WO2021025578A1 - Polyethylene composition - Google Patents
Polyethylene composition Download PDFInfo
- Publication number
- WO2021025578A1 WO2021025578A1 PCT/RU2019/000556 RU2019000556W WO2021025578A1 WO 2021025578 A1 WO2021025578 A1 WO 2021025578A1 RU 2019000556 W RU2019000556 W RU 2019000556W WO 2021025578 A1 WO2021025578 A1 WO 2021025578A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- composition according
- composition
- polyethylene
- preparing
- hdpe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/005—Processes for mixing polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0061—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof characterized by the use of several polymeric components
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/06—Polyethylene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/04—Homopolymers or copolymers of ethene
- C08J2323/06—Polyethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2423/04—Homopolymers or copolymers of ethene
- C08J2423/06—Polyethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2423/04—Homopolymers or copolymers of ethene
- C08J2423/08—Copolymers of ethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2423/10—Homopolymers or copolymers of propene
- C08J2423/12—Polypropene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/14—Applications used for foams
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
- C08L2205/025—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group containing two or more polymers of the same hierarchy C08L, and differing only in parameters such as density, comonomer content, molecular weight, structure
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/03—Polymer mixtures characterised by other features containing three or more polymers in a blend
- C08L2205/035—Polymer mixtures characterised by other features containing three or more polymers in a blend containing four or more polymers in a blend
Definitions
- the present invention relates to composite materials based on mixtures of polyethylene of diverse structures, with improved compatibility of components, in particular, low-density polyethylene (LDPE), linear polyethylene and high-density polyethylene (HDPE).
- LDPE low-density polyethylene
- HDPE high-density polyethylene
- This composition can be used in building and construction, transport, cable, and pipe industries, in production of packaging materials and articles obtained by a foaming, which are characterized by high heat, sound, and waterproof properties, as well as in the form of film material produced by a blowing method or any other known method.
- polyethylene is one of the most well known polymeric materials; however, it has rather limited fields of application due to the need to improve some of its properties.
- Polyethylene-based materials are known that are prepared by various methods. LDPE (low-density polyethylene), also called HPPE (high pressure polyethylene), is prepared by a radical mechanism at high pressure and temperature. Homo- and copolymer, HDPE (high-density polyethylene), also called LPPE (low- pressure polyethylene), is prepared by a catalytic method at low pressure and temperature. Copolymers of ethylene with higher a-olefins, linear PE of low density (LLDPE) and medium density (MDPE), are also prepared by a catalytic method. Each type of PE differs in its structural features that determine the complex of properties of these materials and specific qualities forming them.
- LDPE polyethylene
- MFR melt flow rate index
- 30 cN centinewton
- LDPE analogs later appeared, such as linear-chain ethylene homo- or copolymers produced using Ziegler-Natta catalysts at low pressure; HDPE; and linear polyethylene (PE), exhibit a higher crystallinity of the polymer matrix, which gives them significant advantages in strength characteristics, heat resistance, and surface hardness.
- low melt strength of linear varieties of PE does not allow them to completely replace LDPE on the market of polymer articles.
- Foam materials are currently of interest and, if LDPE is used in this method for producing plastic materials, first of all high values of polymer melt strength are required for the preservation of the foam structure of the material exiting the forming device of the extruder.
- Foamed LDPE has a number of advantages over the well-known and widespread foamed polymeric materials, such as polyurethane foam, polystyrene foam, polyvinyl chloride foam, etc.
- LDPE is significantly inferior to its analogs in such an important parameter as heat resistance, and cannot be kept for a long time at temperatures above 80°C. This feature significantly reduces potential fields of application and use of both foamed LDPE and other materials based on it.
- International application W02005068548 discloses a polyethylene mixture comprising from 40 to 70 wt.% bimodal HDPE with a density of from 0.950 to 0.968 g/cm 3 , and from 30 to 60 wt.% LDPE with a density of from 0.915 to 0.930 g/cm 3 .
- the melt flow rate (MFR190°C/2.16 kg ) of the mixture according to this invention is from 3 to 15 g/10 min.
- the proposed PE mixture is used for lamination and coating with a thin polymer barrier layer of hard surfaces.
- the closest analogue of the composition claimed in the present invention is a PE mixture described in WO0248258.
- the composition according to the claimed invention is intended for the manufacture of extrusion coatings and films.
- the composition includes:
- LLDPE linear low density polyethylene
- C6-C8 a-olefin a copolymer of ethylene and a C6-C8 a-olefin, having a melt flow rate at 190°C of from 0.05 to 1 g/10 min, a density in the range of from 0.90 to 0.93 g/cm 3 , and a polydispersity index of from 1 to 4;
- HDPE high density polyethylene
- LDPE low density polyethylene
- LDPE low density polyethylene
- a polydispersity index of from 9 to 12 having a melt flow rate at 190°C of from 0.3 to 4 g/10 min and a density of from 0.90 to 0.93 g/cm 3 .
- Said composition according to embodiments of the invention is prepared by dry mixing of all components with further melt processing.
- This composition is characterized by the following parameters: tensile strength at break of from 27600 to 34000 kPa, elongation by 839-927%, puncture resistance of from 378 to 510 N/cm 2 .
- tensile strength at break of from 27600 to 34000 kPa
- elongation by 839-927% puncture resistance of from 378 to 510 N/cm 2
- puncture resistance of from 378 to 510 N/cm 2 .
- Such characteristics ensure the use of the composition for the manufacture of films, including by blowing method.
- a low melt strength index of 10 cN does not make it possible to expand the use of the composition to the production of articles by foaming.
- the object of the present invention is to offer a composition based on a mixture of polyethylenes with an increased melt strength, which allows the production of articles using a foaming method, as well as preservation of heat resistance, optical and deformation strength characteristics, hardness, and elasticity.
- the technical result of the present invention is to obtain a composition based on polyethylene mixtures by increasing the melt strength, allowing the production of articles by foaming.
- An additional technical result is an improvement of the surface quality (gloss and smoothness) of the material prepared on the basis of this polyethylene composition, and the possibility of preparing this composition with a desired combination of physical properties by an economical one-step method, without the need for a crosslinking step and other post-processing steps.
- LDPE low density polyethylene
- LLDPE linear low density polyethylene
- HDPE high density polyethylene
- the nucleating effect of polypropylene can be observed, inter alia, in an increase the compositional compatibility of polyethylenes, which leads to an increase in the homogeneity and stability of the supramolecular structure of the polymer matrix and, therefore, to an improvement in the surface quality of the extruded material, such as smoothness and gloss.
- the invention also relates to a method for preparing a polyethylene composition for foaming, comprising mixing and processing components, as defined below, into homogeneous melt, wherein the amount of components are given based on the total weight of the composition:
- LDPE low-density polyethylene
- HDPE high-density polyethylene
- LLDPE linear low-density polyethylene
- PP polypropylene
- the invention also relates to the use of the above polyethylene composition as a composition for the production of articles by foaming and to the articles thus produced.
- composition according to the present invention includes the following components:
- LDPE low density polyethylene
- HDPE high-density polyethylene
- LLDPE linear low-density polyethylene
- D. from 0.5 to 10 wt.% of polypropylene, and E. from 0 to 2 wt.% of other additives.
- PE polyethylene
- HDPE high-density polyethylene
- HPPE high-pressure polyethylene
- PP polypropylene
- T vicat, Vicat heat resistance under a load of 10N;
- low-density polyethylene LDPE
- linear low-density polyethylene LLDPE
- HDPE high-density polyethylene
- a polyethylene used as LDPE is produced by radical chain-growth polymerization of ethylene at high pressure (up to 2000 atm or more) in tubular or autoclave reactors.
- the LDPE used in the composition is characterized by an MFR 190° / 2,16 kg of from 0.1 to 0.7 g/10 min, preferably from 0.2 to 0.5 g/10 min, more preferably from 0.2 to 0.4 g/10 min, and by a density of from 0.910 to 0.935 g/cm 3 , preferably from 0.910 to 0.930 g/cm 3 , more preferably from 0.915 to 0.925 g/cm 3 .
- the content of LDPE in the composition is from 20 to 84 wt.%, preferably from 25 to 80 wt.%, and most preferably from 30 to 76 wt.
- Trademarks of LDPE that can be used as LDPE in the composition are, for example: LDPE 15303-003 produced by Tomskneftekhim, LLC (Tomsk), LDPE 15303-003 produced by Kazanorgsintez, PJSC(Kazan), LDPE 15313-003 produced by Kazanorgsintez, PJSC (Kazan), LDPE 15303-003 produced by Ufaorgsintez, PJSC (Ufa), etc.
- a polyethylene used as LLDPE is prepared by anionic- coordination copolymerization of ethylene with higher C 3 -C 10 a-olefins under low pressure on Ziegler-Natta catalysts or by using metallocene catalytic systems, according to standard industrial technologies.
- the LLDPE used in the composition is characterized by an MFR 190°/2,16 kg of from 0.5 to 2 g/10 min, preferably from 0.7 to 1.5 g/10 min, more preferably from 0.8 to 1.3 g/10 min, and by a density of from 0.895 to 0.935 g/cm 3 , preferably from 0.910 to 0.925 g/cm 3 . It is preferable to use the LLDPE that has a molecular weight of from 50000 to
- the molecular weight according to the present invention means an average-weight molecular weight, unless otherwise specified.
- the content of LLDPE in the composition is from 5 to 25 wt.%, preferably from 8 to 20 wt.%.
- LLDPE Known trademarks of LLDPE or mixtures thereof can be used as LLDPE in the composition, for example, Daelim XP 9200 with an MFR 190°/2,16 kg of 1.0 g/10 min produced by South Korea, Daelim VL 0001 with an MFR 190°/2,16 kg of 1.0 g/10 min produced by South Korea, Daelim XP 9100 with an MFR 190°/2,16 kg of 0.8 g/10 min produced by South Korea, Sabic G 1620B with an MFR 190°/2,16 kg of 1.0 g/10 min produced by Saudi Arabia, LLDPE 1500E with an MFR 190°/2,16 kg of from 1.0 to 1.4 g/10 min produced by Nizhnekamskneftekhim (Nizhnekamsk), BA 204E with an MFR 190°/2,16 kg of 0.8 g/10 min produced by Borealis (Austria), Moplen HP556E with an MFR 190°/2,16 k g
- Polyethylene used as HDPE is prepared by anionic-coordination homopolymerization of ethylene or copolymerization of ethylene with higher C 3 -C 10 a- olefins under low pressure using Ziegler-Natta catalysts according to standard industrial technologies.
- the HDPE used in the composition is characterized by an MFR 190°/2,16 kg of from 0.05 to 5 g/10 min, preferably from 0.2 to 5 g/10 min, most preferably from 0.3 to 5 g/10 min and by a density of from 0.935 to 0.970 g/cm 3 , preferably from 0.940 to 0.960 g/cm 3 .
- the content of HDPE in the composition is from 10 to 70 wt.%, preferably from 12 to 60 wt.%, most preferably from 15 to 50 wt.%.
- HDPE monomodal homo- and copolymers of ethylene with higher C 3 - C 10 a-olefins having an average molecular weight of from 80000 to 200000 g/mol, preferably from 100000 to 150000 g/mol
- HDPEs of known trademarks or mixtures thereof can also be used as the HDPE in the composition, for example, HDPE 276-73, 273-83, P-Y342, PE2NT22-12, SABIC HDPE 5429, SABIC HDPE F 04660, HDPE PE30T-49 and other trademarks with similar properties.
- Propylene homopolymers that can be used are both high-flow homopolymer propylene, such as PPH270 with MFR 230°/2,16 kg of 25-27 g/10 min and/or PPH450 with MFR 230°/2,16 kg of 45g/10 min, and preferably low-flow homopolymer propylene, such as PPH030GP with a melt flow rate of from 2 to 5 g/10 min, preferably from 2.5 to 4 g/10 min, produced by SIBUR LLC or other companies in the Russian Federation or abroad.
- high-flow homopolymer propylene such as PPH270 with MFR 230°/2,16 kg of 25-27 g/10 min and/or PPH450 with MFR 230°/2,16 kg of 45g/10 min
- low-flow homopolymer propylene such as PPH030GP with a melt flow rate of from 2 to 5 g/10 min, preferably from 2.5 to 4 g/10 min, produced by SIBUR LLC or other companies in the Russian Federation or abroad.
- the content of semi-crystalline isotactic polypropylene in the composition varies from 0.5 to 10 wt.%, preferably from 1 to 7 wt.%, most preferably from 1 to 5 wt.%.
- composition according to the present invention can comprise other additives, such as antioxidants, heat stabilizers, light stabilizers, or mixtures thereof, etc.
- additives that can also be used include sulfur-containing antioxidants, phenolic or phosphite antioxidants, for example pentaerythritol ester of 3,5-di-tert- butyl-4-hydroxy-phenylpropionic acid (Irganox 1010), tri-(phenyl-2,4-di-tert- butyl)phosphite (Irgafos 168), and/or similar heat stabilizers of other trademarks, and amine-type light stabilizers and stabilizers of other types or synergistic mixtures of stabilizer, such as Irganox B225, Irganox B215 and others.
- the content of these additives in the composition may be in the range of from 0 to 2 wt.%, preferably from 0.05 to 1.5 wt.%, most preferably from 0.1 to 1
- compositions according to the present invention can be prepared by any known method of mixing thermoplastic polymers.
- the composition is prepared by a one-step method comprising melt processing of a dry mixture of all ingredients of the composition in any suitable equipment, including single or twin screw extruders, closed rotary mixers, etc., wherein the dry mixture is previously prepared by any method known in the art.
- the temperature used for mixing the components is traditional for this field and is determined by the properties of a particular polyethylene. More particularly, the components are mixed at a temperature higher than the melting points of polyethylenes constituting the composition and lower than their decomposition temperatures.
- the temperature of mixing the components is preferably between 200 and 260°C, more preferably between 210 and 250°C.
- Processing modes of the resulting composition do not differ from standard modes used and depend on rheological characteristics of polyethylene.
- the most preferable method of processing is melt extrusion.
- compositions obtained by the method according to the invention are suitable for use as raw materials for the manufacture of the sheath and/or insulation of electrical cables, the sheath of fiber-optic cables, various tubular articles, and the outer layer of insulation of pipelines.
- LDPE LDPE 15303-003 and 15803-020, which are main brands produced by Tomskneftekhim, LLC;
- the used isotactic PP was:
- Borstar 6052 composition which is an industrial grade composition based on bimodal medium-density polyethylene produced by the Borstar two-reactor technology of Borealis company, was used as a comparative sample. This grade is used in the manufacture of the sheath of fiber optic cables. Methods of studying compositions
- the melt flow rate was determined at a temperature of 190°C and under a load of 2.16 N, according to National State Standard 11645.
- the tensile yield strength, ultimate strain at break and relative deformation at break were determined according to GOST 11262 at a test velocity of 50 mm/min.
- the flexural modulus was determined according to ASTMD, 790, the type of testing was a three-point bend test at a test velocity of 1.3 mm/min.
- the Shore D/1 hardness was determined according to National State Standard
- the Vicat (10H) heat resistance test was determined according to ASTM 1525.
- the melt strength was determined in a capillary rheometer Smart Rheo 2000.
- the melt was forced through the capillary, filled into a drawing device and drawn with a constant acceleration. Once achieving a specific draw speed, the drawn thread broke.
- the force fixed on a tensometer at the time of breaking the thread was considered as the melt strength.
- the polyethylene melt strength was measured by using a capillary of 2 mm diameter at a temperature of 190°C.
- the surface quality of polyethylene materials was evaluated using a Brabender laboratory single-screw extruder at an extrusion zone temperature of 150-160-170- 180°C (the extrusion temperature can be changed depending on the melt viscosity of a polyethylene composition), with a thread die diameter of 1.8 mm and a screw speed of 50-150 rpm.
- the surface quality of the exiting and air-cooled polyethylene thread was evaluated visually: "+" if the smoothness and gloss of the surface are good, and if the smoothness and/or gloss of the surface is unsatisfactory.
- compositions on an extrusion line First, a mechanical mixture of ingredients of a PE composition, the so-called charge, is prepared in the preliminary step of dry mixing by using standard mixing equipment under standard conditions at a temperature from 15 to 30°C.
- the resulting charge mixture is loaded into a funnel or another dosing device of an extruder, preferably a twin-screw extruder, with an L/D of at least 30, preferably at least 35, and processed into the finished product - granules, by standard methods.
- the maximum melt-processing temperature in the extrusion equipment is from 210 to 260°C.
- Samples for physical and mechanical, thermal physical and other tests are prepared by a hot-pressing method under standard conditions at a temperature of 160 to
- Test polymer material is prepared by melt processing of granulate of the main basic industrial grade LDPE, 15303-003, in a laboratory twin-screw extruder LTE-20- 44 at a maximum cylinder zone temperature of 220°C and a screw speed of 250 rpm.
- the resulting material has a tensile strength at break of 13.7 MPa, a relative elongation at break of 600%, a Shore D/1s hardness of 49, Vicat heat resistance of 89°C, a melt strength MS 190/2/12 of 21.7 cN, and a good surface quality of the extruded polymer.
- a mixture comprising 57 wt.% of LLDPE Daelim XP 9200, 38 wt.% of HDPE 273-83, and 5 wt.% of PP PPH030GP is prepared in a paddle mixer, the mixture is stirred for 2-10 minutes at room temperature and at nominal rotor speed for this equipment.
- the dry mixture of the components, obtained in the first step is processed in a twin-screw extruder LTE-20-44 at a maximum cylinder zone temperature of 240°C and a screw speed of 250 rpm.
- the resulting composition is characterized by a tensile strength at break of 36.0 MPa, a relative elongation at break of 770%, a Shore D/1s hardness of 60, VicatioH heat resistance of 112°C, a melt strength MS190/2/12 of 9.5 cN, and a good surface quality of the extruded polymer.
- the process is performed similarly to Example 2 except that a charge mixture is prepared by using 65 wt.% of LDPE 15303-003, 30 wt.% of HDPE 276-73, and 5 wt.% : of PP PPH030GP.
- the resulting composition is characterized by a tensile strength at break of 13.9 MPa, a relative elongation at break of 550%, a Shore D/1s hardness of 58, T vicat,0 heat resistance of 108°C, a melt strength MS 190/2/12 of 30.6 cN, and a good surface quality of the extruded polymer.
- the process is performed similarly to Example 2 except that a charge mixture is prepared by using 50 wt.% of LDPE 15303-003, 20 wt.% of LLDPE Daelim XP 9200, and 30 wt.% of HDPE 276-73.
- the resulting composition is characterized by a tensile strength at break of 21.0 MPa, a relative elongation at break of 640%, a Shore D/1s hardness of 58, VicatioH heat resistance of 108°C, a melt strength MS 190/2/12 of 43.8 cN, but a bad surface quality of the extruded polymer.
- Example 5
- the process is performed similarly to Example 2 except that a charge mixture is prepared by using 49.5 wt.% of LDPE 15303-003, 20 wt.% of LLDPE Daelim XP 9200, 30 wt.% of HOPE 276-73, and 0.5 wt.% of PP PPH030GP.
- the resulting composition is characterized by a tensile strength at break of 22.3
- Example 6 The process is performed similarly to Example 5 except that a charge mixture is prepared by using 1.0 wt.% of PP PPH030GP instead of 0.5 wt.%.
- the resulting composition is characterized by a tensile strength at break of 23.1 MPa, a relative elongation at break of 800%, a Shore D/1s hardness of 59, VicatioH heat resistance of 109°C, a melt strength MS 190/2/12 of 49.5 cN, and a good surface quality of the extruded polymer.
- Example 5 The process is performed similarly to Example 5 except that a charge mixture is prepared by using 3.0 wt.% of PP PPH030GP instead of 0.5 wt.%.
- the resulting composition is characterized by a tensile strength at break of 25.4 MPa, a relative elongation at break of 890%, a Shore D/1s hardness of 59, VicatioH heat resistance of 110°C, a melt strength MS190/2/12 of 44.5 cN, and a good surface quality of the extruded polymer.
- the process is performed similarly to Example 7 except that a charge mixture is prepared by using 3.0 wt.% of PPH270GP instead of 3.O wt% of PPH030GP.
- the resulting composition is characterized by a tensile strength at break of 24.6 MPa, a relative elongation at break of 870%, a Shore D/1s hardness of 59, VicatioH heat resistance of 109°C, a melt strength MS190/2/12 of 45.8 cN, and a good surface quality of the extruded polymer.
- Example 9
- Example 10 The process is performed similarly to Example 5 except that a charge mixture is prepared by using 5.0 wt.% of PPH030GP instead of 0.5 wt.%.
- the resulting composition is characterized by a tensile strength at break of 23.0 MPa, a relative elongation at break of 810%, a Shore D/1s hardness of 60, T vicat,0 heat resistance of 112°C, a melt strength MS190/2/12 of 41.7 cN, and a good surface quality of the extruded polymer.
- Example 10 Example 10
- the process is performed similarly to Example 7 except that a charge mixture is prepared by using 3.0 wt.% of PPH450GP instead of 3.0 wt.% of PPH030GP.
- the resulting composition is characterized by a tensile strength at break of 24.0 MPa, a relative elongation at break of 860%, a Shore D/1s hardness of 59, VicatlOH heat resistance of 109°C, a melt strength MS 190/2/12 of 44.7 cN, and a good surface quality of the extruded polymer.
- Example 5 The process is performed similarly to Example 5 except that a charge mixture is prepared by using 10.0 wt.% of PPH030GP instead of 0.5 wt.%.
- the resulting composition is characterized by a tensile strength at break of 17.7
- Example 12 The process is performed similarly to Example 8 except that a charge mixture is prepared by using 10 wt.% of PPH270GP instead of 3.0 wt.%.
- the resulting composition is characterized by a tensile strength at break of 22.3
- Example 10 The process is performed similarly to Example 10 except that a charge mixture is prepared by using 10 wt.% of PPH450GP instead of 3.0 wt.%.
- the resulting composition is characterized by a tensile strength at break of 22.1 MPa, a relative elongation at break of 800%, a Shore D/1s hardness of 61, T vicat,0 heat resistance of 111°C, a melt strength MS190/2/12 of 37.8 cN, and a good surface quality of the extruded polymer.
- Example 14 (comparative)
- Example 4 The process is performed similarly to Example 4 (comparative) except that HOPE 273-83 is used instead of HOPE 276-73.
- the resulting composition is characterized by a tensile strength at break of 22.5 MPa, a relative elongation at break of 700%, a Shore D/1s hardness of 58, T vicat,0 heat resistance of 109°C, a melt strength MS 190/2/12 of 49.8 cN, but a bad surface quality of the extruded polymer.
- Example 14 The process is performed similarly to Example 14 (comparative) except that 49.0 wt.% instead of 50.0 wt.% of LDPE 15303-003 are used and 1.0 wt.% of PP PPH030GP is further introduced.
- the resulting composition is characterized by a tensile strength at break of 25.5 MPa, a relative elongation at break of 830%, a Shore D/1s hardness of 59, T vicat,0 heat resistance of 110°C, a melt strength MS 190/2/12 of 55.5 cN, and a good surface quality of the extruded polymer.
- Example 15 The process is performed similarly to Example 15 except that 47.0 wt.% instead of 49.0 wt.% of LDPE 15303-003 are used and 3.0 wt.% of PP PPH030GP are further introduced.
- the resulting composition is characterized by a tensile strength at break of 26.5 MPa, a relative elongation at break of 840%, a Shore D/l s hardness of 60, T vicat,0 heat resistance of 111°C, a melt strength MS 190/2/12 of 54.3 cN, and a good surface quality of the extruded polymer.
- Example 16 The process is performed similarly to Example 16 except that 45.0 wt.% instead of 47.0 wt.% of LDPE 15303-003 are used and 5.0 wt.% of PP PPH030GP are further introduced.
- the resulting composition is characterized by a tensile strength at break of 23.7 MPa, a relative elongation at break of 830%, a Shore D/1s hardness of 61, VicatioH heat resistance of 113°C, a melt strength MS190/2/12 of 50.7 cN, and a good surface quality of the extruded polymer.
- Example 18 The process is performed similarly to Example 16 except that 54.0 wt.% instead of 47.0 wt.% of LDPE 15303-003, 14 wt.% instead of 20 wt.% of LLDPE Daelim XP 9200, and 29.0 wt.% instead of 30.0 wt.% of HDPE 273-83 are used.
- the resulting composition is characterized by a tensile strength at break of 24.3 MPa, a relative elongation at break of 830%, a Shore D/1s hardness of 60, T vicat,0 heat resistance of 109°C, a melt strength MS190/2/12 of 65.7 cN, and a good surface quality of the extruded polymer.
- the process is performed similarly to Example 18 except that 59.0 wt.% instead of 54.0 wt.% of LDPE 15303-003, 11 wt.% instead of 14 wt.% of LLDPE Daelim XP 9200, and 1.0 wt.% instead of 3.0 wt.% of PPH030GP are used.
- the resulting composition is characterized by a tensile strength at break of 25.3 MPa, a relative elongation at break of 810%, a Shore D/1s hardness of 60, VicatioH heat resistance of 107°C, a melt strength MS190/2/12 of 76.9 cN, and a good surface quality of the extruded polymer.
- the process is performed similarly to Example 18 except that 59.0 wt.% instead of 54.0 wt.% of LDPE 15303-003, 10.0 wt.% instead of 14.0 wt.% of LLDPE Daelim XP 9200, and 28.0 wt.% instead of 29.0 wt.% of HDPE 273-83 are used.
- the resulting composition is characterized by a tensile strength at break of 27.0
- Example 21 The process is performed similarly to Example 19 except that 64.0 wt.% instead of 59.0 wt.% of LDPE 15303-003, 10.0 wt.% instead Of 11.0 wt.% of LLDPE Daelim XP 9200, and 25.0 wt.% instead of 29.0 wt.% of HDPE 273-83 are used.
- the resulting composition is characterized by a tensile strength at break of 17.9 MPa, a relative elongation at break of 670%, a Shore D/1s hardness of 59, VicatioH heat resistance of 107°C, a melt strength MS190/2/12 of 77.6 cN, and a good surface quality of the extruded polymer.
- Example 22
- Example 21 The process is performed similarly to Example 21 except that 69.0 wt.% instead of 64.0 wt.% of LDPE 15303-003 and 20.0 wt.% instead of 25.0 wt.% of HOPE 273-83 are used.
- the resulting composition is characterized by a tensile strength at break of 18.8
- Example 23 The process is performed similarly to Example 22 except that 74.0 wt.% instead of 69.0 wt.% of LDPE 15303-003 and 15.0 wt.% instead of 20.0 wt.% of HDPE 273-83 are used.
- the resulting composition is characterized by a tensile strength at break of 19.5 MPa, a relative elongation at break of 720%, a Shore D/1s hardness of 56, T vicat,0 heat resistance of 106°C, a melt strength MS 190/2/12 of 62.0 cN, and a good surface quality of the extruded polymer.
- Example 23 The process is performed similarly to Example 23 except that 79.0 wt.% instead of 74.0 wt.% of LDPE 15303-003 and 10.0 wt.% instead of 15.0 wt.% of HDPE 273-83 are used.
- the resulting composition is characterized by a tensile strength at break of 17.0
- the process is performed similarly to Example 24 except that 81.0 wt.% instead of 79.0 wt.% of LDPE 15303-003 and 8.0 wt.% instead of 10.0 wt.% of HDPE 273-83 are used.
- the resulting composition is characterized by a tensile strength at break of 15.9 MPa, a relative elongation at break of 540%, a Shore D/1s hardness of 52, T vicat,0 heat resistance of 103°C, a melt strength MS190/2/12 of 39.0 cN, and a good surface quality of the extruded polymer.
- Example 26
- Example 6 The process is performed similarly to Example 6 except that a charge mixture is prepared by using 10.0 wt.% of LLDPE Daelim XP 9200 instead of 20 wt.% and 40.0 wt.% of HDPE 276-73 instead of 30 wt.%.
- the resulting composition is characterized by a tensile strength at break of 17.4
- Example 27 The process is performed similarly to Example 26 except that a charge mixture is prepared by using 29.0 wt.% of LDPE 15303-003 instead of 49.0 wt.% and 60 wt.% of HDPE 276-73 instead of 40.0 wt.%.
- the resulting composition is characterized by a tensile strength at break of 24.5 MPa, a relative elongation at break of 960%, a Shore D/1s hardness of 63 units, T vicat, heat resistance of 118°C, a melt strength MS190/2/12 of 31.8 cN, and a good surface quality of the extruded polymer.
- Example 26 The process is performed similarly to Example 26 except that a charge mixture is prepared by using HDPE 273-83 instead of HDPE 276-73.
- the resulting composition is characterized by a tensile strength at break of 17.7
- Example 29 The process is performed similarly to Example 27 except that a charge mixture is prepared by using HDPE 273-83 instead of HDPE 276-73.
- the resulting composition is characterized by a tensile strength at break of 28.0 MPa, a relative elongation at break of 880%, a Shore D/1s hardness of 62, VicatioH heat resistance of 119°C, a melt strength MS190/2/12 of 43.2 cN, and a good surface quality of the extruded polymer.
- Example 30 The process is performed similarly to Example 29 except that a charge mixture is prepared by using 20.0 wt.% of LDPE 15303-003 instead of 29.0 wt.%, 9.0 wt.% of LLDPE Daelim XP 9200 instead of 10 wt.%, and 70.0 wt.% of HDPE 273-83 instead of 60.0 wt.%.
- the resulting composition is characterized by a tensile strength at break of 22.0
- Example 31 (comparative) The process is performed similarly to Example 30 except that a charge mixture is prepared by using 8.0 wt.% of LLDPE Daelim XP 9200 instead of 9 wt.% and 72.0 wt.% of HDPE 273-83 instead of 70.0 wt.%.
- the resulting composition is characterized by a tensile strength at break of 21.8 MPa, a relative elongation at break of 670%, a Shore D/1s hardness of 63, T vicat, heat resistance of 118°C, a melt strength MS 190/2/12 of 26.1 cN, and a good surface quality of the extruded polymer.
- the process is performed similarly to Example 5 except that a charge mixture is prepared by using 35 wt.% of LDPE instead of 49.5 wt.%, 40 wt.% of HDPE instead of i 30 wt.%, and 5 wt.% of PP PPH030GP instead of 0.5 wt.%.
- the resulting composition is characterized by a melt strength MS 190/2/12 of 24.3 cN and a good surface quality of the extruded polymer.
- the process is performed similarly to Example 6 except that a charge mixture is prepared by using PPR015 EX instead of PP PPH030GP.
- the resulting composition is characterized by a tensile strength at break of 22.2 MPa, a relative elongation at break of 820%, a Shore D/1s hardness of 58, T vicat, heat resistance of 108°C, a melt strength MS 190/2/12 of 47.5 cN, and a good surface quality of the extruded polymer.
- Example 34
- Example 35 (comparative)
- Example 30 The process is performed similarly to Example 30 except that a charge mixture is prepared by using 18.0 wt.% of LDPE 15303-003 instead of 20.0 wt.% and 11.0 wt.% of LLDPE Daelim XP 9200 instead of 9 wt.%.
- the resulting composition is characterized by a tensile strength at break of 21.9 MPa, a relative elongation at break of 650%, a Shore D/1s hardness of 63, T vicat, heat resistance of 119°C, a melt strength MS190/2/12 of 22.1 cN, and a good surface quality of the extruded polymer.
- the process is performed similarly to Example 24 except that a charge mixture is prepared by using 85.0 wt.% of LDPE 15303-003 instead of 79.0 wt.%, 8.0 wt.% of LLDPE Daelim XP 9200 instead of 10 wt.%, and 6.0 wt.% of HDPE 273-83 instead of 10.0 wt.%.
- the resulting composition is characterized by a tensile strength at break of 15.5 MPa, a relative elongation at break of 520%, a Shore D/1s hardness of 50, T vicat, heat resistance of 100°C, a melt strength MS190/2/12 of 33.5 cN, and a good surface quality of the extruded polymer.
- Example 36 The process is performed similarly to Example 36 (comparative) except that a charge mixture is prepared by using 83.0 wt.% of LDPE 15303-003 instead of 85.0 wt.% and 10.0 wt.% of LLDPE Daelim XP 9200 instead of 8 wt.%.
- Example 37 The process is performed similarly to Example 37 (comparative) except that a charge mixture is prepared by using 39.0 wt.% of LDPE 15303-003 instead of 83.0 wt.%, 30.0 wt.% of LLDPE Daelim XP 9200 instead of 10 wt.%, and 30.0 wt.% of HDPE 273-83 instead of 6.0 wt.%.
- the resulting composition is characterized by a tensile strength at break of 25.9 MPa, a relative elongation at break of 850%, a Shore D/1s hardness of 58, T vicat, heat resistance of 111°C, a melt strength MS190/2/12 of 27.9 cN, and a good surface quality of the extruded polymer.
- Example 38 The process is performed similarly to Example 38 (comparative) except that a charge mixture is prepared by using 62.0 wt.% of LDPE 15303-003 instead of 39.0 wt.%, 3.0 wt.% of LLDPE Daelim XP 9200 instead of 30 wt.%, and 5.0 wt.% of PP
- the resulting composition is characterized by a tensile strength at break of 15.9 MPa, a relative elongation at break of 590%, a Shore D/1s hardness of 58, VicatioH heat resistance of 109°C, a melt strength MS190/2/12 of 28.9 cN, and a good surface quality of the extruded polymer.
- Example 26 The process is performed similarly to Example 26 (comparative) except that a charge mixture is prepared by using 9.0 wt.% of LLDPE Daelim XP 9200 instead of 10 wt.%, 27.0 wti% of HDPE 276-73 instead of 40.0 wt:%, and 15.0 wt.% of PP PPH030GP instead of 1.0 wt.%.
- the resulting composition is characterized with a tensile strength at break of 13.5 MPa, a relative elongation at break of 250%, a Shore D/1s hardness of 63, T vicat, heat resistance of 111°C, a melt strength MS190/2/12 of 27.8 cN, and a good surface quality of the extruded polymer.
- Example 41 (comparative)
- Example 40 The process is performed Similarly to Example 40 (comparative) except that a charge mixture is prepared by using HDPE 273-83 instead of HDPE 276-73.
- the resulting composition is characterized by a tensile strength at break of 13.6 MPa, a relative elongation at break of 420%, a Shore D/1s hardness of 62, T vicat, heat resistance of 112°C, a melt strength MS190/2/12 of 31.8 cN, and a good surface quality of the extruded polymer.
- Example 42 (comparative) The process is performed similarly to Example 9 except that a charge mixture is prepared by using 50.0 wt.% of LDPE 15803-020 instead of 45 wt.% of LDPE 15303- 003, 10.0 wt.% of LLDPE Daelim XP 020 instead of 20.0 wt.%, and 35.0 wt.% of HDPE 276-73 instead of 30.0 wt.%.
- the resulting composition is characterized by a tensile strength at break of 9.5
- Example 43 (comparative) The process is performed similarly to Example 9 except that a charge mixture is prepared by using LLDPE PE 5118Q instead of LLDPE Daelim XP 9200.
- the resulting composition is characterized by a tensile strength at break of 23.1 MPa, a relative elongation at break of 820%, a Shore D/1s hardness of 59, T vicat,0 heat resistance of 108°C, a melt strength MS 190/2/12 of 27.6 cN, and a good surface quality of the extruded polymer.
- Example 9 The process is performed similarly to Example 9 except that a charge mixture is prepared by using LLDPE Daelim XP 9400 instead of LLDPE Daelim XP 9200.
- the resulting composition is Characterized by a tensile strength at break of 21.3 MPa, a relative elongation at break of 760%, a Shore D/1s hardness of 58, T vicat,0 heat resistance of 107°C, a melt strength MS190/2/12 of 25.4 cN, and a good surface quality of the extruded polymer.
- Example 4 The process is performed similarly to Example 4 (comparative) except that a charge mixture is prepared by using 60.0 wt.% of LDPE 15803-020 instead of 50 wt.% of LDPE 15303-003, 10.0 wt.% instead of 20.0 wt.% of LLDPE Daelim XP 020, and HDPE PE2NT-22-12 instead of HDPE 276-73.
- the resulting composition is characterized by a tensile strength at break of 19.8 MPa, a relative elongation at break of 810%, a Shore D/1s hardness of 57, T vicat,0 heat resistance of 108°C, a melt strength MS190/2/12 of 33.5 cN, but a bad surface quality of the extruded polymer.
- Example 46 The process is performed similarly to Example 45 (comparative) except that a charge mixture is prepared by using 9.7 wt.% of LLDPE Daelim XP 9200 instead of 10.0 wt.% and 29.3 wt.% of HDPE PE2HT-22-12 instead of 30.0 wt.% and by further introducing 1.0 wt.% of PP PPH030GP.
- the resulting composition is characterized by a tensile strength at break of 20.8
- Example 47 The process is performed similarly to Example 46 except that a charge mixture is prepared by using 3.0 wt.% of PP PPH030GP instead of 1.0 wt.%.
- the resulting composition is characterized by a tensile strength at break of 21.2 MPa, a relative elongation at break of 840%, a Shore D/1s hardness of 58, T vicat, heat resistance of 110°C, a melt strength MS190/2/12 of 35.7 cN, and a good surface quality of the extruded polymer.
- Example 47 The process is performed similarly to Example 47 except that a charge mixture is prepared by using 5.0 wt.% of PP PPH030GP instead of 3.0 wt.%.
- the resulting composition is Characterized by a tensile strength at break of 17.1 MPa, a relative elongation at break of 670%, a Shore D/1s hardness of 59, T vicat, heat resistance of 111°C, a melt strength MS190/2/12 of 33.8 cN, and a good surface quality of the extruded polymer.
- Example 45 The process is performed similarly to Example 45 (comparative) except that a charge mixture is prepared by using 30.0 wt.% of LDPE 15303-003 instead of 60.0 wt.% and a mixture consisting of 10.0 wt.% of HDPE PE2NT-22-12 and 50.0 wt.% of HDPE 273-83 instead of 30.0 wt.% of HDPE PE2HT-22-12.
- the resulting composition is characterized by a tensile strength at break of 24.1 MPa, a relative elongation at break of 720%, a Shore D/1s hardness of 60, T vicat, heat resistance of 115°C, a melt strength MS190/2/12 of 32.3 cN, but a bad surface quality of the extruded polymer.
- Example 50
- Example 49 The process is performed similarly to Example 49 (comparative) except that a charge mixture is prepared by using 9.7 wt.% of LLDPE Daelim XP 9200 instead of 10 wt.% and 49.3 wt.% of HDPE 273-83 instead of 50.0 wt.% and by further introducing 1.0 wt.% of PP PPH030GP.
- the resulting composition is characterized by a tensile strength at break of 26.6 MPa, a relative elongation at break of 920%, a Shore D/1s hardness of 61, T vicat, heat resistance of 116°C, a melt strength MS190/2/12 of 35.0 cN, and a good surface quality of the extruded polymer.
- Example 51
- Example 50 The process is performed similarly to Example 50 (comparative) except that a charge mixture is prepared by using 9.0 wt.% of LLDPE Daelim XP 9200 instead of 9.7 wt.% and 48.0 wt.% of HDPE 273-83 instead of 49.3 wt.% and 3.0 wt.% of PP PPH030GP instead 1.0 wt.%.
- the resulting composition is characterized by a tensile strength at break of 27.2
- Example 52 The process is performed similarly to Example 51 except that a charge mixture is prepared by using 8.0 wt.% of LLDPE Daelim XP 9200 instead of 9.0 wt.%, 47.0 wt.% of HDPE 273-83 instead of 48.0 wt.%, and 5.0 wt.% of PP PPH030GP instead of 3.0 wt.%.
- the resulting composition is characterized by a tensile strength at break of 18.0 MPa, a relative elongation at break of 660%, a Shore D/1s hardness of 62, T vicat, heat resistance of 118°C, a melt strength MS190/2/12 of 33.1 cN, and a good surface quality of the extruded polymer.
- Example 1 The process is performed similarly to Example 50 except that a charge mixture is prepared by using 9.7 wt.% of LLDPE Daelim XP instead of 10.0 wt.% and 19.3 wt.% of HDPE 273-83 instead of 49.3 wt.%.
- the resulting composition is characterized by a tensile strength at break of 22.5 MPa, a relative elongation at break of 850%, a Shore D/1s hardness of 57, VicatioH heat resistance of 111°C, a melt strength MS190/2/12 of 62.0 cN, and a good surface quality of the extruded polymer.
- Table 1 shows the test formulations of PE compositions (Examples 1-11) and properties of the PE compositions
- test results of the polyethylene compositions obtained in Examples 1-4 demonstrate disadvantages of the basic properties of LDPE 15303-003 (Example 1 - low values of physical and mechanical properties, surface hardness and heat resistance), the binary combination of LLDPE and HDPE in the presence of polypropylene (Example 2 - low melt strength), the binary combination of LDPE and HDPE with the addition of polypropylene (Example 3 - low physical and mechanical properties), the ternary mixture of LDPE, LLDPE and HDPE without polypropylene added (Example 4 - a bad surface quality of the extruded material).
- Examples 40 and 41 demonstrate significant degradation of physical and mechanical characteristics (strength and relative elongation at break) and melt strength of triple compositions of PE when the concentration of polypropylene falls outside the claimed concentration range.
- Comparative examples 25, 31, and 35-39 demonstrate a negative response of the basic properties of the compositions when reaching beyond the claimed limits of dosing the polymer components of the compositions, in particular LDPE, LLDPE, and HDPE.
- Examples 42, 43, and 44 demonstrate a negative response of the basic properties of the compositions to the replacement of LDPE 15303-003 and LLDPE Daelim XP 9200 with their analogues with higher flow values: LDPE 15803- 020, Daelim XP 9400, and PE 5118Q.
- Examples 49 (comparative), 50, 51, 52, and 53 demonstrate possible changes in the fluidity and basic properties of the compositions depending on the combination of low flow grade HDPE 273-83 and high flow grade HDPE PE2NT-22-12.
- the result of the present invention is a polymer composition based on the use of certain ranges of three types of PE: LDPE, HDPE and LLDPE, a propylene polymer in a certain amount, and other optional desirable additives.
- the composition is suitable for the production of materials by foaming and for the production of materials with good properties, such as heat resistance, surface hardness, elasticity and other optical and deformation-strength characteristics.
- compositions provide a wide range of its applications, ranging from insulating materials to high-tech packaging products with high optical and strength characteristics.
- the method for preparing materials from the composition according to the invention does not require expensive and potentially dangerous operations of radiation crosslinking and steps of additional purification of the resulting materials from byproducts of chemical crosslinking methods.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
The inventions relate to composite materials based on mixtures of polyethylene of various structures having improved compatibility of the components. The composition is used in the construction, transport, cable and pipe industries, in the production of packaging materials and products obtained by foaming. The polyethylene composition contains in wt.%, based on the total weight of the composition 20-84 low-density polyethylene (LDPE), 10-70 high-density polyethylene (HOPE), 5-25 linear low-density polyethylene (LLDPE), 0.5-10 polypropylene (PP) and 0-20 other additives. The inventions provide the production of compositions based on polyethylene mixtures with increased melt strength, which allows to obtain products by foaming, as well as improved deformation and strength properties, surface hardness and heat resistance.
Description
POLYETHYLENE COMPOSITION
Field of the invention The present invention relates to composite materials based on mixtures of polyethylene of diverse structures, with improved compatibility of components, in particular, low-density polyethylene (LDPE), linear polyethylene and high-density polyethylene (HDPE). This composition can be used in building and construction, transport, cable, and pipe industries, in production of packaging materials and articles obtained by a foaming, which are characterized by high heat, sound, and waterproof properties, as well as in the form of film material produced by a blowing method or any other known method.
Prior art Today, polyethylene is one of the most well known polymeric materials; however, it has rather limited fields of application due to the need to improve some of its properties. Polyethylene-based materials are known that are prepared by various methods. LDPE (low-density polyethylene), also called HPPE (high pressure polyethylene), is prepared by a radical mechanism at high pressure and temperature. Homo- and copolymer, HDPE (high-density polyethylene), also called LPPE (low- pressure polyethylene), is prepared by a catalytic method at low pressure and temperature. Copolymers of ethylene with higher a-olefins, linear PE of low density (LLDPE) and medium density (MDPE), are also prepared by a catalytic method. Each type of PE differs in its structural features that determine the complex of properties of these materials and specific qualities forming them.
Historically, the first type of polyethylene, LDPE (HPPE), found its application in industry, agriculture and trade as film, packaging, and covering materials prepared by a blowing method. In addition, LDPE was used as an insulation and shell material in the cable industry. The following properties of LDPE contributed to the indicated fields of application: a high melt strength (measured as a melt flow rate index, or MFR) reaching a level of 30 cN (centinewton ) at 190°C, good processability on various types of compounding equipment (mixers, extruders, etc.), high dielectric properties, resistance to aggressive chemical environments, and environmental friendliness, which is of importance. However, a significant branching of LDPE macromolecules, resulting from
peculiarities of its production, determines its disadvantages, such as reduced crystallinity and, as a consequence, relatively low strength characteristics. Low heat resistance and surface hardness also limit potential fields of its application and reduce the use of LDPE and its compositions.
LDPE analogs later appeared, such as linear-chain ethylene homo- or copolymers produced using Ziegler-Natta catalysts at low pressure; HDPE; and linear polyethylene (PE), exhibit a higher crystallinity of the polymer matrix, which gives them significant advantages in strength characteristics, heat resistance, and surface hardness. However, low melt strength of linear varieties of PE does not allow them to completely replace LDPE on the market of polymer articles.
Foam materials are currently of interest and, if LDPE is used in this method for producing plastic materials, first of all high values of polymer melt strength are required for the preservation of the foam structure of the material exiting the forming device of the extruder. Foamed LDPE has a number of advantages over the well-known and widespread foamed polymeric materials, such as polyurethane foam, polystyrene foam, polyvinyl chloride foam, etc. However, as was indicated above, LDPE is significantly inferior to its analogs in such an important parameter as heat resistance, and cannot be kept for a long time at temperatures above 80°C. This feature significantly reduces potential fields of application and use of both foamed LDPE and other materials based on it.
One approach to solve the above problem is cross-linking treatment of LDPE. However, both a physical crosslinking method using radiation and a chemical crosslinking method, namely peroxide- or silane-crosslinking of LDPE, are complex and expensive, and require additional stages to neutralize aggressive components of such crosslinking. In particular, it is necessary to use bulky and expensive protective screens for radiation processing of LDPE and an additional step of purification of LDPE from decomposition products of peroxides and residual silane monomers as a byproduct of chemical crosslinking of LDPE. In addition, in one of the most massive segments of PE application, namely production of high-frequency communication and information cables, where a high level of dielectric parameters is required from an insulation foam material, additional chemical treatment of PE by polar reagents, such as peroxides and silanes, is undesirable, as it negatively affects the dielectric properties of the product.
Thus, international application WO2017207605, which describes foamable HDPE compositions for communication cables with an increased melt strength due to the use of peroxidation treatment of HDPE, proposes an additional step of degassing from peroxide decomposition products both during compounding and after pelletization (granulation) of the final composition in order to improve dielectric parameters.
To eliminate the need to use protective measures after crosslinking of LDPE, there are techniques known in the art that can solve the problem of improving the balance between melt strength, physical and mechanical characteristics, and heat resistance of polyethylene compositions. The basis of one of these approaches consists in the use of a combination of LDPE and HDPE within a composition. The properties of such a composition suggest an advantageous combination of the properties of its individual components. Thus, documents RU2571663 and WO2017220608 disclose LDPE-based compositions for cables, having good strength properties, in particular, the resistance of material to cracking under the action of high temperatures and tensions.
International application W02005068548 discloses a polyethylene mixture comprising from 40 to 70 wt.% bimodal HDPE with a density of from 0.950 to 0.968 g/cm3, and from 30 to 60 wt.% LDPE with a density of from 0.915 to 0.930 g/cm3. The melt flow rate (MFR190°C/2.16kg) of the mixture according to this invention is from 3 to 15 g/10 min. The proposed PE mixture is used for lamination and coating with a thin polymer barrier layer of hard surfaces.
Disadvantages of all the above compositions based on double mixtures of HDPE and LDPE are a non-optimal ratio between properties: heat resistance, deformation- strength, optical, and some other properties. In addition, double mixtures, due to highly branched LDPE and highly crystalline HDPE, are associated with significant problems caused by the thermodynamic incompatibility of these polymer matrices, which especially affects the properties of the mixture during cooling the melt, which results in a heterogeneous composition that causes distortion of the configuration and, accordingly, a deterioration of the surface quality of the resulting articles.
To improve the balance between properties of PE compositions in many respects allows the use of three types of PE with diverse structural organizations of their macro chains: LDPE, HDPE and LLDPE.
The closest analogue of the composition claimed in the present invention is a PE mixture described in WO0248258. The composition according to the claimed invention is intended for the manufacture of extrusion coatings and films. The composition includes:
- from 25 to 40 wt.% of linear low density polyethylene (LLDPE), which is a copolymer of ethylene and a C6-C8 a-olefin, having a melt flow rate at 190°C of from 0.05 to 1 g/10 min, a density in the range of from 0.90 to 0.93 g/cm3, and a polydispersity index of from 1 to 4;
- from 25 to 40 wt.% of high density polyethylene (HDPE), which is an ethylene homopolymer or a copolymer of ethylene with a C3-C10 a-olefin, having a density of from 0.94 to 0.97 g/cm3, a melt flow rate at 190°C of from 0.6 to 2 g/10 min; and
- from 25 to 40 wt.% of low density polyethylene (LDPE), which is an ethylene homopolymer with a broad molecular weight distribution (a polydispersity index of from 9 to 12), having a melt flow rate at 190°C of from 0.3 to 4 g/10 min and a density of from 0.90 to 0.93 g/cm3.
Said composition according to embodiments of the invention, is prepared by dry mixing of all components with further melt processing. This composition is characterized by the following parameters: tensile strength at break of from 27600 to 34000 kPa, elongation by 839-927%, puncture resistance of from 378 to 510 N/cm2. Such characteristics ensure the use of the composition for the manufacture of films, including by blowing method. However, a low melt strength index of 10 cN does not make it possible to expand the use of the composition to the production of articles by foaming.
Summarizing the above, there is still a need to develop polyethylene coimpositions with a unique combination of properties enabling a significant expansion of the fields of their application, including the use of such foamable compositions to produce packaging products possessing good optical and strength properties.
Summary of the invention
The object of the present invention is to offer a composition based on a mixture of polyethylenes with an increased melt strength, which allows the production of articles using a foaming method, as well as preservation of heat resistance, optical and deformation strength characteristics, hardness, and elasticity.
The technical result of the present invention is to obtain a composition based on polyethylene mixtures by increasing the melt strength, allowing the production of articles by foaming.
In particular, the experiments provided in the present description demonstrate that the melt strength at 190°C increased from 30 to 84 cN. The relative elongation at break of polymer samples prepared from the studied compositions according to the invention reaches the value of 960%.
An additional technical result is an improvement of the surface quality (gloss and smoothness) of the material prepared on the basis of this polyethylene composition, and the possibility of preparing this composition with a desired combination of physical properties by an economical one-step method, without the need for a crosslinking step and other post-processing steps.
The composition according to the invention is also characterized by:
- an MFR190°/2,16 of from 0.06 to 0.54 g/10 min; - a tensile yield strength of not more than 21.7 MPa;
- tensile strength at break of not more than 28 MPa;
- a Shore D hardness of from 49 to 63 c.u. at an exposure time of 1 sec; - a Vicat heat resistance (10 H) of not more than 119°C;
- a drawing speed! at which a polyethylene thread breaks in a rheometer of from 45 to 475 mm/s.
This technical problem is solved and a desired technical result is achieved by using a composition comprising three different polyethylenes with specific flow characteristics associated with diverse structural organizations of their macrochains, in particular, low density polyethylene (LDPE), linear low density polyethylene (LLDPE) and high density polyethylene (HDPE)), as well as by using polymer additives, in particular, isotactic homo- and copolymers of propylene.
The authors of the invention have unexpectedly found that the use of homo- and, to a lesser extent, copolymers of propylene in limited amounts in the above- described mixture of three polyethylenes has a noticeable regulating effect on crystallization process of polyethylene macromolecules upon cooling the melt of such compositions. Without wishing to be bound by any theory, the authors believe that the addition of polypropylene has a peculiar nucleating effect resulting in an increase in the
melt strength of this mixture of polyethylenes at certain dosing intervals. In addition to this effect of increasing the melt strength, the deformation-strength properties, surface hardness, and heat resistance of such compositions are significantly improved.
The nucleating effect of polypropylene can be observed, inter alia, in an increase the compositional compatibility of polyethylenes, which leads to an increase in the homogeneity and stability of the supramolecular structure of the polymer matrix and, therefore, to an improvement in the surface quality of the extruded material, such as smoothness and gloss.
The above combination of properties makes it possible to produce materials based on this composition by foaming, with a broad field of applications thereof, from insulating material to high-tech packaging products.
The invention also relates to a method for preparing a polyethylene composition for foaming, comprising mixing and processing components, as defined below, into homogeneous melt, wherein the amount of components are given based on the total weight of the composition:
A. from 20 to 84 wt.% of a low-density polyethylene (LDPE),
B. from 10 to 70 wt.% of high-density polyethylene (HDPE),
C. from 5 to 25 wt.% of linear low-density polyethylene (LLDPE),
D. front 0.5 to 10 wt.% of polypropylene (PP), and E. from 0 to 2 wt.% of other additives.
The invention also relates to the use of the above polyethylene composition as a composition for the production of articles by foaming and to the articles thus produced.
Detailed description of the invention
The composition according to the present invention includes the following components:
A. from 20 to 84 wt.% of low density polyethylene (LDPE),
B. from 10 to 70 wt.% of high-density polyethylene (HDPE),
C. from 5 to 25 wt.% of linear low-density polyethylene (LLDPE),
D. from 0.5 to 10 wt.% of polypropylene, and E. from 0 to 2 wt.% of other additives.
Abbreviations used herein
PE: polyethylene;
HDPE (LPPE): high-density polyethylene;
HPPE (LDPE): high-pressure polyethylene;
MFR: melt flow rate;
PP: polypropylene; Tvicat, : Vicat heat resistance under a load of 10N;
MS: melt strength; epp: relative elongation at break ert - tensile strain at yield spp - tensile strength at break srt - tensile yield strength mPa - milipascal;
MPa - megapascal; Tvicat, - Vicat heat resistance under a load of ION.
Hereinafter, low-density polyethylene (LDPE), linear low-density polyethylene (LLDPE), and high-density polyethylene (HDPE) are referred to as LDPE, LLDPE, and HDPE, respectively.
A polyethylene used as LDPE is produced by radical chain-growth polymerization of ethylene at high pressure (up to 2000 atm or more) in tubular or autoclave reactors. The LDPE used in the composition is characterized by an MFR190°/2,16 kg of from 0.1 to 0.7 g/10 min, preferably from 0.2 to 0.5 g/10 min, more preferably from 0.2 to 0.4 g/10 min, and by a density of from 0.910 to 0.935 g/cm3, preferably from 0.910 to 0.930 g/cm3, more preferably from 0.915 to 0.925 g/cm3.
The content of LDPE in the composition is from 20 to 84 wt.%, preferably from 25 to 80 wt.%, and most preferably from 30 to 76 wt. Trademarks of LDPE that can be used as LDPE in the composition, are, for example: LDPE 15303-003 produced by Tomskneftekhim, LLC (Tomsk), LDPE 15303-003 produced by Kazanorgsintez, PJSC(Kazan), LDPE 15313-003 produced by Kazanorgsintez, PJSC (Kazan), LDPE 15303-003 produced by Ufaorgsintez, PJSC (Ufa), etc. A polyethylene used as LLDPE is prepared by anionic- coordination copolymerization of ethylene with higher C3-C10 a-olefins under low pressure on Ziegler-Natta catalysts or by using metallocene catalytic systems, according to standard
industrial technologies. The LLDPE used in the composition is characterized by an MFR190°/2,16 kg of from 0.5 to 2 g/10 min, preferably from 0.7 to 1.5 g/10 min, more preferably from 0.8 to 1.3 g/10 min, and by a density of from 0.895 to 0.935 g/cm3, preferably from 0.910 to 0.925 g/cm3. It is preferable to use the LLDPE that has a molecular weight of from 50000 to
400000 g/mol, more preferably from 70 000 to 250 000 g/mol, most preferably from 80000 to 150000 g/mol. The molecular weight according to the present invention means an average-weight molecular weight, unless otherwise specified.
The content of LLDPE in the composition is from 5 to 25 wt.%, preferably from 8 to 20 wt.%.
Known trademarks of LLDPE or mixtures thereof can be used as LLDPE in the composition, for example, Daelim XP 9200 with an MFR190°/2,16 kg of 1.0 g/10 min produced by South Korea, Daelim VL 0001 with an MFR190°/2,16 kg of 1.0 g/10 min produced by South Korea, Daelim XP 9100 with an MFR190°/2,16 kg of 0.8 g/10 min produced by South Korea, Sabic G 1620B with an MFR190°/2,16 kg of 1.0 g/10 min produced by Saudi Arabia, LLDPE 1500E with an MFR190°/2,16 kg of from 1.0 to 1.4 g/10 min produced by Nizhnekamskneftekhim (Nizhnekamsk), BA 204E with an MFR190°/2,16 kg of 0.8 g/10 min produced by Borealis (Austria), Moplen HP556E with an MFR190°/2,16 kg of 0.8 g/10 min produced by LiondellBasell (Germany) and others. Polyethylene used as HDPE is prepared by anionic-coordination homopolymerization of ethylene or copolymerization of ethylene with higher C3-C10 a- olefins under low pressure using Ziegler-Natta catalysts according to standard industrial technologies. The HDPE used in the composition is characterized by an MFR190°/2,16 kg of from 0.05 to 5 g/10 min, preferably from 0.2 to 5 g/10 min, most preferably from 0.3 to 5 g/10 min and by a density of from 0.935 to 0.970 g/cm3, preferably from 0.940 to 0.960 g/cm3.
The content of HDPE in the composition is from 10 to 70 wt.%, preferably from 12 to 60 wt.%, most preferably from 15 to 50 wt.%.
In addition, only monomodal homo- and copolymers of ethylene with higher C3- C10 a-olefins having an average molecular weight of from 80000 to 200000 g/mol, preferably from 100000 to 150000 g/mol are used as the HDPE.
HDPEs of known trademarks or mixtures thereof can also be used as the HDPE in the composition, for example, HDPE 276-73, 273-83, P-Y342, PE2NT22-12, SABIC HDPE 5429, SABIC HDPE F 04660, HDPE PE30T-49 and other trademarks with similar properties. Industrial grade semi-crystalline propylene homopolymer and/or random and/or block copolymers of propylene with ethylene or with C4-C8 a-olefm are used as polypropylene. Propylene homopolymers that can be used are both high-flow homopolymer propylene, such as PPH270 with MFR230°/2,16 kg of 25-27 g/10 min and/or PPH450 with MFR230°/2,16 kg of 45g/10 min, and preferably low-flow homopolymer propylene, such as PPH030GP with a melt flow rate of from 2 to 5 g/10 min, preferably from 2.5 to 4 g/10 min, produced by SIBUR LLC or other companies in the Russian Federation or abroad. Less preferred are random and/or block copolymers of propylene of such grades as PPR003, PPR015 produced by Tomskneftekhim LLC, Tobolsk- Polimer LLC, Balen 02015 produced by Ufaorgsintez PJSC, PP 1500J produced by Nizhnekamskneftekhim, etc.
The content of semi-crystalline isotactic polypropylene in the composition varies from 0.5 to 10 wt.%, preferably from 1 to 7 wt.%, most preferably from 1 to 5 wt.%.
In addition, the composition according to the present invention can comprise other additives, such as antioxidants, heat stabilizers, light stabilizers, or mixtures thereof, etc. Other additives that can also be used include sulfur-containing antioxidants, phenolic or phosphite antioxidants, for example pentaerythritol ester of 3,5-di-tert- butyl-4-hydroxy-phenylpropionic acid (Irganox 1010), tri-(phenyl-2,4-di-tert- butyl)phosphite (Irgafos 168), and/or similar heat stabilizers of other trademarks, and amine-type light stabilizers and stabilizers of other types or synergistic mixtures of stabilizer, such as Irganox B225, Irganox B215 and others. The content of these additives in the composition may be in the range of from 0 to 2 wt.%, preferably from 0.05 to 1.5 wt.%, most preferably from 0.1 to 1 wt.%.
Thus, such use of isotactic PP as nucleating additives for PE compositions, which is unknown from the prior art, ensures the formation of a more homogeneous crystalline phase of polyethylene in the composition, which ultimately leads to a noticeable improvement in the deformation-strength and thermophysical characteristics, surface hardness, and melt strength of these compositions.
The composition according to the present invention can be prepared by any known method of mixing thermoplastic polymers. Preferably, the composition is prepared by a one-step method comprising melt processing of a dry mixture of all ingredients of the composition in any suitable equipment, including single or twin screw extruders, closed rotary mixers, etc., wherein the dry mixture is previously prepared by any method known in the art.
The temperature used for mixing the components is traditional for this field and is determined by the properties of a particular polyethylene. More particularly, the components are mixed at a temperature higher than the melting points of polyethylenes constituting the composition and lower than their decomposition temperatures. The temperature of mixing the components is preferably between 200 and 260°C, more preferably between 210 and 250°C.
Processing modes of the resulting composition do not differ from standard modes used and depend on rheological characteristics of polyethylene. The most preferable method of processing is melt extrusion.
The compositions obtained by the method according to the invention are suitable for use as raw materials for the manufacture of the sheath and/or insulation of electrical cables, the sheath of fiber-optic cables, various tubular articles, and the outer layer of insulation of pipelines.
The invention is further explained with examples. These examples are given for illustrative purposes and are not intended to limit the scope of the present invention.
Embodiments of the invention
As a polymer base, the following compounds were used:
1) LDPE: LDPE 15303-003 and 15803-020, which are main brands produced by Tomskneftekhim, LLC;
2) LLDPE: Daelim XP 9200: d = 0.918 g/cm3, MFR190°/2,16 kg = 1.0 g/10 min, produced by Daelim Industrial Co., Ltd, Korea; or Daelim XP 9400: d = 0.915 g/cm3, MFR190°/2,16 kg = 3.7 g/10 min, produced by Daelim Industrial Co., Ltd, Korea; or PE 5118Q: d = 0.916 - 0.920 g/cm3, MFR190°/2,16 kg = 2.8-3.4 g/10 min, produced by Nizhnekamskneftekhim, PJSC, Russian Federation;
3) HDPE: HOPE 276-73 : d = 0.958-0.963 g/cm3, MFR190°/2,16 kg = 0.7 g/10 min, produced by Kazanorgsintez, PJSC, Russian Federation; or 273-83: d = 0.950-0.955
g/cm3, MFR190°/2,16 kg = 0.40-0.60 g/10 min, produced by Kazanorgsintez, PJSC, Russian Federation; or PE2NT22-12: d = 0.958-0.965 g/cm3, MFR190°/2,16 kg = 6-9 g/10 min, produced by Kazanorgsintez, PJSC, Russian Federation;
The used isotactic PP was:
PPH030GP: MFR230°/2,16 kg = 3.0 g/10 min, produced by Tomskneftekhim, LLC; or
PPH270GP: MFR230°/2,16 kg = 27.0 g/10 min, produced by Tomskneftekhim, LLC; or
PPH450GP: MFR230°/2,16 kg = 45.0 g/10 min, produced by Tomskneftekhim,
LLC or random propylene-ethylene copolymer PPR015EX: MFR230°/2,16 kg = 1.5 g/10 min, produced by Tomskneftekhim, LLC; or propylene-ethylene block copolymer PP8300G: MFR230°/2,16 kg = 1.5 g/10 min, produced by Nizhnekamskneftekhim, PJSC.
Borstar 6052 composition, which is an industrial grade composition based on bimodal medium-density polyethylene produced by the Borstar two-reactor technology of Borealis company, was used as a comparative sample. This grade is used in the manufacture of the sheath of fiber optic cables. Methods of studying compositions
The melt flow rate was determined at a temperature of 190°C and under a load of 2.16 N, according to National State Standard 11645.
The tensile yield strength, ultimate strain at break and relative deformation at break were determined according to GOST 11262 at a test velocity of 50 mm/min.
The flexural modulus was determined according to ASTMD, 790, the type of testing was a three-point bend test at a test velocity of 1.3 mm/min.
The Shore D/1 hardness was determined according to National State Standard
24621.
The Vicat (10H) heat resistance test was determined according to ASTM 1525. The melt strength was determined in a capillary rheometer Smart Rheo 2000. The melt was forced through the capillary, filled into a drawing device and drawn with a constant acceleration. Once achieving a specific draw speed, the drawn thread broke. The force fixed on a tensometer at the time of breaking the thread was considered as the
melt strength. The polyethylene melt strength was measured by using a capillary of 2 mm diameter at a temperature of 190°C.
The surface quality of polyethylene materials was evaluated using a Brabender laboratory single-screw extruder at an extrusion zone temperature of 150-160-170- 180°C (the extrusion temperature can be changed depending on the melt viscosity of a polyethylene composition), with a thread die diameter of 1.8 mm and a screw speed of 50-150 rpm. The surface quality of the exiting and air-cooled polyethylene thread was evaluated visually: "+" if the smoothness and gloss of the surface are good, and if the smoothness and/or gloss of the surface is unsatisfactory.
Examples
Preparation of compositions:
It is preferable to prepare compositions on an extrusion line. First, a mechanical mixture of ingredients of a PE composition, the so-called charge, is prepared in the preliminary step of dry mixing by using standard mixing equipment under standard conditions at a temperature from 15 to 30°C.
In the main stage of compounding, the resulting charge mixture is loaded into a funnel or another dosing device of an extruder, preferably a twin-screw extruder, with an L/D of at least 30, preferably at least 35, and processed into the finished product - granules, by standard methods. The maximum melt-processing temperature in the extrusion equipment is from 210 to 260°C.
Samples for physical and mechanical, thermal physical and other tests are prepared by a hot-pressing method under standard conditions at a temperature of 160 to
190°C.
The test results of the PE compositions are given in Table 1, including Examples 1-53. These examples are given only as illustration of file present invention and are not intended to limit the scope of the invention.
Example 1 (comparative)
Test polymer material is prepared by melt processing of granulate of the main basic industrial grade LDPE, 15303-003, in a laboratory twin-screw extruder LTE-20- 44 at a maximum cylinder zone temperature of 220°C and a screw speed of 250 rpm.
The resulting material has a tensile strength at break of 13.7 MPa, a relative elongation at break of 600%, a Shore D/1s hardness of 49, Vicat heat resistance of
89°C, a melt strength MS 190/2/12 of 21.7 cN, and a good surface quality of the extruded polymer.
Example 2 (comparative)
11 Preliminary step of dry mechanical mixing of ingredients
A mixture (charge mixture) comprising 57 wt.% of LLDPE Daelim XP 9200, 38 wt.% of HDPE 273-83, and 5 wt.% of PP PPH030GP is prepared in a paddle mixer, the mixture is stirred for 2-10 minutes at room temperature and at nominal rotor speed for this equipment.
21 Main melt mixing step
The dry mixture of the components, obtained in the first step (charge mixture) is processed in a twin-screw extruder LTE-20-44 at a maximum cylinder zone temperature of 240°C and a screw speed of 250 rpm.
The resulting composition is characterized by a tensile strength at break of 36.0 MPa, a relative elongation at break of 770%, a Shore D/1s hardness of 60, VicatioH heat resistance of 112°C, a melt strength MS190/2/12 of 9.5 cN, and a good surface quality of the extruded polymer.
Example 3 (comparative)
The process is performed similarly to Example 2 except that a charge mixture is prepared by using 65 wt.% of LDPE 15303-003, 30 wt.% of HDPE 276-73, and 5 wt.% : of PP PPH030GP.
The resulting composition is characterized by a tensile strength at break of 13.9 MPa, a relative elongation at break of 550%, a Shore D/1s hardness of 58, Tvicat,0 heat resistance of 108°C, a melt strength MS190/2/12 of 30.6 cN, and a good surface quality of the extruded polymer.
Example 4 (comparative)
The process is performed similarly to Example 2 except that a charge mixture is prepared by using 50 wt.% of LDPE 15303-003, 20 wt.% of LLDPE Daelim XP 9200, and 30 wt.% of HDPE 276-73.
The resulting composition is characterized by a tensile strength at break of 21.0 MPa, a relative elongation at break of 640%, a Shore D/1s hardness of 58, VicatioH heat resistance of 108°C, a melt strength MS 190/2/12 of 43.8 cN, but a bad surface quality of the extruded polymer.
Example 5
The process is performed similarly to Example 2 except that a charge mixture is prepared by using 49.5 wt.% of LDPE 15303-003, 20 wt.% of LLDPE Daelim XP 9200, 30 wt.% of HOPE 276-73, and 0.5 wt.% of PP PPH030GP. The resulting composition is characterized by a tensile strength at break of 22.3
MPa, a relative elongation at break of 780%, a Shore D/1s hardness of 59, VicatioH heat resistance of 109°C, a melt strength MS190/2/12 of 44.0 cN, and a good surface quality of the extruded polymer.
Example 6 The process is performed similarly to Example 5 except that a charge mixture is prepared by using 1.0 wt.% of PP PPH030GP instead of 0.5 wt.%.
The resulting composition is characterized by a tensile strength at break of 23.1 MPa, a relative elongation at break of 800%, a Shore D/1s hardness of 59, VicatioH heat resistance of 109°C, a melt strength MS 190/2/12 of 49.5 cN, and a good surface quality of the extruded polymer.
Example 7
The process is performed similarly to Example 5 except that a charge mixture is prepared by using 3.0 wt.% of PP PPH030GP instead of 0.5 wt.%.
The resulting composition is characterized by a tensile strength at break of 25.4 MPa, a relative elongation at break of 890%, a Shore D/1s hardness of 59, VicatioH heat resistance of 110°C, a melt strength MS190/2/12 of 44.5 cN, and a good surface quality of the extruded polymer.
Example 8
The process is performed similarly to Example 7 except that a charge mixture is prepared by using 3.0 wt.% of PPH270GP instead of 3.O wt% of PPH030GP.
The resulting composition is characterized by a tensile strength at break of 24.6 MPa, a relative elongation at break of 870%, a Shore D/1s hardness of 59, VicatioH heat resistance of 109°C, a melt strength MS190/2/12 of 45.8 cN, and a good surface quality of the extruded polymer. Example 9
The process is performed similarly to Example 5 except that a charge mixture is prepared by using 5.0 wt.% of PPH030GP instead of 0.5 wt.%.
The resulting composition is characterized by a tensile strength at break of 23.0 MPa, a relative elongation at break of 810%, a Shore D/1s hardness of 60, Tvicat,0 heat resistance of 112°C, a melt strength MS190/2/12 of 41.7 cN, and a good surface quality of the extruded polymer. Example 10
The process is performed similarly to Example 7 except that a charge mixture is prepared by using 3.0 wt.% of PPH450GP instead of 3.0 wt.% of PPH030GP.
The resulting composition is characterized by a tensile strength at break of 24.0 MPa, a relative elongation at break of 860%, a Shore D/1s hardness of 59, VicatlOH heat resistance of 109°C, a melt strength MS 190/2/12 of 44.7 cN, and a good surface quality of the extruded polymer.
Example 11
The process is performed similarly to Example 5 except that a charge mixture is prepared by using 10.0 wt.% of PPH030GP instead of 0.5 wt.%. The resulting composition is characterized by a tensile strength at break of 17.7
MPa, a relative elongation at break of 670%, a Shore D/1s hardness of 61, Tvicat,0 heat resistance of 113°C, a melt strength MS190/2/12 of 41.3 cN, and a good surface quality of the extruded polymer. Example 12 The process is performed similarly to Example 8 except that a charge mixture is prepared by using 10 wt.% of PPH270GP instead of 3.0 wt.%.
The resulting composition is characterized by a tensile strength at break of 22.3
MPa, a relative elongation at break of 810%, a Shore D/1s hardness of 61, Tvicat,0 heat resistance of H 1°C, a melt strength MS190/2/12 of 38.5 cN, and a good surface quality of the extruded polymer.
Example 13
The process is performed similarly to Example 10 except that a charge mixture is prepared by using 10 wt.% of PPH450GP instead of 3.0 wt.%.
The resulting composition is characterized by a tensile strength at break of 22.1 MPa, a relative elongation at break of 800%, a Shore D/1s hardness of 61, Tvicat,0 heat resistance of 111°C, a melt strength MS190/2/12 of 37.8 cN, and a good surface quality of the extruded polymer.
Example 14 (comparative)
The process is performed similarly to Example 4 (comparative) except that HOPE 273-83 is used instead of HOPE 276-73.
The resulting composition is characterized by a tensile strength at break of 22.5 MPa, a relative elongation at break of 700%, a Shore D/1s hardness of 58, Tvicat,0 heat resistance of 109°C, a melt strength MS 190/2/12 of 49.8 cN, but a bad surface quality of the extruded polymer.
Example 15
The process is performed similarly to Example 14 (comparative) except that 49.0 wt.% instead of 50.0 wt.% of LDPE 15303-003 are used and 1.0 wt.% of PP PPH030GP is further introduced.
The resulting composition is characterized by a tensile strength at break of 25.5 MPa, a relative elongation at break of 830%, a Shore D/1s hardness of 59, Tvicat,0 heat resistance of 110°C, a melt strength MS 190/2/12 of 55.5 cN, and a good surface quality of the extruded polymer.
Example 16
The process is performed similarly to Example 15 except that 47.0 wt.% instead of 49.0 wt.% of LDPE 15303-003 are used and 3.0 wt.% of PP PPH030GP are further introduced.
The resulting composition is characterized by a tensile strength at break of 26.5 MPa, a relative elongation at break of 840%, a Shore D/l s hardness of 60, Tvicat,0 heat resistance of 111°C, a melt strength MS 190/2/12 of 54.3 cN, and a good surface quality of the extruded polymer.
Example 17
The process is performed similarly to Example 16 except that 45.0 wt.% instead of 47.0 wt.% of LDPE 15303-003 are used and 5.0 wt.% of PP PPH030GP are further introduced.
The resulting composition is characterized by a tensile strength at break of 23.7 MPa, a relative elongation at break of 830%, a Shore D/1s hardness of 61, VicatioH heat resistance of 113°C, a melt strength MS190/2/12 of 50.7 cN, and a good surface quality of the extruded polymer.
Example 18
The process is performed similarly to Example 16 except that 54.0 wt.% instead of 47.0 wt.% of LDPE 15303-003, 14 wt.% instead of 20 wt.% of LLDPE Daelim XP 9200, and 29.0 wt.% instead of 30.0 wt.% of HDPE 273-83 are used.
The resulting composition is characterized by a tensile strength at break of 24.3 MPa, a relative elongation at break of 830%, a Shore D/1s hardness of 60, Tvicat,0 heat resistance of 109°C, a melt strength MS190/2/12 of 65.7 cN, and a good surface quality of the extruded polymer.
Example 19
The process is performed similarly to Example 18 except that 59.0 wt.% instead of 54.0 wt.% of LDPE 15303-003, 11 wt.% instead of 14 wt.% of LLDPE Daelim XP 9200, and 1.0 wt.% instead of 3.0 wt.% of PPH030GP are used.
The resulting composition is characterized by a tensile strength at break of 25.3 MPa, a relative elongation at break of 810%, a Shore D/1s hardness of 60, VicatioH heat resistance of 107°C, a melt strength MS190/2/12 of 76.9 cN, and a good surface quality of the extruded polymer.
Example 20
The process is performed similarly to Example 18 except that 59.0 wt.% instead of 54.0 wt.% of LDPE 15303-003, 10.0 wt.% instead of 14.0 wt.% of LLDPE Daelim XP 9200, and 28.0 wt.% instead of 29.0 wt.% of HDPE 273-83 are used. The resulting composition is characterized by a tensile strength at break of 27.0
MPa, a relative elongation at break of 870%, a Shore D/1s hardness of 60, VicatioH heat resistance of 108°C, a melt strength if S 190/2/12 of 72.6 cN, and a good surface quality of the extruded polymer.
Example 21 The process is performed similarly to Example 19 except that 64.0 wt.% instead of 59.0 wt.% of LDPE 15303-003, 10.0 wt.% instead Of 11.0 wt.% of LLDPE Daelim XP 9200, and 25.0 wt.% instead of 29.0 wt.% of HDPE 273-83 are used.
The resulting composition is characterized by a tensile strength at break of 17.9 MPa, a relative elongation at break of 670%, a Shore D/1s hardness of 59, VicatioH heat resistance of 107°C, a melt strength MS190/2/12 of 77.6 cN, and a good surface quality of the extruded polymer.
Example 22
The process is performed similarly to Example 21 except that 69.0 wt.% instead of 64.0 wt.% of LDPE 15303-003 and 20.0 wt.% instead of 25.0 wt.% of HOPE 273-83 are used. The resulting composition is characterized by a tensile strength at break of 18.8
MPa, a relative elongation at break of 690%, a Shore D/1s hardness of 58, Tvicat,0 heat resistance of 106°C, a melt strength MS 190/2/12 of 71.2 cN, and a good surface quality of the extruded polymer.
Example 23 The process is performed similarly to Example 22 except that 74.0 wt.% instead of 69.0 wt.% of LDPE 15303-003 and 15.0 wt.% instead of 20.0 wt.% of HDPE 273-83 are used.
The resulting composition is characterized by a tensile strength at break of 19.5 MPa, a relative elongation at break of 720%, a Shore D/1s hardness of 56, Tvicat,0 heat resistance of 106°C, a melt strength MS 190/2/12 of 62.0 cN, and a good surface quality of the extruded polymer.
Example 24
The process is performed similarly to Example 23 except that 79.0 wt.% instead of 74.0 wt.% of LDPE 15303-003 and 10.0 wt.% instead of 15.0 wt.% of HDPE 273-83 are used.
The resulting composition is characterized by a tensile strength at break of 17.0
MPa, a relative elongation at break of 620%, a Shore D/1s hardness of 55, Tvicat,0 heat resistance of 105°C, a melt strength MS190/2/12 of 53.0 cN, and a good surface quality of the extruded polymer. Example 25 (comparative)
The process is performed similarly to Example 24 except that 81.0 wt.% instead of 79.0 wt.% of LDPE 15303-003 and 8.0 wt.% instead of 10.0 wt.% of HDPE 273-83 are used.
The resulting composition is characterized by a tensile strength at break of 15.9 MPa, a relative elongation at break of 540%, a Shore D/1s hardness of 52, Tvicat,0 heat resistance of 103°C, a melt strength MS190/2/12 of 39.0 cN, and a good surface quality of the extruded polymer.
Example 26
The process is performed similarly to Example 6 except that a charge mixture is prepared by using 10.0 wt.% of LLDPE Daelim XP 9200 instead of 20 wt.% and 40.0 wt.% of HDPE 276-73 instead of 30 wt.%. The resulting composition is characterized by a tensile strength at break of 17.4
MPa, a relative elongation at break of 610%, a Shore D/1s hardness of 61, VicatioH heat resistance of 115°C, a melt strength MS190/2/12 of 43.5 cN, and a good surface quality of the extruded polymer.
Example 27 The process is performed similarly to Example 26 except that a charge mixture is prepared by using 29.0 wt.% of LDPE 15303-003 instead of 49.0 wt.% and 60 wt.% of HDPE 276-73 instead of 40.0 wt.%.
The resulting composition is characterized by a tensile strength at break of 24.5 MPa, a relative elongation at break of 960%, a Shore D/1s hardness of 63 units, Tvicat, heat resistance of 118°C, a melt strength MS190/2/12 of 31.8 cN, and a good surface quality of the extruded polymer.
Example 28
The process is performed similarly to Example 26 except that a charge mixture is prepared by using HDPE 273-83 instead of HDPE 276-73. The resulting composition is characterized by a tensile strength at break of 17.7
MPa, a relative elongation at break of 660%, a Shore D/1s hardness of 61, VicatioH heat resistance of 115°C, a melt strength MS190/2/12 of 62.0 cN, and a good surface quality of the extruded polymer.
Example 29 The process is performed similarly to Example 27 except that a charge mixture is prepared by using HDPE 273-83 instead of HDPE 276-73.
The resulting composition is characterized by a tensile strength at break of 28.0 MPa, a relative elongation at break of 880%, a Shore D/1s hardness of 62, VicatioH heat resistance of 119°C, a melt strength MS190/2/12 of 43.2 cN, and a good surface quality of the extruded polymer.
Example 30
The process is performed similarly to Example 29 except that a charge mixture is prepared by using 20.0 wt.% of LDPE 15303-003 instead of 29.0 wt.%, 9.0 wt.% of LLDPE Daelim XP 9200 instead of 10 wt.%, and 70.0 wt.% of HDPE 273-83 instead of 60.0 wt.%. The resulting composition is characterized by a tensile strength at break of 22.0
MPa, a relative elongation at break of 700%, a Shore D/1s hardness of 63, Tvicat, heat resistance of 119°C, a melt strength MS190/2/12 of 30.0 cN, and a good surface quality of the extruded polymer.
Example 31 (comparative) The process is performed similarly to Example 30 except that a charge mixture is prepared by using 8.0 wt.% of LLDPE Daelim XP 9200 instead of 9 wt.% and 72.0 wt.% of HDPE 273-83 instead of 70.0 wt.%.
The resulting composition is characterized by a tensile strength at break of 21.8 MPa, a relative elongation at break of 670%, a Shore D/1s hardness of 63, Tvicat, heat resistance of 118°C, a melt strength MS 190/2/12 of 26.1 cN, and a good surface quality of the extruded polymer.
Example 32 (comparative)
The process is performed similarly to Example 5 except that a charge mixture is prepared by using 35 wt.% of LDPE instead of 49.5 wt.%, 40 wt.% of HDPE instead of i 30 wt.%, and 5 wt.% of PP PPH030GP instead of 0.5 wt.%.
The resulting composition is characterized by a melt strength MS 190/2/12 of 24.3 cN and a good surface quality of the extruded polymer.
Example 33
The process is performed similarly to Example 6 except that a charge mixture is prepared by using PPR015 EX instead of PP PPH030GP.
The resulting composition is characterized by a tensile strength at break of 22.2 MPa, a relative elongation at break of 820%, a Shore D/1s hardness of 58, Tvicat, heat resistance of 108°C, a melt strength MS 190/2/12 of 47.5 cN, and a good surface quality of the extruded polymer. Example 34
The process is performed similarly to Example 6 except that a charge mixture is prepared by using PP8300G instead of PP PPH030GP.
The resulting composition is characterized by a tensile strength at break of 22.5 MPa, a relative elongation at break of 810%, a Shore D/1s hardness of 59, Vicat10H heat resistance of 109°C, a melt strength MS190/2/12 of 48.2 cN, and a good surface quality of the extruded polymer. Example 35 (comparative)
The process is performed similarly to Example 30 except that a charge mixture is prepared by using 18.0 wt.% of LDPE 15303-003 instead of 20.0 wt.% and 11.0 wt.% of LLDPE Daelim XP 9200 instead of 9 wt.%.
The resulting composition is characterized by a tensile strength at break of 21.9 MPa, a relative elongation at break of 650%, a Shore D/1s hardness of 63, Tvicat, heat resistance of 119°C, a melt strength MS190/2/12 of 22.1 cN, and a good surface quality of the extruded polymer.
Example 36 (comparative)
The process is performed similarly to Example 24 except that a charge mixture is prepared by using 85.0 wt.% of LDPE 15303-003 instead of 79.0 wt.%, 8.0 wt.% of LLDPE Daelim XP 9200 instead of 10 wt.%, and 6.0 wt.% of HDPE 273-83 instead of 10.0 wt.%.
The resulting composition is characterized by a tensile strength at break of 15.5 MPa, a relative elongation at break of 520%, a Shore D/1s hardness of 50, Tvicat, heat resistance of 100°C, a melt strength MS190/2/12 of 33.5 cN, and a good surface quality of the extruded polymer.
Example 37 (comparative)
The process is performed similarly to Example 36 (comparative) except that a charge mixture is prepared by using 83.0 wt.% of LDPE 15303-003 instead of 85.0 wt.% and 10.0 wt.% of LLDPE Daelim XP 9200 instead of 8 wt.%.
The resulting composition is caracterized by a tensile strength at break of 16.2 MPa, a relative elongation at break of 580%, a Shore D/1s hardness of 51, Tvicat, heat resistance of 102°C, a melt strength MS190/2/12 of 31.2 cN, and a good surface quality of the extruded polymer. Example 38 (comparative)
The process is performed similarly to Example 37 (comparative) except that a charge mixture is prepared by using 39.0 wt.% of LDPE 15303-003 instead of 83.0
wt.%, 30.0 wt.% of LLDPE Daelim XP 9200 instead of 10 wt.%, and 30.0 wt.% of HDPE 273-83 instead of 6.0 wt.%.
The resulting composition is characterized by a tensile strength at break of 25.9 MPa, a relative elongation at break of 850%, a Shore D/1s hardness of 58, Tvicat, heat resistance of 111°C, a melt strength MS190/2/12 of 27.9 cN, and a good surface quality of the extruded polymer.
Example 39 (comparative)
The process is performed similarly to Example 38 (comparative) except that a charge mixture is prepared by using 62.0 wt.% of LDPE 15303-003 instead of 39.0 wt.%, 3.0 wt.% of LLDPE Daelim XP 9200 instead of 30 wt.%, and 5.0 wt.% of PP
PPH030GP instead of 1.0 wt.%.
The resulting composition is characterized by a tensile strength at break of 15.9 MPa, a relative elongation at break of 590%, a Shore D/1s hardness of 58, VicatioH heat resistance of 109°C, a melt strength MS190/2/12 of 28.9 cN, and a good surface quality of the extruded polymer.
Example 40 (comparative)
The process is performed similarly to Example 26 (comparative) except that a charge mixture is prepared by using 9.0 wt.% of LLDPE Daelim XP 9200 instead of 10 wt.%, 27.0 wti% of HDPE 276-73 instead of 40.0 wt:%, and 15.0 wt.% of PP PPH030GP instead of 1.0 wt.%.
The resulting composition is characterized with a tensile strength at break of 13.5 MPa, a relative elongation at break of 250%, a Shore D/1s hardness of 63, Tvicat, heat resistance of 111°C, a melt strength MS190/2/12 of 27.8 cN, and a good surface quality of the extruded polymer. Example 41 (comparative)
The process is performed Similarly to Example 40 (comparative) except that a charge mixture is prepared by using HDPE 273-83 instead of HDPE 276-73.
The resulting composition is characterized by a tensile strength at break of 13.6 MPa, a relative elongation at break of 420%, a Shore D/1s hardness of 62, Tvicat, heat resistance of 112°C, a melt strength MS190/2/12 of 31.8 cN, and a good surface quality of the extruded polymer.
Example 42 (comparative)
The process is performed similarly to Example 9 except that a charge mixture is prepared by using 50.0 wt.% of LDPE 15803-020 instead of 45 wt.% of LDPE 15303- 003, 10.0 wt.% of LLDPE Daelim XP 020 instead of 20.0 wt.%, and 35.0 wt.% of HDPE 276-73 instead of 30.0 wt.%. The resulting composition is characterized by a tensile strength at break of 9.5
MPa, a relative elongation at break of 48%, a Shore D/1s hardness of 61, VicatioH heat resistance of 111°C, a melt strength MS 190/2/12 of 18.6 cN, and a good surface quality of the extruded polymer.
Example 43 (comparative) The process is performed similarly to Example 9 except that a charge mixture is prepared by using LLDPE PE 5118Q instead of LLDPE Daelim XP 9200.
The resulting composition is characterized by a tensile strength at break of 23.1 MPa, a relative elongation at break of 820%, a Shore D/1s hardness of 59, Tvicat,0 heat resistance of 108°C, a melt strength MS 190/2/12 of 27.6 cN, and a good surface quality of the extruded polymer.
Example 44 (comparative)
The process is performed similarly to Example 9 except that a charge mixture is prepared by using LLDPE Daelim XP 9400 instead of LLDPE Daelim XP 9200.
The resulting composition is Characterized by a tensile strength at break of 21.3 MPa, a relative elongation at break of 760%, a Shore D/1s hardness of 58, Tvicat,0 heat resistance of 107°C, a melt strength MS190/2/12 of 25.4 cN, and a good surface quality of the extruded polymer.
Example 45 (comparative)
The process is performed similarly to Example 4 (comparative) except that a charge mixture is prepared by using 60.0 wt.% of LDPE 15803-020 instead of 50 wt.% of LDPE 15303-003, 10.0 wt.% instead of 20.0 wt.% of LLDPE Daelim XP 020, and HDPE PE2NT-22-12 instead of HDPE 276-73.
The resulting composition is characterized by a tensile strength at break of 19.8 MPa, a relative elongation at break of 810%, a Shore D/1s hardness of 57, Tvicat,0 heat resistance of 108°C, a melt strength MS190/2/12 of 33.5 cN, but a bad surface quality of the extruded polymer.
Example 46
The process is performed similarly to Example 45 (comparative) except that a charge mixture is prepared by using 9.7 wt.% of LLDPE Daelim XP 9200 instead of 10.0 wt.% and 29.3 wt.% of HDPE PE2HT-22-12 instead of 30.0 wt.% and by further introducing 1.0 wt.% of PP PPH030GP. The resulting composition is characterized by a tensile strength at break of 20.8
MPa, a relative elongation at break of 830%, a Shore D/1s hardness of 58, Tvicat, heat resistance of 109°C, a melt strength MS190/2/12 of 35.1 cN, and a good surface quality of the extruded polymer.
Example 47 The process is performed similarly to Example 46 except that a charge mixture is prepared by using 3.0 wt.% of PP PPH030GP instead of 1.0 wt.%.
The resulting composition is characterized by a tensile strength at break of 21.2 MPa, a relative elongation at break of 840%, a Shore D/1s hardness of 58, Tvicat, heat resistance of 110°C, a melt strength MS190/2/12 of 35.7 cN, and a good surface quality of the extruded polymer.
Example 48
The process is performed similarly to Example 47 except that a charge mixture is prepared by using 5.0 wt.% of PP PPH030GP instead of 3.0 wt.%.
The resulting composition is Characterized by a tensile strength at break of 17.1 MPa, a relative elongation at break of 670%, a Shore D/1s hardness of 59, Tvicat, heat resistance of 111°C, a melt strength MS190/2/12 of 33.8 cN, and a good surface quality of the extruded polymer.
Example 49 (comparative)
The process is performed similarly to Example 45 (comparative) except that a charge mixture is prepared by using 30.0 wt.% of LDPE 15303-003 instead of 60.0 wt.% and a mixture consisting of 10.0 wt.% of HDPE PE2NT-22-12 and 50.0 wt.% of HDPE 273-83 instead of 30.0 wt.% of HDPE PE2HT-22-12.
The resulting composition is characterized by a tensile strength at break of 24.1 MPa, a relative elongation at break of 720%, a Shore D/1s hardness of 60, Tvicat, heat resistance of 115°C, a melt strength MS190/2/12 of 32.3 cN, but a bad surface quality of the extruded polymer.
Example 50
The process is performed similarly to Example 49 (comparative) except that a charge mixture is prepared by using 9.7 wt.% of LLDPE Daelim XP 9200 instead of 10 wt.% and 49.3 wt.% of HDPE 273-83 instead of 50.0 wt.% and by further introducing 1.0 wt.% of PP PPH030GP.
The resulting composition is characterized by a tensile strength at break of 26.6 MPa, a relative elongation at break of 920%, a Shore D/1s hardness of 61, Tvicat, heat resistance of 116°C, a melt strength MS190/2/12 of 35.0 cN, and a good surface quality of the extruded polymer. Example 51
The process is performed similarly to Example 50 (comparative) except that a charge mixture is prepared by using 9.0 wt.% of LLDPE Daelim XP 9200 instead of 9.7 wt.% and 48.0 wt.% of HDPE 273-83 instead of 49.3 wt.% and 3.0 wt.% of PP PPH030GP instead 1.0 wt.%. The resulting composition is characterized by a tensile strength at break of 27.2
MPa, a relative elongation at break of 930%, a Shore D/1s hardness of 61, Tvicat, heat resistance of 117°C, a melt strength MS190/2/12 of 35.1 cN, and a good surface quality of the extruded polymer. Example 52 The process is performed similarly to Example 51 except that a charge mixture is prepared by using 8.0 wt.% of LLDPE Daelim XP 9200 instead of 9.0 wt.%, 47.0 wt.% of HDPE 273-83 instead of 48.0 wt.%, and 5.0 wt.% of PP PPH030GP instead of 3.0 wt.%.
The resulting composition is characterized by a tensile strength at break of 18.0 MPa, a relative elongation at break of 660%, a Shore D/1s hardness of 62, Tvicat, heat resistance of 118°C, a melt strength MS190/2/12 of 33.1 cN, and a good surface quality of the extruded polymer.
Example 53
The process is performed similarly to Example 50 except that a charge mixture is prepared by using 9.7 wt.% of LLDPE Daelim XP instead of 10.0 wt.% and 19.3 wt.% of HDPE 273-83 instead of 49.3 wt.%.
The resulting composition is characterized by a tensile strength at break of 22.5 MPa, a relative elongation at break of 850%, a Shore D/1s hardness of 57, VicatioH heat resistance of 111°C, a melt strength MS190/2/12 of 62.0 cN, and a good surface quality of the extruded polymer. Table 1 shows the test formulations of PE compositions (Examples 1-11) and properties of the PE compositions
Table 1. Formulations (wt.%) and properties of the compositions according to Examples 1-12



Continuation of Table 1. Formulations (wt.%) and properties of the compositions according to Examples 12-22
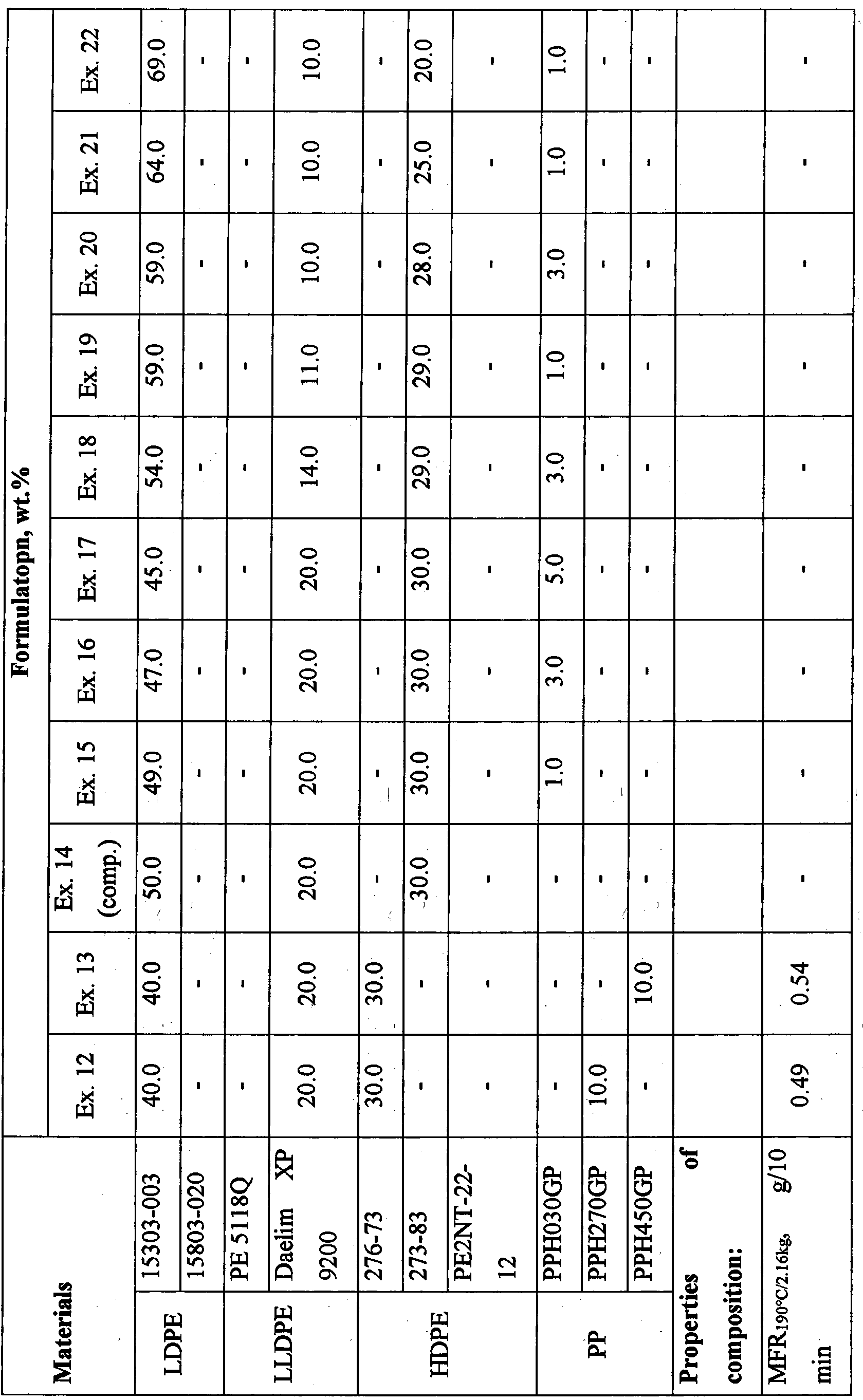

Continuation of Table 1. Formulations (wt.%) and properties of the compositions according to Examples 23-34


Continuation of Table 1. Formulations (wt.%) and properties of the compositions according to Examples 35-45


Continuation of Table 1. Formulations (wt.%) and properties of the compositions according to Examples 46-53

4^

*a drawing speed at which a PE thread breaks in a rheometer Smart Rheo 2000
The test results of the polyethylene compositions obtained in Examples 1-4 (comparative) demonstrate disadvantages of the basic properties of LDPE 15303-003 (Example 1 - low values of physical and mechanical properties, surface hardness and heat resistance), the binary combination of LLDPE and HDPE in the presence of polypropylene (Example 2 - low melt strength), the binary combination of LDPE and HDPE with the addition of polypropylene (Example 3 - low physical and mechanical properties), the ternary mixture of LDPE, LLDPE and HDPE without polypropylene added (Example 4 - a bad surface quality of the extruded material).
The following examples 5-24, 33, 34, and 46-48 show how the addition of crystalline isotactic polypropylene of various brands differing in molecular weight, melt viscosity and copolymer nature improves in ternary compositions the physical and mechanical characteristics, surface hardness, Vicat heat resistance, and melt strength of these compositions compared to the original compositions free of polypropylene, in particular, according to Examples 4, 14, and 44 (comp.).
Examples 40 and 41 (comparative) demonstrate significant degradation of physical and mechanical characteristics (strength and relative elongation at break) and melt strength of triple compositions of PE when the concentration of polypropylene falls outside the claimed concentration range.
Comparative examples 25, 31, and 35-39 demonstrate a negative response of the basic properties of the compositions when reaching beyond the claimed limits of dosing the polymer components of the compositions, in particular LDPE, LLDPE, and HDPE.
Examples 42, 43, and 44 (comparative) demonstrate a negative response of the basic properties of the compositions to the replacement of LDPE 15303-003 and LLDPE Daelim XP 9200 with their analogues with higher flow values: LDPE 15803- 020, Daelim XP 9400, and PE 5118Q.
Examples 49 (comparative), 50, 51, 52, and 53 demonstrate possible changes in the fluidity and basic properties of the compositions depending on the combination of low flow grade HDPE 273-83 and high flow grade HDPE PE2NT-22-12.
Thus, based on the experimental data, it can be concluded that the achievement of maximally improved melt strength of ternary polyethylene compositions with
diverse structural organizations of macrochains requires the simultaneous presence of the following conditions:
1) use of low-flow HDPE,
2) concentration of HDPE of from 25 to 35 wt.%, and 3) dosage of isotactic propylene homopolymer of from 1 to 3 wt.%.
Maximum increase in the physical and mechanical characteristics and elasticity requires a dosage of HDPE of 60±5 wt.% and a dosage of polypropylene of 3 wt.%.
Maximum increase in the surface hardness and heat resistance requires that dosages of HDPE and PP should be near the upper limit of the range of permissible concentrations.
Thus, the result of the present invention is a polymer composition based on the use of certain ranges of three types of PE: LDPE, HDPE and LLDPE, a propylene polymer in a certain amount, and other optional desirable additives. The composition is suitable for the production of materials by foaming and for the production of materials with good properties, such as heat resistance, surface hardness, elasticity and other optical and deformation-strength characteristics.
These advantages of the composition provide a wide range of its applications, ranging from insulating materials to high-tech packaging products with high optical and strength characteristics. The method for preparing materials from the composition according to the invention does not require expensive and potentially dangerous operations of radiation crosslinking and steps of additional purification of the resulting materials from byproducts of chemical crosslinking methods.
Claims
1. A polyethylene composition comprising, based on the total weight of the composition, the following components: from 20 to 84 wt.% of low-density polyethylene (LDPE), from 10 to 70 wt.% of high-density polyethylene (HDPE), from 5 to 25 wt.% of linear low-density polyethylene (LLDPE), from 0.5 to 10 wt.% of polypropylene (PP), and from 0 to 2 wt.% of other additives.
2. The polyethylene composition according to claim 1, wherein the LDPE is in an amount of from 25 to 80 wt.% based on the total weight of the composition.
3. The polyethylene composition according to claim 1, wherein the content of HDPE in the composition is from 12 to 60 wt.% based on the total weight of the composition.
4. The polyethylene composition according to claim 1, wherein the content of LLDPE in the composition is from 8 to 20 wt.% based on the total weight of the composition.
5. The polyethylene composition according to claim 1, wherein the content of polypropylene in the composition is from 1 to 7 wt.% based on the total weight of the composition. i
6. The polyethylene composition according to claim 1, wherein the LDPE has a density of from 0.910 to 0.935 g/cm3, preferably from 0.910 to 0.930 g/cm3, more preferably from 0.915 to 0.935 g/cm3.
7. The polyethylene composition according to claim 1, wherein the HDPE has a density of from 0.935 to 0.970 g/cm3, preferably from 0.940 to 0.960 g/cm3.
8. The polyethylene composition according to claim 1, wherein the LLDPE has a density of from 0.895 to 0.925 g/cm3, preferably from 0.910 to 0.925 g/cm3.
9. The polyethylene composition according to claim 1, wherein the HDPE has a molecular weight of from 80000 to 200000 g/mol, preferably from 100000 to 150000 g/mol.
10. The polyethylene composition according to claim 1, wherein the LLDPE has a molecular weight of from 50000 to 400000 g/mol, preferably from 70000 to 250000 g/mol, more preferably from 80000 to 150000 g/mol.
11. The polyethylene composition according to claim 1, wherein a copolymer of ethylene with an a-olefin comprising 3 to 10 carbon atoms is used as the LLDPE.
12. The polyethylene composition according to claim 11, wherein the LLDPE is prepared by an anionic coordination polymerization on Ziegler-Natta catalysts.
13. The polyethylene composition according to claim 1, wherein monomodal homo- and copolymers of ethylene with higher a-olefins, preferably a copolymer of ethylene with an a-olefin comprising 3 to 10 carbon atoms, are used as the HDPE.
14. The polyethylene composition according to claim 13, wherein the HDPE is prepared by an anionic coordination polymerization on Ziegler-Natta catalysts.
15. The polyethylene composition according to claim 1, wherein the polypropylene is selected from the group consisting of semi-crystalline propylene homopolymer, a random copolymer of ethylene with a C4-C8 a-olefin, a block copolymer of ethylene with a C4-C8 a-olefin.
16. The polyethylene composition according to claim 1, wherein the polypropylene is selected from propylene homopolymers with a melt flow rate of from 2 to 5 g/10 min, preferably from 2.5 to 4 g/10 min, or mixtures thereof.
17. The polyethylene composition according to claim 1, wherein the LDPE is characterized by an MFR190°/2,16 kg of from 0.1 to 0.7 g/10 min, preferably from 0.2 to 0.5 g/10 min, more preferably from 0.2 to 0.4 g/10 min. '
18. The polyethylene composition according to claim 1, wherein the HDPE is characterized by an MFR190°/2,16 kg of from 0.05 to 5 g/10 min, preferably from 0.2 to 5 g/10 min, more preferably from 0.3 to 5 g/10 min.
19. The polyethylene composition according to claim 1, wherein the LLDPE is characterized by an MFR190°/2,16 kg of from 0.5 to 2 g/10 min, preferably from 0.7 to 1.5 g/10 min, more preferably from 0.8 to 1.3 g/10 min.
20. The polyethylene composition according to claim 1, where the polypropylene is characterized by an MFR230°/2,16 kg of from 2 to 45 g/10 min.
21. The polyethylene composition according to claim 1, wherein the other additives are selected from the group including antioxidants, UV-absorbers, antistatic agents, crystallization agents, fillers, lubricants, flame retarders.
22. The polyethylene composition according to claim 21, wherein the content of other additives is from 0 to 2 wt.%, preferably from 0.05 to 1.5 wt.%, more preferably from 0.1 to 1 wt.%.
23. The polyethylene composition according to claim 1, characterized by:
- an MFR190°/2,16 kg of from 0.06 to 0.54 g/10 min;
- a tensile yield strength of not more than 21.7 MPa;
- a tensile strength at break of not more than 28 MPa;
- a Shore D hardness of 49 to 63 c.u. at an exposure time of 1 sec;
- a Vicat heat resistance (10 H) of not more than 119°C;
- a drawing speed at which a polyethylene thread breaks in a rheometer of from 45 to 475 mm/s.
24. A method for preparing a foamable polyethylene composition, comprising mixing and processing components, as defined below, into homogeneous melt, wherein the amounts of components are given based on the total weight of the composition:
A. from 20 to 84 wt.% of a low-density polyethylene (LDPE),
B. from 10 to 70 wt.% of high-density polyethylene (HDPE),
C. from 5 to 25 wt.% of linear low-density polyethylene (LLDPE),
D. from 0.5 to 10 wt.% of polypropylene (PP), and
E. from 0 to 2 wt.% of other additives.
25. The method for preparing a composition according to claim 24, wherein the content of LDPE in the composition is from 25 to 80 wt.% based on the total weight of the composition.
26. The method for preparing a composition according to claim 24, wherein the content of HDPE in the composition is from 12 to 60 wt.% based on the total weight of the composition.
27. The method for preparing a composition according to claim 24, wherein the content of LLDPE in the composition is from 8 to 20 wt.% based on the total weight of the composition.
28. The method for preparing a composition according to claim 24, wherein the content of polypropylene in the composition is from 1 to 7 wt.% based on the total weight of the composition.
29. The method for preparing a composition according to claim 24, wherein the LDPE has a density of from 0.910 to 0.935 g/cm3, preferably from 0.910 to 0.930 g/cm3, more preferably from 0.915 to 0.935 g/cm3.
30. The method for preparing a composition according to claim 24, wherein the HDPE has a density of from 0.935 to 0.970 g/cm3, preferably from 0.940 to 0.960 g/cm3.
31. The method for preparing a composition according to claim 24, wherein the LLDPE has a density of from 0.895 to 0.925 g/cm3, preferably from 0.910 to 0.925 g/cm3.
32. The method for preparing a composition according to claim 24, wherein the
HDPE has a molecular weight of from 80000 to 200000 g/mol, preferably from 100000 to 150000 g/mol.
33. The method for preparing a composition according to claim 24, wherein the LLDPE has a molecular weight of from 50000 to 400000 g/mol, preferably from 70000 to 250000 g/mol, more preferably from 80000 to 150000.
34. The method for preparing a composition according to claim 22, wherein a copolymer of ethylene with a-olefin comprising 3 to 10 carbon atoms is used as the LLDPE.
35. The method for preparing a composition according to claim 34, wherein the LLDPE is prepared by an anionic coordination polymerization on Ziegler-Natta catalysts.
36. The method for preparing a composition according to claim 22, wherein monomodal homo- and copolymers of ethylene with higher a-olefins, preferably a copolymer of ethylene with an a-olefin comprising 3 to 10 carbon atoms, are used as the HDPE.
37. The method for preparing a composition according to claim 36, wherein the HDPE is prepared by an anionic coordination polymerization on Ziegler-Natta catalysts.
38. The method for preparing a composition according to claim 22, wherein the polypropylene is selected from the group consisting of semi-crystalline propylene homopolymer, a random copolymer of ethylene with a C4-C8 a-olefin, and a block copolymer of ethylene with a C4-C8 a-olefin.
39. The method for preparing a composition according to claim 22, wherein the LDPE is characterized by an MFR190°/2,16 kg of from 0.1 to 0.7 g/10 min, preferably from 0.2 to 0.5 g/10 min, more preferably from 0.2 to 0.4 g/10 min.
40. The method for preparing a composition according to claim 24, wherein the HDPE is characterized by an MFR190°/2,16 kg of from 0.05 to 5 g/10 min, preferably from 0.2 to 5 g/10 min, more preferably from 0.3 to 5 g/10 min.
41. The method for preparing a composition according to claim 24, wherein the LLDPE is characterized by an MFR190°/2,16 kg of from 0.5 to 2 g/10 min, preferably from 0.7 to 1.5 g/10 min, preferably from 0.8 to 1.3 g/10 min.
42. The method for preparing a composition of claim 24, wherein the polypropylene is characterized by an MFR230°/2,16 kg of from 2 to 45 g/10 min.
43. The method for preparing a composition according to claim 24, wherein the other additives are selected from the group including antioxidants, UV-absorbers, antistatic agents, crystallization agents, fillers, lubricants, and flame retarders.
44. The method for preparing a composition according to claim 24, wherein the content of the other additives in the composition is from 0 to 2 wt.%, preferably from 0.05 to 1.5 wt.%, more preferably from 0.1 to 1 wt.%.
45. The method for preparing a composition according to claim 24, wherein the mixing and processing into homogeneous melt are performed by using a mixing equipment and an extruder.
46. The method for preparing a composition according to claim 45, wherein the mixing of the dry components of the composition is performed at a temperature of from 15 to 30°C.
47. The method for preparing a composition according to claim 46, wherein the processing into homogeneous melt is performed at a temperature of from 200 to 260°C.
48. The method for preparing a composition according to claim 47, wherein the processing into homogeneous melt is performed at a temperature of from 210 to 250°C.
49. Use of a polyethylene composition according to any one of claims 1 to 21 or a composition prepared by a method according to any one of claims 22-48 as a composition for the production of articles by foaming.
50. An article produced by foaming from a composition according to any one of claims 1-23 or a composition prepared by a method according to any one of claims 24- 48.
51. The article according to claim 50, which is an article selected from a package, a cable, and heat and hydro insulation.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/RU2019/000556 WO2021025578A1 (en) | 2019-08-06 | 2019-08-06 | Polyethylene composition |
| EP19940795.8A EP4017914A4 (en) | 2019-08-06 | 2019-08-06 | Polyethylene composition |
| CN201980098956.0A CN114269827B (en) | 2019-08-06 | 2019-08-06 | Polyethylene composition |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/RU2019/000556 WO2021025578A1 (en) | 2019-08-06 | 2019-08-06 | Polyethylene composition |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021025578A1 true WO2021025578A1 (en) | 2021-02-11 |
Family
ID=74503567
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/RU2019/000556 Ceased WO2021025578A1 (en) | 2019-08-06 | 2019-08-06 | Polyethylene composition |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP4017914A4 (en) |
| CN (1) | CN114269827B (en) |
| WO (1) | WO2021025578A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114891289A (en) * | 2021-06-25 | 2022-08-12 | 上海亚星塑胶容器有限公司 | Full hot-melt flange and manufacturing method thereof |
| CN116253949A (en) * | 2022-12-31 | 2023-06-13 | 江苏因倍思科技发展有限公司 | Disposable intravenous nutrition transfusion bag and preparation process thereof |
| WO2024079256A1 (en) | 2022-10-14 | 2024-04-18 | Sabic Global Technologies B.V. | Foamed article |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002048258A2 (en) | 2000-11-21 | 2002-06-20 | Eastman Chemical Company | Blends containing linear low density polyethylene, high density polyethylene, and low density polyethylene particularly suitable for extrusion coating and films |
| CN104629150A (en) | 2015-02-12 | 2015-05-20 | 北京中交建业科技发展有限公司 | Anti-rut agent composition for high-performance composite polyolefin asphalt mixture and preparation method thereof |
| CN104910511A (en) | 2015-04-22 | 2015-09-16 | 北京中企卓创科技发展有限公司 | High-modulus modifier composition of asphalt mixture |
| WO2017207605A1 (en) * | 2016-05-31 | 2017-12-07 | Borealis Ag | Foamable ethylene polymer |
| WO2019132694A1 (en) | 2017-12-27 | 2019-07-04 | Public Joint Stock Company "Sibur Holding" | Polyethylene composition |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EA032320B1 (en) * | 2012-10-15 | 2019-05-31 | Сауди Бейсик Индастриз Корпорейшн | Polyethylene composition comprising polypropylene, process for the preparation thereof, use thereof and article comprising same |
-
2019
- 2019-08-06 EP EP19940795.8A patent/EP4017914A4/en active Pending
- 2019-08-06 CN CN201980098956.0A patent/CN114269827B/en active Active
- 2019-08-06 WO PCT/RU2019/000556 patent/WO2021025578A1/en not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002048258A2 (en) | 2000-11-21 | 2002-06-20 | Eastman Chemical Company | Blends containing linear low density polyethylene, high density polyethylene, and low density polyethylene particularly suitable for extrusion coating and films |
| CN104629150A (en) | 2015-02-12 | 2015-05-20 | 北京中交建业科技发展有限公司 | Anti-rut agent composition for high-performance composite polyolefin asphalt mixture and preparation method thereof |
| CN104910511A (en) | 2015-04-22 | 2015-09-16 | 北京中企卓创科技发展有限公司 | High-modulus modifier composition of asphalt mixture |
| WO2017207605A1 (en) * | 2016-05-31 | 2017-12-07 | Borealis Ag | Foamable ethylene polymer |
| WO2019132694A1 (en) | 2017-12-27 | 2019-07-04 | Public Joint Stock Company "Sibur Holding" | Polyethylene composition |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4017914A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114891289A (en) * | 2021-06-25 | 2022-08-12 | 上海亚星塑胶容器有限公司 | Full hot-melt flange and manufacturing method thereof |
| WO2024079256A1 (en) | 2022-10-14 | 2024-04-18 | Sabic Global Technologies B.V. | Foamed article |
| CN116253949A (en) * | 2022-12-31 | 2023-06-13 | 江苏因倍思科技发展有限公司 | Disposable intravenous nutrition transfusion bag and preparation process thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4017914A1 (en) | 2022-06-29 |
| EP4017914A4 (en) | 2023-05-03 |
| CN114269827B (en) | 2024-08-23 |
| CN114269827A (en) | 2022-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3732239B1 (en) | Polyethylene composition | |
| KR100935044B1 (en) | Outer sheath layer for power or communication cables | |
| KR100903600B1 (en) | Polyethylene compositioin of improved processability | |
| WO2019219902A1 (en) | Improving rheological properties of thermoplastic polyolefin compositions | |
| EP2108679A1 (en) | Low emission polymer composition | |
| CA2984594A1 (en) | Polypropylene - carbon fiber composite | |
| WO2021025578A1 (en) | Polyethylene composition | |
| KR20170110629A (en) | Modified polypropylene and polymer blends thereof | |
| CA2983406C (en) | Process for manufacturing of a fibre-reinforced polymer composition | |
| EP3467022B1 (en) | Propylene-based resin composition and injection-molded object thereof | |
| WO2020139118A1 (en) | Polyethylene composition with improved balance between strength and elasticity, method for preparing thereof | |
| CA3018594C (en) | Buffer tubes for fiber optic cables | |
| KR20240020535A (en) | Polyethlylene resin composition for high strength mono or multi filaments | |
| EA049256B1 (en) | POLYETHYLENE COMPOSITION | |
| US10907035B2 (en) | Propylene resin composition and injection-molded article thereof | |
| RU2848082C1 (en) | Polyethylene composition for cable and pipe products with improved performance properties | |
| RU2815419C2 (en) | Polypropylene-based polymer composition (versions), method for production thereof (versions), use thereof and articles containing same | |
| RU2832019C1 (en) | Polypropylene-based polymer composition (versions), method for production thereof (versions), use thereof and articles containing same | |
| RU2791381C2 (en) | Polyethylene composition with improved balance of strength and elasticity, method for its production and application | |
| CN121586734A (en) | High melting point heterophasic polypropylene composition | |
| WO2026084615A1 (en) | Polyethylene composition for cables and pipes | |
| JP2014234404A (en) | Polyolefin-based coated electric wire | |
| EA041625B1 (en) | POLYETHYLENE COMPOSITION | |
| JP2003286314A (en) | Polypropylene resin for film formation, resin composition, and film made thereof | |
| CASTELLI et al. | PCT/EP2008/061412 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19940795 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019940795 Country of ref document: EP Effective date: 20220307 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 202290510 Country of ref document: EA |