WO2021166211A1 - 部品装着機 - Google Patents
部品装着機 Download PDFInfo
- Publication number
- WO2021166211A1 WO2021166211A1 PCT/JP2020/006997 JP2020006997W WO2021166211A1 WO 2021166211 A1 WO2021166211 A1 WO 2021166211A1 JP 2020006997 W JP2020006997 W JP 2020006997W WO 2021166211 A1 WO2021166211 A1 WO 2021166211A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- feature
- component
- unit
- candidate
- state recognition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images









Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/08—Monitoring manufacture of assemblages
- H05K13/081—Integration of optical monitoring devices in assembly lines; Processes using optical monitoring devices specially adapted for controlling devices or machines in assembly lines
- H05K13/0812—Integration of optical monitoring devices in assembly lines; Processes using optical monitoring devices specially adapted for controlling devices or machines in assembly lines the monitoring devices being integrated in the mounting machine, e.g. for monitoring components, leads, component placement
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
- H05K13/043—Feeding one by one by other means than belts
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06V—IMAGE OR VIDEO RECOGNITION OR UNDERSTANDING
- G06V10/00—Arrangements for image or video recognition or understanding
- G06V10/40—Extraction of image or video features
- G06V10/60—Extraction of image or video features relating to illumination properties, e.g. using a reflectance or lighting model
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
- H05K13/0404—Pick-and-place heads or apparatus, e.g. with jaws
- H05K13/0408—Incorporating a pick-up tool
- H05K13/0409—Sucking devices
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
- H05K13/0404—Pick-and-place heads or apparatus, e.g. with jaws
- H05K13/0408—Incorporating a pick-up tool
- H05K13/041—Incorporating a pick-up tool having multiple pick-up tools
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/08—Monitoring manufacture of assemblages
- H05K13/081—Integration of optical monitoring devices in assembly lines; Processes using optical monitoring devices specially adapted for controlling devices or machines in assembly lines
- H05K13/0813—Controlling of single components prior to mounting, e.g. orientation, component geometry
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/08—Monitoring manufacture of assemblages
- H05K13/086—Supply management, e.g. supply of components or of substrates
Definitions
- a predetermined search range determined based on the position and feature amount of the reference feature portion is targeted, so that the efficiency of the search process can be improved.
- the feature parts of different parts it is possible to prevent misidentification that the parts are the same. As a result, the accuracy of the supply state recognition process can be improved.
- the substrate camera 15 can target various devices and the like as long as it is within the movable range of the moving table 132.
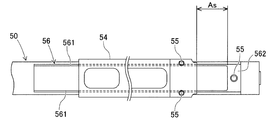
- the substrate camera 15 can take an image by capturing the supply region As in which the bulk feeder 50 supplies the component 80 in the camera field of view Vc.
- the substrate camera 15 can be used for imaging different imaging targets in order to acquire image data used for various image processing.
- the bulk feeder 50 includes a feeder control unit 58 that executes a supply process of the component 80 to the supply area As.
- the feeder control unit 58 controls the operation of the vibration exciter 57 in response to an external command, and supplies the component 80 to the supply area As by transporting the component 80 on the transport path.
- the feeder control unit 58 controls so that, for example, at least a part of the component 80 is retracted from the supply area As to the component case 52 side so that an appropriate amount of the component 80 remains in the supply area As. There is.
- the position and shape of the search range 65 can be appropriately adjusted according to the position and shape of the feature portion in the component 80. Then, in the processed image data 62, the feature portion located in the predetermined search range 65 has a possibility of belonging to the same component 80 together with the reference feature portion 85, and is recognized as the candidate feature portion 86 as described above. NS. Then, the state recognition unit 23 is based on one or more of the feature amount of one or more candidate feature units 86 included in the search range 65 and the positional relationship between the reference feature unit 85 and the candidate feature unit 86. It is determined whether or not the unit 86 belongs to the same component 80 together with the reference feature unit 85.
- the state recognition unit 23 executes a part recognition process for recognizing individual parts 80 based on a large number of feature parts in the processed image data 62 (S14).
- the state recognition unit 23 repeatedly executes the above recognition process in the component recognition process until, for example, the required number of components 80 are recognized in the next PP cycle. As a result, the state recognition unit 23 recognizes at least a part of the plurality of parts 80 in the processed image data 62. The details of the component recognition process will be described later.
- the state recognition unit 23 searches for the candidate feature unit 86 included in the predetermined search range 65 defined based on the reference feature unit 85 (S22).
- the search range 65 is set to a range in which there is a high possibility that the other terminal 82 exists when the reference feature portion 85 is set to one terminal 82.
- the state recognition unit 23 is the number of feature units including the reference feature unit 85 and the candidate feature unit 86 included in the search range 65 when there is one or more feature units in the search range 65 (S23: Yes). (1 + Ns) is compared with the number of feature portions (Nf) formed in one component 80 (S24).
- the state recognition unit 23 determines that the candidate feature unit 86 belongs to the same component 80 together with the reference feature unit 85. According to such a configuration, even if the design information including the shape of each feature portion is not acquired in advance, the attribute determination can be performed by comparing with the shape of the reference feature portion 85.
- the state recognition unit 23 determines whether or not the candidate feature unit 86 belongs to the same component 80 together with the reference feature unit 85 based on the result of the determination. That is, when the state recognition unit 23 obtains a determination result that the main body unit 81 exists between the reference feature unit 85 and the candidate feature unit 86, the candidate feature unit 86 is combined with the reference feature unit 85. It is determined that they belong to the same component 80.
- the measurement point Pm may be the center position of the component 80, or may be set at a position separated from the center position by a predetermined distance in a predetermined direction.
- a plurality of measurement points Pm may be set from the viewpoint of improving determination accuracy. However, if the difference in brightness between the main body 81 and the background 74 is clear in the image data 61 before processing, it is sufficient to have one measurement point Pm.
- the position and number of measurement points Pm are set for each type of component 80.
- the camera that captures the supply area As of the bulk feeder 50 is a substrate camera 15.
- the component mounting machine 10 may be provided above the bulk feeder 50 and may include a camera capable of capturing the supply area As.
- the camera may be dedicated to imaging the supply area As or may be used for other purposes. According to such a configuration, the camera becomes a fixed type, and the accuracy of the calibration process can be improved.
- the embodiment illustrated in the embodiment is preferable.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Operations Research (AREA)
- Software Systems (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Multimedia (AREA)
- Theoretical Computer Science (AREA)
- Supply And Installment Of Electrical Components (AREA)
Abstract
Description
部品装着機10は、例えば他の部品装着機10を含む複数種類の対基板作業機とともに、基板製品を生産する生産ラインを構成する。上記の生産ラインを構成する対基板作業機には、印刷機や検査装置、リフロー炉などが含まれ得る。
1-1.基板搬送装置
部品装着機10は、図1に示すように、基板搬送装置11を備える。基板搬送装置11は、基板91を搬送方向へと順次搬送するとともに、基板91を機内の所定位置に位置決めする。
部品装着機10は、部品供給装置12を備える。部品供給装置12は、基板91に装着される部品を供給する。部品供給装置12は、複数のスロット121にフィーダ122をそれぞれ装備される。フィーダ122には、例えば多数の部品が収納されたキャリアテープを送り移動させて、部品を採取可能に供給するテープフィーダが適用される。また、フィーダ122には、バルク状態(それぞれの姿勢が不規則なばら状態)で収容された部品を採取可能に供給するバルクフィーダ50が適用される。バルクフィーダ50の詳細については後述する。
部品装着機10は、部品移載装置13を備える。部品移載装置13は、部品供給装置12により供給された部品を基板91上の所定の装着位置に移載する。部品移載装置13は、ヘッド駆動装置131、移動台132、装着ヘッド133、および吸着ノズル134を備える。ヘッド駆動装置131は、直動機構により移動台132を水平方向(X方向およびY方向)に移動させる。装着ヘッド133は、図示しないクランプ部材により移動台132に着脱可能に固定され、機内において水平方向に移動可能に設けられる。
部品装着機10は、部品カメラ14、および基板カメラ15を備える。部品カメラ14、および基板カメラ15は、CMOSなどの撮像素子を有するデジタル式の撮像装置である。部品カメラ14、および基板カメラ15は、制御信号に基づいて撮像を行い、当該撮像により取得した画像データを送出する。部品カメラ14は、吸着ノズル134に保持された部品を下方から撮像可能に構成される。基板カメラ15は、装着ヘッド133と一体的に水平方向に移動可能に移動台132に設けられる。基板カメラ15は、基板91を上方から撮像可能に構成される。
部品装着機10は、図1に示すように、制御装置20を備える。制御装置20は、主として、CPUや各種メモリ、制御回路により構成される。制御装置20は、図5に示すように記憶部21を備える。記憶部21は、ハードディスク装置などの光学ドライブ装置、またはフラッシュメモリなどにより構成される。制御装置20の記憶部21には、装着処理の制御に用いられる制御プログラムなどの各種データが記憶される。制御プログラムは、装着処理において基板91に装着される部品の装着位置、装着角度、および装着順序を示す。
バルクフィーダ50は、部品装着機10に装備されて部品供給装置12の少なくとも一部として機能する。バルクフィーダ50は、テープフィーダと異なりキャリアテープを用いないため、キャリアテープの装填や使用済みテープの回収などを省略できる点でメリットがある。一方で、バルクフィーダ50は、キャリアテープのように整列されていないバルク状態で収容された部品80を供給するため、部品80の供給状態が吸着ノズル134などの保持部材による採取動作に影響し得る。
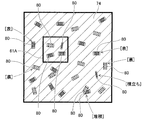
部品装着機10の制御装置20の詳細構成について図5-図9を参照して説明する。なお、図6-図8は、黒色または黒色に近い色彩の領域を便宜的に斜線により示す。記憶部21には、基板カメラ15の撮像により取得された画像データ61(以下、「加工前の画像データ61」とも称する)と、画像加工を実行された画像データ62(以下、「加工後の画像データ62」とも称する)とが記憶される。
制御装置20は、図5に示すように、画像加工部22を備える。画像加工部22は、供給領域Asを対象とした基板カメラ15の撮像により取得された加工前の画像データ61(図6を参照)に対して、所定の画像加工を実行する。上記の「所定の画像加工」には、部品80における複数の特徴部の領域と、加工後の画像データ62における複数の特徴部以外の領域とを輝度により区分する画像加工が含まれる。
制御装置20は、図5に示すように、状態認識部23を備える。状態認識部23は、画像加工を実行された画像データ62における複数の特徴部ごとの特徴量に基づいて、供給領域Asにおける部品80の供給状態を認識する。上記の「特徴部ごとの特徴量」には、当該特徴部の形状および角度の少なくとも一つが含まれる。ここで、状態認識部23は、供給領域Asにおける部品80の供給状態として、それぞれの部品80の位置を認識する。
ここで、画像加工を実行された画像データ62における複数の特徴部の一つを基準特徴部85とする。基準特徴部85は、任意に、または予め設定された規則に従って設定される。例えば、基準特徴部85は、先に検出された特徴部や、所定位置に近い特徴部などが設定され得る。なお、状態認識部23は、加工前の画像データ61において、閾値よりも高い輝度である部位が特徴部であるか否か、および特徴部であればどのような姿勢にあるのかを認識する。
ここで、基準特徴部85の位置および特徴量を基準に定められる所定の探索範囲65に含まれる他の特徴部を基準特徴部85とともに同一の部品80に属し得る候補特徴部86とする。なお、上記の所定の探索範囲65は、部品80の種類や画像処理の負荷などを勘案して適宜設定され得る。具体的には、基準特徴部85を中心とする所定の大きさの矩形状の範囲としてもよいし、図9に示すように、基準特徴部85の幅方向両側に所定距離だけそれぞれ離間した位置を中心とする所定の大きさの矩形状の範囲としてもよい。
制御装置20は、図5に示すように、設定部24を備える。設定部24は、状態認識部23により認識された供給状態に基づいて、供給領域Asに供給された複数の部品80のうち採取対象とする部品80を設定する。より詳細には、設定部24は、PPサイクルにおいて複数回に亘って同一種類の部品80を採取する採取動作が含まれている場合に、供給領域Asから必要数だけ採取する部品80を設定する。
制御装置20は、PPサイクルにおいて、設定された採取対象の部品80を採取順序に従って、装着ヘッド133を移動させるとともに吸着ノズル134を昇降させて部品80を採取させる。また、制御装置20は、供給領域Asに供給された部品80のうち採取対象にすることができる部品80の数が所定数(例えば、次回のPPサイクルにおける必要数)以下となった場合に、バルクフィーダに対して部品80の部品供給処理を実行するように制御指令を送出する。
部品装着機10による装着処理について、図9-図12を参照して説明する。上記のバルクフィーダ50がスロット121にセットされた後に、制御装置20は、キャリブレーション処理を実行し、機内における供給領域Asの位置を認識する。詳細には、制御装置20は、先ず基板カメラ15をバルクフィーダ50の3つの基準マーク55の上方に移動させて、基板カメラ15の撮像により画像データを取得する。そして、制御装置20は、画像処理により画像データに含まれる3つの基準マーク55の位置、および撮像した際の基板カメラ15の位置に基づいて、機内におけるバルクフィーダ50の位置、即ち供給領域Asの位置を認識する。
制御装置20は、バルクフィーダ50による部品供給処理が実行された後に、図10に示すように、画像処理を実行する。制御装置20は、先ず基板カメラ15による撮像を実行させる(S11)。詳細には、制御装置20は、基板カメラ15をバルクフィーダ50の供給領域Asの上方に移動させて、基板カメラ15の撮像により画像データ61を取得する。また、制御装置20、バルクフィーダ50により供給されている部品80の種類に応じて、画像データ61に適用する画像処理を設定する。適用される画像処理は、オペレータにより予め設定され、制御プログラムなどのデータに指定されていてもよい。
状態認識部23は、部品認識処理(S14)において、図11に示すように、基準特徴部85を設定する(S21)。状態認識部23は、加工後の画像データ62における複数の特徴部のうち同一の部品80に属するものと認識された特徴部を除いて、任意に、または所定の規則に従って一つを基準特徴部85に設定する(図9を参照)。
状態認識部23は、基準特徴部85の形状および候補特徴部86の形状の一致度が予め設定された閾値以上である場合に、当該候補特徴部86が基準特徴部85とともに同一の部品80に属すると判定してもよい。特徴部のそれぞれが同形状に形成されていることを前提とし(本実施形態において、一対の端子82)、状態認識部23は、基準特徴部85の特徴量に含まれる形状と、候補特徴部86の特徴量に含まれる形状とを比較する。
状態認識部23は、候補特徴部86の形状と候補特徴部86の理想形状の一致度が予め設定された閾値以上である場合に、当該候補特徴部86が基準特徴部85とともに同一の部品80に属すると判定してもよい。状態認識部23は、予め部品80の特徴部の理想形状を例えば設計情報に基づいて取得し、理想形状と候補特徴部86の特徴量に含まれる形状とを比較する。
状態認識部23は、基準特徴部85の角度および候補特徴部86の角度の一致度が予め設定された閾値以上である場合に、当該候補特徴部86が基準特徴部85とともに同一の部品80に属すると判定するしてもよい。状態認識部23は、特徴部のそれぞれが同角度に形成されていることを前提とし(本実施形態において、長手方向が平行に形成された一対の端子82)、状態認識部23は、基準特徴部85の特徴量に含まれる角度と、候補特徴部86の特徴量に含まれる角度とを比較する。
状態認識部23は、候補特徴部86の角度と候補特徴部86の理想角度の一致度が予め設定された閾値以上である場合に、当該候補特徴部86が基準特徴部85とともに同一の部品80に属すると判定してもよい。状態認識部23は、予め部品80の特徴部の理想角度を例えば角度情報に基づいて取得し、理想角度と候補特徴部86の特徴量に含まれる角度とを比較する。
状態認識部23は、属性判定において、加工前の画像データ61を用いた態様を採用し得る。詳細には、状態認識部23は、先ず、画像加工を実行された画像データ62において基準特徴部85と候補特徴部86との間の領域に位置する1以上の測定点Pmの位置を割り出す(図7を参照)。次に、状態認識部23は、画像加工を実行される前の元の画像データ61における測定点Pmに対応する位置の輝度を測定する。
状態認識部23は、属性判定の第一態様から第五態様を、装着処理に対する要求精度や生産効率に基づいて適宜組み合わせて適用してもよく、また部品80の種類や部品装着機10の機器構成に基づいて適宜切り換えて適用してもよい。また、状態認識部23は、候補特徴部86の特徴量、および基準特徴部85と候補特徴部86との位置関係の何れか一方に基づく属性判定であれば、第一態様から第五態様と異なる態様を採用し得る。
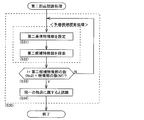
上記のような部品認識処理(S14)において、基準特徴部85と探索範囲65において検出された候補特徴部86とを合わせた特徴部の数(1+Ns)が、一個の部品80に形成された特徴部の数(Nf)を超えている場合がある(1+Ns>Nf、S24:No)。このような場合に、状態認識部23は、図12に示すように、第二部品認識処理(S30)を実行してもよい。
上述した実施形態の構成によると、候補特徴部86を探索する際に、基準特徴部85の位置および特徴量に基づいて定められる所定の探索範囲65を対象とするため、探索処理(S22)の効率化を図ることができる。さらに、複数の候補特徴部86に対して、特徴量または基準特徴部85との位置関係に基づいて候補特徴部86が基準特徴部85とともに同一の部品80に属するか否かを判定するため、異なる部品80の特徴部をもって同一の部品80であると誤認することを防止できる。これにより、供給領域Asにおける部品80の供給状態の認識処理の精度向上を図ることができる。
6-1.属性判定について
状態認識部23は、供給状態の認識処理において、種々の属性判定の第一態様から第五態様までを適宜適用することができ、また部品80の種類や特徴部の形状や輝度、位置、種類に応じて適宜切り換えて適用してもよい。なお、上記の特徴部は、部品80を構成する部位の形状のみまたは角度のみによって定義されてもよい。また、部品80は、種類によっては、3以上の特徴部を有したり、互いに異形状の特徴部を有したりすることがある。
実施形態において、状態認識部23は、上記のように予備候補探索処理(S31,S32)を実行する態様を採用した。これに対して、状態認識部23は、他の態様を採用し得る。例えば、状態認識部23は、部品認識処理(S14)において、基準特徴部85と探索範囲65に含まれる候補特徴部86とを合わせた特徴部の数(1+Ns)が、一個の部品80に形成された特徴部の数(Nf)を超えている場合に(S24:Yes)、複数の候補特徴部86ごとの特徴量が理想量に近いものほど基準特徴部85とともに同一の部品80に属すると判定してもよい。
実施形態において、バルクフィーダ50の供給領域Asを撮像するカメラは、基板カメラ15である構成とした。これに対して、部品装着機10は、バルクフィーダ50の上方に設けられ、供給領域Asを撮像可能なカメラを備えてもよい。当該カメラは、供給領域Asの撮像に専用であっても、別の用途にも使用される兼用であってもよい。このような構成によると、カメラが固定式となり、キャリブレーション処理の精度向上を図ることができる。但し、設備コスト低減の観点からは、実施形態にて例示した態様が好適である。
Claims (14)
- 複数の部品がバルク状態で供給される供給領域を撮像可能なカメラと、
前記カメラの撮像により取得された画像データに対して、前記部品における複数の特徴部の領域と前記画像データにおける複数の前記特徴部以外の領域とを輝度により区分する画像加工を実行する画像加工部と、
前記画像加工を実行された前記画像データにおける複数の前記特徴部ごとの形状および角度の少なくとも一つを含む特徴量に基づいて、前記供給領域における前記部品の供給状態を認識する状態認識部と、を備え、
前記画像加工を実行された前記画像データにおける複数の前記特徴部の一つを基準特徴部とし、前記基準特徴部の位置および前記特徴量を基準に定められる所定の探索範囲に含まれる他の前記特徴部を前記基準特徴部とともに同一の前記部品に属し得る候補特徴部とし、
前記状態認識部は、前記探索範囲に含まれる1以上の前記候補特徴部の前記特徴量、および前記基準特徴部と前記候補特徴部との位置関係の何れか一方に基づいて、当該候補特徴部が前記基準特徴部とともに同一の前記部品に属するか否かを判定する、部品装着機。 - 前記部品における複数の前記特徴部のそれぞれは、同形状に形成され、
前記状態認識部は、前記基準特徴部の形状および前記候補特徴部の形状の一致度が予め設定された閾値以上である場合に、当該候補特徴部が前記基準特徴部とともに同一の前記部品に属すると判定する、請求項1に記載の部品装着機。 - 前記状態認識部は、前記候補特徴部の形状と前記候補特徴部の理想形状の一致度が予め設定された閾値以上である場合に、当該候補特徴部が前記基準特徴部とともに同一の前記部品に属すると判定する、請求項1または2に記載の部品装着機。
- 前記状態認識部は、前記画像加工を実行された前記画像データにおける複数の前記特徴部のそれぞれに外接する最小面積の矩形枠の形状に基づいて、複数の前記特徴部の形状をそれぞれ特定する、請求項2または3に記載の部品装着機。
- 前記部品における複数の前記特徴部のそれぞれは、同角度に形成され、
前記状態認識部は、前記基準特徴部の角度および前記候補特徴部の角度の一致度が予め設定された閾値以上である場合に、当該候補特徴部が前記基準特徴部とともに同一の前記部品に属すると判定する、請求項1-4の何れか一項に記載の部品装着機。 - 前記状態認識部は、前記候補特徴部の角度と前記候補特徴部の理想角度の一致度が予め設定された閾値以上である場合に、当該候補特徴部が前記基準特徴部とともに同一の前記部品に属すると判定する、請求項1-5の何れか一項に記載の部品装着機。
- 前記探索範囲に含まれる複数の前記候補特徴部のうち一つを第二基準特徴部とし、前記第二基準特徴部の位置および前記特徴量を基準に定められる所定の第二探索範囲に含まれる他の前記特徴部を前記第二基準特徴部とともに同一の前記部品に属し得る第二候補特徴部とし、前記第二探索範囲における前記第二候補特徴部を探索する処理を予備候補探索処理とし、
前記状態認識部は、
前記基準特徴部と前記探索範囲に含まれる前記候補特徴部とを合わせた前記特徴部の数が一個の前記部品に形成された前記特徴部の数を超えている場合に、前記予備候補探索処理を、前記第二基準特徴部と前記第二探索範囲に含まれる前記第二候補特徴部とを合わせた前記特徴部の数が一個の前記部品に形成された前記特徴部の数となるまで繰り返し実行し、
最後に実行された前記予備候補探索処理により検出された前記第二候補特徴部を前記第二基準特徴部とともに同一の前記部品に属すると判定する、請求項1-6の何れか一項に記載の部品装着機。 - 前記状態認識部は、前記基準特徴部と前記探索範囲に含まれる前記候補特徴部とを合わせた前記特徴部の数が一個の前記部品に形成された前記特徴部の数を超えている場合に、複数の前記候補特徴部ごとの前記特徴量が理想量に近いものほど前記基準特徴部とともに同一の前記部品に属すると判定する、請求項1-7の何れか一項に記載の部品装着機。
- 前記状態認識部は、前記画像加工を実行された前記画像データにおいて前記特徴部側に区分された領域の面積に基づいて、前記特徴部として適正であるか否かを判定する、請求項1-8の何れか一項に記載の部品装着機。
- 前記状態認識部は、前記画像加工を実行された前記画像データにおける前記特徴部側に区分された領域を形成する画素の数量に基づいて当該領域の面積を算出する、請求項9に記載の部品装着機。
- 前記状態認識部は、
前記画像加工を実行された前記画像データにおいて前記基準特徴部と前記候補特徴部との間の領域に位置する1以上の測定点の位置を割り出すとともに、前記画像加工を実行される前の元の前記画像データにおける前記測定点に対応する位置の輝度を測定し、
測定された輝度に基づいて前記基準特徴部と前記候補特徴部との間の領域が前記部品の一部であるか背景であるかを判定し、
当該判定の結果に基づいて当該候補特徴部が前記基準特徴部とともに同一の前記部品に属するか否かを判定する、請求項1-10の何れか一項に記載の部品装着機。 - 前記部品は、本体部と、前記本体部の両端に設けられた一対の端子と、を有し、
前記画像データにおける前記本体部の輝度は、前記一対の端子の輝度より低く、
前記部品における複数の前記特徴部は、前記一対の端子である、請求項1-11の何れか一項に記載の部品装着機。 - 前記供給領域における前記供給状態には、前記部品の厚み方向が上下方向となっているか否かを示す部品姿勢、複数の前記部品が所定距離より接近しているか否かを示す分離度、および前記供給領域から採取可能か否かを示す採取可能性の少なくとも一つが含まれる、請求項1-12の何れか一項に記載の部品装着機。
- 前記部品装着機は、前記状態認識部により認識された前記供給状態に基づいて、前記供給領域に供給された複数の前記部品のうち採取対象とする前記部品を設定する設定部をさらに備える、請求項1-13の何れか一項に記載の部品装着機。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/904,489 US12207416B2 (en) | 2020-02-21 | 2020-02-21 | Component mounter |
| JP2022501546A JP7228075B2 (ja) | 2020-02-21 | 2020-02-21 | 部品装着機 |
| CN202080096469.3A CN115088402B (zh) | 2020-02-21 | 2020-02-21 | 元件装配机 |
| PCT/JP2020/006997 WO2021166211A1 (ja) | 2020-02-21 | 2020-02-21 | 部品装着機 |
| EP20920458.5A EP4110032B1 (en) | 2020-02-21 | 2020-02-21 | Component mounter |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/006997 WO2021166211A1 (ja) | 2020-02-21 | 2020-02-21 | 部品装着機 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021166211A1 true WO2021166211A1 (ja) | 2021-08-26 |
Family
ID=77390537
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/006997 Ceased WO2021166211A1 (ja) | 2020-02-21 | 2020-02-21 | 部品装着機 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12207416B2 (ja) |
| EP (1) | EP4110032B1 (ja) |
| JP (1) | JP7228075B2 (ja) |
| CN (1) | CN115088402B (ja) |
| WO (1) | WO2021166211A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024062597A1 (ja) * | 2022-09-22 | 2024-03-28 | 株式会社Fuji | 部品認識装置および部品認識方法 |
| WO2024209547A1 (ja) * | 2023-04-04 | 2024-10-10 | 株式会社Fuji | 装着支援装置 |
| WO2025169489A1 (ja) * | 2024-02-09 | 2025-08-14 | 株式会社Fuji | 装着支援装置 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4081010B1 (en) * | 2019-12-16 | 2025-09-17 | Fuji Corporation | Component mounter |
| CN116671272B (zh) * | 2021-01-29 | 2026-02-03 | 株式会社富士 | 元件供给控制系统 |
| DE112023006630T5 (de) * | 2023-07-05 | 2026-04-23 | Fuji Corporation | Montagehilfsvorrichtung |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6245092A (ja) * | 1985-08-23 | 1987-02-27 | 株式会社日立製作所 | 部品位置及び姿勢認識方法及び同認識装置 |
| JP2011114084A (ja) | 2009-11-25 | 2011-06-09 | Nitto Kogyo Co Ltd | 電子部品供給装置 |
| WO2017208325A1 (ja) * | 2016-05-31 | 2017-12-07 | 富士機械製造株式会社 | 部品供給システム |
| JP2018170513A (ja) * | 2018-06-07 | 2018-11-01 | 株式会社Fuji | ばら部品供給装置、部品実装装置およびばら部品供給方法 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2554431B2 (ja) * | 1992-11-05 | 1996-11-13 | ヤマハ発動機株式会社 | 実装機の部品吸着状態検出装置 |
| US6584683B2 (en) * | 1996-04-18 | 2003-07-01 | Matsushita Electric Industrial Co., Ltd. | Mounting electronic component method and apparatus |
| US20060075631A1 (en) * | 2004-10-05 | 2006-04-13 | Case Steven K | Pick and place machine with improved component pick up inspection |
| JP4561562B2 (ja) * | 2005-09-27 | 2010-10-13 | パナソニック株式会社 | 画像認識用データ作成装置および画像認識用データ作成方法 |
| JP5457665B2 (ja) * | 2008-12-22 | 2014-04-02 | 株式会社日立ハイテクインスツルメンツ | 電子部品装着装置 |
| JP2013026385A (ja) * | 2011-07-20 | 2013-02-04 | Hitachi High-Tech Instruments Co Ltd | 電子部品実装装置及び電子部品実装方法 |
| JP5988839B2 (ja) * | 2012-11-15 | 2016-09-07 | 富士機械製造株式会社 | 部品実装機 |
| JP6450923B2 (ja) * | 2013-12-20 | 2019-01-16 | パナソニックIpマネジメント株式会社 | 電子部品実装システムおよび電子部品実装方法ならびに電子部品実装装置 |
| WO2015186188A1 (ja) * | 2014-06-03 | 2015-12-10 | 富士機械製造株式会社 | ばら部品供給装置および部品実装装置 |
| CN107432111B (zh) * | 2015-03-18 | 2020-05-26 | 株式会社富士 | 元件供给装置 |
| JP6608543B2 (ja) * | 2016-11-22 | 2019-11-20 | 株式会社Fuji | 画像処理システム及び画像処理方法 |
| JP6974101B2 (ja) * | 2017-10-02 | 2021-12-01 | ヤマハ発動機株式会社 | 設定装置、及び、表面実装機 |
| US11751373B2 (en) * | 2017-12-28 | 2023-09-05 | Fuji Corporation | Tracing device |
| US11266051B2 (en) * | 2018-03-12 | 2022-03-01 | Fuji Corporation | Component mounting machine |
| JP7108695B2 (ja) * | 2018-08-10 | 2022-07-28 | 株式会社Fuji | 部品装着機の管理装置 |
| EP4081010B1 (en) | 2019-12-16 | 2025-09-17 | Fuji Corporation | Component mounter |
-
2020
- 2020-02-21 WO PCT/JP2020/006997 patent/WO2021166211A1/ja not_active Ceased
- 2020-02-21 EP EP20920458.5A patent/EP4110032B1/en active Active
- 2020-02-21 JP JP2022501546A patent/JP7228075B2/ja active Active
- 2020-02-21 US US17/904,489 patent/US12207416B2/en active Active
- 2020-02-21 CN CN202080096469.3A patent/CN115088402B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6245092A (ja) * | 1985-08-23 | 1987-02-27 | 株式会社日立製作所 | 部品位置及び姿勢認識方法及び同認識装置 |
| JP2011114084A (ja) | 2009-11-25 | 2011-06-09 | Nitto Kogyo Co Ltd | 電子部品供給装置 |
| WO2017208325A1 (ja) * | 2016-05-31 | 2017-12-07 | 富士機械製造株式会社 | 部品供給システム |
| JP2018170513A (ja) * | 2018-06-07 | 2018-11-01 | 株式会社Fuji | ばら部品供給装置、部品実装装置およびばら部品供給方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4110032A4 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024062597A1 (ja) * | 2022-09-22 | 2024-03-28 | 株式会社Fuji | 部品認識装置および部品認識方法 |
| JPWO2024062597A1 (ja) * | 2022-09-22 | 2024-03-28 | ||
| WO2024209547A1 (ja) * | 2023-04-04 | 2024-10-10 | 株式会社Fuji | 装着支援装置 |
| WO2025169489A1 (ja) * | 2024-02-09 | 2025-08-14 | 株式会社Fuji | 装着支援装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4110032B1 (en) | 2025-06-11 |
| US20230106149A1 (en) | 2023-04-06 |
| EP4110032A1 (en) | 2022-12-28 |
| CN115088402A (zh) | 2022-09-20 |
| CN115088402B (zh) | 2023-06-27 |
| JPWO2021166211A1 (ja) | 2021-08-26 |
| EP4110032A4 (en) | 2023-03-08 |
| JP7228075B2 (ja) | 2023-02-22 |
| US12207416B2 (en) | 2025-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7228075B2 (ja) | 部品装着機 | |
| JP7439129B2 (ja) | 部品装着機 | |
| US20170151673A1 (en) | Manipulator system, and image capturing system | |
| EP3177130B1 (en) | Component data handling device, component data handling method, and component mounting system | |
| JP7298017B2 (ja) | 画像処理装置および実装装置、画像処理方法 | |
| JP5989803B2 (ja) | 部品実装機及び部品実装方法 | |
| US10194570B2 (en) | Mounter and method for inspecting suction posture of electronic component using mounter | |
| JP2025067484A (ja) | 部品実装機及び部品傾き検出方法 | |
| JPWO2017068638A1 (ja) | 画像処理装置および部品実装機 | |
| JP6646916B2 (ja) | 基板用の画像処理装置および画像処理方法 | |
| KR20150066424A (ko) | 인식장치, 인식 방법, 실장 장치 및 실장 방법 | |
| US12518499B2 (en) | Recognition device and recognition method | |
| JP5957238B2 (ja) | 切削装置 | |
| CN110871444B (zh) | 信息处理装置以及信息处理方法 | |
| US20250151252A1 (en) | Component mounting machine and component mounting method | |
| US20250176151A1 (en) | Component mounting machine and component mounting method | |
| WO2018055663A1 (ja) | 撮像装置及び実装装置 | |
| JP7142169B2 (ja) | 画像データ管理装置および画像データ管理方法 | |
| CN121220195A (zh) | 安装支援装置 | |
| WO2024209709A1 (ja) | 装着支援装置 | |
| JP2022114860A (ja) | 部品装着装置及び部品装着方法 | |
| JPWO2020183734A1 (ja) | 良否判定装置および良否判定方法 | |
| JPH10225882A (ja) | 部品位置検出方法及びこの方法を用いた部品自動実装装置 | |
| JP2018186116A (ja) | 対基板作業装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20920458 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022501546 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020920458 Country of ref document: EP Effective date: 20220921 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 2020920458 Country of ref document: EP |