäbe und Blöcke, zum Beispiel in runder oder eckiger, symmetrischer oder asymmetrischer Ausführung,
einseitig oder beidseitig verschlossene Rohre und Hohlzylinder,
Dome und Glocken,
Flansche,
Linsen und Prismen,
zusammengeschweißte Teile,
gebogene Teile, zum Beispiel konvexe oder konkave Oberflächen und Platten, gebogene Stangen und Rohre.
Gemäß einer Ausführungsform kann der Formkörper nach dem Formen behandelt werden. Hierbei kommen prinzipiell alle im Rahmen des ersten Gegenstands beschriebenen Verfahren in Betracht, die zum Nachbearbeiten des Quarzglaskörpers geeignet sind. Bevorzugt kann der Formkörper mechanisch bearbeitet werden, zum Beispiel durch Bohren, Honen, Außenschleifen, Zerkleinern oder Ausziehen.
Ein weiterer Aspekt betrifft einen Formkörper, erhältlich durch ein Verfahren beinhaltend folgende Schritte:
(1) Bereitstellen eines Quarzglaskörpers gemäß fünften Gegenstand der Erfindung, oder eines
Quarzglaskörpers erhältlich nach dem Verfahren gemäß viertem Gegenstand der Erfindung;
(2) Formen des Quarzglaskörpers unter Erhalt des Formkörpers.
Die Schritte (1) und (2) sind bevorzugt gekennzeichnet durch die im Rahmen des achten Gegenstands beschriebene Merkmale.
Der Formkörper ist bevorzugt gekennzeichnet durch die im Rahmen des achten Gegenstands beschriebene Merkmale.
Ein neunter Gegenstand der Erfindung ist ein Verfahren zum Herstellen einer Beschichtung auf einem Substrat, beinhaltend die folgenden Schritte:
|A| Bereitstellen einer Siliziumdioxidsuspension erhältlich nach gemäß des ersten Gegenstands oder einer seiner Ausführungsformen und eines Substrats;
|B| Aufbringen einer Schicht der Siliziumdioxidsuspension auf dem Substrat;
wobei eine Beschichtung auf dem Substrat gebildet wird.
Die in Schritt |A| bereitgestellte Siliziumdioxidsuspension ist erhältlich nach einem Verfahren gemäß des ersten Gegenstands der Erfindung. Die Siliziumdioxidsuspension kann weitere Merkmale entsprechend der im Zusammenhang mit dem ersten Gegenstands beschriebenen Ausführungsformen aufweisen.
Für das Aufbringen in Schritt |B| kommen prinzipiell alle dem Fachmann bekannten und für das Herstellen einer Beschichtung geeignete Verfahren in Betracht. Dabei wird das Substrat, zu mindestens einem Teil mit der Siliziumdioxidsuspension überlagert.
In einer weiteren Ausführungsform kann das Aufbringen ein Ablegen der Siliziumdioxidsuspension auf dem Substrat oder ein Tauchen des Substrats in die Siliziumdioxidsuspension oder eine Kombination aus beiden Formen sein. Das Aufbringen durch Ablegen der Siliziumdioxidsuspension kann z. B. durch Spincoating, Tränkung, Gießen, Auftropfen, Spritzen, Aufsprühen, Aufrakeln, Bestreichen oder Bedrucken, beispielsweise über eine Dosierpumpe oder ein Inkjet-, Sieb-, Tief-, Offset- oder Tampondrucken auf das Substrat erfolgen. Die Siliziumdioxidsuspension kann mit einer Nassfilmdicke in einem Bereich von 0,01 pm bis 250 pm, zum Beispiel in einem Bereich von 0,1 pm bis 50 pm aufgebracht werden.
Unter Ablegen wird ferner verstanden, dass die zum Aufbringen verwendete Siliziumdioxidsuspension mittels eines Hilfsmittels auf dem Substrat aufgebracht wird. Dies kann durch unterschiedliche Hilfsmittel geschehen. So kann die zum Aufbringen verwendete Siliziumdioxidsuspension auf das Substrat durch eine Düse gesprüht, gespritzt oder durch eine Schlitzdüse abgelegt werden. Weitere in Frage kommende Methoden sind das Vorhanggießen und das Spincoating. Zusätzlich kann die Siliziumdioxidsuspension beispielsweise über eine Rolle oder Walze auf die Oberfläche des Substrats aufgebracht werden. Als Sprüh- bzw. Spritzverfahren sind beispielsweise die Mikro-Dosierung oder der Digitaldruck über eine Düse bekannt. Hierbei kann auf die zum Aufbringen verwendete Siliziumdioxidsuspension ausgeübt werden oder die Siliziumdioxidsuspension wird einfach tropfend auf das Substrat aufgebracht.
Bei dem Tauchen kann das Substrat durch ein Bad in der Siliziumdioxidsuspension gezogen werden. Soll das Substrat lediglich zum Teil beschichtet werden, kann gegebenenfalls auch nur die zu beschichtende Oberfläche in die Siliziumdioxidsuspension eingetaucht und wieder herausgezogen werden, so wie dies zum Beispiel beim Dipcoating praktiziert wird. Durch mehrmaliges Tauchen können unterschiedliche Schichtdicken erreicht werden. Außerdem kann die Dicke der Schicht durch die Viskosität und den Feststoffanteil der Siliziumdioxidsuspension eingestellt werden. Auf diese Weise können Nassschichtdicken der Siliziumdioxidsuspension beim Aufbringen in einem Bereich zwischen von 0,5 bis 1000 pm, bevorzugt in einem Bereich von 5 bis 250 pm, besonders bevorzugt in einem Bereich von 10 bis 100 pm erzielt werden.
Gegebenenfalls, aber nicht notwendigerweise schließt sich ein Schritt [C] an, Verringern des Flüssigkeitsanteils der Beschichtung. Der Schritt |C| wird durchgeführt, bis der Flüssigkeitsanteil der Beschichtung, bezogen auf das Gesamtgewicht der Beschichtung, einen Sollwert erreicht oder unterschreitet. Dieser Sollwert kann zum Beispiel bei 10 Gew.-%, 5 Gew.-%, 2 Gew.-% oder auch 0,2 Gew.-% liegen, die Gew.-% jeweils bezogen auf das Gesamtgewicht der Beschichtung. Prinzipiell kommen alle dem Fachmann bekannten und geeignet erscheinenden Methoden zum Verringern des Flüssigkeitsanteils einer Schicht in Betracht, insbesondere mindestens eine ausgewählt aus der Gruppe bestehend aus: ein Trocknen in der Wärme, ein Trocknen durch Überstreichen der Beschichtung mit einem Gas oder Gasgemisch, Verdunsten von Flüssigkeit bei reduziertem Umgebungsdruck, Anregen der Molekülbewegung der Flüssigkeit, bei Wasser zum Beispiel mit Mikrowellen, und so weiter. Zudem kommt eine Kombination von zwei oder mehr der genannten Methoden in Betracht. Dabei kann die Kombination räumlich und/oder zeitlich gleichzeitig, räumlich und/oder zeitlich aufeinanderfolgend, oder räumlich und/oder zeitlich überlappend ausgestaltet sein. Überlappend bedeutet im vorliegenden Kontext, dass eine erste Methode noch nicht abgeschlossen ist, wenn eine folgende Methode bereits begonnen wird.
Die Erfindung wird im Folgenden mittels Figuren exemplarisch illustriert. Die Figuren sind nicht maßstabsgerecht und sollen die Erfindung nicht einschränken.
KURZBESCHREIBUNG DER FIGUREN
Figur 1 zeigt schematisch die Verfahrensschritte zum Herstellen einer Siliziumdioxidsuspension gemäß erstem Gegenstand.
Figur 2 zeigt eine erste Filteranordnung mit drei Filterstufen, einer 1 2. und 3. Filterstufe.
Figur 3 zeigt eine weitere Anordnung von Filtern.
Figur 4 zeigt schematisch ein Verfahren zur Herstellung eines Quarzglaskörpers.
Figur 5 zeigt exemplarisch a) die Partikelgrößenverteilung der Aufschlämmung, b) der
Vorläufersuspension nach dem Dispergieren.
Figur 6 zeigt 3 heiße Quarzglaskörper gezeigt: a) viele Blasen, b) kaum Blasen, c) sehr viele Blasen (Schaumglas).
Figur 7 zeigt vergleichend Aufnahmen eines Glaskörpers, wobei als Schmelzgut ein Granulat gebildet aus a) ungefilterter Siliziumdioxidsuspension eingesetzt wurde; b) eines Glaskörpers, wobei als Schmelzgut ein Granulat aus erfindungsgemäß gefilterter Siliziumdioxidsuspension eingesetzt wurde.
AUSFÜHRLICHE BESCHREIBUNG DER FIGUREN
In Figur 1 wird ein Verfahren zum Herstellen einer Siliziumdioxidsuspension schematisch gezeigt, beinhaltend zumindest die folgenden Schritte (i) Bereitstellen eines Siliziumdioxidpulvers 101 ; (ii) Bereitstellen einer Flüssigkeit 102; (iii) Mischen des Siliziumdioxidpulvers mit der Flüssigkeit unter Erhalt einer Aufschlämmung 103; (iv) Behandeln der Aufschlämmung mit Ultraschall unter Erhalt eines Vorläufersuspension 104; und (v) Leiten zumindest eines Teils der Vorläufersuspension durch eine erste mehrstufige Filtervorrichtung 105.
Figur 2 zeigt schematisch eine Filteranordnung beinhaltend drei Filterstufen mit je einem ersten Filter 211 , einem zweiten Filter 212 und einem dritten Filter 213. Diese sind stromabwärts angeordnet.
Figur 3 zeigt schematisch weitere Filteranordnung beinhaltend drei Filterstufen. Nach Durchgang einer Siliziumdioxidsuspension durch eine erste Filterstufe mit einem Filter 311 wird die Suspension auf dem Weg zu einer zweiten Filterstufe geteilt. Dadurch wird ein Teil der Suspension durch einen Filter A 312 der zweiten Filterstufe und ein anderer Teil der Suspension
durch einen Filter B 313 geleitet. Anschließend wird die Suspension wieder vereinigt und einer dritten Filterstufe mit einem Filter 314 zugeführt.
Figur 4 zeigt schematisch ein Verfahren zum Herstellen eines Quarzglaskörpers beinhaltend die Verfahrensschritte 411 , 412 und 413. In Schritt i.) 411 wird Siliziumdioxidgranulat bereitgestellt. In Schritt ii.) 412 wird aus dem Siliziumdioxidgranulat eine Glasschmelze gebildet in Schritt iii.) 413 wird aus zumindest einem Teil der Glasschmelze ein Quarzglaskörper gebildet.
Figur 5 zeigt in Grafik a) exemplarisch die Partikelgrößenverteilung einer Aufschlämmung von Siliziumdioxidpulver in Wasser, wie Sie dem vorliegenden Verfahren zugrunde gelegt ist. Dieser Grafik zeigt eine Menge gut dispergierter Partikel einer Partikelgröße von kleiner 1 pm, aber auch einer Reihe Agglomerate im Bereich von 1 bis 5 pm und 10 bis 100 pm. Die Grafik b) zeigt die Partikelgrößenverteilung einer Siliziumdioxidsuspension, die durch Dispergieren einer Siliziumdioxidaufschlämmung gemäß Grafik a) erhalten wird. Nun sind alle Partikel dispergiert. Es wurde keine Partikelgrößen von Siliziumdioxidpartikeln von mehr als 1 pm nachgewiesen. Durch eine anschließende Filtration bleibt die Partikelgrößenverteilung aus Figur 5 b) betreffend die Siliziumdioxidpartikel erhalten. Jedoch werden Partikel abgeschieden, die von Siliziumdioxid verschieden sind.
In Figur 6 zeigt vergleichend Aufnahmen von (heißen) Glaskörpern ca. 1 m nach dem Abzug aus dem Schmelztiegel, wobei als Schmelzgut ein Granulat gebildet aus a) ungefilterter Siliziumdioxidsuspension eingesetzt wurde; b) eines Glaskörpers, wobei als Schmelzgut ein Granulat aus erfindungsgemäß gefilterter Siliziumdioxidsuspension eingesetzt wurde, c) eines Glaskörpers, wobei als Schmelzgut ein Granulat wie in Beispiel 15-4 eingesetzt wurde, das heißt, die Suspension aus pyrogener Kieselsäure wurde mit einer Kugelmühle (Zirkonoxidkugeln und Becher mit Polyurethan beschichtet) vor dem Filtrieren behandelt.
In Figur 7 werden zwei verschiedene erkaltete Quarzglaskörper gezeigt. Der Quarzglaskörper in Abbildung a) wurde ausgehend von einer Suspension Siliziumdioxidpartikel hergestellt, die nicht gemäß der vorliegenden Erfindung behandelt wurde. Er enthält reichlich größere Blasen. Der Quarzglaskörper in Abbildung b) wurde basierend auf einer erfindungsgemäß behandelten Siliziumdioxidsuspension hergestellt. Es sind nur kaum Blasen erkennbar.
TESTMETHODEN a. OH-Gehalt
Der OH Gehalt des Glases wird durch Infrarotspektroskopie bestimmt. Die in von D. M. Dodd & D. M. Fraser angegebene Methode„Optical Determinations of OH in Fused Silica“ (J.A.P. 37, 3991 (1966)) wird angewendet. Statt des darin angegebenen Geräts, wird ein FTIR- Spektrometer (Fourier-Transform-Infrarotspektrometer, aktuell System 2000 der Fa. Perkin Eimer) eingesetzt. Die Auswertung der Spektren kann prinzipiell sowohl an der Absorptionsbande bei ca. 3670 cm-1 als auch bei der Absorptionsbande bei ca. 7200 cm-1 erfolgen. Die Auswahl der verwendeten Bande erfolgt nach der Regel, dass der Transmissionsverlust durch die OH-Absorption zwischen 10 und 90% liegt. b. Oxygen Deficiency Centers (ODCs)
Zum quantitativen Nachweis wird die ODC(l)-Absorption bei 165 nm mittels einer Transmissionsmessung an zwischen 1-2 mm dicken Probe mittels eines Vakuum-UV- Spektrometers, Modell VUVAS 2000, von McPherson, Inc. (USA) bestimmt.
Dann gilt:
N= a / o mit
N = Defektkonzentration [1/cm3]
a = Optische Absorption [1/cm, Basis e] der ODC(I) Bande
o = Wirkungsquerschnitt [cm2] wobei als Wrkungsquerschnitt o=7,5 IO 17cm2 eingesetzt wird (aus L. Skuja,„Color Centers and Their Transformations in Glassy S1O2“, Lectures of the summer school "Photosensitivity in optical Waveguides and glasses", Juli 13-18 1998, Vitznau, Switzerland). c. Elementaranalyse
c-1) Massive Proben werden zertrümmert. Anschließend werden zur Reinigung ca. 20g der Probe in ein HF-beständiges Gefäß eingebracht, vollständig mit HF bedeckt und bei 100°C für eine Stunde thermisch behandelt. Nach dem Abkühlen wird die Säure verworfen und die Probe
mehrmals mit Reinstwasser gespült. Anschließend wird das Gefäß mit der Probe im Trockenschrank getrocknet.
Anschließend werden ca. 2g der festen Probe (Bruchmaterial, gereinigt wie oben; Stäube etc. ohne Vorbehandlung direkt) in einen HF beständigen Aufschlussbehälter eingewogen und mit 15ml HF (50 Gew.-%) versetzt. Der Aufschlussbehälter wird verschlossen und bei 100°C solange thermisch behandelt, bis die feste Probe vollständig aufgelöst ist. Danach wird der Aufschlussbehälter geöffnet und thermisch weiter bei 100°C behandelt, bis die Lösung komplett eingedampft ist. Währenddessen wird der Aufschlussbehälter 3x mit 15ml Reinstwasser aufgefüllt. In den Aufschlussbehälter wird 1 ml HNO3 gegeben, um abgeschiedene Verunreinigungen zu lösen und mit Reinstwasser auf 15ml aufgefüllt. Damit steht die Messlösung bereit. c-2) Messung ICP-MS / ICP-OES
Ob OES oder MS verwendet wird, hängt von der erwarteten Elementkonzentration ab. Typische Bestimmungsgrenzen für die MS sind 1 ppb, für die OES 10ppb (jeweils bezogen auf die eingewogene Probenmenge). Die Bestimmung der Elementkonzentration mit den Messgeräten erfolgt nach Maßgabe der Gerätehersteller (ICP-MS: Agilent 7500ce; ICP-OES: Perkin Eimer 7300 DV) und unter Verwendung von zertifizierten Referenzflüssigkeiten zur Kalibrierung. Die von den Geräten bestimmte Elementkonzentration in der Lösung (15ml) werden dann auf die ursprüngliche Einwaage der Probe (2g) umgerechnet.
Anmerkung: Es ist darauf zu achten, dass die Säure, die Gefäße, das Wasser, die Geräte eine ausreichende Reinheit aufweisen müssen, um die nachzuweisenden Elementkonzentrationen bestimmen zu können. Überprüft wird das mit dem Aufschluss einer Blindprobe ohne Quarzglas.
Folgende Elemente werden auf diese Weise bestimmt: Li, Na, Mg, K, Ca, Fe, Ni, Cr, Hf, Zr, Ti, (Ta), V, Nb, W, Mo, AI. c-3) Die Bestimmung von flüssig vorliegenden Proben erfolgt wie zuvor beschrieben, wobei die Probenvorbereitung gemäß Schritt c-1) entfällt. Es werden 15ml der flüssigen Probe in das Aufschlussgefäß gegeben. Eine Umrechnung auf eine ursprüngliche Einwaage entfällt.
d. Dichtebestimmung einer Flüssigkeit
Zur Bestimmung der Dichte einer Flüssigkeit wird ein genau definiertes Volumen der Flüssigkeit in ein gegenüber der Flüssigkeit und ihren Bestandteilen inertes Messgefäß eingewogen, wobei das Leergewicht und das Gewicht des befüllten Gefäßes gemessen wird. Die Dichte ergibt sich aus der Differenz der beiden Gewichtsmessungen dividiert durch das eingebrachte Volumen der Flüssigkeit. e. Nachweis von Fluorid
15g einer Quarzglasprobe werden zerkleinert und in Salpetersäure zum Reinigen bei einer Temperatur von 70°C behandelt. Anschließend wird die Probe mehrmals mit Reinstwasser gespült, anschließend getrocknet. Davon werden 2g der Probe in einen Nickeltiegel eingewogen und mit 10g Na2C03 sowie 0,5g ZnO überschichtet. Der Tiegel wird mit einem Ni- Deckel verschlossen und bei 1000°C für eine Stunde geglüht. Anschließend wird der Nickeltiegel mit Wasser gefüllt und aufgekocht, bis sich der Schmelzkuchen ganz gelöst hat. Die Lösung wird in einen 200ml Messkolben überführt und mit Reinstwasser auf 200 ml aufgefüllt. Nach Absetzen ungelösten Bestandteile werden 30ml abgenommen und in einen Messkolben mit 100ml überführt, 0,75ml Eisessig und 60ml TISAB hinzugegeben und mit Reinstwasser aufgefüllt. Die Messlösung wird in ein Becherglas 150ml überführt.
Die Bestimmung des Fluoridgehalts aus der Messlösung erfolgt mittels einer ionensensitiven (Fluorid) Elektrode, geeignet für den erwarteten Konzentrationsbereich, und Anzeigegerät nach Vorgabe des Herstellers, hier eine Fluorid-Ionenselektive Elektrode und Bezugselektrode F-500 mit R503/D an einem pMX 3000/pH/ION der Firma Wissenschaftlich-Technische Werkstätten GmbH. Mit der Fluoridkonzentration in der Lösung, dem Verdünnungsfaktor und der Einwaage wird die Fluoridkonzentration im Quarzglas berechnet. f. Nachweis von Chlor (>= 50 ppm)
15g einer Quarzglasprobe werden zerkleinert und in Salpetersäure zum Reinigen bei ca. 70°C behandelt. Anschließend wird die Probe mehrmals mit Reinstwasser gespült, anschließend getrocknet. Davon werden 2g der Probe in einen PTFE-Einsatz eines Druckbehälters gefüllt, mit 15ml NaOH (c=10mol/l) versetzt, mit einem PTFE Deckel verschlossen und in den Druckbehälter gesetzt. Dieser wird verschlossen und bei ca. 155°C für 24 Stunden thermisch behandelt. Nach dem Abkühlen wird der PTFE Einsatz entnommen und die Lösung vollständig in einen Messkolben 100ml überführt. Dort werden 10ml HNO3 (65 Gew.-%) und 15ml Acetatpuffer hinzugeben, abkühlen gelassen und mit Reinstwasser auf 100 ml aufgefüllt. Die
Messlösung wird in ein Becherglas 150ml überführt. Die Messlösung hat einen pH-Wert im Bereich zwischen 5 und 7.
Die Bestimmung des Chloridgehalts aus der Messlösung erfolgt mittels lonensensitiver (Chlorid) Elektrode, geeignet für den erwarteten Konzentrationsbereich, und Anzeigegerät nach Vorgabe des Herstellers hier einer Elektrode Typ CI-500 und Bezugselektrode Typ R- 503/D an einem pMX 3000/pH/ION der Firma Wissenschaftlich-Technische Werkstätten GmbH. g. Chlorgehalt (< 50 ppm)
Chlorgehalte < 50 ppm bis zu 0,1 ppm in Quarzglas werden mittels
Neutronenaktivierungsanalyse (NAA) bestimmt. Dazu werden aus dem zu untersuchenden Quarzglaskörper 3 Böhrlinge mit je 3 mm Durchmesser und je 1 cm Länge gezogen. Diese werden zur Analyse an ein Forschungsinstitut abgegeben, in diesem Fall an das Institut für Kernchemie der Johannes-Gutenberg-Universität in Mainz. Um Kontamination der Proben mit Chlor auszuschließen wird mit dem Forschungsinstitut vereinbart, eine gründliche Reinigung der Proben in einem HF-Bad vor Ort und erst unmittelbar vor der Messung vorzunehmen. Jeder Böhrling wird mehrmals vermessen. Die Ergebnisse und die Böhrlinge werden anschließend von dem Forschungsinstitut zurückübermittelt. h. Optische Eigenschaften
Die Transmission von Quarzglasproben wird mit kommerziellen Gitter- oder FTIR Spektrometern von Perkin Eimer bestimmt (Lambda 900 [190-3000nm] oder System 2000 [1000-5000nm]). Die Wahl richtet sich nach dem benötigten Messbereich.
Zur Bestimmung der Absoluttransmission werden die Probenkörper planparallel poliert (Oberflächenrauhigkeit RMS < 0,5nm) und die Oberfläche nach der Politur von allen Rückständen durch eine Ultraschallbehandlung befreit. Die Probendicke beträgt 1cm. Im Falle von erwartetem, starkem Transmissionsverlust durch Verunreinigung, Dotierung etc., kann auch eine dickere oder dünnere Probe ausgewählt werden, um im Messbereich des Geräts zu bleiben. Es wird eine Probendicke (Messlänge) gewählt, bei der aufgrund des Strahlendurchgangs durch die Probe nur geringfügig Artefakte auftreten und zugleich ein hinreichend detektierbarer Effekt gemessen wird.
Für die Messung der Opazität wird die Probe vor einer Ulbrichkugel im Strahlengang platziert. Die Opazität errechnet sich anhand des so gemessenen Transmissionswertes T gemäß der Formel: O = 1/T = l0/l. i. Brechzahl und Brechzahlverteilung an einem Rohr oder Stab
Die Brechzahlverteilung von Rohren / Stäben kann mittels eines York Technology Ltd. Preform Profiler P102 oder P104 charakterisiert werden. Dazu wird der Stab liegend in die Messkammer eingelegt und diese dicht verschlossen. Danach wird die Messkammer mit einem Immersionsöl aufgefüllt, das eine Brechzahl bei der Prüfwellenlänge 633nm hat, die der äußersten Glasschicht bei 633nm sehr ähnlich ist. Der Laserstrahl geht dann durch die Messkammer. Hinter der Messkammer (in Strahlrichtung) ist ein Detektor montiert, der den Ablenkwinkel (Strahleintritt in gegenüber Strahlaustritt aus der Messkammer) bestimmt. Unter Annahme der Radialsymmetrie der Brechzahlverteilung des Stabes lässt sich der diametrale Brechzahlverlauf mittels einer inversen Abel-Transformation rekonstruieren. Diese Berechnungen werden von der Software des Geräteherstellers York durchgeführt.
Die Brechzahl einer Probe wird analog der vorstehenden Beschreibung mit dem York Technology Ltd. Preform Profiler P104 bestimmt. Bei isotropen Proben ergibt sich auch bei Messen der Brechzahlverteilung nur ein Wert, die Brechzahl. j. Kohlenstoffgehalt
Die quantitative Bestimmung des Oberflächenkohlenstoffgehaltes Siliziumdioxidgranulat und Siliziumdioxidpulver wird an einem Kohlenstoffanalysator RC612 der Fa. Leco Corporation, USA, durch die vollständige Oxidation aller Oberflächenkohlenstoffkontaminationen (außer SiC) mit Sauerstoff zu Kohlendioxid durchgeführt. Hierzu werden 4,0 g einer Probe eingewogen und in einem Quarzglasschiffchen in den Kohlenstoffanalysator eingebracht. Die Probe wird mit reinem Sauerstoff umspült und für 180 Sekunden auf 900 °C erhitzt. Das dabei gebildete C02wird durch den Infrarotdetektor des Kohlenstoffanalysators erfasst. Unter diesen Messbedingungen liegt die Nachweisgrenze bei < 1 ppm (Gewichts-ppm) Kohlenstoff.
Ein für diese Analyse an dem oben genannten Kohlenstoffanalysator geeignetes Quarzglasschiffchen ist erhältlich als Verbrauchsmaterial für LECO-Analysator mit der LECO- Nummer 781-335 im Laborbedarfshandel, im vorliegenden Fall von Deslis Laborhandel, Flurstraße 21 , D-40235 Düsseldorf (Deutschland), Deslis-Nr. LQ-130XL. Ein solches Schiffchen hat die Abmessungen von Breite/Länge/Höhe von ca. 25mm/60mm/15mm. Das
Quarzglasschiffchen wird zu halber Höhe mit Probenmaterial befüllt. Für Siliziumdioxidpulver kann so eine Einwaage von 1 ,0 g Probenmaterial erreicht werden. Die untere Nachweisgrenze liegt dann bei <1 Gewichts-ppm Kohlenstoff. In das gleiche Quarzglasschiffchen wird bei gleicher Füllhöhe eine Einwaage von 4 g eines Siliziumdioxidgranulats erreicht (mittlere Partikelgröße im Bereich von 50 bis 500 pm). Die untere Nachweisgrenze liegt dann bei etwa 0,1 Gewichts-ppm Kohlenstoff. Die untere Nachweisgrenze ist erreicht, wenn das Messflächenintegral der Probe nicht größer ist als das dreifache Messflächenintegral einer Leerprobe (Leerprobe = Verfahren wie oben, aber mit leerem Quarzglasschiffchen). k. Curl-Parameter
Der Curl-Parameter (auch genannt:„Fibre Curl“) wird bestimmt gemäß der DIN EN 60793-1- 34:2007-01 (deutsche Fassung der Norm IEC 60793-1-34:2006). Gemessen wird gemäß der in Annex A in den Abschnitten A.2.1 , A.3.2 und A.4.1 beschriebenen Methode („extrema technique“).
L. Dämpfung
Die Dämpfung wird bestimmt gemäß der DIN EN 60793-1-40:2001 (deutsche Fassung der IEC 60793-1-40:2001). Gemessen wird gemäß der in Annex beschriebenen Methode („cut back method“) bei einer Wellenlänge l=1550 nm. m. Viskosität von Aufschlämmungen oder einer Suspensionen
Die Aufschlämmung wird mit demineralisiertem Wasser (Direct-Q 3UV, Millipore, Wasserqualität: 18,2 MQcm) auf eine Konzentration von 30 Gewichts-% Feststoffgehalt eingestellt. Anschließend wird die Viskosität an einem MCR102 der Fa. Anton-Paar gemessen. Dazu wird die Viskosität bei 5 Umdrehungen/Minute (rpm) gemessen. Es wird bei einer Temperatur von 23 °C und einem Luftdruck von 1013 hPa gemessen. Mit einer Suspension wird genau gleich verfahren. n. Thixotropie & Rheopexie
- n1. Thixotropie
Die Aufschlämmung oder Suspension wird mit demineralisiertem Wasser (Direct-Q 3UV, Millipore, Wasserqualität: 18,2 MQcm) auf eine Konzentration von 30 Gewichts -% Feststoffgehalt eingestellt. Anschließend wird die Thixotropie wird mit einem MCR102 der Fa. Anton-Paar mit einer Kegel-Platte-Anordnung bestimmt. Dazu wird die Viskosität bei 5 und bei 50 Umdrehungen/Minute (rpm) gemessen. Der Quotient aus dem ersten und
dem zweiten Wert ergibt den Thixotropieindex. Die Messung wird bei einer Temperatur von 23 °C gemessen.
- n2. Rheopexie
Die Aufschlämmung oder Suspension wird mit demineralisiertem Wasser (Direct-Q 3UV, Millipore, Wasserqualität: 18,2 MQcm) auf eine Konzentration von 60 Gewichts -% Feststoffgehalt eingestellt. Anschließend wird die Viskosität der auf 25°C temperierten Aufschlämmung bzw. Suspension mit einem Kinexus pro+ Rheometer mit Flügelrührer der Fa. Malvern Panalytical Ltd. während eines Zeitraums von 15 Minuten bei einer konstanten Scherrate von 25/s oder 100/s bestimmt. o. Zeta Potential der Aufschlämmung oder Suspension
Für Zetapotentialmessungen wird eine Zetapotentialmesszelle (Flow Cell, Beckman Coulter) eingesetzt. Die Probe wird in demineralisiertem Wasser (Direct-Q 3UV, Millipore, Wasserqualität: 18,2 MQcm) gelöst um eine 20 mL Lösung mit Konzentration von 1 g/L zu erhalten. Der pH wird auf 7 mittels Zugabe von HN03-Lösungen mit den Konzentrationen von 0,1 mol/L und 1 mol/L und einer NaOH-Lösung mit der Konzentration von 0,1 mol/L gebracht. Es wird bei einer Temperatur von 23 °C gemessen. p. Isoelektrischer Punkt der Aufschlämmung oder Suspension
Für den isoelektrischen Punkt wird eine Zetapotentialmesszelle (Flow Cell, Beckman Coulter) und ein Autotitrator (DelsaNano AT, Beckman Coulter) eingesetzt. Die Probe wird in demineralisiertem Wasser (Direct-Q 3UV, Millipore, Wasserqualität: 18,2 MQcm) gelöst um eine 20 ml_ Lösung mit Konzentration von 1 g/L zu erhalten. Der pH wird mittels Zugabe von HNQrLosungen mit den Konzentrationen von 0,1 mol/L und 1 mol/L und einer NaOH-Lösung mit der Konzentration von 0,1 mol/L variiert. Der isoelektrische Punkt ergibt sich als der pH Wert bei dem das Zeta-Potenzial gleich 0 ist. Es wird bei einer Temperatur von 23 °C gemessen. q. pH Wert der Aufschlämmung oder Suspension
Der pH Wert der Aufschlämmung wird mittels eines WTW 3210 der Fa. Wissenschaftlich- Technische- Werkstätten GmbH gemessen. Als Elektrode wird die pH 3210 Set 3 der Fa. WTW eingesetzt. Es wird bei einer Temperatur von 23 °C gemessen.
r. Feststoffgehalt
Eine Einwaage rrn einer Probe der Aufschlämmung oder Suspension wird für 4 Stunden auf 500 °C erhitzt und nach dem Abkühlen erneut gewogen (rri2). Der Feststoffgehalt w ergibt sich aus m2/mi*100 [Gew. %]. s. Schüttdichte
Die Schüttdichte eines Schüttguts wird gemäß der Norm DIN ISO 697:1984-01 mit einem SMG 697 der Fa. Powtec bestimmt. Das Schüttgut (Siliziumdioxidpulver bzw. -granulat) bildet keine Klumpen. t. Stampfdichte
Die Stampfdichte eines Schüttguts wird gemäß der Norm DIN ISO 787:1995-10 gemessen. Als Schüttgut kommen vorliegend insbesondere Siliziumdioxidpulver oder Silziumdioxidgranulat in Frage. u. Bestimmung der Porengrößenverteilung
Die Bestimmung der Porengrößenverteilung erfolgt gemäß DIN 66133 (mit einer Oberflächenspannung 480 mN/m und einem Kontaktwinkel von 140°). Für die Messung von Porengrößen kleiner als 3,7 nm wird das Pascal 400 von der Fa. Porotec angewendet. Für die Messung von Porengrößen von 3,7 nm bis 100 pm wird das Pascal 140 von der Fa. Porotec angewendet. Die Probe wird vor der Messung einer Druckbehandlung unterzogen. Genutzt wird hierzu eine Manual Hydraulic Press (Bestell-Nr. 15011 der Fa. Specac Ltd., River House, 97 Cray Avenue, Orpington, Kent BR5 4HE, U.K.). Dabei werden in eine„Pellet Die“ mit 13 mm Innendurchmesser der Fa. Specac Ltd. 250 mg Probenmaterial eingewogen und laut Anzeige mit 1 t belastet. Diese Last wird 5 s gehalten und gegebenenfalls nachgeregelt. Anschließend wird die Probe entspannt und für 4 h bei 105 ± 2°C in einem Umlufttrockenschrank getrocknet.
Die Einwaage der Probe in das Penetrometer vom Typ 10 erfolgt auf 0,001 g genau und wird für eine gute Reproduzierbarkeit der Messung so gewählt, dass das„stem volume used“, also das prozentual verbrauchte Hg-Volumen zum Füllen des Penetrometers im Bereich zwischen 20% bis 40% des Gesamt-Hg-Volumens beträgt. Anschließend wird das Penetrometer langsam auf 50 pm Hg evakuiert und für 5 min bei diesem Druck belassen. Folgende Parameter werden direkt von der Software der Messgeräte angegeben: Gesamtporenvolumen, Gesamtporenoberfläche (Annahme Poren zylindrisch),
Durchschnittlicher Porenradius, Modaler Porenradius (häufigster Porenradius), Peak n. 2 Porenradius (pm). v. Primärpartikelgröße
Die Primärpartikelgröße wird mittels eines Rasterelektronenmikroskops (REM) Modell Zeiss Ultra 55 gemessen. Die Probe wird in demineralisiertem Wasser (Direct-Q 3UV, Millipore, Wasserqualität: 18,2 MWah) suspendiert, um eine extrem verdünnte Suspension zu erhalten. Die Suspension wird mit der Ultraschallsonde (UW 2070, Bandelin electronic, 70 W, 20 kHz) für 1 min behandelt und dann auf ein Kohlenstoff-Klebepad aufgetragen. w. Mittlere Partikelgröße in Suspension
Die Partikelgröße und Korngröße des Feststoffs werden mittels eines Bluewave wet mit einer Meßzelle, erhältlich von Microtac GmbH, 47807 Krefeld, Deutschland gemäß deren Bedienungsanleitung gemessen. Das Bluewave wet enthält ein Sample Dosing System und ein Nassdispergiermodul. Zum Durchführen der Messung wird der Feststoff in demineralisiertem Wasser suspendiert und die Suspension tropfenweise in das Messgerät eingebracht. Die Konzentration der zu messenden Suspension sowie die zuzugebende Suspensionsmenge in das Geräte werden vom Messgerät selbstständig durch automatisierte Verdünnung bis zum optimalen partikelgrößen und -material abhängigen Messfenster eingestellt. Die Vorbereitung der zu messenden Suspension erfolgt im Hinblick auf ein transluzentes Erscheinungsbild der Suspension vor der tropfenweisen Einbringung in das Messgerät. Die Messparameter werden gemäß der Bedienungsanleitung bezogen auf den zu messenden Feststoff in Suspension (Partikelform, optische Eigenschaften) eingestellt. Das Bluewave wet gibt die D10-, D50- und D90- Werte für eine Probe aus. Die Suspension wird mit der Ultraschallsonde (UW 2070, Bandelin electronic, 70 W, 20 kHz) für 1 min behandelt. x. Partikelgröße und Korngröße des Feststoffs
Die Partikelgröße und Korngröße des Feststoffs werden mittels eines Camsizers XT, erhältlich von Retsch Technology GmbH, Deutschland gemäß deren Bedienungsanleitung gemessen. Die Software gibt die D10, D50 und D90-Werte für eine Probe aus. y. BET Messung
Für die Messung der spezifischen Oberfläche wird die statisch volumetrische BET-Methode gemäß DIN ISO 9277:2010 angewendet. Für die BET Messung wird ein“NOVA 3000” bzw. ein „Quadrasorb“ (von der Firma Quantachrome erhältlich), welche gemäß der SMART
Methode („Sorption Method with Adaptive dosing Rate“) funktioniert, angewendet. Die Mikroporenanalyse wird mittels t-plot-Verfahren (p/pO = 0,1 -0,3) und die Mesoporenanalyse mittels MBET-Verfahren (p/pO = 0,0-0, 3) durchgeführt. Als Referenzmaterial, werden die Standards Alumina SARM-13 und SARM-214 verwendet, erhältlich bei Quantachrome. Das Tara-Gewicht der eingesetzten Messzellen (sauber und trocken) wird gewogen. Der Messzellentyp wird so gewählt, dass das zugeführte Probematerial und der Füllstab die Messzelle möglichst füllen und der tote Raum auf ein Minimum reduziert wird. Das Probematerial wird in die Messzelle gebracht. Die Menge des Probematerials wird so ausgewählt, dass der zu erwartende Messwert 10-20 m2/g entspricht. Die Messzellen werden in den Ausheizstationen des BET-Messgerätes fixiert (ohne Füllstab) und auf <200 mbar evakuiert. Die Geschwindigkeit des Evakuierens wird so eingestellt, dass kein Material aus der Messzelle entweicht. In diesem Zustand wird bei 200°C für 1 h ausgeheizt. Nach dem Abkühlen, wird die mit Probe gefüllte Messzelle gewogen (Brutto). Anschließend wird das Tara-gewicht vom Brutto-Gewicht abgezogen = Nettogewicht = Gewicht der Probe. Nun wird der Füllstab in die Messzelle eingeführt und diese wiederum in der Messstation des BET- Messgerätes fixiert. Vor Messstart werden die Probenbezeichnung und das Probengewicht in die Software eingepflegt. Die Messung wird gestartet. Der Sättigungsdruck des Stickstoffgases (N2 4.0) wird gemessen. Die Messzelle wird evakuiert und wird mit Hilfe eines Stickstoffbads auf 77 K heruntergekühlt. Der tote Raum wird mittels Heliumgas (He 4.6) gemessen. Es wird erneut evakuiert. Eine Mehrpunktanalyse mit mindestens 5 Messpunkten wird ausgeführt. Als Adsorptiv, wird N2 4.0 angewendet. Die spezifische Oberfläche wird in m2/g angegeben. z. Viskosität von Glaskörpern
Die Viskosität des Glases wird mit Hilfe des Balkenbiegeviskosimeter Typ 401 - Fa. TA Instruments mit der Herstellersoftware WinTA (aktuell Version 9.0) unter Windows 10 gemäß der Norm DIN ISO 7884-4:1998-02 gemessen. Die Stützweite zwischen den Auflagern beträgt 45mm. Probestäbchen mit rechteckigem Querschnitt werden aus Bereichen homogenen Materials geschnitten (Probenober- und -Unterseite mit Feinschliff mindestens 1000-er Korn). Die Probenoberflächen nach Bearbeitung haben Korngröße = 9pm & RA = 0,15pm. Die Probestäbchen haben folgende Maße: Länge = 50mm, Breite = 5mm & Höhe = 3mm (Zuordnung Länge, Breit, Höhe wie in der Norm). Drei Proben werden gemessen und der Mittelwert errechnet. Die Probentemperatur wird durch ein Thermoelement dicht an der Probenoberfläche gemessen. Folgende Parameter werden angewendet: Heizrate = 25 K auf maximal 1500 °C, Belastungsgewicht = 100 g, maximale Durchbiegung = 3000 pm (in Abweichung von der Norm).
za. Restfeuchte
Die Bestimmung der Restfeuchte einer Probe Siliziumdioxidgranulat erfolgt mit Hilfe eines Moisture Analyzers HX204 der Firma Mettler Toledo. Das Gerät arbeitet nach dem Prinzip der Thermogravimetrie. Der HX204 ist mit einem Halogenstrahler als Heizelement ausgerüstet. Die Trocknungstemperatur beträgt 220°C. Das Startgewicht der Probe liegt bei 10 g ± 10 %. Es wird die Messmethode„Standard“ ausgewählt. Die Trocknung wird solange fortgesetzt bis die Gewichtsänderung nicht mehr als 1 mg /140 s erreicht. Die Restfeuchte ergibt sich aus der Differenz von Startgewicht der Probe zu Endgewicht der Probe, geteilt durch das Startgewicht der Probe.
Die Bestimmung der Restfeuchte von Siliziumdioxidpulver wird gemäß DIN EN ISO 787- 2:1995 (2h, 105°C) durchgeführt.
BEISPIELE
Die Erfindung wird im Folgenden durch Beispiele weiter beispielhaft illustriert. Die Erfindung ist nicht auf die Beispiele beschränkt.
E. 1. Herstellen von Siliziumdioxidgranulat aus Siliziumdioxidpulver
E15-x: Eine Aufschlämmung von pyrogener Kieselsäure (BET = 30 m2/g, mittlere Partikelgröße in Suspension = 100 nm) wurde in deionisiertes Wasser (L=0,1 pS/cm) in einen Mischer mit Rührer/Paddel-Geometrie eingebracht und homogenisiert. Der Feststoffgehalt der homogenisierten Mischung betrug 55 Gew.-%. In den Fällen E15-2, E15-3 wurde die Suspension anschließend mittels eines Ultraschallgenerators gemäß den Angaben in Tabelle 2 behandelt. Anschließend wurden alle Suspensionen E15-x über eine Filteranordnung geführt. Die Partikelgrößen- und Elementaranalyse vor der Filtration ist in Tabelle 3 angegeben.
Für die Beispiele E15-1 bis E15-4 wurde eine Filteranordnung mit drei Filtern Nr. 1. bis 3. (Reihenfolge stromabwärts von 1. über 2. Nach 3.) gewählt. Diese war wie folgt:
1. Filter: Acura Multiflow® (PP-Multilayer Tiefenfilter), Filterfeinheit 10 pm, Abscheiderate 80%;
2. Filter: Acura Promelt® (PP-Tiefenfilter), Filterfeinheit 1 pm, Abscheiderate 99,9%;
3. Filter: Acura Multiflow® (PP-Multilayer Tiefenfilter), Filterfeinheit 0,5 pm, Abscheiderate 80%.
Das Beispiel E15-1 wurde wie zuvor hergestellt, jedoch wurde keine Ultraschallbehandlung durchgeführt.
Bei E15-2 wurde ein Ultraschallgenerator Typ UIP 1000 hdT-230 (Fa. Hielscher Ultrasonics GmbH, Teltow (Deutschland), mit Titansonde BS4d55 mit Booster B4-1.2 und einer Durchflußzelle FC100L1 K-1S eingesetzt. Es wurde eine Leistungsdichte von 950 W/Liter und einem Durchfluß von 180 Liter/h gewählt.
Bei E15-3 wurde ein Ultraschallgenerator Typ Wirbelreaktorblock WB 4-1604 der Fa. Bandelin (Berlin, (Deutschland)) mit einer Leistungsdichte von 550W/Liter und einem
Durchfluß von 250 Liter/h gewählt.
In dem Beispiel E15-4 wurde wie unter E-15-x angegeben verfahren. Allerdings wurde anstelle der Ultraschallbehandlung durch eine Behandlung in einer Kugelmühle Typ Diskus 20 der Firma Netzsch Feinmahltechnik GmbH, Selb (Deutschland) mit folgenden Betriebsparametern Drehzahl 900 U/min., Durchfluss 250 Liter/h, Mahlkugeln der Größe 500 pm durchgeführt, bevor die Mikrofiltration vorgenommen wurde.
Tabelle 2
Tabelle 3
* Hier wird der Metallionengehalt (Summe der Zeilen 9 der Tabelle 3) als Quotient der Beispiel E15-2 bis E15-4 mit dem Metallionengehalt von E15-2 bis E15-4 vor dem Dispergieren (Zeile 3, Tabelle 2) angegeben.
Ein Vergleich des Beispiels 15-1 mit den weiteren Beispielen E15-2 bis E15-4 zeigt, dass nach einem Dispergierschritt die durchschnittliche Partikelgröße in einer Suspension deutlich niedriger und die Partikelgrößenverteilung deutlich enger ist, als bei einer Vergleichssuspension, die nicht zusätzlich dispergiert wurde.
Dispergieren mit Ultraschall mit einer Leistungsdichte von 950 W/Liter zeigt eine gute Homogenisierung bei kleinen durchschnittlichen Partikelgrößen, aber im analytischen Nachweis einen erhöhten Gehalt an Elementen, die von Si, O, H, C und CI verschieden sind, insbesondere an Metallatomen. Diese bedeuten in der weiteren Verarbeitung zu Quarzglas entweder unlösliche Partikel oder Bildung von Gasbläschen. Diese Partikel werde nur zum Teil in der Filteranordnung zurückgehalten. Ein vergleichbarer, noch stärker ausgeprägter Befund wird bei Einsatz einer Kugelmühle zum Dispergieren beobachtet.
Die erfindungsgemäßen Beispiele E15-2 und E-15-3 zeigen eine gute und gleichmäßige Dispergierung, sowie einen geringen Gehalt an Elementen, die von Si, O, H, C und CI verschieden sind. Der größte Teil der Partikel, die von Si, O, H, C und CI verschiedene Elemente enthalten, wird in der Filteranordnung zurückgehalten.
Die Filteranordnung in den Beispielen E15-3 und E15-4 weist eine mindestens 8 mal längere Betriebszeit (Standzeit der Filteranordnung) bis zu einem Auswechseln auf als in Beispiel E15-1. In E15-4 ist der Eintrag an Metallionen aufgrund des Dispergierschritts mit einer Kugelmühle jedoch erheblich höher als in E15-3.
Dadurch wird eine reinere Siliziumdioxidsuspension erhalten bei gleichzeitig langer Standzeit der Filteranordnung.
Der Eintrag an Metallionen (Ca, Co, Cr, Cu, Fe, Ge, Hf, K, Li, Mg, Mn, Mo, Na, Nb, Ni, Ti, V, W, Zn, Zr) ist beim Dispergieren mit einer Kugelmühle erheblich höher als beim Dispergieren mit Ultraschall.
2. Verschiedene Filterkombinationen in Filteranordnung
E16-x: Eine Aufschlämmung von pyrogener Kieselsäure (BET = 30 m2/g, mittlere Partikelgröße in Suspension = 100 nm) wurde wie zuvor in deionisiertes Wasser (L=0,1 pS/cm) in einen Mischer mit Rührer/Paddel-Geometrie eingebracht und homogenisiert. Der Feststoffgehalt der homogenisierten Mischung betrug 63 Gew.-%. Alle Aufschlämmungen wurden anschließend mittels eines Ultraschallgenerators (Leistung: 550 W/L, Durchfluß: 250 L/h, 30s Behandlungsdauer) behandelt. Anschließend wurden alle Suspensionen E16-x über eine Filteranordnung geführt. Die Filteranordnung war mit drei Filtern Nr. 1. bis 3. (Reihenfolge stromabwärts von 1. über 2. nach 3.) konfiguriert. Folgende Filter kamen zum Einsatz (Tabelle 4):
Tabelle 4
Die Multiflowfilter sind bei der Fuhr GmbH, 55270 Klein-Winternheim (Deutschland) erhältlich. Sie wurden in folgender Konfiguration eingesetzt: Bauhöhe: 20 (20 Zoll), Material Polypropylen, Gradation 4 (vierlagig), Adapter F3 (222-Adapter with fin).
Die Promeltfilter sind ebenfalls bei der Fuhr GmbH erhältlich. Sie wurden in folgender Konfiguration eingesetzt: Bauhöhe: 20 (20 Zoll), Material Polypropylen, Gradation 1 (ß- Rate = 1000) (vierlagig), Adapter F3 (222-Adapter with fin).
Der amaPure TS-Filter ist erhältlich von Filtration Group GmbH, Schleifbachweg 45, 74613 Öhringen (Deutschland) (ehemals Mahle Industriefiltration). Sie wurde in folgender Konfiguration eingesetzt: Bauhöhe: 20 Zoll (50,8 cm), Material Polypropylen, Ausführung: X8.
Die Kombinationen der jeweils drei Filter in einer Filteranordnung sind in Tabelle 5 angegeben.
Beobachtungen:
i. Die Granulierbarkeit der in E16-1 bis E16-8 erhaltenen Suspensionen wurde für „gut“ befunden.„Gut“ bedeutet , dass alle Suspensionen zur Granulation geeignet waren.
ii. Die Blasigkeit eines aus dem jeweiligen Granulat hergestellten Quarzglas war für die Beispiele E16-1 bis E-16-3 und E16-7 und E16-8„gut“.„Gut“ bedeutet eine für den Verkauf akzeptable Quarzglasqualität mit kaum Blasen. Ein solches Quarzglas ist in Figur 7, b) gezeigt. Die Blasigkeit der Beispiele E16-4 bis E16-6 wurden mit„mittel“ bewertet.„Mittel“ bedeutet eine Quarzglasqualität mit einer größeren Menge Blasen, welche nur mit Einschränkungen als verkaufsfähig zu betrachten ist.
iii. Der Metallioneneintrag war durchweg niedrig, die Partikelgrößenverteilung, ausgedrückt als Verhältnis von D90 zu D10 niedrig.
iv. Je nach Filteranordnung wurden kürzere Standzeiten (< 1000 Liter) und längere Standzeiten (> 1000 Liter) beobachtet.
Tabelle 5
* Hier wird der Metallionengehalt (Summe der Zeilen 9 der Tabelle 3) als Quotient der Beispiel E15-2 bis E15-4 mit dem Metallionengehalt von E15-2 bis E15-4 vor dem Dispergieren (Zeile 3, Tabelle 2) angegeben.;** FF =Filterfeinheit; *** AR=Abscheiderate.
Ultraschallbehandlung
E17-x: Eine Aufschlämmung von pyrogener Kieselsäure (BET = 30 m2/g, mittlere Partikelgröße in Suspension = 100 nm) wurde wie zuvor in deionisiertes Wasser (L=0,1 pS/cm) in einen Mischer mit Rührer/Paddel-Geometrie eingebracht homogenisiert. Der Feststoffgehalt der homogenisierten Mischung betrug 63 Gew.-%. Alle Aufschlämmungen wurden anschließend mittels eines Ultraschallgenerators behandelt. Die Parameter der Ultraschallbehandlung sind in Tabelle 6 zusammengestellt. Anschließend wurden alle Suspensionen E17-x Über dieselbe Filteranordnung wie in den Beispielen E15-x geführt.
Beobachtungen:
i. Bei hoher Ultraschallleistung ist die mittlere Partikelgröße in Suspension vor dem Filtern etwas niedriger als bei niedrigerer Ultraschallleistung. Gleichzeitig ist der Gehalt an Metallionen und (damit einhergehend) an von Si, O, H, C und CI verschiedenen Ionen deutlich höher.
ii. Bei gleicher Behandlungsdauer (10s) ist bei einer Ultraschalleistung von 550 W/L der Metallioneneintrag deutlich niedriger als bei 950 W/L. Die
Partikelgrößenverteilung D10 bzw. D90 unterscheidet sich nur geringfügig. Verdoppelt man die Behandlungsdauer bei 550 W/L auf 20s, werden zu der Behandlung mit 950 W/L und 10s vergleichbare Partikelgrößen und -Verteilungen erzielt, bei deutlich niedrigerer Metallionenkonzentration infolge der Ultraschallbehandlung.
iii. Bei längeren Behandlungszeiten nimmt die Metallionenkonzentration zu.
Tabelle 6
BEZUGSZEICHENLISTE
Schritt (i)
Schritt (ii)
Schritt (iii)
Schritt (iv)
Schritt (v)
Erster Filter
Zweiter Filter
Dritter Filter
Erste Filterstufe mit Filter Zweite Filterstufe, Filter A Zweite Filterstufe, Filter B Dritte Filterstufe mit Filter Schritt i.)
Schritt ii.)
Schritt iii.)