WO2021021855A1 - Recycle content cyclobutane diol polyester - Google Patents
Recycle content cyclobutane diol polyester Download PDFInfo
- Publication number
- WO2021021855A1 WO2021021855A1 PCT/US2020/043956 US2020043956W WO2021021855A1 WO 2021021855 A1 WO2021021855 A1 WO 2021021855A1 US 2020043956 W US2020043956 W US 2020043956W WO 2021021855 A1 WO2021021855 A1 WO 2021021855A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- pyoil
- composition
- recycle
- propylene
- ppm
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J11/00—Recovery or working-up of waste materials
- C08J11/04—Recovery or working-up of waste materials of polymers
- C08J11/10—Recovery or working-up of waste materials of polymers by chemically breaking down the molecular chains of polymers or breaking of crosslinks, e.g. devulcanisation
- C08J11/12—Recovery or working-up of waste materials of polymers by chemically breaking down the molecular chains of polymers or breaking of crosslinks, e.g. devulcanisation by dry-heat treatment only
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C29/00—Preparation of compounds having hydroxy or O-metal groups bound to a carbon atom not belonging to a six-membered aromatic ring
- C07C29/132—Preparation of compounds having hydroxy or O-metal groups bound to a carbon atom not belonging to a six-membered aromatic ring by reduction of an oxygen containing functional group
- C07C29/136—Preparation of compounds having hydroxy or O-metal groups bound to a carbon atom not belonging to a six-membered aromatic ring by reduction of an oxygen containing functional group of >C=O containing groups, e.g. —COOH
- C07C29/143—Preparation of compounds having hydroxy or O-metal groups bound to a carbon atom not belonging to a six-membered aromatic ring by reduction of an oxygen containing functional group of >C=O containing groups, e.g. —COOH of ketones
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C4/00—Preparation of hydrocarbons from hydrocarbons containing a larger number of carbon atoms
- C07C4/02—Preparation of hydrocarbons from hydrocarbons containing a larger number of carbon atoms by cracking a single hydrocarbon or a mixture of individually defined hydrocarbons or a normally gaseous hydrocarbon fraction
- C07C4/04—Thermal processes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G63/00—Macromolecular compounds obtained by reactions forming a carboxylic ester link in the main chain of the macromolecule
- C08G63/02—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds
- C08G63/12—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds derived from polycarboxylic acids and polyhydroxy compounds
- C08G63/16—Dicarboxylic acids and dihydroxy compounds
- C08G63/18—Dicarboxylic acids and dihydroxy compounds the acids or hydroxy compounds containing carbocyclic rings
- C08G63/181—Acids containing aromatic rings
- C08G63/183—Terephthalic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G63/00—Macromolecular compounds obtained by reactions forming a carboxylic ester link in the main chain of the macromolecule
- C08G63/02—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds
- C08G63/12—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds derived from polycarboxylic acids and polyhydroxy compounds
- C08G63/16—Dicarboxylic acids and dihydroxy compounds
- C08G63/18—Dicarboxylic acids and dihydroxy compounds the acids or hydroxy compounds containing carbocyclic rings
- C08G63/199—Acids or hydroxy compounds containing cycloaliphatic rings
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G63/00—Macromolecular compounds obtained by reactions forming a carboxylic ester link in the main chain of the macromolecule
- C08G63/78—Preparation processes
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C2601/00—Systems containing only non-condensed rings
- C07C2601/04—Systems containing only non-condensed rings with a four-membered ring
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/10—Homopolymers or copolymers of propene
- C08J2323/12—Polypropene
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P20/00—Technologies relating to chemical industry
- Y02P20/50—Improvements relating to the production of bulk chemicals
- Y02P20/582—Recycling of unreacted starting or intermediate materials
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/62—Plastics recycling; Rubber recycling
Definitions
- Polyesters are typically made by polycondensation or polyesterification of dicarboxylic acids with diols.
- the dicarboxylic acids and diols are generally made from fossil fuel sources (e.g , oil, natural gas, coal).
- the present invention offers a way to include recycled content in polyesters, e.g., polyesters containing cyclobutane diol residues, by providing polyesters that are made from organic compounds, e.g. acids and alcohols, derived from recycled, reused or other environmentally favored raw' material.
- the invention is directed to a process for preparing a recycle polyester composition (r-polyester) comprising: (1) preparing a recycled propylene composition (r-propylene) derived directly or indirectly from cracking a recycle content pyrolysis oil composition (r-pyoil); (2) using the r-propylene as a feedstock in a reaction scheme to produce at least one polyester reactant for preparing a polyester; and (3) reacting said at least one polyester reactant to prepare at least one polyester.
- r-polyester comprising: (1) preparing a recycled propylene composition (r-propylene) derived directly or indirectly from cracking a recycle content pyrolysis oil composition (r-pyoil); (2) using the r-propylene as a feedstock in a reaction scheme to produce at least one polyester reactant for preparing a polyester; and (3) reacting said at least one polyester reactant to prepare at least one polyester.
- the invention is directed to use of a recycle propylene composition (r-propylene) to produce at least one polyester reactant.
- the invention is directed to use of recycle propylene composition (r-propylene) to produce at least one polyester.
- a polyester composition comprising at least one polyester having at least one monomeric residue derived from a recycle propylene composition.
- an article that comprises the polyester composition.
- the article is a molded article comprising the polyester.
- the molded article is made from a thermoplastic composition comprising the polyester.
- the polyester is in the form of a mold able thermoplastic resin.
- the invention is directed to an integrated process for preparing a polyester which comprises the processing steps of: (1) preparing a recycle propylene composition (r-propylene) in a cracking operation utilizing a feedstock that contains at least some content of recycle pyoil composition; (2) preparing at least one chemical intermediate from said r-propylene; (3) reacting said chemical intermediate in a reaction scheme to prepare at least one polyester reactant for preparing a polyester, and/or selecting said chemical intermediate to be at least one polyester reactant for preparing a polyester; and (4) reacting said at least one polyester reactant to prepare said polyester; wherein said polyester comprises at least one monomeric residue derived from the r-propylene.
- processing steps (1) to (4), or (2) to (4), or (3) and (4) are carried out in a system that is in fluid communication.
- a method of making recycle polyester comprising contacting recycle content 2,2,4,4-tetramethyl- 1,3-cyclobutanedioI (TMCD) (r-TMCD) with one or more dicarboxylic acids (or derivative thereof) and (optionally) one or more other diols under conditions to provide said r-polyester, wherein at least a portion of the r-TMCD is derived directly or indirectly from cracking a recycle content pyrolysis oil composition (r-pyoil).
- TMCD 2,2,4,4-tetramethyl- 1,3-cyclobutanedioI
- TMCD composition designated as having recycle content
- b feeding the TMCD and one or more dicarboxy!ic acids (or derivative thereof) and (optionally) one or more other diols to a reactor under conditions effective to make polyester, and
- TMCD composition is derived directly or indirectly from cracking a recycle pyoil composition (r-pyoil).
- a method of processing a recycle TMCD composition at least a portion of which is derived directly or indirectly from cracking a recycle pyoil composition (r-TMCD) comprising feeding r-TMCD and one or more dicarboxylic acids (or derivative thereof) and (optionally) one or more other diols to a polycondensation and/or polyesterification reactor.
- an integrated process for making a polyester composition comprising:
- TMCD composition from a feed composition at least a portion of which is obtained by a reaction scheme stalling from a recycle content propylene composition (r-propylene), wherein at least a portion of said r-propylene is produced by cracking recycle pyoil, and
- composition generating and consumption system comprising:
- a TMCD manufacturing facility adapted to make a recycle content TMCD composition (r- TMCD) from a feed composition at least a portion of which is obtained by a reaction scheme starting from a recycle content propylene composition (r-propylene), wherein at least a portion of the r-propylene is produced by cracking recycle pyoil
- a polyester manufacturing facility comprising a reactor containing one or more dicarboxylic acids (or derivative thereof) and (optionally) one or more other diols that accepts TMCD
- a piping system interconnecting the two facilities, optionally with intermediate equipment or storage facilities capable of taking off TMCD from the TMCD manufacturing facility and accept the TMCD at the polyester facility.
- TMCD in a synthetic process to make polyester
- designating at least a portion of the polyester as corresponding to at least a portion of the r-propylene allocation or credit and optionally h. offering to sell or selling the polyester as containing or obtained with recycle content corresponding with such designation.
- polyester with a feedstock comprising dr-TMCD, e designating at least a portion of the polyester as containing a recycle content corresponding to at least a portion of the amount of dr- propylene contained in the feedstock for the reaction scheme, and optionally
- composition (r-propylene) allotment comprising:
- a recycle content identifier associated with the polyester the identifier being a representation that the polyester contains, or is sourced from, a recycle content.
- polyester composition comprising:
- a method of introducing an impurity into a polyester composition comprising:
- step (b) providing a second propylene feedstock at least a portion of which is obtained by cracking recycle pyoil and comprising an impurity not present in, or in a greater amount than present in, the first propylene feedstock and having its origin in the cracking of recycle pyoil; and c. making a polyester composition from step (b) comprising polyester and the impurity; and
- a method of processing a recycle propylene composition at least a portion of which is derived directly or indirectly from cracking a recycle pyoil composition (r-propylene), comprising producing a polyester from a reaction scheme starting from said r-propylene, wherein the recycle pyoil is obtained by pyrolyzing a waste stream that either does not contain a non- kosher material (or contains exclusively post-industrial material).
- a polyester composition obtained by any of the methods described herein.
- the invention is directed to providing a recycle content TMCD composition (r-TMCD).
- r-TMCD TMCD composition
- the r-TMCD can be used as a polyester reactant
- TMCD recycle TMCD
- r-TMCD recycle propylene composition
- r-propylene recycle propylene composition
- carboxylation effluent comprising isobutyric acid, converting isobutyric acid in a synthetic reaction scheme to make TMCD, wherein said r- propylene is derived directly or indirectly from cracking r-pyoil.
- TMCD recycle TMCD
- said method comprising hydroformylating a recycle propylene composition (r-propylene) to thereby produce a hydroformylation effluent comprising isobutyraldehyde (r- isobutyraldehyde), and oxidizing the r-isobutyraldehyde to thereby produce an oxidation effluent comprising isobutyric acid (r-isobutyric acid), converting r- isobutyric acid in a synthetic reaction scheme to make TMCD, wherein said r- isobutyraldehyde and r-isobutyric acid is produced from a recycled propylene composition (r-propylene) and said r-propylene is derived directly or indirectly from cracking recycle pyoil composition (r-pyoil).
- At least a portion of said isobutyric acid is produced from a recycle propylene composition that is derived directly or indirectly from cracking a recycle pyoil composition (r-pyoil).
- a recycle pyoil composition r-propylene
- the process can also be an integrated process for making TMCD comprising:
- an integrated recycle propylene composition generating and consumption system comprising: a. a propylene manufacturing facility adapted to make a propylene composition at least a portion of which is obtained from cracking recycle pyoil (r-propylene), and
- a piping system interconnecting the two facilities, optionally with intermediate equipment or storage facilities, capable of taking off propylene from the propylene manufacturing facility and accept the propylene at the isobutyric acid facility;
- the method for introducing or establishing a recycle content in TMCD comprises:
- TMCD designating at least a portion of the TMCD as corresponding to at least a portion of the r-propylene allocation or credit, and optionally e. offering to sell or selling the TMCD as containing or obtained with recycle content corresponding with such designation.
- a propylene supplier cracking a cracker feedstock comprising recycle pyoil to make a propylene composition at least a portion of which is obtained by cracking said recycle pyoil (r-propylene), and
- a recycle isobutyric acid composition (r- isobutyric acid) produced from a recycle propylene composition derived directly or indirectly from cracking recycle pyoil (r-propylene) comprising converting r- isobutyric acid in a synthetic process scheme to make TMCD.
- TMCD a. TMCD
- recycle content identifier associated with said TMCD, said identifier being a representation that said TMCD contains, or is sourced from, a recycle content.
- composition of TMCD can also be different, and there is provided a TMCD composition comprising:
- At least one impurity comprising formaldehyde, methylene chloride, or aldol condensation products thereof.
- step (b) making a TMCD composition from step (b) comprising TMCD and said impurity;
- step (b) making an isobutyrie acid composition from step (b) comprising isobutyrie acid and said impurity;
- TMCD composition from said isobutyrie acid composition, wherein said TMCD composition comprises TMCD and said impurity; and e. optionally recovering said TMCD composition containing said impurity.
- a cradle to final product method for making TMCD comprising:
- TMCD composition obtained by any of the methods described herein.
- Figure 1 is an illustrate of a process for employing a recycle content pyrolysis oil composition (r-pyoil) to make one or more recycle content compositions into r-compositions.
- r-pyoil recycle content pyrolysis oil composition
- Figure 2 is an illustration of an exemplary pyrolysis system to at least partially convert one or more recycled waste, particularly recycled plastic waste, into various useful r-products.
- Figure 3 is a schematic depiction of pyrolysis treatment through production of olefin containing products.
- Figure 4 is a block flow diagram illustrating steps associated with the cracking furnace and separation zones of a system for producing an r-composition obtained from cracking r-pyoil and non-recycle cracker feed.
- Figure 5 is a schematic diagram of a cracker furnace suitable for receiving r-pyoil.
- Figure 6 illustrates a furnace coil configuration having multiple tubes.
- Figure 7 illustrates a variety of feed locations for r-pyoil into a cracker furnace.
- Figure 8 illustrates a cracker furnace having a vapor-liquid separator.
- Figure 9 is a block diagram illustrating the treatment of a recycle content furnace effluent.
- Figure 10 illustrates a fractionation scheme in a Separation section, including a demethanizer, dethanizer, depropanizer, and the fractionation columns to separate and isolate the main r-compositions, including r-propylene, r-ethylene, r- butylene, and others.
- Figure 11 illustrates the laboratory scale cracking unit design.
- Figure 12 illustrates design features of a plant-based trial feeding r-pyoil to a gas fed cracker furnace.
- Figure 13 is a graph of the boiling point curve of a r-pyoil haying 74.86% C8+, 28.17% C15+, 5.91% aromatics, 59.72% paraffins, and 13.73% unidentified components by gas chromatography analysis.
- Figure 14 is a graph of the boiling point curve of a r-pyoil obtained by gas chromatography analysis.
- Figure 15 is a graph of the boiling point curve of a r-pyoil obtained by gas chromatography analysis.
- Figure 16 is a graph of the boiling point curve of a r-pyoil distilled in a lab and obtained by chromatography analysis.
- Figure 17 is a graph of the boiling point curve of r-pyoil distilled in lab with at least 90% boiling by 350°C, 50% boiling between 95°C and 200°C, and at least 10% boiling by 60°C.
- Figure 18 is a graph of the boiling point curve of r-pyoil distilled in lab with at least 90% boiling by 150°C, 50% boiling between 80°C and 145°C, and at least 10% boiling by 60°C.
- Figure 19 is a graph of the boiling point curve of r-pyoil distilled in lab with at least 90% boiling by 350°C, at least 10% by 150°C, and 50% boiling between 220°C and 280°C.
- Figure 20 is a graph of the boiling point curve of r-pyoil distilled in lab with 90% boiling between 250 - 300°C.
- Figure 21 is a graph of the boiling point curve of r-pyoil distilled in lab with 50% boiling between 60 - 80°C.
- Figure 22 is a graph of the boiling point curve of r-pyoil distilled in lab with 34.7% aromatic content.
- Figure 23 is a graph of the boiling point curve of r-pyoil with an initial boiling point of about 40°C.
- Figure 24 is a graph of the carbon distribution of pyoil used in a plant test.
- Figure 25 is a graph of the carbon distribution of pyoil used in a plant test.
- each number is modified the same as the first number or last number in the numerical sequence or in the sentence, e.g. each number is“at least,” or“up to” or“not more than” as the case may be; and each number is in an“or” relationship.
- “at least 10, 20, 30, 40, 50, 75 means the same as“at least 10 wt.%, or at least 20 wt.%, or at least 30 wt.%, or at least 40 wt.%, or at least 50 wt.%, or at least 75 wt.%,” etc.; and “not more than 90 wt.%, 85, 70, 60..” means the same as“not more than 90 wt.%, or not more than 85 wt.%, or not more than 70 wt.%....” etc.; and“at least 1%, 2%, 3%, 4%, 5%, 6%, 7%, 8%, 9% or 10% by weight...” means the same as“ at least 1 wt.%, or at least 2 wt.%, or at least 3 wt.% ...” etc.; and“at least 5, 10, 15, 20 and/or not more than 99, 95, 90 weight percent” means the same as“at least 5 wt.%, or at least 10
- methods for making a recycle propionaldehyde start with feeding a recycle ethylene composition (“r-ethylene”) to a reactor for making propionaldehyde, where the r-ethylene is derived directly or indirectly from cracking r-pyoil.
- r-ethylene recycle ethylene composition
- olefin-containing effluent is the furnace effluent obtained by cracking a cracker feed containing r-pyoil.
- A“non-recycle olefin-containing effluent” is the furnace effluent obtained by cracking a cracker feed that does not contain r-pyoil. Units on hydrocarbon mass flow rate, MF1, and MF2 are in kilo pounds/hr (klb/hr), unless otherwise stated as a molar flow rate
- FIG. 1 is a schematic depiction illustrating an embodiment or in combination with any embodiment mentioned herein of a process for employing a recycle content pyrolysis oil composition (r-pyoil) to make one or more recycle content compositions (e.g. ethylene, propylene, butadiene, hydrogen, and/or pyrolysis gasoline): the r-composition.
- r-pyoil recycle content pyrolysis oil composition
- recycle content compositions e.g. ethylene, propylene, butadiene, hydrogen, and/or pyrolysis gasoline
- recycled waste can be subjected to pyrolysis in pyrolysis unit 10 to produce a pyrolysis product/effluent comprising a recycle content pyrolysis oil composition (r-pyoil).
- the r-pyoil can be fed to a cracker 20, along with a non-recycle cracker feed (e.g., propone, ethane, and/or natural gasoline).
- a recycle content cracked effluent r-cracked effluent
- the r-composition can be separated and recovered from the r-cracked effluent.
- the r-propylene stream can contain predominantly propylene, while the r-ethylene stream can contain
- a furnace includes the convection zone and the radiant zone.
- a convection zone includes the tubes and/or coils inside the convection box that can also continue outside the convection box downstream of the coil inlet at the entrance to the convection box.
- the convection zone 310 includes the coils and tubes inside the convection box 312 and can optionally extend or be interconnected with piping 314 outside the convection box 312 and returning inside the convection box 312.
- the radiant zone 320 includes radiant coils/tubes 324 and burners 326.
- the convection zone 310 and radiant zone 320 can be contained in a single unitary box, or in separate discrete boxes.
- the convection box 312 does not necessarily have to be a separate discrete box.
- the convection box 312 is integrated with the firebox 322.
- a“r-pyoil” or“r-pyrolysis oil” are interchangeable and mean a composition of matter that is liquid when measured at 25°C and 1 atm, and at least a portion of which is obtained from the pyrolysis of recycled waste (e.g., waste plastic or waste stream).
- “r-ethylene” means a composition comprising: (a) ethylene obtained from cracking of a cracker feed containing r-pyoil, or (b) ethylene having a recycle content value attributed to at least a portion of the ethylene; and“r- propylene” means a composition comprising (a) propylene obtained from cracking of a cracker feed containing r-pyoil, or (b) propylene having a recycle content value attributed to at least a portion of the propylene.
- Reference to a“r-ethylene molecule” means an ethylene molecule derived directly from the cracking of a cracker feed containing r-pyoil.
- Reference to a“r- propylene molecule” means a propylene molecule derived directly from a cracker feed containing cracking of r-pyoil.
- the term“predominantly” means more than 50 percent by- weight, unless expressed in mole percent, in which case it means more than 50 mole%.
- a predominantly propane stream, composition, feedstock, or product is a stream, composition, feedstock, or product that contains more than 50 weight percent propane, or if expressed as mole%, means a product that contains more than 50 mole% propane.
- the term“recycle content” is used i) as a noun to refer to a physical component (e.g., compound, molecule, or atom) originating from r-pyoil or ii) as an adjective modifying a particular composition (e.g., a feedstock or product) at least a portion of which is directly or indirectly derived from r-pyoil.
- a composition that is“directly derived” from cracking r- pyoil has at least one physical component that is traceable to an r- composition at least a portion of which is obtained by or with the cracking of r-pyoil, while a composition that is“indirectly derived” from cracking r-pyoil has associated with it a recycle content allotment and may or may not contain a physical component that is traceable to an r-composition at least a portion of which is obtained by or with the cracking of r-pyoil.
- A“recycle content value” is a unit of measure representative of a quantity of material having its origin in r-pyoil. The recycle content value can have its origin in any type of r-pyoil and in any type of cracker furnace used to crack the r-pyoil
- the particular recycle content value can be determined by a mass balance approach or a mass ratio or percentage or any other unit of measure and can be determined according to any system for tracking, allocating, and/or crediting recycle content among various compositions.
- a recycle content value can be deducted from a recycle content inventory and applied to a product or composition to attribute recycle content to the product or composition
- a recycle content value does not have to originate from making or cracking r-pyoil unless so stated.
- at least a portion of the r-pyoil from which an allotment is obtained is also cracked in a cracking furnace as described throughout the one or more embodiments herein.
- At least a portion of the recycle content allotment or allotment or recycle content value deposited into a recycle content inventory is obtained from r-pyoil. Desirably, at least 60%, or at least 70%, or at least 80%, or at least 90% or at least 95%, or up to 100% of the:
- recycle content value applied to compositions to make a recycle content product, intermediate, or article are obtained from r-pyoil.
- a Recycle PIA is a product, intermediate or article which can include compounds or compositions containing compounds or polymers, and/or an article having an associated recycle content value
- a PIA does not have a recycle content value associated with it.
- the term“recycle content allotment” or “allotment” means a recycle content value that is transferred from an originating composition, at least a portion of which recycle content value is obtained by or with the cracking of r-pyoil, to a receiving composition (the composition receiving the allotment) that may or may not have physical component that is traceable to a composition at least a portion of which is obtained by or with the cracking of r-pyoil, where the recycle content value (whether by mass or percentage or any other unit of measure) is determined according to a standard system for tracking, allocating, and/or crediting recycle content among various compositions
- A“composition” that receives an allotment or recycle content value can include a composition of matter, compound, product, polymer, or article
- A“recycle content allotment” or“allotment” means a recycle content value that is:
- r-pyoil transferred from r-pyoil, or recycle waste used to make r-pyoil (for convenience referred to herein collectively as“r-pyoil”) to a receiving composition or a Recycle PIA that may or may not have a physical component that is traceable to the r- pyoil; or
- An allotment can be an allocation or a credit.
- the composition receiving the recycle content allotment can be a non-recycle composition, to thereby convert the non-recycle composition to an r-composition.
- “non-recycle” means a composition none of which was directly or indirectly derived from the cracking of r- pyoil.
- a“non-recycle feed” in the context of a feed to the cracker or furnace means a feed that is not obtained from a waste stream or r-pyoil.
- the term“recycle content allocation” is a type of recycle content allotment, where the entity or person supplying the composition sells or transfers the composition to the receiving person or entity, and the person entity making the composition has an allotment at least a portion of which can be associated with the composition sold or transferred by the supplying person or entity to the receiving person or entity.
- the supplying entity or person can be controlled by the same person or entity or a variety of affiliates that are ultimately controlled or owned at least in part by a parent entity (“Family of Entities”), or they can be from a different Family of Entities.
- a recycle content allocation travels with a composition and with the downstream derivates of the composition. An allocation may be deposited into a recycle content inventory and withdrawn from the recycle content inventory as an allocation and applied to a composition to make an r-composition or a Recycle PIA.
- recycle content credit means a recycle content allotment, where the allotment is not restricted to an association with compositions made from cracking r-pyoil or their downstream derivati ves, but rather have the flexibility of being obtained from r-pyoil and (i) applied to compositions or PIA made from processes other than cracking feedstocks in a furnace, or (ii) applied to downstream derivatives of compositions, through one or more intermediate feedstocks, where such compositions are made from processes other than cracking feedstocks in a furnace, or (iii) available for sale or transfer to persons or entities other than the owner of the allotment, or (iv) available for sale or transfer by other than the supplier of the composition that is transferred to the receiving entity or person.
- an allotment can be a credit when the allotment is taken from r-pyoil and applied by the owner of the allotment to a BTX composition or cuts thereof, made by said owner or within its Family of Entities, obtained by refining and fractionation of petroleum rather than obtained by cracker effluent products; or it can be a credit if the owner of the allotment sells the allotment to a third party to allow' the third party to either re- sell the product or apply the credit to one or more of a third parly’s compositions.
- a credit can be available for sale or transfer or use, or is sold or transferred or used, either:
- c. is deposited into or withdrawn from a recycle content inventory that does not track the molecules of a recycle content feedstock to the molecules of the resulting compositions which were made with the recycle content feedstocks, or which does have such tracking capability but which did not track the particular allotment as applied to a composition.
- an allotment may be deposited into a recycle content inventory, and a credit or allocation may be withdrawn from the inventory and applied to a composition.
- a composition receiving an allotment is used as a feedstock to make downstream derivatives of the composition, and such composition is a product of cracking a cracker feedstock in a cracker furnace.
- a recycle content value (or allotment) is obtained from the r-pyoil and i. deposited into a recycle content inventory, and an allotment (or credit) is withdrawn from the recycle content inventory and applied to any composition to obtain a r-composition, or
- step b. optionally at least a portion of the composition in step b. originates from a cracking a cracker feedstock in a cracker furnace, optionally the composition having been obtained by any of the feedstocks, including r-pyoil, and methods described herein.
- the steps b. and c. do not have to occur simultaneously. In one embodiment or in combination with any mentioned embodiments, they occur within a year of each other, or within six (6) months of each other, or within three (3) months of each other, or within one (1) month of each other, or within two (2) weeks of each other, or within one (1) week of each other, or within three (3) days of each other.
- the process allows for a time lapse between the time an entity or person receiving the r-pyoil and creating the allotment (which can occur upon receipt or ownership of the r-pyoil or deposit into inventory) and the actual processing of the r-pyoil in a cracker furnace.
- “recycle content inventory” and“inventory” mean a group or collection of allotments (allocations or credits) from which deposits and deductions of allotments in any units can be tracked.
- the in ventory can be in any form
- the total amount of recycle content withdrawn (or applied to compositions) does not exceed the total amount of recycle content allotments on deposit in the recycle content inventory ' ⁇ (from any source, not only from cracking of r-pyoil).
- the recycle content inventory is rebalanced to achieve a zero or positive recycle content value available.
- the timing for rebalancing can be either determined and managed in accordance with the rales of a particular system of accreditation adopted by the olefin-containing effluent manufacturer or by one among its Family of Entities, or alternatively, is rebalanced within one (1) year, or within six (6) months, or within three (3) months, or within one ( 1) month of realizing the deficit.
- the timing for depositing an allotment into the recycle content inventory, applying an allotment (or credit) to a composition to make a r-composition, and cracking r-pyoil, need not be simultaneous or in any particular order.
- the step of cracking a particular volume of r-pyoil occurs after the recycle content value or allotment from that volume of r-pyoil is deposited into a recycle content inventory.
- the allotments or recycle content values withdrawn from the recycle content inventory need not be traceable to r-pyoil or cracking r-pyoil, but rather can be obtained from any waste recycle stream, and from any method of processing the recycle waste stream.
- At least a portion of the recycle content value in the recycle content inventory is obtained from r-pyoil, and optionally at least a portion of r-pyoil, are processed in (he one or more cracking processes as described herein, optionally within a year of each other and optionally at least a portion of the volume of r-pyoil from which a recycle content value is deposited into the recycle content inventory is also processed by any or more of the cracking processes described herein.
- the determination of whether the r-composition is derived directly or indirectly from cracking r-pyoil is not on the basis of whether intermediate steps or entities do or do not exist in the supply chain, but rather whether at least a portion of the r-composition that is fed to the reactor for making an end product can be traced to r-composition made from the cracking of r-pyoil.
- the end product is considered to be directly derived from cracking r-pyoil if at least a portion of the atoms or molecules in reactant feedstock used to make the product can be traced back, optionally through one or more intermediate steps or entities, to at least a portion of the atoms or molecules that make up an r-composition produced during the cracking of r-pyoil fed to the cracking furnace. Any number of intermediaries and intermediate derivates can be made before the r-composition is made.
- the r-composition manufacturer can, typically after refining and/or purification and compression to produce the desired grade of the particular r-composition, sell such r-composition to an in termediary entity who then sells the r-composition, or one or more derivatives thereof, to another intermediary for making an intermediate product or directly to the product manufacturer. Any number of intermediaries and intermediate derivates can be made before the final product is made.
- the actual r-composition volume whether condensed as a liquid, supercritical, or stored as a gas, can remain at the facility where it is made, or can be shipped to a different location, or held at an off- site storage facility before utilized by the intermediary or product manufacturer.
- r-composition made by cracking r-pyoil is mixed with another volume of the composition (e.g. r- ethylene mixed with non-recycle ethylene), for example in a storage tank, salt dome, or cavern, then the entire tank, dome, or cavern at that point becomes a r-composition source, and for purposes of tracing, withdrawal from such storage facility is withdrawing from an r-composition source until such time as when the entire volume or inventory of the storage facility is turned over or withdrawn and/or replaced with non-recycle compositions after the r-composition feed to the tank stops.
- the composition e.g. r- ethylene mixed with non-recycle ethylene
- An r-composition is considered to be indirectly derived from the cracking of r-pyoil if it has associated with it a recycle content allotment and may or may not contain a physical component that is traceable to an r-composition at least a portion of which is obtained by or with the cracking of r-pyoil.
- manufacturer of the product can operate within a legal framework, or an association framework, or an industry recognized framework for making a claim to a recycle content through, for example, a system of credits transferred to the product manufacturer regardless of where or from whom the r-composition, or derivatives thereof, or reactant feedstocks to make the product, is purchased or transferred, or (ii) a supplier of the r-composition or a derivate thereof (“supplier”) operates within an allotment framework that allows for associating a recycle content value to a portion or all of an olefin-containing effluent or a compound within an olefin-containing effluent or derivate thereof and to transfer the allotment to the manufacturer of the product or any intermediary who obtains a supply of one or more compounds in an olefin-containing effluent or its derivatives, from the supplier.
- supply a supplier of the r-composition or a derivate thereof
- the transfer can occur by virtue of the supplier transferring an r-compound to the manufacturer of the product or intermediary, or by transferring the allotment (e.g. credit) without associating such allotment to the compound transferred.
- the allotment e.g. credit
- r-composition is r-olefin (e.g. r-ethylene or r- propylene) and the product is an olefin-derived petrochemical (e.g. reaction product of the r-olefin or blend with the r-olefin) that is directly or indirectly derived from the r-olefin obtained from r-pyoil
- r-olefin e.g. r-ethylene or r- propylene
- olefin-derived petrochemical e.g. reaction product of the r-olefin or blend with the r-olefin
- a cracker facility in which the r-olefin made at the facility can be in fluid communication, continuously or intermittently, with an olefin-derived petrochemical formation facility (which can be to a storage vessel at the olefin-derived
- interconnected piping from the cracker facility while r-olefin is being made or thereafter within the time for the r-olefin to transport through the piping to the olefin-derived
- the manufacturer of the olefin-derived petrochemical certifies, represents to its customers or the public, or advertises that its olefin-derived petrochemical contains recycle content or is obtained from feedstock containing or obtained from recycle content, where such recycle content claim is based in whole or in part on obtaining r- o!efin; or
- an olefin volume made from r-pyoil under a certification, representation, or as advertised, or
- the recycle content can be directly or indirectly derived from cracking r-pyoil, where at least a portion of the r-pyoil is obtained from the pyrolysis of recycled waste (e.g., waste plastic or waste stream).
- one or more of the compounds in the olefin- containing effluent may contain 5 wt.% recycle content value or one or more compounds can contain 5 wt.% recycle content value less any yield losses, or one or more of the PIA can contain a 5% recycle content value.
- the amount of recycle content in the compounds is proportional to all the other products receiving the recycle content value; or
- the recycle content value associated with a compound or RIA on a can exceed the recycle content value associated with other compounds or RIA.
- one volume or batch of olefin-containing effluent can receive a greater amount of recycle content value that other batches or volume of olefin-containing effluent, or one or a combination of compounds among the olefin-containing effluent to receive a disproportionately higher amount of recycle content value relative to the other compounds in the olefin-containing effluent or other PIA, some of which may receive no recycle content value .
- One volume of olefin-containing effluent or PIA can contain 20% recycle content by mass, and another volume or RIA can contain zero 0% recycle content, even though both volumes may be compositional! ⁇ ' the same and continuously produced, provided that the amount of recycle content value withdrawn from a recycle content inventory and applied to the olefin-containing effluent does not exceed the amount of recycle content value deposited into the recycle content inventory, or if a deficit is realized, the overdraft is rebalanced to zero or a positive credit avai lable status as described above, or if no recycle content inventory exists, then provided that total amount of recycle content value associated with any one more compounds in the olefin-containing effluent does not exceed the allotment obtained from the r-pyoil or it is exceeded, is then rebalanced.
- a manufacturer can tailor the recycle content to volumes of olefin- containing effluent or to the compounds of interest in the olefin-containing effluent or PIA that are sold as needed among customers thereby providing flexibility among customers some of whom may need more recycle content than others in an r- compound or Recycle PIA.
- both the symmetric distribution and the asymmetric distribution of recycle content can be proportional on a Site wide basis, or on a multi-Site basis.
- the recycle content obtained from r-pyoil can be within a Site, and recycle content values from the r-pyoil can be applied to one or more olefin-containing effluent volumes or one or more compounds in a volume of olefin-containing effluent or to one or more PIA made at the same Site from compounds in an olefin-containing effluent.
- the recycle content values can be applied symmetrically or asymmetrically to one or more different olefin-containing effluent volumes or one or more compounds within an olefin -containing effluent or PIA made at the Site.
- the recycle content input or creation can be to or at a first Site, and recycle content values from said inputs are transferred to a second Site and applied to one or more compositions made at a second Site.
- the recycle content values can be applied symmetrically or asymmetrically to the compositions at the second Site.
- a recycle content value that is directly or indirectly“derived from cracking r-pyoil”, or a recycle content value that is“obtained from cracking r-pyoil” or originating in cracking r-pyoil does not imply the timing of when the recycle content value or allotment is taken, captured, deposited into a recycle content inventory or transferred.
- the timing of depositing the allotment or recycle content value into a recycle content inventory, or realizing, recognizing, capturing, or transferring it, is flexible and can occur as early as receipt of r-pyoil onto the site within a Family of Entities, possessing it, or bringing the r-pyoil into inventor ⁇ ' by the entity or person, or within the Family of Entities owning or operating the cracker facility.
- an allotment or recycle content value on a volume of r-pyoil can be obtained, captured, deposited into a recycle content inventory, or transferred to a product without having yet fed that volume to cracker furnace and cracked.
- the allotment can also he obtained during feeding r-pyoil to a cracker, during cracking, or when an r-composition is made.
- An allotment taken when r-pyoil is owned, possessed, or received and deposited into a recycle content inventory is an allotment that is associated with, obtained from or originates from cracking r-pyoil even though, at the time of taking or depositing the allotment, the r- pyoil has not yet been cracked, provided that the r-pyoil is at some future point in time cracked.
- the r-composition, or downstream reaction products thereof, or Recycle PIA has associated with it, or contains, or is labelled, advertised, or certified as containing recycle content in an amount of at least 0.01 wt.%, or at least 0.05 wt.%, or at least 0.1 wt.%, or at least 0.5 wt.%, or at least 0.75 wt.%, or at least 1 wt.%, or at least 1.25 wt.%, or at least 1.5 wt.%, or at least 1.75 wt.%, or at least 2 wt.%, or at least 2.25 wt.%, or at least 2.5 wt.%, or at least 2.75 wt.%, or at least 3 wt.%, or at least 3.5 wt.%, or at least 4 wt.%, or at least 4.5 wt.%, or at least 5 wt.%, or at least 6 wt.%, or
- the recycle content value associated with the r-composition, r-compounds or downstream reaction products thereof can be associated by applying an allotment (credit or allocation) to any composition, compound, PIA made or sold.
- the allotment can be contained in an inventory of allotments created, maintained or operated by or for the Recycle PIA or r-composition manufacturer.
- the allotment can be obtained from any source along any manufacturing chain of products provided that its origin is in cracking a feedstock containing r-pyoil.
- the Recycle PIA manufacturer can make a Recycle PIA, or process a reactant to make a Recycle PIA by obtaining, from any source, a reactant(e.g. any of the compounds of an olefin-containing cracker effluent) from a supplier (e.g. a cracker manufacturer or one among its Family of Entities), whether or not such reactant has any recycle content, and either:
- a reactant e.g. any of the compounds of an olefin-containing cracker effluent
- a supplier e.g. a cracker manufacturer or one among its Family of Entities
- the allotment in (i) is obtained from a reactant supplier who also supplies a reactant to the Recycle PIA manufacturer or within its Family of Entities.
- the circumstance described in (i) allows a Recycle PIA manufacturer to obtain a supply of a reactant that is a non-recycle content reactant yet obtain a recycle content allotment from the reactant supplier.
- the reactant supplier transfers a recycle content allotment to the Recycle PIA manufacturer and a supply of a reactant (e.g.
- recycle content allotment does not have to be tied to the reactant supplied or tied to an amount of recycle content in a reactant used to make Recycle PIA, olefin-containing effluent olefin-containing effluent This allows flexibility among the reactant supplier and Recycle PIA manufacturer to apportion a recycle content among the variety of products they each make. In each of these cases, however, the recycle content allotment is associated with cracking r-pyoil.
- the reactant supplier transfers a recycle content allotment to the Recycle PIA manufacturer and a supply of reactant to the Recycle PIA manufacturer, where the recycle content allotment is associated with the reactant.
- the transfer of the allotment can occur merely by virtue of supplying the reactant having an associated recycle content.
- the reactant being supplied is an r-compound separated from an olefin-containing effluent made by cracking r-pyoil and at least a portion of the recycle content allotment is associated with the r-compound (or r-reactant).
- the recycle content allotment transferred to the Recycle PIA manufacturer can be up front with the reactant supplied, optionally in installments, or with each reactant installment, or apportioned as desired among the parties
- the allotment in (ii) is obtained by the Recycle PIA manufacturer (or its Family of Entities) from any person or entity without obtaining a supply of reactant from the person or entity.
- the person or entity can be a reactant manufacturer that does not supply reactant to the Recycle PIA manufacturer or its Family of Entities, or the person or entity can be a manufacturer that does not make the reactant.
- the circumstances of (ii) allows a Recycle PIA manufacturer to obtain a recycle content allotment without having to purchase any reactant from the entity or person supplying the recycle content allotment.
- the person or entity may transfer a recycle content allotment through a buy/sell model or contract to the Recycle PIA manufacturer or its Family of Entities without requiring purchase or sale of an allotment (e.g. as a product swap of products that are not a reactant), or the person or entity may outright sell the allotment to the Recycle PIA manufacturer or one among its Family of Entities.
- the person or entity may transfer a product, other than a reactant, along with its associated recycle content allotment to the Recycle PIA manufacturer. This can be attractive to a Recycle PIA manufacturer that has a diversified business making a variety of PIA other than those requiring made from the supplied reactant.
- the allotment can be deposited into a recycle content inventory (e.g an inventory of allotments).
- the allotment is created by the manufacturer of the olefin-containing effluent olefin-containing effluent olefin-containing effluent.
- the manufacturer can also make a PIA, whether or not a recycle content is applied to the PIA and whether or not recycle content, if applied to the PIA, is drawn from the recycle content inventory.
- the olefin-containing effluent olefin-containing effluent manufacturer of the olefin-containing effluent may:
- olefin-containing effluent olefin-containing effluent deposit the allotment into an inventory and apply allotments from the inventory to a compound or compounds within the olefin-containing effluent or to any PIA made by the manufacturer, or
- any recycle content allotment can be deducted in any amount and applied to a PIA to make a Recycle PIA or applied to a non-recycle olefin- containing effluent to make an olefin-containing effluent.
- allotments can be generated having a variety of sources for creating the allotments.
- Some recycle content allotments (credits) can have their origin in methanolysis of recycle waste, or from gasification of other types of recycle waste, or from mechanical recycling of waste plastic or metal recycling, or from any other chemical or mechanical recycling technology.
- the recycle content inventory may or may not track the origin or basis of obtaining a recycle content value, or the inventory may not allow one to associate the origin or basis of an allotment to the allotment applied to r- composition. It is sufficient that an allotment is deducted from a the recycle content inventory and applied to a PIA or a non-recycle olefin-containing effluent regardless of the source or origin of the allotment, provided that a recycle content allotment derived from r-pyoil is present in the recycle content inventory at the time of withdrawal, or a recycle content allotment is obtained by the Recycle PIA
- step (i) or step (ii) whether or not that recycle content allotment is actually deposited into the recycle content inventory.
- the recycle content allotment obtained in step (i) or (ii) is deposited into an inventory of allotments. In one embodiment or in combination with any mentioned embodiments, the recycle content allotment obtained in step (i) or (ii) is deposited into an inventory of allotments. In one embodiment or in combination with any mentioned
- the recycle content allotment deducted from the recycle content inventory and applied to PIA or a non-recycle olefin-containing effluent (or any compounds therein) originates from r-pyoil.
- the recycle content inventory can be owned by the owner of a cracker furnace that processes r-pyoil or one among its Family of Entities, olefin-containing effluent or by the Recycle PIA manufacturer, or operated by either of them, or owned or operated by neither but at least in part for the benefit of either of them, or licensed by or to either of them.
- cracker olefin-containing effluent manufacturer or the Recycle PIA manufacturer may also include either of their Family of Entities. For example, while either of them may not own or operate the inventory, one among its Family of Entities may own such a platform, or license it from an independent vendor, or operate it for either of them. Alternatively, an independent entity may own and/or operate the inventory and for a sendee fee operate and/or manage at least a portion of the inventor ⁇ ' ⁇ for either of them.
- the Recycle PIA manufacturer obtains a supply of reactant from a supplier, and also obtains an allotment from the supplier, where such allotment is derived from r-pyoil, and optionally the allotment is associated with the reactant supplied by the supplier.
- At least a portion of the allotment obtained by the Recycle PIA manufacturer is either:
- r-reactant is used to make Recycle PIA or that the Recycle PIA was obtained from a recycle content allotment associated with a reactant. Further, it is not necessary that an allotment be applied to the feedstock for making the Recycle PIA to which recycle content is applied. Rather, as noted above, the allotment, even if associated with a reactant when the reactant is obtained, can be deposited into an electronic inventory. In one embodiment or in combination with any mentioned embodiments, however, reactant associated with the allotment is used to make the Recycle PIA.
- the Recycle PIA is obtained from a recycle content allotment associated with an r-reactant, or r-pyoil, or with cracking r-pyoil.
- the olefin-containing effluent manufacturer generates an allotment from r-pyoil, and either:
- a. applies the allotment to any PIA made directly or indirectly (e.g. through a reaction scheme of several intermediates) from cracking r-pyoil olefin- containing effluent olefin-containing effluent; or
- d. is deposited into an inventory and stored for use at a later time
- a package or a combination of a Recycle PIA and a recycle content identifier associated with Recycle PIA where the identifier is or contains a representation that the Recycle PIA contains or is sourced from or associated with a recycle content.
- the package can be any suitable package for containing a polymer and/or article, such as a plastic or metal drum railroad car, isotainer, totes, polytote, bale, IBC totes, bottles, compressed bales, jerricans, and polybags, spools, roving, winding, or cardboard packaging.
- the identifier can be a certificate document, a product specification stating the recycle content, a label, a logo or certification mark from a certification agency representing that the article or package contains contents or the Recycle PIA contains, or is made from sources or associated with recycle content, or it can be electronic statements by the Recycle PIA manufacturer that accompany a purchase order or the product, or posted on a website as a statement, representation, or a logo representing that the Recycle PIA contains or is made from sources that are associated with or contain recycle content, or it can be an advertisement transmited electronically, by or in a website, by email, or by television, or through a tradeshow, in each case that is associated with Recycle PIA
- the identifier need not state or represent that the recycle content is derived from r pyoil.
- the identifier can merely convey or communicate that the Recycle PIA has or is sourced from a recycle content, regardless of the source.
- the Recycle PIA has a recycle content allotment that, at least in part, associated with r- pyoil.
- one may communicate recycle content information about the Recycle PIA to a third party where such recycle content information is based on or derived from at least a portion of the allocation or credit.
- the third party may be a customer of the olefin- containing effluent olefin-containing effluent manufacturer or of the Recycle PIA manufacturer or may be any other person or entity or governmental organization other than the entity owning the either of them.
- the communication may electronic, by document, by advertisement, or any other means of communication.
- an identifier such as a credit, label or certification associated with said PIA, where the identifier is a representation that the PIA has, or is sourced from, a recycle content (which does not have to identify the source of the recycle content or allotment) provided that the Recycle PIA made thereby has an allotment, or is made from a reactant, at least in part associated with r-pyoil.
- the system can be a physical combination, such as package having at least some Recycle PIA as its contents and a label, such as a logo, that identifying that the contents, such as the Recycle PIA, has or is sourced from a recycle content.
- the label or certification can be issued to a third party or customer as part of a standard operating procedure of an entity whenever it transfers or sells Recycle PIA having or sourced from recycle content.
- the identifier does not have to be physically on the Recycle PIA or on a package and does not have to be on any physical document that accompanies or is associated with the Recycle PIA or package.
- the identifier can be an electronic document, certification, or accreditation logo associated with the sale of the Recycle PIA to a customer.
- the identifier itself need only convey or communicate that the Recycle PIA has or is sourced from a recycle content, regardless of the source.
- articles made from the Recycle PIA may have the identifier, such as a stamp or logo embedded or adhered to the article or package.
- the identifier is an electronic recycle content credit from any source.
- the identifier is an electronic recycle content credit having its origin in r-pyoil.
- the Recycle PIA is made from a reactant, whether or not the reactant is a recycle content reactant. Once a PIA is made, it can be designated as having recycle content based on and derived from at least a portion of the allotment. The allotment can be withdrawn or deducted from a recycle content inventory . The amount of the deduction and/or applied to the PIA can correspond to any of the method, e.g., a mass balance approach.
- a Recycle PIA can be made by having a recycle content inventory, and reacting a reactant in a synthetic process to make PIA, withdrawing an allotment from the recycle content inventory having a recycle content value and applying the recycle content value to the PIA to thereby obtain a Recycle PIA.
- the amount of allotment deducted from inventory is flexible and will depend on the amount of recycle content applied to the PIA. It should be at least sufficient to correspond with at least a portion if not the entire amount of recycle content applied to the PIA.
- the recycle content allotment applied to the PIA does not have to have its origin in r-pyoil , and instead can have its origin in any other method of generating allotments from recycle waste, such as through methanolysis or gasification of recycle waste, provided that the recycle content inventory also contains an allotment or has an allotment deposit having its origin in r-pyoil. In one embodiment or in combination with any mentioned embodiments, however, the recycle content allotment applied to the PIA is an allotment obtained from r-pyoil.
- a PIA manufacturer applies at least a portion of an allotment to a PIA to obtain Recycle PIA where the al lotment is associated with r-pyoil and the reactant used to make the PIA did not contain any recycle content; or 2.
- a PIA manufacturer applies at least a portion of an allotment to PIA to obtain Recycle PIA, where the allotment is obtained from a recycle content reactant, whether or not such reactant volume is used to make the Recycle PIA; or
- a PIA manufacturer applies at least a portion of an allotment to a PIA to make Recycle PIA where the allotment is obtained from r-pyoil, and:
- a Recycle PIA manufacturer applies at least a portion of an allotment to a reactant used to make a PIA to thereby obtain a Recycle PIA, where the allotment was obtained with the transfer or purchase of the same reactant used to make the PIA and the allotment is associated with the recycle content in a reactant; or
- a Recycle PIA manufacturer applies at least a portion of an allotment to a reactant used to make a PIA to thereby obtain a Recycle PIA, where the allotment was obtained with the transfer or purchase of the same reactant used to make the PIA and the allotment is not associated with the recycle content in a reactant but rather on the recycle content of a monomer used to make the reactant; or
- a Recycle PIA manufacturer applies at least a portion of an allotment to a reactant used to make a PIA to thereby obtain a Recycle PIA, where the allotment was not obtained with the transfer or purchase of the reactant and the allotment is associated with the recycle content in the reactant; or
- a Recycle PIA manufacturer applies at least a portion of an allotment to a reactant used to make a PIA to thereby obtain a Recycle PIA, where the allotment was not obtained with the transfer or purchase of the reactant and the allotment is not associated with the recycle content in the reactant but rather with the recycle content of any monomers used to make the reactant; or
- a Recycle PIA manufacturer obtains an allotment having its origin r-pyoil, and: a. no portion of the allotment is applied to a reactant to make PIA and instead at least a portion of the allotment is applied to the PIA to make a Recycle PIA; or
- the Recycle PIA, or articles made thereby can be offered for sale or sold as Recycle PIA containing or obtained with recycle content.
- the sale or offer for sale can be accompanied with a certification or representation of the recycle content claim made in association with the Recycle PIA.
- allocation or credit can occur through a variety of means and according to the system employed by the Recycle PIA manufacturer or the olefin-containing effluent manufacturer, which can vary from manufacturer to manufacturer.
- the designation can occur internally merely through a log entry in the books or files of the manufacturer or other inventory software program, or through an advertisement or statement on a specification, on a package, on the product, by way of a logo associated with the product, by way of a certification declaration sheet associated with a product sold, or through formulas that compute the amount deducted from inventory relative to the amount of recycle content applied to a product.
- the Recycle PIA can be sold.
- a method of offering to sell or selling polymer and/or articles by:
- a Recycle PIA manufacturer or an olefin-containing effluent manufacturer, or any among their Family of Entities (collectively the Manufacturer) obtains or generates a recycle content allotment, and the allotment can be obtained by any of the means described herein and can be deposited into a recycle content inventory, the recycle content allotment having its origin in r-pyoil,
- the reactant can be any reactant or a r- reactant
- the designation can be the amount of allotment deducted from inventory or the amount of recycle content declared or determined by the Recycle PIA manufacturer in its accounts. Thus, the amount of recycle content does not necessarily have to be applied to the Recycle PIA product in a physical fashion.
- the designation can be an internal designation to or by the Manufacturer or a service provider in contractual relationship to the Manufacturer, and
- the amount of recycle content represented as contained in the Recycle PIA sold or offered for sale has a relationship or linkage to the designation.
- the amount of recycle content can be a 1: 1 relationship in the amount of recycle content declared on a Recycle PIA offered for sale or sold and the amount of recycle content assigned or designated to the Recycle PIA by the Recycle PIA manufacturer.
- step a) of obtaining an allotment and the step of making Recycle PIA can be simultaneous.
- a deduction can be an adjustment of an entry, a withdrawal, an addition of an entry as a debit, or any other algorithm that adjusts inputs and outputs based on an amount recycle content associated with a product and one or a cumulative amount of allotments on deposit in the inventory.
- a deduction can be a simple step of a reducing/debit entry from one column and an addition/credit to another column within the same program or books, or an algorithm that automates the deductions and entries/ additions and/or applications or designations to a product slate.
- the step of applying an allotment to a PIA where such allotment was deducted from inventory also does not require the allotment to be applied physically to a Recycle PIA product or to any document issued in association with the Recycle PIA product sold.
- a Recycle PIA manufacturer may ship Recycle PIA product to a customer and satisfy the“application” of the allotment to the Recycle PIA product by electronically transferring a recycle content credit to the customer.
- r-pyoil there is also provided a use for r-pyoil, the use including converting r- pyoil in a gas cracker furnace to make an olefin-containing effluent.
- a use for a r-pyoil that includes converting a reactant in a synthetic process to make a PIA and applying at least a portion of an allotment to the PIA, where the allotment is associated with r-pyoil or has its origin in an inventory of allotments where at least one deposit made into the inventory is associated with r-pyoil.
- the reactant can be stored in a storage vessel and transferred to a Recycle PIA manufacturing facility by way of truck, pipe, or ship, or as further described below, the olefin-containing effluent production facility can be integrated with the PIA facility.
- the reactant may be shipped or transferred to the operator or facility that makes the polymer and/or article.
- the process for making Recycle PIA can be an integrated process.
- One such example is a process to make Recycle PIA by:
- the facilities to make Recycle PIA, or the olefin-containing effluent can be stand-alone facilities or facilities integrated to each other. For example, one may establish a system of producing and consuming a reactant, as follows:
- a. provide an olefin-containing effluent manufacturing facility configured to produce a reactant
- b. provide a PIA manufacturing facility haying a reactor configured to accept a reactant from the olefin-containing effluent manufacturing facility;
- a supply system providing fluid communication between these two facilities and capable of supplying a reactant from the olefin-containing effluent manufacturing facility to the PIA manufacturing facility
- olefin-containing effluent manufacturing facility generates or participates in a process to generate allotments and cracks r-pyoil, and:
- the Recycle PIA manufacturing facility can make Recycle PIA by accepting any reactant from the olefin-containing effluent manufacturing facility and applying a recycle content to Recycle PIA made with the reactant by deducting allotments from its inventory and applying them to the PIA.
- a. provide an olefin-containing effluent manufacturing facility configured to produce an output composition comprising an olefin-containing effluent
- b. provide a reactant manufacturing facility configured to accept a compound separated from the olefin-containing effluent and making, through a reaction scheme one or more downstream products of said compound to make an output composition comprising a reactant;
- c. provide a PIA manufacturing facility having a reactor configured to accept a reactant and making an output composition comprising PIA; and d. a supply system providing fluid communication between at least two of these facilities and capable of supplying the output composition of one manufacturing facility to another one or more of said manufacturing facilities.
- the PIA manufacturing facility can make Recycle PIA.
- the olefin-containing effluent manufacturing facility can have its output in fluid communication with the reactant manufacturing facility which in turn can have its output in fluid communication with the PIA manufacturing facility.
- the manufacturing facilities of a) and b) alone can be in fluid communication, or only b) and c).
- the PIA manufacturing facility can make Recycle PIA by deducting allotments from it recycle content inventory and applying them to the PIA.
- the allotments obtained and stored in in ventory can be obtained by any of the methods described above,
- the fluid communication can be gaseous or liquid or both.
- the fluid communication need not be continuous and can be interrupted by storage tanks, valves, or other purification or treatment facilities, so long as the fluid can be transported from the manufacturing facility to the subsequent facility through an interconnecting pipe network and without the use of truck, train, ship, or airplane.
- the facilities may share the same site, or in other words, one site may contain two or more of the facilities. Additionally, the facilities may also share storage tank sites, or storage tanks for ancillary chemicals, or may also share utilities, steam or other heat sources, etc., yet also be considered as discrete facilities since their unit operations are separate.
- a facility will typically be hounded by a batery limit.
- the integrated process includes at least two facilities co-located within 5, or within 3, or within 2, or within 1 mile of each other (measured as a straight line). In one embodiment or in combination with any mentioned embodiments, at least two facilities are owned by the same Family of Entities.
- an integrated Recycle PIA generating and consumption system includes:
- a. provide an olefin-containing effluent manufacturing facility configured to produce an output composition comprising an olefin-containing effluent; b. provide a reactant manufacturing facility configured to accept a compound separated from the olefin-containing effluent and making, through a reaction scheme one or more downstream products of said compound to make an output composition comprising a reactant;
- c. provide a PIA manufacturing facility having a reactor configured to accept a reactant and making an output composition comprising PIA;
- a piping system interconnecting at least two of said facilities, optionally with intermediate processing equipment or storage facilities, capable of taking off the output composition from one facility and accept said output at any one or more of the other facilities
- the system does not necessarily require a fluid communication between the two facilities, although fluid communication is desirable.
- the compound separated from the olefin-containing effluent can be delivered to the reactant facility through the interconnecting piping network that can be interrupted by other processing equipment such as treatment, purification, pumps, compression, or equipment adapted to combine streams, or storage facilities, all containing optional metering, valving, or interlock equipment.
- the equipment can be a fixed to the ground or fixed to structures that are fixed to the ground.
- the interconnecting piping does not need to connect to the reactant reactor or the cracker, but rather to a delivery and receiving point at the respective facilities.
- the interconnecting pipework need not connect all three facilities to each other, but rather the interconnecting pipework can be between facilities a)-b), or b)-c), or between a)-b)-c).
- Examples of articles that are included in PIA are fibers, yams, tow, continuous filaments, staple fibers, rovings, fabrics, textiles, flake, film (e.g.
- the Recycle PIA is a polymer or article of the same family or classification of polymers or articles used to make r-pyoil.
- waste As used herein, the terms“recycled waste,”“waste stream,” and“recycled waste stream” are used interchangeably to mean any type of waste or waste- containing stream that is reused in a production process, rather than being
- the recycled waste stream is a flow or accumulation of waste from industrial and consumer sources that is at least in part recovered.
- a recycled waste stream includes materials, products, and articles (collectively“material(s)” when used alone). Waste materials can be solid or liquid. Examples of a solid waste stream include plastics, rubber (including tires), textiles, wood, biowaste, modified celluloses, wet laid products, and any other material capable of being pyrolyzed. Examples of liquid waste streams include industrial sludge, oils (including those derived from plants and petroleum), recovered lube oil, or vegetable oil or animal oil, and any other chemical streams from industrial plants.
- the recycled waste stream that is pyrolyzed includes a stream containing at least in part post-industrial, or post-consumer, or both a post-industrial and post- consumer materials.
- a post-consumer material is one that has been used at least once for its intended application for any duration of time regardless of wear, or has been sold to an end use customer, or which is discarded into a recycle bin by any person or entity other than a manufacturer or business engaged in the manufacture or sale of the material.
- a post ⁇ industrial material is one which has been created and has not been used for its intended application, or has not been sold to the end use customer, or discarded by a manufacturer or any other entity engaged in the sale of the material.
- post- industrial materials include rework, regrind, scrap, trim, out of specification materials, and finished materials transferred from a manufacturer to any downstream customer (e.g. manufacturer to wholesaler to distributor) but not yet used or sold to the end use customer.
- the form of the recycled w'aste stream fed to a pyrolysis unit is not limited, and can include any of the forms of articles, products, materials, or portions thereof.
- a portion of an article can take the form of sheets, extruded shapes, moldings, films, laminates, foam pieces, chips, flakes, particles, agglomerates, briquettes, powder, shredded pieces, long strips, or randomly shaped pieces having a w'ide variety of shapes, or any other form other than the original form of the article and adapted to feed a pyrolysis unit.
- the waste material is size reduced. Size reduction can occur through any means, including chopping, shredding, harrowing, confrication, pulverizing, cutting a feedstock, molding, compression, or dissolution in a solvent.
- Recycled waste plastics can be isolated as one type of polymer stream or may be a stream of mixed waste plastics.
- the plastics can be any organic synthetic polymer that is solid at 25°C at 1 atm.
- the plastics can be thermosetting,
- thermoplastic or elastomeric plastics.
- plastics include high density- polyethylene and copolymers thereof, low' density polyethylene and copolymers thereof, polypropylene and copolymers thereof, other polyolefins, polystyrene, polyvinyl chloride (PVC), polyvinylidene chloride (PVDC), polyesters including polyethylene terephthalate, copolyesters and terephthalate copolyesters (e.g.
- polyte trail uoroethylene acrylobutadienestyrene (ABS), polyurethanes, cellulosics and derivates thereof, epoxy, polyamides, phenolic resins, polyacetal, polycarbonates, polyphenylene-based alloys, polypropylene and copolymers thereof, polystyrene. styrenic compounds, vinyl based compounds, styrene acrylonitrile, thermoplastic elastomers, and urea based polymers and melamine containing polymers
- Suitable recycled waste plastics also include any of those having a resin ID code numbered 1 -7 within the chasing arrow triangle established by the SPI.
- the r-pyoil is made from a recycled waste stream at least a portion of which contains plastics that are not generally recycled. These would include plastics having numbers 3 (polyvinyl chloride), 5 (polypropylene), 6 (polystyrene), and 7 (other).
- the waste stream that is pyrolyzed contains less than 10 weight percent, or not more than 5 weight percent, or not more than 3 weight percent, or not more than 2 weight percent, or not more than 1 weight percent, or not more than 0.5 weight percent, or not more than 0.2 weight percent, or not more than 0.1 weight percent, or not more and 0.05 weight percent plastics with a number 3 designation (polyvinyl chloride), or optionally plastics with a number 3 and 6 designation, or optionally with a number 3, 6 and 7 designation.
- Examples of recycled rubber include natural and synthetic rubber. The form of the rubber is not limited and includes tires. Examples of recycled waste wood include soft and hard woods, chipped, pulped, or as finished articles. The source of much waste wood is industrial, construction, or demolition. Examples of recycled biowaste includes household biowaste (e.g. food), green or garden biowaste, and biowaste from the industrial food processing industry.
- recycled waste wood include soft and hard woods, chipped, pulped, or as finished articles. The source of much waste wood is industrial, construction, or demolition.
- Examples of recycled biowaste includes household biowaste (e.g. food), green or garden biowaste, and biowaste from the industrial food processing industry.
- Examples of recycled textiles include natural and/or synthetic fibers, rovings, yams, nonwoven webs, cloth, fabrics and products made from or containing any of the aforementioned items. Textiles can be woven, knitted, knotted, stitched, tufted, pressing of fibers together such as would be done in a felting operation, embroidered, laced, crocheted, braided, or nonwoven webs and materials. Textiles include fabrics, and fibers separated from a textile or other product containing fibers, scrap or off spec fibers or yams or fabrics, or any other source of loose fibers and yarns.
- a textile also includes staple fibers, continuous fibers, threads, tow bands, twisted and/or spun yams, grey fabrics made from yams, finished fabrics produced by wet processing gray fabrics, and garments made from the finished fabrics or any other fabrics.
- Textiles include apparels, interior furnishings, and industrial types of textiles.
- Examples of recycled textiles in the apparel category include sports coats, suits, trousers and casual or work pants, shirts, socks, sportswear, dresses, intimate apparel, outerwear such as rain jackets, cold temperature jackets and coats, sweaters, protective clothing, uniforms, and accessories such as scarves, hats, and gloves.
- textiles in the interior furnishing category include furniture upholstery and slipcovers, carpets and rugs, curtains, bedding such as sheets, pillow' covers, duvets, comforters, mattress covers; linens, tablecloths, towels, washcloths, and blankets.
- industrial textiles include transportation (auto, airplanes, trains, buses) seats, floor mats, trunk liners, and headliners; outdoor furniture and cushions, tents, backpacks, luggage, ropes, conveyor belts, calendar roll felts, polishing cloths, rags, soil erosion fabrics and geotextiles, agricultural mats and screens, personal protective equipment, bullet proof vests, medical bandages, sutures, tapes, and the like.
- the recycled nonwoven webs can also be dry laid nonwoven webs.
- suitable articles that may be formed from dry laid nonwoven webs as described herein can include those for personal, consumer, industrial, food service, medical, and other types of end uses. Specific examples can include, but are not limited to, baby wipes, flushable wipes, disposable diapers, training pants, feminine hygiene products such as sanitary napkins and tampons, adult incontinence pads, underwear, or briefs, and pet training pads. Other examples include a variety of different dry or wet wipes, including those for consumer (such as personal care or household) and industrial (such as food service, health care, or specialty) use.
- Nonwoven webs can also be used as padding for pillows, mattresses, and upholstery, bating for quilts and comforters.
- nonwoven webs of the present invention may be used for medical and industrial face masks, protective clothing caps, and shoe covers, disposable sheets, surgical gowns, drapes, bandages, and medical dressings.
- nonwoven webs may be used for environmental fabrics such as geotextiles and tarps, oil and chemical absorbent pads, as well as building materials such as acoustic or thermal insulation, tents, lumber and soil covers and sheeting.
- Nonwoven webs may also be used for other consumer end use applications, such as for, carpet backing, packaging for consumer industrial, and agricultural goods, thermal or acoustic insulation, and in various types of apparel.
- the dry laid nonwoven webs may also be used for a variety of filtration applications including transportation (e.g., automotive or aeronautical), commercial, residential, industrial, or other specialty applications. Examples can include filter elements for consumer or industrial air or liquid filters (e.g., gasoline, oil, water), including nanofiber webs used for microfiltration, as well as end uses like tea bags, coffee filters, and dryer sheets. Further, nonwoven webs may be used to form a variety of components for use in automobiles, including, but not limited to, brake pads, trunk liners, carpet tufting and under padding.
- the recycled textiles can include single type or multiple type of natural fibers and/or single type or multiple type of synthetic fibers.
- textile fiber combinations include all natural, all synthetic, two or more type of natural fibers, two or more types of synthetic fibers, one type of natural fiber and one type of synthetic fiber, one type of natural fibers and two or more types of synthetic fibers, two or more types of natural fibers and one type of synthetic fibers, and two or more types of natural libers and two or more types of synthetic fibers.
- Examples of recycled wet laid products include cardboard, office paper, newsprint and magazine, printing and writing paper, sanitary, tissue/toweling, packaging/container board, specialty papers, apparel, bleached board, corrugated medium, wet laid molded products, unbleached Kraft, decorative laminates, security paper and currency, grand scale graphics, specialty products, and food and drink products.
- modified cellulose examples include cellulose acetate, cellulose diacetate, cellulose triacetate, regenerated cellulose such a viscose, rayon, and LyocelTM products, in any form, such as tow bands, staple fibers, continuous libers films, sheets, molded or stamped products, and contained in or on any article such as cigarette filter rods ophthalmic products, screwdriver handles, optical films, and coatings.
- recycled vegetable oil or animal oil include the oils recovered from animal processing facilities and waste from restaurants.
- the source for obtaining recycled post-consumer or post- industrial waste is not limited and can include waste present in and/or separated from municipal solid waste streams (“MSW”).
- MSW Municipal solid waste streams
- an MSW stream can be processed and sorted to several discrete components, including textiles, fibers, papers, wood, glass, metals, etc.
- Other sources of textiles include those obtained by collection agencies, or by or for or on behalf of textile brand owners or consortiums or organizations, or from brokers or from postindustrial sources such as scrap from mills or commercial production facilities, unsold fabrics from wholesalers or dealers, from mechanical and/or chemical sorting or separation facilities, from landfills, or stranded on docks or ships.
- the feed to the pyrolysis unit can comprise at least 30, or at least 35, or at least 40, or at least 45, or at least 50, or at least 55, or at least 60, or at least 65, or at least 70, or at least 75, or at least 80, or at least 85, or at least 90, or at least 95, or at least 99, in each case weight percent of at least one, or at least two, or at least three, or at least four, or at least five, or at least six different kinds of recycled waste.
- Reference to a“kind” is determined by resin ID code 1-7.
- the feed to the pyrolysis unit contains less than 25, or not more than 20, or not more than 15, or not more than 10, or not more than 5, or not more than 1, in each case weight percent of polyvinyl chloride and/or polyethylene terephthalate. In an embodiment or in combination with any
- the recycled waste stream contains at least one, two, or three kinds of plasticized plastics.
- FIG. 2 depicts an exemplary pyrolysis system 110 that may be employed to at least partially convert one or more recycled waste, particularly recycled plastic waste, into various useful pyrolysis-derived products.
- the pyrolysis system shown in FIG. 2 is just one example of a system within which the present disclosure can be embodied. The present disclosure may find application in a wide variety of other systems where it is desirable to efficiently and effectively pyro!yze recycled waste, particularly recycled plastic waste, into various desirable end products.
- the exemplary pyrolysis system illustrated in FIG. 2 will now be described in greater detail.
- the pyrolysis system 110 may include a waste plastic source 112 for supplying one or more waste plastics to the system 110.
- the plastic source 112 can be, for example, a hopper, storage bin, railcar, over-the-road trailer, or any other device that may hold or store waste plastics.
- the waste plastics supplied by the plastic source 112 can be in the form of solid particles, such as chips, flakes, or a powder.
- the pyrolysis system 110 may also comprise additional sources of other types of recycled wastes that may be utilized to provide other feed types to the system 110.
- the waste plastics can include one or more post-consumer waste plastic such as, for example, high density polyethylene, low density polyethylene, polypropylene, other polyolefins, polystyrene, polyvinyl chloride (PYC),
- post-consumer waste plastic such as, for example, high density polyethylene, low density polyethylene, polypropylene, other polyolefins, polystyrene, polyvinyl chloride (PYC),
- PVDC polyvinylidene chloride
- polyethylene terephtha!ate polyamides
- the waste plastics may include high density polyethylene, low density polyethylene, polypropylene, or combinations thereof.
- “post-consumer” refers to non-virgin plastics that have been previously introduced into the consumer market.
- a waste plastic-containing feed may be supplied from the plastic source 112.
- the waste plastic-containing feed can comprise, consist essentially of, or consist of high density polyethylene, low density polyethylene, polypropylene, other polyolefins, polystyrene, polyvinyl chloride (PVC), polyvinylidene chloride (PVDC), polyethylene terephthalate, polyamides, polytmethyl methacrylate), polytetrafluoroethylene, or combinations thereof.
- the waste plastic-containing feed can comprise at least 30, or at least 35, or at least 40, or at least 45, or at least 50, or at least 55, or at least 60, or at least 65, or at least 70, or at least 75, or at least 80, or at least 85, or at least 90, or at least 95, or at least 99, in each case weight percent of at least one, two, three, or four different kinds of waste plastic.
- the plastic waste may comprise not more than 25, or not more than 20 or not more than 15, or not more than 10, or not more than 5, or not more than 1 , in each case weight percent of polyvinyl chloride and/or polyethylene terephthalate.
- the waste plastic-containing feed can comprise at least one, two, or three kinds of plasticized plastics. Reference to a“kind” is determined by resin ID code 1-7.
- the solid waste plastic feed from the plastic source 112 can be supplied to a feedstock pretreatment unit 114. While in the feedstock pretreatment unit 114, the introduced waste plastics may undergo a number of pretreatments to facilitate the subsequent pyrolysis reaction. Such pretreatments may include, for example, washing, mechanical agitation, flotation, size reduction or any combination thereof. In an embodiment or in combination with any of the
- the introduced plastic waste may be subjected to mechanical agitation or subjected to size reduction operations to reduce the particle size of the plastic waste.
- mechanical agitation can be supplied by any mixing, shearing, or grinding device known in the art which may reduce the average particle size of the introduced plastics by at least 10 or at least 25, or at least 50, or at least 75, in each case percent.
- the pretreated plastic feed can be introduced into a plastic feed system 116.
- the plastic feed system 116 may be configured to introduce the plastic feed into the pyrolysis reactor 118.
- the plastic feed system 116 can comprise any system known in the art that is capable of feeding the solid plastic feed into the pyrolysis reactor 118.
- the plastic feed system 116 can comprise a screw- feeder, a hopper, a pneumatic conveyance system, a mechanic metal train or chain, or combinations thereof.
- a pyrolysis reaction that produces a pyrolysis effluent comprising a pyrolysis oil (e.g., r-pyoil) and a pyrolysis gas (e.g., r-pyrolysis gas).
- a pyrolysis oil e.g., r-pyoil
- a pyrolysis gas e.g., r-pyrolysis gas
- the pyrolysis reactor 118 can be, for example, an extruder, a tubular reactor, a tank, a stirred tank reactor, a riser reactor, a fixed bed reactor, a fluidized bed reactor, a rotary kiln, a vacuum reactor, a microwave reactor, an ultrasonic or supersonic reactor, or an autoclave, or a combination of these reactors.
- pyrolysis is a process that involves the chemical and thermal decomposition of the introduced feed.
- pyrolysis processes may be generally characterized by a reaction environment that is substantially free of oxygen
- pyrolysis processes may be further defined, for example, by the pyrolysis reaction temperature within the reactor, the residence time in the pyrolysis reactor, the reactor type, the pressure within the pyrolysis reactor, and the presence or absence of pyrolysis catalysts.
- the pyrolysis reaction can involve heating and converting the plastic feed in an atmosphere that is substantially free of oxygen or in an atmosphere that contains less oxygen relative to ambient air.
- the atmosphere within the pyrolysis reactor 1 18 may comprise not more than 5, or not more than 4, or not more than 3, or not more than 2, or not more than 1, or not more than 0.5, in each case weight percent of oxygen gas.
- the pyrolysis process may be carried out in the presence of an inert gas, such as nitrogen, carbon dioxide, and/or steam. Additionally, or alternatively, in an embodiment or in combination with any of the embodiments mentioned herein, the pyrolysis process can be carried out in the presence of a reducing gas, such as hydrogen and/or carbon monoxide.
- an inert gas such as nitrogen, carbon dioxide, and/or steam.
- a reducing gas such as hydrogen and/or carbon monoxide.
- the temperature in the pyrolysis reactor 118 can be adjusted to as to facilitate the production of certain end products.
- the pyrolysis temperature in the pyrolysis reactor 118 can be at least 325 °C, or at least 350°C, or at least 375°C, or at least 400°C, or at least 425°C, or at least 450°C, or at least 475°C, or at least 500°C, or at least 525 °C, or at least 550°C, or at least 575°C, or at least 600°C, or at least 625 °C, or at least 650°C, or at least 675°C, or at least 700°C, or at least 725 °C, or at least 750°C, or at least 775°C, or at least 800°C.
- the pyrolysis temperature in the pyrolysis reactor 118 can be not more than 1,100°C, or not more than 1,050°C, or not more than 1,000°C, or not more than 950°C, or not more than 900°C, or not more than 850°C, or not more than 800°C, or not more than 750°C, or not more than 70Q°C, or not more than 650°C, or not more than 600°C, or not more than 550° C, or not more than 525°C, or not more than 500°C, or not more than 475°C, or not more than 450°C, or not more than 425°C, or not more than 400°C.
- the pyrolysis temperature in the pyrolysis reactor 118 can range from 325 to MOOT. 350 to 900 °C, 350 to 700°C, 350 to 550°C, 350 to 475°C, 500 to 1,100°C. 600 to 1,100 °C, or 650 to 1,000°C.
- the residence times of the pyrolysis reaction can be at least 1, or at least 2, 3 or at least, or at least 4, in each case seconds, or at least 10, or at least 20, or at least 30, or at least 45, or at least 60, or at least 75, or at least 90, in each case minutes. Additionally, or alternatively, in an embodiment or in combination with any of the embodiments mentioned herein, the residence times of the pyrolysis reaction can be not more than 6 hours, or not more than 5, or not more than 4, or not more than 3, 2 or not more than, 1 or not more than.5, 1, or not more than 0.5, in each case hours. In an embodiment or in combination with any of the embodiments mentioned herein, the residence times of the pyrolysis reaction can range from 30 minutes to 4 hours, or 30 minutes to 3 hours, or 1 hour to 3 hours, or 1 hour to 2 hours.
- the pressure within the pyrolysis reactor 118 can be maintained at a pressure of at least 0.1, or at least 0.2, or at least 0.3, in each case bar and/or not more than 60, or not more than 50, or not more than 40, or not more than 30, or not more than 20, or not more than 10, or not more than 8, or not more than 5, or not more than 2, or not more than 1.5, or not more than 1 1, in each case bar.
- the pressure within the pyrolysis reactor 18 can be maintained at about atmospheric pressure or within the range of 0.1 to 100 bar, or 0.1 to 60 bar, or 0.1 to 30 bar, or 0.1 to 10 bar, or 1.5 bar, 0.2 to 1.5 bar, or 0.3 to 1.1 bar.
- a pyrolysis catalyst may be introduced into the plastic feed prior to introduction into the pyrolysis reactor 118 and/or introduced directly into the pyrolysis reactor 118 to produce an r-catalytic pyoil, or an r-pyoil made by a catalytic pyrolysis process.
- the pyrolysis reaction in the pyrolysis reactor 118 occurs in the substantial absence of a catalyst, particularly the above-referenced catalysts.
- a non-catalytic, heat-retaining inert additive may still be introduced into the pyrolysis reactor 118, such as sand, in order to facilitate the heat transfer within the reactor 118.
- the pyrolysis reaction in the pyrolysis reactor 118 may occur in the substantial absence of a pyrolysis catalyst, at a temperature in the range of 350 to 550°C, at a pressure ranging from 0.1 to 60 bar, and at a residence time of 0.2 seconds to 4 hours or 0.5 hours to 3 hours.
- the pyrolysis effluent 120 exiting the pyrolysis reactor 118 generally comprises pyrolysis gas, pyrolysis vapors, and residual solids.
- the vapors produced during the pyrolysis reaction may
- the solids in the pyrolysis effluent 20 may comprise particles of char, ash, unconverted plastic solids, other unconverted solids from the feedstock, and/or spent catalyst (if a catalyst is utilized).
- the pyrolysis effluent 120 may comprise at least 20, or at least 25, or at least 30, or at least 40, or at least 45, or at least 50, or at least 55, or at least 60, or at least 65, or at least 70, or at least 75, or at least or at least 80, in each case weight percent of the pyrolysis vapors, which may be subsequently condensed into the resulting pyrolysis oil (e.g., r-pyoil).
- r-pyoil e.g., r-pyoil
- the pyrolysis effluent 120 may comprise not more than 99, or not more than 95, or not more than 90, or not more than 85, or not more than 80, or not more than 75, or not more than 70, or not more than 65, or not more than 60 or not more than 55, or not more than 50, or not more than 45, or not more than 40, or not more than 35, or not more than 30, in each case weight percent of the pyrolysis vapors.
- the pyrolysis effluent 120 may comprise in the range of 20 to 99 weight percent, 40 to 90 weight percent, or 55 to 90 weight percent of the pyrolysis vapors.
- the pyrolysis effluent 120 may comprise at least 1, or at least 5, or at least 6, or at least 7, or at least 8, or at least 9, or at least 10, or at least 11, or at least 12, in each case weight percent of the pyrolysis gas (e.g., r-pyrolysis gas).
- a“pyrolysis gas” refers to a composition that is produced via pyrolysis and is a gas at standard temperature and pressure (STP). Additionally, or
- the pyrolysis effluent 20 may comprise not more than 90, or not more than 85, or not more than 80, or not more than 75, or not more than 70, or not more than 65, or not more than 60, or not more than 55, or not more than 50, or not more than 45, or not more than 40, or not more than 35, or not more than 30, or not more than 25, or not more than 20, or not more than 15, in each case weight percent of the pyrolysis gas.
- the pyrolysis effluent 20 may comprise not more than 90, or not more than 85, or not more than 80, or not more than 75, or not more than 70, or not more than 65, or not more than 60, or not more than 55, or not more than 50, or not more than 45, or not more than 40, or not more than 35, or not more than 30, or not more than 25, or not more than 20, or not more than 15, in each case weight percent of the pyrolysis gas.
- the pyrolysis effluent 120 may comprise 1 to 90 weight percent, or 5 to 60 weight percent, or 10 to 60 weight percent, or 10 to 30 weight percent, or 5 to 30 weight percent of the pyrolysis gas. [0179] In an embodiment or in combination with any of the embodiments mentioned herein, the pyrolysis effluent 120 may comprise not more than 15, or not more than 10, or not more than 9, or not more than 8, or not more than 7, or not more than 6, or not more than 5, or not more than 4 or not more than 3, in each case weight percent of the residual solids
- a cracker feed stock composition containing pyrolysis oil r-pyoil
- the r-pyoil composition contains recycle content catalytic pyrolysis oil (r-catalytic pyoil) and a recycle content thermal pyrolysis oil (r-thermal pyoil).
- An r- thermal pyoil is pyoil made without the addition of a pyrolysis catalyst.
- the cracker feedstock can include at least 5, 10, 15, or 20 weight percent r-catalytic pyoil, optionally that has been hydrotreated.
- the r-pyoil containing t-thermal pyoil and r-catalytic pyoil can be cracked according to any of the processes described herein to provide an olefin-containing effluent stream.
- the r-catalytic pyoil can he blended with r-thermal pyoil to form a blended stream cracked in the cracker unit.
- the blended stream can contain not more than 10, 5, 3, 2, 1 weight percent of r-catalytic pyoil that has not been hydrotreated.
- the r-pyoil does not contain r-catalytic pyoil.
- the conversion effluent 120 from the pyrolysis reactor 118 can be introduced into a solids separator 122.
- the solids separator 122 can be any conventional device capable of separating solids from gas and vapors such as, for example, a cyclone separator or a gas filter or combination thereof.
- the solids separator 122 removes a substantial portion of the solids from the conversion effluent 120.
- at least a portion of the solid particles 24 recovered in the solids separator 122 may be introduced into an optional regenerator 126 for regeneration, generally by combustion. After regeneration, at least a portion of the hot regenerated solids 128 can be introduced directly into the pyrolysis reactor 118.
- At least a portion of the solid particles 124 recovered in the solids separator 122 may be directly introduced back into the pyrolysis reactor 118, especially if the solid particles 124 contain a notable amount of unconverted plastic waste. Solids can be removed from the regenerator 126 through line 145 and discharged out of the system.
- the remaining gas and vapor conversion products 130 from the solids separator 122 may be introduced into a fractionator 132.
- the fractionator 132 at least a portion of the pyrolysis oil vapors may be separated from the pyrolysis gas to thereby form a pyrolysis gas product stream 134 and a pyrolysis oil vapor stream 136.
- Suitable systems to be used as the fractionator 132 may include, for example, a distillation column, a membrane separation unit, a quench tower, a condenser, or any other known separation unit known in the art.
- any residual solids 146 accrued in the fractionator 132 may be introduced in the optional regenerator 126 for additional processing.
- the pyrolysis oil vapor stream 136 may be introduced into a quench unit 138 in order to at least partially quench the pyrolysis vapors into their liquid form (i.e , the pyrolysis oil).
- the quench unit 138 may comprise any suitable quench system known in the art, such as a quench tower.
- the resulting liquid pyrolysis oil stream 140 may be removed from the system 110 and utilized in the other downstream applications described herein. In an embodiment or in combination with any of the embodiments mentioned herein, the liquid pyrolysis oil stream 140 may not be subjected to any additional treatments, such as
- the pyrolysis oil vapor stream 136 may be introduced into a hydroprocessing unit 142 for further refinement.
- the hydro processing unit 142 may comprise a hydrocracker, a catalytic cracker operating with a hydrogen feed stream, a hydrotreatment unit, and/or a hydrogenation unit. While in the hydroprocessing unit 142, the pyrolysis oil vapor stream 136 may be treated with hydrogen and/or other reducing gases to further saturate the hydrocarbons in the pyrolysis oil and remove undesirable byproducts from the pyrolysis oil.
- the resulting hydroprocessed pyrolysis oil vapor stream 144 may be removed and introduced into the quench unit 138.
- the pyrolysis oil vapor may be cooled, liquified, and then treated with hydrogen and/or other reducing gases to further saturate the hydrocarbons in the pyrolysis oil.
- the hydrogenation or hydrotreating is performed in a liquid phase pyrolysis oil. No quench step is required in this embodiment post- hydrogenation or post-hydrotreating.
- the pyrolysis system 110 described herein may produce a pyrolysis oil (e.g., r-pyoil) and pyrolysis gases (e.g , r-pyrolysis gas) that may be directly used in various downstream applications based on their desirable formulations.
- a pyrolysis oil e.g., r-pyoil
- pyrolysis gases e.g , r-pyrolysis gas
- the pyrolysis oil may predominantly comprise hydrocarbons having from 4 to 30 carbon atoms per molecule (e.g., C 4 to C30 hydrocarbons).
- the term“Cx” or“Cx hydrocarbon,” refers to a hydrocarbon compound including x total carbons per molecule, and encompasses all olefins, paraffins, aromatics, and isomers having that number of carbon atoms. For example, each of normal, iso, and tert butane and butene and butadiene molecules would fall under the general description“C 4 .”
- the pyrolysis oil fed to the cracking furnace may have a C 4 -C30 hydrocarbon content of at least 55, or at least 60, or at least 65, or at least 70, or at least 75, or at least 80, or at least 85, or at least 90, or at least 95, in each case weight percent based on the weight of the pyrolysis oil.
- the pyrolysis oil fed to the furnace can predominantly comprise C 5 - C 25 , C 5 -C 22 , or C 5 -C 20 hydrocarbons, or may comprise at least about 55, or at least 60, or at least 65, or at least 70, or at least 75, or at least 80, or at least 85, or at least 90, or at least 95, in each case weight percent of C 5 -C 25 , C 5 -C 22 , or C 5 -C 20 hydrocarbons, based on the weight of the pyroly sis oil.
- the gas furnace can tolerate a wide variety of hydrocarbon numbers in the pyrolysis oil feedstock, thereby avoiding the necessity for subjecting a pyrolysis oil feedstock to separation techniques to deliver a smaller or lighter hydrocarbon cut to the cracker furnace.
- the pyrolysis oil after delivery from a pyrolysis manufacturer is not subjected a separation process for separating a heavy hydrocarbon cut from a lighter hydrocarbon cut, relative to each other, prior to feeding the pyrolysis oil to a cracker furnace.
- the feed of pyrolysis oil to a gas furnace allows one to employ a pyrolysis oil that contains heavy tail ends or higher carbon numbers at or above 12.
- the pyrolysis oil fed to a cracker furnace is a C 5 to C 2 5 hydrocarbon stream containing at least 3 wt.%, or at least 5 wt.%, or at least 8 wt.%, or at least 10 wt.%, or at least 12 wt.%, or at least 15 wt.%, or at least 18 wt.%, or at least 20 wt.%, or at least 25 wt.% or at least 30 wt.%, or at least 35 wt.%, or at least 40 wt.%, or at least 45 wt.%, or at least 50 wt.%, or at least 55 wt.%, or at least 60 wt.% hydrocarbons within a range from C 12 to C 25 , inclusive, or within a range of C 14 to C 25 , inclusive, or within a range of C m to C 2 5, inclusive.
- the pyrolysis oil may have a C 6 to C 12 hydrocarbon content of at least 10, or at least 15, or at least 20, or at least 25, or at least 30, or at least 35, or at least 40, or at least 45, or at least 50, or at least 55, in each case weight percent, based on the weight of the pyrolysis oil.
- the pyrolysis oil may have a C 6 -C 12 hydrocarbon content of not more than 95, or not more than 90, or not more than 85, or not more than 80, or not more than 75, or not more than 70, or not more than 65, or not more than 60, in each case weight percent.
- the pyrolysis oil may have a C 6 -C 12 hydrocarbon content in the range of 10 to 95 weight percent, 20 to 80 weight percent, or 35 to 80 weight percent.
- the pyrolysis oil may have a C 13 to C 23 hydrocarbon content of at least 1, or at least 5, or at least 10, or at least 15, or at least 20, or at least 25, or at least 30, in each ease weight percent. Additionally, or alternatively, in an
- the pyrolysis oil may have a C 13 to C 23 hydrocarbon content of not more than 80, or not more than 75, or not more than 70, or not more than 65, or not more than 60, or not more than 55, or not more than 50, or not more than 45, or not more than 40, in each case weight percent.
- the pyrolysis oil may have a C 13 to C 23 hydrocarbon content of not more than 80, or not more than 75, or not more than 70, or not more than 65, or not more than 60, or not more than 55, or not more than 50, or not more than 45, or not more than 40, in each case weight percent.
- the pyrolysis oil may have a C 13 to C 23 hydrocarbon content in the range of 1 to 80 weight percent, 5 to 65 weight percent, or 10 to 60 weight percent.
- the r-pyrolysis oil, or r-pyoil fed to a cracker furnace, or r-pyoil fed to a cracker furnace that, prior to feeding -pyoil, accepts a predominately C 2 -C 4 feedstock may have a C 24+ hydrocarbon content of at least 1, or at least 2, or at least 3, or at least 4, or at least 5, in each case weight percent.
- the pyrolysis oil may have a C 24+ hydrocarbon content of not more than 15, or not more than 10, or not more than 9, or not more than 8, or not more than 7, or not more than 6, in each case weight percent. In an embodiment or in combination with any of the embodiments mentioned herein, the pyrolysis oil may have a C 24+ hydrocarbon content in the range of 1 to 15 weight percent, 3 to 15 weight percent, 2 to 5 weight percent, or 5 to 10 weight percent.
- the pyrolysis oil may also include various amounts of olefins, aromatics, and other compounds.
- the pyrolysis oil includes at least 1, or at least 2 or at least 5, or at least 10, or at least 15, or at least 20, in each case weight percent olefins and/or aromatics.
- the pyroly sis oil may include not more than 50, or not more than 45, or not more than 40, or not more than 35, or not more than 30, or not more than 25, or not more than 20, or not more than 15, or not more than 10, or not more than 5, or not more than 2, or not more than 1, in each case weight percent olefins and/or aromatics.
- the pyrolysis oil may have an aromatic content of not more than 25, or not more than 20, or not more than 15, or not more than 14, or not more than 13, or not more than 12, or not more than 11, or not more than 10, or not more than 9, or not more than 8, or not more than 7, or not more than 6, or not more than 5, or not more than 4, or not more than 3, or not more than 2, or not more than 1, in each case weight percent.
- the pyrolysis oil has an aromatic content that is not higher than 15, or not more than 10, or not more than 8, or not more than 6, in each case weight percent.
- the pyrolysis oil may have a naphthene content of at least 1, or at least 2 or at least 3 or at least 4, or at least 5, or at least 6, or at least 7, or at least 8, or at least 9, or at least 10, or at least 11, or at least 12, or at least 13, or at least 14, or at least 15, in each case weight percent.
- the pyrolysis oil may have a naphthene content of not more than 50, or not more than 45, or not more than 40, or not more than 35, or not more than 30, or not more than 25, or not more than 20, or not more than 10, or not more than 5, or not more than 2, or not more than 1, or not more than 0.5, or no detectable amount, in each case weight percent.
- the pyrolysis oil may have a naphthene content of not more than 5, or not more than 2, or not more than 1 wt.%, or no detectable amount, or naphthenes.
- the pyrolysis oil may contain in the range of 1 to 50 weight percent, 5 to 50 weight percent, or 10 to 45 weight percent naphthenes, especially if the r-pyoil was subjected to a hydrotreating process.
- the pyrolysis oil may have a paraffin content of at least 25, or at least 30, or at least 35, or at least 40 or at least 45, or at least 50, in each case weight percent. Additionally, or alternatively, in an embodiment or in combination with any of the embodiments mentioned herein, the pyrolysis oil may have a paraffin content of not more than 90, or not more than 85, or not more than 80, or not more than 75, or not more than 70, or not more than 65, or not more than 60, or not more than 55, in each case weight percent. In an embodiment or in combination with any of the embodiments mentioned herein, the pyrolysis oil may have a paraffin content in the range of 25 to 90 weight percent 35 to 90 weight percent, or 40 to 80, or 40-70 or 40-65 weight percent.
- the pyrolysis oil may have an n-paraffin content of at least 5, or at least 10, or at least 15, or at least 25, or at least 30, or at least 35, or at least 40, or at least 45, or at least 50, in each case weight percent. Additionally, or alternatively, in an embodiment or in combination with any of the embodiments mentioned herein, the pyrolysis oil may have an n-paraffin content of not more than 90, or not more than 85, or not more than 80, or not more than 75, or not more than 70, or not more than 65, or not more than 60, or not more than 55, in each case weight percent. In an embodiment or in combination with any of the embodiments mentioned herein, the pyrolysis oil may have an n-paraffin content of not more than 90, or not more than 85, or not more than 80, or not more than 75, or not more than 70, or not more than 65, or not more than 60, or not more than 55, in each case weight percent. In an embodiment or in combination with any of the embodiments mentioned herein, the
- the pyrolysis oil may have an n-paraffin content in the range of 25 to 90 weight percent, 35 to 90 weight percent, or 40-70, or 40-65, or 50 to 80 weight percent.
- the pyrolysis oil may have a paraffin to olefin weight ratio of at least 0.2:1, or at least 0.3:1 , or at least 0.4:1, or at least 0.5:1, or at least 0.6:1 , or at least 0.7:1, or at least 0.8:1, or at least 0.9:1, or at least 1:1. Additionally, or alternatively, in an embodiment or in combination with any of the embodiments mentioned herein, the pyrolysis oil may have a paraffin to olefin weight ratio not more than 3:1, or not more than 2.5:1, or not more than 2:1, or not more than 1.5:1, or not more than 1.4: 1 , or not more than 1.3: 1.
- the pyrolysis oil may have a paraffin to olefin weight ratio in the range of 0.2:1 to 5:1, or 1:1 to 4.5:1, or 1.5:1 to 5:1, or 1.5:1: 4.5:1, or 0.2:1 to 4:1, or 0.2:1 to 3:1, 0.5:1 to 3:1, or 1:1 to 3:1.
- the pyrolysis oil may have an n-paraffin to i-paraffin weight ratio of at least 0.001 :1, or at least 0.1:1, or at least 0.2: 1, or at least 0.5:1, or at least!:!, or at least 2: 1, or at least 3:1, or at least 4: 1, or at least 5:1, or at least 6: 1, or at least 7:1, or at. least 8:1, or at least 9:1, or at least 10:1, or at least 15:1, or at least 20: 1.
- the pyrolysis oil may have an n-paraffin to i-paraffin weight ratio of not more than 100: 1 , 7 or not more than 5: 1 , or not more than 50: 1 , or not more than 40:1, or not more than 30:1. In an embodiment or in combination with any of the embodiments mentioned herein, the pyrolysis oil may have an n-paraffin to i-paraffin weight ratio in the range of 1:1 to 100: 1, 4:1 to 100:1, or 15:1 to 100:1.
- the pyrolysis oil may exhibit a density at 15°C of at least 0.6 g/cm3, or at least 0.65 g/cm3, or at least 0.7 g/cm3. Additionally, or alternatively, in an embodiment or in combination with any of the embodiments mentioned herein, the pyrolysis oil may exhibit a density at 15°C of not more than 1 g/cm3, or not more than 0.95 g/cm3, or not more than 0.9 g/cm3, or not more than 0.85 g/cm3.
- the pyrolysis oil exhibits a density at 15°C at a range of 0.6 to 1 g/cm3, 0.65 to 0.95 g/cm3, or 0.7 to 0.9 g/cm3.
- the pyrolysis oil may exhibit an API gravity at 15°C of at least 28, or at least 29, or at least 30, or at least 31, or at least 32, or at least 33. Additionally, or alternatively, in an embodiment or in combination with any of the embodiments mentioned herein, the pyrolysis oil may exhibit an API gravity at 15°C of not more than 50, or not more than 49, or not more than 48, or not more than 47, or not more than 46, or not more than 45, or not more than 44. In an embodiment or in combination with any of the embodiments mentioned herein, the pyrolysis oil exhibits an API gravity at 15°C at a range of 28 to 50, 29 to 58, or 30 to 44.
- the pyrolysis oil may have a mid-boiling point of at least 75°C, or at least 80°C, or at least 85°C, or at least 90°C, or at least 95 °C, or at least 100°C, or at least 105°C, or at least 110°C, or at least 115°C.
- the values can be measured according to the procedures described in either according to ASTM D-2887, or in the working examples. A mid-boiling point having the stated value are satisfied if the value is obtained under either method.
- the pyrolysis oil may have a mid-boiling point of not more than 250°C, or not more than 245°C, or not more than 240°C, or not more than 235°C, or not more than 230°C, or not more than 225 °C, or not more than 220 C.
- the pyrolysis oil may have a mid-boiling point in the range of 75 to 250°C, 90 to 225 °C, or 115 to 190°C.
- “mid-boiling point” refers to the median boiling point temperature of the pyrolysis oil when 50 weight percent of the pyrolysis oil boils above the mid-boiling point and 50 weight percent boils below the mid-boiling point.
- the boiling point range of the pyrolysis oil may be such that not more than 10 percent of the pyrolysis oil has a final boiling point (FBP) of 250°C, 280°C, 290°C, 300°C, or 310°C,
- FBP final boiling point
- the pyrolysis gas can have a methane content of at least 1, or at least 2, or at least 5, or at least 10, or at least 11 or at least 12, or at least 13, or at least 14, or at least 15, or at least 16, or at least 17, or at least 18, or at least 19, or at least 20 weight percent. Additionally, or alternatively, in an embodiment or in combination with any of the embodiments mentioned herein, the pyrolysis gas can have a methane content of not more than 50, or not more than 45, or not more than 40, or not more than 35, or not more than 30, or not more than 25, in each case weight percent. In an embodiment or in combination with any of the embodiments mentioned herein, the pyrolysis gas can have a methane content in the range of 1 to 50 weight percent, 5 to 50 weight percent, or 15 to 45 weight percent.
- the pyrolysis gas can have a C 3 hydrocarbon content of at least 1, or at least 2, or at least 3, or at least 4, or at least 5, or at least 6, or at least 7, or at least 8, or at least 9, or at least 10, or at least 15, or at least 20, or at least 25, in each case weight percent. Additionally, or alternatively, in an embodiment or in combination with any of the embodiments mentioned herein, the pyrolysis gas can have a (Ahydroearhon content of not more than 50, or not more than 45, or not more than 40, or not more than 35, or not more than 30, in each case weight percent. In an embodiment or in combination with any of the embodiments mentioned herein, the pyrolysis gas can have a C 3 hydrocarbon content in the range of 1 to 50 weight percent, 5 to 50 weight percent, or 20 to 50 weight percent.
- the pyrolysis gas can have a C 4 hydrocarbon content of at least 1, or at least 2, or at least 3, or at least 4, or at least 5, or at least 6, or at least 7, or at least 8, or at least 9, or at least 10, or at least 11, or at least 12, or at least 13, or at least 14, or at least 15, or at least 16, or at least 17, or at least 18, or at least 19, or at least 20, in each case weight percent. Additionally, or alternatively, in an
- the pyrolysis gas can have a C 4 hydrocarbon content of not more than 50, or not more than 45, or not more than 40, or not more than 35, or not more than 30, or not more than 25, in each case weight percent. In an embodiment or in combination with any of the embodiments mentioned herein, the pyrolysis gas can have a C 4 hydrocarbon content in the range of 1 to 50 weight percent, 5 to 50 weight percent, or 20 to 50 weight percent.
- the pyrolysis oils of the present invention may be a recycle content pyrolysis oil composition (r-pyoil).
- the pyrolysis oil may be subjected to one or more treatment steps prior to being introduced into downstream units, such as a cracking furnace.
- suitable treatment steps can include, but are not limited to, separation of less desirable components (e.g., nitrogen-containing compounds, oxygenates, and/or olefins and aromatics), distillation to provide specific pyrolysis oil compositions, and preheating.
- FIG. 3 a schematic depiction of a treatment zone for pyrolysis oil according to an embodiment or in combination with any of the embodiments mentioned herein is shown.
- a treatment zone 220 such as, for example, a separator which may separate the r-pyoil into a light pyrolysis oil fraction 254 and a heavy pyrolysis oil fraction 256.
- the separator 220 employed for such a separation can be of any suitable type, including a single-stage vapor liquid separator or“flash” column, or a multi-stage distillation column.
- the vessel may or may not include internals and may or may not employ a reflux and/or boil-up stream.
- the heavy fraction may have a C 4 to C 7 content or a C 8+ content of at least 10, 15, 20, 25, 30, 35, 40 45, 50, 55, 60, 65, 70, 75, 80 or 85 weight percent.
- the light fraction may include at least about 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, or 85 percent of C 3 and lighter (C 3- ) or C 7 and lighter (C 7- ) content.
- separator may concentrate desired components into the heavy fraction, such that the heavy fraction may have a C 4 to C 7 content or a C 8+ content that is at least 10 15, 20, 25, 30, 35, 40, 45, 50 55, 60, 65, 70, 7, 80, 85, 90, 95, 100, 105, 110, 115, 120, 125, 130, 135, 140, 145, or 150% greater than the C 4 to C 7 content or the C 8+ content of the pyrolysis oil withdrawn from the pyrolysis zone.
- at least a portion of the heavy fraction may be sent to the cracking furnace 230 for cracking as or as part of the r-pyoil composition to form an olefin-containing effluent 258, as discussed in further detail below.
- the pyrolysis oil is hydrotreated in a treatment zone, while, in other embodiments, the pyrolysis oil is not hydrotreated prior to entering downstream units such as a cracking furnace.
- the pyrolysis oil is not pretreated at all before any downstream applications and may be sent directly from the pyrolysis oil source.
- the temperature of the pyrolysis oil exiting the pre-treatment zone can be in the range of 15 to 55°C, 30 to 55°C, 49 to 40°C, 15 to 50°C, 20 to 45°C, or 25 to 40°C.
- the r-pyoil may be combined with the non-recycle cracker stream in order to minimize the amount of less desirable compounds present in the combined cracker feed.
- the r-pyoil may be combined with a cracker feedstock in an amount such that the total concentration of the less desirable compound in the combined stream is at least 40, 50, 55, 60, 65, 70, 75, 80, 85, 90, or 95 percent less than the original content of the compound in the r-pyoil stream (calculated as the difference between the r-pyoil and combined streams, divided by the r-pyoil content, expressed as a percentage).
- the amount of non- recycle cracker feed to combine with the r-pyoil stream may be determined by comparing the measured amount of the one or more less desirable compounds present in the r-pyoil with a target value for the compound or compounds to determine a difference and, then, based on that difference, determining the amount of non-recycle hydrocarbon to add to the r-pyoil stream.
- the amounts of r-pyoil and non-recycle hydrocarbon are within one or more ranges described herein.
- FIG. 4 a block flow diagram illustrating steps associated with the cracking furnace 20 and separation zones 30 of a system for producing an r- composition obtained from cracking r-pyoil.
- a feed stream comprising r-pyoil (the r-pyoil containing feed stream) may be introduced into a cracking furnace 20, alone or in combination with a non-recycle cracker feed stream.
- a pyrolysis unit producing r-pyoil can be co-located with the production facility.
- the r-pyoil can be sourced from a remote pyrolysis unit and transported to the production facility.
- the r-pyoil containing feed stream may contain r-pyoil in an amount of at least 1, or at least 5, or at least 10, or at least 15, or at least 20, or at least 25, or at least 30, or at least 35 or at least 40, or at least 45, or at least 50, or at least
- weight percent in each case weight percent and/or not more than 95, or not more than 90 or not more than 85, or not more than 80, or not more than 75, or not more than 70, or not more than 65 or not more than 60, or not more than 55, or not more than 50, or not more than 45, or not more than 40, or not more than 35, or not more than 30, or not more than 25, or not more than 20, in each case weight percent, based on the total weight of the r-pyoil containing feed stream.
- At least a portion of the r-pyoil is obtained from pyrolysis of a feedstock comprising plastic waste.
- at least 90, or at least 95, or at least 97, or at least 98, or at least 99, or at least or 100, in each case wt.%, of the r-pyoil is obtained from pyrolysis of a feedstock comprising plastic waste, or a feedstock comprising at least 50 wt.% plastic waste, or a feedstock comprising at least 80 wt.% plastic waste, or a feedstock comprising at least 90 wt.% plastic waste, or a feedstock comprising at least 95 wt.% plastic waste.
- the r-pyoil can have any one or combination of the compositional characteristics described above with respect to pyrolysis oil.
- the r-pyoil may comprise at least 55, or at least 60, or at least 65, or at least 70, or at least 75, or at least 80, or at least 85, or at least 90, or at least 95, in each case weight percent of C 4 -C30 hydrocarbons, and as used herein, hydrocarbons include aliphatic, cycloaliphatic, aromatic, and heterocyclic compounds.
- the r- pyoil can predominantly comprise C 5 -C 25 , C 5 -C 22 , or C 5 -C 20 hydrocarbons, or may comprise at least 55, 60, 65, 70, 75, 80, 85, 90, or 95 weight percent of C 5 -C 2 5, C 5 - C 22 , or C 5 -C 20 hydrocarbons.
- the r-pyoil composition can comprise C 4 -C 12 aliphatic compounds (branched or unbranched alkanes and alkenes including diolefins, and alicyclics) and C 13 -C 22 aliphatic compounds in a weight ratio of more than 1:1, or at least 1.25:1, or at least 1.5:1, or at least 2:1, or at least 2.5:1, or at least 3: 1, or at least 4:1, or at least 5:1, or at least 6:1, or at least 7:1, 10:1, 20:1, or at least 40:1, each by weight and based on the weight of the r-pyoil.
- C 4 -C 12 aliphatic compounds branched or unbranched alkanes and alkenes including diolefins, and alicyclics
- C 13 -C 22 aliphatic compounds in a weight ratio of more than 1:1, or at least 1.25:1, or at least 1.5:1, or at least 2:1, or at least 2.5:1, or at least 3:
- the r-pyoil composition can comprise C 13 -C 22 aliphatic compounds (branched or unbranched alkanes and alkenes including diolefins, and alicyclics) and C 4 -C 12 aliphatic compounds in a weight ratio of more than 1: 1, or at least 1.25:1, or at least 1.5:1, or at least 2:1, or at least 2.5:1, or at least 3:1, or at least 4:1, or at least 5:1, or at least 6:1 or at least 7:1 10:1, 20:1, or at least 40:1, each by weight and based on the weight of the r-pyoil.
- C 13 -C 22 aliphatic compounds branched or unbranched alkanes and alkenes including diolefins, and alicyclics
- C 4 -C 12 aliphatic compounds in a weight ratio of more than 1: 1, or at least 1.25:1, or at least 1.5:1, or at least 2:1, or at least 2.5:1, or at least 3:1
- the two aliphatic hydrocarbons (branched or unbranched alkanes and alkenes, and alicyclics) having the highest concentration in the r-pyoil are in a range of C 5 -C 18 , or C 5 -C 16 , or C 5 -C 14 , or C 5 -C 10 , or C 5 -C 8 , inclusive.
- the r-pyoil includes one or more of paraffins, naphthenes or cyclic aliphatic hydrocarbons, aromatics, aromatic containing compounds, olefins, oxygenated compounds and polymers, heteroatom compounds or polymers, and other compounds or polymers.
- the r-pyoil may comprise at least 5, or at least 10, or at least 15, or at least 20, or at least 25, or at least 30, or at least 35, or at least 40, or at least 45, or at least 50, or at least 55, or at least 60, or at least 65, or at least 70, or at least 75, or at least 80, or at least 85, or at least 90, or at least 95, in each case weight percent and/or not more than 99, or not more than 97, or not more than 95, or not more than 93, or not more than 90, or not more than 87, or not more than 85, or not more than 83, or not more than 80, or not more than 78, or not more than 75, or not more than 70, or not more than 65, or not more than 60, or not more than 55, or not more than 50, or not more than 45, or not more than 40, or not more than 35, or not more than 30, or not more
- the pyrolysis oil may have a paraffin content in the range of 25 to 90, 35 to 90, or 40 to 80, or 40-70, or 40-65 weight percent, or 5-50, or 5 to 40, or 5 to 35, or 10- to 35, or 10 to 30, or 5 to 25, or 5 to 20, in each case as wt.% based on the weight of the r-pyoil composition.
- the r-pyoil can include naphthenes or cyclic aliphatic hydrocarbons in amount of zero, or at least 1, or at least 2, or at least 5, or at least 8, or at least 10, or at least 15, or at least 20, in each case weight percent and/or not more than 50, or not more than 45, or not more than 40, or not more than 35, or not more than 30, or not more than 25, or not more than 20, or not more than 15, or not more than 10, or not more than 5, or not more than 2, or not more than 1 , or not more than 0.5, or no detectable amount in each case weight percent.
- the r-pyoil may have a naphthene content of not more than 5, or not more than 2, or not more than 1 wt.%, or no detectable amount, or naphthenes.
- a naphthene content of not more than 5, or not more than 2, or not more than 1 wt.%, or no detectable amount, or naphthenes.
- ranges for the amount of naphthenes (or cyclic aliphatic hydrocarbons) contained in the r-pyoil is from 0-35, or 0-30, or 0- 25, or 2-20 or 2-15, or 2-10, or 1-10, in each case as wt.% based on the weight of the r-pyoil composition.
- the r-pyoil may have a paraffin to olefin weight ratio of at least 0.2:1 or at least 0.3:1, or at least 0.4:1, or at least 0.5:1, or at least 0.6:1, or at least 0.7:1, or at least 0.8:1, or at least 0.9:1 , or at least 1:1. Additionally, or alternatively, in an embodiment or in combination with any of the embodiments mentioned herein, the r-pyoil may have a paraffin to olefin weight ratio not more than 3:1, or not more than 2.5:1, or not more than 2: 1, or not more than 1.5: 1, or not more than 1.4:1, or not more than 1.3:1.
- the r-pyoil may have a paraffin to olefin weight ratio in the range of 0.2:1 to 5:1, or 1:1 to 4.5:1, or 1.5:1 to 5:1, or 1.5:1: 4.5:1, or 0.2:1 to 4:1, or 0.2:1 to 3:1, 0.5:1 to 3:1, or 1:1 to 3:1.
- the r-pyoil may have an n-paraffin to i-paraffin weight ratio of at least 0.001:1, or at least 0.1:1, or at least 0.2: 1, or at least 0.5:1, or at least 1:1, or at least 2:1 or at least 3:1, or at least 4:1, or at least 5:1, or at least 6: 1, or at least 7:1, or at least 8:1, or at least 9:1, or at least 10:1, or at least 15:1, or at least 20:1.
- the r-pyoil may have an n-paraffin to i -paraffin weight ratio of not more than 100:1, or not more than 50: 1, or not more than 40: 1, or not more than 30: 1. In an embodiment or in combination with any of the
- the r-pyoil may have an n-paraffin to i-paraffin weight ratio in the range of 1:1 to 100:1, 4:1 to 100:1, or 15:1 to 100:1.
- the r-pyoil comprises not more than 30, or not more than 25, or not more than 20, or not more than 15, or not more than 10, or not more than 8, or not more than 5, or not more than 2, or not more than 1, in each case weight percent of aromatics, based on the total weight of the r-pyoil.
- the term“aromatics” refers to the total amount (in weight) of benzene, toluene, xylene, and styrene.
- the r-pyoil may include at least 1, or at least 2, or at least 5, or at least 8, or at least 10, in each case weight percent of aromatics, based on the total weight of the r-pyoil.
- the r-pyoil can include aromatic containing compounds in an amount of not more than 30, or not more than 25, or not more than 20, or not more than 15, or not more than 10, or not more than 8, or not more than 5, or not more than 2, or not more than 1, in each case weight, or not detectable, based on the total weight of the r-pyoil.
- Aromatic containing compounds includes the above-mentioned aromatics and any compounds containing an aromatic moiety, such as terephthalate residues and fused ring aromatics such as the naphthalenes and
- the r-pyoil can include olefins in amount of at least 1, or at least 2, or at least 5, or at least 8, or at least 10, or at least 15, or at least 20, or at least 30, or at least 40, or at least 45, or at least 50, or at least 55, or at least 60, or at least or at least 65, in each case weight percent olefins and/or not more than 85, or not more than 80, or not more than 75, or not more than 70, or not more than 65, or not more than 60, or not more than 55, or not more than 50, or not more than 45, or not more than 40, or not more than 35, or not more than 30, or not more than 25, or not more than 20, or not more than 15, or not more than 10, in each case weight percent, based on the weight of a r-pyoil.
- Olefins include mono- and di-olefins. Examples of suitable ranges include olefins present in an amount ranging from 5 to 45, or 10-35, or 15 to 30, or 40-85, or 45-85, or 50-85, or 55-85, or 60-85, or 65-85, or 40-80, or 45-80, or 50-80, or 55-80, or 60-80, or 65-80, 45-80, or 50-80, or 55-80, or 60-80, or 65-80, or 40-75 or 45-75, or 50-75 or 55-75, or 60-75, or 65-75, or 40-70, or 45-70, or 50-70, or 55-70, or 60-70, or 65-70, or 40-65, or 45-65, or 50-65, or 55-65, in each case as wt.% based on the weight of the r-pyoil.
- the r-pyoil can include oxygenated compounds or polymers in amount of zero or at least 0.01, or at least 0.1, or at least 1, or at least 2, or at least 5, in each case weight percent and/or not more than 20, or not more than 15, or not more than 10, or not more than 8, or not more than 6, or not more than 5, or not more than 3, or not more than 2, in each case weight percent oxygenated compounds or polymers, based on the weight of a r-pyoil.
- Oxygenated compounds and polymers are those containing an oxygen atom.
- suitable ranges include oxygenated compounds present in an amount ranging from 0-20, or 0-15, or 0-10, or 0.01 -10, or 1-10, or 2-10, or 0.01-8, or 0.1-6, or 1-6, or 0.01-5, in each case as wt.% based on the weight of the r-pyoil.
- the amount of oxygen atoms in the r-pyoil can be not more than 10, or not more than 8, or not more than 5, or not more than 4, or not more than 3, or not more than 2.75, or not more than 2.5, or not more than 2.25, or not more than 2, or not more than 1.75, or not more than 1.5, or not more than 1.25, or not more than 1, or not more than 0.75, or not more than 0.5, or not more than 0.25, or not more than 0.1, or not more than 0.05, in each case wt.%, based on the weight of the r-pyoil.
- Examples of the amount of oxygen in the r-pyoil can be from 0-8, or 0-5, or 0-3, or 0-2.5 or 0-2, or 0.001 -5, or 0.001-4, or 0.001-3, or 0.001-2.75, or 0.001-2.5, or 0.001-2, or 0.001-1.5, or 0.001-1, or 0.001-0.5, or 0.001-.1, in each case as wt.% based on the weight of the r-pyoil.
- the r-pyoil can include heteroatom compounds or polymers in amount of at least 1, or at least 2, or at least 5, or at least 8, or at least 10, or at least 15, or at least 20, in each case weight percent and/or not more than 25, or not more than 20, or not more than 15, or not more than 10, or not more than 8, or not more than 6, or not more than 5, or not more than 3, or not more than 2, in each case weight percent, based on the weight of a r-pyoil.
- a heterocompound or polymer is defined in this paragraph as any compound or polymer containing nitrogen, sulfur, or phosphorus.
- the r-pyoil can contain heteroatoms present in an amount of not more than 5, or not more than 4, or not more than 3, or not more than 2.75, or not more than
- the solubility of water in the r-pyoil at 1 atm and 25°C is less than 2 wt.%, water, or not more than 1.5, or not more than 1, or not more than 0.5, or not more than 0.1, or not more than 0.075, or not more than 0.05, or not more than 0.025, or not more than 0.01, or not more than 0.005, in each case wt.% water based on the weight of the r-pyoil.
- the solubility of water in the r-pyoil is not more than 0.1 wt.% based on the weight of the r-pyoil.
- the r-pyoil contains not more than 2 wt.%, water, or not more than 1.5, or not more than 1, or not more than 0.5, desirably or not more than 0.1, or not more than 0.075, or not more than 0.05, or not more than 0.025, or not more than 0.01, or not more than 0.005, in each case wt.% water based on the weight of the r-pyoil.
- the solids content in the r-pyoil does not exceed 1, or is not more than 0.75, or not more than 0.5, or not more than 0.25, or not more than 0.2, or not more than 0.15, or not more than 0.1, or not more than 0.05, or not more than 0.025, or not more than 0.01 , or not more than 0.005, or does not exceed 0.001, in each case wt.% solids based on the weight of the r-pyoil.
- the sulfur content of the r-pyoil does not exceed 2.5 wt.%, or is not more than 2, or not more than 1.75, or not more than 1.5, or not more than 1.25, or not more than 1, or not more than 0.75, or not more than 0.5, or not more than 0.25, or not more than 0.1, or not more than 0.05, desirably or not more than 0.03, or not more than 0.02, or not more than 0.01, or not more than 0.008, or not more than 0.006, or not more than 0.004, or not more than 0.002, or is not more than 0.001, in each case wt.% based on the weight of the r-pyoil.
- the r-pyoil can have the fol lowing compositional content:
- the amount of hydrogen atoms in the r-pyoil can be in a range of from 10-20, or 10-18, or 11-17, or 12-16 or 13-16, or 13-15, or 12-15, in each case as wt.% based on the weight of the r-pyoil.
- the metal content of the r-pyoil is desirably low ' , for example, not more than 2 wt.%, or not more than 1, or not more than 0.75, or not more than 0.5, or not more than 0.25, or not more than 0.2, or not more than 0.15, or not more than 0.1, or not more than 0.05, in each case wt.% based on the weight of the r-pyoil.
- the alkali metal and alkaline earth metal or mineral content of the r-pyoil is desirably low, for example, not more than 2 wt.%, or not more than 1, or not more than 0.75, or not more than 0.5, or not more than 0.25, or not more than 0.2, or not more than 0.15, or not more than 0.1, or not more than 0.05, in each case wt.% based on the weight of the r-pyoil.
- the weight ratio of paraffin to naphthene in the r-pyoil can be at least 1:1, or at least 1.5:1, or at least 2:1, or at least 2.2:1, or at least 2.5:1, or at least 2.7:1, or at least 3:1 or at least 3.3:1, or at least 3.5:1, or at least 3.75:1, or at least 4:1 or at least 4.25 : 1 , or at least 4.5 : 1 , or at least 4.75 : 1 , or at least 5: 1 , or at least 6: 1 , or at least 7:1, or at least 8:1, or at least 9:1, or at least 10:1, or at least 13:1, or at least 15:1, or at least 17:1, based on the weight of the r-pyoil.
- the weight ratio of paraffin and naphthene combined to aromatics can be at least 1:1, or at least 1.5:1, or at least 2:1, or at least 2.5:1, or at least 2.7:1, or at least 3:1, or at least 3.3:1, or at least 3.5:1, or at least 375:1, or at least 4:1, or at least 4.5:1, or at least 5:1, or at least 7:1, or at least 10:1, or at least 15:1, or at least 20:1, or at least 25:1, or at least 30: 1, or at least 35:1, or at least 40:1, based on the weight of the r-pyoil.
- the ratio of paraffin and naphthene combined to aromatics in the r-pyoil can be in a range of from 50: 1 - 1 : 1 , or 40: 1 - 1 : 1 , or 30:1-1:1, or 20: 1 - 1 : 1 , or 30: 1 -3 : 1 , or 20: 1 - 1 : 1 , or 20:1-5:1, or 50:1-5:1, or 30:1-5:1, or 1:1 -7:1, or 1:1 -5:1, 1:1 -4:1, or 1:1 -3:1.
- the r-pyoil may have a boiling point curve defined by one or more of its 10%, its 50%, and its 90% boiling points as defined below.
- boiling point refers to the boi ling point of a composition as determined by ASTM D2887 or according to the procedure described in the working examples. A boiling point having the stated values are satisfied if the value is obtained under either method.
- an“x% boiling point,” refers to a boiling point at which x percent by weight of the composition boils per either of these methods.
- the 90% boiling point of the cracker feed stream or composition can be not more than 350, or not more than 325, or not more than 300, or not more than 295, or not more than 290, or not more than 285, or not more than 280, or not more than 275, or not more than 270, or not more than 265, or not more than 260, or not more than 255, or not more than 250, or not more than 245, or not more than 240, or not more than 235, or not more than 230, or not more than 225, or not more than 220, or not more than 215, not more than 200, not more than 190, not more than 180, not more than 170, not more than 160, not more than 150, or not more than 140, in each case °C and/or at least 200, or at least 205, or at least 210, or at least 215, or at least 220, or at least 225, or at least 230, in each case °C and/or at least 200, or at least 205, or at least
- the r-pyoil may be introduced into a cracking furnace or coil or tube alone (e.g., in a stream comprising at least 85, or at least 90, or at least 95, or at least 99, or 100, in each case wt.% percent pyrolysis oil based on the weight of the cracker feed stream), or combined with one or more non-recycle cracker feed streams.
- the r-pyoi l When introduced into a cracker furnace, coil, or tube with a non- recycle cracker feed stream, the r-pyoi l may be present in an amount of at least 1, or at least 2, or at least 5, or at least 8, or at least 10, or at least 12, or at least 15, or at least 20, or at least 25, or at least 30, in each case wt.% and/or not more than 40, or not more than 35, or not more than 30, or not more than 25, or not more than 20, or not more than 15, or not more than 10, or not more than 8, or not more than 5, or not more than 2, in each case weight percent based on the total weight of the combined stream.
- the non-recycle cracker feed stream or composition may be present in the combined stream in an amount of at least 20, or at least 25, or at least 30, or at least 35, or at least 40, or at least 45, or at least 50, or at least 55, or at least 60, or at least 65, or at least 70, or at least 75, or at least 80, or at least 85, or at least 90, in each case weight percent and/or not more than 99, or not more than 95, or not more than 90, or not more than 85, or not more than 80, or not more than 75, or not more than 70, or not more than 65, or not more than 60, or not more than 55, or not more than 50, or not more than 45 or not more than 40, in each case weight percent based on the total weight of the combined stream.
- the properties of the cracker feed stream as described below apply either to the non- recycle cracker feed stream prior to (or absent) combination with the stream comprising r-pyoil, as well as to a combined cracker stream including both a non- recycle cracker feed and a r-pyoil feed.
- the cracker feed stream may comprise a predominantly C 2 -C 4 hydrocarbon containing composition, or a predominantly C 5 -C 22 hydrocarbon containing composition.
- hydrocarbon refers to a stream or composition containing at least 50 weight percent of C 2 -C 4 hydrocarbon components.
- Examples of specific types of C 2 -C 4 hydrocarbon streams or compositions include propane, ethane, butane, and LPG.
- the cracker feed may comprise at least 50, or at least 55, or at least 60, or at least 65 or at least 70, or at least 75, or at least 80, or at least 85, or at least 90, or at least 95, in each case wt.% based on the total weight of the feed, and/or not more than 100, or not more than 99, or not more than 95, or not more than 92, or not more than 90, or not more than 85, or not more than 80, or not more than 75, or not more than 70, or not more than 65, or not more than 60, in each case weight percent C 2 -C 4 hydrocarbons or linear alkanes, based on the total weight of the feed.
- the cracker feed can comprise predominantly propane, predominantly ethane, predominantly butane, or a
- the cracker feed can comprise predominantly propane, or at least 50 mole% propane, or at least 80 mole% propane, or at least 90 mole% propane, or at least 93 mole% propane, or at least 95 mole% propane (inclusive of any recycle streams combined with virgin feed).
- the cracker feed can comprise HD5 quality propane as a virgin or fresh feed.
- the cracker can comprise at more than 50 mole% ethane, or at least 80 mole% ethane, or at least 90 mole% ethane, or at least 95 mole% ethane. These components may be non-recycle components.
- the cracker feed stream may comprise a predominantly C 5 -C 22 hydrocarbon containing composition.
- “predominantly C 5 -C 22 hydrocarbon” refers to a stream or composition comprising at least 50 weight percent of C 5 -C 22 hydrocarbon components. Examples include gasoline, naphtha, middle distillates, diesel, kerosene.
- the cracker feed stream or composition may comprise at least 20, or at least 25, or at least 30, or at least 35, or at least 40, or at least 45, or at least 50, or at least 55, or at least 60, or at least 65, or at least 70, or at least 75, or at least 80, or at least 85, or at least 90, or at least 95, in each case wt.% and/or not more than 100, or not more than 99, or not more than 95, or not more than 92, or not more than 90, or not more than 85 or not more than 80, or not more than 75, or not more than 70, or not more than 65, or not more than 60, in each case weight percent C 5 -C 22 , or C 5 -C 20 hydrocarbons, based on the total weight of the stream or composition.
- the cracker feed may have a C15 and heavier (05+) content of at least 0.5, or at least 1, or at least 2, or at least 5, in each case weight percent and/or not more than 40 or not more than 35, or not more than 30, or not more than 25, or not more than 20, or not more than 18, or not more than 15, or not more than 12, or not more than 10, or not more than 5, or not more than 3, in each case weight percent, based on the total weight of the feed.
- the cracker feed may have a boiling point curve defined by one or more of its 10%, its 50%, and its 90% boiling points, the boiling point being obtained by the methods described above Additionally, as used herein, an“x% boiling point,” refers to a boiling point at which x percent by weight of the composition boils per the methods described above.
- the 90% boiling point of the cracker feed stream or composition can be not more than 360, or not more than 355, or not more than 350, or not more than 345, or not more than 340, or not more than 335, or not more than 330, or not more than 325, or not more than 320, or not more than 315, or not more than 300, or not more than 295, or not more than 290, or not more than 285, or not more than 280, or not more than 275, or not more than 270, or not more than 265, or not more than 260, or not more than 255, or not more than 250, or not more than 245, or not more than 240 or not more than 235, or not more than 230, or not more than 225, or not more than 220, or not more than 215, in each case °C and/or at least 200, or at least 205, or at least 210, or at least 215, or at least 220, or at least at least
- the 10% boiling point of the cracker feed stream or composition can be at least 40, at least 50, at least 60, at least 70, at least 80, at least 90, at least 100, at least 110, at least 120, at least 130, at least 140, at least 150, or at least 155, in each case °C and/or not more than 250, not more than 240, not more than 230, not more than 220, not more than 210, not more than 200 not more than 190, not more than 180, or not more than 170 in each case °C.
- the 50% boiling point of the cracker feed stream or composition can be at least 60, at least 65, at least 70, at least 75, at least 80, at least 85, at least 90, at least 95, at least 100, at least 110 at least 120, at least 130, at least 140, at least 150, at least 160, at least 170, at least 180, at least 190, at least 200, at least 210, at least 220, or at least 230, in each case °C, and/or not more than 300, not more than 290, not more than 280, not more than 270, not more than 260, not more than 250, not more than 240, not more than 230, not more than 220 not more than 210, not more than 200, not more than 190, not more than 180, not more than 170, not more than 160, not more than 150, or not more than 145°C.
- the 50*% boiling point of the cracker feed stream or composition can be in the range of 65 to 160, 70 to 150, 80 to 145, 85 to 140, 85 to 230, 90 to 220, 95 to 200, 100 to 190, 110 to 180, 200 to 300, 210 to 290, 220 to 280, 230 to 270 in each case in °C.
- the 90% boiling point of the cracker feedstock or stream or composition can be at least 350°C, the 10% boiling point can be at least 60°C; and the 50% boiling point can be in the range of from 95°C to 200°C.
- the 90% boiling point of the cracker feedstock or stream or composition can be at least 150°C, the 10% boiling point can be at least 60°C, and the 50% boiling point can be in the range of from 80 to 145°C.
- the cracker feedstock or stream has a 90% boiling point of at least 35Q°C, a 10% boiling point of at least 150°C, and a 50% boi ling point in the range of from 220 to 280°C.
- the r-pyoil is cracked in a gas furnace
- a gas furnace is a furnace having at least one coil which receives (or operated to receive), at the inlet of the coil at the entrance to the convection zone, a predominately vapor-phase feed (more than 50% of the weight of the feed is vapor) (“gas coil”).
- the gas coil can receive a predominately C 3 - C 4 feedstock, or a predominately a C 2 -C3 feedstock to the inlet of the coil in the convection section, or alternatively, having at least one coil receiving more than 50 wt.% ethane and/or more than 50% propane and/or more than 50% LPG, or in any one of these cases at least 60 wt.%, or at least 70 wt.%, or at least 80 wt.%, based on the weight of the cracker feed to the coil, or alternatively based on the weight of the cracker feed to the convection zone.
- the gas furnace may have more than one gas coil.
- At least 25% of the coils, or at least 50% of the coils, or at least 60% of the coils, or all the coils in the convection zone or within a convection box of the furnace are gas coils.
- the gas coil receives, at the inlet of the coil at the entrance to the convection zone, a vapor-phase feed in which at least 60 wt.%, or at least 70 wt.%, or at least 80 wt.%, or at least 90 wt.%, or at least 95 wt.%, or at least 97 wt.%, or at least 98 wt.%, or at least 99 wt.%, or at least 99.5 wt.%, or at least 99.9 wt.% of feed is vapor.
- the r-pyoil is cracked in a split furnace.
- a split furnace is a type of gas furnace.
- a split furnace contains at least one gas coil and at least one liquid coil within the same furnace, or within the same convection zone, or within the same convection box.
- a liquid coil is a coil which receives, at the inlet of coil at the entrance to the convection zone, a predominately liquid phase feed (more than 50% of the weight of the feed is liquid) (“liquid coil”).
- the liquid coil can receive a predominately C 5+ feedstock to the inlet of the coil at the entrance of the convection section (“liquid coil”).
- the liquid coil can receive a predominately C 6 -C 22 feedstock or a predominately a C ? ⁇ C t6 feedstock to the inlet of the coil in the convection section, or alternatively having at least one coil receiving more than 50 wt.% naphtha, and/or more than 50% natural gasoline, and/or more than 50% diesel, and/or more than JP-4, and/or more than 50% Stoddard Solvent, and/or more than 50% kerosene, and/or more than 50% fresh creosote, and/or more than 50% JP-8 or Jet- A, and/or more than 50% heating oil, and/or more than 50% heavy fuel oil, and/or more than 50% bunker C, and/or more than 50% lubricating oil, or in any one of these cases at least 60 wt.%, or at least 70 wt.%, or at least 80 wt.%, or at least 90 wt.%, or at least 60 wt.%, or at least 70
- At least one coil and not more than 75% of the coils, or not more than 50% of the coils, or not more than at least 40% of the coils in the convection zone or within a convection box of the furnace are liquid coils.
- the liquid coil receives, at the inlet of the coil at the entrance to the convection zone a liquid-phase feed in which at least 60 wt.%, or at least 70 wt.%, or at least 80 wt.%, or at least 90 wt.%, or at least 95 wt.%, or at least 97 wt.%, or at least 98 wt.%, or at least 99 wt.%, or at least 99.5 wt.%, or at least 99.9 wt.% of feed is liquid.
- the r-pyoil is cracked in a thermal gas cracker. In an embodiment or in combination with any embodiment mentioned herein, the r-pyoil is cracked in a thermal steam gas cracker in the presence of steam. Steam cracking refers to the high -temperature cracking (decomposition) of hy drocarbons in the presence of steam. In an embodiment or in combination with any embodiment mentioned herein, the r- eomposition is derived directly or indirectly from cracking r-pyoil in a gas furnace. The coils in the gas furnace can consist entirely of gas coils or the gas furnace can be a split furnace.
- the r-pyoil containing feed stream When the r-pyoil containing feed stream is combined with the non-recycle cracker feed, such a combination may occur upstream of, or within, the cracking furnace or within a single coil or tube.
- the r-pyoil containing feed stream and non-recycle cracker feed may be introduced separately into the furnace, and may pass through a portion, or all, of the furnace simultaneously while being isolated from one another by feeding into separate tubes within the same furnace (e.g., a split furnace). Ways of introducing the r-pyoil containing feed stream and the non- recycle cracker feed into the cracking furnace according to an embodiment or in combination with any of the embodiments mentioned herein are described in further detail below.
- FIG. 5 a schematic diagram of a cracker furnace suitable for use in an embodiment or in combination with any of the embodiments mentioned herein is shown.
- a method for making one or more olefins including:
- the r-pyoil can be combined with a cracker stream to make a combined cracker stream, or as noted above, a first cracker stream.
- the first cracker stream can be 100% r-pyoil or a combination of a non-recycle cracker stream and r-pyoil.
- the feeding of step (a) and/or step (b) can be performed upstream of the convection zone or within the convection zone.
- the r-pyoil can be combined with a non-recycle cracker stream to form a combined or first cracker stream and fed to the inlet of a convection zone, or alternatively the r-pyoil can be separately fed to the inlet of a coil or distributor along with a non-recycle cracker stream to form a first cracker stream at the inlet of the convection zone, or the r-pyoil can be fed downstream of the inlet of the convection zone into a tube containing non-recycle cracker feed, but before a crossover, to make a first cracker stream or combined cracker stream in a tube or coil. Any of these methods includes feeding the first cracker stream to the furnace.
- the amount of r-pyoil added to the non-recycle cracker stream to make the first cracker stream or combined cracker stream can be as described above; e.g. in an amount of at least 1, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85,
- the first cracker stream is cracked in a first coil or tube.
- the second cracker stream is cracked in a second coil or tube. Both the first and second cracker streams and the first and second coils or tubes can be within the same cracker furnace.
- the second cracker stream can have none of the r-pyoil or less of said r- pyoil, by weight, than the first cracker feed stream. Also, the second cracker stream can contain only non-recycle cracker feed in the second coil or tube.
- the second cracker feed stream can be predominantly C 2 to C 4 , or hydrocarbons (e.g. non- recycle content), or ethane, propane, or butane, in each case in amounts of at least 55, 60, 65, 70, 75, 80, 85, or at least 90 weight percent based on the second cracker feed within a second coil or tube.
- the amount of such r-pyoil can be at least 10% less, 20, 30, 40, 50, 60, 70, 80, 90, 95, 97, or 99% ' less by weight than the amount of r-pyoil in the first cracker feed.
- a vaporizer can be provided to vaporize a condensed feedstock of C 2 -C 5 hydrocarbons 350 to ensure that the feed to the inlet of the coils in the convection box 312, or the inlet of the convection zone 310, is a predominately vapor phase feed.
- the cracking furnace shown in FIG. 5 includes a convection section or zone 310, a radiant section or zone 320, and a cross-over section or zone 330 located between the convection and radiant sections 310 and 320.
- the convection section 310 is the portion of the furnace 300 that receives heat from hot flue gases and includes a bank of tubes or coils 324 through which a cracker stream 350 passes.
- the cracker stream 350 is heated by convection from the hot flue gasses passing therethrough.
- the radiant section 320 is the section of the furnace 300 into which heat is transferred into the heater tubes primarily by radiation from the high-temperature gas.
- the radiant section 320 also includes a plurality of burners 326 for introducing heat into the lower portion of the furnace.
- the furnace includes a fire box 322 which surrounds and houses the tubes within the radiant section 320 and into which the burners are oriented.
- the cross-over section 330 includes piping for connecting the convection 310 and radiant sections 320 and may transfer the heated cracker stream internally or externally from one section to the other within the furnace 300.
- the cracking furnace 300 may have a single convection (preheat) section 310 and a single radiant 320 section, while, in other embodiments, the furnace may include two or more radiant sections sharing a common convection section.
- At least one induced draft (ID.) fan 316 near the stack may control the flow of hot flue gas and heating profile through the furnace, and one or more heat exchangers 340 may be used to cool the furnace effluent 370.
- ID. induced draft
- a liquid quench may be used in addition to, or alternatively with, the exchanger (e.g., transfer line heat exchanger or TLE) shown in FIG. 5, for cooling the cracked olefin-containing effluent.
- the exchanger e.g., transfer line heat exchanger or TLE
- the furnace 300 also includes at least one furnace coil 324 through which the cracker streams pass through the furnace.
- the furnace coils 324 may be formed of any material inert to the cracker stream and suitable for withstanding high
- the coils may have any suitable shape and can, for example, have a circular or oval cross-sectional shape.
- the coils in the convection section 310 or tubes within the coil may have a diameter of at least 1, or at least 1.5, or at least 2, or at least 2.5, or at least 3, or at least 3.5, or at least 4, or at least 4.5, or at least 5, or at least 5.5, or at least 6, or at least 6.5, or at least 7, or at least 7.5, or at least 8, or at least 8.5, or at least 9, or at least 9.5, or at least 10, or at least 10.5, in each case cm and/or not more than 12, or not more than 1 1.5, or not more than 1 1, 1 or not more than 0.5, or not more than 10, or not more than 9.5, or not more than 9, or not more than 8.5, or not more than 8, or not more than 7.5, or not more than 7, or not more than 6.5, in each case cm.
- All or a portion of one or more coils can be substantially straight, or one or more of the coils may include a helical, twisted, or spiral segment.
- One or more of the coils may also have a U-tube or split U-tube design.
- the interior of the tubes may be smooth or substantially smooth, or a portion (or al l) may be roughened in order to minimize coking.
- the inner portion of the tube may include inserts or fins and/or surface metal additives to prevent coke build up.
- all or a portion of the furnace coil or coils 324 passing through in the convection section 310 may be oriented horizontally, while all, or at least a portion of, the portion of the furnace coil passing through the radiant section 322 may be oriented vertically.
- a single furnace coil may run through both the convection and radiant section.
- at least one coil may split into two or more tubes at one or more points within the furnace, so that cracker stream may pass along multiple paths in parallel.
- the cracker stream (including r-pyoil) 350 may be introduced into multiple coil inlets in the convection zone 310, or into multiple tube inlets in the radiant 320 or cross-over sections 330.
- the amount of r-pyoil introduced into each coil or tube may not be regulated.
- the r-pyoil and/or cracker stream may be introduced into a common header, which then channels the r- pyoil into multiple coil or tube inlets.
- a single furnace can have at least 1, or at least 2, or at least 3 or at least 4, or at least 5, or at least 6, or at least 7, or at least 8 or more, in each case coils.
- Each coil can be from 5 to 100, 10 to 75, or 20 to 50 meters in length and can include at least 1, or at least 2, or at least 3, or at least 4, or at least 5, or at least 6, or at least 7, or at least 8, or at least 10, or at least 12, or at least 14 or more tubes.
- Tubes of a single coil may be arranged in many configurations and in an embodiment or in combination with any of the embodiments mentioned herein may be connected by one or more 180° (“U”) bends.
- U 180°
- One example of a furnace coil 410 having multiple tubes 420 is shown in FIG. 6.
- An olefin plant can have a single cracking furnace, or it can have at least 2, or at least 3, or at least 4, or at least 5, or at least 6, or at least 7, or at least 8 or more cracking furnaces operated in parallel. Any one or each fumace(s) may be gas cracker, or a liquid cracker, or a split furnace.
- the furnace is a gas cracker receiving a cracker feed stream containing at least 50 wt.%, or at least 75 wt.%, or at least 85 wt.% or at least 90 wt.% ethane, propane, LPG, or a combination thereof through the furnace, or through at least one coil in a furnace, or through at least one tube in the furnace, based on the weight of ail cracker feed to the furnace.
- the furnace is a liquid or naphtha cracker receiving a cracker feed stream containing at least 50 wt.%, or at least 75 wt.%, or at least 85 wt.% liquid (when measured at 25°C and 1 atm) hydrocarbons having a carbon number from C 5 -C 22 ⁇ through the furnace, or through at least one coil in a furnace, or through at least one tube in the furnace, based on the weight of all cracker feed to the furnace.
- a cracker feed stream containing at least 50 wt.%, or at least 75 wt.%, or at least 85 wt.% liquid (when measured at 25°C and 1 atm) hydrocarbons having a carbon number from C 5 -C 22 ⁇ through the furnace, or through at least one coil in a furnace, or through at least one tube in the furnace, based on the weight of all cracker feed to the furnace.
- the cracker is a split furnace receiving a cracker feed stream containing at least 50 wt.%, or at least 75 wt.%, or at least 85 wt.% or at least 90 wt.% ethane, propane, LPG, or a combination thereof through the furnace, or through at least one coil in a furnace, or through at least one tube in the furnace, and receiving a cracker feed stream containing at least 0.5 wt.%, or at least 0.1 wt.%, or at least 1 wt.%.
- FIG. 7 several possible locations for introducing the r- pyoil containing feed stream and the non-recycle cracker feed stream into a cracking furnace are shown. In an embodiment or in combination with any of the
- an r-pyoil containing feed stream 550 may be combined with the non-recycle cracker feed 552 upstream of the convection section to form a combined cracker feed stream 554 which may then be introduced into the convection section 510 of the furnace.
- the r-pyoil containing feed 550 may be introduced into a first furnace coil, while the non-recycle cracker feed 552 is introduced into a separate or second furnace coil, within the same furnace, or within the same convection zone.
- Both streams may then travel in parallel with one another through the convection section 510 within a convection box 512 , cross-over 530, and radiant section 520 within a radiant box 522, such that each stream is substantially fluidly isolated from the other over most, or all, of the travel path from the inlet to the outlet of the furnace.
- the pyoil stream introduced into any heating zone within the convection section 510 can flow through the convection section 510 and flow through as a vaporized stream 514b into the radiant box 522.
- the r-pyoil containing feed stream 550 may be introduced into the non-recycle cracker stream 552 as it passes through a furnace coil in the convection section 510 flowing into the cross-over section 530 of the furnace to form a combined cracker stream 514a, as also shown in FIG. 7.
- the r-pyoil 550 may be introduced into the first furnace coil, or an additional amount introduced into the second furnace coil, at either a first heating zone or a second heating zone as shown in FIG. 7.
- the r-pyoil 550 may be introduced into the furnace coil at these locations through a nozzle.
- a convenient method for introducing the feed of r-pyoil is through one or more dilution steam feed nozzles that are used to feed steam into the coil in the convection zone.
- the service of one or more dilution steam nozzles may be employed to inject r-pyoil, or a new nozzle can be fastened to the coil dedicated to the injection of the r-pyoil.
- both steam and r-pyoil can be co-fed through a nozzle into the furnace coil downstream of the inlet to the coil and upstream of a crossover, optionally at the first or second heating zone within the convection zone as shown in FIG. 7.
- the non-recycle cracker feed stream may be mostly liquid and have a vapor fraction of less than 0.25 by volume, or less than 0.25 by weight, or it may be mostly vapor and have a vapor fraction of at least 0.75 by volume, or at least 0.75 by weight, when introduced into the furnace and/or when combined with the r-pyoil containing feed.
- the r-pyoil containing feed may be mostly vapor or mostly liquid when introduced into the furnace and/or when combined with the non-recycle cracker stream.
- the preheating can be performed with an indirect heat exchanger 618 heated by a heat transfer media (such as steam, hot condensate, or a portion of the olefin-containing effluent) or via a direct fired heat exchanger 618.
- a heat transfer media such as steam, hot condensate, or a portion of the olefin-containing effluent
- the preheating step can vaporize ail or a portion of the stream comprising r-pyoil and may for example, vaporize at least 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, or 99 weight percent of the stream comprising r- pyoil.
- the preheating when performed, can increase the temperature of the r- pyoil containing stream to a temperature that is within about 50, 45, 40, 35, 30, 25,
- the preheating can increase the temperature of the stream comprising r-pyoil to a temperature at least 5, 10, 15, 20 25, 30, 35, 40, 45,
- the preheated r-pyoil stream can have a temperature of at least 200, 225, 240, 250, or 260°C and/or not more than 375, 350, 340, 330, 325, 320, or 315°C, or at least 275, 300, 325, 350, 375, or 400°C and/or not more than 600, 575, 550, 525, 500, or 475°C.
- the liquid When the atomized liquid (as explained below ' ) is injected into the vapor phase, heated cracker stream, the liquid may rapidly evaporate such that, for example, the entire combined cracker stream is vapor (e.g., 100 percent vapor) within 5, 4, 3 2, or 1 second after injection.
- the heated r-pyoil stream (or cracker stream comprising the r-pyoil and the non-recycle cracker stream) can optionally be passed through a vapor-liquid separator to remove any residual heavy or liquid components, when present.
- the resulting light fraction may then be introduced into the cracking furnace, alone or in combination with one or more other cracker streams as described in various embodiments herein.
- the r-pyoil stream can comprise at least 1, 2, 5, 8, 10, or 12 weight percent C 1 5 and heavier components.
- the separation can remove at least 50, 55 60, 65, 70, 75, 80, 85, 90, 95 or 99 weight percent of the heavier components from the r-pyoil stream.
- the cracker feed stream (either alone or when combined with the r-pyoil feed stream) may be introduced into a furnace coil at or near the inlet of the convection section.
- the cracker stream may then pass through at least a portion of the furnace coil in the convection section 510, and dilution steam may be added at some point in order to control the temperature and cracking severity in the furnace.
- the steam may be added upstream of or at the inlet to the convection section or it may be added downstream of the inlet to the convection section - either in the convection section, at the cross-over section, or upstream of or at the inlet to the radiant section.
- the stream comprising the r-pyoil and the non-recycle cracker stream may also be introduced into or upstream or at the inlet to the convection section, or downstream of the inlet to the convection section - either within the convection section, at the cross- over, or at the inlet to the radiant section.
- the steam may be combined with the r- pyoil stream and/or cracker stream and the combine stream may be introduced at one or more of these locations, or the steam and r-pyoil and/or non-recycle cracker stream may be added separately.
- the r-pyoil and/or cracker stream can have a temperature of 500, 510, 520, 530, 540, 550, 560, 570, 580, 590, 600, 610, 620, 630, 640, 650, 660, 670, or 680°C and/or not more than 850, 840, 830, 820, 810, 800, 790, 780, 770, 760, 750, 740, 730, 720, 710, 705, 700, 695, 690, 685, 680, 675, 670, 665, 660, 655, or 65G°C.
- the resulting steam and r-pyoil stream can have a vapor fraction of at least 0.75, 0.80, 0.85, 0.90, or at least 0.95 by weight, or at least 0.75, 0.80, 0.85, 0.90, and 0.95 by volume.
- the r-pyoil and/or cracker stream can have a temperature of at least 30,
- the amount of steam added may depend on the operating conditions, including feed type and desired product, but can be added to achieve a steam-to- hydrocarbon ratio can be at least 0.10:1, 0.15:1, 0.20:1, 0.25:1 , 0.27:1 , 0.30:1 , 0.32:1, 0.35:1, 0.37:1, 0.40:1, 0.42:1, 0.45:1, 0.47:1, 0.50:1, 0.52:1, 0.55:1, 0.57:1, 0.60:1, 0.62:1, 0.65:1 and/or not more than about 1:1.
- the“steam-to-hydrocarhon” ratio all hydrocarbon components are included and the ratio is by weight.
- the steam may be produced using separate boiler feed water/steam tubes heated in the convection section of the same furnace (not shown in FIG. 7). Steam may be added to the cracker feed (or any intermediate cracker stream within the furnace) when the cracker stream has a vapor fraction of 0.60 to 0.95, or 0.65 to 0.90, or 0.70 to 0.90.
- the molar flow rate of the r-pyoil and/or the r-pyoil containing stream may be different than the molar flow rate of the non-recycle feed stream.
- step (b) feeding a second cracker steam containing or predominately containing C 2 to C 4 hydrocarbons to a second tube inlet in the cracker furnace, wherein said second tube is separate from said first tube and the total molar flow rate of the first cracker stream fed at the first tube inlet is lower than the total molar flow rate of the second cracker stream to the second tube inlet, calculated without the effect of steam.
- the feeding of step (a) and step (h) can be to respective coil inlets.
- the molar flow rate of the r-pyoil or the first cracker stream as it passes through a tube in the cracking furnace may be at least 5, 7, 10, 12, 15, 17, 20, 22, 25, 27, 30, 35, 40, 45, 50, 55, or 60 percent lower than the flow rate of the hydrocarbon components (e.g., C 2 -C 4 or C 5 -C 22 ) components in the non-recycle feed stream, or the second cracker stream, passing through another or second tube.
- the hydrocarbon components e.g., C 2 -C 4 or C 5 -C 22
- the total molar flow rate of the r-pyoil containing stream, or first cracker stream, may be at least 5, 7, 10, 12, 15, 17, 20, 22, 25, 27, 30, 35, 40, 45, 50, 55, or 60 percent higher than the total molar flow rate (including hydrocarbon and dilution steam) of the non-recycle cracker feedstock, or second cracker stream (wherein the percentage is calculated as the difference between the two molar flow rates divided by the flow rate of the non-recycle stream).
- the molar flow rate of the r-pyoil in the r-pyoil containing feed stream (first cracker stream) within the furnace tube may be at least 0.01, 0.02, 0.025, 0.03, 0.035 and/or not more than 0.06, 0.055, 0.05, 0.045 kmol-lb/hr lower than the molar flow rate of the hydrocarbon (e.g., C 2 -C 4 or C 5 -C 22 ) in the non-recycle cracker stream (second cracker stream).
- the hydrocarbon e.g., C 2 -C 4 or C 5 -C 22
- the molar flow rates of the r-pyoil and the cracker feed stream may be substantially similar, such that the two molar flow rates are within 0.005, 0.001, or 0.0005 kmol-lb/hr of one another.
- the molar flow rate of the r-pyoil in the furnace tube can be at least 0.0005, 0.001, 0.0025, 0.005, 0.01, 0.02, 0.03, 0.04, 0.05, 0.06, 0.07, 0.08, 0.09, 0.10, 0.11, 0.12, 0.13, 0.14, or 0.15 kilo moles -pound per hour (kmol-lb/hr) and/or not more than 0.25, 0.24, 0.23, 0.22, 0.21, 0.20, 0.19, 0.18, 0.17, 0.16, 0.15, 0.14, 0.13, 0.08, 0.05, 0.025 0.01, or 0.008 kmol-lb/hr, while the molar flow rate of the hydrocarbon components in the other coil or coils can be at least 0.02, 0.03 0.04 0.05, 0.06, 0.07, 0.08, 0.09, 0.10, 0.11, 0.12, 0.13, 0.14, 0.15, 0.16, 0.17 0.18 and/or not more than 0.30, 0.29
- the total molar flow rate of the r-pyoil containing stream (first cracker stream) can be at least 0.01, 0.02, 0.03, 0.04, 0.05 0.06, 0.07, 0.08, 0.09 and/or not more than 0.30, 0.25, 0.20, 0.15, 0.13, 0.10, 0.09, 0.08, 0.07, or 0.06 kmol- lb/hr lower than the total molar flow rate of the non-recycle feed stream (second cracker stream), or the same as the total molar flow rate of the non-recycle feed stream (second cracker stream).
- the total molar flow rate of the r-pyoil containing stream can be at least 0.01, 0.02, 0.03, 0.04, 0.05, 0.06, 0.07 and/or not more than 0.10, 0.09, 0.08, 0.07, or 0.06 kmol-lb/hr higher than the total molar flow rate of the second cracker stream, while the total molar flow rate of the non-recycle feed stream (second cracker stream) can be at least 0.20, 0.21, 0.22, 0.23, 0.24, 0.25, 0.26, 0.27, 0.28 0.29, 0.30, 0.31, 0.32, 0.33 and/or not more than 0.50, 0.49, 0.48 0.47. 0.46, 0.45, 0.44, 0.43, 0.42, 0.41, 0.40 kmol-lb/hr.
- the r-pyoil containing stream, or first cracker stream has a steam- to-hydrocarbon ratio that is at least 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, or 80 percent different than the steam- to-hydrocarbon ratio of the non-recycle feed stream, or second cracker stream.
- the steam-to-hydrocarbon ratio can be higher or lower.
- the steam-to-hydrocarbon ratio of the r-pyoil containing stream or first cracker stream can be at least 0.01, 0.025, 0.05, 0.075, 0.10, 0.125, 0.15,
- the steam-to-hydrocarbon ratio of the r-pyoil containing stream or first cracker stream can be at least 0.3, 0.32, 0.35, 0.37, 0.4, 0.42, 0.45, 0.47, 0.5 and/or not more than 0.7, 0.67, 0.65, 0.62, 0.6, 0.57, 0.55, 0.52, or 0.5
- the steam-to-hydrocarbon ratio of the non-recycle cracker feed or second cracker stream can be at least 0.02, 0.05, 0.07, 0.10, 0.12, 0.15, 0.17, 0.20, 0.25 and/or not more than 0.45, 0.42, 0.40, 0.37, 0.35, 0.32, or 0.30.
- the temperature of the r-pyoil containing stream as it passes through a cross- over section in the cracking furnace can be different than the temperature of the non- recycle cracker feed as it passes through the cross-over section, when the streams are introduced into and passed through the furnace separately.
- the temperature of the r-pyoil stream as it passes through the cross-over section may be at least 0.01, 0.5, 1, 1.5, 2, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, or 75 percent different than the temperature of the non-recycle hydrocarbon stream (e.g., C 2 -C 4 or C 5 -C 22 ) passing through the cross-over section in another coil.
- the percentage can he calculated based on the temperature of the non-recycle stream according to the following formula:
- the difference can be higher or lower.
- the average temperature of the r-pyoil containing stream at the cross-over section can be at least 400, 425, 450, 475, 500, 525, 550, 575, 580, 585, 590, 595, 600, 605, 610, 615, 620, or 625°C and/or not more than 705, 700, 695, 690, 685, 680, 675, 670, 665, 660, 655, 650, 625, 600, 575, 550, 525, or 500°C, while the average temperature of the non-recycle cracker feed can be at least 401, 426, 451, 476, 501, 526, 551, 560, 565, 570, 575, 580, 585, 590, 595, 600, 605, 610, 615, 620, or 625 °C and/or not more than 705, 700, 695, 690, 685, 680, 675, 670,
- the heated cracker stream which usually has a temperature of at least 500, 510, 520, 530, 540, 550, 560, 570, 580, 590, 600, 610, 620, 630, 640, 650, 660, 670, or 680°C and/or not more than 850, 840, 830, 820, 810, 800, 790, 780, 770, 760, 750, 740, 730, 720, 710, 705, 700, 695, 690, 685, 680, 675, 670, 665, 660, 655, or 650°C, or in the range of from 500 to 710°C, 620 to 740°C, 560 to 670°C, or 510 to 650°C, may then pass from the convection section of the furnace to the radiant section via the cross-over section.
- the r-pyoil containing feed stream may be added to the cracker stream at the cross-over section.
- the r-pyoil When introduced into the furnace in the cross-over section, the r-pyoil may be at least partially vaporized by, for example, preheating the stream in a direct or indirect heat exchanger.
- the r-pyoil containing stream When vaporized or partially vaporized, the r-pyoil containing stream has a vapor fraction of at. least 0 5, 0 55, 0 6, 0 65, 0.7, 0.75, 0.8, 0.85, 0.9, 0.95, or 0.99 by weight, or in one embodiment or in combination with any mentioned embodiments, by volume.
- the atomization can be performed using one or more atomizing nozzles.
- the atomization can take place within or outside the furnace.
- an atomizing agent may be added to the r-pyoil containing stream during or prior to its atomization.
- the atomizing agent can include steam, or it may include predominantly ethane, propane, or combinations thereof.
- the atomizing agent may be present in the stream being atomized (e.g., the r-pyoil containing composition) in an amount of at least 1, 2, 4, 5, 8, 10, 12, 15, 10 25, or 30 weight percent and/or not more than 50, 45 40, 35, 30, 25, 20, 15, or 10 weight percent.
- the atomized or vaporized stream of r-pyoil may then be injected into or combined with the cracker stream passing through the cross-over section. At least a portion of the injecting can be performed using at least one spray nozzle. At least one of the spray nozzles can be used to inject the r-pyoil containing stream into the cracker feed stream may be oriented to discharge the atomized stream at an angle within about 45, 50, 35, 30, 25, 20 15, 10, 5 or 0° from the vertical.
- the spray- nozzle or nozzles may also be oriented to discharge the atomized stream into a coil within the furnace at an angle within about 30, 25, 20 15, 10, 8 5, 2, or 1° of being parallel, or parallel, with the axial centerline of the coil at the point of introduction.
- the step of injecting the atomized r-pyoil may be performed using at least two, three, four, five, six or more spray nozzles, in the cross-over and/or convection section of the furnace.
- atomized r-pyoil can be fed, alone or in combination with an at least partially non-recycle cracker stream, into the inlet of one or more coils in the convection section of the furnace.
- the temperature of such an atomization can be at least 30, 35, 40, 45 50, 55, 60, 65, 70, 75, or 80°C and/or not more than 120, 110, 100, 90, 95, 80, 85, 70, 65, 60, or 55°C.
- the temperature of the atomized or vaporized stream can be at least 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 75, 100, 125, 150, 175, 200, 225, 250, 275, 300, 325, 350°C and/or not more than 550, 525, 500, 475, 450, 425, 400, 375, 350, 325, 300, 275, 250, 225, 200, 175, 150, 125, 100, 90, 80, 75, 70, 60, 55, 50, 45, 40, 30, or 25°C cooler than the temperature of the cracker stream to which it is added.
- the resulting combined cracker stream comprises a continuous vapor phase with a discontinuous liquid phase (or droplets or particles) dispersed therethrough.
- the atomized liquid phase may comprise r-pyoil, while the vapor phase may include predominantly C 2 -C 4 components, ethane, propane, or combinations thereof.
- the combined cracker stream may have a vapor fraction of at least 0.7, 0.75, 0.8, 0.85, 0.9, 0.95, or 0.99 by weight, or in one embodiment or in combination with any mentioned embodiments, by volume.
- the temperature of the cracker stream passing through the cross-over section can be at least 500, 510, 520, 530, 540, 550, 555, 560, 565, 570, 575, 580,
- the resulting cracker feed stream then passes into the radiant section.
- the cracker stream (with or without the r-pyoil) from the convection section may be passed through a vapor-liquid separator to separate the stream into a heavy fraction and a light fraction before cracking the light fraction further in the radiant section of the furnace.
- a vapor-liquid separator to separate the stream into a heavy fraction and a light fraction before cracking the light fraction further in the radiant section of the furnace.
- the vapor-liquid separator 640 may comprise a flash drum, while in other embodiments it may comprise a fractionator. As the stream 614 passes through the vapor-liquid separator 640, a gas stream impinges on a tray and flow ' s through the tray, as the liquid from the tray fall to an underflow 642.
- the vapor-liquid separator may further comprise a demister or chevron or other device located near ⁇ the vapor outlet for preventing liquid cany-over into the gas outlet from the vapor-liquid separator 640.
- the temperature of the cracker stream may increase by at least 50, 75, 100, 150, 175, 200, 225, 250, 275, or 300°C and/or not more than about 650, 600, 575, 550, 525, 500, 475, 450, 425, 400, 375, 350, 325, 300, or 275°C, so that the passing of the heated cracker stream exiting the convection section 610 through the vapor- liquid separator 640 may be performed at a temperature of least 400, 425, 450, 475, 500, 525, 550, 575, 600, 625, 650°C and/or not more than 800, 775, 750, 725, 700, 675, 650, 625 °C.
- At least a portion or nearly all of the heavy components may be removed in the heavy fraction as an underflow 642.
- At least a portion of the light fraction 644 from the separator 640 may be introduced into the cross-over section or the radiant zone tubes 624 after the separation, alone or in combination with one or more other cracker streams, such as, for example, a predominantly C 5 -C 22 hydrocarbon stream or a C 2 -C 4 hydrocarbon stream.
- the cracker feed stream (either the non-recycle cracker feed stream or when combined with the r- pyoil feed stream) 350 and 650 may- be introduced into a furnace coil at or near the inlet of the convection section.
- the cracker feed stream may then pass through at least a portion of the furnace coll in the convection section 310 and 610, and dilution steam 360 and 660 may be added at some point in order to control the temperature and cracking severity in the radiant section 320 and 620.
- the amount of steam added may depend on the furnace operating conditions, including feed type and desired product distribution, but can be added to achieve a steam- to-hydrocarbon ratio in the range of from 0.1 to 1.0, 0.15 to 0.9, 0.2 to 0.8 0.3 to 0.75, or 0.4 to 0.6, calculated by weight.
- the steam may be produced using separate boiler feed water/steam tubes heated in the convection section of the same furnace (not shown in FIG. 5).
- Steam 360 and 660 may he added to the cracker feed (or any intermediate cracker feed stream within the furnace) when the cracker feed stream has a vapor fraction of 0.60 to 0.95, or 0.65 to 0.90, or 0.70 to 0.90 by weight, or in one embodiment or in combination with any mentioned embodiments, by volume.
- the healed cracker stream which usually has a temperature of at least 500, or at least 510, or at least 520, or at least 530, or at least 540, or at least 550, or at least 560, or at least 570, or at least 580, or at least 590, or at least 600, or at least 610, or at least 620, or at least 630, or at least 640, or at least 650, or at least 660, or at least 670, or at least 680, in each case °C and/or not more than 850, or not more than 840, or not more than 830, or not more than 820, or not more than 810, or not more than 800, or not more than 790, or not more than 780, or not more than 770, or not more than 760, or not more than 750, or not more than 740, or not more than 730, or not more than 720, or not more than 710, or not more than 705, or not more than 700, or not more
- the r-pyoil containing feed stream 550 may he added to the cracker stream at the cross-over section 530 as shown in Figure 6.
- the r-pyoil When introduced into the furnace in the cross-over section, the r-pyoil may be at least partially vaporized or atomized prior to being combined with the cracker stream at the cross-over.
- the temperature of the cracker stream passing through the cross-over 530 or 630 can be at least 400, 425, 450, 475, or at least 500, or at least 510, or at least 520, or at least 530, or at least 540, or at least 550, or at least 560, or at least 570, or at least 580, or at least 590, or at least 600, or at least 610, or at least 620, or at least 630, or at least 640, or at least 650, or at least 660, or at least 670, or at least 680, in each case °C and/or not more than 850, or not more than 840, or not more than 830, or not more than 820, or not more than 810, or not more than 800, or not more than 790, or not more than 780, or not more than 770, or not more than 760, or not more than 750, or not more than 740, or not more than 730, or not more than 720, or not more than
- the resulting cracker feed stream then passes through the radiant section wherein the r-pyoil containing feed stream is thermally cracked to form lighter hydrocarbons, including olefins such as ethylene, propylene, and/or butadiene.
- the residence time of the cracker feed stream in the radiant section can be at least 0.1, or at least 0.15, or at least 0.2, or at least 0.25, or at least 0.3, or at least 0.35, or at least 0.4, or at least 0.45, in each case seconds and/or not more than 2, or not more than 1.75, or not more than 1.5, or not more than 1.25, or not more than 1, or not more than 0.9, or not more than 0.8, or not more than 0.75, or not more than 0.7, or not more than 0.65, or not more than 0.6, or not more than 0.5, in each case seconds.
- the temperature at the inlet of the furnace coil is at least 500, or at least 510, or at least 520, or at least 530, or at least 540, or at least 550, or at least 560, or at least 570, or at least 580, or at least 590, or at least 600, or at least 610, or at least 620, or at least 630, or at least 640, or at least 650, or at least 660, or at least 670, or at least 680, in each case °C and/or not more than 850, or not more than 840, or not more than 830, or not more than 820, or not more than 810, or not more than 800, or not more than 790, or not more than 780, or not more than 770, or not more than 760, or not more than 750, or not more than 740, or not more than 730, or not more than 720, or not more than 710, or not more than 705, or not more than 700, or not more than 695, or
- the coil outlet temperature can be at least 640, or at least 650, or at least 660, or at least 670, or at least 680 or at least 690, or at least 700, or at least 720, or at least 730, or at least 740, or at least 750, or at least 760, or at least 770, or at least 780, or at least 790, or at least 800, or at least 810, or at least 820, in each case °C and/or not more than 1000, or not more than 990, or not more than 980, or not more than 970, or not more than 960, or not more than 950, or not more than 940, or not more than 930, or not more than 920, or not more than 910, or not more than 900, or not more than 890, or not more than 880, or not more than 875, or not more than 870, or not more than 860, or not more than 850, or not more than 840, or not more than 830, in each case
- the cracking performed in the coils of the furnace may include cracking the cracker feed stream under a set of processing conditions that include a target value for at least one operating parameter.
- suitable operating parameters include, but are not limited to maximum cracking temperature, average cracking temperature, average tube outlet temperature, maximum tube outlet temperature, and average residence time.
- the operating parameters may include hydrocarbon molar flow rate and total molar flow rate.
- At least one target value for an operating parameter from the first set of processing conditions may differ from a target value for the same parameter in the second set of conditions by at least 0.01, 0.03, 0.05, 0.1, 0.25, 0.5, 1, 2, 5, 7, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65 70, 75, 80, 85, 90, or 95 percent and/or not more than about 95 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, or 15 percent. Examples include 0.01 to 30, 0.01 to 20, 0.01 to 15, 0.03 to 15 percent. The percentage is calculated according to the following formula:
- the coil outlet temperature can be at least 640, 650, 660, 670, 680, 690,
- 840, 830°C in the range of from 730 to 900°C, 760 to 875°C, or 780 to 850°C.
- the addition of r-pyoil to a cracker feed stream may result in changes to one or more of the above operating parameters, as compared to the value of the operating parameter when an identical cracker feed stream is processed in the absence of r-pyoil.
- the values of one or more of the above parameters may be at least 0.01, 0.03, 0.05, 0.1, 0.25, 0.5, 1, 2, 5, 7, 10, 15, 20, 25, 30, 35, 40, 45,
- One example of an operating parameter that may be adjusted with the addition of r-pyoil to a cracker stream is coil outlet temperature.
- the cracking furnace may be operated to achieve a first coil outlet temperature (COT! ) when a cracker stream having no r-pyoil is present.
- COT! first coil outlet temperature
- r-pyoil may be added to the cracker stream, via any of the methods mentioned herein, and the combined stream may be cracked to achieve a second coil outlet temperature (COT2) that is different than COTi.
- COT2 when the r-pyoil is heavier than the cracker stream, COT2 may be less than COT1, while, in other case, when the r-pyoil is lighter than the cracker stream, COT2 may be greater than or equal to COT1.
- the r-pyoil when the r-pyoil is lighter than the cracker stream, it may have a 50% boiling point that is at least 5, 10, 15, 20, 25, 30, 35, 40, 45, or 50 and/or not more than 80, 75, 70, 65, 60, 55, or 50 percent higher than the 50% boiling point of the cracker stream. The percentage is calculated according to the following formula:
- the 50% boiling point of the r-pyoil may be at least 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, or 100°C and/or not more than 300, 275, 250, 225, or 200°C lower than the 50% boiling point of the cracker stream.
- Heavier cracker streams can include, for example, vacuum gas oil (VGO), atmospheric gas oil (AGO), or even coker gas oil (CGO), or combinations thereof.
- the r-pyoil When the r-pyoil is lighter than the cracker stream, it may have a 50% boiling point that is at least 5, 10, 15, 20, 25, 30, 35, 40, 45, or 50 and/or not more than 80, 75, 70, 65, 60 55, or 50 percent lower than the 50% boiling point of the cracker stream.
- the percentage is calculated according to the following formula:
- the 50% boiling point of the r-pyoil may be at least 5, 10 15, 20, 25, 30, 35, 40, 45, 50 55, 60, 65, 70, 75, 80, 85, 90 95, or 100°C and/or not more than 300, 275, 250, 225, or 200°C higher than the 50% boiling point of the cracker stream.
- Lighter cracker streams can include, for example, LPG, naphtha, kerosene, natural gasoline, straight run gasoline, and combinations thereof.
- COT1 can be at least 5, 10, 15, 20 25, 30, 35, 40, 45, 50°C and/or not more than about not more than 150, 140, 130, 125, 120, 110, 105, 100, 90, 80, 75, 70, or 65°C different (higher or lower) than COT2, or COT1 can be at least 0.3, 0.6, 1, 2, 5, 10, 15, 20, or 25 and/or not more than 80, 75, 70, 65, 60, 50, 45, or 40 percent different than COT2 (with the percentage here defined as the difference between COT1 and COT2 divided by COT1 expressed as a percentage).
- At least one or both of COT1 and COT2 can be at least 730, 750, 77, 800, 825, 840, 850, 860, 870, 880, 890, 900, 910, 920, 930, 940, 950, 960, 970, 980, 990 and/or not more than 1200, 1 175, 1150, 1 140, 1130, 1120, 1 1 10, 1100, 1090, 1080, 1070, 1060, 1050,
- the mass velocity of the cracker feed stream through at least one, or at least two radiant coils is in the range of 60 to 165 kilograms per second (kg/s) per square meter (m2) of cross-sectional area (kg/s/m2) 60 to 130 (kg/s/ni2), 60 to 110
- the mass velocity is based on the total flow of hydrocarbon and steam.
- step (b) subsequent to step (a), adding a stream comprising a recycle content pyrolysis oil composition (r-pyoil) to said cracker stream to form a combined cracker stream; and (c) cracking said combined cracker stream in said cracking unit at a second coil outlet temperature (COT2), wherein said second coil outlet temperature is lower, or at least 3°C lower, or at least 5°C lower than said first coil outlet temperature.
- COT2 second coil outlet temperature
- the reason or cause for the temperature drop in the second coil outlet temperature (COT2) is not limited, provided that COT2 is lower than the first coil outlet temperature (COT1).
- the COT2 temperature on the r-pyoil fed coils can be set to a temperature that lower than, or at least 1, 2 3, 4, or at least 5°C lower than COT1 (“Set” Mode), or it can be allowed to change or float without setting the temperature on the r-pyoil fed coils (“Free Float” Mode”).
- the COT2 can be set at least 5°C lower than COT1 in a Set Mode. All coils in a furnace can be r-pyoil containing feed streams, or at least 1, or at least two of the coils can be r-pyoil containing feed streams. In either case, at least one of the r- pyoil containing coils can be in a Set Mode.
- By reducing the cracking severity of the combined cracking stream one can take advantage of the lower heat energy required to crack r-pyoil when it has an average number average molecular weight that is higher than the cracker feed stream, such as a gaseous C 2 -C 4 feed. While the cracking severity on the cracker feed (e.g.
- C 2 -C 4 can be reduced and thereby increase the amount of unconverted C 2 -C 4 feed in a single pass, the higher amount of unconverted feed (e.g. C 2 -C 4 feed) is desirable to increase the ultimate yield of olefins such as ethylene and/or propylene through multiple passes by recycling the unconverted C 2 -C 4 feed through the furnace.
- other cracker products such as the aromatic and diene content, can be reduced.
- the COT2 in a coil can be fixed in a Set Mode to be lower than, or at least 1, 2, 3, 4, or at least 5°C lower than the COT1 when the hydrocarbon mass flow rate of the combined cracker stream in at least one coil is the same as or less than the
- the hydrocarbon mass flow rate includes all hydrocarbons (cracker feed and if present the r-pyoil and/or natural gasoline or any other types of hydrocarbons) and other than steam. Fixing the COT2 is advantageous when the hydrocarbon mass flow rate of the combined cracker stream in step (b) is the same as or less than the hydrocarbon mass flow rate of the cracker stream in step (a) and the pyoil has a higher average molecular weight than the average molecular weight of the cracker stream.
- the lowered COT2 temperature can assist to reduce by-product formation, and while the olefin yield in the singe pass is also reduced, the ultimate yield of olefins can be satisfactory or increased by recycling unconverted cracker feed through the furnace.
- the temperature can be fixed or set by adjusting the furnace fuel rate to burners.
- the COT2 is in a Free Float Mode and is as a result of feeding pyoil and allowing the COT2 to rise or fall without fixing a temperature to the pyoil fed coils.
- not all of the coils contain r-pyoil.
- the heat energy supplied to the r-pyoil containing coils can be supplied by keeping constant temperature on, or fuel feed rate to the burners on the non-recycle cracker feed containing coils.
- the COT2 can be lower than COT1 when pyoil is fed to the cracker stream to form a combined cracker stream that has a higher hydrocarbon mass flow rate than the hydrocarbon mass flow rate of the cracker stream in step (a).
- Pyoil added to a cracker feed to increase the hydrocarbon mass flow rate of the combined cracker feed lowers the COT2 and can outweigh the temperature rise effect of using a higher average molecular weight pyoil.
- the COT2 can be lower than, or at least 1, 2, 3, 4, 5, 8, 10, 12, 15, 18, 20, 25, 30, 35, 40, 45, 50°C and/or not more than about not more than 150, 140, 130, 125, 120, 110, 105, 100, 90, 80, 75, 70, or 65°C lower than COT1
- step (a) is in operation for at least 1 week, or at least 2 weeks, or at least 1 month, or at least 3 months, or at least 6 months, or at least 1 year, or at least 1.5 years, or at least 2 years.
- the step (a) can be represented by a cracker furnace in operation that has never accepted a feed of pyoil or a combined feed of cracker feed and pyoil.
- Step (b) can be the first time a furnace has accepted a feed of pyoil or a combined cracker feed containing pyoil.
- steps (a) and (b) can be cycled multiple times per year, such as at least 2x/yr, or at least 3x/yr, or at least 4x/yr, or at least 5x/yr, or at least 6x/yr, or at least 8x/yr, or at least 12x/yr, as measured on a calendar year.
- Campaigning a feed of pyoil is representative of multiple cycling of steps (a) and (b).
- the feed supply of pyoil is exhausted or shut off, the COT1 is allowed to reach a steady state temperature before engaging step (b).
- the feed of pyoil to a cracker feed can be continuous over the entire course of at least 1 calendar year, or at least 2 calendar years.
- the cracker feed composition used in steps (a) and (b) remains unchanged, allowing for regular compositional variations observed during the course of a calendar year.
- the flow of cracker feed in step (a) is continuous and remains continuous as pyoil is to the cracker feed to make a combined cracker feed.
- the cracker feed in steps (a) and (b) can be drawn from the same source, such as the same inventory or pipeline.
- the COT2 is lower than, or at least 1, 2, 3, 4, or at least 5°C lower for at least 30% of the time that the pyoil is fed to the cracker stream to form the combined cracker stream, or at least 40% of the time, or at least 50% of the time, or at least 60% of the time, or at least 70% of the time, or at least 80% of the time, or at least 85% of the time, or at least 90% of the time, or at least 95% of the time, the time measured as when all conditions, other than COT’s, are held constant, such as cracker and pyoil feed rates, steam ratio, feed locations, composition of the cracker feed and pyoil, etc.
- the hydrocarbon mass flow rate of combined cracker feed can be increased.
- step (b) subsequent to step (a), adding a stream comprising a recycle content pyrolysis oil composition (r-pyoil) to said cracker stream to form a combined cracker stream having a second hydrocarbon mass flow rate (MF2) that is higher than MF1; and
- r-pyoil recycle content pyrolysis oil composition
- the output refers to the production of the target compounds in weight per unit time, for example, kg/hr.
- Increasing the mass flow' rate of the cracker stream by addition of r-pyoil can increase the output of combined ethylene and propylene, thereby increasing the throughput of the furnace. Without being bound to a theory, it is believed that this is made possible because the total energy of reaction is not as endothermic with the addition of pyoil relative to total energy of reaction with a lighter cracker feed such as propane or ethane. Since the heat flux on the furnace is limited and the total heat of reaction of pyoil is less endothermic, more of the limited heat energy becomes available to continue cracking the heavy feed per unit time.
- the MF2 can be increased by at least 1, 2, 3, 4, 5, 7, 10, 10, 13, 15, 18, or 20% through a r-pyoil fed coil, or can be increased by at least 1, 2, 3, 5, 7, 10, 10, 13, 15, 18, or 20% as measured by the furnace output provided that at least one coil processes r-pyoil.
- the increase in combined output of ethylene and propylene can be accomplished without varying the heat flux in the furnace, or without varying the r- pyoil fed coil outlet temperature, or without varying the fuel feed rate to the burners assigned to heat the coils containing only non-recycle content cracker feed, or without varying the fuel feed rate to any of the burners in the furnace.
- the MF2 higher hydrocarbon mass flow rate in the r-pyoil containing coils can be through one or at least one coil in a furnace, or two or at least two, or 50% or at least 50%, or 75% or at least 75%, or through all of the coils in a furnace.
- the olefin-containing effluent stream can have a total output of propylene and ethylene from the combined cracker stream at MF2 that is the same as or higher than the output of propylene and ethylene of an effluent stream obtained by cracking the same cracker feed but without r-pyoil by at least 0.5%, or at least 1%, or at least 2%, or at least 2.5%, determined as:
- O mf1 is the combined output of propylene and ethylene content in the cracker effluent at MF1 made without r-pyoil
- O mf2 is the combined output of propylene and ethylene content in the cracker effluent at MF2 made with r-pyoil.
- the olefin-containing effluent stream can have a total output of propylene and ethylene from the combined cracker stream at MF2 that is least 1, 5, 10, 15, 20%, and/or up to 80, 70, 65% of the mass flow rate increase between MF2 and MF1 on a percentage basis.
- suitable ranges include 1 to 80, or 1 to 70, or 1 to 65, or 5 to 80, or 5 to 70, or 5 to 65, or 10 to 80, or 10 to 70, or 10 to 65, or 15 to 80, or 15 to 70, or 15 to 65, or 20 to 80, or 20 to 70, or 20 to 65, or 25 to 80, or 25 to 70, or 26 to 65, or 35 to 80, or 35 to 70, or 35 to 65, or 40 to 80, or 40 to 70, or 40 to 65, each expressed as a percent%.
- the olefin increase as a function of mass flow increase is 50% (2.5%/5% x 100). This can be determined as:
- DMF% is the percentage increase of MF2 over MF1.
- the olefin-containing effluent stream can have a total wt.% of propylene and ethylene from the combined cracker stream at MF2 that is the same as or higher than the wt.% of propylene and ethylene of an effluent stream obtained by cracking the same cracker feed hut without r-pyoil by at least 0.5%, or at least 1%, or at least 2%, or at least 2 5%, determined as:
- E mf1 is the combined wt.% of propylene and ethylene content in the cracker effluent at MF1 made without r-pyoil
- E mf2 is the combined wt.% of propylene and ethylene content in the cracker effluent at MF2 made with r-pyoil.
- step (h) subsequent to step (a), adding a stream comprising a recycle content pyrolysis oil composition (r-pyoil) to said cracker stream to form a combined cracker stream;
- COT2 is equal to or less than COT1
- COT2 when said r-pyoil is lighter than said cracker stream, COT2 is greater than or equal to COT1.
- the embodiments described above for a COT2 at least 5°C lower than COT1 are applicable here.
- the COT2 can be in a Set Mode or Free Float Mode In one embodiment or in combination with any other mentioned embodiments, the COT2 is in a Free Float Mode and the hydrocarbon mass flow rate of the combined cracker stream in step (b) is higher than the hydrocarbon mass flow rate of the cracker stream in step (a). In one embodiment or in combination with any mentioned embodiments, the COT2 is in a Set Mode.
- a method for making one or more olefins by: (a) cracking a cracker stream in a cracking unit at a first coil outlet temperature (COT1);
- step (b) subsequent to step (a), adding a stream comprising a recycle content pyrolysis oil composition (r-pyoil) to said cracker stream to form a combined cracker stream;
- the COT2 can be at least 5, 8, 10, 12, 15, 18, 20, 25, 30, 35 40, 45, 50°C and/or not more than about not more than 150, 140, 130, 125, 120, 110, 105, 100, 90, 80, 75, 70, or 65°C higher than COT1.
- r-pyoil is added to the inlet of at least one coil, or at least two coils, or at least 50%, or at least 75%, or all of the coils, to form at least one combined cracker stream, or at least two combined cracker streams, or at least the same number of combined crackers streams as coils accepting a feed of r-pyoil.
- At least one, or at least two of the combined cracker streams, or at least all of the r-pyoil fed coils can have a COT2 that is higher than their respective COT1.
- At least one, or at least two coils, or at least 50%, or at least 75% of the coils within said cracking furnace contain only non- recycle content cracker feed with at least one of the coils in the cracking furnace being fed with r-pyoil, and the coil or at least some of multiple coils fed with r-pyoil having a COT2 higher than their respective COT1.
- the hydrocarbon mass flow rate of the combined stream in step (b) is substantially the same as or lower than the hydrocarbon mass flow rate of the cracker stream in step (a).
- substantially the same is meant not more than a 2% difference, or not more than a 1% difference, or not more than a 0.25% difference.
- the COT2 can be set or fixed to a higher temperature than COT1 (the Set Mode).
- the higher second coil outlet temperature (COT2) can contribute to an increased severity and a decreased output of unconverted lighter cracker feed (e.g. C 2 -C 4 feed), which can assist with downstream capacity restricted fractionation columns.
- the cracker feed compositions are the same when a comparison is made between COT2 with a COT1.
- the cracker feed composition in step (a) is the same cracker composition as used to make the combined cracker stream in step (b).
- the cracker composition feed in step (a) is continuously fed to the cracker unit, and the addition of pyoil in step (b) is to the continuous cracker feed in step (a).
- the feed of pyoil to the cracker feed is continuous for at least 1 day, or at least 2 days, or at least 3 days, or at least 1 week, or at least 2 weeks, or at least 1 month, or at least 3 months, or at least 6 months or at least 1 year.
- the amount of raising or lowering the cracker feed in step (b) in any of the mentioned embodiments can be at least 2%, or at least 5%, or at least 8%, or at least 10%. In one embodiment or in combination with any mentioned embodiments, the amount of lowering the cracker feed in step (b) can be an amount that corresponds to the addition of pyoil by weight. In one embodiment or in combination with any mentioned embodiments, the mass flow of the combined cracker feed is at least 1%, or at. least 5%, or at least 8%, or at least 10% higher than the hydrocarbon mass flow rate of the cracker feed in step (a).
- the cracker feed or combined cracker feed mass flows and COT relationships and measurements are satisfied if any one coil in the furnace satisfies the stated relationships but can also be present in multiple tubes depending on how the pyoil is fed and distributed.
- the burners in the radiant zone provide an average heat flux into the coil in the range of from 60 to 160 kW/m2 or 70 to 145 kW/m2 or 75 to 130 kW/m2.
- the maximum (hottest) coil surface temperature is in the range of 1035 to 1150°C or 1060 to 1180°C.
- the pressure at the inlet of the furnace coil in the radiant section is in the range of 1.5 to 8 bar absolute (bara), or 2.5 to 7 bara, while the outlet pressure of the furnace coil in the radiant section is in the range of from 1.03 to 2.75 bara, or 1.03 to 2.06 bara.
- the pressure drop across the furnace coil in the radiant section can be from 1.5 to 5 bara, or 1.75 to 3.5 bara, or 1.5 to 3 bara, or 1.5 to 3.5 bara.
- combinations thereof - can be at least 15, or at least 20, or at least 25, or at least 30, or at least 35, or at least 40, or at least 45, or at least 50, or at least 55, or at least 60, or at least 65, or at least 70, or at least 75, or at least 80, in each case percent.
- the olefin-containing effluent stream comprises at least about 30, or at least 40, or at least 50, or at least 60, or at least 70, or at least 75, or at least 80, or at least 85, or at least 90, or at least 95, or at least 97, or at. least 99, in each case weight percent of ethylene, propylene, or ethylene and propylene, based on the total weight of the effluent stream.
- the olefin-containing effluent stream 670 can comprise C 2 to C 4 olefins, or propylene, or ethylene, or C 4 olefins, in an amount of at least 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, or 90 weight percent, based on the weight of the olefin-containing effluent.
- the stream may comprise predominantly ethylene, predominantly propylene, or predominantly ethylene and propylene, based on the olefins in the olefin-containing effluent, or based on the weight of the C 1 -C 5 hydrocarbons in the olefin-containing effluent, or based on the weight of the olefin- containing effluent stream.
- the weight ratio of ethylene-to-propylene in the olefin- containing effluent stream can be at least about 0.2:1, 0.3:1, 0.4:1, 0.5:1, 0.6:1, 0.7:1, 0.8:1, 0.9:1, 1:1, 1.1:1, 1.2:1, 1.3:1, 1.4: 1, 1.5:1, 1.6:1, 1.7:1, 1.8:1, 1.9: 1, or 2:1 and/or not more than 3:1, 2.9:1, 2.8:1, 2.7:1, 2.5:1, 2.3:1, 2.2:1, 2.1:1, 2:1, 1.7:1,
- the olefin-containing effluent stream can have a ratio of propylene: ethylene that is higher than the propylene: ethylene ratio of an effluent stream obtained by cracking the same cracker feed but without r-pyoil at equivalent dilution steam ratios, feed locations, cracker feed compositions (other than the r- pyoil), and allowing the coils fed with r-pyoil to be in the Float Mode, or if all coils in a furnace are fed with r-pyoil, then at the same temperature prior to feeding r-pyoil.
- the olefin-containing effluent stream can have a ratio of
- propylene ethylene that is at least 1% higher, or at least 2% higher, or at least 3% higher, or at least 4% higher, or at least 5% higher or at least 7% higher or at least 10% higher or at least 12% higher or at least 15% higher or at least 17% higher or at least 20% higher than the propylene: ethylene ratio of an effluent stream obtained by- cracking the same cracker feed but without r-pyoil.
- the olefin-containing effluent stream can have a ratio of propylene: ethylene that is up to 50% higher, or up to 45% higher, or up to 40% higher, or up to 35% higher, or up to 25% higher, or up to 20% higher than the propylene: ethylene ratio of an effluent stream obtained by cracking the same cracker feed but without r-pyoil, in each case where E is the propylene/ ethylene ratio by wt.% in the cracker effluent made without r-pyoil; and E r is the propylene: ethylene ratio by wt.% in the cracker effluent made with r-pyoil.
- the amount of ethylene and propylene can remain substantially unchanged or increased in the cracked olefin-containing effluent stream relative to an effluent stream without r-pyoil. It is surprising that a liquid r-pyoil can be fed to a gas fed furnace that accepts and cracks a predominant C 2 -C 4 composition and obtain an olefin-containing effluent stream that can remain substantially unchanged or improved in certain cases relative to a C 2 -C 4 cracker feed without r-pyoil.
- r-pyoil could have predominately contributed to the formation of aromatics and participate in the formation of olefins (ethylene and propylene in particular) in only a minor amount.
- olefins ethylene and propylene in particular
- the olefin-containing effluent stream can have a total wt.% of propylene and ethylene that is the same as or higher than the propylene and ethylene content of an effluent stream obtained by cracking the same cracker feed but without r-pyoil by at least 0.5%, or at least 1%, or at least 2%, or at least 2.5%, determined as:
- E is the combined wt.% of propylene and ethylene content in the cracker effluent made without r-pyoil
- E r is the combined wt.% of propylene and ethylene content in the cracker effluent made with r-pyoil.
- the wt% of propylene can improve in an olefin-containing effluent stream when the dilution steam ratio (ratio of steam:hydrocarbons by weight) is above 0.3, or above 0.35 or at least 0.4.
- the increase in the wt.% of propylene when the dilution steam ratio is at least 0.3, or at least 0.35, or at least 0.4 can be up to 0.25 wt.% or up to 0.4 wt.%, or up to 0.5 wt.% or up to 0.7 wt.%, or up to 1 wt.%, or up to 1.5 wt.%, or up to 2 wt.%, where the increase is measured as the simple difference between the wt.% of propylene between an olefin-containing effluent stream made with r-pyoil at a dilution steam ratio of 0.2 and an olefin-containing effluent stream made w ' ith r-pyoil at a dilution steam ratio of at least 0.3, all other conditions being the same.
- the ratio of propylene:ethylene can also increase, or can be at least 1% higher, or at least 2% higher, or at least 3% higher, or at least 4% higher, or at least 5% higher or at least 7% higher or at least 10% higher or at least 12% higher or at least 15% higher or at least 17% higher or at least 20% higher than the propy!ene:ethylene ratio of an olefin- containing effluent stream made with r-pyoil at a dilution steam ratio of 0.2.
- the olefin-containing effluent stream when the dilution steam ratio is increased, can have a reduced wt.% of methane when measured relative to an olefin -containing effluent stream at a dilution steam ratio of 0.2.
- the wt.% of methane in the olefin-containing effluent stream can be reduced by at least 0.25 wt.%, or by at least 0.5 wt.%, or by at least 0.75 wt.%, or by at least 1 wt.%, or by at least 1.25 wt.%, or by at least 1.5 wt.%, measured as the absolute value difference in wt.% between the olefin-containing effluent stream at a dilution steam ratio of 0.2 and at the higher dilution steam ratio value.
- the amount of unconverted products in the olefin-containing effluent is decreased, when measured relative to a cracker feed that does not contain r- pyoil and all other conditions being the same, including hydrocarbon mass flow rate.
- the amount of propane and/or ethane can be decreased by addition of r- pyoil. This can be advantageous to decrease the mass flow of the recycle loop to thereby (a) decrease cryogenic energy costs and/or (b) potentially increase capacity on the plant if the plant is already capacity constrained. Further it can debottleneck the propylene fractionator if it is already to its capacity limit.
- the amount of unconverted products in the olefin containing effluent can decrease by at least 2%, or at least 5%, or at. least 8%, or at least 10%, or at least 13% or at least 15%, or at least 18% or at least 20%.
- the amount of unconverted products (e.g. combined propane and ethane amount) in the olefin-containing effluent is decreased while the combined output of ethylene and propylene does not drop and is even improved, when measured relative to a cracker feed that does not contain r-pyoil.
- all other conditions are the same including the hydrocarbon mass flow rate and with respect to temperature, where the fuel feed rate to heat the burners to the non-recycle content cracker fed coils remains unchanged, or optionally when the fuel feed rate to all coils in the furnace remains unchanged.
- the same relationship can hold true on a wt.% basis rather than an output basis.
- the combined amount (either or both of output or wt.%) of propane and ethane in the olefin containing effluent can decrease by at least 2%, or at least 5%, or at least 8%, or at least 10%, or at least 13,%, or at least 15%, or at least 18%, or at least 20%, and in each case up to 40% or up to 35% or up to 30%, in each case without a decrease in the combined amount of ethylene and propylene, and even can accompany an increase in the combined amount of ethylene and propylene.
- the amount of propane in the olefin containing effluent can decrease by at least 2%, or at least 5%, or at least 8%, or at least 10%, or at least 13,%, or at least 15%, or at least 18%, or at least 20% , and in each case up to 40% or up to 35% or up to 30%, in each case without a decrease in the combined amount of ethylene and propylene, and even can accompany an increase in the combined amount of ethylene and propylene.
- the cracker feed (other than r-pyoil and as fed to the inlet of the convection zone) can be predominately propane by moles, or at least 90 mole% propane, or at least 95 mole% propane, or at least 96 mole % propane, or at least 98 mole% propane; or the fresh supply of cracker feed can be at least HD5 quality propane.
- the ratio of propane: (ethylene and propylene) in the olefin- containing effluent can decrease with the addition of r-pyoil to the cracker feed when measured relative to the same cracker feed without pyoil and all other conditions being the same, measured either as wt.% or output.
- the ratio of propane:(ethylene and propylene combined) in the olefin-containing effluent can be not more than 0.50: 1, or less than 0.50: 1, or not more than 0.48: 1, or not more than 0.46: 1, or no more than 0.43:1, or no more than 0.40:1, or no more than 0.38:1 , or no more than 0.35:1, or no more than 0.33:1, or no more than 0.30:1
- the low ratios indicate that a high amount of ethylene + propylene can be achieved or maintained with a
- the amount of C 6+ products in the olefin-containing effluent can be increased, if such products are desired such as for a BTX stream to make derivates thereof, when r-pyoil and steam are fed downstream of the inlet to the convection box, or when one or both of r-pyoil and steam are fed at the cross-over location.
- the amount of C 6+ products in the olefin -containing effluent can be increased by 5%, or by 10%, or by 15%, or by 20%, or by 30% when r-pyoil and steam are fed
- % increase can be calculated as:
- E i is the C 6+ content in the olefin-containing cracker effluent made by introducing r-pyoil at the inlet of the convection box
- E d is the C 6+ content in the olefin-containing cracker effluent made by introducing r-pyoil and steam downstream of the inlet of the convection box.
- the cracked olefin-containing effluent stream may include relatively minor amounts of aromatics and other heavy components.
- the olefin-containing effluent stream may include at least 0.5, 1, 2, or 2.5 weight percent and/or not more than about 20, 19, 18, 17, 16, 15, 14, 13, 12, 11 , 10, 9, 8, 7, 6, 5, 4, 3, 2, or 1 weight percent of aromatics, based on the total weight of the stream.
- the level of C 6+ species in the olefin-containing effluent can be not more than 5 wt.%, or not more than 4 wt.%, or not more than 3.5 wt.%, or not more than 3 wt.%, or not more than 2.8 wt.%, or not more than 2.5 wt.%.
- the C 6+ species includes all aromatics, as well as ail paraffins and cyclic compounds having a carbon number of 6 or more. As used throughout, the mention of amounts of aromatics can be represented by amounts of C 6+ species since the amount of aromatics would not exceed the amount of C 6+ species.
- the olefin -containing effluent may have an olefin-to-aromatic ratio, by weight %, of at least 2:1, 3.1, 4:1, 5:1, 6:1, 7:1, 8:1, 9:1, 10:1, 11:1, 12:1, 13:1, 14:1, 15:1, 16:1 , 17:1, 18:1, 19:1, 20:1, 21:1 , 22:1, 23:1, 24:1, 25:1 , 26:1, 27:1, 28:1, 29:1 , or 30:1 and/or not more than 100:1, 90:1, 85:1, 80:1, 75:1, 70:1, 65:1, 60:1, 55:1,
- olefin-to- aromatic ratio is the ratio of total weight of C 2 and C3 olefins to the total weight of aromatics, as defined previously.
- the effluent stream can have an olefin-to-aromatic ratio of at least 2.5:1, 2.75:1, 3.5:1, 4.5:1, 5.5:1, 6.5:1 7.5:1, 8.5:1, , 9.5:1, 10.5:1, 11.5:1, 12.5:1, or 13:5:1.
- the olefin-containing effluent may have an olefin:C 6+ ratio, by weight %, of at least 8.5:1 , or at least 9.5:1, or at least 10:1, or at least 10.5:1, or at least 12:1, or at least 13:1, or at least 15:1, or at least 17:1, or at least 19:1, or at least 20: 1 or at least 25:1, or least 28:1, or at least 30:1.
- the olefin- containing effluent may have an olefin:C 6+ ratio of up to 40: 1, or up to 35:1, or up to 30:1, or up to 25:1 , or up to 23:1.
- “olefin-to-aromatic ratio” is the ratio of total weight of C 2 and C 3 olefins to the total weight of aromatics, as defined previously.
- the olefin-containing effluent stream can have an olefin-to-C6+ ratio of at least about 1.5:1 1.75:1 2:1, 2.25:1 2.5:1, 2.75: 1, 3:1, 3.25:1, 3.5:1, 3.75:1, 4:1, 4.25:1, 4.5:1, 4.75:1, 5:1, 5.25:1, 5.5:1, 5.75:1, 6:1, 6.25:1, 6.5:1, 6.75:1, 7:1, 7.25:1, 7.5:1 7.75:1, 8:1 8.25:1, 8.5:1, 8.75:1, 9:1, 9.5:1, 10:1, 10.5:1, 12:1, 13: 1, 15:1, 17:1, 19:1, 20: 1, 25:1, 28: 1, or 30: 1.
- the olefin: aromatic ratio decreases with an increase in the amount of r-pyoil added to the cracker feed. Since r-pyoil cracks at a lower temperature, it will crack earlier than propane or ethane, and therefore has more time to react to make other products such as aromatics. Although the aromatic content in the olefin- containing effluent increases with an increasing amount of pyoil, the amount of aromatics produced is remarkably low as noted above.
- the olefin-containing composition may also include trace amounts of aromatics.
- the composition may have a benzene content of at least 0.25, 0.3, 0.4, 0.5 weight percent and/or not more than about 2, 1.7, 1.6, 1.5 weight percent.
- the composition may have a toluene content of at least 0.005, 0.010, 0.015, or 0.020 and/or not more than 0.5, 0.4, 0.3, or 0.2 weight percent. Both percentages are based on the total weight of the composition.
- the effluent can have a benzene content of at least 0.2, 0.3, 0.4, 0.5, or 0.55 and/or not more than about 2, 1.9, 1.8, 1.7, or 1.6 weight percent and/or a toluene content of at least 0.01, 0.05, or 0.10 and/or not more than 0.5, 0.4, 0.3, or 0.2 weight percent.
- the olefin-containing effluent withdrawn from a cracking furnace which has cracked a composition comprising r-pyoil may include an elevated amount of one or more compounds or by-products not found in olefin-containing effluent streams formed by processing conventional cracker feed.
- the cracker effluent formed by cracking r-pyoil (r-olefin) may include elevated amounts of 1,3- butadiene, 1,3-cyclopentadiene, dicyclopentadiene, or a combination of these components.
- the total amount (by weight) of these components may be at least 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, or 85 percent higher than an identical cracker feed stream processed under the same conditions and at the same mass feed rate, but without r-pyoil.
- the total amount (by weight) of 1,3-butadiene may be at least 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, or 85 percent higher than an identical cracker feed stream processed under the same conditions and at the same mass feed rate, but without r-pyoil.
- the total amount (by weight) of 1,3-cyclopentadiene may be at least 5, 10, 15, 20, 25, 30, 35, 40, 45, 50,
- the total amount (by weight) of dicyclopentadiene may be at least 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, or 85 percent higher than an identical cracker feed stream processed under the same conditions and at the same mass feed rate, but without r-pyoil.
- the percent difference is calculated by dividing the difference in weight percent of one or more of the above components in the r-pyoil and conventional streams by the amount (in weight percent) of the component in the conventional stream, or:
- E is the wt.% of the component in the cracker effluent made without r- pyoil; and E r is the wt.% of the component in the cracker effluent made with r-pyoil.
- the olefin-containing effluent stream may comprise acetylene.
- the amount of acetylene can be at least 2000 ppm, at least 5000 ppm, at least 8000 ppm, or at least 10,000 ppm based on the total weight of the effluent stream from the furnace. It may also be not more than 50,000 ppm, not more than 40,000 ppm, not more than 30,000 ppm, or not more than 25,000 ppm, or not more than 10,000 ppm, or not more than 6,000 ppm, or not more than 5000 ppm.
- the olefin-containing effluent stream may comprise methyl acetylene and propadiene (MAPD).
- the amount of MAPD may be at least 2 ppm, at least 5 ppm, at least 10 ppm, at least 20 pm, at least 50 ppm, at least 100 ppm, at least 500 ppm, at least 1000 ppm, at least 5000 ppm, or at least 10,000 ppm, based on the total weight of the effluent stream. It may also be not more than 50,000 ppm, not more than 40,000 ppm, or not more than 30,000 ppm, or not more than 10,000 ppm, or not more than 6,000 ppm, or not more than 5,000 ppm.
- the olefin-containing effluent stream may comprise low or no amounts of carbon dioxide.
- the olefin-containing effluent stream can have an amount, in wt.%, of carbon dioxide that is not more than the amount of carbon dioxide in an effluent stream obtained by cracking the same cracker feed but without r-pyoil at equivalent conditions, or an amount this is not higher than 5%, or not higher than 2% of the amount of carbon dioxide, in wt.%, or the same amount as a comparative effluent stream without r-pyoil
- the olefin- containing effluent stream can have an amount of carbon dioxide that is not more than 1000 ppm or not more than 500 ppm, or not more than 100 ppm, or not more than 80 ppm, or not more than 50 ppm, or not more than 25 ppm, or not more than 10 ppm, or not
- FIG. 9 a block diagram illustrating the main elements of the furnace effluent treatment section are shown.
- the olefin- containing effluent stream from the cracking furnace 700 which includes recycle content
- TLE transfer line exchange
- the temperature of the r-composition-containing effluent from the furnace can be reduced by 35 to 485 °C, 35 to 375°C, or 90 to 550°C to a temperature of 500 to 760°C.
- the cooling step is performed immediately after the effluent stream leaves the furnace such as, for example, within 1 to 30, 5 to 20, or 5 to 15 milliseconds.
- the quenching step is performed in a quench zone 710 via indirect heat exchange with high-pressure water or steam in a heat exchanger (sometimes called a transfer line exchanger as shown in FIG. 5 as TLE 340 and FIG.
- the quench step is carried out by directly contacting the effluent with a quench liquid 712 (as generally shown in FIG. 9).
- the temperature of the quench liquid can be at least 65, or at least 80, or at least 90, or at least 100, in each case °C and/or not more than 210, or not more than 180, or not more than 165, or not more than 150, or not more than 135, in each case °C.
- the contacting may occur in a quench tower and a liquid stream may be removed from the quench tower comprising gasoline and other similar boiling-range hydrocarbon components.
- quench liquid may be used when the cracker feed is predominantly liquid, and a heat exchanger may be used when the cracker feed is predominantly vapor.
- the resulting cooled effluent stream is then vapor liquid separated and the vapor is compressed in a compression zone 720, such as in a gas compressor having, for example, between 1 and 5 compression stages with optional inter-stage cooling and liquid removal.
- the pressure of the gas stream at the outlet of the first set of compression stages is in the range of from 7 to 20 bar gauge (barg), 8.5 to 18 psig (0.6-1.3 barg), or 9.5 to 14 barg.
- the resulting compressed stream is then treated in an acid gas removal zone 722 for removal of acid gases, including CO, CO 2 , and H 2 S by contact with an acid gas removal agent.
- acid gas removal agents can include but are not limited to, caustic and various types of amines.
- a single contactor may be used, while, in other embodiments, a dual column absorber-stripper configuration may be employed.
- the treated compressed olefin-containing stream may then be further compressed in another compression zone 724 via a compressor, optionally with inter-stage cooling and liquid separation.
- the resulting compressed stream which has a pressure in the range of 20 to 50 barg, 25 to 45 barg, or 30 to 40 barg.
- Any suitable moisture removal method can be used including for example molecular sieves or other simi lar process to dry the gas in a drying zone 726.
- the resulting stream 730 may then be passed to the fractionation section, wherein the olefins and other components may be separated in to various high-purity product or intermediate streams
- the initial column of the fractionation train may not be a demethanizer 810, but may be a deethanizer 820, a depropanizer 840, or any other type of column.
- the term“demethanizer,” refers to a column whose light key is methane.
- “deethanizer,” and“depropanizer,” refer to columns with ethane and propane as the light key component, respectively.
- a feed stream 870 from the quench section may- introduced into a demethanizer (or other) column 810, wherein the methane and lighter (CO, CO2, H 2 ) components 812 are separated from the ethane and heavier components 814.
- the demethanizer is operated at a temperature of at least -145, or at least -142, or at least -140, or at least -135, in each case °C and/or not more than -120, -125, -130, -135°C.
- the bottoms stream 814 from the demethanizer column which includes at least 50, or at least 55, or at least 60, or at least 65, or at least 70, or at least 75, or at least 80, or at least 85, or at least 90, or at least 95 or at least 99, in each case percent of the total amount of ethane and heavier components introduced into the column, is then introduced into a deethanizer column 820, wherein the C 2 and lighter components 816 are separated from the C 3 and heavier components 818 by fractional distillation.
- the de-ethanizer 820 can be operated with an overhead temperature of at least -35, or at least -30, or at least -25, or at least -20, in each case °C and/or not more than -5, -10, -10, -20°C, and an overhead pressure of at least 3, or at least 5, or at least 7, or at least 8, or at least 10, in each case barg and/or not more than 20, or not more than 18, or not more than 17, or not more than 15, or not more than 14, or not more than 13, in each case barg.
- the deethanizer column 820 recovers at least 60, or at least 65, or at least 70, or at least 75, or at least 80, or at least 85, or at least 90, or at least 95, or at least 97, or at least 99, in each case percent of the total amount of C 2 and lighter components introduced into the column in the overhead stream.
- the overhead stream 816 removed from the deethanizer column comprises at least 50, or at least 55, or at least 60, or at least 65, or at least 70, or at least 75, or at least 80, or at least 85, or at least 90, or at least 95, in each case weight percent of ethane and ethylene, based on the total weight of the overhead stream.
- the C 2 and lighter overhead stream 816 from the deethanizer 820 is further separated in an ethane-ethylene fractionator column (ethylene fractionator) 830.
- an ethylene and lighter component stream 822 can be withdrawn from the overhead of the column 830 or as a side stream from the top 1 ⁇ 2 of the column, while the ethane and any residual heavier components are removed in the bottoms stream 824.
- the ethylene fractionator 830 may be operated at an overhead temperature of at least -45, or at least -40, or at least -35, or at least -30, or at least -25, or at least -20, in each case °C and/or not more than -15, or not more than -20, or not more than -25, in each case °C, and an overhead pressure of at. least 10 or at least 12, or at least 15, in each case harg and/or not more than 25, 22, 20 harg.
- the overhead stream 822 which is enriched in ethylene, can include at least 70, or at least 75, or at least 80, or at least 85, or at least 90, or at least 95, or at least 97, or at least 98, or at least 99, in each case weight percent ethylene, based on the total weight of the stream and may be sent to downstream processing unit for further processing, storage, or sale.
- the overhead ethylene stream 822 produced during the cracking of a cracker feedstock containing r- pyoil is a r-ethylene composition or stream.
- the r-ethylene stream may be used to make one or more petrochemicals.
- the bottoms stream from the ethane-ethylene fractionator 824 may include at least 40, or at least 45, or at least 50, or at least 55, or at least 60, or at least 65, or at least 70, or at least 75, or at least 80, or at least 85, or at least 90, or at least 95, or at least 98, in each case weight percent ethane, based on the total weight of the bottoms stream. All or a portion of the recovered ethane may be recycled to the cracker furnace as additional feedstock, alone or in combination with the r-pyoil containing feed stream, as discussed previously.
- the liquid bottoms stream 818 withdrawn from the deethanizer column which may be enriched in C3 and heavier components, may be separated in a depropanizer 840, as shown in FIG. 10.
- C3 and lighter components are removed as an overhead vapor stream 826, while C4 and heavier components may exit the column in the liquid bottoms 828.
- the depropanizer 840 can be operated with an overhead temperature of at least 20, or at least 35, or at least 40, in each case °C and/or not more than 70, 65, 60, 55°C, and an overhead pressure of at least 10, or at least 12, or at least 15, in each case barg and/or not more than 20, or not more than 17, or not more than 15, in each case barg.
- the depropanizer column 840 recovers at least 60, or at least 65, or at least 70, or at least 75, or at least 80, or at least 85, or at least 90, or at least 95, or at least 97, or at least 99, in each case percent of the total amount of C3 and lighter components introduced into the column in the overhead stream 826.
- the overhead stream 826 removed from the depropanizer column 840 comprises at least or at least 50, or at least 55, or at least 60, or at. least 65 or at least 70, or at least 75, or at least 80, or at least 85 or at least 90, or at least 95, or at least 98, in each case weight percent of propane and propylene, based on the total weight of the overhead stream 826.
- the overhead stream 826 from the depropanizer 840 are introduced into a propane-propylene fractionator (propylene fractionator) 860, wherein the propylene and any lighter components are removed in the overhead stream 832, while the propane and any heavier components exit the column in the bottoms stream 834.
- the propylene fractionator 860 may be operated at an overhead temperature of at least 20 or at least 25, or at least 30, or at least 35, in each case °C and/or not more than 55,
- the overhead stream 860 which is enriched in propylene, can include at least 70, or at least 75, or at least 80, or at least 85, or at least 90, or at least 95, or at least 97, or at least 98, or at least 99, in each case weight percent propylene, based on the total weight of the stream and may be sent to downstream processing unit for further processing, storage, or sale.
- the overhead propylene stream produced during the cracking of a cracker feedstock containing r-pyoil is a r-propylene composition or stream.
- the stream may be used to make one or more petrochemicals.
- the bottoms stream 834 from the propane-propylene fractionator 860 may include at least 40, or at least 45, or at least 50, or at least 55, or at least 60, or at least 65, or at least 70, or at least 75, or at least 80, or at least 85, or at least 90, or at least 95, or at least 98, in each case weight percent propane based on the total weight of the bottoms stream 834. All or a portion of the recovered propane may be recycled to the cracker furnace as additional feedstock, alone or in combination with r-pyoil, as discussed previously.
- the bottoms stream 828 from the depropanizer column 840 may be sent to a debutanizer column 850 for separating C 4 components, including butenes, butanes and butadienes, from C5+ components.
- the debutanizer can be operated with an overhead temperature of at least 20, or at least 25, or at least 30, or at least 35, or at least 40, in each case °C and/or not more than 60, or not more than 65, or not more than 60 or not more than 55, or not more than 50, in each case °C and an overhead pressure of at least 2, or at least 3, or at least 4, or at least 5, in each case barg and/or not more than 8, or not more than 6, or not more than 4, or not more than 2, in each case barg.
- the debutanizer column recovers at least 60, or at least 65, or at least 70, or at least 75, or at least 80, or at least 85 or at least 90, or at least 95, or at least 97, or at least 99, in each case percent of the total amount of C 4 and lighter components introduced into the column in the overhead stream 836.
- the overhead stream 836 removed from the debutanizer column comprises at least 30, or at least 35, or at least 40, or at least 45, or at least 50 or at least 55, or at least 60, or at least 65, or at least 70, or at least 75, or at least 80, or at least 85, or at least 90, or at least 95, in each case weight percent of butadiene based on the total weight of the overhead stream.
- the overhead stream 836 produced during the cracking of a cracker feedstock containing r-pyoil is a r-butadiene composition or stream.
- the bottoms stream 838 from the debutanizer includes mainly C 5 and heavier components, in an amount of at least 50, or at least 60, or at least 70, or at least 80, or at least 90, or at least 95 weight percent, based on the total weight of the stream.
- the debutanizer bottoms stream 838 may be sent for further separation, processing, storage, sale or use.
- the overhead stream 836 from the debutanizer, or the C 4 s, can be subjected to any conventional separation methods such as extraction or distillation processes to recover a more concentrated stream of butadiene.
- Recycle content for polyester can be provided via a recycle content polyester reactant.
- a polyester reactant is a compound capable of reacting to form a residue in the polyester.
- the reactant can be a diol monomer.
- the diol monomer is a cyclobutane diol.
- the cyclobutane diol is TMCD.
- the method for making a recycle content compound that can be an intermediate or polyester reactant starts with feeding a recycle propylene composition (“r- propylene”) to a reactor in a reaction scheme for making the intermediate and/or polyester reactant, where the r-propylene is derived directly or indirectly from cracking r-pyoil.
- r- propylene recycle propylene composition
- “r-isobutyraldehyde” means a composition comprising isobutyraldehyde that has recycle content.
- “r-isobutyric acid” means a composition comprising isobutyric acid that has recycle content.
- “r- isobutyric anhydride” means a composition comprising isobutyric anhydride that has recycle content.
- “r-dimethyl ketene” means a composition
- “r-TMCDn” means a composition comprising 2,2,4,4-tertamethyl- 1 ,3-cyclobutanedione that has recycle content.
- “r-TMCD” means a composition comprising 2, 2,4,4- tertamethyl-l,3-cyclobutanediol that has recycle content.
- a cracker facility in which the r- propylene made at the facility can be in fluid communication, continuously or intermittently, with an isobutyraldehyde formation facility (which can be to a storage vessel at the isobutyraldehyde facility or directly to the isobutyraldehyde formation reactor) through interconnected pipes, optionally through one or more storage vessels and valves or interlocks, and the r- propylene feedstock is drawn through the interconnected piping:
- the manufacturer of the isobutyraldehyde certifies, represents to its customers or the public, or advertises that its isobutyraldehyde contains recycle content or is obtained from feedstock containing or obtained from recycle content, where such recycle content claim is based in whole or in part on a propylene feedstock associated with an allocation from propylene made from cracking r-pyoil; or
- a propylene volume made from r-pyoil under a certification, representation, or as advertised, or
- the propylene has transferred credits with the supply of propylene to the manufacturer of the isobutyraldehyde sufficient to allow' the manufacturer of the isobutyraldehyde to satisfy the certification requirements or to make its representations or advertisements, or c. the propylene has allocated to it a recycle content where such allocation was obtained, through one or more intermediary entities, from a cracked propylene volume at least part of which is obtained by cracking r-pyoil.
- recycle content compositions that are useful as polyester reactants or intermediates in a reaction scheme to provide a recycle content polyester product.
- these recycle content compositions derive their recycle content from r-propylene which, in turn, derives its recycle content from r-pyoil (as described herein).
- such recycle content compositions can be chosen from r-isobutyraldehyde, r-isobutyric acid, r-isobutyric anhydride, r-dimethyl ketene, rTMCDn or r-TMCD.
- a method of making a recycle content isobutyric acid product is described.
- One example of such a method includes a
- hydroformyl ation method in which a r-propylene is fed to a reaction vessel and reacted to produce a hydroformylation effluent that includes r-isobutyraldehyde
- an oxidation method in which r-isobutyraldehyde is fed to a reaction vessel and reacted to produce an oxidation effluent that includes r-isobutyric acid.
- One example of such a method includes a hydroformylation method in which a r-propylene is fed to a reaction vessel and reacted to produce a hydroformylation effluent that includes r-(C 4 )alkanal.
- the hydroformylation process for making r-(C 4 )alkanal includes contacting propylene with syn gas (H 2 , CO) and a catalyst complex in a reaction zone at an elevated temperature and elevated pressure for a sufficient period of time to permit reaction of propylene with syn gas to form (C 4 )alkanal.
- Suitable methods for making (Calalkanal include the high and low pressure oxo processes, in which r-propylene is hydroformylated to make (Calalkanal
- the hydroformylation reaction temperature can be any temperature from 50° C. to about 250° C. and the reaction pressure can be from 15 psig to about 5100 psig.
- the hydroformylation process can be a high or low pressure process.
- Examples of hydroformylation reaction pressures (in the reaction zone within the hydroformylation reactor), or the propylene pressure fed to the reactor, for a high pressure process include at least 550 psig, or at least 600 psig, or at least 800 psig, or at least 1000 psig, or at least 1500 psig, or at least 2000 psig, or at least 2500 psig, or at least 3000 psig, or at least 3500 psig, or at least 4000 psig.
- the pressure can be up to 5100 psig, or up to 4800 psig, or up to 4500 psig.
- the temperature within the reaction zone can be at least 140°C, or at least 150°C, or at least 160°C, or at least 170°C.
- the temperature can be up to 250°C, or up to 240°C, or up to 230°C, or up to 220°C, or up to 210°C, or up to 200°C.
- hydroformyladon reaction pressures in the reaction zone within the hydroformylation reactor, or the propylene pressure fed to the reactor, include at least 15 psig, or at least 30 psig, or at least 70 psig, or at least 100 psig, or at least 125 psig, or at least 150 psig, or at least 175 psig, or at least 200 psig, or at least 225 psig, or at least 250 psig, or at least 275 psig, or at least 300 psig.
- the pressure can he less than 550 psig, or up to 530 psig, or up to 500 psig, or up to 450 psig, or up to 400 psig, or up to 350 psig, or up to 300 psig, or up to 285 psig.
- the reaction pressure is at least 200 psig, or at least 250 psig, and up to 400 psig.
- the pressure within the reaction zone is sufficient to maintain a vapor-liquid equilibrium within the reaction zone.
- the temperature within the reaction zone can be at least 50°C, or at least 60°C, or at least 70°C, or at least 75°C, or at least 80°C, or at least 90°C.
- the temperature can be up to 160°C, or up to 150°C, or up to 140°C, or up to 135°C, or up to 130°C, or up to 125°C, or up to 115°C, or up to 110°C, or up to 1Q0°C.
- the reaction temperature is from 60°C to 1 15 C. or 60°C to 110°C, or 60°C to 105°C, or 60°C to 100°C, or 60°C to 95°C.
- the molar ⁇ ratio of hydrogen to carbon monoxide introduced into the reactor which is not necessarily the syngas ratio, or in the reactor, is maintained within the range of about 0.1:1 to about 10:1, or 0.5:1 to 4:1, or 0.9:1 to 4:1, or 1:1 to 4:1.
- the rate of reaction as well as yield of (C 4 )alkanal may be increased by increasing the hydrogen to carbon monoxide molar ratio abo ve 4.0, and up to about 10.0 or more.
- the sum of the absolute partial pressures of hydrogen and carbon monoxide may range from 15 psig to 430 psig.
- the partial pressure of hydrogen in the reactor can be maintained within the range of 35 psig to about 215 psig.
- the partial pressure of carbon monoxide in the reactor can be maintained within the range of 35 psig to 215 psig, or 40 psig to 110 psig.
- the ratio of H 2 to CO is from 0.9:1 - 1.1:1, which is particularly suitable for a high pressure hydroformylation process.
- the ratio of H 2 to CO is greater than 1:1, such as at least 1.1:1, or at least 1.2:1, or at least 1.3:1, or at least 1.4:1 or at least 1.5:1 or at least 1.7:1 or at least 2:1 or at least 2.1:1, which particularly suitable in a low pressure hydroformylation process
- the ratio of H2 to CO can be up to 5: 1, or up to 4.5:1, or up to 4 to 1, or up to 3.5:1, or up to 3:1, or up to 2.8:1, or up to 2.5:1.
- suitable H 2 to CO molar ratios in a low pressure process range from at least 1.1:1 to 3:1, or 1.2:1 to 2.25:1, or 1.2:1 to 2:1.
- the hydrogen plus carbon monoxide gas can be present in a molar excess (total moles of H 2 +CO) with respect to propylene.
- Suitable molar ratios of syngas to propylene can range from 0.5 to about 20, or 1.2 to about 6.
- the molar ratio of syngas to propylene can be as low as 0.02: 1.
- Suitable hydroformylation catalysts include any known to be effective to catalyst the conversion of propylene to (C 4 )alkanal.
- Examples of such catalysts are metals complexed with ligands.
- Suitable metals include the cobalt, rhodium, and ruthenium metals.
- the metal compounds that can be used as a source of metal for the catalyst complex include the metals in their +1, +2, or +3 oxidation states and can include di, tri, tetra metals, as compounds with carboxylic acids or carbonyl compounds.
- Rhodium may be introduced into the reactor either as a preformed catalyst, for example, a solution of hydridocarbonyl tris(triphenylphosphine) rhodium(I) may premixed and introduced as such into the hydroformylation reactor, or it may be formed in situ inside the liquid phase within the hydroformylation zone.
- a solution of hydridocarbonyl tris(triphenylphosphine) rhodium(I) may premixed and introduced as such into the hydroformylation reactor, or it may be formed in situ inside the liquid phase within the hydroformylation zone.
- the Rh may be introduced as a precursor such as acetylacetonatodicarbonyl rhodium(I) ⁇ Rh(CO) 2 (acac) ⁇ , rhodium oxide ⁇ Rh2O3 ⁇ , rhodium carbonyls ⁇ Rh 4 (CO) 12 , Rh 6 (CO) 16 ⁇ , tris(acetylacetonato) rhodium(I), ⁇ Rh(acac)3 ⁇ , a triaryl phosphine-substituted rhodium carbonyl ⁇ Rh(CO)2(PAr3) ⁇ 2, wherein Ar is an aryl group, or a di-rhodium tetraacetate dihydrate, rhodium(ll) acetate, rhodium(li) isobutyrate rhodium(li) 2-ethylhexanoate, rhodium(il) benzoate
- Suitable ligands include organophosphine compounds such as tertiary (trisubstituted), mono- and bis-phosphines and phosphites.
- organophosphine compounds such as tertiary (trisubstituted), mono- and bis-phosphines and phosphites.
- No. 3,527,809 discloses the hydroformylation of olefins employing a catalyst system comprising rhodium and organophosphorus compounds such as triphenylphosphine (TPP), optionally in hydroformyl ation reactor pressure conditions below 500 psig.
- a catalyst system comprising rhodium and organophosphorus compounds such as triphenylphosphine (TPP), optionally in hydroformyl ation reactor pressure conditions below 500 psig.
- Hydroformylation processes which employ catalyst systems comprising metals such as rhodium or ruthenium in combination with other organophosphine compounds, optionally under reaction conditions operated at low to moderate reactor pressures, are described in U.S. Pat. No. 3,239,566 (tri-n-butylphosphine) and U.S. Pat. No.
- phenyldiethylphosphine dicyclohexylphenylphosphine, diphenyl-methylphosphine, diphenyl- buty ipho sphine, dipheny 1-benzy lph o sphine, tril aury iph o sphine,
- trinaphthylphosphine phenyl-dinaphthylphosphine, dipheny lnaphthylphosphine, tri- (p-methoxyphenyl)phosphine, tri-(p-cyanophenyl)phosphine, tri-(p- nitrophenyl)phosphine, and p-N,N-dimethylaniinophenyl(diphenyl)phosphine, trioctylphosphite or tri-p-tolylphosphite, and diphos-bis(diphenylphosphino)ethane.
- Typical phosphine and phosphite ligands may be represented by the general formulas:
- R 1 , R 2 and R 3 are the same or different and each is hydrocarbyl containing tip to about 12 carbon atoms and R 4 is a divalent hydrocarbylene group which links the 2 phosphorus atoms through a chain of 2 to 8 carbon atoms.
- the hydrocarbyl groups which R , R and R may represent include alkyl including aryl- substituted alkyl such as benzyl, cycloalkyl such as cyclohexyl and cyclopentyl, and aryl such as phenyl and phenyl substituted whth one or more alkyl groups.
- Alkylene such as ethylene, trimethylene and hexamethyiene, cycloalkylene such as
- cyclohexylene, and phenylene, naphthylene and biphenylene are examples of the hydrocarbylene groups which R “ may represent.
- the catalyst complexes may also be a combination of carbonyl and organophosphines obtained by combining a metal such as ruthenium or rhodium with carbon monoxide and an organophosphine.
- the organophosphorus component of the catalyst system is desirably a trisubstituted mono-phosphine compound such as those having formula (I) above. Triphenyiphosphine tricyclohexylphosphine, and tribenzylphosphine are examples of such desirable ligands.
- the ligands may also include fluorophosphite ester compounds having the formula I:
- R and R are the same or different, saturated or unsaturated, separate or combined, are unsubstituted and substituted alkyl, cycloalkyl and aryl groups containing from 1 to 40 carbon atoms; or R and R in combination or collectively may represent a divalent hydrocarbylene group containing from 2 to 36 carbon atoms, such as alkylene groups of about 2 to 12 carbon atoms, cyclohexylene and arylene, such as those disclosed in US Patent No 6,693,219 to Eastman Chemical Company, incorporated herein by reference. Desirably, the ratio of gram moles fluorophosphite ligand to gram atoms transition metal is at least 1:1.
- the catalyst system includes a combination of a transition metal selected from the Group VIII transition metals and one or more fluorophosphite compounds described above.
- the transition metal may be provided in the form of various metal compounds such as carhoxy!ate salts of the transition metal, such as rhodium.
- the source of rhodium for the active catalyst include rhodium II or rhodium III salts of carboxylic acids, examples of which include di-rhodium tetraacetate dihydrate, rhodium(II) acetate, rhodium(II) isobutyrate, rhodium(II) 2-ethylhexanoate, rhodium(II) benzoate and rhodium(II) octanoate.
- rhodium carbonyl species such as Rh 4 (CO) 12 , Rh 6 (CO) 16 and rhodium(I) acetylacetonate dicarbonyl may be suitable sources of rhodium.
- rhodium organophosphine complexes such as tris(triphenylphosphine) rhodium carbonyl hydride may be used when the phosphine moieties of the complex feed are easily displaced by the fluorophosphite ligands.
- Other rhodium sources include rhodium salts of strong mineral acids such as chlorides, bromides, nitrates, sulfates, phosphates and the like.
- Rhodium 2- ethylhexanoate is desirable from which to prepare the complex catalyst because it is a convenient source of soluble rhodium, as it can be efficiently prepared from inorganic rhodium salts such as rhodium halides.
- Fluorophosphite compounds function as effective ligands when used in combination with transition metals to form catalyst systems for the processes described hereinabove.
- the hydrocarbyl groups represented by R and R may be the same or different, separate or combined, and are selected from unsubstituted and substituted alkyl, cycloalkyl and aryl groups containing a total of up to about 40 carbon atoms.
- the total carbon content of substituents R and R preferably is in the range of about 2 to 35 carbon atoms.
- Non-limiting examples of alkyl groups which R and/or R" independently can be selected from include ethyl, butyl, pentyl, hexyl, 2- ethylhexyl, octyl, decyl, dodecyl, octadecyl and various isomers thereof.
- the alkyl groups may be substituted, for example, with up to two substituents such as alkoxy, cycioalkoxy, formyl, alkanoyl, cycloalkyl, aryl, aryloxy, aroyl, carboxyl, carboxyiate salts, alkoxycarbonyl, alkanoyloxy, cyano, sulfonic acid, sulfonate salts and the like.
- substituents such as alkoxy, cycioalkoxy, formyl, alkanoyl, cycloalkyl, aryl, aryloxy, aroyl, carboxyl, carboxyiate salts, alkoxycarbonyl, alkanoyloxy, cyano, sulfonic acid, sulfonate salts and the like.
- Cyclopentyl, cyclohexyl and cycloheptyl are examples of the cycloalkyl groups R 1 and/
- the cycloalkyl groups may be substituted with alkyl or any of the substituents described with respect to the possible substituted alkyl groups.
- aryl groups which R and/or R individually can represent include carbocyclic aryl such as phenyl, naphthyl, anthracenyl and substituted derivatives thereof.
- R 3 and R 4 may represent one or more substituents independently selected from alkyl, alkoxy, halogen, cycloalkoxy, formyl, alkanoyl, cycloalkyl, aryl, aryloxy, aroyl, carboxyl, carboxylate salts, alkoxycarbonyl, alkanoyloxy, cyano, sulfonic acid, sulfonate salts and the like.
- the alkyl moiety of the aforesaid alkyl, alkoxy, alkanoyl, alkoxycarbonyl and alkanoyloxy groups typically contains up to about 8 carbon atoms.
- R 3 and R 4 preferably represent lower alkyl groups, i.e., straight-chain and branched-chain alkyl of up to about 4 carbon atoms and m and n each represent 0, 1 or 2.
- R and R in combination or collectively may represent a divalent hydrocarbylene group containing up to about 40 carbon atoms, preferably from about 12 to 36 carbon atoms.
- divalent groups include alkylene of about 2 to 12 carbon atoms, cyclohexylene and arylene.
- alkyiene and cycloalky lene groups include ethylene, trimethylene,
- a and A independently can be an arylene radical, e.g., a divalent, earbocyclie aromatic group containing 6 to 10 ring carbon atoms, wherein each ester oxygen atom of fluorophosphite (I) is bonded to a ring carbon atom of A and A .
- X is (i) a chemical bond directly between ring carbon atoms of A and A ; or (ii) an oxygen atom, a group having the formula— (CH 2 ) y— wherein y is 2 to 4 or a group having the formula:
- R 5 is hydrogen, alkyl or aryl, e.g., the aryl groups illustrated by formulas (II), (III) and (IV), and R 6 is hydrogen or alkyl.
- the total carbon content of the group— C(R 5 )(R 6 )— normally will not exceed 20 and, preferably, is in the range of 1 to 8 carbon atoms.
- R and R collectively represent a divalent hydroearbyiene group, the phosphite ester oxygen atoms, i.e. the oxygen atoms depicted in formula (I), are separated by a chain of atoms containing at least 3 carbon atoms
- Examples of the arylene groups represented by each of A i and A 9 include the divalent radicals having the formulas(V), (VI) and (VII):
- R and R may represent one or more substituents independently selected from alkyl, alkoxy, halogen, cycloalkoxy, formyl, aikanoyi, cycloalkyl, aryl, aryloxy, aroyl, carboxyl, carboxylate salts, alkoxycarbonyl, alkanoyloxy, cyano, sulfonic acid, sulfonate salts and the like.
- the alkyl moiety of such alkyl, alkoxy, alkanoyl, alkoxycarbonyl and alkanoyloxy groups typically contains up to about 8 carbon atoms.
- R 3 and R 4 preferably represent lower alkyl groups, i.e., straight-chain and branched-chain alkyl of up to about 4 carbon atoms, and p and q each represent 0, 1 or 2.
- the fluorophosphite compounds that exhibit good stability are those wherein the fluorophosphite ester oxygen atoms are bonded directly to a ring carbon atom of a carbocyclic, aromatic group, e.g., an aryl or arylene group represented by any of formulas (II) through (VII).
- R and R individually each represents an aryl radical, e.g., a phenyl group
- 1 or both of the ring carbon atoms that are in a position ortho to the ring carbon atoms bonded to the fluorophosphite ester oxygen atom are substituted with an alkyl group, especially a branched chain alkyl group such as isopropyl, tert-butyl, tert-octyl and the like.
- the ring carbon atoms of arylene radicals A and A that are in a position ortho to the ring carbon atoms bonded to the fluorophosphite ester oxygen atom are substituted with an alkyl group, preferably a branched chain alkyl group such as isopropyl, tert- bulyl, tert-octyl and the like,
- the fluorophosphites have the general formula:
- R 7 is independently selected from an alkyl of 3 to 8 carbon atoms
- R 8 is independently selected from hydrogen an alkyl having from 1 to 8 carbon atoms or an aikoxy having 1 to 8 carbon atoms
- X is (i) a chemical bond directly between ring carbon atoms of each phenylene group to which X is bonded; or (ii) a group having the formula:
- R and R independently are selected from hydrogen or alkyl having from 1 to 8 carbon atoms.
- the fluorophosphites of formula (I) may be prepared by published procedures or by techniques analogous thereto. See, for example, the procedures described by Riesel et ah, J. Z. Anorg. Alig Chem , 603, 145 (1991), Tullock et ah, J. Org. Chem., 25, 2016 (1960) White et al offensive J. Am. Chem. Soc., 92, 7125 (1970) and Meyer et al., Z. Naturforsch, Bi. Chem. Sci., 48, 659 (1993) and in U.S. Pat. No. 4,912 155.
- the organic moiety of the fluorophosphite compounds i.e., the residue(s) represented by R and R can be derived from chiral or optically active compounds. Fluorophosphite ligands derived from chiral glycols or phenols will also be chiral and will generate chiral catalyst complexes.
- fluorophosphite components should be carried out under an inert atmosphere, e.g., N 2 , Ar, and the like.
- the desired quantities of a suitable rhodium compound and ligand are charged to the reactor in a suitable solvent.
- the sequence in which the various catalyst components or reactants are charged to the reactor is not critical.
- ligands include bidentate ligands such as 2,2’- bis(diphenyIphosphinomethy])-1 , 1-binaphthyl(hereinafter, NAPHOS) which can catalyze the production of aldehydes having high ratios of normal to branched isomers.
- bidentate ligands such as 2,2’- bis(diphenyIphosphinomethy])-1 , 1-binaphthyl(hereinafter, NAPHOS) which can catalyze the production of aldehydes having high ratios of normal to branched isomers.
- the catalyst may contain a hydrophilic group and an aqueous medium may be used, e.g. water- soluble ligands can be employed.
- aqueous medium e.g. water- soluble ligands can be employed.
- functionalized, water-soluble, organophosphorus compounds can be used in combination with rhodium such as those disclosed in U.S. Pat. No. 3,857,895, incorporated herein by reference.
- Aminoaikyi and aminoaryl organophosphine compounds in combination with rhodium are examples of water-soluble catalyst complexes.
- the catalyst solution containing (C 4 )alkanal can be extracted with aqueous acid to recover the rhodium and organophosphine catalyst components from the (C 4 )alkanal containing organic solution.
- the amount of catalyst metal employed, based on the amount of r- propylene fed to the reactor zone, can be as little as about 1x10 -6 moles of metal (e.g. rhodium, and calculated based on rhodium metal) per mole of olefin in the reactor zone can be employed. Concentrations in the range of about 1x10 -5 to about 5x10 moles of metal (e.g. rhodium) per mole of olefin can be used. Metal (e.g. rhodium) concentrations in the range of about 1x10 -4 up to 1x10 -3 are also useful and desirable given the balance of efficient utilization of metal against its cost.
- metal e.g. rhodium
- the upper catalyst concentration is essentially unlimited and appeals to be dictated principally by the high cost of catalyst metal and any limitations on lack of yield increase with increased quantities of catalyst. Since r-propylene is the feed, the drive to high catalyst activity and high conversion dominates over selectivity concerns. Thus, catalysts quantities can be increased to increase reaction rates without generating undesirable amounts of isomers as would be the case when hydroformylating higher olefins.
- the molar ratio of ligand to metal in the reactor can be from about 1 : 1 to about 1000: 1 or more, or 2:1 to about 100:1, or 10:1 to about 70:1.
- the ratio of moles of P atoms charged to rhodium charged to the hydrfomiyiation reactor can be such that, present in the liquid reaction mixture in the hydroformylation reactor, is at 2: 1 to 10,000:1 with ratios in the range of 2:1 to 100:1 and 3:1 to 100:1 also being suitable.
- Conversion of the propylene molecules in the r-propylene can be at least 80%, or at least 85%, or at least 90%, or at least 95%, or at least 97%, or at least 98%, or at least 99%.
- the solvent employed is one which dissolves the catalyst and propylene and does not act as a poison to the catalyst. Ideally the solvent also is inert with respect to the syn gas and (C 4 )alkanal.
- the rhodium phosphine complex can be water soluble or oil soluble.
- suitable solvents include the various alkanes, cycloalkanes, alkenes, eycloalkenes, ethers, esters, and carbocyclic aromatic compound that are liquids at standard temperature and 1 atm., such as pentane, dodecane, decalin, octane, iso- octane mixtures, cyclopentane, cyclohexane, cyclooctane, cyclododecane,
- aromatic hydrocarbons such as benzene, toluene, ethylbenzene, xylene isomers, tetralin, cumene, naphtha, alkyl-substituted aromatic compounds such as the isomers of diisopropylbenzene, triisopropylbenzene and tert-butylbenzene; and alkenes and cycloalkenes such as 1,7-octadiene, dicyelopentadiene, 1,5-cyclo- octadiene, octene-1, octene-2, 4-vinylcyclohexene, cyclohexene, 1,5,9- cyclododecatriene, pentene-1 and crude hydrocarbon mixtures such as mineral oils, naphtha and kerosene; and functional solvents such as isobutyl isobutyrate and bis(2- ethy!hex
- hydroformylation process or separated during purification and distillation or used in the purification/separation processes may be used as solvents.
- solvents those that have a sufficiently high boiling to remain as a liquid for the most part in a reactor under the reaction temperatures and pressures are desirable. Catalysts that come out of solution over time can be withdrawn from the reactor.
- the r-Propylene is fed and introduced into the reactor.
- a method of processing r-propylene at least a portion of which is derived directly or indirectly from cracking recycle pyoil by feeding r-propylene to a hydroformylation reactor in which is made (C-fralkanal.
- the r-propylene can be fed as a dedicated stream solely of r-propylene, or it can be combined with catalyst metal, ligand, carbon monoxide, hydrogen, solvent, and/or impurities carried with the r-propylene supplied to the manufacturer of the (C 4 )alkanal, as a combined stream.
- the r-propylene stream and a syngas stream are combined and fed to the reactor as a combined stream.
- the amount or feed rate of r-propylene to the reaction zone of the hydroformylation reactor, along with temperature, can control the production rate to the product (C 4 )alkanal.
- a fresh source of hydrogen supply can also be combined with the r-propylene/syngas combined stream to provide the final desired molar ratio of hydrogen/propylene and hydrogenxarbon monoxide.
- r-propylene used to feed to the reactor before combining with any other reactants such as syngas, solvents, inert gases, ligands, catalysts, or other additives, but after combining with all other sources of propylene if any (“r-propylene stock”), can be a purified, partially purified, or impure r-propylene stream.
- the r- propylene stock can be a purified feedstock and can contain more than 98 wt.% propylene, or at least 98.2 wt.%, or at least 98.5 wt.%, or at least 98.7 wt.%, or at least 98.9 wt.%, or at least 99.0 wt.%, or at least 99.2 wt.%, or at least 99.5 wt.%, or at least 99.7 wt.% propylene, based on the weight of r-propylene stock.
- the r-propylene stock is partially purified and can contain from 80 wt.% to 98 wt.% propylene, or from 85 wt.% to 98 wt.% propylene, or from 90 wt.% to 98 wt.% propylene, or from 95 wt.% to 98 wt.% propylene, or from 80 wt.% to 95 wt.% propylene, or from 85 wt.% to 95 wt.% proylene, or from 00 wt.% to 95 wt.% propylene, or from 80 wt.% to 90 wt.% propylene, or from 85 wt.% to 90 wt.% propylene, based on the weight of the hydroformylation feed to the hydroformylation reactor.
- the r-propylene stock is an impure r-propylene stream and can contain from 30 wt.% to less than 80 wt.% propylene, or from 40 wt.% to less than 80 wt.% propylene, or from 50 wt.% to less than 80 wt.% propylene, or from 60 wt.% to less than 80 wt.% propylene, or from 65 wt.% to less than 80 wt.% propylene, or from 40 wt.% to 78 wt.% propylene, or from 50 wt.% to 78 wt.% propylene, or from 60 wt.% to 78 wt.% propylene, or from 40 wt.% to 72 wt.% propylene, or from 50 wt.% to 72 wt.% propylene, or from 60 wt.% to 72 wt.% propylene, or from 40 wt.% to 72
- At least a portion of the r-propylene fed to the reactor is r-propylene derived directly or indirectly from cracking r-pyoil.
- r-propylene derived directly or indirectly from cracking r-pyoil.
- the stated amounts are also applicable to not only r-propylene as fed into the reactor, but alternatively or in addition, to the r- propylene stock or propylene supplied to a manufacturer of (C 4 )alkanal or to the recycle content in the (C 4 )alkanal.
- the portion of r- propylene fed to a (C ⁇ a!kanal reactor that is derived directly or indirectly from cracking r-pyoil as noted above is determined or calculated by any of the following methods:
- the amount of an allotment associated with the r-propylene used to feed the reactor can be determined by the amount certified or declared by the supplier of propylene or as determined and inventoried by the manufacturer of (C 4 )alkanal or as certified or declared by the supplier of the credit or allocation, or
- Methods (i) and (ii) need no calculation since they are determined based on what the propylene supplier or (C 4 )alkanal manufacturer declare, claim, or otherwise communicate to the public or a third party. Methods (iii) and (iv) are calculated.
- the calculation of method (iii) can proceed as follows.
- the portion of r- (C 4 )alkanal content derived directly or indirectly from cracking r-pyoil is calculated as the percentage of recycle content declared in the (C 4 )alkanal divided by the mass of the propylene moiety in the product multiplied by the yield and 100, or:
- P means the portion of r-propylene derived directly or indirectly from cracking r-pyoil
- %D means the percentage of recycle content declared in product (C 4 )alkanal
- Pm means the mass of the product
- Em means the mass of the propylene moiety in the (Calalkanal molecule
- Y means the percent yield of the product, e.g. (C 4 )alkanal, determined as an average annual yield regardless of whether or not the feedstock is r propylene.
- a supply of (C 4 )alkanal is declared to have 10% recycle content and the yield to make (C 4 )alkanal is at 95%.
- the portion of r-propylene derived directly or indirectly from cracking r-pyoil in the r-propylene composition or stream fed to the reactor would be:
- Mr is the mass of recycle content attributed to the r-propylene stream on a daily basis
- r-propylene is the mass of the entire propylene feedstock used to make (C 4 )alkanal on the corresponding day.
- the r-propylene feed can contain other compounds, such as acetylene to the feed stream at levels up to 1000 ppm.
- a recycle content can be obtained in (C 4 )alkanal by:
- the designation can be an allotment (allocation or credit), or an amount declared by the supplier of propylene, or an amount as determined and inventoried by the manufacturer of (C 4 )alkanal, or as advertised.
- the obtaining and designating can be by the (C 4 )alkanal manufacturer or within the (C 4 )alkanal manufacturer Family of Entities.
- the designation of at least a portion of the (C 4 )alkanal as corresponding to at least a portion of the r-propylene allotment can occur through a variety of means and according to the system employed by the (C 4 )alkanal manufacturer, which can vary from manufacturer to manufacturer.
- the designation can occur internally merely through a log entry in the books or files of the (C 4 )alkanal manufacturer, or through an advertisement or statement on a specification, or through formulas that compute the desired amount of recycle content in the (C 4 )alkanal associated with the use of the r-propylene feed.
- the (C 4 )alkanal can be sold.
- (C 4 )alkanal manufacturers may be integrated into making downstream products using (C 4 )alkanal as a raw material. They, and other (C 4 )alkanal not integrated, can also offer to sell or sell (C 4 )alkanal on the market as containing or obtained with recycle content that corresponds to the (C 4 )alkanal designation. The correspondence does not have to be 1:1 with the designation, but is based on the total recycle content that the
- syngas is also fed to the hydroformylation reactor.
- the syngas stream can be a dedicated syngas feed to the reactor it can be combined with the r-propylene feed into a combined stream fed to the reactor.
- syngas is combined with r-propylene into a combined stream fed to the hydroformylation reactor. While the order of combination is not limited desirably the r-propylene composition fed as a gas into the syngas feed line to form a combined r-propylene/syngas feed to the hydroformylation reactor.
- the syngas stream is scrubbed prior to feeding to the hydroformylation reactor, or optionally prior to combining with any other gaseous feedstock stream such as r-propylene or hydrogen.
- the syn gas is introduced into the reactor in a continuous manner by means, for example, of a primary compressor, or by means of suitable pumps capable of operating under pressure. The pressurization of the syngas flow can control the reaction zone pressure and the system pressure.
- a separate make-up hydrogen supply line can be provided to feed hydrogen into the hydroformylation reactor as a dedicated separate line or as a line tying in with the syngas line or with a combined line to further enrich the concentration of hydrogen in the hydroformylation reaction zone.
- the hydrogen supply to the hydroformylation reactor is desirably to control and set the target hydrogenxarbon monoxide ratio needed under the operation conditions of the hydroformylation reactor, the type of catalyst complex employed, and eliminate variability in the syngas hydrogenxarbon monoxide ratio.
- the catalyst can be pre-mixed to form a metal complex that is added to the reactor, or the catalyst components can be separately fed to the reactor to form the metal complex in situ.
- the metal catalyst components can be charged with solvent to the reactor through suitable pressurized pumping means, preferably in their soluble forms, e.g., their carboxylate salts or mineral acid salts or the like well-known to the art as disclosed, for example, in U.S. Pat. No. 2,880,241.
- Charged with the metal stream as a mixture or charged separately to the reactor is therewith or separately is one or more of the ligands in amounts such that the molar ratio of ligand to metal is in the desired amount.
- a side draw from the hydroformylation reactor can be provided so that a small amount of the catalyst can be withdrawn at a desirable rate for regeneration and returned to the reactor after the addition of make-up ligand. Any source of oxygen will consume the ligand and deactivate the catalyst complex, so from time to time, fresh ligand is supplied to the reaction zone.
- the hydroformylation reaction is carried out in the liquid phase, meaning that a catalyst is dissolved in a liquid and the r-propylene, carbon monoxide and hydrogen gases contact the liquid phase, either across the top surface or desirably through the liquid.
- a high contact surface area between the catalyst solution and the gas phase is desired. This can be accomplished in a well stirred or continuously stirred tank, and by sparging the gas phases through the catalyst solution.
- r-Propylene gas and syngas can be sparged through the liquid medium that contains dissolved catalyst and solvent, to increase the contact surface area and residence time between r-propylene, syngas, and catalyst.
- the reaction can be carried out in a gas sparged, vapor take- off reactor such that the catalyst, which is dissolved in a high boiling organic solvent (the catalyst solution) under pressure, remains substantially in the liquid phase and the hydroformyl ation effluent containing (C 4 )alkanal is taken overhead as a gas rather than exiting the reactor as a liquid with the dissolved catalyst and solvent.
- the gaseous r-propylene, carbon monoxide, and hydrogen are not only reactants, but also aid in removing (C 4 )alkanal as a vapor in the hydroformyl ation effluent along with temperature by stripping (C 4 )alkanal from the liquid phase into the vapor phase.
- the process can be a continuous flow and continuous stirred vessel where the gases are introduced and dispersed at the lower half or at the lower 1 ⁇ 4 or at the lower 1/8 or at the bottom of the vessel, preferably through a perforated inlet having multiple perforations.
- the hydroformyl ation reaction vessel can be continuously stirred, such as at 25-450 rpm.
- the discharge port for the vapor is not located at the liquid level or in contact with the liquid medium of catalyst solution.
- the discharge port for the vapor is located above the liquid level in the reaction zone and also above the froth or foam, if any, formed by the action of mechanical and gaseous agitation.
- a stripping gas can be employed to assist with removal of the vapor reaction products from the hydroformylation reaction zone.
- the stripping gas can also be syngas or an inert gas.
- the process can be conducted in a batch mode or a continuous mode.
- one or multiple reactors can be used, desirably at least two reactors.
- Suitable reactor designs and schemes are disclosed in Harris et al in U.S. Pat. Nos. 4,287,369, 4,287,370, 4,322,564, 4,479,012, and in EP-A-114,611, EP-A-103,810, EP-A- 144,745.
- a plug flow reactor design optionally with partial liquid product back mixing, gives a more efficient use of reactor volume relative to continuous stirred tank reactor design.
- hydroformylation can be carried out in different reaction zones that are contained in different vessels or within a single vessel or in different vessels where at least one of those vessels contains multiple zones, and the vessels can conduct hydroformylation under different reaction conditions.
- An example of a single vessel with different reaction zones is a plug flow reactor in which the temperature increases with travel downstream along the length of the plug flow reactor.
- two or more reactors can be used in series, and they can be staged such that there is an increase in severity (e.g. higher temperatures or higher catalyst or ligand concentration). Increasing the severity in the second reactor aids in achieving high conversion while minimizing reactor volume and overall catalyst degradation.
- the reactors used may be two sequential well-stirred tank reactors in which the gaseous dilute propylene is contacted with a liquid phase that contains the metal catalyst, such as Rh.
- the reactors can be staged such that at least 70% of the propylene is converted in the first reactor, and the vapor overhead that is taken off from the first reactor is fed to a second reactor, and at least 70% of the remaining propylene is converted in the second reactor.
- Another configuration of two reactors that may be used to obtain high conversion from a dilute propylene feed is a well- stirred tank reactor followed by a plug flow reactor.
- the hydroformylation effluent generated by hydroformylating the r- propylene with carbon monoxide and hydrogen, contains at least (C 4 )alkanal.
- the hydroformylation effluent may also contain unreacted propylene, propane, carbon monoxide, hydrogen, solvent, and catalyst or catalyst ligands.
- the (Cfflalkanal, or the hydroformylation effluent containing at least (C 4 )alkanal and at least one of the propylene, propane, carbon monoxide, hydrogen, solvent, and catalyst or catalyst ligands is removed from the reactor as a gas.
- (C 4 )alkanal may be removed from the reactor as a liquid in combination with the catalyst.
- the hydroformylation effluent desirably a vapor
- the hydroformylation effluent separated into a crude (C 4 )alkanal rich stream and a catalyst rich stream.
- the separation can occur by feeding the hydroformylation effluent to a separation zone in which is contained a first separation vessel.
- Any suitable vessels for separating gaseous components can be employed, such as a vapor liquid separator such as a knock out drum (horizontal, vertical, and side or tangential fed).
- the crude (C 4 )alkanal rich stream contains (C 4 )alkanal and hydrogen and optionally solvent, carbon monoxide, propane, propylene, ethane, ethylene, and methane along with other non-condensed gases.
- the crude (C 4 )alkanal stream is enriched in the concentration of (C 4 )alkanal relative to the concentration of
- (C 4 )alkanal in the hydroformylation effluent.
- the enriched (C 4 )alkanal can further be treated to separate the isomers of (C 4 )alkanal (i.e., butyraldehyde and
- the crude (C 4 )alkanal rich stream is taken as a gaseous stream from the separator, desirably as an overhead.
- the catalyst rich stream contains catalyst ligands and optionally catalyst metal and solvent. It is enriched in the concentration of catalyst ligands relative to the concentration of catalyst ligands in the
- the catalyst rich stream is taken as a liquid from the separator, desirably as a bottoms stream.
- the catalyst rich stream can then be recycled back to the top half of the hydroformylation reactor directly or through intermediate steps to further process the stream before returning the catalyst ligands and optional catalyst metal and solvent back to the reactor.
- the crude (C 4 )alkanal rich stream is then further separated into a purified (Cfflalkanal rich stream and a gas stream.
- the purified (Cfflalkanal rich stream can be purified to isolate the isomers (i.e., butyraldehyde or isobutyraldehyde) of
- the crude (C 4 )alkanal rich stream can be separated in a second separation zone containing at least a second separation vessel.
- the crude (C 4 )alkanal rich stream can be cooled sufficiently to condense (C 4 )alkanal, and the crude (C 4 )alkanal rich stream containing condensed (C 4 )alkanal and non-condensed gases can be fed to the second separation vessel such as a vapor liquid separator, e.g a knock out vessel or flash drum or distillation column.
- the purified (C 4 )alkanal rich stream is enriched in the concentration of (C 4 )alkanal relative to the crude (C 4 )alkanal rich stream. It is desirably a liquid bottoms stream taken from a second separation vessel.
- the gas stream taken as an overhead from the second separation vessel contains gases such as hydrogen and optionally carbon monoxide, propane, propylene, ethane, ethylene, and methane. At least a portion of the gas stream can be recirculated back to the r-propylene feed or any other feed lines of syngas, hydrogen, r- propylene, or combined lines that feed the hydroformylation reactor to thereby reuse reactant gases such as hydrogen and carbon monoxide and propylene. Since some gases in the gas stream are not reactants, to prevent their build-up, part of the gas stream can be purged from the process.
- the purified (C 4 )alkanal rich stream desirably taken as a liquid underflow from the second separation vessel, can be recovered as product, or it can optionally be used as a wash in syngas scrubber.
- the syngas prior to feeding syngas into the hydroformylation reactor, the syngas can be fed as a gas to the bottom of a scrubber column with a countercurrent wash of the purified (C 4 )alkanal rich stream fed to the top half of the scrubber column, to thereby produce a scrubbed syngas stream.
- the syngas scrubber has the function of scrubbing hydroformylation catalyst poisons that might be present in the syngas stream and carrying them out with the scrubbed purified (C 4 )alkanal rich stream.
- catalyst poisons are sulfur containing compounds, residual oxygen, and residual ammonia and amines present in the syngas stream fed to the scrubber.
- the oxygen and amine compounds can react with aldehydes in the purified (C 4 )alkanal rich stream to remove them from the syngas stream.
- oxygen contained in the syngas stream can react and oxidize (C 4 )alkanal and other aldehydes to the corresponding acids.
- a syngas stream is scrubbed, optionally with a purified (C 4 )alkanal rich stream or any other (C 4 )alkanal containing stream produced in the hydroformylation reaction zone, to generate a scrubbed syngas stream depleted in any one of oxygen, amine compounds, sulfur compounds, or any combination thereof, or enriched in the concentration of the combination of carbon monoxide and hydrogen, in each case relative to their concentrations in the syngas feed to the scrubber.
- the other advantage of using the purified (C 4 )alkanal rich stream, either as a mixture or as a purified isomer of (C 4 )alkanal, as a wash to scrub syngas is that the syngas stream can strip dissolved compounds in the purified (C 4 )alkanal rich stream that were not entirely removed in the second separator, such as propylene, propane, ethylene, ethane, carbon dioxide, and carbon monoxide.
- the purified (C 4 )alkanal rich stream is stripped with syngas to produce a scrubbed (C 4 )alkanal stream depleted in the concentration of at least one of propylene, propane, ethylene, ethane, or carbon dioxide relative to the concentration of the same corresponding compound in the purified (C 4 )alkanal rich stream.
- Compounds such as propylene and propane, while in very small quantities, can get heated in the scrubber and stripped with the crude syngas stream.
- the hydroformylation of propylene to produce (C 4 )alkanal comprises butyraldehyde and isobutyraldehyde.
- the (C 4 )alkanal can be purified to enrich either butyraldehyde or isobutyraldehyde or both.
- the enrichment can be conducted by any purification process known in the art. However, a distillation process can be used to purify the isomers of (C 4 )alkanal.
- the purification of the isomers of (C 4 )alkanal can be purified in point after the (C 4 )alkanal is made.
- (C 4 )alkanal is purified (e.g., distillation) to give an enriched butyraldehyde composition that can contain from 80 wt.% to 98 wt.% butyraldehyde, or from 85 wt.% to 98 wt.% butyraldehyde, or from 90 wt.% to 98 wt.% butyraldehyde, or from 95 wt.% to 98 wt.% butyraldehyde, or from 80 wt.% to 95 wt.% butyraldehyde, or from 85 wt.% to 95 wt.% butyraldehyde, or from 55 wt.% to 95 wt.% butyraldehyde, or from 60 wt.% to 95 wt.% butyraldehyde, or from 65 wt.% to 95 wt.%
- butyraldehyde or from 70 wt.% to 95 wt.% butyraldehyde, or from 75 wt.% to 95 wt.% butyraldehyde, or from 80 wt.% to 90 wt.% butyraldehyde, or from 85 wt.% to 90 wt.% butyraldehyde, based on the weight of the total weight of the butyraldehyde composition.
- (C 4 )alkanal is purified (e.g., distillation) to give an enriched isobutyraidehyde composition that can contain from 80 wt.% to 98 wt.% isobutyraidehyde, or from 85 wt.% to 98 wt.% isobutyraidehyde, or from 90 wt.% to 98 wt.% isobutyraidehyde, or from 95 wt.% to 98 wt.% isobutyraidehyde, or from 80 wt.% to 95 wt.%
- isobutyraidehyde or from 85 wt.% to 95 wt.% isobutyraidehyde, or from 55 wt.% to 95 wt.% isobutyraidehyde, or from 60 wt.% to 95 wt.% isobutyraidehyde, or from 65 wt.% to 95 wt.% isobutyraidehyde, or from 70 wt.% to 95 wt.% isobutyraidehyde, or from 75 wt.% to 95 wt.% isobutyraidehyde, or from 80 wt.% to 90 wt.%
- isobutyraidehyde or from 85 wt.% to 90 wt.% isobutyraidehyde, based on the weight of the total weight of the isobutyraidehyde composition.
- a (C 4 )alkanal composition the includes:
- At least one impurity comprising formaldehyde, methanol, nitrogen containing compounds (e.g. ammonia and NOx), chloromethane, oxygenated compounds other than CO and CO 2, COS, acetone, or aldol condensation products such as propanol thereof.
- nitrogen containing compounds e.g. ammonia and NOx
- chloromethane e.g. oxygenated compounds other than CO and CO 2
- COS acetone
- aldol condensation products such as propanol thereof.
- the r-propylene as a feedstock having been made by cracking a cracker feed containing r-pyoil, can contain impurities in the r-propylene stream that were either present in the r-pyoil stream and carried through the cracker and refining sections into the r-propylene stream, or are formed in the cracker from ingredients in the r-pyoil and which, once formed, are carried through the refining units into the r- propylene stream, or are added as a result of cracking r-pyoil such as adding more methanol to mitigate heightened formation of NOx gum precursors or hydrates, or adding ingredients to control fouling of equipment.
- formaldehyde and chloromethane can be formed in the cracker from different ingredients in r-pyoil, such as oxygenated compounds (e.g. higher alcohols) present in the r-pyoil stream which can form formaldehyde in the cracker, or chloride containing compounds which can form chloromethane, each of which can follow propylene through the refining or purification sections and into the r- propylene stream.
- oxygenated compounds e.g. higher alcohols
- impurities in the r- propylene feedstock to a reactor for making (C 4 )alkanal or to a hydroformylation reactor can include methanol, also formed through oxygenated products contained in the r-pyoil composition, nitrogen compounds which also can be present in the r-pyoil composition and would carry through to propylene recovery such as ammonia and NOx, acetone, and oxygenated compounds other than CO and C02 and methanol and acetone, COS which can carry through propylene recovery which can he generated from sulfur containing compounds in r-pyoil, and MAPD (methylacetylene and propylidene).
- methanol also formed through oxygenated products contained in the r-pyoil composition
- nitrogen compounds which also can be present in the r-pyoil composition and would carry through to propylene recovery
- COS which can carry through propylene recovery which can he generated from sulfur containing compounds in r-pyoil
- MAPD methylacetylene and
- the amount of impurities present in the r-propylene composition, or the amount of impurities present in the (C 4 )alkanal composition made with a feed containing r-propylene can be:
- a. formaldehyde at least 2 ppm, or at least 5 ppm, or at least 10 ppm, or at least 15 pprn, or at least 20 pprn, or at least 25 ppm, or at least 30 ppm, or
- chloromethane at least 1 ppm, or at least 2 pprn, or at least 5 ppm, or at least 10 ppm, or at least 15 ppm, or at least 20 ppm, or at least 30 ppm, or
- total nitrogen containing compounds at least 0.5 ppm, or at least 1 ppm, or at least 2 ppm, or at least 5 ppm, or at least 10 ppm, or at least 15 ppm, or at least 20 ppm, or at least 30 ppm, or
- acetone more than 25 ppb, or at least 30 ppb, or at least 50 ppb, or at least 100 ppb, or at least 500 ppb, or at least 1000 ppb, or
- methanol more than 3, or at least 5, or at least 10, or at least 15, or at least 20,
- acetaldehyde more than 5 ppm, or at least 10 ppm, or at least 15 ppm, or at least 20 ppm, or at least 30 pprn,
- oxygenated compounds other than acetone, methanol, CO, and CO2 more than 0.5 ppm, or at least 0.75 ppm, or at least 1 ppm, or at least 2 ppm, or at. least 5 ppm, or at least 10 ppm, or at least 15 ppm, or at least 20 ppm, or at least 30 ppm, or
- COS 0.5 ppm, or at least 0.75 ppm, or at least 1 ppm, or at least 2 ppm, or at least 5 ppm, or at least 10 ppm, or at least 15 ppm, or at least 20 ppm, or at least 30 ppm,
- MAPI more than 1 ppm, or at least 2 ppm, or at least 5 ppm, or at least 10 ppm, or at least 15 ppm, or at least 20 ppm, or at least 30 ppm.
- the (C 4 )alkanal composition contains one or more of these impurities and may also contain aldol condensation products such as propanol leaving with the (C 4 )alkanal in the overhead of the hydrofomylation reactor.
- step (b) making a (C 4 )alkanal composition from step (b) containing (C 4 )alkanal and the impurity, which composition can be an intermediate, a crude composition, or a refined composition;
- At least one impurity, or a variety of impurity kinds or amounts, resulting from the use a propylene feedstock at least a portion of which was obtained by cracking r-pyoil can be readily detected.
- one or more of those impurities can be removed before recovering or isolating the (C 4 )alkanal composition, such as through distillation or solvent extraction.
- the facilities to make r-propylene and (C 4 )alkanal can be stand-alone facilities or facilities integrated to each other.
- an integrated process for making a (C 4 )alkanal by:
- the fluid communication can be gaseous or liquid.
- the fluid communication can be gaseous or liquid.
- the integrated process includes the r-propylene manufacturing facility and the (C 4 )alkanal manufacturing facility co-Iocated within 5, or within 3, or within 2, or within 1 mile of each other (measured as a straight line).
- the integrated process includes the r-propylene manufacturing facility and the (C 4 )alkanal manufacturing facility owned by the same Family of Entities.
- the integrated process includes the r-propylene manufacturing facility and the (C 4 )alkanal manufacturing facility do not include any storage vessel (tank or dome) that is located on a site other than the r-propylene manufacturing facility, the (C 4 )alkanal manufacturing facility, or site boundaries containing any one of these facilities.
- the integrated process includes the r-propylene manufacturing facility and the (C 4 )alkanal manufacturing facility do not include any storage vessel (tank or dome) that is located on a site other than the r-propylene manufacturing facility, the (C 4 )alkanal manufacturing facility, or site boundaries containing any one of these facilities.
- an integrated r-propylene composition generating and consumption system includes:
- a propylene manufacturing facility adapted to make a propylene composition at least a portion of which is obtained from cracking recycle pyoil (r-propylene), and
- a piping system interconnecting the two facilities, optionally with intermediate equipment or storage facilities, capable of taking off propylene from the propylene manufacturing facility and accept the propylene at the gasification facility.
- the system does not necessarily require a fluid communication between the two facilities, although fluid communication is desirable.
- the propylene made at the propylene manufacturing facility can be delivered to the (C 4 )alkanal facility through the interconnecting piping network that can be interrupted by other equipment, such as treatment, purification, compression, or equipment adapted to combine streams, or storage facilities, all containing optional metering, valving, or interlock equipment.
- the interconnecting piping does not need to connect to the (C 4 )alkanal reactor or the cracker, but rather to a delivery ' and receiving point at the respective facilities.
- a propylene supplier cracks a cracker feedstock comprising recycle pyoil to make a propylene composition at least a portion of which is obtained by cracking said recycle pyoil (r-propylene), and
- the (C ⁇ jalkanal manufacturer may use any source of propylene to make (C 4 )alkanal and apply at least a portion of the allocation or credit to at least a portion of the propylene feedstock or to at least a portion of the (C 4 )alkanal product.
- a recycle content can be introduced or established in
- the (C 4 )alkanal manufacturer can designate less than 1000 kg of recycle content toward a particular batch of (C 4 )alkanal and may instead spread out the 1000 kg recycle content amount various productions runs to make (C 4 )alkanaL including production runs which do not use r-propylene to make (C 4 )alkanal.
- the (C 4 )alkanal may elect to offer for sale its (C 4 )alkanal and in doing so may also elect to represent the (C 4 )alkanal that is sold as containing, or obtained with sources that contain, a recycle content
- a use for a r-propylene allocation or credit includes converting propylene in a synthetic process to make (C 4 )alkanal and designating at least a portion of the (C 4 )alkanal as corresponding to the r-propylene allocation or credit.
- the r-propylene allocation or credit originates from the cracking of r-pyoil, or cracking of r-pyoil in a gas furnace
- (C 4 )alkanal having recycle content there can now also be provided a system that includes (C 4 )alkanal, and a recycle content identifier associated with said (C 4 )alkanal, where the identifier is or contains a representation that the (C 4 )alkanal contains, or is sourced from, a recycle content.
- the identifier can a certificate or product specification or a label, or it can be a logo or certification mark from a certification agency representing that the (C 4 )alkanal contains, or is made from sources that contain recycle content, or it can be electronic statements by the (C 4 )alkanal manufacturer that accompany a purchase order or the product, or posted on a website as a statement, representation, or a logo representing that the (C 4 )alkanal contains or is made from sources that contain recycle content, or it can he an advertisement transmitted electronically, by or in a website, by email, or by television, or through a tradeshow, in each case that is associated with (C 4 )alkanal.
- a recycle content isobutyric acid product (r-isobutyric acid).
- One example of such a method includes a carboxylation method in which r-propylene is fed to a reaction vessel and reacted to produce a carboxylation effluent that includes r-isobutyric acid.
- This method for making r-isobutyric acid can include contacting propylene with water, CO and a catalyst, or with CO 2 and a catalyst, in a reaction zone under temperatures and pressures for a sufficient period of time to permit the propylene, water and CO, or the propylene and CO 2 , to form isobutyric acid, and can he carried out by methods known in the art.
- r-isobutyric acid recycle content or al lotment (e.g., allocation or credit), which is derived from r-propylene, can be determined is a similar fashion as described above with respect to r-(C 4 )alkanal or r-isobuytraldehyde.
- the r- (C 4 )alkanal comprises r-isobutyraldehyde and, in another example of a method of making r-isobutyric acid, the method can include an oxidation method in which the r-isobutyraldehyde (as discussed above) is fed to a reaction vessel and reacted to produce an oxidation effluent that includes r-isobutyric acid
- This method for making r-isobutyric acid includes contacting isobulyraidehyde with oxygen (e.g., air) and a catalyst in a reaction zone under temperatures and pressures for a sufficient period of time to permit the isobutyraldehyde and oxygen to form isobutyric acid, and can be carried out by methods known in the art.
- oxygen e.g., air
- the r-isobutyric acid recycle content or allotment (e.g., allocation or credit), which is derived from r-propylene, can be determined is a similar fashion as described above with respect to r-(C 4 )alkanal or r-isobuytraldehyde, taking into account the stoichiometry, conversion, yield, etc. of the total reaction scheme from r-propylene to r-isobutyraldehyde to r-isobutyric acid.
- r-isobutyric anhydride a recycle content isobutyric anhydride product
- One example of such a method of making r-isobutyric anhydride can include a dehydration method in which r- isobutyric acid (as discussed above) is fed to a reaction vessel and reacted to produce a dehydration effluent that includes r-isobutyric anhydride.
- This method for making r-isobutyric anhydride can include contacting isobutyric acid with acetic anhydride and a catalyst in a reaction zone under temperatures and pressures for a sufficient period of time to permit the isobutyric acid and acetic anhydride to form isobutyric anhydride, and can be carried out by methods known in the art.
- the r- isobutyric anhydride recycle content or allotment (e.g., allocation or credit), which is derived from r-propylene, can be determined is a similar fashion as described above with respect to r-(C 4 )alkanal or r-isobuytraldehyde, taking into account the stoichiometry, conversion, yield, etc.
- reaction scheme e.g., a reaction scheme from r-propylene to r-isobutyraldehyde to r-isobutyric acid to r-isobutyric anhydride, or a reaction scheme from r-propylene to r-isobutyric acid to r-isobutyric anhydride.
- TMCD 2,2,4,4-tetramethyl-1,3-cyclobutanediol
- r-TMCD recycle content 2,2,4,4-tetramethyl-1,3-cyclobutanediol
- One example of such a method of making r-TMCD can include a hydrogenation method in which a recycle content 2,2,4,4-tetramethyl-1,3-cyclobutanedione (TMCDn) product (r- TMCDn) is fed to a reactor and reacted to produce a hydrogenation effluent that includes r-TMCD.
- TMCDn 2,2,4,4-tetramethyl-1,3-cyclobutanedione
- This method for making r-TMCD can include contacting r- TMCDn with hydrogen and a catalyst in a reaction zone under temperatures and pressures for a sufficient period of time to permit the TMCDn and hydrogen to form TMCD, and can be carried out by methods known in the art, for example in accordance with methods disclosed in U.S. Patent No. 8,420,868, the contents of which is incorporated herein by reference.
- the r-TMCDn can be obtained by methods to convert r- isobutyric acid and/or r-isobutyric anhydride.
- One example of such a method of making r-TMCDn can include a pyrolysis (or heating) method in which r-isobutyric acid and/or r-isobutyric anhydride (as discussed above) is/are fed to a reaction vessel (or zone) and reacted to produce a pyrolysis effluent that includes a recycle content dimethyl ketene product r-dimethyl ketene and then the r-dimethyl ketene is fed to a dimerization vessel (or zone) and reacted to produce a dimerization effluent that includes r-TMCDn.
- This method for making r-TMCDn can include subjecting the r- isobutyric acid and/or r-isobutyric anhydride in a reaction zone under temperatures and pressures for a sufficient period of time to permit the r-isobutyric acid and/or r- isobutyric anhydride to form dimethyl ketene and then subjecting the r-dimethyl ketene in a reaction zone under temperatures and pressures for a sufficient period of time to permit the r-dimethyl ketene to form r-TMCDn, and can be carried out by methods known in the art, for example in accordance with methods disclosed in U.S. Patent No. 5,169,994, the contents of which is incorporated herein by reference.
- the r-TMCD recycle content or allotment (e.g., allocation or credit), which is derived from r-propylene, can be determined is a similar fashion as described above with respect to r-(C 4 )alkanal or r-isobuytraldehyde, taking into account the stoichiometry, conversion, yield, etc. of the total reaction scheme, e.g., a reaction scheme from r-propylene to r-isobutyraldehyde to r-isobutyric acid to r-isobutyric anhydride to r-dimethyl ketene to r-TMCDn to r-TMCD.
- a reaction scheme from r-propylene to r-isobutyraldehyde to r-isobutyric acid to r-isobutyric anhydride to r-dimethyl ketene to r-TMCDn to r-TMCD e.g., allocation or
- r-polyester there is provided methods of making a recycle content polyester product (r-polyester).
- a method of making r-polyester includes a polycondensation or polyesterification method in which r-TMCD (as discussed above) is fed to a reaction vessel containing a diacid or ester (e.g , TP A or DMT) and another diol (e.g., CHDM) and reacted to produce a polycondensation or polyesterification effluent that includes r-polyester, wherein the polyester includes a TMCD residue.
- a diacid or ester e.g TP A or DMT
- CHDM diol
- This method for making r-polyester includes contacting TMCD with the diacid and diol components and a catalyst in a reaction zone under temperatures and pressures for a sufficient period of time to permit the polyester to form, and can be carried out by methods known in the art.
- the r-polyester recycle content or allotment (e.g., allocation or credit), which is derived from r-propylene, can be determined is a similar fashion as described above with respect to r-(C 4 )alkanal or r- isobuytraldehyde, taking into account the stoichiometry ' , conversion, yield, etc.
- reaction scheme e.g., a reaction scheme from r-propyiene to r-isobutyraldehyde to r-isobutyric acid to r-isobutyric anhydride to r-dimethyl ketene to r-TMCDn to r- TMCD to r-polyester.
- a polyester composition comprising at least one polyester having at least one monomeric residue derived from recycled waste content propylene.
- the polyester can be made by any of the processes described herein.
- the polyester composition comprises at least one polyester having a diol component that comprises residues of a cyclobutane diol.
- the cyclobutane diol is 2,2,4,4-tetramethyl-l,3-eyclobutanediol (TMCD).
- TMCD 2,2,4,4-tetramethyl-l,3-eyclobutanediol
- the polyester can contain residues of cyclobutane diol, e.g. TMCD, that is derived from r- propylene or is designated as having recycle content derived from r-propylene in accordance with any of the embodiments associated with r-propylene described herein.
- the term“polyester”, as used herein, is intended to include“copolyesters” and is understood to mean a synthetic polymer prepared by the reaction of one or more difunctional carboxylic acids and/or multifunctional carboxylic acids with one or more difunctional hydroxyl compounds and/or multifunctional hydroxyl compounds.
- the difunctional carboxylic acid can be a dicarboxylic acid and the difunctional hydroxyl compound can be a dihydric alcohol such as, for example, glycols.
- the term“diacid” or “dicarboxylic acid” includes multifunctional acids, such as branching agents.
- glycol or“diol” as used in this application includes, but is not limited to, diols, glycols, and/or multifunctional hydroxyl compounds.
- the difunctional carboxylic acid may be a hydroxy carboxylic acid such as, for example, p- hydroxybenzoic acid
- the difunctional hydroxyl compound may be an aromatic nucleus bearing 2 hydroxyl substituents such as, for example, hydroquinone.
- reduct as used herein, means any organic structure incorporated into a polymer through a polycondensation and/or a polyesterification reaction from the
- the term“repeating unit”, as used herein, means an organic structure having a dicarboxylic acid residue and a diol residue bonded through a carbonyloxy group.
- the dicarboxylic acid residues may be derived from a dicarboxylic acid monomer or its associated acid halides, esters, salts, anhydrides, or mixtures thereof.
- dicarboxylic acid is intended to include dicarboxylic acids and any derivative of a dicarboxylic acid, including its associated acid halides, esters, half-esters, salts, half-salts, anhydrides, mixed anhydrides or mixtures thereof, useful in a reaction process with a diol to make polyester.
- terephthalic acid is intended to include terephthalic acid itself and residues thereof as well as any derivative of terephthalic acid, including its associated acid halides, esters, half-esters, salts, half-salts, anhydrides, mixed anhydrides, and/or mixtures thereof or residues thereof useful in a reaction process with a diol to make copolyester.
- terephthalic acid may be used as the starting material.
- di(C 1 -C 6 )alkyl terephthalate may be used as the starting material.
- dimethyl terephthalate may be used as the starting material.
- mixtures of terephthalic acid and dimethyl terephthalate may be used as the starting material and/or as an intermediate material.
- the polyester comprises a copolyester composition comprising at least one polyester, which comprises:
- a dicarboxylic acid component comprising: i) 70 to 100 mole % of terephthalic acid residues;
- TMCD 2,2,4,4-tetramethyl-1,3-cyclobutanediol
- the inherent viscosity of the polyester is from 0.1 to 1.2 dL/g as determined in 60/40 (wt/wt) phenol/tetrachloroethane at a concentration of 0.5 g/100 ml at 25° C ; and wherein the polyester has a Tg of from 100 to 200° C.
- the polyester composition comprises at least one polyester, which comprises:
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Sustainable Development (AREA)
- Engineering & Computer Science (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Organic Low-Molecular-Weight Compounds And Preparation Thereof (AREA)
Abstract
Description





































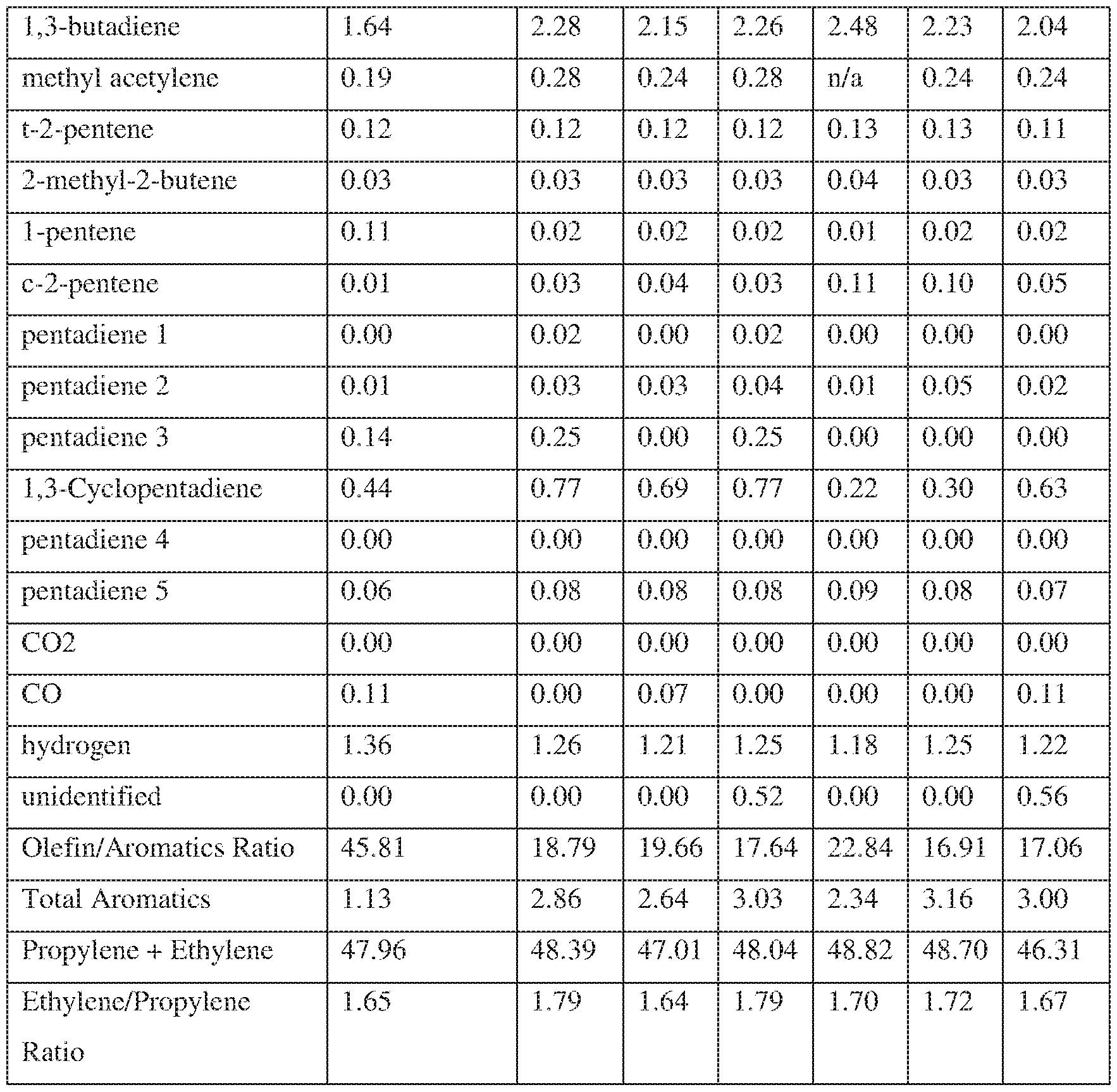

























Claims
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020227006516A KR20220043165A (en) | 2019-07-29 | 2020-07-29 | Recycled Cyclobutane Diol Polyester |
| CN202080055324.9A CN114174375B (en) | 2019-07-29 | 2020-07-29 | Recycled content cyclobutanediol polyester |
| EP20847380.1A EP4004081B1 (en) | 2019-07-29 | 2020-07-29 | Recycle content cyclobutane diol polyester |
| US17/597,726 US12534590B2 (en) | 2019-07-29 | 2020-07-29 | Recycle content cyclobutane diol polyester |
| CN202510033006.7A CN119912669A (en) | 2019-07-29 | 2020-07-29 | Recycled content cyclobutanediol polyester |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201962879718P | 2019-07-29 | 2019-07-29 | |
| US62/879,718 | 2019-07-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021021855A1 true WO2021021855A1 (en) | 2021-02-04 |
Family
ID=74229309
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US2020/043956 Ceased WO2021021855A1 (en) | 2019-07-29 | 2020-07-29 | Recycle content cyclobutane diol polyester |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US12534590B2 (en) |
| EP (1) | EP4004081B1 (en) |
| KR (1) | KR20220043165A (en) |
| CN (2) | CN119912669A (en) |
| TW (1) | TW202112716A (en) |
| WO (1) | WO2021021855A1 (en) |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024046793A1 (en) | 2022-08-31 | 2024-03-07 | Basf Se | Process for thermal treatment of a multicomponent plastic waste material |
| WO2024213732A1 (en) | 2023-04-13 | 2024-10-17 | Basf Se | A process for purifying a pyrolysis oil |
| WO2024213735A1 (en) | 2023-04-13 | 2024-10-17 | Basf Se | Process for purifying a pyrolysis oil |
| WO2024235732A1 (en) | 2023-05-16 | 2024-11-21 | Basf Se | Method for increasing the low-boiling fraction yield from pyrolysis oils and cracker feedstock |
| WO2024260972A1 (en) | 2023-06-19 | 2024-12-26 | Basf Se | Method for discoloration and/or separation of a polymeric material |
| WO2024260969A1 (en) | 2023-06-19 | 2024-12-26 | Basf Se | Process for recovery of a polyalkylene terephthalate based polymer from a colored polymeric material |
| WO2024260990A1 (en) | 2023-06-19 | 2024-12-26 | Basf Se | Process for recycling of a colored polymeric material including discoloration and chemical processing |
| WO2024260970A1 (en) | 2023-06-19 | 2024-12-26 | Basf Se | Method for removal of additives from a polymeric material |
| WO2024260976A1 (en) | 2023-06-19 | 2024-12-26 | Basf Se | Process for recycling of a colored polymeric material and extrusion product obtained therefrom |
| WO2024260991A1 (en) | 2023-06-19 | 2024-12-26 | Basf Se | Process for recovery of a polyethylene terephthalate based polymer from a polymeric material |
| WO2025026747A1 (en) | 2023-07-31 | 2025-02-06 | Basf Se | System and method for controlling the biogenic carbon content during manufacture of a chemical product |
| WO2025026746A1 (en) | 2023-07-31 | 2025-02-06 | Basf Se | System and method for producing a chemical product having a biogenic carbon content from two or more feedstocks |
| WO2025026801A1 (en) | 2023-07-31 | 2025-02-06 | Basf Se | Syngas production plant and method for continuous producing syngas by gasification |
| WO2025026748A1 (en) | 2023-07-31 | 2025-02-06 | Basf Se | System and method for controlling the biogenic carbon content of a chemical product |
| WO2025036761A1 (en) | 2023-08-17 | 2025-02-20 | Basf Se | Method for treating wastewater having an organic content |
| WO2025051086A1 (en) | 2023-09-04 | 2025-03-13 | Basf Se | Recycling method and recycled products |
| WO2025078516A2 (en) | 2023-10-11 | 2025-04-17 | Basf Se | A recycling process for recovering epsilon-caprolactam from a solid material |
| WO2025093347A1 (en) | 2023-10-31 | 2025-05-08 | Basf Se | Process for hydrotreating feedstocks manufactured from biomass and/or plastic waste |
| WO2025103834A1 (en) | 2023-11-16 | 2025-05-22 | Basf Se | Producing renewable hydrocarbons and chemical products from biomass |
| WO2025119733A1 (en) | 2023-12-07 | 2025-06-12 | Basf Se | Chemical plant and method for separating c6−c8 aromatic hydrocarbons from a feedstock stream comprising at least one pyrolysis oil |
| WO2025119722A1 (en) | 2023-12-07 | 2025-06-12 | Basf Se | Chemical plant and method for separating a steam cracker feedstock from a feedstock stream comprising at least one plastic pyrolysis oil |
| WO2025119731A1 (en) | 2023-12-07 | 2025-06-12 | Basf Se | Method and chemical plant for separating c6−c8 aromatic hydrocarbons from a liquid stream |
| US12398328B2 (en) | 2020-02-10 | 2025-08-26 | Eastman Chemical Company | Chemical recycling of processed mixed plastic waste streams |
| US12516250B2 (en) | 2020-02-10 | 2026-01-06 | Eastman Chemical Company | Chemical recycling of solvolysis coproduct streams |
| US12595422B2 (en) | 2020-02-10 | 2026-04-07 | Eastman Chemical Company | Chemical recycling of solvolysis glycol column bottoms coproduct streams |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12497467B2 (en) | 2019-05-24 | 2025-12-16 | Exxon Mobil Product Solutions Company | Recycle content cellulose ester |
| CN113891928B (en) | 2019-05-24 | 2024-10-29 | 伊士曼化工公司 | C4-C7 fraction of cracked pyrolysis oil |
| US12031091B2 (en) | 2019-05-24 | 2024-07-09 | Eastman Chemical Company | Recycle content cracked effluent |
| US11946000B2 (en) | 2019-05-24 | 2024-04-02 | Eastman Chemical Company | Blend small amounts of pyoil into a liquid stream processed into a gas cracker |
| CN119912669A (en) | 2019-07-29 | 2025-05-02 | 伊士曼化工公司 | Recycled content cyclobutanediol polyester |
| US12338211B2 (en) | 2019-07-29 | 2025-06-24 | Eastman Chemical Company | Recycle content (C4)alkanal |
| US11945998B2 (en) | 2019-10-31 | 2024-04-02 | Eastman Chemical Company | Processes and systems for making recycle content hydrocarbons |
| US11319262B2 (en) | 2019-10-31 | 2022-05-03 | Eastman Chemical Company | Processes and systems for making recycle content hydrocarbons |
| EP4051762A4 (en) | 2019-10-31 | 2023-12-27 | Eastman Chemical Company | PYROLYSIS METHOD AND SYSTEM FOR RECYCLED WASTE |
| US11939534B2 (en) | 2019-11-07 | 2024-03-26 | Eastman Chemical Company | Recycle content alpha olefins and fatty alcohols |
| CN118851872A (en) | 2019-11-07 | 2024-10-29 | 伊士曼化工公司 | Recycled Propanol |
| CN114728868B (en) | 2019-11-07 | 2024-09-03 | 伊士曼化工公司 | Recycled content Oxo alcohols and Oxo plasticizers |
| EP4055001A4 (en) | 2019-11-07 | 2024-02-14 | Eastman Chemical Company | MIXED ESTERS WITH RECYCLED CONTENT AND SOLVENTS |
| US12215188B2 (en) * | 2020-07-20 | 2025-02-04 | Sabic Global Technologies B.V. | Process for the preparation of polycarbonates from waste plastic feedstocks |
| CN115989305A (en) | 2020-07-20 | 2023-04-18 | Sabic环球技术有限责任公司 | Method for preparing butene and butadiene from waste plastic raw materials |
| US12195674B2 (en) | 2021-09-21 | 2025-01-14 | Eastman Chemical Company | Using spent caustic solution from pygas treatment to neutralize halogens from liquified waste plastic |
| TWI789321B (en) * | 2022-07-04 | 2023-01-01 | 國立臺灣大學 | Plastic Recycling Methods |
Citations (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2880241A (en) | 1956-01-11 | 1959-03-31 | Exxon Research Engineering Co | Carbonylation synthesis reaction |
| US3239566A (en) | 1960-07-22 | 1966-03-08 | Shell Oil Co | Hydroformylation of olefins |
| US3527809A (en) | 1967-08-03 | 1970-09-08 | Union Carbide Corp | Hydroformylation process |
| US3772405A (en) | 1972-02-02 | 1973-11-13 | Eastman Kodak Co | Process for preparing aromatic diester containing copolyesters and products obtained thereby |
| US3857895A (en) | 1969-05-12 | 1974-12-31 | Union Oil Co | Recovery of catalyst complexes |
| US4248802A (en) | 1975-06-20 | 1981-02-03 | Rhone-Poulenc Industries | Catalytic hydroformylation of olefins |
| US4287370A (en) | 1979-03-21 | 1981-09-01 | Davy Mckee (Oil & Chemicals) Limited | Hydroformylation process for the production of n-valeraldehyde |
| US4287369A (en) | 1979-03-21 | 1981-09-01 | Davy Mckee (Oil & Chemicals) Limited | Hydroformylation of alkenes to aldehydes |
| US4303594A (en) * | 1980-04-25 | 1981-12-01 | Ashland Oil, Inc. | Process for the production of isobutyric acid anhydride |
| US4322564A (en) | 1979-09-21 | 1982-03-30 | Mitsubishi Chemical Industries Limited | Process for hydroformylation of olefins |
| EP0103810A2 (en) | 1982-09-18 | 1984-03-28 | Ruhrchemie Aktiengesellschaft | Process for the preparation of aldehydes |
| EP0114611A2 (en) | 1983-01-19 | 1984-08-01 | BASF Aktiengesellschaft | Process for continuous hydroformylation of olefinic unsaturated compounds |
| US4479012A (en) | 1981-04-08 | 1984-10-23 | Basf Aktiengesellschaft | Recovery of aldehydes from hydroformylation reaction gas |
| EP0144745A1 (en) | 1983-11-12 | 1985-06-19 | Ruhrchemie Aktiengesellschaft | Process for the production of aldehydes |
| US4742178A (en) | 1986-11-10 | 1988-05-03 | Eastman Kodak Company | Low pressure hydroformylation of dienes |
| US4755624A (en) | 1987-02-18 | 1988-07-05 | Eastman Kodak Company | Low pressure hydroformylation process |
| US4774362A (en) | 1987-04-24 | 1988-09-27 | Eastmank Kodak Company | Chelating ligands and catalysts and processes employing the same |
| US4808756A (en) | 1986-04-07 | 1989-02-28 | Kuraray Co., Ltd. | Method for production of α,ω-dialdehydes |
| US4871878A (en) | 1987-08-10 | 1989-10-03 | Eastman Kodak Company | Low pressure rhodium catalyzed hydroformylation of olefins |
| US4873213A (en) | 1988-08-12 | 1989-10-10 | Puckette Thomas A | Low pressure rhodium catalyzed hydroformylation of olefins |
| US4912155A (en) | 1987-02-27 | 1990-03-27 | Ethyl Corporation | Antioxidant aromatic fluorophosphites |
| US4960949A (en) | 1988-12-22 | 1990-10-02 | Eastman Kodak Company | Low pressure rhodium catalyzed hydroformylation of olefins |
| WO1993004026A1 (en) * | 1991-08-20 | 1993-03-04 | Eastman Kodak Company | Process for the manufacture of 2,2,4,4-tetramethylcyclobutanediol |
| US5312951A (en) | 1992-06-20 | 1994-05-17 | Hoechst Aktiengesellschaft | 3,4-dimethyl-2,5,6-tris(p-sulfonatophenyl)-1-phosphanorbornadiene, process for the preparation thereof and process for the hydroformylation of olefinnically unsaturated compounds |
| US5347045A (en) | 1992-05-29 | 1994-09-13 | Hoechst Aktiengesellschaft | Sulfonated 2,2'-bis (diphenylphosphinomethyl)-1,1'-binaphthalenes, process for their preparation and their use in a process for the hydroformylation of olefinically unsaturated compounds |
| US5654347A (en) | 1993-10-04 | 1997-08-05 | Eastman Chemical Company | Concentrates for improving polyester compositions and method of making same |
| US5696176A (en) | 1995-09-22 | 1997-12-09 | Eastman Chemical Company | Foamable polyester compositions having a low level of unreacted branching agent |
| US6693219B2 (en) | 2001-06-02 | 2004-02-17 | Eastman Chemical Company | Epoxide stabilization of fluorophosphite-metal catalyst system in a hydroformylation process |
| US20060287484A1 (en) | 2005-06-17 | 2006-12-21 | Crawford Emmett D | Opththalmic devices comprising polyester compositions formed from 2,2,4,4-tetramethyl-1,3-cyclobutanediol and 1,4-cyclohexanedimethanol |
| US20080039540A1 (en) * | 2005-12-28 | 2008-02-14 | Reitz Robert R | Process for recycling polyesters |
| US20140296407A1 (en) * | 2009-02-06 | 2014-10-02 | Eastman Chemical Company | Aliphatic polyester coating compositions containing tetramethyl cyclobutanediol |
Family Cites Families (309)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2892858A (en) | 1959-06-30 | Certificate of correction | ||
| US1048530A (en) | 1912-02-05 | 1912-12-31 | Don W Harlow | Automobile radiator-lamp. |
| US1219162A (en) | 1915-02-02 | 1917-03-13 | David L Short | Garment-supporter. |
| US1880808A (en) | 1927-03-28 | 1932-10-04 | Eastman Kodak Co | Process of making cellulose esters of carboxylic acids |
| US1683347A (en) | 1927-08-25 | 1928-09-04 | Eastman Kodak Co | Process of making chloroform-soluble cellulose acetate |
| US1698049A (en) | 1928-01-18 | 1929-01-08 | Eastman Kodak Co | Process of making cellulosic esters containing halogen-substituted fatty-acid groups |
| US1984147A (en) | 1929-10-22 | 1934-12-11 | Eastman Kodak Co | Process for the production of cellulose esters and corresponding alkyl esters |
| US1880560A (en) | 1929-12-14 | 1932-10-04 | Eastman Kodak Co | Process for the hydrolysis of cellulose acetate |
| US2026985A (en) | 1933-03-27 | 1936-01-07 | Eastman Kodak Co | Process for the manufacture of aliphatic acid anhydrides |
| US2163013A (en) | 1933-11-17 | 1939-06-20 | Schulz Hermann | Production of volatile fatty acid anhydrides |
| US2129052A (en) | 1936-02-04 | 1938-09-06 | Eastman Kodak Co | Hydrolyzed cellulose acetate |
| US2294984A (en) | 1939-06-29 | 1942-09-08 | Eastman Kodak Co | Process for producting and distilling aliphatic acids |
| US2337004A (en) | 1941-03-27 | 1943-12-14 | Sharples Chemicals Inc | Condensation of amines with alkylene oxides |
| US2368704A (en) | 1943-10-19 | 1945-02-06 | Texaco Development Corp | Treatment of hydrocarbon oils |
| US2464916A (en) | 1947-11-29 | 1949-03-22 | Standard Oil Co | Oxo process |
| US3091632A (en) | 1961-07-06 | 1963-05-28 | Eastman Kodak Co | Process for the production of glycol monoesters from aldehydes |
| DE1251763B (en) | 1962-02-23 | 1967-10-12 | Imperial Chemical Industries Limited London | Process for the preparation of saturated aliphatic carboxylic acids, alcohols and / or ketones |
| US3291821A (en) | 1963-11-04 | 1966-12-13 | Eastman Kodak Co | Preparation of glycol monoesters by condensation of aldehydes in the presence of an aqueous solution of a strong inorganic base |
| DE1495153A1 (en) | 1963-11-28 | 1968-11-28 | Basf Ag | Process for the production of propylene polymers by polymerizing propylene using Ziegler catalysts |
| US3340312A (en) | 1964-10-21 | 1967-09-05 | Eastman Kodak Co | Manufacture of neopentyl glycol and isobutanol |
| US3448173A (en) | 1965-08-25 | 1969-06-03 | Rohm & Haas | Acrylic modifiers which impart impact resistance and transparency to vinyl chloride polymers |
| US3448157A (en) | 1965-09-27 | 1969-06-03 | Shell Oil Co | Hydroformylation of olefins |
| US3493319A (en) | 1967-05-26 | 1970-02-03 | Us Agriculture | Esterification of cellulosic textiles with unsaturated long chain fatty acids in the presence of trifluoroacetic anhydride using controlled cellulose-acid-anhydride ratios |
| US3544291A (en) | 1968-04-22 | 1970-12-01 | Texaco Inc | Coal gasification process |
| US3686334A (en) | 1969-01-13 | 1972-08-22 | Exxon Research Engineering Co | Direct hydration of ethylene to ethanol |
| US3655825A (en) | 1969-03-24 | 1972-04-11 | Rohm & Haas | Acrylic impact resistant modifiers for polyvinyl chloride |
| US3660447A (en) | 1969-07-18 | 1972-05-02 | Ethyl Corp | Process of oxidizing aluminum alkyls |
| US3631225A (en) | 1970-04-28 | 1971-12-28 | Union Carbide Corp | Preparation of polyvinyl acetals |
| US3676523A (en) | 1971-07-16 | 1972-07-11 | Shell Oil Co | Alpha-olefin production |
| US3853968A (en) | 1971-11-21 | 1974-12-10 | Rohm & Haas | Vinyl halide polymer impact modifier |
| US3718689A (en) | 1972-02-10 | 1973-02-27 | Union Carbide Corp | Preparation of trisubstituted-hydroxyalkyl alkanoates |
| US4148830A (en) | 1975-03-07 | 1979-04-10 | Union Carbide Corporation | Hydroformylation of olefins |
| DE2701062C3 (en) | 1976-01-13 | 1987-06-19 | Mitsubishi Gas Chemical Co., Inc., Tokio/Tokyo | Process for the preparation of esters |
| US4097363A (en) | 1976-07-12 | 1978-06-27 | Gulf Research & Development Company | Thermal cracking of light gas oil at high severity to ethylene |
| US4111982A (en) | 1976-07-26 | 1978-09-05 | Monsanto Company | Coproduction of acetic and propionic acids |
| US4147603A (en) | 1976-07-27 | 1979-04-03 | Eastman Kodak Company | Radiation curable cellulose compositions |
| IT1078995B (en) | 1977-05-24 | 1985-05-08 | Montedison Spa | CATALYSTS FOR THE POLYMERIZATION OF OLEFINE |
| US4169861A (en) | 1977-08-19 | 1979-10-02 | Celanese Corporation | Hydroformylation process |
| EP0002908B1 (en) | 1977-12-16 | 1982-05-12 | Monsanto Company | Hydroformylation of formaldehyde with rhodium catalyst |
| US4350829A (en) | 1978-07-14 | 1982-09-21 | Mitsubishi Chemical Industries, Limited | Process for preparing isobutyric acid |
| JPS55151521A (en) | 1979-05-15 | 1980-11-26 | Toyo Soda Mfg Co Ltd | Preparation of alcohol |
| US4225726A (en) | 1979-05-23 | 1980-09-30 | Eastman Kodak Company | Catalytic condensation of aldehydes to 1,3-glycol monoesters |
| EP0031886B1 (en) | 1979-12-20 | 1984-04-11 | Röhm Gmbh | Process for the production of isobutyric acid or its lower alkyl esters |
| US4536597A (en) | 1979-12-31 | 1985-08-20 | The Standard Oil Company (Ohio) | Selective hydrocarboxylation of propylene to isobutyric acid |
| US4332564A (en) | 1980-01-28 | 1982-06-01 | Lord Raymond E | Prefabricated modular crown system |
| US4316990A (en) | 1980-10-29 | 1982-02-23 | Eastman Kodak Company | Preparation of α,β-aldehydes by aldol condensation |
| CA1195340A (en) | 1980-11-14 | 1985-10-15 | The Standard Oil Company | Selective hydrocarboxylation of propylene to isobutyric acid |
| JPS57151693A (en) | 1981-03-13 | 1982-09-18 | Jgc Corp | Production of town gas from solid waste |
| US4443638A (en) | 1981-04-03 | 1984-04-17 | Conoco, Inc. | Preparation of alcohols from internal olefins |
| US4426542A (en) | 1981-04-22 | 1984-01-17 | Monsanto Company | Synthesis of plasticizer and detergent alcohols |
| US5004845A (en) | 1981-08-20 | 1991-04-02 | Davy Mckee (London) Limited | Hydrogenation of aldehydes |
| GB2106893B (en) | 1981-10-05 | 1985-09-18 | Ashland Oil Inc | Process for the production of isobutyric acid anhydride |
| US4446585A (en) | 1982-01-22 | 1984-05-08 | Sani-Jon Mfg., Inc. | Portable toilet |
| US4515659A (en) | 1982-09-30 | 1985-05-07 | Ford Motor Company | Pyrolytic conversion of plastic and rubber waste to hydrocarbons with basic salt catalysts |
| US4548706A (en) | 1983-01-26 | 1985-10-22 | Standard Oil Company (Indiana) | Thermal cracking of hydrocarbons |
| US4482640A (en) | 1983-05-02 | 1984-11-13 | Phillips Petroleum Company | Ethylene oligomerization |
| GB8323962D0 (en) | 1983-09-07 | 1983-10-12 | Bp Chem Int Ltd | Preparation of glycol derivatives |
| US4564647A (en) | 1983-11-14 | 1986-01-14 | Idemitsu Kosan Company Limited | Process for the production of polyethylene compositions |
| US4523370A (en) | 1983-12-05 | 1985-06-18 | Ncr Corporation | Process for fabricating a bipolar transistor with a thin base and an abrupt base-collector junction |
| US4496781A (en) | 1984-04-05 | 1985-01-29 | The Halcon Sd Group, Inc. | Process for the production of ethylene glycol through the hydroformylation of glycol aldehyde |
| JPS60252664A (en) | 1984-05-28 | 1985-12-13 | Nippon Paint Co Ltd | Coating composition |
| GB8430223D0 (en) | 1984-11-30 | 1985-01-09 | Exxon Research Engineering Co | Hydroformylation of olefins |
| GB8500503D0 (en) | 1985-01-09 | 1985-02-13 | Bp Chem Int Ltd | Preparation of glycol ethers & glycol ether esters |
| US4593127A (en) | 1985-01-11 | 1986-06-03 | Union Carbide Corporation | Hydroformylation process |
| US4625068A (en) | 1985-03-20 | 1986-11-25 | Exxon Chemical Patents Inc. | Rhodium catalyzed hydroformylation of internal olefins |
| GB8529244D0 (en) | 1985-11-27 | 1986-01-02 | British Petroleum Co Plc | Chemical process |
| US4970280A (en) | 1987-04-01 | 1990-11-13 | Chisso Corporation | Continuous process for producing high molten viscoelastic polypropylene or ethylene-propylene copolymer |
| CA1309801C (en) | 1987-09-18 | 1992-11-03 | Elizabeth A. Boggs | Process for olefin polymerization |
| US4861629A (en) | 1987-12-23 | 1989-08-29 | Hercules Incorporated | Polyfunctional ethylenically unsaturated cellulosic polymer-based photocurable compositions |
| US4839230A (en) | 1988-01-25 | 1989-06-13 | Eastman Kodak Company | Radiation-polymerizable cellulose esters |
| JPH01299239A (en) | 1988-05-25 | 1989-12-04 | Mitsubishi Gas Chem Co Inc | Manufacturing method of neopentyl glycol |
| US5169985A (en) | 1989-01-25 | 1992-12-08 | Rohm Gmbh | Continuous method for making isobutyric acid |
| FR2650578B1 (en) | 1989-08-02 | 1991-11-22 | Gefitec Sa | COIL FOR THE WINDING OF A STRIP AND PARTICULARLY A HALF STRIP CONTAINING ELECTRONIC COMPONENTS |
| US5082914A (en) | 1989-12-15 | 1992-01-21 | Eastman Kodak Company | Grafted cellulose esters containing a silicon moiety |
| US5557014A (en) | 1990-03-05 | 1996-09-17 | Catalytica, Inc. | Catalytic system for olefin oxidation to carbonyl products |
| US5182379A (en) | 1990-06-05 | 1993-01-26 | Eastman Kodak Company | Acid-curable cellulose esters containing melamine pendent groups |
| EP0500944B1 (en) | 1990-07-24 | 1998-10-07 | Mitsui Chemicals, Inc. | Catalyst for alpha-olefin polymerization and production of poly-alpha-olefin therewith |
| US5087763A (en) | 1990-11-09 | 1992-02-11 | Union Carbide Chemicals & Plastics Technology Corporation | Hydroformylation process |
| DE69108409T2 (en) | 1990-12-03 | 1995-11-09 | Ireton Int Inc | METHOD FOR ABLATION HEAT TRANSFER. |
| FR2669921B1 (en) | 1990-12-04 | 1995-07-21 | Inst Francais Du Petrole | PROCESS FOR THE CONVERSION OF ETHYLENE INTO LIGHT ALPHA OLEFINS. |
| US5180847A (en) | 1991-02-15 | 1993-01-19 | Basf Corporation | Processes for preparing 2,2,4-trimethyl-1,3-pentanediol derivatives |
| EP0502618B1 (en) | 1991-03-05 | 1996-08-14 | BP Chemicals Limited | Polymer cracking |
| DE4110212A1 (en) | 1991-03-28 | 1992-10-01 | Hoechst Ag | METHOD FOR RECOVERING RHODIUM FROM THE BACKUPS OF DISTILLATION OF PRODUCTS OR OXOSYNTHESIS |
| US5144088A (en) | 1991-04-26 | 1992-09-01 | Aristech Chemical Corporation | Manufacture of neopentyl glycol (I) |
| TW218384B (en) | 1991-08-09 | 1994-01-01 | Eastman Kodak Co | |
| US5202463A (en) | 1991-09-10 | 1993-04-13 | Arco Chemical Technology, L.P. | Process for the preparation of a glycol ether ester |
| US5137954A (en) | 1991-09-30 | 1992-08-11 | Monsanto Company | Polyvinyl butyral sheet |
| US5384163A (en) | 1991-10-23 | 1995-01-24 | Basf Corporation | Cellulose esters moidified with anhydrides of dicarboxylic acids and their use in waterborne basecoats |
| EP0555833A1 (en) | 1992-02-10 | 1993-08-18 | Mazda Motor Corporation | Method of an apparatus for producing low boiling point hydrocarbon oil from waste plastics or waste rubber |
| DE4207976C2 (en) | 1992-03-13 | 2001-03-15 | Rwe Umwelt Ag | Process for the production of olefins by thermal treatment of plastic waste |
| US5504259A (en) | 1992-10-29 | 1996-04-02 | Midwest Research Institute | Process to convert biomass and refuse derived fuel to ethers and/or alcohols |
| BR9407041A (en) | 1993-07-20 | 1996-03-12 | Basf Ag | Process for recycling plastics |
| EP0648829B1 (en) | 1993-10-19 | 1998-08-19 | Mitsubishi Jukogyo Kabushiki Kaisha | Process for the gasification of organic materials |
| DE4412941A1 (en) | 1994-04-15 | 1995-10-19 | Thyssen Still Otto Gmbh | Thermal decomposition of waste synthetic mixt. |
| DE4414879C2 (en) | 1994-04-28 | 1998-10-29 | Basf Ag | Process for the preparation of color stable dialkylaminoethanol |
| EP0707016B1 (en) | 1994-10-13 | 1997-09-24 | Japan Polyolefins Co., Ltd. | Catalyst component for producing polyolefin, catalyst for producing polyolefin comprising the catalyst component, and process for producing polyolefin in the presence of the catalyst |
| US5534594A (en) | 1994-12-05 | 1996-07-09 | Rohm And Haas Company | Preparation of butadiene-based impact modifiers |
| FI96216C (en) | 1994-12-16 | 1996-05-27 | Borealis Polymers Oy | Process for the production of polyethylene |
| US5750677A (en) | 1994-12-30 | 1998-05-12 | Eastman Chemical Company | Direct process for the production of cellulose esters |
| DE69602717T2 (en) | 1995-01-18 | 2000-01-13 | Exxon Chemical Ltd., Fareham | HYDROFORMYLATION PROCESS |
| ZA96178B (en) | 1995-01-18 | 1997-06-30 | Exxon Chemical Patents Inc | Organic compounds and processes for their manufacture |
| JPH08283394A (en) | 1995-04-10 | 1996-10-29 | Mitsui Petrochem Ind Ltd | Method for producing polyethylene terephthalate |
| ATE223929T1 (en) | 1995-05-16 | 2002-09-15 | Univation Tech Llc | PRODUCTION OF POLYETHYLENE USING A STEREOISOMERIC METALLOCENE |
| US5723151A (en) | 1995-11-06 | 1998-03-03 | Eastman Chemical Company | Cellulose acetate phthalate enteric coating compositions |
| US5741901A (en) | 1995-11-16 | 1998-04-21 | Eastman Chemical Company | UV curable cellulose esters |
| JP3240403B2 (en) | 1995-12-05 | 2001-12-17 | 日立造船株式会社 | Waste plastic pyrolysis oil conversion system |
| WO1997027167A1 (en) | 1996-01-26 | 1997-07-31 | Eastman Chemical Company | Process for isomerically selective hydrocarboxylation of olefins |
| FI104826B (en) | 1996-01-30 | 2000-04-14 | Borealis As | Heteroatom-substituted metallose compounds for catalytic systems in olefin polymerization and process for their preparation |
| FI101472B1 (en) | 1996-04-29 | 1998-06-30 | Neste Oy | Process for the preparation of monoesters of 1,3-diols |
| US5877358A (en) | 1996-09-23 | 1999-03-02 | Exxon Chemical Patents Inc. | Alcohol hydrogenation with intermediate recycle |
| EP1312619B1 (en) | 1996-12-09 | 2007-11-14 | Mitsubishi Chemical Corporation | Catalyst for the polymerisation of alpha olefins |
| US6255426B1 (en) | 1997-04-01 | 2001-07-03 | Exxon Chemical Patents, Inc. | Easy processing linear low density polyethylene |
| US6278030B1 (en) | 1997-07-15 | 2001-08-21 | Exxon Chemical Patents, Inc. | Process for preparing alcohols by the Oxo process |
| US6075168A (en) | 1997-08-22 | 2000-06-13 | Huntsman Petrochemical Corporation | Selective production of diethanolamine |
| GB9720334D0 (en) | 1997-09-24 | 1997-11-26 | Bp Chem Int Ltd | Chemical process |
| US5866725A (en) | 1997-12-11 | 1999-02-02 | Celanese International Corporation | Process for the production of n-propanol |
| EP1066242B1 (en) | 1998-03-25 | 2003-05-07 | Sulzer Chemtech AG | Process and apparatus for the production of butylacetate and isobutylacetate |
| FI981034A7 (en) | 1998-05-08 | 1999-11-09 | Borealis Polymers Oy | HD polyethylene compositions and method for preparing them |
| US6362367B2 (en) | 1998-04-21 | 2002-03-26 | Union Carbide Chemicals & Plastics Technology Corp. | Preparation of organic acids |
| US6184428B1 (en) | 1998-04-22 | 2001-02-06 | Saudi Basic Industries Corporation | Catalyst and process for ethylene oligomerization |
| EP0985692B1 (en) | 1998-09-09 | 2005-01-19 | Rohm And Haas Company | Improved MBS impact modifier |
| US6455743B1 (en) | 1998-11-27 | 2002-09-24 | Mitsubishi Chemical Corporation | Process for producing alcohols |
| GB9826874D0 (en) | 1998-12-07 | 1999-01-27 | Borealis As | Process |
| DE19925384A1 (en) | 1999-06-02 | 2000-12-07 | Oxeno Olefinchemie Gmbh | Process for the catalytic implementation of multiphase reactions, especially hydroformylations |
| CN2408118Y (en) | 1999-07-16 | 2000-11-29 | 周继福 | Equipment for producing gasoline and diesel oil by using waste plaste and/or heavy oil |
| US6369214B1 (en) | 1999-09-30 | 2002-04-09 | Basf Corporation | Method of dispersing a pigment |
| CZ292620B6 (en) | 1999-10-14 | 2003-11-12 | Sulzer Chemtech Ltd. | Process for preparing ethyl acetate and apparatus for making the same |
| TW572873B (en) | 1999-11-26 | 2004-01-21 | Nippon Catalytic Chem Ind | Method of producing alkanolamines and method of regenerating a catalyst used therein |
| US6376723B2 (en) | 1999-12-29 | 2002-04-23 | Shell Oil Company | Process for the carbonylation of formaldehyde |
| GB0001914D0 (en) | 2000-01-27 | 2000-03-22 | Borealis Polymers Oy | Catalyst |
| CN1309112A (en) | 2000-02-17 | 2001-08-22 | 三菱化学株式会社 | Process for preparing alkylene glycols |
| RU2162461C1 (en) | 2000-05-22 | 2001-01-27 | Зао Химтэк Инжиниринг | Method for production of ethanolamines |
| US6534689B1 (en) | 2001-08-24 | 2003-03-18 | Pyrocat Ltd. | Process for the conversion of waste plastics to produce hydrocarbon oils |
| EP1444276A1 (en) | 2001-11-06 | 2004-08-11 | Dow Global Technologies, Inc. | Isotactic propylene copolymers, their preparation and use |
| US6960635B2 (en) | 2001-11-06 | 2005-11-01 | Dow Global Technologies Inc. | Isotactic propylene copolymers, their preparation and use |
| FR2834515B1 (en) | 2002-01-10 | 2006-03-10 | Atofina | VAPOCRAQUAGE OF MODIFIED NAPHTA |
| CN1202064C (en) | 2002-01-25 | 2005-05-18 | 四川大学 | Process for preparing propionaldehyde from ethylene |
| DE10220801A1 (en) | 2002-05-10 | 2003-11-20 | Oxeno Olefinchemie Gmbh | Process for the rhodium-catalyzed hydroformylation of olefins while reducing the rhodium loss |
| KR100462923B1 (en) | 2002-07-15 | 2004-12-23 | (주)우리체인 | Serial injection device for waste plastics pyclysis recycle system |
| JP4211321B2 (en) | 2002-08-23 | 2009-01-21 | 住友化学株式会社 | Adhesive film |
| DE10313319A1 (en) | 2003-03-25 | 2004-10-07 | Basf Ag | Hydroformylation process |
| US6825255B2 (en) | 2003-05-01 | 2004-11-30 | Solutia Incorporated | Polyvinyl butyral sheet having antiblocking characteristics |
| KR100916954B1 (en) | 2003-05-07 | 2009-09-14 | 미쓰비시 가가꾸 가부시키가이샤 | Process for producing aldehyde |
| JP2007508922A (en) | 2003-10-02 | 2007-04-12 | ミシシッピ・ステイト・ユニバーシティ | Production of biodiesel fuel and other useful chemicals from wastewater treatment plant sludge |
| CN1259391C (en) | 2003-10-17 | 2006-06-14 | 中国科学院过程工程研究所 | Method of cracking heavy hydrocarbon to prepare low-carbon olefin and the cracking gasifier system |
| CN1894384B (en) | 2003-12-19 | 2010-04-28 | 国际壳牌研究有限公司 | Systems and methods for producing crude oil products |
| US7128827B2 (en) | 2004-01-14 | 2006-10-31 | Kellogg Brown & Root Llc | Integrated catalytic cracking and steam pyrolysis process for olefins |
| MXPA06010339A (en) | 2004-03-14 | 2007-01-23 | Ozmotech Pty Ltd | Process and plant for conversion of waste material to liquid fuel. |
| US20050209469A1 (en) | 2004-03-22 | 2005-09-22 | Shutt John R | Converting propylene in an oxygenate-contaminated propylene stream to non-polymerization derivative products |
| US7589145B2 (en) | 2004-04-15 | 2009-09-15 | Exxonmobil Chemical Patents Inc. | Syndiotactic rich polyolefins |
| DE102004020524A1 (en) | 2004-04-26 | 2005-11-10 | Basell Polyolefine Gmbh | Polyethylene for film, e.g. stretch film, used in carrier bags, contains ethylene homopolymers and/or copolymers of ethylene with 1-alkenes |
| EP1591460B1 (en) | 2004-04-29 | 2006-06-14 | Borealis Technology Oy | Process for producing polyethylene |
| US20050277778A1 (en) | 2004-06-10 | 2005-12-15 | Krishnan Viswanathan | Carbon dioxide production |
| DE602005010255D1 (en) | 2004-07-08 | 2008-11-20 | Exxonmobil Chem Patents Inc | CATALYST SYSTEM FOR OLEFIN POLYMERIZATION AND METHOD FOR ITS USE |
| CA2496839A1 (en) | 2004-07-19 | 2006-01-19 | Woodland Chemical Systems Inc. | Process for producing ethanol from synthesis gas rich in carbon monoxide |
| TW200635892A (en) | 2005-02-10 | 2006-10-16 | Sulzer Chemtech Ag | A method for the manufacture of carboxylic acid ester by means of a reactive distillation |
| KR100710542B1 (en) | 2005-06-21 | 2007-04-24 | 에스케이 주식회사 | Process for the Distillation of Light Olefin Hydrocarbons from Hydrocarbon Raw Material Mixtures |
| WO2007047657A1 (en) | 2005-10-20 | 2007-04-26 | Exxonmobil Chemical Patents Inc. | Hydrocarbon resid processing |
| US7621973B2 (en) | 2005-12-15 | 2009-11-24 | General Electric Company | Methods and systems for partial moderator bypass |
| US7629491B2 (en) | 2006-06-26 | 2009-12-08 | Eastman Chemical Company | Hydrocarboxylation process |
| US8148518B2 (en) | 2007-02-14 | 2012-04-03 | Eastman Chemical Company | Cellulose esters and their production in carboxylated ionic liquids |
| US8304573B2 (en) | 2007-03-07 | 2012-11-06 | Mitsubishi Rayon Co., Ltd. | Recovery method of pyrolysis product of resin |
| US7652175B2 (en) | 2007-06-27 | 2010-01-26 | H R D Corporation | High shear process for the production of acetaldehyde |
| US8105399B2 (en) | 2007-07-31 | 2012-01-31 | Endicott Biofuels Ii, Llc | Production of renewable diesel by pyrolysis and esterification |
| US9593055B2 (en) | 2008-01-30 | 2017-03-14 | Saudi Basic Industries Corporation | Method for preparing linear alpha-olefins |
| US20090203900A1 (en) | 2008-02-13 | 2009-08-13 | Eastman Chemical Comapany | Production of cellulose esters in the presence of a cosolvent |
| FI121235B (en) | 2008-02-25 | 2010-08-31 | Valtion Teknillinen | Novel cellulose derivatives, process for their preparation and their use |
| US20090300971A1 (en) | 2008-06-04 | 2009-12-10 | Ramin Abhari | Biorenewable naphtha |
| US8354563B2 (en) | 2008-10-16 | 2013-01-15 | Maverick Biofuels, Inc. | Methods and apparatus for synthesis of alcohols from syngas |
| DE102008058967A1 (en) | 2008-11-25 | 2010-06-10 | Wenzel Bergmann | Process for the production of synthesis gas and / or liquid raw materials and / or energy carriers from waste and / or biomass |
| KR101206214B1 (en) | 2009-01-16 | 2012-12-03 | 주식회사 엘지화학 | System For Producing Alcohol From Olefin |
| US8900416B2 (en) | 2009-02-24 | 2014-12-02 | University Of Georgia Research Foundation, Inc. | Production of higher quality bio-oils by in-line esterification of pyrolysis vapor |
| US20120232173A1 (en) | 2009-07-01 | 2012-09-13 | James Charles Juranitch | High Energy Power Plant Fuel, and CO or CO2 Sequestering Process |
| EP2475751A1 (en) | 2009-09-10 | 2012-07-18 | Emmanouil Koukios | Methodology for the removal of inorganic components from urban wastes, industrial wastes and sludges from sewage treatment plants |
| US8344195B2 (en) | 2009-10-16 | 2013-01-01 | Jumluck Srinakruang | Process for producing fuel from plastic waste material by using dolomite catalyst |
| US20130184505A1 (en) | 2009-10-27 | 2013-07-18 | Ignite Energy Resources Limited | Methods for Producing Hydrocarbon Products from Bio-Oils and/or Coal-Oils |
| US8344186B2 (en) | 2010-02-02 | 2013-01-01 | Celanese International Corporation | Processes for producing ethanol from acetaldehyde |
| US8815992B2 (en) | 2010-04-14 | 2014-08-26 | Exxonmobil Research And Engineering Company | Tetracarboxylic ester plasticizers |
| US8377154B2 (en) | 2010-05-18 | 2013-02-19 | Kellogg Brown & Root Llc | Gasification system and process for maximizing production of syngas and syngas-derived products |
| US8404911B2 (en) | 2010-05-27 | 2013-03-26 | Jumluck Srinakruang | Process for producing fuel from vegetable oil by using ore catalyst |
| CN101948386B (en) | 2010-09-15 | 2012-12-26 | 宜兴市恒兴精细化工有限公司 | Method for preparing 2,2,4-trimethyl-1,3-pentanediol monoisobutyrate |
| US8183422B2 (en) | 2010-10-25 | 2012-05-22 | Conocophillips Company | Hydrocarbons from pyrolysis oil |
| US8658019B2 (en) | 2010-11-23 | 2014-02-25 | Equistar Chemicals, Lp | Process for cracking heavy hydrocarbon feed |
| HUE049112T2 (en) | 2010-12-08 | 2020-09-28 | Pravansu S Mohanty | Depolymerization process |
| US8829258B2 (en) | 2010-12-27 | 2014-09-09 | Phillips 66 Company | Integrated FCC biomass pyrolysis/upgrading |
| US8480880B2 (en) | 2011-01-18 | 2013-07-09 | Chevron U.S.A. Inc. | Process for making high viscosity index lubricating base oils |
| SG191197A1 (en) | 2011-01-19 | 2013-07-31 | Exxonmobil Chem Patents Inc | Method and apparatus for converting hydrocarbons into olefins |
| WO2012099671A1 (en) | 2011-01-19 | 2012-07-26 | Exxonmobil Chemical Patent Inc. | Method and apparatus for converting hydrocarbons into olefins using hydroprocessing and thermal pyrolysis |
| IT1404131B1 (en) | 2011-02-18 | 2013-11-15 | Cooperativa Autotrasportatori Fiorentini C A F Societa Cooperativa A R L | PRODUCTION OF CO-PYROLYSIS HYDROCARBONS OF PLASTIC AND PNEUMATIC MATERIALS WITH MICROWAVE HEATING. |
| US9200207B2 (en) | 2011-05-31 | 2015-12-01 | University Of Central Florida Research Foundation, Inc. | Methods of producing liquid hydrocarbon fuels from solid plastic wastes |
| CN102249909A (en) | 2011-08-05 | 2011-11-23 | 天津市化学试剂研究所 | Method for preparing bis(2-ethylhexyl)adipate |
| WO2013025186A1 (en) | 2011-08-12 | 2013-02-21 | Eastman Chemical Company | Process for the preparation of polyesters with high recycle content |
| US8981165B2 (en) | 2011-09-14 | 2015-03-17 | Enerkem, Inc. | Production of alcohols having three carbon atoms from carbonaceous materials |
| US8987530B2 (en) | 2011-09-14 | 2015-03-24 | Enerkem, Inc. | Production of alcohols having at least four carbon atoms from carbonaceous materials |
| EP2748283A1 (en) | 2011-10-31 | 2014-07-02 | Shell Internationale Research Maatschappij B.V. | A method for upgrading an oil, a fuel product and a hydrocarbon product fraction |
| CN103130611B (en) | 2011-11-23 | 2016-04-20 | 山东华鲁恒升化工股份有限公司 | Neopentyl glycol condensation hydrogenation production technique and device thereof |
| US20130178672A1 (en) | 2012-01-06 | 2013-07-11 | Shell Oil Company | Process for making a distillate product and/or c2-c4 olefins |
| US20130296619A1 (en) | 2012-05-07 | 2013-11-07 | Larry L. Iaccino | Production of Olefins and Aromatics |
| US20140031583A1 (en) | 2012-07-27 | 2014-01-30 | Anellotech, Inc. | Olefin conditioning in a fast catalytic pyrolysis recycle process |
| JP6215936B2 (en) | 2012-08-09 | 2017-10-18 | リンデ アクチエンゲゼルシャフトLinde Aktiengesellschaft | Conversion process of hydrocarbon feedstock by thermal steam cracking |
| JP6244536B2 (en) | 2012-08-27 | 2017-12-13 | パナソニックIpマネジメント株式会社 | Clothing processing equipment |
| CN103664444B (en) | 2012-09-25 | 2015-10-28 | 中国石油化工股份有限公司 | A kind of method using useless catalytic cracking catalyst to produce ethene and propylene |
| KR20140042402A (en) | 2012-09-28 | 2014-04-07 | 주식회사 엘지화학 | Apparatus and method for preparing alcohols from olefins |
| US9249080B2 (en) | 2012-10-17 | 2016-02-02 | Anellotech, Inc. | Chemical intermediates by catalytic fast pyrolysis process |
| WO2014072058A1 (en) | 2012-11-08 | 2014-05-15 | Linde Aktiengesellschaft | Process for producing olefin-containing products by thermal steam cracking |
| US9428695B2 (en) | 2013-02-12 | 2016-08-30 | Saudi Basic Industries Corporation | Conversion of plastics to olefin and aromatic products with product recycle |
| US8895790B2 (en) | 2013-02-12 | 2014-11-25 | Saudi Basic Industries Corporation | Conversion of plastics to olefin and aromatic products |
| WO2014172540A2 (en) | 2013-04-19 | 2014-10-23 | Sga Polymers, Llc | Improved acrylic acid and acrylate ester from lactide process |
| US9926246B2 (en) | 2013-05-03 | 2018-03-27 | Saudi Basic Industries Corporation | Integrated process for simultaneous production of oxo-alcohols and plasticizers |
| KR20210043726A (en) | 2013-05-09 | 2021-04-21 | 사솔 테크날러지 (프로프라이어터리) 리미티드 | Oligomerisation of ethylene to mixtures of 1-hexene and 1-octene |
| US10087380B2 (en) | 2013-06-05 | 2018-10-02 | Phillips 66 Company | Converting ethane to liquid fuels and chemicals |
| EA029413B1 (en) | 2013-07-02 | 2018-03-30 | Сауди Бейсик Индастриз Корпорейшн | Method for cracking a hydrocarbon feedstock in a steam cracker unit |
| ES2721634T3 (en) | 2013-07-02 | 2019-08-02 | Saudi Basic Ind Corp | Method of production of aromatic compounds and light olefins from a hydrocarbon feedstock |
| TWI654177B (en) | 2013-10-31 | 2019-03-21 | 德商巴斯夫歐洲公司 | Process for preparing carboxylic acid esters and use thereof as plasticizer |
| WO2015104430A1 (en) | 2014-01-13 | 2015-07-16 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e. V. | Method for producing pyrolysis gas or pyrolysis oil from biogenic staring materials and pyrolysis oil, pyrolysis gas and deoxygenation catalysts that can be produced by means of said method |
| US9428598B2 (en) | 2014-02-07 | 2016-08-30 | Eastman Chemical Company | Amorphous propylene-ethylene copolymers |
| US10308740B2 (en) | 2014-02-07 | 2019-06-04 | Eastman Chemical Company | Amorphous propylene-ethylene copolymers |
| US9309183B2 (en) | 2014-02-20 | 2016-04-12 | Basf Corporation | Plasticizer composition comprising di(2-ethylhexyl) terephthalate |
| KR102387332B1 (en) | 2014-02-25 | 2022-04-14 | 사우디 베이식 인더스트리즈 코포레이션 | Process for converting mixed waste plastic (MWP) into valuable petrochemicals |
| US10040735B2 (en) | 2014-05-08 | 2018-08-07 | Exxonmobil Research And Engineering Company | Method of producing an alcohol-containing pyrolisis product |
| US20160090539A1 (en) | 2014-09-30 | 2016-03-31 | Uop Llc | Fcc units, apparatuses and methods for processing pyrolysis oil and hydrocarbon streams |
| US10017702B2 (en) | 2014-10-07 | 2018-07-10 | Lummus Technology Inc. | Thermal cracking of crudes and heavy feeds to produce olefins in pyrolysis reactor |
| WO2016069622A1 (en) | 2014-10-29 | 2016-05-06 | Resinate Materials Group, Inc. | High recycle content polyester polyols from hydroxy-functional ketal acids, esters or amides |
| CN105732354A (en) | 2014-12-08 | 2016-07-06 | 中国石油天然气股份有限公司 | A method for synthesizing 2,2,4,4-tetramethyl-1,3-cyclobutanedione |
| US9856198B1 (en) | 2014-12-10 | 2018-01-02 | Dp&Pl Llc | Processes for making C3 products from ethylene and syngas using hydroformylation strategies |
| US10618088B2 (en) | 2014-12-24 | 2020-04-14 | Takahashi Seisakusho Inc. | Pyrolytic furnace, water gas generation system, and combustion gas supply method for water gas generation system |
| US20160244677A1 (en) | 2015-02-24 | 2016-08-25 | Uop Llc | Apparatuses and methods for fluid catalytic cracking with feedstock temperature control |
| DE102015108552A1 (en) | 2015-02-27 | 2016-09-01 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Pyrolysis oil and process for its preparation |
| WO2016142809A1 (en) | 2015-03-10 | 2016-09-15 | Sabic Global Technologies, B.V. | A robust integrated process for conversion of waste plastics to final petrochemical products |
| WO2016142806A1 (en) | 2015-03-10 | 2016-09-15 | Sabic Global Technologies, B.V. | Process for hydrocracking of hydrocarbon streams and pyrolysis oils |
| WO2016142807A1 (en) | 2015-03-10 | 2016-09-15 | Sabic Global Technologies, B.V. | Process for preparation of hydrocracking catalyst for use in hydrocracking of hydrocarbon streams |
| WO2016142808A1 (en) | 2015-03-10 | 2016-09-15 | Sabic Global Technologies, B.V. | An integrated process for conversion of waste plastics to final petrochemical products |
| US10240119B2 (en) | 2015-05-06 | 2019-03-26 | Maverick Biofeuls, Inc | Combined anaerobic digester and GTL system and method of use thereof |
| CN107849413B (en) | 2015-07-30 | 2019-01-04 | 博里利斯股份公司 | Polypropylene composition with improved hot tack |
| US10308896B2 (en) | 2015-08-10 | 2019-06-04 | The Procter & Gamble Company | Methods for producing alkylbenzenes, paraffins, olefins and oxo alcohols from waste plastic feedstocks |
| WO2017089962A1 (en) | 2015-11-23 | 2017-06-01 | Sabic Global Technologies B.V. | Process for enhancing gasoline octane boosters, gasoline boosters, and gasolines |
| ES2912133T3 (en) | 2016-02-25 | 2022-05-24 | Sabic Global Technologies Bv | Integrated process to increase olefin production through recycling and treatment of heavy cracking residues |
| RU2740014C2 (en) | 2016-02-29 | 2020-12-30 | Шитал БАФНА | Method of producing olefins using saturation of aromatic compounds |
| JP2019512586A (en) | 2016-03-31 | 2019-05-16 | ソルヴェイ(ソシエテ アノニム) | Process for the conversion of plastics into waxes by decomposition and mixtures of hydrocarbons obtained thereby |
| CN106008218A (en) | 2016-05-20 | 2016-10-12 | 百川化工(如皋)有限公司 | Method for synthesizing tri (2-ethylhexyl) trimellitate |
| US10442997B2 (en) | 2016-06-29 | 2019-10-15 | Sabic Global Technologies B.V. | Plastic pyrolysis |
| CN109311666B (en) | 2016-06-30 | 2022-07-19 | 陶氏环球技术有限责任公司 | Process for converting methane to propionaldehyde |
| US10865348B2 (en) | 2016-07-13 | 2020-12-15 | Sabic Global Technologies B.V. | Process which does simultaneous dehydrochlorination and hydrocracking of pyrolysis oils from mixed plastic pyrolysis while achieving selective hydrodealkylation of C9+ aromatics |
| US10870803B2 (en) | 2016-07-16 | 2020-12-22 | Ramin Karimzadeh | Method for upgrading a hydrocarbon feed |
| WO2018025104A1 (en) | 2016-08-01 | 2018-02-08 | Sabic Global Technologies, B.V. | A catalytic process of simultaneous pyrolysis of mixed plastics and dechlorination of the pyrolysis oil |
| CN109563414B (en) | 2016-08-01 | 2021-07-27 | 沙特基础全球技术有限公司 | Dechlorination of mixed plastic pyrolysis oils using devolatilizing extrusion and chloride scavengers |
| CN109563412B (en) | 2016-08-04 | 2021-06-11 | 国际壳牌研究有限公司 | Improved biomass conversion process |
| WO2018055555A1 (en) | 2016-09-22 | 2018-03-29 | Sabic Global Technologies, B.V. | An integrated process configuration involving the steps of pyrolysis, hydrocracking, hydrodealkylation and steam cracking |
| CN109844070B (en) * | 2016-10-11 | 2022-01-04 | 沙特基础全球技术有限公司 | Method for producing olefins and aromatics from mixed plastics |
| CN106496378B (en) | 2016-10-19 | 2018-08-10 | 安徽皖维高新材料股份有限公司 | A kind of short screw extruder polyvinyl butyral resin and its production method |
| AR110493A1 (en) | 2016-12-08 | 2019-04-03 | Shell Int Research | A METHOD FOR PRE-TREAT AND CONVERT HYDROCARBONS |
| JP7051873B2 (en) | 2017-01-05 | 2022-04-11 | サビック グローバル テクノロジーズ ベスローテン フェンノートシャップ | Conversion of waste plastics to propylene and cumene |
| JP7065372B2 (en) | 2017-01-05 | 2022-05-12 | サビック グローバル テクノロジーズ ベスローテン フェンノートシャップ | Pyrolysis of waste plastic to high value products such as benzene and xylene |
| CN110139846B (en) | 2017-01-05 | 2022-07-01 | 沙特基础全球技术有限公司 | Conversion of waste plastics to propylene and cumene |
| SG11201907036UA (en) | 2017-02-02 | 2019-08-27 | Sabic Global Technologies Bv | A process for the preparation of a feedstock for a hydroprocessing unit and an integrated hydrotreating and steam pyrolysis process for the direct processing of a crude oil to produce olefinic and aromatic petrochemicals |
| JP7359694B2 (en) | 2017-02-28 | 2023-10-11 | イーストマン ケミカル カンパニー | Cellulose acetate fibers in nonwoven fabrics |
| WO2019018554A2 (en) | 2017-07-18 | 2019-01-24 | Lummus Technology Llc | Integrated pyrolysis and hydrocracking units for crude oil to chemicals |
| CN107460005B (en) | 2017-07-26 | 2019-05-21 | 天津大学 | The method and device of aromatic hydrocarbon and alkene is prepared using bio oil catalytic hydrogenation coupling and catalyzing cracking |
| CN109575978B (en) | 2017-09-28 | 2021-01-08 | 中国石油化工股份有限公司 | Processing method of biological oil |
| WO2020152329A1 (en) | 2019-01-24 | 2020-07-30 | Sabic Global Technologies B.V. | Process for the preparation of polymers from waste plastic feedstocks |
| US11447576B2 (en) | 2019-02-04 | 2022-09-20 | Eastman Chemical Company | Cellulose ester compositions derived from recycled plastic content syngas |
| GB201903079D0 (en) | 2019-03-07 | 2019-04-24 | Oxford Sustainable Fuels Ltd | Process |
| US20200369965A1 (en) | 2019-05-24 | 2020-11-26 | Eastman Chemical Company | Feeding pyoil and steam at cracker furnace crossover |
| CN113891928B (en) | 2019-05-24 | 2024-10-29 | 伊士曼化工公司 | C4-C7 fraction of cracked pyrolysis oil |
| US12497467B2 (en) | 2019-05-24 | 2025-12-16 | Exxon Mobil Product Solutions Company | Recycle content cellulose ester |
| US12031091B2 (en) | 2019-05-24 | 2024-07-09 | Eastman Chemical Company | Recycle content cracked effluent |
| WO2020242924A1 (en) | 2019-05-24 | 2020-12-03 | Eastman Chemical Company | Recycle content propionaldehyde |
| US11946000B2 (en) | 2019-05-24 | 2024-04-02 | Eastman Chemical Company | Blend small amounts of pyoil into a liquid stream processed into a gas cracker |
| WO2020242925A1 (en) | 2019-05-24 | 2020-12-03 | Eastman Chemical Company | Recycle content ethylene and propylene |
| US20220281796A1 (en) | 2019-07-29 | 2022-09-08 | Eastman Chemical Company | Recycle content (c4)alkanoic acid |
| US12338211B2 (en) | 2019-07-29 | 2025-06-24 | Eastman Chemical Company | Recycle content (C4)alkanal |
| CN119912669A (en) | 2019-07-29 | 2025-05-02 | 伊士曼化工公司 | Recycled content cyclobutanediol polyester |
| EP4034571A4 (en) | 2019-09-27 | 2023-10-11 | Eastman Chemical Company | Cellulose ester compositions derived from recycled cellulose ester content syngas |
| US11220637B2 (en) | 2019-10-30 | 2022-01-11 | Saudi Arabian Oil Company | System and process for steam cracking and PFO treatment integrating selective hydrogenation and FCC |
| US11377609B2 (en) | 2019-10-30 | 2022-07-05 | Saudi Arabian Oil Company | System and process for steam cracking and PFO treatment integrating hydrodealkylation and naphtha reforming |
| US11091708B2 (en) | 2019-10-30 | 2021-08-17 | Saudi Arabian Oil Company | System and process for steam cracking and PFO treatment integrating selective hydrogenation and ring opening |
| US20210130717A1 (en) | 2019-10-30 | 2021-05-06 | Saudi Arabian Oil Company | System and process for steam cracking and pfo treatment integrating selective hydrogenation, selective hydrocracking and naphtha reforming |
| US11390818B2 (en) | 2019-10-30 | 2022-07-19 | Saudi Arabian Oil Company | System and process for steam cracking and PFO treatment integrating hydrodealkylation |
| US11220640B2 (en) | 2019-10-30 | 2022-01-11 | Saudi Arabian Oil Company | System and process for steam cracking and PFO treatment integrating selective hydrogenation, FCC and naphtha reforming |
| US11091709B2 (en) | 2019-10-30 | 2021-08-17 | Saudi Arabian Oil Company | System and process for steam cracking and PFO treatment integrating selective hydrogenation, ring opening and naphtha reforming |
| US11001773B1 (en) | 2019-10-30 | 2021-05-11 | Saudi Arabian Oil Company | System and process for steam cracking and PFO treatment integrating selective hydrogenation and selective hydrocracking |
| US12371625B2 (en) | 2019-10-31 | 2025-07-29 | Eastman Chemical Company | Processes and systems for making recycle content hydrocarbons through a propylene fractionator |
| US11319262B2 (en) | 2019-10-31 | 2022-05-03 | Eastman Chemical Company | Processes and systems for making recycle content hydrocarbons |
| CN114630883A (en) | 2019-10-31 | 2022-06-14 | 伊士曼化工公司 | Pyrolysis method and system for recycling waste |
| EP4051762A4 (en) | 2019-10-31 | 2023-12-27 | Eastman Chemical Company | PYROLYSIS METHOD AND SYSTEM FOR RECYCLED WASTE |
| US11945998B2 (en) | 2019-10-31 | 2024-04-02 | Eastman Chemical Company | Processes and systems for making recycle content hydrocarbons |
| US12528995B2 (en) | 2019-10-31 | 2026-01-20 | ExxonMobil Product Solutions Company | Pyrolysis method and system for recycled waste |
| US20210139620A1 (en) | 2019-11-07 | 2021-05-13 | Eastman Chemical Company | Recycle content polystryene |
| CN114728868B (en) | 2019-11-07 | 2024-09-03 | 伊士曼化工公司 | Recycled content Oxo alcohols and Oxo plasticizers |
| US11939534B2 (en) | 2019-11-07 | 2024-03-26 | Eastman Chemical Company | Recycle content alpha olefins and fatty alcohols |
| CN119331112A (en) | 2019-11-07 | 2025-01-21 | 伊士曼化工公司 | Cellulose esters containing recycled butyryl |
| KR20220097485A (en) | 2019-11-07 | 2022-07-07 | 이스트만 케미칼 컴파니 | Recycled oxo glycol |
| CN118851872A (en) | 2019-11-07 | 2024-10-29 | 伊士曼化工公司 | Recycled Propanol |
| WO2021092291A1 (en) | 2019-11-07 | 2021-05-14 | Eastman Chemical Company | Recycle content glycol esters |
| EP4055001A4 (en) | 2019-11-07 | 2024-02-14 | Eastman Chemical Company | MIXED ESTERS WITH RECYCLED CONTENT AND SOLVENTS |
| US20220380328A1 (en) | 2019-11-07 | 2022-12-01 | Eastman Chemical Company | Recycle content ethylene oxide or alkylene glycols |
| EP4055004A4 (en) | 2019-11-07 | 2024-02-21 | Eastman Chemical Company | ALKANOLAMINES WITH RECYCLED CONTENT |
| FI129981B (en) | 2019-11-29 | 2022-12-15 | Neste Oyj | A method for processing liquefied waste plastics |
| EP4081618A4 (en) | 2019-12-23 | 2024-01-03 | Chevron U.S.A. Inc. | CIRCULAR ECONOMY OF POLYPROPYLENE PLASTIC WASTE THROUGH A REFINERY FCC UNIT |
| JP7623380B2 (en) | 2019-12-23 | 2025-01-28 | シェブロン ユー.エス.エー. インコーポレイテッド | Circular economy of waste plastics to polypropylene and lubricants via refined FCC and isomerization dewaxing units |
| MX2022007132A (en) | 2019-12-23 | 2022-09-19 | Chevron Usa Inc | CIRCULAR ECONOMY FOR PLASTIC WASTE IN POLYPROPYLENE THROUGH FLUID CATALYTIC CRACKING (FCC) OF REFINERY AND RENTAL UNITS. |
| CA3174931A1 (en) | 2020-04-13 | 2021-10-21 | Bruce Roger Debruin | Recycle content polyethylene |
| WO2021211508A1 (en) | 2020-04-13 | 2021-10-21 | Eastman Chemical Company | Chemical recycling of metal-containing plastics mixtures |
| US20230134082A1 (en) | 2020-04-13 | 2023-05-04 | Eastman Chemical Company | Recycle content hydrogen |
| EP4136154A4 (en) | 2020-04-13 | 2024-04-24 | Eastman Chemical Company | AMORPHOUS POLYOLEFINS WITH RECYCLED CONTENT |
| CA3174795A1 (en) | 2020-04-13 | 2021-10-21 | Bruce Roger Debruin | Recycle content polypropylene |
| US20230374402A1 (en) | 2020-10-16 | 2023-11-23 | Shell Oil Company | Recovery of aliphatic hydrocarbons |
| WO2022133527A1 (en) | 2020-12-23 | 2022-06-30 | Clean Energy Resources Pty Ltd | A process for converting waste into clean energy and value-added products |
| EP4284896A1 (en) | 2021-01-29 | 2023-12-06 | Totalenergies Onetech | Method for purifying a pyrolysis oil in order to upgrade it by steam-cracking |
-
2020
- 2020-07-29 CN CN202510033006.7A patent/CN119912669A/en active Pending
- 2020-07-29 KR KR1020227006516A patent/KR20220043165A/en active Pending
- 2020-07-29 CN CN202080055324.9A patent/CN114174375B/en active Active
- 2020-07-29 WO PCT/US2020/043956 patent/WO2021021855A1/en not_active Ceased
- 2020-07-29 TW TW109125652A patent/TW202112716A/en unknown
- 2020-07-29 EP EP20847380.1A patent/EP4004081B1/en active Active
- 2020-07-29 US US17/597,726 patent/US12534590B2/en active Active
Patent Citations (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2880241A (en) | 1956-01-11 | 1959-03-31 | Exxon Research Engineering Co | Carbonylation synthesis reaction |
| US3239566A (en) | 1960-07-22 | 1966-03-08 | Shell Oil Co | Hydroformylation of olefins |
| US3527809A (en) | 1967-08-03 | 1970-09-08 | Union Carbide Corp | Hydroformylation process |
| US3857895A (en) | 1969-05-12 | 1974-12-31 | Union Oil Co | Recovery of catalyst complexes |
| US3772405A (en) | 1972-02-02 | 1973-11-13 | Eastman Kodak Co | Process for preparing aromatic diester containing copolyesters and products obtained thereby |
| US4248802A (en) | 1975-06-20 | 1981-02-03 | Rhone-Poulenc Industries | Catalytic hydroformylation of olefins |
| US4287370A (en) | 1979-03-21 | 1981-09-01 | Davy Mckee (Oil & Chemicals) Limited | Hydroformylation process for the production of n-valeraldehyde |
| US4287369A (en) | 1979-03-21 | 1981-09-01 | Davy Mckee (Oil & Chemicals) Limited | Hydroformylation of alkenes to aldehydes |
| US4322564A (en) | 1979-09-21 | 1982-03-30 | Mitsubishi Chemical Industries Limited | Process for hydroformylation of olefins |
| US4303594A (en) * | 1980-04-25 | 1981-12-01 | Ashland Oil, Inc. | Process for the production of isobutyric acid anhydride |
| US4479012A (en) | 1981-04-08 | 1984-10-23 | Basf Aktiengesellschaft | Recovery of aldehydes from hydroformylation reaction gas |
| EP0103810A2 (en) | 1982-09-18 | 1984-03-28 | Ruhrchemie Aktiengesellschaft | Process for the preparation of aldehydes |
| EP0114611A2 (en) | 1983-01-19 | 1984-08-01 | BASF Aktiengesellschaft | Process for continuous hydroformylation of olefinic unsaturated compounds |
| EP0144745A1 (en) | 1983-11-12 | 1985-06-19 | Ruhrchemie Aktiengesellschaft | Process for the production of aldehydes |
| US4808756A (en) | 1986-04-07 | 1989-02-28 | Kuraray Co., Ltd. | Method for production of α,ω-dialdehydes |
| US4742178A (en) | 1986-11-10 | 1988-05-03 | Eastman Kodak Company | Low pressure hydroformylation of dienes |
| US4755624A (en) | 1987-02-18 | 1988-07-05 | Eastman Kodak Company | Low pressure hydroformylation process |
| US4912155A (en) | 1987-02-27 | 1990-03-27 | Ethyl Corporation | Antioxidant aromatic fluorophosphites |
| US4774362A (en) | 1987-04-24 | 1988-09-27 | Eastmank Kodak Company | Chelating ligands and catalysts and processes employing the same |
| US4871878A (en) | 1987-08-10 | 1989-10-03 | Eastman Kodak Company | Low pressure rhodium catalyzed hydroformylation of olefins |
| US4873213A (en) | 1988-08-12 | 1989-10-10 | Puckette Thomas A | Low pressure rhodium catalyzed hydroformylation of olefins |
| US4960949A (en) | 1988-12-22 | 1990-10-02 | Eastman Kodak Company | Low pressure rhodium catalyzed hydroformylation of olefins |
| WO1993004026A1 (en) * | 1991-08-20 | 1993-03-04 | Eastman Kodak Company | Process for the manufacture of 2,2,4,4-tetramethylcyclobutanediol |
| US5347045A (en) | 1992-05-29 | 1994-09-13 | Hoechst Aktiengesellschaft | Sulfonated 2,2'-bis (diphenylphosphinomethyl)-1,1'-binaphthalenes, process for their preparation and their use in a process for the hydroformylation of olefinically unsaturated compounds |
| US5312951A (en) | 1992-06-20 | 1994-05-17 | Hoechst Aktiengesellschaft | 3,4-dimethyl-2,5,6-tris(p-sulfonatophenyl)-1-phosphanorbornadiene, process for the preparation thereof and process for the hydroformylation of olefinnically unsaturated compounds |
| US5654347A (en) | 1993-10-04 | 1997-08-05 | Eastman Chemical Company | Concentrates for improving polyester compositions and method of making same |
| US5696176A (en) | 1995-09-22 | 1997-12-09 | Eastman Chemical Company | Foamable polyester compositions having a low level of unreacted branching agent |
| US6693219B2 (en) | 2001-06-02 | 2004-02-17 | Eastman Chemical Company | Epoxide stabilization of fluorophosphite-metal catalyst system in a hydroformylation process |
| US20060287484A1 (en) | 2005-06-17 | 2006-12-21 | Crawford Emmett D | Opththalmic devices comprising polyester compositions formed from 2,2,4,4-tetramethyl-1,3-cyclobutanediol and 1,4-cyclohexanedimethanol |
| US20080039540A1 (en) * | 2005-12-28 | 2008-02-14 | Reitz Robert R | Process for recycling polyesters |
| US20140296407A1 (en) * | 2009-02-06 | 2014-10-02 | Eastman Chemical Company | Aliphatic polyester coating compositions containing tetramethyl cyclobutanediol |
Non-Patent Citations (6)
| Title |
|---|
| MEYER ET AL., Z. NATURFORSCH, BI. CHEM. SCI., vol. 48, 1993, pages 659 |
| RIESEL ET AL., J. Z. ANORG. ALLG. CHEM., vol. 603, 1991, pages 145 |
| See also references of EP4004081A4 |
| SOGANCIOGLU MERVE; AHMETLI GULNARE; YEL ESRA: "A Comparative Study on Waste Plastics Pyrolysis Liquid Products Quantity and Energy Recovery Potential", ENERGY PROCEDIA, ELSEVIER, NL, vol. 118, 11 September 2017 (2017-09-11), NL, pages 221 - 226, XP085187791, ISSN: 1876-6102, DOI: 10.1016/j.egypro.2017.07.020 * |
| TULLOCK ET AL., J. ORG. CHEM., vol. 25, 1960, pages 2016 |
| WHITE ET AL., J. AM. CHEM. SOC., vol. 92, 1970, pages 7125 |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12595422B2 (en) | 2020-02-10 | 2026-04-07 | Eastman Chemical Company | Chemical recycling of solvolysis glycol column bottoms coproduct streams |
| US12516250B2 (en) | 2020-02-10 | 2026-01-06 | Eastman Chemical Company | Chemical recycling of solvolysis coproduct streams |
| US12398328B2 (en) | 2020-02-10 | 2025-08-26 | Eastman Chemical Company | Chemical recycling of processed mixed plastic waste streams |
| WO2024046793A1 (en) | 2022-08-31 | 2024-03-07 | Basf Se | Process for thermal treatment of a multicomponent plastic waste material |
| WO2024213732A1 (en) | 2023-04-13 | 2024-10-17 | Basf Se | A process for purifying a pyrolysis oil |
| WO2024213735A1 (en) | 2023-04-13 | 2024-10-17 | Basf Se | Process for purifying a pyrolysis oil |
| WO2024235732A1 (en) | 2023-05-16 | 2024-11-21 | Basf Se | Method for increasing the low-boiling fraction yield from pyrolysis oils and cracker feedstock |
| WO2024260990A1 (en) | 2023-06-19 | 2024-12-26 | Basf Se | Process for recycling of a colored polymeric material including discoloration and chemical processing |
| WO2024260976A1 (en) | 2023-06-19 | 2024-12-26 | Basf Se | Process for recycling of a colored polymeric material and extrusion product obtained therefrom |
| WO2024260991A1 (en) | 2023-06-19 | 2024-12-26 | Basf Se | Process for recovery of a polyethylene terephthalate based polymer from a polymeric material |
| WO2024260970A1 (en) | 2023-06-19 | 2024-12-26 | Basf Se | Method for removal of additives from a polymeric material |
| WO2024260969A1 (en) | 2023-06-19 | 2024-12-26 | Basf Se | Process for recovery of a polyalkylene terephthalate based polymer from a colored polymeric material |
| WO2024260972A1 (en) | 2023-06-19 | 2024-12-26 | Basf Se | Method for discoloration and/or separation of a polymeric material |
| WO2025026801A1 (en) | 2023-07-31 | 2025-02-06 | Basf Se | Syngas production plant and method for continuous producing syngas by gasification |
| WO2025026748A1 (en) | 2023-07-31 | 2025-02-06 | Basf Se | System and method for controlling the biogenic carbon content of a chemical product |
| WO2025026746A1 (en) | 2023-07-31 | 2025-02-06 | Basf Se | System and method for producing a chemical product having a biogenic carbon content from two or more feedstocks |
| WO2025026747A1 (en) | 2023-07-31 | 2025-02-06 | Basf Se | System and method for controlling the biogenic carbon content during manufacture of a chemical product |
| WO2025036761A1 (en) | 2023-08-17 | 2025-02-20 | Basf Se | Method for treating wastewater having an organic content |
| WO2025051086A1 (en) | 2023-09-04 | 2025-03-13 | Basf Se | Recycling method and recycled products |
| WO2025078516A2 (en) | 2023-10-11 | 2025-04-17 | Basf Se | A recycling process for recovering epsilon-caprolactam from a solid material |
| WO2025093347A1 (en) | 2023-10-31 | 2025-05-08 | Basf Se | Process for hydrotreating feedstocks manufactured from biomass and/or plastic waste |
| WO2025103834A1 (en) | 2023-11-16 | 2025-05-22 | Basf Se | Producing renewable hydrocarbons and chemical products from biomass |
| WO2025119733A1 (en) | 2023-12-07 | 2025-06-12 | Basf Se | Chemical plant and method for separating c6−c8 aromatic hydrocarbons from a feedstock stream comprising at least one pyrolysis oil |
| WO2025119722A1 (en) | 2023-12-07 | 2025-06-12 | Basf Se | Chemical plant and method for separating a steam cracker feedstock from a feedstock stream comprising at least one plastic pyrolysis oil |
| WO2025119731A1 (en) | 2023-12-07 | 2025-06-12 | Basf Se | Method and chemical plant for separating c6−c8 aromatic hydrocarbons from a liquid stream |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4004081B1 (en) | 2025-09-17 |
| EP4004081A4 (en) | 2023-08-02 |
| CN119912669A (en) | 2025-05-02 |
| EP4004081A1 (en) | 2022-06-01 |
| CN114174375B (en) | 2025-01-28 |
| CN114174375A (en) | 2022-03-11 |
| US20220363862A1 (en) | 2022-11-17 |
| TW202112716A (en) | 2021-04-01 |
| US12534590B2 (en) | 2026-01-27 |
| KR20220043165A (en) | 2022-04-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12534590B2 (en) | Recycle content cyclobutane diol polyester | |
| CN114423803B (en) | Process for preparing polyesters using recycled monomers from pyrolysis and methanolysis | |
| US20250276949A1 (en) | Recycle content (c4)alkanal | |
| US12497467B2 (en) | Recycle content cellulose ester | |
| CN114729061B (en) | Cellulose esters containing recycled butyryl | |
| EP4003950A1 (en) | Recycle content (c4)alkanoic acid | |
| US12104121B2 (en) | Recycle content mixed esters and solvents | |
| US20220289655A1 (en) | Recycle content propionaldehyde | |
| US20220380328A1 (en) | Recycle content ethylene oxide or alkylene glycols | |
| EP4054996A1 (en) | Recycle content oxo alcohols & oxo plasticizers | |
| US20230002524A1 (en) | Recycle content poly(vinyl acetal) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20847380 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20227006516 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2020847380 Country of ref document: EP Effective date: 20220228 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 202080055324.9 Country of ref document: CN |
|
| WWG | Wipo information: grant in national office |
Ref document number: 2020847380 Country of ref document: EP |
|
| WWG | Wipo information: grant in national office |
Ref document number: 17597726 Country of ref document: US |