WO2021205943A1 - 鋼板 - Google Patents
鋼板 Download PDFInfo
- Publication number
- WO2021205943A1 WO2021205943A1 PCT/JP2021/013530 JP2021013530W WO2021205943A1 WO 2021205943 A1 WO2021205943 A1 WO 2021205943A1 JP 2021013530 W JP2021013530 W JP 2021013530W WO 2021205943 A1 WO2021205943 A1 WO 2021205943A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- rolling
- steel sheet
- strength
- hot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/74—Methods of treatment in inert gas, controlled atmosphere, vacuum or pulverulent material
- C21D1/76—Adjusting the composition of the atmosphere
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2201/00—Treatment for obtaining particular effects
- C21D2201/05—Grain orientation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
Definitions
- the present invention relates to a steel sheet.
- the high-strength steel sheets to be applied are required to have excellent formability.
- most of the lid members include draw-molded processed elements in the corners (corner ends), door handle embossed portions, etc. Therefore, the material steel plate is required to have high strength and a high r value.
- Patent Document 1 discloses a cold-rolled steel sheet in which the contents of Al and Nb are controlled in relation to the contents of N and C, respectively, and P, Si and Mn are added.
- Patent Document 2 proposes a high-strength steel plate composed of a ferrite phase and a hard second phase, which are excellent in r value and hole expandability.
- Patent Document 3 discloses a high-strength steel plate in which the ratio of the accumulated strength of ⁇ -fiber to the accumulated strength of ⁇ -fiber is 1 or more.
- Patent Document 4 discloses a high-strength cold-rolled steel sheet having crystal orientations integrated in ⁇ 332 ⁇ ⁇ 113> and having excellent rigidity, deep drawing property, and hole expansion property.
- Japanese Unexamined Patent Publication No. 56-139654 Japanese Unexamined Patent Publication No. 2005-264323 Japanese Unexamined Patent Publication No. 2016-141859 Japanese Unexamined Patent Publication No. 2009-114523
- the strength (TS) of the steel sheet obtained by the technique of Patent Document 1 remains less than 500 MPa. Further, in the technique of Patent Document 2, it is necessary to reduce the carbon content in order to develop ⁇ -fiber, and the obtained strength remains at about 650 MPa.
- Patent Document 3 discloses a high-strength steel sheet of 780 MPa class. However, in order to obtain the steel sheet disclosed by this technique, it is indispensable to perform annealing twice to create an texture and a high-strength structure after cold rolling, which causes a problem that the cost increases. Further, Patent Document 4 discloses a steel sheet having a tensile strength of 890 MPa or more, a high average r value and Young's modulus, and excellent hole expandability. However, since it is necessary to contain expensive Mo and W as essential elements in order to obtain a desired texture, there is a problem that the alloy cost and the hot spread load increase, and there is room for improvement. ..
- lid members generally have a shape similar to a large rectangle. From the viewpoint of ensuring the material yield, it is common to collect the member from the material steel sheet so that the longitudinal direction of the member and the rolling direction or the width direction of the material steel sheet coincide with each other. As described above, since most of the lid members include draw-molded processing elements in the corners, the r value in the 45 ° direction with respect to the rolling direction (hereinafter, also referred to as “r 45 value”) is increased. Is especially important.
- the present invention solves the above problems, and an object thereof is to provide a steel sheet having high tensile strength, r 45 values, and the ultimate deformability.
- the present invention has been made to solve the above problems, and the following steel sheets are the gist of the present invention.
- the chemical composition is mass%. C: 0.03 to 0.25%, Si: 0.1-2.0%, Mn: 1.0-3.0%, P: 0.200% or less, S: 0.0500% or less, Al: 0.01-1.00%, N: 0.0100% or less, Ti: 0.01-0.25%, Remaining: Fe and impurities,
- the metal structure is% of the area, Ferrite: Contains 50-85%
- the balance is one or more selected from martensite, bainite and retained austenite.
- the integrated intensity of ⁇ -fiber exceeds 4.0 times in random intensity ratio, and the average KAM value of crystal grains having a crystal orientation within 10 ° from the ⁇ -fiber is 1.30 ° or less. Steel plate.
- the chemical composition is, instead of a part of the Fe, in mass%.
- Cr 0.50% or less
- Ni 0.50% or less
- Cu 0.50% or less
- the chemical composition is, instead of a part of the Fe, in mass%.
- Nb 0.050% or less
- V 0.15% or less
- Zr 0.15% or less
- Mo 0.15% or less
- W 0.15% or less
- the chemical composition is, instead of a part of the Fe, in mass%. Contains at least 0.100% in total of one or more selected from Sn, Sb and Te.
- the steel sheet according to any one of (1) to (3) above.
- the chemical composition is, instead of a part of the Fe, in mass%. Contains one or more selected from Ca, Mg and REM in a total of 0.0050% or less.
- the steel sheet according to any one of (1) to (4) above.
- the chemical composition is, instead of a part of the Fe, in mass%.
- tensile strength of at least 700 MPa, r 45 value of 1.20 or more, and an intrinsic deformability it is possible to obtain a steel sheet with a 0.80 or more excellent formability.
- the present inventors have found that a tensile strength is how to improve the r 45 value and the intrinsic deformability of high-strength steel sheet is not less than 700 MPa, the result of investigations and experiments, and found the following knowledge.
- the rolling conditions of the final three stages including the final pass are controlled, and the austenite grains before transformation are made flat. Subsequently, it is cooled and wound at a low temperature to undergo bainite transformation or martensitic transformation. As a result, it is possible to obtain a hot-rolled plate having a developed ⁇ 223 ⁇ ⁇ 252> orientation. Then, by performing a cold rolling step on the obtained hot-rolled plate under appropriate conditions, strong accumulation in ⁇ -fiber can be generated.
- strain is applied to the metal structure by cold rolling, but if excessive cold rolling strain remains in the final structure, the ultimate deformability is deteriorated.
- the subsequent annealing step if the annealing temperature and the subsequent cooling rate are appropriately controlled, it is possible to avoid randomization of the texture, accumulate ⁇ -fiber extremely strongly, and reduce cold rolling strain. can. Then, thereafter by precipitating a low temperature transformation phase, and achieve both high ultimate deformability and r 45 value, and it is possible to obtain a steel sheet having a high strength.
- C 0.03 to 0.25%
- C is an element necessary for ensuring strength. If the C content is less than 0.03%, a tensile strength of 700 MPa or more cannot be obtained. On the other hand, if the C content exceeds 0.25%, the martensite is excessively hardened, the toughness is deteriorated, and the weldability is impaired. Therefore, the C content is set to 0.03 to 0.25%.
- the C content is preferably 0.05% or more, preferably 0.18% or less, and more preferably 0.15% or less.
- Si 0.1-2.0%
- Si is an element that contributes to the improvement of strength.
- productivity is lowered due to poor descaling during hot rolling. Therefore, the Si content is set to 0.1 to 2.0%.
- the Si content is preferably 0.5% or more. Further, in the case of generating retained austenite to improve ductility, it is preferable that the total content of Si and Al described later is 1.0% or more.
- Mn 1.0 to 3.0% Mn has the effect of stabilizing austenite, facilitating the formation of a low-temperature transformation phase, and contributing to ensuring strength. On the other hand, if it is contained in an excessive amount, the volume fraction of ferrite decreases and the ductility deteriorates. Therefore, the Mn content is set to 1.0 to 3.0%.
- the Mn content is preferably 2.1% or more, and preferably 2.8% or less.
- P 0.200% or less Since P has an effect of increasing the strength, it may be positively contained. However, if it is contained in excess, embrittlement occurs due to grain boundary segregation. Therefore, when it is contained, the content is set to 0.200% or less.
- the P content is preferably 0.100% or less, more preferably 0.050% or less. It is not necessary to set a lower limit for the P content, and it may be 0%. However, since excessive reduction causes an increase in manufacturing cost, the P content is preferably 0.001% or more. Normally, in the steelmaking stage, an impurity level of about 0.010% is mixed.
- S 0.0500% or less S forms sulfide-based inclusions and reduces ductility, so the content thereof is suppressed to 0.0500% or less.
- the S content is preferably 0.0080% or less, more preferably 0.0030% or less.
- Al 0.01-1.00%
- Al is an element used for deoxidation. However, excessive content makes stable continuous casting difficult. Therefore, the Al content is set to 0.01 to 1.00%. Further, when the Al content is high, austenite at a high temperature becomes unstable and it becomes necessary to raise the finish rolling temperature in hot rolling excessively. Therefore, the content should be 0.60% or less. Is preferable.
- the Al content means the content of acid-soluble Al (sol.Al). When the residual austenite is generated to improve the ductility, the total content of Al and the above-mentioned Si is preferably 1.0% or more.
- N 0.0100% or less Since N is an element that lowers the strength-ductility balance, its content shall be 0.0100% or less.
- the N content is preferably 0.0060% or less. It is not necessary to set a lower limit for the N content, and it may be an impurity level. Usually, about 0.0020% is mixed in at the steelmaking stage.
- Ti 0.01-0.25%
- Ti is precipitated as carbide in the hot-rolled sheet structure, has the effect of reducing solid solution carbon and facilitating the acquisition of ⁇ -fiber in the cold-rolled steel sheet. In addition, it has the effect of suppressing the recrystallization and coarsening of austenite, promoting the flattening of austenite in the hot-rolling process, and facilitating the ⁇ 223 ⁇ ⁇ 252> orientation of the hot-rolled plate.
- the Ti content is set to 0.01 to 0.25%.
- the Ti content is preferably 0.02% or more, more preferably 0.03% or more, and preferably 0.20% or less.
- the steel sheet of the present invention is further selected from Cr, Ni, Cu, Nb, V, Zr, Mo, W, Sn, Sb, Te, Ca, Mg, REM and B.
- the above elements may be contained.
- Ni 0.50% or less
- Cu 0.50% or less
- the content of each of these elements is set to 0.50% or less.
- Nb 0.050% or less Nb is precipitated as carbide or nitride, suppresses recrystallization and coarsening of austenite, promotes flattening of austenite in the hot spreading process, and ⁇ 223 ⁇ ⁇ 252 of the hot rolled plate. > It has the effect of making it easier to obtain the orientation. In addition, it has the effect of suppressing recrystallization during annealing and suppressing randomization of the texture. Therefore, it may be contained as needed. However, if it is excessively contained, a large amount of coarse carbides are generated during heating before hot spreading, which hinders the strength-ductility balance. Therefore, the Nb content is set to 0.050% or less. The Nb content is preferably 0.030% or less. When the above effect is desired, the Nb content is preferably 0.010% or more.
- V 0.15% or less
- Mo 0.15% or less
- W 0.15% or less
- V, Zr, Mo and W suppress recrystallization and coarsening of austenite and flatten. Since it has the effect of promoting the above-mentioned and making it easier to obtain the ⁇ 223 ⁇ ⁇ 252> orientation of the hot-rolled plate, it may be contained as necessary. However, if it is contained in an excessive amount, it not only forms coarse carbides and impairs the strength-ductility balance, but also increases the alloy cost.
- the content of each of these elements is 0.15% or less, preferably 0.12% or less. When the above effect is desired, it is preferable to contain 0.01% or more of each of one or more selected from the above elements.
- One or more selected from Sn, Sb and Te 0.100% or less in total Sn, Sb and Te segregate on the surface of steel, suppress decarburization of the surface layer of the steel sheet, and reduce the strength in the annealing process. Has the effect of suppressing. Further, even when it is desired to positively form a decarburized layer on the surface layer of the steel sheet, excessive decarburization due to abnormal oxidation can be prevented by containing these elements. Therefore, one or more selected from Sn, Sb and Te may be contained as required. However, if it is excessively contained, segregation occurs at the grain boundaries and the toughness is lowered. Therefore, the total content thereof is 0.100% or less, preferably 0.050% or less. When the above effects are to be obtained, it is preferable that the total content thereof is 0.005% or more.
- REM refers to the 17 elements of Sc, Y and lanthanoids.
- the content of REM means the total content of these elements.
- REM is industrially added in the form of misch metal.
- B 0.0050% or less B has the effect of suppressing recrystallization and coarsening of austenite, promoting flattening, and facilitating the ⁇ 223 ⁇ ⁇ 252> orientation of the hot-rolled plate. May be contained. Further, since it has the effect of raising the recrystallization temperature at the time of annealing and suppressing the randomization of the texture, it may be added as needed. However, if it is contained in an excessive amount, cracks occur on the surface of the steel material during casting, which hinders productivity. Therefore, the upper limit is set to 0.0050% or less.
- the B content is preferably 0.0040% or less, more preferably 0.0020% or less. When the above effect is desired, it is preferably contained in an amount of 0.0005% or more.
- the balance is Fe and impurities.
- the "impurity” is a component mixed with raw materials such as ore and scrap and various factors in the manufacturing process when steel is industrially manufactured, and is allowed as long as it does not adversely affect the present invention. Means something.
- Ferrite 50-85% Ferrite is a necessary tissue to express the r 45 value and ductility.
- the area ratio of ferrite is set to 50 to 85%.
- the area ratio of ferrite is preferably 55% or more, more preferably 60% or more.
- the area ratio of ferrite is preferably 80% or less.
- the ferrite includes, in addition to the polygonal ferrite, a granular vanitic ferrite and an acicular ferrite that precipitate at a low temperature.
- the remainder other than ferrite is one or more selected from martensite, bainite and retained austenite.
- the martensite also includes MA (martensite-austenite constituent).
- martensite and bainite include tempered martensite and bainite, respectively, in addition to as-quenched martensite and bainite.
- the area ratio of ferrite and the metallographic structure constituting the material are determined by microstructure observation with a scanning electron microscope (SEM). After mirror polishing the cross section of the steel sheet, the microstructure is revealed with 3% nital (3% nitric acid-ethanol solution). Then, at a magnification of 3000 times by SEM, the microstructure in the range of 40 ⁇ m in length (length in the plate thickness direction) ⁇ 40 ⁇ m in width (length in the rolling direction) at a depth position of 1/2 of the plate thickness is observed. However, the area ratio of each tissue can be measured.
- a test piece having a width of 25 mm (length in the rolling direction), a length of 25 mm (length in the direction perpendicular to rolling), and a thickness of the steel sheet as it is is cut out from the steel sheet. Then, this test piece is chemically polished to reduce the thickness to a depth of 1/2 of the plate thickness to obtain a test piece having a chemically polished surface.
- An X-ray diffraction analysis is performed on the surface of the test piece using a Co tube with a measurement range of 2 ⁇ of 45 to 105 °.
- the presence or absence of retained austenite can be confirmed by the presence or absence of some or all of the diffraction peaks of (111), (200), and (220).
- (C) Accumulation strength of ⁇ -fiber More than 4.0 times in random strength ratio
- the accumulation strength of ⁇ -fiber means the accumulation strength of the ⁇ 111 ⁇ plane oriented in the normal direction of the rolled surface.
- the integrated intensity of ⁇ -fiber is preferably 6.0 times or more in a random intensity ratio.
- the accumulated strength of ⁇ -fiber is measured by the following procedure. First, a cross section parallel to the rolling direction (RD) and the plate thickness direction (ND) of the steel sheet is revealed, and 500 ⁇ m ⁇ 200 ⁇ m at a depth position of 1/2 of the plate thickness by the electron backscatter diffraction (SEM-EBSD) method. The crystal orientation of the region is measured at 1.00 ⁇ m intervals. Next, based on the obtained crystal orientation data, a reverse pole figure with reference to the ND direction is calculated by the spherical harmonic expansion method, and the integrated strength of ⁇ -fiber is obtained from the strength of the (111) pole. When obtaining the inverse pole figure by the spherical harmonic expansion method, the expansion order of the series expansion is set to 22nd order, and the calculation is performed without applying additional smoothing such as the Gauss distribution.
- SEM-EBSD electron backscatter diffraction
- the residual degree of cold rolling strain can be determined by local orientation analysis by the SEM-EBSD method.
- SEM-EBSD the sample is irradiated with an electron beam at regular intervals, and the pseudo-Kikuchi pattern is analyzed to identify the crystal orientation of the measurement point.
- the azimuth fluctuation exists in the crystal grains and can be detected as a change in the adjacent azimuth measured by the SEM-EBSD method.
- KAM Kernel Average Missionation
- a measurement region, a measurement interval, a region size to be compared, and an angle threshold that guarantees that the comparison is within the same grain are required.
- a region of 100 ⁇ m ⁇ 200 ⁇ m is measured at intervals of 0.05 ⁇ m to 0.10 ⁇ m, and the KAM value is measured using the region within a peripheral radius of 0.20 ⁇ m.
- the angle threshold is 5 °.
- the steel sheet according to the present invention may have a decarburized layer on the surface layer.
- a decarburized layer By having a soft decarburized layer on the surface layer, it is possible to further improve the bending characteristics.
- the ratio (Rp / t) of the bending radius (Rp) to the steel sheet thickness (t) is 0.5. Even under such severe molding conditions, excellent bending characteristics can be obtained without causing cracks in the bending ridge line.
- the thickness of the decarburized layer is preferably 5.0 ⁇ m or more, and more preferably 6.0 ⁇ m or more.
- the decarburized layer may be formed only on the surface layer on either one side in the thickness direction, or may be formed on the surface layers on both sides. However, if the decarburized layer becomes too thick, it becomes difficult to secure the strength of the steel sheet as a whole. Therefore, the thickness of the decarburized layer is preferably 20% or less of the total thickness of the steel sheet in total of the surface layers on both sides. When the strength of the steel sheet is to be emphasized, the thickness of the decarburized layer is preferably 20 ⁇ m or less, and more preferably 15 ⁇ m or less per side.
- the strength of the steel sheet is to be emphasized, it is preferable not to form a decarburized layer. Even if the steel sheet according to the present invention does not have a decarburized layer, it can obtain excellent bending characteristics without cracking at the bending ridge line under molding conditions such that Rp / t is 1.0. Can be done.
- the thickness of the decarburized layer means the average value of the shortest distances from the steel sheet surface to the hard phase when the metallographic structure is identified from the steel sheet surface to the depth direction.
- the thickness of the decarburized layer is measured by the following procedure. First, a cross section parallel to the rolling direction and the thickness direction of the steel sheet is cut out, mirror-polished, and then nital-corroded to reveal a metal structure. Subsequently, the structure is observed by SEM, and an SEM image at a magnification of 1000 times is obtained by photographing the cross-sectional structure in the vicinity of the surface layer.
- FIG. 1 is a schematic diagram for explaining a method of measuring the shortest distance from the surface of a steel sheet to the hard phase.
- the hard phase is martensite, tempered martensite, bainite and retained austenite.
- the thickness of the steel plate according to the present invention is not particularly limited, but when used as a material for lid members such as doors and hoods, the thickness of the steel plate is 0.1 to 2.0 mm. It is preferably 0.2 to 1.5 mm, more preferably 0.3 to 1.0 mm.
- cold rolling is performed at a low rolling ratio, and a preferable texture is formed on the hot-rolled plate so that accumulation on ⁇ -fiber occurs even under low rolling ratio conditions. .. Specifically, the ⁇ 223 ⁇ ⁇ 252> orientation is developed at the stage of the hot-rolled plate, and the texture of the hot-rolled plate is controlled so that ⁇ -fiber is generated even under the condition that the rolling ratio is low.
- the steel sheet according to the present invention can be obtained, for example, by a manufacturing method including the following steps.
- Steel pieces to be used for hot rolling may be produced by a conventional method. That is, a slab obtained by continuous casting or casting / slab, a steel plate obtained by strip casting, or the like can be used.
- Hot rolling is performed on the steel pieces.
- it is necessary to specify the conditions in the hot rolling process together with the winding process described later. Specifically, it is important to develop a rolled texture in austenite before transformation and to make the shape flat. The conditions in the hot rolling process will be described in detail below.
- Heating temperature 1050 to 1300 ° C
- the heating temperature before hot rolling is set to 1050 ° C. or higher.
- the heating temperature is preferably 1300 ° C. or lower.
- the total reduction amount in the final three stages is 40% or more at the plate thickness reduction rate.
- the plate thickness reduction rate is preferably 40% or more.
- at least the final three-stage rolling including the final stand is performed within a range of 100 ° C. from the finish rolling temperature.
- Reduction amount of each pass Effective rolling index 1.2 or more If the recrystallization of austenite progresses excessively between the passes during hot rolling, the accumulation of textures weakens and the crystal grains become equiaxed, resulting in the desired textures. It is not possible to obtain a hot-rolled plate with. That is, in order to develop the ⁇ 223 ⁇ ⁇ 252> orientation on the hot-rolled plate, it is preferable to develop the texture of austenite.
- t ini is the plate thickness (mm) on the F1 entry side
- t F1 is the plate thickness (mm) after F1 rolling.
- W Ti is the Ti content (mass%) contained in the steel.
- dT eff-p When dT eff-p is larger than 2.0, it is determined that recrystallization did not occur in F1, and it is a value related to the time for 50% austenite to recrystallize after F2 rolling from the cumulative rolling strain up to F2.
- the dT eff-s-a is calculated by the following equation (iv).
- t F2 is the plate thickness (mm) after F2 rolling.
- t F3 is the plate thickness (mm) after F3 rolling.
- the K value is obtained by the following formula (ix) instead of the above formula (ii).
- W Mo , W V , W W , W Zr and W Nb are the contents (mass%) of Mo, V, W, Zr and Nb contained in the steel, respectively, and if they are not contained, 0 is set. substitute.
- Finish rolling temperature 800-1000 ° C If the finish rolling temperature exceeds 1000 ° C., surface quality may deteriorate due to scale defects. Therefore, the finish rolling temperature of hot rolling is set to 1000 ° C. or lower, preferably 980 ° C. or lower. On the other hand, if the finish rolling temperature is less than 800 ° C., productivity may be impaired due to an increase in rolling load. Therefore, the finish rolling temperature of hot rolling is set to 800 ° C. or higher, preferably 850 ° C. or higher.
- Cooling start time More than 0.5 s and 2.0 s or less After the rolling is completed, cooling is performed before the recrystallization of austenite is completed. Therefore, the time from the end of the final rolling to the start of cooling is set to 2.0 s or less. On the other hand, if the cooling start time is excessively short, ferrite is generated around the shear band formed in austenite by hot rolling, so that the metal structure of the obtained hot-rolled plate is mainly ferrite and is mainly bainite. Can't be done. Therefore, the cooling start time is set to more than 0.5 s.
- the term "cooling" as used herein means accelerated cooling by water cooling or the like.
- Cooling rate 15 ° C./s or higher ⁇ 223 ⁇ ⁇ 252> It is important to cause bainite transformation or martensitic transformation in order to develop the orientation. Therefore, the cooling rate after rolling is set to 15 ° C./s or higher, preferably 30 ° C./s or higher.
- the cooling rate after rolling means the average cooling rate obtained by dividing the difference between the temperature at the start of cooling after the final rolling and the following winding temperature by the time required during that period.
- Winding temperature 300 ° C. or higher and lower than 600 ° C. ⁇ 223 ⁇ ⁇ 252> Since bainite transformation or martensitic transformation must occur in order to develop the orientation, the winding temperature is lower than 600 ° C. On the other hand, if the winding temperature is too low, the cold rolling load may increase and productivity may be hindered. Therefore, the lower limit is set to 300 ° C. Considering the temperature controllability of cooling after hot spreading, the temperature is preferably 480 ° C. or higher. Further, from the viewpoint of load reduction during cold rolling, the temperature is more preferably 500 ° C. or higher.
- the integrated strength in the ⁇ 223 ⁇ ⁇ 252> orientation is 5.0 times or more in the random strength ratio. Under favorable conditions, it is possible to obtain an integrated strength of 6.0 times or more in a random intensity ratio.
- the metal structure of the hot-rolled plate is mainly bainite. Martensite and / or retained austenite may be mixed in a part of the metallographic structure, but if the total area ratio thereof is 30% or less, the cold rollability is not significantly impaired, which is acceptable.
- Hot-rolled plate annealing temperature 600 ° C or less
- the hot-rolled plate may be heat-treated for the purpose of reducing the cold rolling load due to equipment restrictions. If the ⁇ - ⁇ transformation does not occur, the texture of the hot-rolled plate is not significantly destroyed, but in view of the increase in annealing cost, the annealing temperature of the hot-rolled plate is preferably 600 ° C. or lower.
- Cold rolling rate 40-85% Increase the integration of the favorable gamma-fiber to improve the r 45 value by adding cold rolling after hot rolling. That is, in order to rotate the ⁇ 223 ⁇ ⁇ 252> direction of the hot-rolled sheet to ⁇ -fiber, cold rolling is performed at a cold rolling rate of 40% or more.
- the cold rolling ratio is preferably 50% or more.
- the cold rolling ratio is set to 85% or less. Considering the decrease in productivity due to the increase in load during cold rolling, the cold rolling ratio is preferably 80% or less. More preferably, it is 75% or less.
- ⁇ Annealing process> As described above, when discontinuous recrystallization occurs, randomization of the texture is likely to occur. Therefore, the annealing conditions are controlled so that discontinuous recrystallization does not occur excessively, the ⁇ -fiber formed by cold rolling is taken over after annealing by promoting continuous recrystallization, and the ⁇ -fiber is accumulated in the ⁇ -fiber using phase transformation. To increase. Each condition will be described in detail below.
- Heating rate 2 ° C./s or more If the heating rate is slow, discontinuous recrystallization of ferrite progresses remarkably during heating, and accumulation in ⁇ -fiber is less likely to occur. Therefore, the heating rate is set to 2 ° C./s or higher.
- the upper limit of the heating rate is not particularly specified, but it is preferably 30 ° C./s or less in consideration of temperature controllability.
- the above heating rate means the average heating rate obtained by dividing the difference between the temperature at the start of heating (room temperature) and the following annealing temperature by the time required during that period.
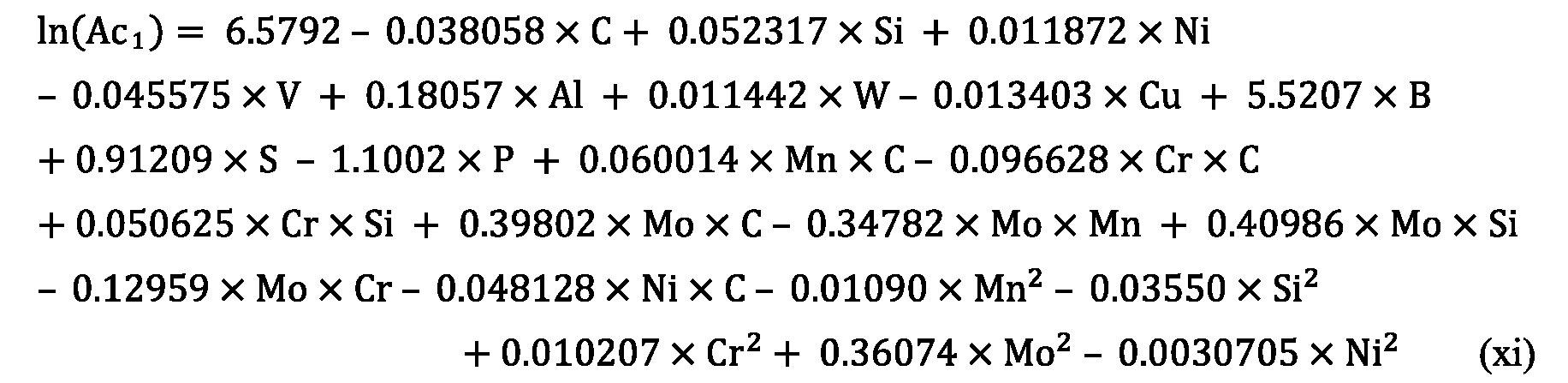
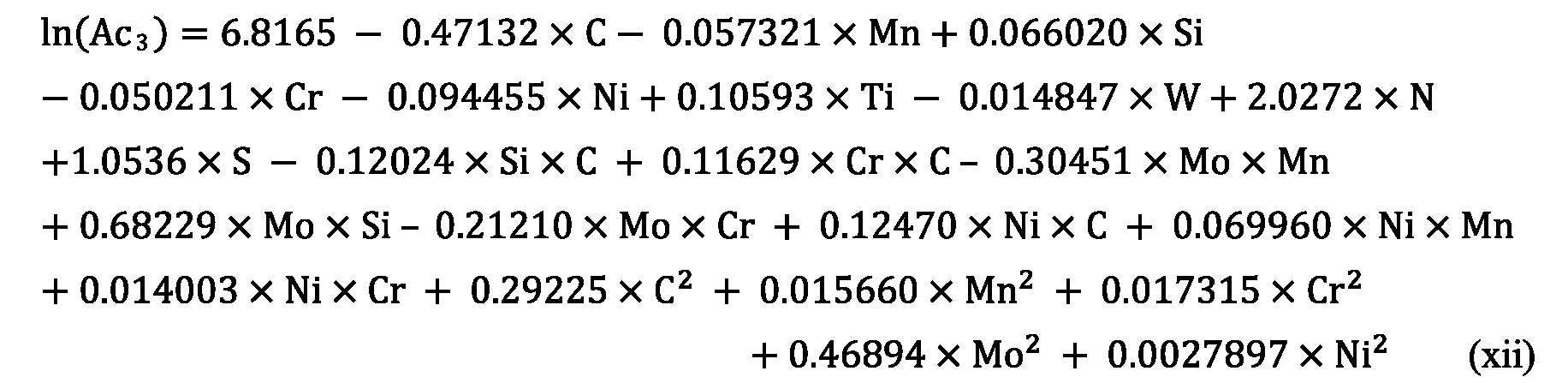
- Annealing temperature Conditions satisfying the following equation (x)
- the annealing temperature (RHT) is a condition satisfying the following equation (x).
- Ac 1 is the temperature at which the transformation from ferrite to austenite ( ⁇ - ⁇ transformation) starts
- Ac 3 is the temperature at which the ⁇ - ⁇ transformation is completed to become an austenite single phase, respectively (xi). It shall be calculated by the formula and the formula (xii).
- RHT is low, the (RHT-Ac 1) / ( Ac 3 -Ac 1) the value of less than (x) equation lvalue, the amount of austenite inverse transformation is not sufficient, distortion high near carbide or hard phase It is difficult to obtain the effect of austenite eroding discontinuous recrystallized ferrite having a random orientation that inevitably occurs in the region. In addition, the rolling strain introduced by cold rolling remains in the structure, impairing the ultimate deformability and strength-ductility balance.
- RHT high (RHT-Ac 1) / If (Ac 3 -Ac 1) the value of exceeds (x) equation rvalue, austenite excessively and become nucleation of new ferrite during the cooling process is that the reverse transformation It becomes prominent, the texture becomes random, and the accumulation in ⁇ -fiber gradually decreases. Therefore, the value of (RHT-Ac 1 ) / (Ac 3 -Ac 1 ) is set to be 0.40 to 0.85.
- r 45 value be a (RHT-Ac 1) / range of (Ac 3 -Ac 1) value from 0.50 to 0.80 of It is preferably in the range of 0.60 to 0.75, and more preferably in the range of 0.60 to 0.75.
- Annealing atmosphere is preferably carried out in a reducing atmosphere where the hydrogen concentration is 2% or more in terms of volume fraction and the dew point is less than ⁇ 30 ° C. If the hydrogen concentration is less than 2%, the surface oxide film of the material steel sheet cannot be sufficiently reduced, and the plating wettability is hindered when the hot-dip galvanizing treatment is performed.
- the annealing furnace includes a heating zone in which the steel sheet is heated to a predetermined annealing temperature, and a tropical region held at the annealing temperature.
- the atmosphere of the heating zone in the heating step is set so that the hydrogen concentration is 20% or less in terms of volume fraction and the dew point is -30 ° C or more and 20 ° C or less. If the dew point is less than ⁇ 30 ° C., the thickness of the decarburized layer is less than 5 ⁇ m, and a sufficient effect for improving bending characteristics cannot be obtained. On the other hand, if the dew point exceeds 20 ° C., dew condensation occurs in the equipment, which hinders productivity. Further, if the hydrogen concentration exceeds 20% in terms of volume fraction, it becomes difficult to maintain the dew point at 20 ° C. or lower, and as described above, dew condensation occurs in the equipment, which hinders productivity.
- Annealing retention time 30 s or more If the annealing retention time is short, the ⁇ - ⁇ transformation does not proceed sufficiently, and cold rolling strain remains in the ferrite, impairing the strength-ductility balance. Therefore, the annealing holding time is set to 30 s or more, preferably 60 s or more. On the other hand, although the upper limit of the annealing holding time is not particularly specified, it is preferably 1000 s or less, and more preferably 800 s or less in view of productivity.
- Cooling conditions after annealing In the cooling after annealing, primary cooling for adjusting the ferrite area ratio and texture and secondary cooling for forming a hard phase are performed. Further, in the primary cooling, ferrite grains having a ⁇ -fiber orientation inherited from the cold-rolled plate by continuous recrystallization can be transformed and grown toward the adjacent austenite side to enhance the accumulation of ⁇ -fiber in the entire structure.
- Primary cooling rate 3 to 30 ° C / s Ferrite is precipitated by primary cooling. If the average cooling rate (primary cooling rate) of the primary cooling is too low, pearlite transformation occurs from austenite and the strength is impaired. Therefore, the primary cooling rate is set to 3 ° C./s or higher, preferably 5 ° C./s or higher. On the other hand, if the primary cooling rate is too high, metamorphosis accompanied by new nucleation occurs, and the accumulation in ⁇ -fiber due to grain growth becomes insufficient. Therefore, the primary cooling rate is set to 30 ° C./s or less.
- the end temperature of the primary cooling is not particularly limited, but if it is too low, the amount of ferrite becomes excessive, the proportion of the hard phase decreases, and the strength decreases. Therefore, it is preferable to set the temperature to 600 ° C. or higher.
- Secondary cooling rate 30 ° C / s or more Secondary cooling is performed following the primary cooling. If the average cooling rate (secondary cooling rate) of the secondary cooling is too low, the untransformed austenite undergoes pearlite transformation, the hard phase decreases, and the strength decreases. Therefore, the secondary cooling rate is set to 30 ° C./s or higher.
- the upper limit of the secondary cooling rate is not particularly limited, but it is difficult to achieve a cooling rate exceeding 250 ° C./s with ordinary equipment, so it is preferably 250 ° C./s or less.
- the stop temperature of the secondary cooling it is preferable that the temperature is equal to or lower than the overaging temperature described later.
- the secondary cooling may be stopped at the overaging temperature and the overaging step may be carried out as it is, or the overaging step may be carried out by reheating after cooling to room temperature. Further, when the overaging step is not carried out, it is preferable to cool to room temperature.
- Overaging temperature 550 ° C. or less
- the overaging temperature is preferably 550 ° C. or lower.
- the heating rate at the time of reheating to the overaging temperature is not particularly limited, but is preferably 2 ° C./s or more.
- the cooling rate after the overaging treatment is also not particularly limited, but is preferably 30 ° C./s or higher.
- hot-dip plating may be applied after annealing.
- the surface of the steel sheet may be coated with Zn, Zn—Al alloy, Al—Si alloy, Fe—Zn alloy or the like.
- a Zn— (0.1 to 60)% Al bath, a bath to which Si and / or Mg is compounded, and the like can be used.
- composition of the plating bath of the Al—Si alloy an Al— (7 to 13)% Si bath or the like can be used.
- 0.1% or less of one or more selected from Fe, V, Mn, Ti, Nb, Ca, Cr, Ni, W, Cu, Pb, Sn, Cd, and Sb is contained in the plating bath. Even if it does, there is no particular problem.
- the temperature of the plating bath is not particularly limited, but may be appropriately selected from the general temperature range of 430 to 500 ° C, preferably 440 to 480 ° C.
- an alloying treatment may be performed to apply the alloying hot-dip galvanizing to the surface of the steel sheet.
- the alloying treatment it is preferable to perform the alloying treatment in the temperature range of 450 to 600 ° C. If the alloying treatment temperature is less than 450 ° C., mutual diffusion of elements between the steel material and the molten metal is unlikely to occur, and alloying may not proceed sufficiently. On the other hand, if the alloying treatment is performed at a temperature exceeding 600 ° C., there is a concern that alloying may proceed excessively and plating peeling may occur due to embrittlement of the plating layer, and the hard phase may be tempered to impair the strength. be. Further, in order to stably achieve the alloying treatment, the alloying treatment time is preferably 10 s or more.
- a cross section parallel to the rolling direction and the thickness direction was cut out, mirror-polished, and then nital-corroded to reveal the metal structure, which was observed using SEM. Further, a test piece having a width of 25 mm (length in the rolling direction), a length of 25 mm (length in the direction perpendicular to rolling), and a thickness as the thickness of the steel sheet is cut out from the steel sheet to a depth of 1/2 of the sheet thickness.
- the plane parallel to the rolled surface of No. 1 was revealed by mechanical grinding and chemical polishing, and (200), (110), and (211) semi-pole diagrams were taken by X-ray diffractometry.
- the accumulation strength in the ⁇ 223 ⁇ ⁇ 252> orientation was determined from the accumulation strength of (2-5-2). These crystal orientations are equivalent in the measurement / analysis of the BCC structure and the center of plate thickness.
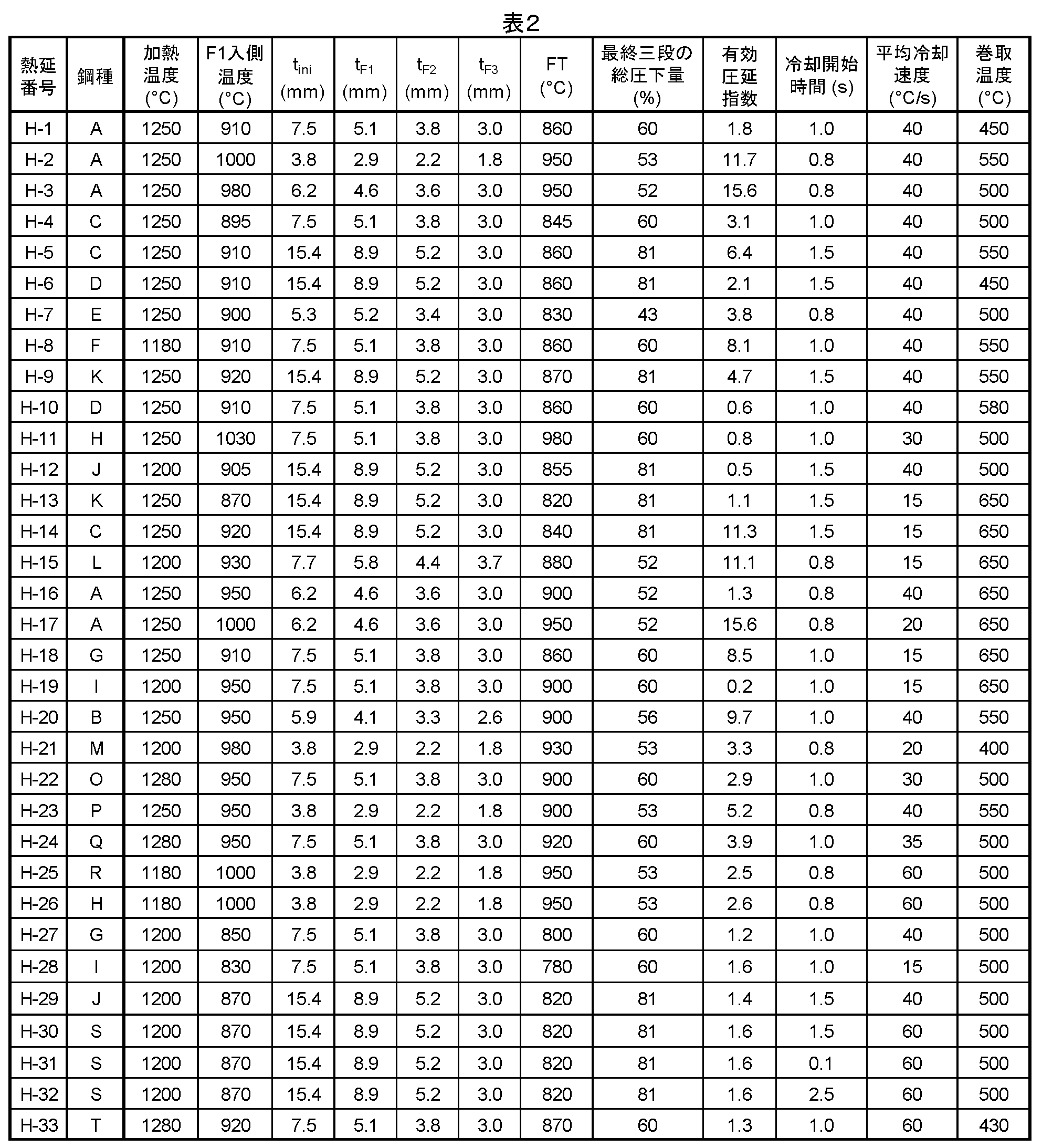
- the random strength ratio It shows the accumulation strength of ⁇ 223 ⁇ ⁇ 252> orientation of 5.0 times or more.
- the hot rolling numbers H-27 to H-29 which are suitable for hot rolling conditions, also have an accumulated strength in the ⁇ 223 ⁇ ⁇ 252> direction, which is 5.0 times or more the random strength ratio. Shown.
- the accumulation strength in the ⁇ 223 ⁇ ⁇ 252> direction is reduced. This is because the diffusion transformation at high temperature produced ferrite and / or pearlite in the winding process, and the transformation variant selection did not work properly. Among them, at hot rolling numbers H-13 and H-19 having an effective rolling index of less than 1.2, the accumulated strength in the ⁇ 223 ⁇ ⁇ 252> orientation is significantly reduced.
- the accumulated strength in the ⁇ 223 ⁇ ⁇ 252> direction is lowered even though the hot rolling conditions are appropriate. It is considered that this is because ferrite is generated by diffusion transformation during cooling after rolling due to Mn deficiency, so that variant selection at the time of ⁇ - ⁇ transformation does not work properly and the integrated strength is weakened.
- the metal structure was mainly hard martensite.
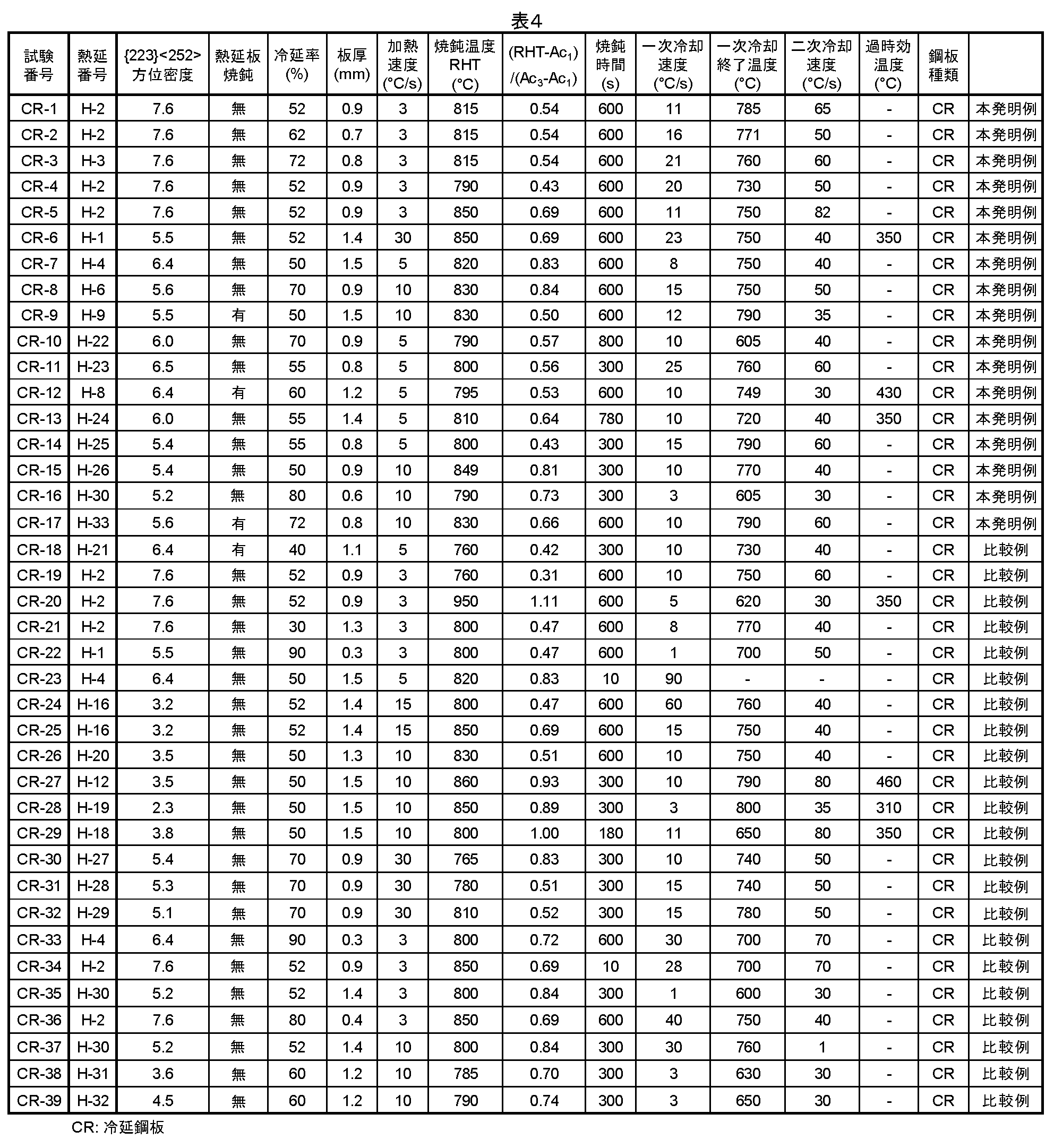
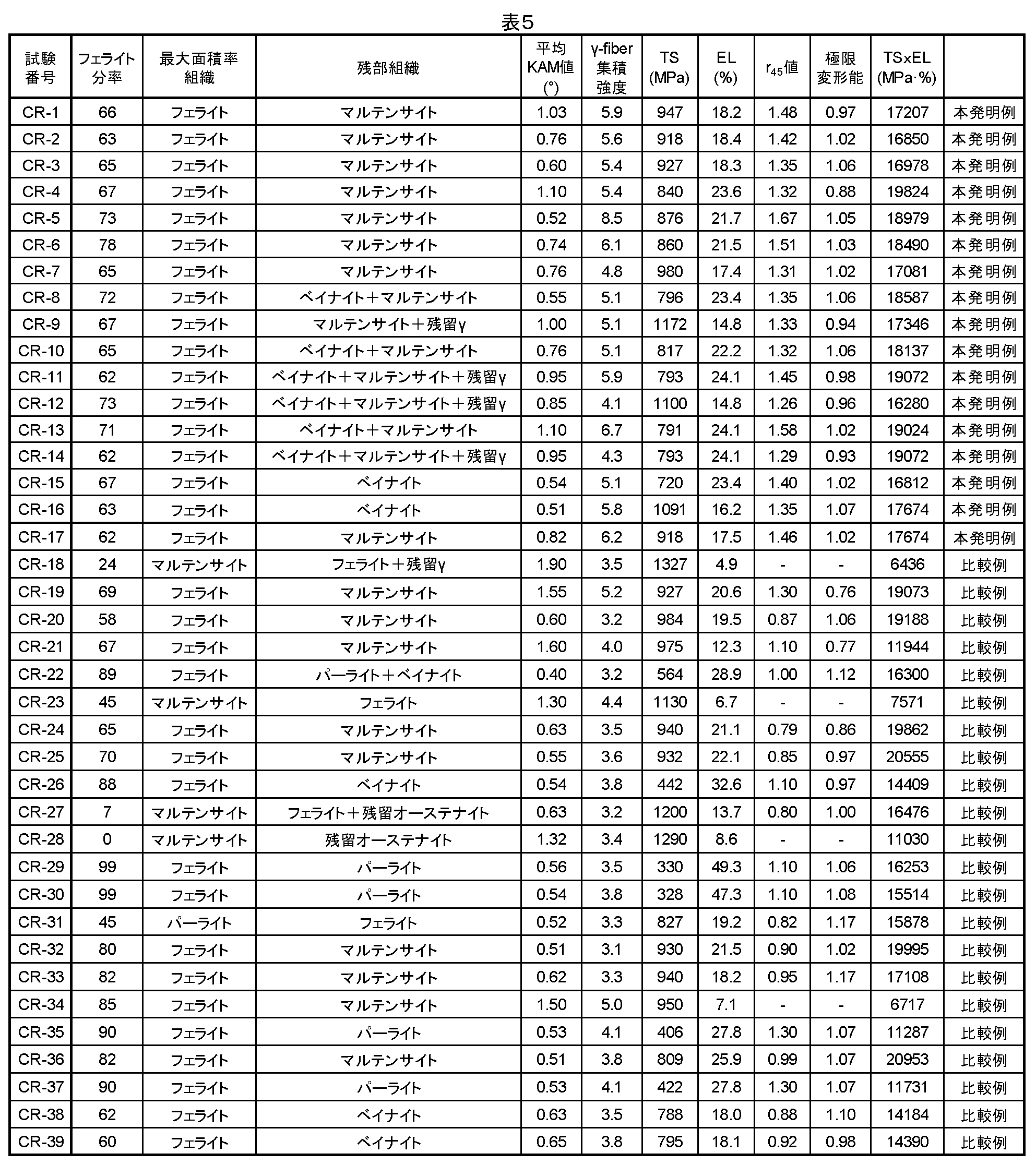
- Table 4 shows the conditions for cold rolling and heat treatment.
- the inside of the annealing furnace was set to an atmosphere of wet hydrogen nitrogen gas containing a hydrogen concentration of 10%, and the dew point was set to ⁇ 40 ° C.
- test numbers CR-9, CR-12, CR-17 and CR-18 the hot rolled plate was annealed in a muffle furnace kept at 600 ° C for 1.0 h and then cooled. Rolled.
- the crystal orientation was measured at intervals of 0.05 ⁇ m in a region of 100 ⁇ m ⁇ 200 ⁇ m with a magnification of 1500 times by the SEM-EBSD method. Based on the obtained crystal orientation, OIM ver., which is a crystal orientation analysis application of EDAX TEXSEM. Using 7.3, tissues having a crystal orientation with an angle of 10 ° or less from ⁇ -fiber were extracted, and the KAM value of those tissues was determined.
- test No. CR-21 since the cold-rolling reduction is too low, insufficient integration intensity of gamma-fiber, results rolling strain cold remained in the tissue, resulted in 45 values ductility and r is reduced .
- test number CR-22 the cold rolling ratio was too high and the primary cooling rate was low, so that the strength decreased as a result of pearlite precipitation during cooling. Furthermore, the discontinuous recrystallization is accelerated, and decreases integration strength of randomization advances gamma-fiber texture, it resulted in r 45 value is reduced.
- test number CR-23 the annealing time was short, and quenching was performed without performing two-stage cooling. Therefore, sufficient ferrite could not be obtained, and cold spreading strain remained in the ferrite, resulting in a decrease in strength-ductility balance. .. Incidentally, from this specimen it was difficult to measure the r 45 value and the intrinsic deformability.
- Test numbers CR-33 to CR-37 are comparative examples in which the chemical composition satisfies the provisions of the present invention, but the production conditions deviate from the preferable conditions. Specifically, in Test No. CR-33, because of the high cold rolling reduction, due to the shear bands during cold rolling, texture is randomized, it resulted in r 45 value is reduced.
- test number CR-34 the annealing time was short and strain remained in the tissue, resulting in a deterioration of the strength-ductility balance.
- test number CR-35 the primary cooling rate was too low, so that pearlite was deposited on the metal structure, a hard phase was not formed, and the strength was lowered.
- test number CR-36 the primary cooling rate was too high, so that the accumulation in ⁇ -fiber due to grain growth was inhibited, resulting in a decrease in r45 value.
- test number CR-37 the secondary cooling rate was too low, so that pearlite was deposited on the metal structure, a hard phase was not formed, and the strength was lowered.
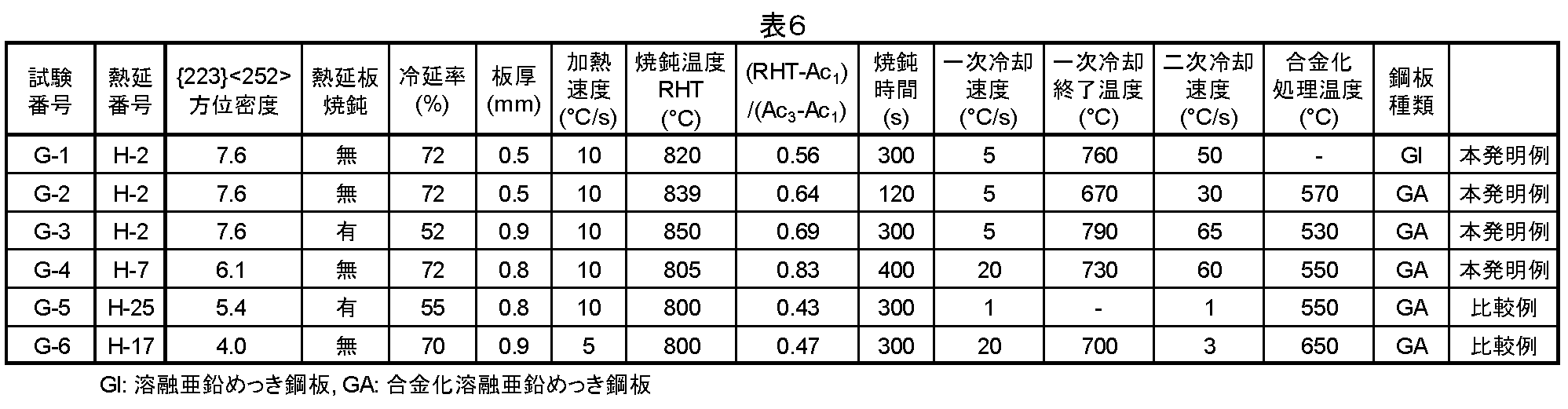
- Example 2 A part of the hot-rolled steel sheet produced in Example 1 was pickled, the scale on the surface was removed, and then cold-rolled to obtain a cold-rolled steel sheet having the plate thickness shown in Table 6. Subsequently, a wet hydrogen nitrogen gas containing a hydrogen concentration of 20% was subjected to a heat treatment simulating annealing in an atmosphere having a dew point of ⁇ 40 ° C. by a lab plating simulator. For some examples (test numbers G-3 and G-5), hot rolled sheet was annealed in a muffle furnace kept at 600 ° C. for 1.0 h and then cold rolled.
- Hot-dip galvanized steel sheet was produced. Some of the steel sheets are subjected to an alloying treatment in which the above-mentioned plating treatment is followed by an alloying treatment in which heating is performed at various temperatures for 30 s using an infrared heating furnace, and then cooled to room temperature at 3 ° C./s. An alloyed hot-dip galvanized steel sheet was produced. Table 6 shows the conditions for cold rolling, heat treatment and alloying treatment.
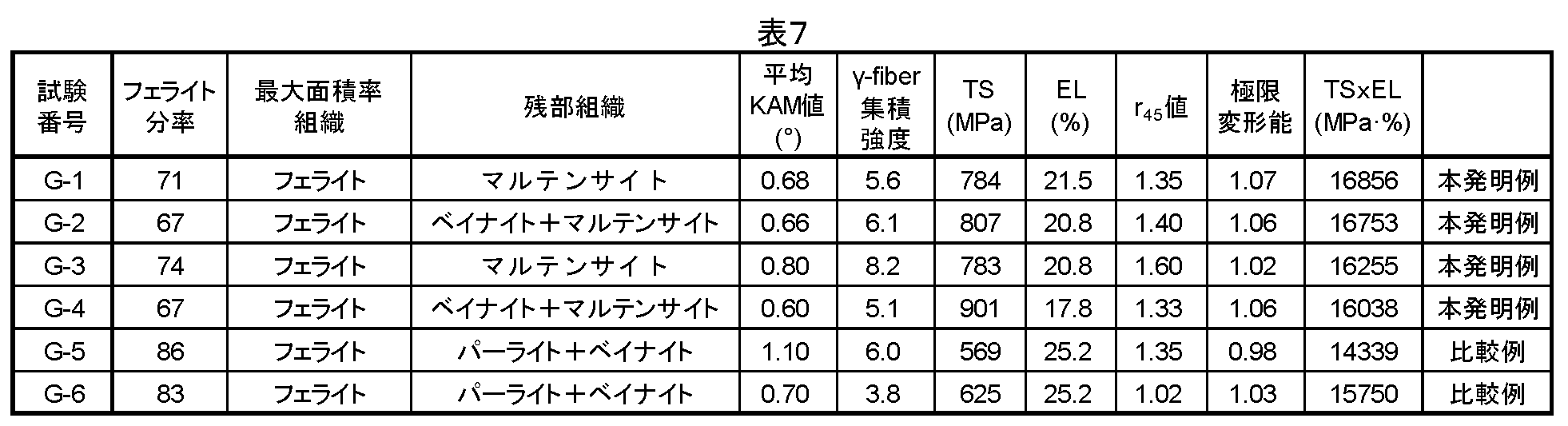
- Test No. G-1 ⁇ G-4 satisfy the requirements of the present invention, while having a more high tensile strength 700 MPa, have excellent r 45 value and intrinsic deformability There is.
- Test No. G-5 the cooling rate after annealing was low and two-stage cooling was not performed, so that ferrite became excessive and pearlite was precipitated, the tensile strength was low, and the strength-ductility balance was improved. Deteriorated.
- test number G-6 since the accumulated strength of the hot-rolled plate used in the ⁇ 223 ⁇ ⁇ 252> direction was low, the accumulated strength of ⁇ -fiber could not be increased, resulting in a decrease in the r45 value. became. In addition, the alloying heat treatment temperature was too high, resulting in a decrease in strength.
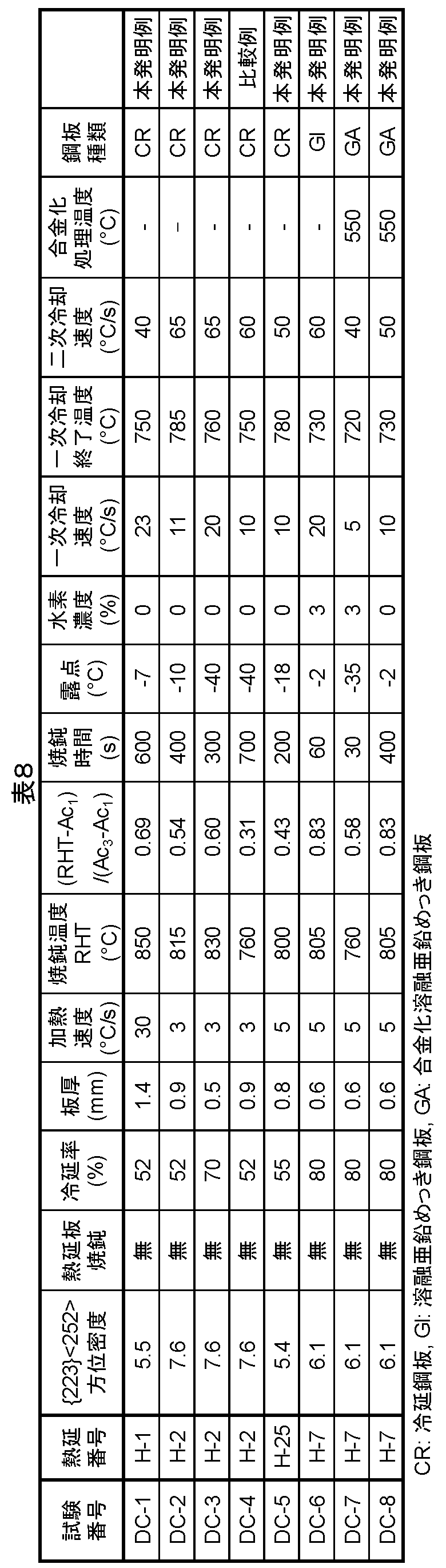
- Example 1 A part of the hot-rolled steel sheet produced in Example 1 was pickled, the scale on the surface was removed, and then cold-rolled to obtain a cold-rolled steel sheet having the plate thickness shown in Table 8, which was annealed by a lab plating simulator.
- a simulated heat treatment was performed.
- the atmospheres corresponding to the annealing heating zone and the solitary tropics were controlled separately.
- the dew point and the hydrogen concentration shown in Table 8 were set as the atmosphere corresponding to the heating zone.
- gas replacement was performed, and the atmosphere was adjusted so that the atmosphere was equivalent to the average tropics, with a hydrogen concentration of 20% and a dew point of ⁇ 40 ° C., and cooling was performed in the same atmosphere.
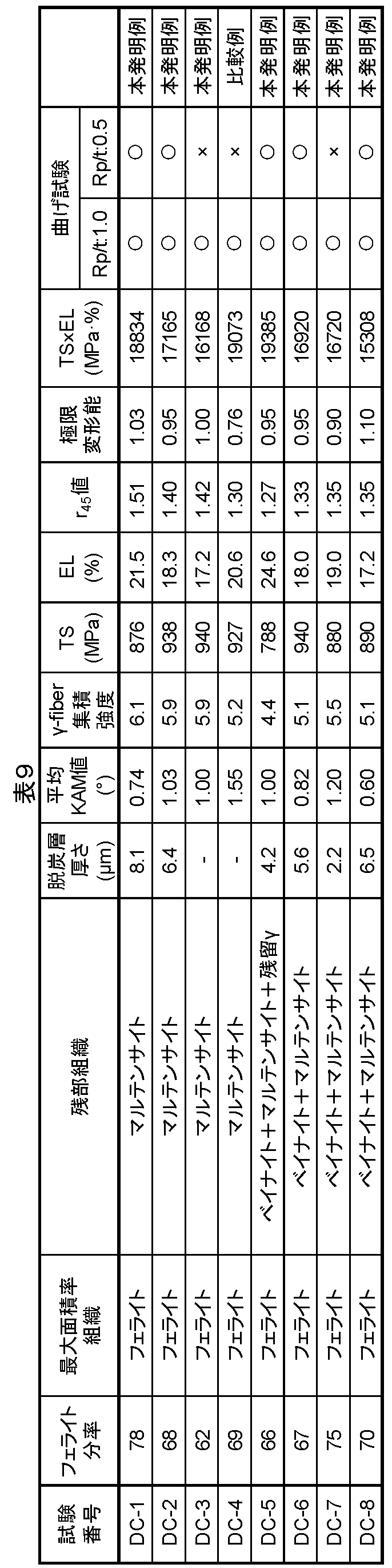
- test numbers DC-6 to DC-8 after annealing and primary cooling, secondary cooling is performed to the hot-dip plating bath temperature of 470 ° C. to stop cooling, soak for 3 seconds, then lifted, and the amount of adhesion is determined by gas wiping.
- a hot-dip galvanized steel sheet was prepared after adjusting to 50 g / m 2 per side.
- DC-7 and DC-8 are subjected to an alloying treatment in which the above-mentioned plating treatment is followed by heating at 550 ° C. for 30 s using an infrared heating furnace, and then cooled to room temperature at 3 ° C./s. , Alloyd hot-dip galvanized steel sheet was prepared.
- Table 8 shows the conditions for cold rolling, heat treatment and alloying treatment.
- Example 1 Regarding the obtained cold-rolled steel sheet, hot-dip galvanized steel sheet, and alloyed hot-dip galvanized steel sheet, the metallographic structure was measured and the mechanical properties were evaluated in the same manner as in Example 1.
- a cross section parallel to the rolling direction and the thickness direction of the steel sheet is cut out, mirror-polished, and then nital corroded to reveal the metal structure.
- a 1000x SEM image was acquired. Then, in the obtained SEM image, five lines extending in the thickness direction at intervals of 20 ⁇ m in the rolling direction are drawn, the shortest distance from the steel plate surface to the hard phase is measured on each line, and the average value is taken as the average value of the decarburized layer. It was made thick.
- the decarburized layer is formed on the surface layers on both sides of the steel sheet, and the thickness of the decarburized layer means the thickness per one side.
- ⁇ Bending test> A strip-shaped test piece was cut out from each steel plate, burrs were carefully removed, and then the test piece was subjected to a bending test. The test piece was cut out so that the length in the direction along the bending ridge line was 20 mm, the length in the direction orthogonal to the bending ridge line was 45 mm, and the angles formed by the bending ridge line in the rolling direction were 0 °, 45 °, and 90 °. ..
- the Rp / t was 0. Even under severe molding conditions such as 5, the bending ridge line was not cracked, and the result showed excellent bending characteristics.
- the steel plate according to the present invention can be suitably used as a material for lid members such as doors and hoods.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
C:0.03~0.25%、
Si:0.1~2.0%、
Mn:1.0~3.0%、
P:0.200%以下、
S:0.0500%以下、
Al:0.01~1.00%、
N:0.0100%以下、
Ti:0.01~0.25%、
残部:Feおよび不純物であり、
金属組織が、面積%で、
フェライト:50~85%を含み、
残部がマルテンサイト、ベイナイトおよび残留オーステナイトから選択される1種以上であり、
γ-fiberの集積強度がランダム強度比で4.0倍を超え、かつγ-fiberからの角度が10°以内の結晶方位を有する結晶粒における平均KAM値が1.30°以下である、
鋼板。
Cr:0.50%以下、
Ni:0.50%以下、および、
Cu:0.50%以下、
から選択される1種以上を含有する、
上記(1)に記載の鋼板。
Nb:0.050%以下、
V:0.15%以下、
Zr:0.15%以下、
Mo:0.15%以下、および、
W:0.15%以下、
から選択される1種以上を含有する、
上記(1)または(2)に記載の鋼板。
Sn、SbおよびTeから選択される1種以上を、合計で0.100%以下、含有する、
上記(1)から(3)までのいずれかに記載の鋼板。
Ca、MgおよびREMから選択される1種以上を、合計で0.0050%以下、含有する、
上記(1)から(4)までのいずれかに記載の鋼板。
B:0.0050%以下、
を含有する、
上記(1)から(5)までのいずれかに記載の鋼板。
上記(1)から(6)までのいずれかに記載の鋼板。
各元素の限定理由は下記のとおりである。なお、以下の説明において含有量についての「%」は、「質量%」を意味する。また、本発明において、鋼板の化学組成は、後述する脱炭層を除いた領域における平均化学組成を意味するものとする。
Cは、強度を確保するために必要な元素である。C含有量が0.03%未満では、700MPa以上の引張強さが得られない。一方、C含有量が0.25%を超えると、マルテンサイトが硬化しすぎて靭性が劣化するとともに溶接性を損なう。そのため、C含有量は0.03~0.25%とする。C含有量は0.05%以上であるのが好ましく、0.18%以下であるのが好ましく、0.15%以下であるのがより好ましい。
Siは、強度向上に寄与する元素である。一方、過剰に含有させると、熱間圧延時に脱スケール不良による生産性の低下が生じる。そのため、Si含有量は0.1~2.0%とする。焼鈍時にオーステナイトを安定化し、冷却過程での低温変態相の形成を促して高強度化に寄与するためには、Si含有量は0.5%以上であるのが好ましい。また、残留オーステナイトを生成させて延性を向上させる場合には、Siと後述するAlとの合計含有量を1.0%以上とすることが好ましい。
Mnは、オーステナイトを安定化して低温変態相を形成させやすくし、強度確保に寄与する効果を有する。一方、過剰に含有させると、フェライトの体積率が低下し延性が劣化する。そのため、Mn含有量は1.0~3.0%とする。Mn含有量は2.1%以上であるのが好ましく、2.8%以下であるのが好ましい。
Pは、強度を増加させる効果を有するため、積極的に含有させてもよい。しかし、過剰に含有させると、粒界偏析による脆化が生じるため、含有させる場合には、その含有量を0.200%以下とする。P含有量は0.100%以下であるのが好ましく、0.050%以下であるのがより好ましい。P含有量に下限を設ける必要はなく、0%であってもよい。ただし、過剰な低減は製造コストの増加を招くため、P含有量は0.001%以上であるのが好ましい。なお、通常、製鋼段階において、不純物レベルとして0.010%程度混入してくる。
Sは、硫化物系介在物を形成し延性を低下させるため、その含有量は0.0500%以下に抑える。優れた延性を確保したい場合には、S含有量は0.0080%以下であるのが好ましく、0.0030%以下であるのがより好ましい。
Alは、脱酸のため用いられる元素である。しかし、過剰に含有させると、安定した連続鋳造を困難にする。そのため、Al含有量は0.01~1.00%とする。また、Al含有量が高い場合には、高温でのオーステナイトが不安定化し、熱間圧延における仕上圧延温度を過度に上昇させる必要が生じることから、その含有量を0.60%以下とすることが好ましい。なお、本発明において、Al含有量は、酸可溶性Al(sol.Al)の含有量を意味する。残留オーステナイトを生成させて延性を向上させる場合には、Alと前述のSiとの合計含有量を1.0%以上とすることが好ましい。
Nは、強度-延性バランスを低下させる元素であるため、その含有量は0.0100%以下とする。N含有量は0.0060%以下であるのが好ましい。N含有量に下限を設ける必要はなく、不純物レベルであってもよい。通常、製鋼段階で0.0020%程度混入してくる。
Tiは、熱延板組織中に炭化物として析出し、固溶炭素を削減して冷延鋼板でのγ-fiberを得やすくする効果を有する。加えて、オーステナイトの再結晶および粗大化を抑制して、熱延工程におけるオーステナイトの扁平化を促進し、熱延板の{223}<252>方位を得やすくする効果もある。一方、過剰に含有させると、熱延前の炉加熱時に粗大な炭化物または窒化物を形成し、強度-延性バランスを阻害する。そのため、Ti含有量は0.01~0.25%とする。Ti含有量は0.02%以上であるのが好ましく、0.03%以上であるのがより好ましく、0.20%以下であるのが好ましい。
Ni:0.50%以下
Cu:0.50%以下
Cr、NiおよびCuは、焼入れ性を高めて、マルテンサイトおよび/またはベイナイトを効果的に生成させる作用を有するため、必要に応じて含有させてもよい。しかし、過剰に含有させると、フェライトの生成が抑制されるため、それらの元素の含有量をそれぞれ0.50%以下とする。上記の効果を得たい場合は、上記の元素から選択される1種以上をそれぞれ0.10%以上含有させることが好ましい。
Nbは、炭化物または窒化物として析出し、オーステナイトの再結晶および粗大化を抑制し、熱延工程におけるオーステナイトの扁平化を促進し、熱延板の{223}<252>方位を得やすくする作用を有する。また、焼鈍時に再結晶を抑制し、集合組織のランダム化を抑える作用を有する。そのため、必要に応じて含有させてもよい。しかし、過剰に含有させると、熱延前の加熱時に粗大な炭化物が多量に発生して、強度-延性バランスを阻害するため、Nb含有量は0.050%以下とする。Nb含有量は0.030%以下であるのが好ましい。上記の効果を得たい場合は、Nb含有量を0.010%以上とすることが好ましい。
Zr:0.15%以下
Mo:0.15%以下
W:0.15%以下
V、Zr、MoおよびWは、オーステナイトの再結晶および粗大化を抑制し、扁平化を促進し、熱延板の{223}<252>方位を得やすくする作用を有するため、必要に応じて含有させてもよい。しかし、過剰に含有させると、粗大な炭化物を形成して強度-延性バランスを阻害するばかりか、合金コストの増加を招く。それらの元素の含有量をそれぞれ0.15%以下とし、好ましくは0.12%以下とする。上記の効果を得たい場合は、上記の元素から選択される1種以上をそれぞれ0.01%以上含有させることが好ましい。
Sn、SbおよびTeは、鋼の表面に偏析し、鋼板表層の脱炭を抑制して、焼鈍工程での強度低下を抑制する作用を有する。また、鋼板表層に積極的に脱炭層を形成したい場合であっても、これらの元素を含有させることで異常酸化による過剰な脱炭を防止することができる。そのため、Sn、SbおよびTeから選択される1種以上を必要に応じて含有させてもよい。しかし、過剰に含有させると、粒界に偏析し靭性を低下させるため、それらの含有量を合計で0.100%以下とし、好ましくは0.050%以下とする。上記の効果を得たい場合は、それらの含有量を合計で0.005%以上含有させることが好ましい。
Ca、MgおよびREM(希土類金属)は、凝固中に析出する酸化物および窒化物を微細化して、鋳片の健全性を保つ作用を有するため、必要に応じて含有させてもよい。しかし、これらの元素はいずれも高価であるため、それらの含有量を合計で0.0050%以下とする。上記の効果を得たい場合は、それらの含有量を合計で0.0005%以上含有させることが好ましい。
Bは、オーステナイトの再結晶および粗大化を抑制し、扁平化を促進し、熱延板の{223}<252>方位を得やすくする作用を有するため、必要に応じて含有させてもよい。また、焼鈍時において再結晶温度を上昇させ、集合組織のランダム化を抑制する効果があるため必要に応じて添加してもよい。しかし、過剰に含有させると、鋳造時において鋼材表面に割れが発生し、生産性を阻害するため、その上限を0.0050%以下とする。B含有量は0.0040%以下であるのが好ましく、0.0020%以下であるのがより好ましい。上記の効果を得たい場合は、0.0005%以上含有させることが好ましい。
本発明に係る鋼板の金属組織について、以下に説明する。なお、以下の説明において面積率についての「%」は、「面積%」を意味する。
フェライトは、r45値および延性を発現するために必要な組織である。一方、フェライトの面積率が過剰であると、700MPa以上の引張強さが得られなくなる。そのため、フェライトの面積率は50~85%とする。より良好な延性を発現するには、フェライトの面積率は55%以上であるのが好ましく、60%以上であるのがより好ましい。一方、強度向上の観点からは、フェライトの面積率は80%以下であるのが好ましい。
γ-fiberの集積強度:ランダム強度比で4.0倍超
γ-fiberの集積強度とは、圧延面の法線方向に向いた{111}面の集積強度を意味する。高いr45値を達成するため、γ-fiberの集積強度をランダム強度比で4.0倍超とする。γ-fiberの集積強度はランダム強度比で6.0倍以上とすることが好ましい。
本発明では、鋼中にTiを含むため、焼鈍条件が不適切であると冷間圧延ひずみが過度に残存し、極限変形能が低下する。そのため、最終組織中の冷間圧延ひずみを低減させる必要がある。
本発明に係る鋼板は、表層に脱炭層を有してもよい。表層に軟質な脱炭層を有することで、曲げ特性をさらに向上させることが可能となる。特に、鋼板の表面から深さ方向に厚さ4.0μm以上の脱炭層を形成することで、曲げ半径(Rp)と鋼板板厚(t)との比(Rp/t)が0.5となるような厳しい成形条件であっても、曲げ稜線に割れを生じない、優れた曲げ特性を得ることができる。脱炭層の厚さは5.0μm以上であるのが好ましく、6.0μm以上であるのがより好ましい。
本発明に係る鋼板の厚さについて、特に制限はないが、ドアおよびフード等の蓋物部材の素材として用いる場合には、鋼板の厚さは、0.1~2.0mmであることが好ましく、0.2~1.5mmであることがより好ましく、0.3~1.0mmであることがさらに好ましい。
一般に、IF鋼等の極低炭素鋼の知見によれば、r値に有利なγ-fiberを強く発達させるには、冷間圧延率を高めてγ-fiberを発達させ、さらに焼鈍時の再結晶でγ-fiberへの集積を高める。
熱間圧延に供する鋼片は常法で製造すればよい。すなわち、連続鋳造もしくは鋳造・分塊により得たスラブ、またはストリップキャスティングにより得た鋼板等を用いることができる。
鋼片に対して、熱間圧延を行う。熱延板に{223}<252>方位を発達させるため、後述する巻取工程と合わせて、熱間圧延工程における条件を規定する必要がある。具体的には変態前のオーステナイトに圧延集合組織を発達させるとともに、その形状を扁平形状とすることが重要である。以下に熱間圧延工程における条件について詳述する。
Tiを鋼中に固溶させるため、熱間圧延前の加熱温度は1050℃以上とする。一方、加熱炉の耐久性を鑑みて、加熱温度は1300℃以下とすることが好ましい。
熱延板の集合組織を発達させるため、最終仕上圧延スタンドを含む連続した最終3段での総圧延量は、板厚減少率で40%以上とすることが好ましい。また、少なくとも最終スタンドを含む最終3段の圧延を、仕上圧延温度から100℃以内の範囲で行う。
熱間圧延中のパス間でオーステナイトの再結晶が過度に進行すると、集合組織の集積が弱まるとともに、結晶粒が等軸となり、所望の集合組織を有する熱延板が得られない。すなわち、熱延板に{223}<252>方位を発達させるためには、オーステナイトの集合組織を発達させることが好ましい。







仕上圧延温度が1000℃を超えるとスケール疵による表面品質劣化を生じるおそれがある。そのため、熱間圧延の仕上圧延温度は1000℃以下とし、好ましくは980℃以下とする。一方、仕上圧延温度が800℃未満であると圧延荷重の増大によって生産性を損なうおそれがある。そのため、熱間圧延の仕上圧延温度は800℃以上とし、好ましくは850℃以上とする。
圧延を終了後、オーステナイトの再結晶が完了する前に冷却を行う。このため、最終圧延終了後、冷却を開始するまでの時間を2.0s以下とする。一方、冷却開始時間が過剰に短いと、熱間圧延によってオーステナイト中に形成されたせん断帯を核としてフェライトが生成するため、得られる熱延板の金属組織がフェライト主体となり、ベイナイト主体とすることができなくなる。そのため、冷却開始時間は0.5s超とする。なお、ここでいう冷却とは、水冷等による加速冷却を意味するものとする。
{223}<252>方位を発達させるために、ベイナイト変態またはマルテンサイト変態を生じることが重要である。このため、圧延後の冷却速度は15℃/s以上とし、好ましくは30℃/s以上とする。なお、上記の圧延後の冷却速度は、最終圧延終了後の冷却開始時の温度と下記の巻取温度との差を、その間に要した時間で除した平均冷却速度を意味する。
巻取温度:300℃以上600℃未満
{223}<252>方位を発達させるために、ベイナイト変態またはマルテンサイト変態を生じる必要があるため、600℃未満の温度で巻取る。一方、巻取温度が低すぎると冷間圧延荷重が増大し、生産性を阻害するおそれがあるため、その下限を300℃とする。熱延後の冷却の温度制御性を鑑みて、好ましくは480℃以上とする。また、冷間圧延時の荷重低減の観点からは、より好ましくは500℃以上とする。
熱延板焼鈍温度:600℃以下
設備制約により冷間圧延荷重を低減させる目的で、熱延板に対して熱処理してもよい。α-γ変態が生じなければ熱延板の集合組織が著しく破壊されることはないが、焼鈍コストの増大を鑑みて、熱延板焼鈍温度は600℃以下とすることが好ましい。
冷間圧延率:40~85%
熱間圧延後に冷間圧延を加えることでr45値の向上に有利なγ-fiberへの集積を高める。すなわち熱延板の{223}<252>方位をγ-fiberへ方位回転させるため40%以上の冷間圧延率で冷間圧延を行う。冷間圧延率は50%以上とするのが好ましい。一方、冷間圧延率が過度に大きくなると、不連続再結晶が旺盛となりせん断帯を起因とした集合組織のランダム化が生じるため、冷間圧延率は85%以下とする。冷間圧延時の荷重増大による生産性の低下を鑑みると、冷間圧延率は80%以下とすることが好ましい。より好ましくは75%以下である。
前述のように、不連続再結晶が生じると、集合組織のランダム化が生じやすい。そのため、不連続再結晶が過度に生じないよう焼鈍条件を制御し、連続再結晶を促して冷間圧延で形成したγ-fiberを焼鈍後に引き継ぎ、相変態を利用してγ-fiberへの集積を高める。各条件について、以下に詳述する。
加熱速度が遅いと、加熱中、フェライトの不連続再結晶が顕著に進行し、γ-fiberへの集積が生じにくくなる。そのため、加熱速度は2℃/s以上とする。加熱速度の上限は特に規定しないが、温度の制御性を鑑みて30℃/s以下とすることが好ましい。なお、上記の加熱速度は、加熱開始時の温度(室温)と下記の焼鈍温度との差を、その間に要した時間で除した平均加熱速度を意味する。
焼鈍温度(RHT)は、下記(x)式を満足する条件とする。ここで、Ac1はフェライトからオーステナイトへの変態(α-γ変態)が開始する温度であり、Ac3はα-γ変態が完了してオーステナイト単相となる温度であり、それぞれ下記(xi)式および(xii)式により算出することとする。
焼鈍は、水素濃度が体積分率で2%以上、かつ露点が-30℃未満の還元雰囲気下で行うことが好ましい。水素濃度が2%未満では、素材鋼板の表面酸化膜を十分に還元することができず、溶融亜鉛めっき処理を行う際にめっき濡れ性を阻害する。焼鈍炉には、鋼板が所定の焼鈍温度まで加熱される加熱帯、および当該焼鈍温度で保持される均熱帯の領域が含まれる。
焼鈍保持時間が短いと、α-γ変態が十分に進行せず、またフェライト中に冷間圧延ひずみが残存し、強度-延性バランスを損なう。そのため、焼鈍保持時間は30s以上とし、好ましくは60s以上とする。一方、焼鈍保持時間に上限は特に規定しないが、生産性を鑑みて1000s以下とすることが好ましく、800s以下とすることがより好ましい。
焼鈍後の冷却において、フェライト面積率および集合組織を調整するための一次冷却と、硬質相を形成するための二次冷却とを施す。さらに一次冷却では、連続再結晶によって冷延板から引き継がれたγ-fiber方位を持つフェライト粒を、隣接するオーステナイト側へ変態成長させて組織全体のγ-fiberの集積を高めることもできる。
一次冷却によってフェライトを析出させる。一次冷却の平均冷却速度(一次冷却速度)が低すぎると、オーステナイトからパーライト変態が生じ、強度を損なう。そのため、一次冷却速度は3℃/s以上とし、好ましくは5℃/s以上とする。一方、一次冷却速度が高すぎると、新たな核生成を伴う変態が生じ、粒成長によるγ-fiberへの集積が不十分となる。そのため、一次冷却速度は30℃/s以下とする。
一次冷却に続き二次冷却を行う。二次冷却の平均冷却速度(二次冷却速度)が低すぎると未変態オーステナイトがパーライト変態し、硬質相が減少して強度が低下する。そのため、二次冷却速度は30℃/s以上とする。二次冷却速度の上限は特に限定する必要はないが、250℃/sを超えるような冷却速度を達成することは通常の設備では困難であるため、250℃/s以下とすることが好ましい。
過時効温度:550℃以下
焼鈍工程の後、必要に応じて過時効処理を行ってもよい。ただし、550℃を超える温度で過時効処理を行うと、硬質相が軟化して強度が低下する場合があるため、過時効温度は、550℃以下とすることが好ましい。二次冷却によって過時効温度より低い温度まで冷却する場合において、過時効温度まで再加熱する際の加熱速度については特に制限はないが、2℃/s以上とすることが好ましい。また、過時効処理後の冷却速度についても特に制限はないが、30℃/s以上とすることが好ましい。
焼鈍後に必要に応じ、溶融めっきを施してもよい。溶融めっきの種類としてZn、Zn-Al合金、Al-Si合金、Fe-Zn合金等の被覆を鋼板表面に行ってよい。Zn-Al合金のめっき浴の組成としては、例えば、Zn-(0.1~60)%Al浴、さらにSiおよび/またはMgを複合添加した浴等を用いることができる。
溶融亜鉛めっき工程の後、合金化処理を行って合金化溶融亜鉛めっきを鋼板表面に施してもよい。その場合、450~600℃の温度範囲で合金化処理を行うことが好ましい。合金化処理温度が450℃未満では、鋼材と溶融金属の間で元素の相互拡散が起こりにくく、合金化が十分に進行しないおそれがある。一方、600℃を超える温度で合金化処理を行うと、過度に合金化が進行し、めっき層の脆化によるめっき剥離が生じる懸念があるとともに、硬質相が焼戻されて強度を損なう場合がある。また、合金化処理を安定的に達成するため、合金化処理時間は10s以上とすることが好ましい。


冷延鋼板の圧延方向に対して45°傾斜した方向からJIS Z 2241:2011に規定のJIS5号引張試験片を2本採取し、同規格に準拠して引張強さTSおよび破断伸びEL(延性)を測定し、それらの平均値を求めた。
冷延鋼板の圧延方向に対して45°傾斜した方向からJIS Z 2241:2011に規定のJIS5号引張試験片を2本採取し、JIS Z 2254:2008の規定に準拠して塑性ひずみ比であるr45値を測定し、それらの平均値を求めた。本実施例では、r45値が1.20以上の場合に良好と判定し、1.30以上の場合により良好と判定した。
引張試験後の試験片の引張破断面を、引張方向からSEMを用いて撮影し、破断面の引張方向に垂直な断面への二次元投影面積を求めた。そして、引張試験前の元試験片の断面積に対する面積減少率の自然対数を極限変形能の指標として求めた。本実施例では、上記指標の値が0.80以上の場合に良好と判定した。
各鋼板から短冊形状の試験片を切り出して、入念にバリを除去してから曲げ試験に供した。試験片は曲げ稜線に沿った方向の長さを20mm、曲げ稜線に直交する方向の長さを45mmとし、曲げ稜線が圧延方向となす角度が0°、45°および90°となるよう切り出した。
Claims (7)
- 化学組成が、質量%で、
C:0.03~0.25%、
Si:0.1~2.0%、
Mn:1.0~3.0%、
P:0.200%以下、
S:0.0500%以下、
Al:0.01~1.00%、
N:0.0100%以下、
Ti:0.01~0.25%、
残部:Feおよび不純物であり、
金属組織が、面積%で、
フェライト:50~85%を含み、
残部がマルテンサイト、ベイナイトおよび残留オーステナイトから選択される1種以上であり、
γ-fiberの集積強度がランダム強度比で4.0倍を超え、かつγ-fiberからの角度が10°以内の結晶方位を有する結晶粒における平均KAM値が1.30°以下である、
鋼板。 - 前記化学組成が、前記Feの一部に代えて、質量%で、
Cr:0.50%以下、
Ni:0.50%以下、および、
Cu:0.50%以下、
から選択される1種以上を含有する、
請求項1に記載の鋼板。 - 前記化学組成が、前記Feの一部に代えて、質量%で、
Nb:0.050%以下、
V:0.15%以下、
Zr:0.15%以下、
Mo:0.15%以下、および、
W:0.15%以下、
から選択される1種以上を含有する、
請求項1または請求項2に記載の鋼板。 - 前記化学組成が、前記Feの一部に代えて、質量%で、
Sn、SbおよびTeから選択される1種以上を、合計で0.100%以下、含有する、
請求項1から請求項3までのいずれかに記載の鋼板。 - 前記化学組成が、前記Feの一部に代えて、質量%で、
Ca、MgおよびREMから選択される1種以上を、合計で0.0050%以下、含有する、
請求項1から請求項4までのいずれかに記載の鋼板。 - 前記化学組成が、前記Feの一部に代えて、質量%で、
B:0.0050%以下、
を含有する、
請求項1から請求項5までのいずれかに記載の鋼板。 - 表面から深さ方向に厚さ4.0μm以上の脱炭層を有する、
請求項1から請求項6までのいずれかに記載の鋼板。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21785098.1A EP4134464A4 (en) | 2020-04-07 | 2021-03-30 | Steel plate |
| US17/915,354 US12534788B2 (en) | 2020-04-07 | 2021-03-30 | Steel sheet |
| KR1020257034196A KR20250154533A (ko) | 2020-04-07 | 2021-03-30 | 강판 |
| KR1020227038418A KR20220156645A (ko) | 2020-04-07 | 2021-03-30 | 강판 |
| MX2022012277A MX2022012277A (es) | 2020-04-07 | 2021-03-30 | Hoja de acero. |
| JP2022514427A JP7425359B2 (ja) | 2020-04-07 | 2021-03-30 | 鋼板 |
| CN202180025929.8A CN115349029B (zh) | 2020-04-07 | 2021-03-30 | 钢板 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-068971 | 2020-04-07 | ||
| JP2020068971 | 2020-04-07 | ||
| JP2020167969 | 2020-10-02 | ||
| JP2020-167969 | 2020-10-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021205943A1 true WO2021205943A1 (ja) | 2021-10-14 |
Family
ID=78023732
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/013530 Ceased WO2021205943A1 (ja) | 2020-04-07 | 2021-03-30 | 鋼板 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US12534788B2 (ja) |
| EP (1) | EP4134464A4 (ja) |
| JP (1) | JP7425359B2 (ja) |
| KR (2) | KR20250154533A (ja) |
| CN (1) | CN115349029B (ja) |
| MX (1) | MX2022012277A (ja) |
| WO (1) | WO2021205943A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20230166117A (ko) * | 2021-04-02 | 2023-12-06 | 바오샨 아이론 앤 스틸 유한공사 | 고성형성 용융 알루미늄-아연 도금 또는 용융 아연-알루미늄-마그네슘 도금 2상강 및 이의 급속 열처리 용융 도금 제조 방법 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56139654A (en) | 1980-03-31 | 1981-10-31 | Kawasaki Steel Corp | High-tensile cold-rolled steel plate with superior formability and its manufacture |
| JP2005264323A (ja) | 2004-02-18 | 2005-09-29 | Jfe Steel Kk | 深絞り性と伸びフランジ性に優れた高強度鋼板およびその製造方法 |
| JP2009114523A (ja) | 2007-11-08 | 2009-05-28 | Nippon Steel Corp | 剛性、深絞り性及び穴拡げ性に優れた高強度冷延鋼板及びその製造方法 |
| WO2014019964A1 (en) * | 2012-07-30 | 2014-02-06 | Tata Steel Nederland Technology Bv | A method for producing a high strength strip steel with a good deep drawability and a high strength steel produced thereby |
| JP2016141859A (ja) | 2015-02-03 | 2016-08-08 | Jfeスチール株式会社 | 高強度鋼板、高強度めっき鋼板、高強度溶融亜鉛めっき鋼板および高強度合金化溶融亜鉛めっき鋼板、並びにそれらの製造方法 |
| WO2016125461A1 (ja) * | 2015-02-03 | 2016-08-11 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| JP2017171979A (ja) * | 2016-03-23 | 2017-09-28 | 新日鐵住金株式会社 | 深絞り性に優れた高ヤング率極薄鋼鈑及びその製造方法 |
| WO2018092735A1 (ja) * | 2016-11-15 | 2018-05-24 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法並びに高強度亜鉛めっき鋼板 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1981002900A1 (fr) | 1980-03-31 | 1981-10-15 | Kawasaki Steel Co | Plaque d'acier a haute resistance, laminee a froid presentant une excellente formabilite et procede de production de celle-ci ainsi que plaque d'acier galvanise a haute resistance, presentant une excellente formabilite, et procede de production de celle-ci |
| JP4740099B2 (ja) * | 2006-03-20 | 2011-08-03 | 新日本製鐵株式会社 | 高強度冷延鋼板及びその製造方法 |
| JP4894863B2 (ja) * | 2008-02-08 | 2012-03-14 | Jfeスチール株式会社 | 加工性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP5335503B2 (ja) * | 2009-03-19 | 2013-11-06 | 新日鐵住金ステンレス株式会社 | プレス成形性に優れた二相ステンレス鋼板 |
| EP2415891A4 (en) | 2009-04-03 | 2014-11-19 | Kobe Steel Ltd | COLD-ROLLED STEEL PLATE AND METHOD FOR THE PRODUCTION THEREOF |
| JP5434960B2 (ja) * | 2010-05-31 | 2014-03-05 | Jfeスチール株式会社 | 曲げ性および溶接性に優れる高強度溶融亜鉛めっき鋼板およびその製造方法 |
| BR112013025015B1 (pt) | 2011-03-28 | 2018-11-06 | Nippon Steel & Sumitomo Metal Corporation | chapa de aço laminada a frio e método de produção da mesma |
| TWI499675B (zh) | 2011-09-30 | 2015-09-11 | Nippon Steel & Sumitomo Metal Corp | High-strength hot-dip galvanized steel sheet with excellent resistance to delayed breaking characteristics and a method for manufacturing the same |
| WO2013125400A1 (ja) * | 2012-02-22 | 2013-08-29 | 新日鐵住金株式会社 | 冷延鋼板およびその製造方法 |
| JP5764549B2 (ja) * | 2012-03-29 | 2015-08-19 | 株式会社神戸製鋼所 | 成形性および形状凍結性に優れた、高強度冷延鋼板、高強度溶融亜鉛めっき鋼板および高強度合金化溶融亜鉛めっき鋼板、ならびにそれらの製造方法 |
| JP6379716B2 (ja) * | 2014-06-23 | 2018-08-29 | 新日鐵住金株式会社 | 冷延鋼板及びその製造方法 |
| JP2025139654A (ja) | 2024-03-13 | 2025-09-29 | 株式会社日立ハイテク | 加速器の磁場測定装置および粒子線治療システム |
-
2021
- 2021-03-30 WO PCT/JP2021/013530 patent/WO2021205943A1/ja not_active Ceased
- 2021-03-30 JP JP2022514427A patent/JP7425359B2/ja active Active
- 2021-03-30 KR KR1020257034196A patent/KR20250154533A/ko active Pending
- 2021-03-30 EP EP21785098.1A patent/EP4134464A4/en active Pending
- 2021-03-30 KR KR1020227038418A patent/KR20220156645A/ko not_active Ceased
- 2021-03-30 CN CN202180025929.8A patent/CN115349029B/zh active Active
- 2021-03-30 MX MX2022012277A patent/MX2022012277A/es unknown
- 2021-03-30 US US17/915,354 patent/US12534788B2/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56139654A (en) | 1980-03-31 | 1981-10-31 | Kawasaki Steel Corp | High-tensile cold-rolled steel plate with superior formability and its manufacture |
| JP2005264323A (ja) | 2004-02-18 | 2005-09-29 | Jfe Steel Kk | 深絞り性と伸びフランジ性に優れた高強度鋼板およびその製造方法 |
| JP2009114523A (ja) | 2007-11-08 | 2009-05-28 | Nippon Steel Corp | 剛性、深絞り性及び穴拡げ性に優れた高強度冷延鋼板及びその製造方法 |
| WO2014019964A1 (en) * | 2012-07-30 | 2014-02-06 | Tata Steel Nederland Technology Bv | A method for producing a high strength strip steel with a good deep drawability and a high strength steel produced thereby |
| JP2016141859A (ja) | 2015-02-03 | 2016-08-08 | Jfeスチール株式会社 | 高強度鋼板、高強度めっき鋼板、高強度溶融亜鉛めっき鋼板および高強度合金化溶融亜鉛めっき鋼板、並びにそれらの製造方法 |
| WO2016125461A1 (ja) * | 2015-02-03 | 2016-08-11 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| JP2017171979A (ja) * | 2016-03-23 | 2017-09-28 | 新日鐵住金株式会社 | 深絞り性に優れた高ヤング率極薄鋼鈑及びその製造方法 |
| WO2018092735A1 (ja) * | 2016-11-15 | 2018-05-24 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法並びに高強度亜鉛めっき鋼板 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4134464A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115349029A (zh) | 2022-11-15 |
| MX2022012277A (es) | 2022-10-27 |
| EP4134464A1 (en) | 2023-02-15 |
| CN115349029B (zh) | 2024-02-09 |
| KR20250154533A (ko) | 2025-10-28 |
| US12534788B2 (en) | 2026-01-27 |
| KR20220156645A (ko) | 2022-11-25 |
| US20230141963A1 (en) | 2023-05-11 |
| JP7425359B2 (ja) | 2024-01-31 |
| JPWO2021205943A1 (ja) | 2021-10-14 |
| EP4134464A4 (en) | 2023-08-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6791371B2 (ja) | 高強度冷延鋼板及びその製造方法 | |
| JP6620474B2 (ja) | 溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板、並びにそれらの製造方法 | |
| JP6052472B2 (ja) | 高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| US12215402B2 (en) | Hot-rolled steel sheet | |
| CN107148487B (zh) | 热浸镀锌钢板 | |
| CN111684091B (zh) | 高强度冷轧钢板、高强度镀敷钢板以及它们的制造方法 | |
| JP6540162B2 (ja) | 延性および伸びフランジ性に優れた高強度冷延鋼板、高強度合金化溶融亜鉛めっき鋼板、およびそれらの製造方法 | |
| JP6614397B1 (ja) | 高強度鋼板およびその製造方法 | |
| WO2020203158A1 (ja) | 鋼板 | |
| JP5488129B2 (ja) | 冷延鋼板およびその製造方法 | |
| EP3868909A1 (en) | Thin steel sheet and method for manufacturing same | |
| US12024752B2 (en) | Steel sheet and method for manufacturing same | |
| CN110177896A (zh) | 钢板及其制造方法 | |
| CN101932746A (zh) | 高强度钢板及其制造方法 | |
| JPWO2018011978A1 (ja) | 溶融亜鉛めっき鋼板 | |
| JP6973694B1 (ja) | 高強度鋼板およびその製造方法 | |
| KR102846338B1 (ko) | 열연 강판 | |
| JP6947334B1 (ja) | 高強度鋼板およびその製造方法 | |
| WO2016024371A1 (ja) | 高強度鋼板の製造方法 | |
| JP7364963B2 (ja) | 鋼板およびその製造方法 | |
| WO2021172297A1 (ja) | 鋼板、部材及びそれらの製造方法 | |
| WO2023037878A1 (ja) | 冷延鋼板およびその製造方法 | |
| JP6252709B2 (ja) | 温間加工用高強度鋼板およびその製造方法 | |
| JP7425359B2 (ja) | 鋼板 | |
| JPH10237547A (ja) | 高延性高強度冷延鋼板及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21785098 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022514427 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20227038418 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021785098 Country of ref document: EP Effective date: 20221107 |
|
| WWR | Wipo information: refused in national office |
Ref document number: 1020227038418 Country of ref document: KR |
|
| WWD | Wipo information: divisional of initial pct application |
Ref document number: 1020257034196 Country of ref document: KR |
|
| WWP | Wipo information: published in national office |
Ref document number: 1020257034196 Country of ref document: KR |
|
| WWG | Wipo information: grant in national office |
Ref document number: 17915354 Country of ref document: US |