WO2021182191A1 - ポリエステルフィルムとその用途 - Google Patents
ポリエステルフィルムとその用途 Download PDFInfo
- Publication number
- WO2021182191A1 WO2021182191A1 PCT/JP2021/007989 JP2021007989W WO2021182191A1 WO 2021182191 A1 WO2021182191 A1 WO 2021182191A1 JP 2021007989 W JP2021007989 W JP 2021007989W WO 2021182191 A1 WO2021182191 A1 WO 2021182191A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- polyester film
- hard coat
- foldable display
- display
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/046—Forming abrasion-resistant coatings; Forming surface-hardening coatings
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/25—Plastics; Metallised plastics based on macromolecular compounds obtained otherwise than by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/255—Polyesters
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/043—Improving the adhesiveness of the coatings per se, e.g. forming primers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/29—Laminated material
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/10—Optical coatings produced by application to, or surface treatment of, optical elements
- G02B1/14—Protective coatings, e.g. hard coatings
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F9/00—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements
- G09F9/30—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements in which the desired character or characters are formed by combining individual elements
- G09F9/301—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements in which the desired character or characters are formed by combining individual elements flexible foldable or roll-able electronic displays, e.g. thin LCD, OLED
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04M—TELEPHONIC COMMUNICATION
- H04M1/00—Substation equipment, e.g. for use by subscribers
- H04M1/02—Constructional features of telephone sets
- H04M1/0202—Portable telephone sets, e.g. cordless phones, mobile phones or bar type handsets
- H04M1/026—Details of the structure or mounting of specific components
- H04M1/0266—Details of the structure or mounting of specific components for a display module assembly
- H04M1/0268—Details of the structure or mounting of specific components for a display module assembly including a flexible display panel
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2367/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2367/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2479/00—Characterised by the use of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing nitrogen with or without oxygen, or carbon only, not provided for in groups C08J2461/00 - C08J2477/00
- C08J2479/04—Polycondensates having nitrogen-containing heterocyclic rings in the main chain; Polyhydrazides; Polyamide acids or similar polyimide precursors
- C08J2479/08—Polyimides; Polyester-imides; Polyamide-imides; Polyamide acids or similar polyimide precursors
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/326—Applications of adhesives in processes or use of adhesives in the form of films or foils for bonding electronic components such as wafers, chips or semiconductors
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2467/00—Presence of polyester
- C09J2467/006—Presence of polyester in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2475/00—Presence of polyurethane
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/10—Optical coatings produced by application to, or surface treatment of, optical elements
- G02B1/11—Anti-reflection coatings
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/30—Polarising elements
- G02B5/3083—Birefringent or phase retarding elements
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04M—TELEPHONIC COMMUNICATION
- H04M1/00—Substation equipment, e.g. for use by subscribers
- H04M1/02—Constructional features of telephone sets
- H04M1/0202—Portable telephone sets, e.g. cordless phones, mobile phones or bar type handsets
- H04M1/0206—Portable telephones comprising a plurality of mechanically joined movable body parts, e.g. hinged housings
- H04M1/0208—Portable telephones comprising a plurality of mechanically joined movable body parts, e.g. hinged housings characterized by the relative motions of the body parts
- H04M1/0214—Foldable telephones, i.e. with body parts pivoting to an open position around an axis parallel to the plane they define in closed position
- H04M1/0216—Foldable in one direction, i.e. using a one degree of freedom hinge
Definitions
- mobile terminal devices such as smartphones have become widespread. While mobile terminal devices are required to have various functions, they are also required to be convenient. For this reason, popular mobile terminal devices need to have a small screen size of about 6 inches because they can be easily operated with one hand and are supposed to be stored in a pocket of clothes.
- the surface of the display could be protected with a non-flexible material such as glass, but in a foldable display, the foldable portion is used.
- a non-flexible material such as glass
- the foldable portion is used in the case of a one-sided display.
- the foldable display since the portion corresponding to a certain foldable portion is repeatedly folded, there is a problem that the film at the portion is deformed with time and the image displayed on the display is distorted.
- the foldable display uses films for various parts such as polarizing plates, retardation plates, touch panel base materials, base materials for display cells such as organic EL, and protective members on the back surface. , These films were also required to have durability against repeated folding.
- Patent Document 1 a method of partially changing the film thickness has been proposed (see, for example, Patent Document 1), but there is a problem of poor mass productivity.
- the present invention is intended to solve the problems of conventional display members as described above, is excellent in mass productivity, and is foldable so that the image displayed in the foldable portion after being folded is not disturbed.
- an attempt is made to provide a polyester film for a foldable display without creases or cracks in the foldable portion. Is.
- the polyester film for a foldable display according to the first or second method which has an easy-adhesion layer on at least one side of the polyester film. 4.
- the fourth-mentioned hard coat film for a foldable display is a foldable display arranged as a surface protective film so that the hard coat layer is located on the surface, and is continuous through a foldable portion of the foldable display. Folding display with a single hard coat film. 6.
- a mobile terminal device having the foldable display according to the fifth item.
- the foldable display using the foldable display polyester film or hard coat film of the present invention maintains mass productivity, and the polyester film does not crack in the foldable portion and is deformed after being folded. It does not cause the image to be distorted at the folded portion of the display.
- a mobile terminal device equipped with a foldable display using a polyester film or a hard coat film as described above provides a beautiful image, is rich in functionality, and is excellent in convenience such as portability.
- the display referred to in the present invention generally refers to a display device, and examples of the display type include an LCD, an organic EL display, an inorganic EL display, an LED, and a FED.
- Organic EL and inorganic EL are preferable.
- organic EL and inorganic EL that can reduce the layer structure are particularly preferable, and organic EL having a wide color gamut is further preferable.
- the foldable display is a display in which one continuous display can be folded in half when carried. By folding, the size can be halved and portability can be improved.
- the bending radius of the foldable display is preferably 5 mm or less, more preferably 3 mm or less. If the bending radius is 5 mm or less, the thickness can be reduced in the folded state. It can be said that the smaller the bending radius is, the better, but the smaller the bending radius is, the easier it is for creases to be formed.
- the bending radius is preferably 0.1 mm or more, but may be 0.5 mm or more, or 1 mm or more. Even if the bending radius is 1 mm, it is possible to achieve a practically sufficient thinning when carrying.
- the polyester film for a foldable display of the present invention may be used for any part as long as it is a constituent member of the foldable display.
- a typical configuration of a foldable display and a portion where the polyester film of the present invention can be used will be described by taking an organic EL display as an example.
- the polyester film for a folding display of the present invention may be simply referred to as the polyester film of the present invention.
- the mobile terminal device has a touch panel.
- the touch panel module is arranged on the upper part of the organic EL display or between the organic EL module / circularly polarizing plate.
- the touch panel module has a transparent base material such as a film and a transparent electrode arranged on the transparent base material.
- the polyester film of the present invention can be used as this transparent base material.
- the polyester film of the present invention can be used as a polarizer protective film or a resin film for a retardation plate.
- the slow axis direction of the polyester film is parallel or orthogonal to the absorption axis direction of the polarizer. A deviation of up to 10 degrees, preferably up to 5 degrees, is allowed with respect to this parallelism or orthogonality.
- a surface protective film is provided.
- the polyester film of the present invention is used as this surface protective film.
- the surface protective film includes a cover window built into the outermost surface of the display and a replaceable after-sale film that can be attached and detached by the user himself. In either case, the polyester of the present invention is used. Film is used.
- a hard coat layer is laminated on at least the surface side of the polyester film. It is provided on the surface of a foldable display with the hard coat layer on the visual side. The hard coat layer may be provided on both sides.
- a protective film is also provided on the back surface side of the display.
- the polyester film of the present invention can be used as a protective film on the back surface side.
- the polyester film of the present invention may be other than the above as long as it is used for a part to be folded in the constituent members of the foldable display.
- the polyester film of the present invention is preferably used for the cover window surface protective film, the after surface protective film, the base film of the touch panel module, and the back surface protective film. Furthermore, it is preferably used for the cover window surface protective film and the after surface protective film.
- a foldable display it is not necessary to use the polyester film of the present invention for all of the above.
- a polyimide film, a polyamide film, a polyamideimide film, a polyester film that is not the polyester film of the present invention a polycarbonate film, an acrylic film, a triacetyl cellulose film, a cycloolefin polymer film, A polyphenylene sulfide film, a polymethylpentene film, or the like can be appropriately used according to suitability.
- the polyester film of the present invention may be a single-layer film made of one or more types of polyester resins, or when two or more types of polyesters are used, it may be a multilayer film or a repeating supermultilayer laminated film. ..
- polyester resin used for the polyester film examples include polyethylene terephthalate, polybutylene terephthalate, polyethylene-2,6-naphthalate, and a polyester film composed of a copolymer containing the constituent components of these resins as main components. .. Among them, a stretched polyethylene terephthalate film is particularly preferable from the viewpoints of mechanical properties, heat resistance, transparency, price and the like.
- the dicarboxylic acid component of the polyester is, for example, an aliphatic dicarboxylic acid such as adipic acid or sebacic acid; terephthalic acid, isophthalic acid, phthalic acid, 2,6-naphthalenedicarboxylic acid.
- Aromatic dicarboxylic acids such as; polyfunctional carboxylic acids such as trimellitic acid and pyromellitic acid.
- the surface of the polyester film of the present invention may be smooth or has irregularities, but since it is used for the surface cover of a display, deterioration of optical characteristics due to the irregularities is not preferable.
- the haze is preferably 3% or less, more preferably 2% or less, and most preferably 1% or less. When the haze is 3% or less, the visibility of the image can be improved. The smaller the lower limit of the haze is, the better, but from the viewpoint of stable production, 0.1% or more is preferable, and 0.3% or more may be used.
- Examples of the surface treatment method include sand blast treatment, uneven treatment by solvent treatment, corona discharge treatment, electron beam irradiation treatment, plasma treatment, ozone / ultraviolet irradiation treatment, flame treatment, chromic acid treatment, hot air treatment, and the like. Oxidation treatment and the like can be mentioned and can be used without particular limitation.
- the above-mentioned polyester film is obtained by, for example, a polymerization step in which inorganic particles are homogeneously dispersed in a monomer solution that is a part of a polyester raw material, filtered, and then added to the rest of the polyester raw material to polymerize the polyester, and the polyester thereof. It can be produced through a film forming step of forming a base film by melting and extruding it into a sheet through a filter, cooling it, and then stretching it.
- the film produced in order to increase the hold angle and decrease the maximum heat shrinkage rate can be once wound into a roll and then subjected to an offline aging treatment.
- the temperature of the aging treatment is preferably 50 ° C. or higher and 70 ° C. or lower, more preferably 55 ° C. or higher and 65 ° C. or lower.
- the treatment time is preferably 72 hours or more, more preferably 120 hours or more. It is thought that crystallization does not proceed in the offline aging process, and conformation changes occur in the amorphous part, resulting in densification.
- examples thereof include inorganic particles such as calcium fluoride and organic polymer particles such as styrene-based, acrylic-based, melamine-based, benzoguanamine-based, and silicone-based particles. These may be added to the easy-adhesion layer alone, or may be added in combination of two or more.
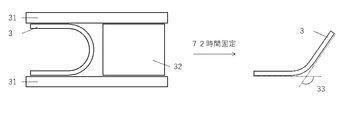
- FIG. 3 is a schematic view for explaining a method of measuring the hold angle in the bending direction, and the sample film (reference numeral 3) was cut into a width direction of 10 mm and a flow direction of 50 mm.
- Two PTFE plates (reference numeral 31) were superposed, and in the case of a 50 ⁇ m sample film, a gap was created by sandwiching a 3 mm thick PTFE plate (reference numeral 32) as a spacer.
- the reaction product in the first esterification reaction can is continuously taken out of the system and supplied to the second esterification reaction can, and distilled from the first esterification reaction can in the second esterification reaction can.
- 8% by mass of the EG to be produced is supplied to the produced polymer (produced PET), and an EG solution containing magnesium acetate in an amount of 65 ppm of Mg atoms with respect to the produced PET and 20 ppm of P atoms with respect to the produced PET.
- An EG solution containing an amount of TMPA was added, and the reaction was carried out at normal pressure at an average residence time of 1.5 hours and at 260 ° C.
- Example 1 Pellet (a) of polyethylene terephthalate was supplied to an extruder and melted at 285 ° C. This polymer is filtered through a stainless sintered filter medium (nominal filtration accuracy of 10 ⁇ m particles 95% cut), extruded into a sheet from the base, and then cast into a casting drum with a surface temperature of 30 ° C. using an electrostatic application casting method.
- the unstretched film was prepared by contacting and cooling and solidifying. This unstretched film was uniformly heated to 75 ° C. using a heating roll and heated to 85 ° C. with a non-contact heater to perform 1.4-fold roll stretching (longitudinal stretching).
- Example 2 The film roll obtained in the same manner as in Example 1 was not subjected to the offline annealing treatment, but instead was subjected to an aging treatment at 60 ° C. for 1 week to obtain a polyester film.
- Example 4 A polyester film was obtained in the same manner as in Example 2 except that the stretching ratio in the longitudinal direction was changed to 2.7 times and the stretching ratio in the width direction was changed to 4.0 times.
- Example 6 A polyester film was obtained in the same manner as in Example 1 except that the stretching ratio in the longitudinal direction was 3.4 times, the stretching ratio in the width direction was 4.0 times, and the heat fixing temperature was changed to 230 ° C.
- Example 7 The polyester film was the same as in Example 2 except that the stretching ratio in the longitudinal direction was 3.4 times, the stretching ratio in the width direction was 4.0 times, the heat fixing temperature was changed to 230 ° C., and the aging time was changed to 5 days.
- Example 8 A polyester film was obtained in the same manner as in Example 2 except that the stretching ratio in the longitudinal direction was 3.4 times, the stretching ratio in the width direction was 4.0 times, and the heat fixing temperature was changed to 230 ° C.
- Example 9 The polyester film was the same as in Example 2 except that the stretching ratio in the longitudinal direction was 3.4 times, the stretching ratio in the width direction was 4.0 times, the heat fixing temperature was changed to 230 ° C., and the aging time was changed to 10 days.
- Example 11 A polyester film was obtained in the same manner as in Example 2 except that the thickness was 38 ⁇ m and the heat fixing temperature was changed to 190 ° C.
- Example 12 A polyester film was obtained in the same manner as in Example 1 except that the thickness was 75 ⁇ m and the heat fixing temperature was changed to 190 ° C.
- the hard coat film is attached to an organic EL module via an adhesive layer having a thickness of 25 ⁇ m, and a smartphone-type foldable display that can be folded in half at the center of the whole where the radius corresponding to the bending radius in FIG. 1 is 3 mm. Created.
- the hard coat film is arranged on the surface of one continuous display via the folding portion, and the hard coat layer is arranged so as to be located on the surface of the display.
- the one using the hard coat film of each example satisfied the operation and visibility as a smartphone that can be folded in half at the center and carried.
- the surface was not dented by an external force.
- the foldable display using the hard coat film of each comparative example seems to have caused image distortion in the foldable portion of the display as the frequency of use increases, which is not very preferable. In addition, some were dented on the surface and scratches were confirmed.
- the foldable display using the polyester film or hard coat film for a foldable display of the present invention can be obtained after the polyester film or hard coat film located on the surface of the foldable display is repeatedly folded while maintaining mass productivity. Since the image is not deformed, the image is not distorted at the folded part of the display.
- a mobile terminal device or an image display device equipped with a foldable display using the polyester film or hard coat film of the present invention as a surface protective film provides beautiful images, is rich in functionality, and is convenient for portability and the like. It's an excellent one.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Optics & Photonics (AREA)
- Materials Engineering (AREA)
- Signal Processing (AREA)
- Theoretical Computer Science (AREA)
- Laminated Bodies (AREA)
- Devices For Indicating Variable Information By Combining Individual Elements (AREA)
- Surface Treatment Of Optical Elements (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
- Electroluminescent Light Sources (AREA)
- Coating Of Shaped Articles Made Of Macromolecular Substances (AREA)
Abstract
Description
1. 屈曲方向のホールド角が155°以上であり、150℃における最大熱収縮率が1.5%以下である折りたたみ型ディスプレイ用ポリエステルフィルム。
(ここで、ホールド角とは、屈曲部分の両表面にそれぞれ1.7%のひずみがかかるように室温化で72時間固定した後につく折れあとのなす角度を指す。また、屈曲方向とは、折りたたみ部と直交する方向を指す。)
2. 全光線透過率が85%以上、ヘイズが3%以下である上記第1に記載の折りたたみ型ディスプレイ用ポリエステルフィルム。
3. 前記ポリエステルフィルムの少なくとも片面に易接着層を有する上記第1又は第2に記載の折りたたみ型ディスプレイ用ポリエステルフィルム。
4. 上記第1~第3のいずれかに記載の折りたたみ型ディスプレイ用ポリエステルフィルムの少なくとも片面に、厚みが1~50μmのハードコート層を有する折りたたみ型ディスプレイ用ハードコートフィルム。
5. 上記第4に記載の折りたたみ型ディスプレイ用ハードコートフィルムが、ハードコート層を表面に位置させるように表面保護フィルムとして配置された折りたたみ型ディスプレイであって、折りたたみ型ディスプレイの折りたたみ部分を介して連続した単一のハードコートフィルムが配されている折りたたみ型ディスプレイ。
6. 上記第5に記載の折りたたみ型ディスプレイを有する携帯端末機器。
本発明で言うディスプレイとは、表示装置を全般に指すものであり、ディスプレイの種類としては、LCD、有機ELディスプレイ、無機ELディスプレイ、LED、FEDなどあるが、折曲げ可能な構造を有するLCDや、有機EL、無機ELが好ましい。特に層構成を少なくすることができる有機EL、無機ELが特に好ましく、色域の広い有機ELがさらに好ましい。
折りたたみ型ディスプレイは、連続した1枚のディスプレイが、携帯時は2つ折りなどに折りたたむことができるものである。折りたたむことでサイズを半減させ、携帯性を向上させることができる。折りたたみ型ディスプレイの屈曲半径は5mm以下が好ましく、3mm以下がさらに好ましい。屈曲半径が5mm以下であれば、折りたたんだ状態での薄型化が可能となる。屈曲半径は小さいほど良いと言えるが、屈曲半径が小さいほど折り跡がつきやすくなる。屈曲半径は0.1mm以上が好ましいが、0.5mm以上であってもよく、1mm以上であってもよい。屈曲半径が1mmであっても、携帯時には実用的に十分な薄型化を達成することができる。折りたたんだ際の屈曲半径とは、図1の模式図の符号11の箇所を測定するもので、折りたたんだ際の折りたたみ部分の内側の半径を意味している。なお、後述する表面保護フィルムは、折りたたみ型ディスプレイの折りたたんだ外側に位置していてもよいし、内側に位置していてもよい。
また、折りたたみ型ディスプレイは3つ折り、4つ折りであってもよく、さらに、ローラブルといわれる巻き取り型であってもよく、これらいずれも本発明でいう折りたたみ型ディスプレイの範囲に入るものとする。
折りたたみ型有機ELディスプレイの必須構成としては、有機ELモジュールであるが、さらに必要に応じて、円偏光板、タッチパネルモジュール、表面保護フィルム、裏面保護フィルムなどが設けられる。
(有機ELモジュール)
有機ELモジュールの一般的な構成は、電極/電子輸送層/発光層/ホール輸送層/透明電極からなる。電極を設け、さらに電子輸送層、発光層、ホール輸送層を設ける基材として、本発明のポリエステルフィルムを用いることができる。特に、透明電極の基材として好ましく用いることができる。この場合、基材フィルムは高い水蒸気や酸素のバリア性が求められるため、本発明のポリエステルフィルムには、金属酸化物層などのバリア層が設けられることが好ましい。バリア性を上げるため、バリア層は複数設けられていてもよく、バリア層が設けられたポリエステルフィルムを複数枚用いても良い。
携帯端末機器にはタッチパネルを有することが好ましい。有機ELディスプレイを用いた場合、有機ELディスプレイの上部、もしくは有機ELモジュール/円偏光板間にタッチパネルモジュールが配置されていることが好ましい。タッチパネルモジュールはフィルムなどの透明基材とその上に配置された透明電極を有する。本発明のポリエステルフィルムはこの透明基材として用いることができる。タッチパネルの透明基材として用いる場合、ポリエステルフィルムにはハードコート層や屈折率調整層を設けることが好ましい。
円偏光板は、ディスプレイ内部の部材によって外光が反射され、画質が低下することを抑制する。円偏光板は直線偏光板と位相差板を有する。直線偏光板は偏光子の少なくとも視認側の面に保護フィルムを有する。偏光子の視認側とは反対の面にも保護フィルムを有していてもよく、偏光子に位相差板が直接積層されていてもよい。位相差板はポリカーボネートや環状オレフィンなどの位相差を有する樹脂フィルムや樹脂フィルムに液晶化合物からなる位相差層が設けられたものが用いられる。本発明のポリエステルフィルムは、偏光子保護フィルムや位相差板の樹脂フィルムとして用いることができる。これらの場合、本発明のポリエステルフィルムはポリエステルフィルムの遅相軸方向が偏光子の吸収軸方向と平行または直交となることが好ましい。なお、この平行または直交に対して10度、好ましくは5度までのずれは許容される。
ディスプレイに上部から衝撃が加わると、有機ELモジュールやタッチパネルモジュールの回路が断線するおそれがあるため、多くの場合、表面保護フィルムが設けられている。本発明のポリエステルフィルムはこの表面保護フィルムとして用いられる。表面保護フィルムはディスプレイの最表面に組み込まれたカバーウインドウと呼ばれるものや、使用者自身で貼り合わせ、剥離ができ、交換可能なアフターと呼ばれるものがあるが、いずれであっても本発明のポリエステルフィルムが用いられる。本発明のポリエステルフィルムを表面保護フィルムとして用いる場合、ポリエステルフィルムの少なくとも表面側にはハードコート層が積層されたものであることが好ましい。ハードコート層を視認側にして折りたたみ型ディスプレイの表面に設けられる。なお、ハードコート層は両面に設けられていてもよい。
ディスプレイの裏面側にも保護フィルムが設けられることも好ましい。本発明のポリエステルフィルムはこの裏面側の保護フィルムとして用いることができる。
これらの中でも、本発明のポリエステルフィルムは、カバーウインドウ表面保護フィルム、アフター表面保護フィルム、タッチパネルモジュールの基材フィルム、裏面保護フィルムに用いられることが好ましい。さらには、カバーウインドウ表面保護フィルム、アフター表面保護フィルムに用いられることが好ましい。
本発明において、ポリエステルフィルムの150℃30分熱処理後の最大熱収縮率は1.5%以下が好ましく、1.3%以下がより好ましく、1.0%以下であることが更に好ましく、0.5%以下であることが特に好ましい。最大熱収縮率が1.5%以下であると、ハードコート加工時のカールやうねりといった平面不良を抑制することができる。熱収縮率は低いほど良いと言えるが、-1.0%以上であることが好ましく、更には0%以上であることが好ましい。熱収縮率のマイナスは加熱後に膨張したことを意味し、-1.0%未満でも平面不良となる場合がある。最大熱収縮率は延伸倍率の調整や、オフラインでのアニール処理またはエージング処理を用いることで効果的に調整することができる。
本発明において、屈曲方向のホールド角は155°以上であることが好ましく、更に158°以上、160°以上であることがより好ましい。ここでホールド角とは、屈曲部分の両表面に後述の計算によりそれぞれ1.7%のひずみがかかるように室温化で72時間固定した後につく折れあとのなす角度を指している。また、本発明において、屈曲方向とは、図2のポリエステルフィルム(符号2)上の符号22に示すように、折りたたみ型ディスプレイの用途において想定される折りたたみ部(符号21)と直交する方向を指している。ホールド角が155°以下であると、折りたたみ使用した後、ディスプレイを開いたときにフィルムの変形が生じ、ディスプレイの視認性を低下させるなど、ディスプレイの機能に悪影響を与える可能性がある。ホールド角が155°以上であると、変形は少なく視認性を良好に保つことができる。ホールド角は延伸倍率、延伸温度を調整することで屈折率を制御し、それによって効果的に調節することができる。また、ホールド角増加のために延伸方向の緩和工程、オフラインでのアニール処理、エージング処理を用いてもよい。屈曲方向のホールド角は180°であるのが最もよいが、175°以下であってもよく、170°以下であってもよい。
本発明において、ホールド角を増加させるために、また最大熱収縮率を低下させるために製造されたフィルムを一旦ロール状に巻き取った後、オフラインでアニール処理を行うこともできる。アニール処理の温度は150℃以上200℃以下、より好ましくは170℃以上190℃以下である。前記温度をかける時間は3秒以上90秒以下が好ましく、5秒以上60秒以下であることが更に好ましい。前記温度範囲、時間範囲内とすることで目的のアニール処理を達成し、かつ透明性を保った良好なフィルムを得られる。
本発明において、ホールド角を増加させるために、また最大熱収縮率を低下させるために製造されたフィルムを一旦ロール状に巻き取った後、オフラインでエージング処理を行うこともできる。エージング処理の温度は50℃以上70℃以下が好ましく、更に好ましくは55℃以上65℃以下である。処理時間は72時間以上が好ましく、120時間以上であることが更に好ましい。オフラインのエージング処理では結晶化は進まず、非晶部分でのコンフォメーション変化が起こり、緻密化すると考えられている。折りたたみ時に外側にかかる引張応力による疲労において、非晶部の伸びが生じると考えられるため、緻密化することで引張疲労を軽減できると考えられる。エージング時間に上限は設けないが、あまりに長いと生産を困難にする場合もあるため、1ヶ月以下であることが好ましく、480時間以下であってもよく、360時間以下であってもよい。
ポリエステルフィルムの密度は1.380g/cm3以上であることが好ましい。1.383g/cm3であることがより好ましい。1.380g/cm3以上にすることで屈曲性を向上させること、フィルム表面硬度、特に、ハードコート層を積層した後のハードコートフィルムの鉛筆硬度を向上させることができる。密度は高いほど好ましく、フィルム中の粒子の有無等によっても多少左右されるが、1.40g/cm3以下であることが好ましい。製膜時の熱固定温度を180~240℃に設定することで結晶化を進行させ密度を効果的に増大させることができる。
本発明において、ポリエステルフィルムとハードコート層などとの接着性を向上させるため、ポリエステルフィルムに易接着層を積層することも好ましい。易接着層は、易接着層形成のための塗布液を未延伸又は縦方向の1軸延伸フィルムの片面または両面に塗布した後、必要に応じて熱処理乾燥し、さらに延伸されていない少なくとも一方向に延伸して得ることができる。二軸延伸後にも熱処理することができる。最終的な易接着層の塗布量は、0.005~0.20g/m2に管理することが好ましい。塗布量が0.005g/m2以上であると、接着性が得られて好ましい。一方、塗布量が0.20g/m2以下であると、耐ブロッキング性が得られて好ましい。
本発明のポリエステルフィルムを折りたたみ型ディスプレイの表面に位置させてディスプレイを保護する表面保護フィルムとして用いる場合は、その少なくとも一方の表面にハードコート層を有していることが好ましい。ハードコート層は、ポリエステルフィルム上のディスプレイ表面側に位置させてディスプレイにおいて用いられることが好ましい。ハードコート層を形成する樹脂としては、アクリル系、シロキサン系、無機ハイブリッド系、ウレタンアクリレート系、ポリエステルアクリレート系、エポキシ系など特に限定なく使用できる。また、2種類以上の材料を混合して用いることもできるし、無機フィラーや有機フィラーなどの粒子を添加することもできる。
ハードコート層の膜厚としては、1~50μmが好ましい。1μm以上であると十分に硬化し、鉛筆硬度が高くなり好ましい。また厚みを50μm以下にすることで、ハードコートの硬化収縮によるカールを抑制し、フィルムのハンドリング性を向上させることができる。
ハードコート層の塗布方法としては、マイヤーバー、グラビアコーター、ダイコーター、ナイフコーターなど特に限定なく使用でき、粘度、膜厚に応じて適宜選択できる。
ハードコート層の硬化方法としては、紫外線、電子線などのエネルギー線や、熱による硬化方法など使用でき、フィルムへのダメージを軽減させるために、紫外線や電子線などによる硬化方法が好ましい。
ハードコート層の鉛筆硬度としては、3H以上が好ましく、4H以上が更に好ましい。3H以上の鉛筆硬度があれば、容易に傷がつくことはなく、視認性を低下させない。一般にハードコート層の鉛筆硬度は高い方が好ましいが9H以下で構わず、8H以下でも構わず、6H以下でも実用上は問題なく使用できる。
本発明におけるハードコート層は、上述のような表面の鉛筆硬度を高めてディスプレイの保護をする目的に使用できるものであり、透過率が高いことが好ましい。ハードコートフィルムの透過率としては、87%以上が好ましく、88%以上がさらに好ましい。透過率が87%以上あれば、十分な視認性が得られる。ハードコートフィルムの全光線透過率は、一般的に高いほど好ましいが、安定した生産の面から99%以下が好ましく、97%以下であってもよい。また、ハードコートフィルムのヘイズは、一般的に低いことが好ましく、3%以下が好ましい。ハードコートフィルムのヘイズは2%以下がより好ましく、1%以下が最も好ましい。ヘイズが3%以下であれば、画像の視認性を向上させることができる。ヘイズは一般的には低いほどよいが、安定した生産の面から0.1%以上が好ましく、0.3%以上であってもよい。
フィルムまたはポリエステル樹脂を粉砕して乾燥した後、フェノール/テトラクロロエタン=60/40(質量比)の混合溶媒に溶解した。この溶液に遠心分離処理を施して無機粒子を取り除いた後に、ウベローデ粘度計を用いて、30℃で0.4(g/dl)の濃度の溶液の流下時間及び溶媒のみの流下時間を測定し、それらの時間比率から、Hugginsの式を用い、Hugginsの定数が0.38であると仮定して極限粘度を算出した。
JIS K 7142:2008「プラスチックの屈折率測定方法(A法)」に準拠して、アッベ屈折率計(アタゴ社製、NAR-4T、測定波長589nm)を用いて、長手方向の屈折率、幅方向の屈折率、厚み方向の屈折率を求めた。
ハードコートフィルムをサンプルとして、JIS K 5600-5-4:1999に準拠し、荷重750g、速度1.0mm/sで鉛筆硬度を測定した。本発明においては3H以上を合格とした。
ヘイズメーター(日本電色工業社製、NDH5000)を用いて測定した。
JIS K 7112:1999準拠の方法(密度勾配管法)に従って密度を測定した。(単位:g/cm3)。
試料フィルムをタテ10mm×ヨコ250mmにカットし、長辺を測定したい方向に合わせて、200mm間隔で印をつけ、5gの一定張力下で印の間隔Aを測った。続いて、試料フィルムを無荷重で150℃の雰囲気のオーブン中で30分間放置した後、オーブンから取り出し室温まで冷却した。その後、5gの一定張力下で印の間隔Bを求め、下記式により熱収縮率(%)を求めた。なお、上記熱収縮率は試料フィルムの幅方向に3等分した位置で測定し、3点の平均値を熱収縮率(%)とする
熱収縮率(%)=[(A-B)×100]/A
屈曲方向と折りたたみ方向の双方向についてそれぞれ別個に試料フィルムのタテ、ヨコが異なるようにカットして測定し、測定値が大きい方向のデータを最大熱収縮率(%)とする。
屈曲部分の両表面にそれぞれ1.7%のひずみがかかるよう固定したときにつく折れあとの強さを評価する。
図3は、屈曲方向のホールド角の測定方法を説明するための模式図であり、試料フィルム(符号3)を幅方向10mm、流れ方向50mmにカットした。PTFE板2枚(符号31)を重ね合わせ、50μmの試料フィルムの場合、スペーサーとして厚さ3mmのPTFE板(符号32)を間にはさむことですきまを作った。試料の両端に両面テープを貼り、屈曲させた状態でPTFE板の3mmのすきまにはさみ、両端を両面テープで固定した。20℃65%RH環境に72時間置いた後、2枚のPTFE板(符号32)の間から取り出した後5分後にフィルムについた折れ痕のなす角度(符号33)を測定した。この角度をホールド角とする。
ひずみを一定とするため、フィルムの厚みのよってスペーサーとして用いるPTFE板の厚みを変更する。図4に、2枚のPTFE板(符号32)の間に挟まれた状態の試料フィルム(符号4)の拡大模式図を示す。上記の圧縮応力、引張応力ともにかからない中立面を厚み方向の中心と定め、中立面と両表面の差をひずみとする。つまり両表面にかかるひずみは以下の式で表すことができる。
ひずみ(1.7%)
=(|最外面または内面の半円周-中立面の半円周|/中立面の半円周)×100
ここで半円周は試料フィルムの厚みt(mm)、屈曲直径(最外面の直径)即ち、用いるスペーサーの厚みをd(mm)としたとき以下の式でそれぞれ求めることができる。
最外面の半円周=d×π/2
中立面の半円周=(d-t)×π/2
最内面の半円周=(d-2t)×π/2
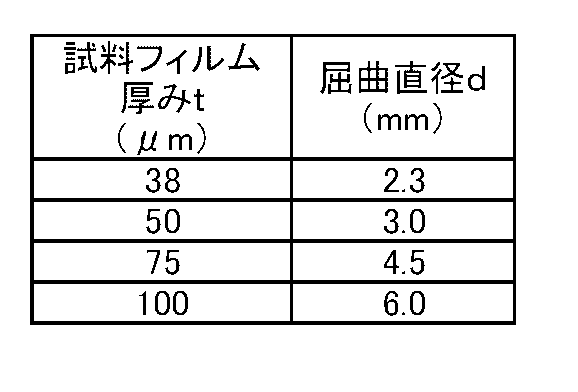
以上より、ひずみ1.7%に定めるとき、厚みt(mm)、屈曲直径つまり用いるスペーサーの厚みをd(mm)とし、用いるスペーサー用のPTFE板の厚みは以下の式より決定する。代表的なフィルム厚みに対するスペーサー厚みを表1に示す。
スペーサー厚みd(mm)=フィルム厚み(mm)×60
ちなみに上記の厚みが50μmの試料フィルムの場合、最外円の直径(符号41)はスペーサーの厚みdと同一であって3mmである。最内面の直径(符号43)は2.9mmであり、中立面の直径(符号42)は、2.95mmである。
エステル化反応装置として、攪拌装置、分縮器、原料仕込口および生成物取り出し口を有する3段の完全混合槽よりなる連続エステル化反応装置を用い、TPAを2トン/hrとし、EGをTPA1モルに対して2モルとし、三酸化アンチモンを生成PETに対してSb原子が160ppmとなる量とし、これらのスラリーをエステル化反応装置の第1エステル化反応缶に連続供給し、常圧にて平均滞留時間4時間で、255℃で反応させた。
次いで、上記第1エステル化反応缶内の反応生成物を連続的に系外に取り出して第2エステル化反応缶に供給し、第2エステル化反応缶内に第1エステル化反応缶から留去されるEGを生成ポリマー(生成PET)に対し8質量%供給し、さらに、生成PETに対してMg原子が65ppmとなる量の酢酸マグネシウムを含むEG溶液と、生成PETに対してP原子が20ppmのとなる量のTMPAを含むEG溶液を添加し、常圧にて平均滞留時間1.5時間で、260℃で反応させた。次いで、上記第2エステル化反応缶内の反応生成物を連続的に系外に取り出して第3エステル化反応缶に供給し、さらに生成PETに対してP原子が20ppmとなる量のTMPAを含むEG溶液を添加し、常圧にて平均滞留時間0.5時間で、260℃で反応させた。上記第3エステル化反応缶内で生成したエステル化反応生成物を3段の連続重縮合反応装置に連続的に供給して重縮合を行い、さらに、ステンレス焼結体の濾材(公称濾過精度5μm粒子90%カット)で濾過し、極限粘度0.62dl/gのポリエチレンテレフタレートペレット(a)を得た。
ポリエチレンテレフタレートペレット(a)の製造工程について、第3エステル化反応の滞留時間を調節した他は同様の方法にて極限粘度を0.580dl/gに調整し、ポリエチレンテレフタレートペレット(b)を得た。
ポリエチレンテレフタレートペレット(a)を、回転型真空重合装置を用い、0.5mmHgの減圧下、220℃で時間を変えて固相重合を行い、極限粘度0.75dl/gのポリエチレンテレフタレートペレット(c)を作成した。
撹拌機、ジムロート冷却器、窒素導入管、シリカゲル乾燥管、及び温度計を備えた4つ口フラスコに、1,3-ビス(イソシアネートメチル)シクロヘキサン72.96質量部、ジメチロールプロピオン酸12.60質量部、ネオペンチルグリコール11.74質量部、数平均分子量2000のポリカーボネートジオール112.70質量部、及び溶剤としてアセトニトリル85.00質量部、N-メチルピロリドン5.00質量部を投入し、窒素雰囲気下、75℃において3時間撹拌し、反応液が所定のアミン当量に達したことを確認した。次に、この反応液を40℃にまで降温した後、トリエチルアミン9.03質量部を添加し、ポリウレタンプレポリマーD溶液を得た。次に、高速攪拌可能なホモディスパーを備えた反応容器に、水450gを添加して、25℃に調整して、2000min-1で攪拌混合しながら、イソシアネート基末端プレポリマーを添加して水分散した。その後、減圧下で、アセトニトリルおよび水の一部を除去することにより、固形分35質量%の水溶性ポリウレタン樹脂(A)を調製した。
温度計、窒素ガス導入管、還流冷却器、滴下ロート、および攪拌機を備えたフラスコにイソホロンジイソシアネート200質量部、カルボジイミド化触媒の3-メチル-1-フェニル-2-ホスホレン-1-オキシド4質量部を投入し、窒素雰囲気下、180℃において10時間撹拌し、イソシアネート末端イソホロンカルボジイミド(重合度=5)を得た。次いで、得られたカルボジイミド111.2g、ポリエチレングリコールモノメチルエーテル(分子量400)80gを100℃で24時間反応させた。これに水を50℃で徐々に加え、固形分40質量%の黄色透明な水溶性カルボジイミド化合物(B)を得た。
下記の塗剤を混合し、塗布液を作成した。
水 16.97質量部
イソプロパノール 21.96質量部
ポリウレタン樹脂(A) 3.27質量部
水溶性カルボジイミド化合物(B) 1.22質量部
粒子 0.51質量部
(平均粒径40nmのシリカゾル、固形分濃度40質量%)
界面活性剤 0.05質量部
(シリコーン系、固形分濃度100質量%)
ハードコート材料(JSR社製、オプスター(登録商標)Z7503、濃度75%)100重量部に、レベリング剤(ビックケミージャパン社製、BYK307、濃度100%)0.1重量部を添加し、メチルエチルケトンで希釈して固形分濃度40重量%のハードコート塗布液aを調製した。
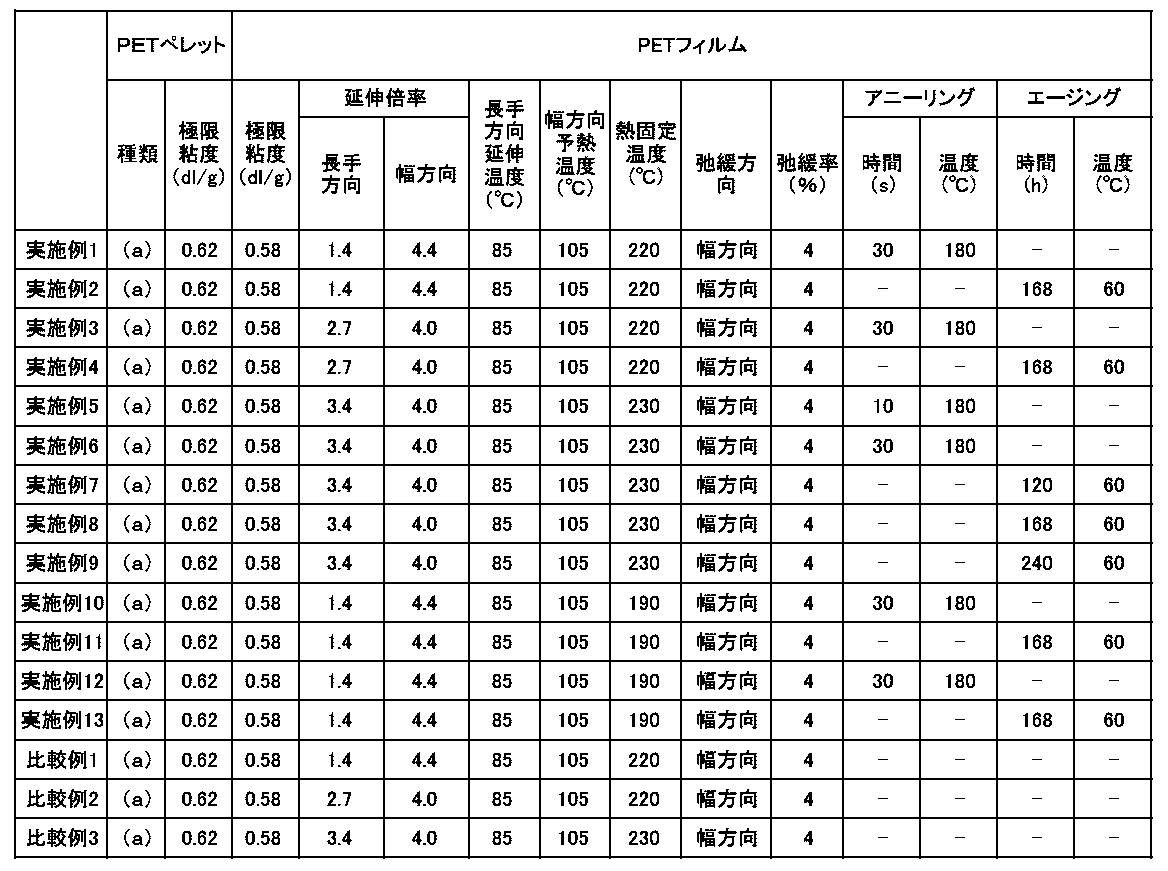
ポリエチレンテレフタレートのペレット(a)を押出機に供給し、285℃で融解した。このポリマーを、ステンレス焼結体の濾材(公称濾過精度10μm粒子95%カット)で濾過し、口金よりシート状にして押し出した後、静電印加キャスト法を用いて表面温度30℃のキャスティングドラムに接触させ冷却固化し、未延伸フィルムを作った。この未延伸フィルムを加熱ロールを用いて75℃に均一加熱し、非接触ヒーターで85℃に加熱して1.4倍のロール延伸(縦延伸)を行った。得られた一軸延伸フィルムに上記の易接着層形成用塗布液をロールコート法で両面に塗布した後、80℃で20秒間乾燥した。なお、最終(二軸延伸後)の乾燥後の塗布量が0.06g/m2になるように調整した。その後、テンターに導き105℃で予熱後、95℃で4.4倍に横延伸し、幅固定して220℃で5秒間の熱固定を施し、さらに180℃で幅方向に4%緩和させることにより得た厚み50μmポリエチレンテレフタレートフィルムロールに180℃で30秒オフラインアニール処理を実施してポリエスエルフィルムを得た。評価結果を表2に示す。
実施例1と同様にして得たフィルムロールに、オフラインアニーリング処理は実施せず、代わりに60℃で1週間エージング処理を実施してポリエステルフィルムを得た。
長手方向の延伸倍率を2.7倍、幅方向の延伸倍率を4.0倍に変更した他は実施例1と同様にしてポリエステルフィルムを得た。
長手方向の延伸倍率を2.7倍、幅方向の延伸倍率を4.0倍に変更した他は実施例2と同様にしてポリエステルフィルムを得た。
長手方向の延伸倍率を3.4倍、幅方向の延伸倍率を4.0倍、熱固定温度を230℃に、またアニーリング時間を10秒に変更した他は実施例1と同様にしてポリエステルフィルムを得た。
長手方向の延伸倍率を3.4倍、幅方向の延伸倍率を4.0倍、熱固定温度を230℃に変更した他は実施例1と同様にしてポリエステルフィルムを得た。
長手方向の延伸倍率を3.4倍、幅方向の延伸倍率を4.0倍に、熱固定温度を230℃、またエージング時間を5日間に変更した他は実施例2と同様にしてポリエステルフィルムを得た。
長手方向の延伸倍率を3.4倍、幅方向の延伸倍率を4.0倍、熱固定温度を230℃に変更した他は実施例2と同様にしてポリエステルフィルムを得た。
長手方向の延伸倍率を3.4倍、幅方向の延伸倍率を4.0倍、熱固定温度を230℃に、またエージング時間を10日間に変更した他は実施例2と同様にしてポリエステルフィルムを得た。
厚みが38μm、熱固定温度を190℃に変更した他は実施例1と同様にしてポリエステルフィルムを得た。
厚みが38μm、熱固定温度を190℃に変更した他は実施例2と同様にしてポリエステルフィルムを得た。
厚みが75μm、熱固定温度を190℃に変更した他は実施例1と同様にしてポリエステルフィルムを得た。
厚みが75μm、熱固定温度を190℃に変更した他は実施例2と同様にしてポリエステルフィルムを得た。
実施例1と同様にして得たフィルムロールにアニーリング、エージング処理は行わない未処理のポリエステルフィルムを得た。
実施例3~4と同様にして得たフィルムロールにアニーリング、エージング処理は行わない未処理のポリエステルフィルムを得た。
実施例5~9と同様にして得たフィルムロールにアニーリング、エージング処理は行わない未処理のポリエステルフィルムを得た。

11: 屈曲半径
2 : 折りたたみ型ディスプレイの表面保護フィルム用ポリエステルフィルム
21: 折りたたみ部
22: 屈曲方向(折りたたみ部と直交する方向)
3 : 試料フィルム
31: PTFE板
32: スペーサー(PTFE板)
33: ホールド角
4 : 試料フィルム
41: 最外面の直径
42: 中立面の直径
43: 最内面の直径
Claims (6)
- 屈曲方向のホールド角が155°以上であり、150℃における最大熱収縮率が1.5%以下である折りたたみ型ディスプレイ用ポリエステルフィルム。
(ここで、ホールド角とは、屈曲部分の両表面にそれぞれ1.7%のひずみがかかるように室温化で72時間固定した後につく折れあとのなす角度を指す。また、屈曲方向とは、折りたたみ部と直交する方向を指す。) - 全光線透過率が85%以上、ヘイズが3%以下である請求項1に記載の折りたたみ型ディスプレイ用ポリエステルフィルム。
- 前記ポリエステルフィルムの少なくとも片面に易接着層を有する請求項1又は2に記載の折りたたみ型ディスプレイ用ポリエステルフィルム。
- 請求項1~3のいずれかに記載の折りたたみ型ディスプレイ用ポリエステルフィルムの少なくとも片面に、厚みが1~50μmのハードコート層を有する折りたたみ型ディスプレイ用ハードコートフィルム。
- 請求項4に記載の折りたたみ型ディスプレイ用ハードコートフィルムが、ハードコート層を表面に位置させるように表面保護フィルムとして配置された折りたたみ型ディスプレイであって、折りたたみ型ディスプレイの折りたたみ部分を介して連続した単一のハードコートフィルムが配されている折りたたみ型ディスプレイ。
- 請求項5に記載の折りたたみ型ディスプレイを有する携帯端末機器。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/905,952 US12344778B2 (en) | 2020-03-09 | 2021-03-02 | Polyester film and use thereof |
| CN202180018802.3A CN115210304B (zh) | 2020-03-09 | 2021-03-02 | 聚酯薄膜和其用途 |
| EP21766848.2A EP4119599A4 (en) | 2020-03-09 | 2021-03-02 | POLYESTER FILM AND ITS USES |
| JP2022505945A JP7708091B2 (ja) | 2020-03-09 | 2021-03-02 | ポリエステルフィルムとその用途 |
| KR1020227034436A KR20220152257A (ko) | 2020-03-09 | 2021-03-02 | 폴리에스테르 필름과 그 용도 |
| JP2025096502A JP2025131785A (ja) | 2020-03-09 | 2025-06-10 | ポリエステルフィルムとその用途 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-039746 | 2020-03-09 | ||
| JP2020039746 | 2020-03-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021182191A1 true WO2021182191A1 (ja) | 2021-09-16 |
Family
ID=77670709
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/007989 Ceased WO2021182191A1 (ja) | 2020-03-09 | 2021-03-02 | ポリエステルフィルムとその用途 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US12344778B2 (ja) |
| EP (1) | EP4119599A4 (ja) |
| JP (2) | JP7708091B2 (ja) |
| KR (1) | KR20220152257A (ja) |
| CN (1) | CN115210304B (ja) |
| TW (1) | TWI907386B (ja) |
| WO (1) | WO2021182191A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20230192974A1 (en) * | 2020-04-22 | 2023-06-22 | Toyobo Co., Ltd. | Polyester film and use thereof |
| WO2024058057A1 (ja) * | 2022-09-16 | 2024-03-21 | 東洋紡株式会社 | ポリエステルフィルムとその用途 |
| WO2024203972A1 (ja) * | 2023-03-26 | 2024-10-03 | 日本製紙株式会社 | ハードコートフィルム及びその製造方法 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020241281A1 (ja) | 2019-05-28 | 2020-12-03 | 東洋紡株式会社 | 透明導電性ポリエステルフィルムとその用途 |
| US12298547B2 (en) | 2019-05-30 | 2025-05-13 | Toyobo Co., Ltd. | Foldable display |
| KR102905588B1 (ko) | 2019-05-30 | 2025-12-30 | 도요보 가부시키가이샤 | 폴딩형 디스플레이용 편광판 |
| EP3998161A4 (en) * | 2019-07-12 | 2023-08-02 | Toyobo Co., Ltd. | HARD COAT FILM FOR FOLDABLE DISPLAY AND USE THEREOF |
| CN117727243A (zh) * | 2019-07-12 | 2024-03-19 | 东洋纺株式会社 | 折叠型显示器用硬涂薄膜和其用途 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018124367A (ja) * | 2017-01-31 | 2018-08-09 | 東レ株式会社 | 有機エレクトロルミネッセンス表示装置用フィルムおよび積層シート |
| JP2019127035A (ja) * | 2018-01-23 | 2019-08-01 | 東レ株式会社 | ポリエステルフィルム |
| WO2019202992A1 (ja) * | 2018-04-19 | 2019-10-24 | 東洋紡株式会社 | 折りたたみ型ディスプレイの表面保護フィルム用ポリエステルフィルムとその用途 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007138183A (ja) | 2001-07-17 | 2007-06-07 | Toray Ind Inc | 二軸配向ポリエステルフィルム |
| JP2003113258A (ja) | 2001-07-17 | 2003-04-18 | Toray Ind Inc | 二軸配向ポリエステルフィルム |
| JP5594860B2 (ja) | 2009-03-27 | 2014-09-24 | リンテック株式会社 | ハードコートフィルムの加工方法、ハードコートフィルムおよび保護フィルム |
| JP5359656B2 (ja) * | 2009-07-31 | 2013-12-04 | 東洋紡株式会社 | ハードコートフィルムおよびそれを用いた透明導電性フィルム |
| KR101981080B1 (ko) * | 2011-02-21 | 2019-05-22 | 도레이 카부시키가이샤 | 이축 배향 폴리에틸렌 테레프탈레이트 필름 |
| WO2014030474A1 (ja) | 2012-08-21 | 2014-02-27 | 東レ株式会社 | 二軸配向ポリエチレンテレフタレートフィルムおよびその製造方法 |
| JP2014065887A (ja) | 2012-09-10 | 2014-04-17 | Toyobo Co Ltd | 光学用易接着性ポリエステルフィルム |
| JP6131718B2 (ja) | 2013-01-18 | 2017-05-24 | 東レ株式会社 | 二軸配向ポリエステルフィルムおよびその製造方法 |
| JP2014189003A (ja) | 2013-03-28 | 2014-10-06 | Fujifilm Corp | ポリエステルフィルム及びその製造方法 |
| WO2016002488A1 (ja) | 2014-07-04 | 2016-01-07 | 東洋紡株式会社 | 折畳み保持性、低収縮性及び隠蔽性に優れたポリエステルフィルム |
| JP2016141058A (ja) | 2015-02-03 | 2016-08-08 | 東レ株式会社 | 二軸配向ポリエステルフィルムおよびその製造方法 |
| KR20160103682A (ko) | 2015-02-25 | 2016-09-02 | 동우 화인켐 주식회사 | 폴더블 하드코팅 필름의 제조방법 |
| KR20170112161A (ko) | 2016-03-31 | 2017-10-12 | 코오롱인더스트리 주식회사 | 폴리에스테르 필름 |
| JP6772590B2 (ja) | 2016-06-30 | 2020-10-21 | 東洋紡株式会社 | ポリエステル系フィルム、積層体及び包装袋 |
| JP6772763B2 (ja) | 2016-10-31 | 2020-10-21 | 三菱ケミカル株式会社 | 積層ポリエステルフィルム |
| JP2018072663A (ja) | 2016-11-01 | 2018-05-10 | 東洋紡株式会社 | 折りたたみ型ディスプレイ及び携帯端末機器 |
| JP6844922B2 (ja) * | 2017-01-30 | 2021-03-17 | 三菱ロジスネクスト株式会社 | 荷役車両のインターロック装置 |
| JP7180375B2 (ja) | 2017-02-20 | 2022-11-30 | 東洋紡株式会社 | ポリエステルフィルムとその用途 |
| JP7247584B2 (ja) | 2017-03-02 | 2023-03-29 | 東洋紡株式会社 | 折りたたみ型ディスプレイの表面保護フィルム用ポリエステルフィルムとその用途 |
| JP2019025899A (ja) * | 2017-07-28 | 2019-02-21 | 株式会社ダイセル | 積層体、及び前記積層体を備えたフレキシブルデバイス |
| TWI854963B (zh) | 2017-10-24 | 2024-09-11 | 日商東洋紡股份有限公司 | 可撓性顯示器之表面保護薄膜用的聚酯薄膜 |
| TWI794130B (zh) | 2017-12-25 | 2023-02-21 | 日商大日本印刷股份有限公司 | 導電性膜、感測器、觸控面板、及影像顯示裝置 |
| JP7314484B2 (ja) | 2018-07-20 | 2023-07-26 | 東洋紡株式会社 | フレキシブルディスプレイの表面保護フィルム用ポリエステルフィルム |
| WO2020066020A1 (ja) | 2018-09-28 | 2020-04-02 | シャープ株式会社 | 表示装置およびその製造方法 |
| CN115398513B (zh) | 2020-04-22 | 2026-01-02 | 东洋纺株式会社 | 聚酯薄膜和其用途 |
-
2021
- 2021-02-19 TW TW110105642A patent/TWI907386B/zh active
- 2021-03-02 WO PCT/JP2021/007989 patent/WO2021182191A1/ja not_active Ceased
- 2021-03-02 EP EP21766848.2A patent/EP4119599A4/en active Pending
- 2021-03-02 JP JP2022505945A patent/JP7708091B2/ja active Active
- 2021-03-02 KR KR1020227034436A patent/KR20220152257A/ko active Pending
- 2021-03-02 US US17/905,952 patent/US12344778B2/en active Active
- 2021-03-02 CN CN202180018802.3A patent/CN115210304B/zh active Active
-
2025
- 2025-06-10 JP JP2025096502A patent/JP2025131785A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018124367A (ja) * | 2017-01-31 | 2018-08-09 | 東レ株式会社 | 有機エレクトロルミネッセンス表示装置用フィルムおよび積層シート |
| JP2019127035A (ja) * | 2018-01-23 | 2019-08-01 | 東レ株式会社 | ポリエステルフィルム |
| WO2019202992A1 (ja) * | 2018-04-19 | 2019-10-24 | 東洋紡株式会社 | 折りたたみ型ディスプレイの表面保護フィルム用ポリエステルフィルムとその用途 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4119599A4 * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20230192974A1 (en) * | 2020-04-22 | 2023-06-22 | Toyobo Co., Ltd. | Polyester film and use thereof |
| US12466926B2 (en) * | 2020-04-22 | 2025-11-11 | Toyobo Co., Ltd. | Polyester film and use thereof |
| WO2024058057A1 (ja) * | 2022-09-16 | 2024-03-21 | 東洋紡株式会社 | ポリエステルフィルムとその用途 |
| WO2024203972A1 (ja) * | 2023-03-26 | 2024-10-03 | 日本製紙株式会社 | ハードコートフィルム及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US12344778B2 (en) | 2025-07-01 |
| EP4119599A1 (en) | 2023-01-18 |
| JP7708091B2 (ja) | 2025-07-15 |
| CN115210304A (zh) | 2022-10-18 |
| JP2025131785A (ja) | 2025-09-09 |
| US20230122628A1 (en) | 2023-04-20 |
| TWI907386B (zh) | 2025-12-11 |
| JPWO2021182191A1 (ja) | 2021-09-16 |
| KR20220152257A (ko) | 2022-11-15 |
| EP4119599A4 (en) | 2024-04-10 |
| CN115210304B (zh) | 2024-10-25 |
| TW202200682A (zh) | 2022-01-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7502722B2 (ja) | 折りたたみ型ディスプレイ及び携帯端末機器 | |
| JP7662070B2 (ja) | ポリエステルフィルムとその用途 | |
| JP7180375B2 (ja) | ポリエステルフィルムとその用途 | |
| JP7708091B2 (ja) | ポリエステルフィルムとその用途 | |
| JP7666681B2 (ja) | ポリエステルフィルムとその用途 | |
| WO2020241278A1 (ja) | 積層フィルムとその用途 | |
| JP7795708B2 (ja) | ポリエステルフィルムとその用途 | |
| JP2024169630A (ja) | ハードコートフィルムとその用途 | |
| JP7683777B2 (ja) | ポリエステルフィルムとその用途 | |
| JP2020111640A (ja) | ポリエステルフィルムとその用途 | |
| WO2024058057A1 (ja) | ポリエステルフィルムとその用途 | |
| WO2024058059A1 (ja) | ポリエステルフィルムとその用途 | |
| WO2024058058A1 (ja) | ポリエステルフィルムとその用途 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21766848 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022505945 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20227034436 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021766848 Country of ref document: EP Effective date: 20221010 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 17905952 Country of ref document: US |