WO2021241205A1 - 水解性シート及び水解性シートの製造方法 - Google Patents
水解性シート及び水解性シートの製造方法 Download PDFInfo
- Publication number
- WO2021241205A1 WO2021241205A1 PCT/JP2021/017882 JP2021017882W WO2021241205A1 WO 2021241205 A1 WO2021241205 A1 WO 2021241205A1 JP 2021017882 W JP2021017882 W JP 2021017882W WO 2021241205 A1 WO2021241205 A1 WO 2021241205A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sheet
- water
- base paper
- mass
- paper sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/002—Tissue paper; Absorbent paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/03—Non-macromolecular organic compounds
- D21H17/05—Non-macromolecular organic compounds containing elements other than carbon and hydrogen only
- D21H17/06—Alcohols; Phenols; Ethers; Aldehydes; Ketones; Acetals; Ketals
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47K—SANITARY EQUIPMENT; ACCESSORIES THEREFOR, e.g. TOILET ACCESSORIES
- A47K11/00—Closets without flushing; Urinals without flushing; Chamber pots; Chairs with toilet conveniences or specially adapted for use with toilets
- A47K11/10—Hand tools for cleaning the toilet bowl, seat or cover, e.g. toilet brushes
- A47K11/105—Disposable covers to keep the bowl clean
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47L—DOMESTIC WASHING OR CLEANING; SUCTION CLEANERS IN GENERAL
- A47L13/00—Implements for cleaning floors, carpets, furniture, walls, or wall coverings
- A47L13/10—Scrubbing; Scouring; Cleaning; Polishing
- A47L13/16—Cloths; Pads; Sponges
- A47L13/17—Cloths; Pads; Sponges containing cleaning agents
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H25/00—After-treatment of paper not provided for in groups D21H17/00 - D21H23/00
- D21H25/005—Mechanical treatment
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H25/00—After-treatment of paper not provided for in groups D21H17/00 - D21H23/00
- D21H25/02—Chemical or biochemical treatment
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H25/00—After-treatment of paper not provided for in groups D21H17/00 - D21H23/00
- D21H25/04—Physical treatment, e.g. heating, irradiating
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47K—SANITARY EQUIPMENT; ACCESSORIES THEREFOR, e.g. TOILET ACCESSORIES
- A47K11/00—Closets without flushing; Urinals without flushing; Chamber pots; Chairs with toilet conveniences or specially adapted for use with toilets
- A47K11/10—Hand tools for cleaning the toilet bowl, seat or cover, e.g. toilet brushes
Definitions
- the present invention relates to a hydrolyzable sheet and a method for producing the hydrolyzable sheet.
- a toilet cleaner which is a water-decomposable sheet, has a surface strength that does not tear even if the toilet bowl is rubbed, and a water-decomposability that can be discarded and flushed as it is into a water pool of the toilet bowl after cleaning is completed (for example, Patent Document 1). reference).
- the present invention has been made in view of the above problems, and an object of the present invention is to provide a hydrolyzable sheet and a method for producing a hydrolyzable sheet having an excellent balance of strength in the vertical direction and the horizontal direction.
- the invention according to claim 1 is A water-decomposable sheet obtained by impregnating a base paper sheet made of a water-decomposable fiber aggregate with a chemical solution.
- the fiber aggregate is composed of 50% by mass to 70% by mass of NBKP.
- the water-decomposable sheet has an aspect-to-lateral strength ratio of 0.9 to 1.2. Embossing is formed.
- the invention according to claim 2 is the hydrolyzable sheet according to claim 1.
- a water-soluble binder of 5% or less of the weight of the base paper sheet is applied.
- the invention according to claim 3 is the hydrolyzable sheet according to claim 1 or 2.
- 20 g / m 2 to 60 g / m 2 of propylene glycol monomethyl ether is added.
- the invention according to claim 4 is the hydrolyzable sheet according to any one of claims 1 to 3. 5 g / m 2 to 30 g / m 2 of diethylene glycol monobutyl ether is added to the water-decomposable sheet.
- the invention according to claim 5 is a manufacturing method for manufacturing the hydrolyzable sheet according to any one of claims 1 to 4.
- a papermaking process that produces a base paper sheet with an aspect strength ratio of 0.6 to 0.8 from a fiber aggregate,
- the aspect ratio of the water-decomposable sheet after the completion of the embossing step and the chemical impregnation step is 0.9 to 1.2.
- the toilet cleaner as a hydrolyzable sheet will be described in detail with reference to FIGS. 1 to 4B.
- the scope of the invention is not limited to the illustrated examples.
- the water-decomposable sheet will be described by taking a toilet cleaner as an example, but the water-decomposable sheet also includes a wet tissue impregnated with a chemical solution for cleaning. Further, for convenience, as shown in FIGS. 1, 2A and 2B, the X direction and the Y direction as well as the vertical direction and the horizontal direction will be described.
- the toilet cleaner S according to the present invention is preferably a wet type toilet cleaning sheet in which a base paper sheet is ply-processed (laminated) and impregnated with a predetermined chemical solution. If the base paper sheet is ply-processed with three or more base paper sheets, spots will occur in the application of CMC, which will be described later. Therefore, it is preferable to ply-process two base paper sheets. Further, the base paper sheet may be composed of one base paper sheet that has not been ply-processed. Further, the surface of the toilet cleaner S is embossed, and for example, as shown in FIG. 1, two types of embossing EM11 and EM12 are provided.
- the basis weight per base paper sheet is about 30 g / m 2 to 150 g / m 2 .
- the basis weight is based on JIS P8124.
- the base paper sheet of the toilet cleaner S of the present embodiment is composed of a water-decomposable fiber aggregate so that the base paper sheet of the toilet cleaner S can be disposed of as it is in the water pool of the toilet bowl after cleaning the toilet bowl or the like.
- the fiber aggregate is not particularly limited as long as it is a water-decomposable fiber aggregate, but a single layer or a plurality of layers of paper or a non-woven fabric can be preferably used.
- the raw material fiber may be a natural fiber or a synthetic fiber, and it is also possible to mix them. Suitable raw material fibers include wood pulp, non-wood pulp, cellulosic fibers such as rayon and cotton, and biodegradable fibers made of polylactic acid and the like.
- polyethylene fiber, polypropylene fiber, polyvinyl alcohol fiber, polyester fiber, polyacrynitrile fiber, synthetic pulp, glass wool and the like can be used in combination with these fibers as the main components.
- the fiber aggregate preferably contains at least pulp
- the raw material pulp is preferably a mixture of hardwood bleached kraft pulp (LBKP) and softwood bleached kraft pulp (NBKP) in an appropriate ratio.
- the blending ratio of the softwood bleached kraft pulp is preferably 50% by mass to 70% by mass, and particularly preferably 65% by mass.
- the base paper sheet may be composed of a sheet made of crushed pulp and a sheet obtained by covering or sandwiching the crushed pulp with hydrolyzed paper.
- Water-soluble binder Further, the base paper sheet of the toilet cleaner S is provided with a water-soluble binder for enhancing the paper strength.
- Water-soluble binders include carboxymethyl cellulose, polyvinyl alcohol, starch or its derivatives, hydroxypropyl cellulose, sodium alginate, tranth gum, guar gum, xanthan gum, arabic rubber, carrageenan, galactomannan, gelatin, casein, albumin, purplan, polyethylene oxide, bis.
- Binder components such as course, polyvinyl ethyl ether, sodium polyacrylate, sodium polymethacrylic acid, polyacrylamide, hydroxylated derivatives of polyacrylic acid, polyvinylpyrrolidone / vinylpyrrolidone vinyl acetate copolymer and the like can be mentioned.
- a water-soluble binder having a carboxyl group is an anionic water-soluble binder that easily produces a carboxylate in water. Examples thereof include polysaccharide derivatives, synthetic polymers and natural products.
- polysaccharide derivative examples include a salt of carboxymethyl cellulose, carboxyethyl cellulose or a salt thereof, carboxymethylated starch or a salt thereof, and the alkali metal salt of carboxymethyl cellulose (CMC) is particularly preferable.
- CMC degree of etherification of CMC is preferably 0.6 to 2.0, particularly 0.9 to 1.8, and more preferably 1.0 to 1.5. This is because the expression of hydrolyzability and wet paper strength is extremely good. Further, it is preferable to use a water-swellable CMC. This is a toilet cleaning sheet that can withstand cleaning and cleaning work by cross-linking with specific metal ions, which are cross-linking agents in the chemical solution, to hold the fibers that make up the base paper sheet in an unswelled state. This is because it is possible to develop strength. In the case of the toilet cleaner S of the present embodiment, CMC is added as a water-soluble binder.
- the CMC may be uniformly impregnated in the thickness direction of the base paper sheet, but it is preferable that the CMC content gradually increases from the center in the thickness direction of the base paper sheet toward the front surface and the back surface. .. This is because the toilet cleaner S is less likely to be torn even if the edge of the toilet bowl is rubbed harder than the conventional product which is uniformly impregnated with the same amount of water-soluble binder.
- the amount of CMC, which is a water-soluble binder is preferably 5% or less based on the weight of the base paper sheet. By doing so, it is possible to achieve both the strength of the toilet cleaner S against water stains and the water solubility.
- Synthetic polymer examples include a polymer of an unsaturated carboxylic acid or a salt of a copolymer, a salt of a copolymer of an unsaturated carboxylic acid and a monomer copolymerizable with the unsaturated carboxylic acid, and the like.
- unsaturated carboxylic acid examples include acrylic acid, methacrylic acid, itaconic acid, crotonic acid, maleic anhydride, maleic acid, and fumaric acid.
- monomer copolymerizable with these include esters of these unsaturated carboxylic acids, vinyl acetate, ethylene, acrylamide, vinyl ether and the like.
- Particularly preferred synthetic polymers are those using acrylic acid or methacrylic acid as the unsaturated carboxylic acid, specifically polyacrylic acid, polymethacrylic acid, salts of acrylic acid methacrylic acid copolymers, acrylic acid or methacrylic acid.
- examples thereof include a salt of a copolymer of an acid and an alkyl acrylate or an alkyl methacrylate.
- natural products include sodium alginate, zansan gum, gellan gum, taragant gum, pectin and the like.
- CNF cellulose nanofibers
- CMC water-soluble binder
- CNF refers to fine cellulose fibers obtained by defibrating pulp fibers, and generally refers to cellulose fibers containing cellulose fine fibers having a fiber width of nano size (1 nm or more and 1000 nm or less).
- the average fiber width is preferably 100 nm or less.
- a fixed number of number averages, medians, mode diameters (modes), and the like are used.
- the CNF may be uniformly impregnated in the thickness direction of the base paper sheet, but it is preferable that the CNF content gradually increases from the center in the thickness direction of the base paper sheet toward the front surface and the back surface. .. This is because the toilet cleaner S is less likely to be torn even if the edge of the toilet bowl is rubbed harder than the conventional product which is uniformly impregnated with the same amount of water-soluble binder.
- Pulp fibers that can be used for CNF Pulp fibers that can be used in the production of CNF include chemical pulps such as broadleaf tree pulp (LBKP) and coniferous tree pulp (NBKP), bleached thermomechanical pulp (BTMP), stone ground pulp (SGP), and pressurized stone ground pulp (PGW).
- chemical pulps such as broadleaf tree pulp (LBKP) and coniferous tree pulp (NBKP), bleached thermomechanical pulp (BTMP), stone ground pulp (SGP), and pressurized stone ground pulp (PGW).
- Refiner Grand Pulp RGP
- Chemi Grand Pulp CGP
- Thermo Grand Pulp TGP
- Thermo Mechanical Pulp TMP
- Chemi Thermo Mechanical Pulp CMP
- Refiner Mechanical Pulp RMP
- Machine pulp tea waste paper, craft envelope waste paper, magazine waste paper, newspaper waste paper, leaflet waste paper, office waste paper, cardboard waste paper, upper white waste paper, Kent waste paper, imitation waste paper, ground ticket waste paper, waste paper waste paper, etc.
- DIP deinked pulp
- DIP deinked pulp
- CNF defibration method examples of the defibration method used for producing CNF include mechanical methods such as a high-pressure homogenizer method, a microfluidizer method, a grinder grinding method, a bead mill freeze pulverization method, and an ultrasonic defibration method. Not limited to.
- CNF modified with a functional group such as a phosphate group or a carboxymethyl group in the present invention.
- pulp fibers that have been subjected to a mechanical defibration treatment may be subjected to a chemical treatment such as carboxymethylation, or may be subjected to an enzymatic treatment.
- the chemically treated CNF include iCNF (individualized CNF) (single nanocellulose) having a diameter of 3 nm to 4 nm, such as TEMPO oxide CNF, phosphate esterified CNF, and phosphite esterified CNF. Be done.
- a CNF that has been subjected to only a chemical treatment or an enzyme treatment or a CNF that has been subjected to a chemical treatment or an enzyme treatment and which has been subjected to a defibration treatment by a mechanical method may be used.
- the ratio (length / width) of the vertical and horizontal tensile strength of the toilet cleaner S is 0.9 to 1.2, preferably close to 1.0.
- the ratio (length / width) of the vertical and horizontal tensile strength of the toilet cleaner S is 0.9 to 1.2, preferably close to 1.0.
- Toilet cleaner S by adjusting the ratio of the vertical and horizontal tensile strength of the toilet cleaner S to 0.9 to 1.2, it is difficult to tear even if it is wiped from any direction. Toilet cleaner S can be provided.
- the ratio of the longitudinal and horizontal tensile strengths can be obtained from the ratio of the wet strengths in the MD and CD directions.
- the toilet cleaner S preferably has an aspect ratio of dry tensile strength specified in JIS P 8113 (2006) of the base paper sheet of 0.6 to 0.8. This aspect ratio can be adjusted by changing various papermaking conditions such as the jet wire ratio in the wire part. By providing a difference in the aspect ratio (vertical direction / horizontal direction) of the dry tensile strength, it is possible to reduce the difference in the aspect ratio when embossing is provided.
- the toilet cleaner S of the present embodiment is impregnated with a predetermined chemical solution containing a cross-linking agent that crosslinks with a water-soluble binder (CMC in the case of the toilet cleaner S of the present embodiment).
- the chemical solution contains auxiliary agents such as glycol ethers, aqueous cleaning agents, preservatives, disinfectants, and organic solvents.
- the chemical solution is impregnated into the dried base paper sheet after being impregnated with the water-soluble binder.
- the chemical solution is impregnated in an amount of 100 to 500% by mass, preferably 150 to 300% by mass, based on the mass of the base paper sheet which is the base material of the toilet cleaner S.
- CMC Cross-linking agent
- various metal ions and the like can be used as the cross-linking agent, but when CMC is used as a water-soluble binder, it is preferable to use polyvalent metal ions.
- polyvalent metal ions selected from the group consisting of alkaline earth metals, manganese, zinc, cobalt and nickel is wet enough to bond the fibers well and withstand use. It is preferable from the viewpoint of developing strength and sufficient water solubility.
- these metal ions it is particularly preferable to use calcium, strontium, barium, zinc, cobalt, and nickel ions.
- Glycol ethers are structures in which the hydroxyl groups at one end or both ends of glycol, which is a dihydric alcohol, are etherified, and are compounds having a hydrophobic alkyl group, a hydrophilic ether group, and a hydroxyl group in the molecule. Since the molecular weight is smaller than that of the surfactant and the dynamic surface tension is lower than that of the conventional detergent containing only the surfactant, the interface formation between the chemical solution and the stain can be caused more quickly. Glycol ethers also act as a coupling agent that compatibles water with hydrophobic oils and stains, and can separate the stains and prevent them from reattaching. Therefore, by adding glycol ethers to the chemical solution, the wiping performance of the toilet cleaner S can be improved.
- the chemical solution in the present invention includes propylene glycol monomethyl ether (PGME), diethylene glycol monobutyl ether (DGME), ethylene glycol monomethyl ether, diethylene glycol monomethyl ether, triethylene glycol monomethyl ether, polyethylene glycol monomethyl ether, and ethylene glycol isopropyl, which are glycol ethers. It contains ether, diethylene glycol monoisopropyl ether, triethylene glycol monomethyl ether, polyethylene glycol monomethyl ether, ethylene glycol isopropyl ether, diethylene glycol monoisopropyl ether, ethylene glycol monobutyl ether and the like.
- PGME is usually added as a cleaning component and is known to improve the cleaning power, but it has an effect of directly improving the sheet strength and an effect of enhancing the sheet strength improving effect by CMC and polyvalent metal ions. have. As a result, it is considered that a high deodorizing effect is exhibited.
- the amount of PGME applied is preferably 20 g / m 2 to 60 g / m 2 , more preferably 26 g / m 2 to 40 g / m 2 . If it is less than 20 g / m 2 , the deodorizing effect cannot be sufficiently obtained. Moreover, even if applied more than 60 g / m 2, no significant deodorizing effect was obtained than when 60 g / m 2 applied.
- DGME like PGME, is an auxiliary agent having an effect of improving sheet strength.
- the amount of DGME applied is preferably 5 g / m 2 to 30 g / m 2 , more preferably 10 g / m 2 to 20 g / m 2 .
- DGME glycol ethers
- aqueous cleaning agent for example, in addition to a surfactant, a lower or higher (aliphatic) alcohol can be used.
- preservative for example, parabens such as methylparaben, ethylparaben, and propylparaben can be used.
- benzalkonium chloride for example, benzalkonium chloride, chlorhexidine gluconate, povidone iodine, ethanol, benzalkonium cetyl phosphate, triclosan, chloroxylenol, isopropylmethylphenol and the like can be used.
- organic solvent polyhydric alcohols such as glycol (divalent), glycerin (trivalent) and sorbitol (tetravalent) can be used.
- auxiliary agent of the above-mentioned chemical solution component can be appropriately selected, and the chemical solution may contain a component having another function as needed.
- PG propylene glycol
- the surface of the toilet cleaner S is embossed, and in the case of the toilet cleaner S, for example, as shown in FIG. 1, two types of embossing EM11 and EM12 are embossed.
- the shape, number, area ratio, etc. of the embossing are arbitrary, but in the case of the toilet cleaner S, the embossing EM11 is arranged so as to form a diamond-shaped grid, whereby the embossing EM11 is arranged in a square grid or a rectangular grid. It is possible to reduce wiping unevenness as compared with the case of using. Further, the embossed EM12 is arranged between the embossed EM11.
- the bulging portion PR21 has a curved surface shape. Further, in the embossed EM12, as shown in FIG. 3B, the bulging portion PR22 has a flat shape.
- the bulging portion PR21 of the embossed EM11 and the bulging portion PR22 of the embossed EM12 are in close contact with each other, so that the embossed portions are connected as shown in FIG. 3C. It will be formed as EM21. Further, the bulging portion PR21 of the embossed EM11 and the bulging portion PR22 of the embossed EM12 may be only close to each other and may not be connected to each other.
- the two types of embossed EM11 and EM12 thus formed can increase the contact area with the object to be cleaned, so that the hardness of the toilet cleaner S is relaxed and the wiping performance is improved.
- each emboss is deformed at a time point and the contact area is increased for the first time, the contact area is increased and the flexibility is also improved due to the deformation of each emboss.
- the contact area CN31 generated by the deformation of the embossed EM11 due to the force applied to the toilet cleaner S during the wiping operation is discretely generated in the vicinity of the embossed EM11.
- the contact area SN32 generated by the deformation of the embossed EM11 and EM12 due to the force applied to the toilet cleaner S during the wiping operation is obtained. It can be seen that the contact area is increased as compared with the contact area CN31 in FIG. 4A.
- the two types of embossing EM11 and EM12 can similarly obtain the effect of normal embossing, and can improve the texture, absorbability, bulkiness, etc. of the toilet cleaner S.
- the continuous embossing EM21 can also obtain the effect of good appearance by embossing, as in the case of normal embossing.
- the toilet cleaner S is folded in half at the center in the Y direction by being folded. Then, it is stored in a folded state in a plastic case for storage, a packaging film, or the like, and when used, it is unfolded and used as needed.
- the method of folding the toilet cleaner S is not limited to two folds, and may be, for example, four folds or eight folds.
- the CMC contained in the binder solutions according to the following Examples and Comparative Examples is CMC1330 (Daicel), and the DGME contained in the chemical solution is a linear compound.
- Example preparation for Test 1-4 A papermaking raw material in which 40% by mass of NBKP and 60% by mass of LBKP are blended and a papermaking raw material in which 65% by mass of NBKP and 35% by mass of LBKP are blended are prepared. Next, papermaking was performed while adjusting the jet wire ratio under the conditions of Example 1 and Comparative Example 1-3 to obtain a base paper sheet having a basis weight of 86 g / m 2 , and then ply processing was performed so as to have 2 plies.
- the conditions of Example 1 and Comparative Example 1-3 are as follows.
- Example 1 The following tests 1-4 were performed using the base paper sheets of Example 1 and Comparative Example 1-3.
- Test 1 Tensile strength test during drying
- Both ends of the test sheet cut to a width of 25 mm are sandwiched between the chucks of a tensile tester (TENSIRON RTG1210 manufactured by A & D), and the base paper sheets at each bonded location are placed under the conditions of a chuck distance of 50 mm and a speed of 500 mm / min. Measure the maximum load point when the ply is peeled off.
- a test was performed four times for each of the MD direction and the CD direction of each test sheet, and the average value of the tensile strength and the average value of the aspect-to-lateral strength ratio were calculated.
- Example 1 A chemical solution mixed at a ratio of 75.845% by mass was impregnated with 200% by mass to prepare test sheets of Example 1 and Comparative Example 1-3. Next, the same test as in Test 1 was carried out four times for each test sheet, and the average value of the tensile strength and the average value of the aspect ratio were calculated.
- Test 2 Tensile strength test when wet (with embossing)
- Test 2 After heat drying, embossing as shown in FIG. 1 was performed in an embossing facility and impregnated with a chemical solution to prepare test sheets of Example 1 and Comparative Example 1-3.
- the same test as in Test 1 was carried out four times for each test sheet, and the average value of tensile strength and the aspect-to-lateral strength ratio were calculated.
- Example 1 and Comparative Example 2 a cross-linking agent (4.05% by mass), an aqueous cleaning agent (0.200% by mass), an antiseptic agent (0.205% by mass), a disinfectant (0.200% by mass), and PG3.
- a chemical solution mixed at a ratio of 000% by mass, PGME 16.5% by mass, and purified water 75.845% by mass was impregnated with 200% by mass, respectively, to prepare test sheets of Example 1 and Comparative Example 2.
- a cross-linking agent (4.05% by mass), an aqueous cleaning agent (0.200% by mass), an antiseptic agent (0.205% by mass), a disinfectant (0.200% by mass), and PG3.
- a chemical solution mixed at a ratio of 000% by mass, 13.5% by mass of PGME, 3.000% by mass of DGME, and 75.845% by mass of purified water was impregnated with 200% by mass, respectively, to prepare test sheets of Example 2 and Comparative Example 4. bottom.
- Table II shows the average value of the results of conducting the above test 4 10 times for each test sheet.
- Comparative Example 2 and Example 1 and Comparative Example 4 and Example 2 are compared, not only the base paper sheet is formed from the papermaking raw materials having NBKP 65% by mass and LBKP 35% by mass, but also the dry tensile strength ratio in the papermaking process. It can be seen that by adjusting the value to 0.6 to 0.8, the difference in vertical and horizontal strength when embossing is performed is reduced, and the toilet cleaner S is less likely to be torn.
- the present invention can be used to provide a hydrolyzable sheet and a method for producing a hydrolyzable sheet having an excellent balance of strength in the vertical direction and the horizontal direction.
Landscapes
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Biochemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Health & Medical Sciences (AREA)
- Public Health (AREA)
- Cleaning Implements For Floors, Carpets, Furniture, Walls, And The Like (AREA)
- Paper (AREA)
- Sanitary Thin Papers (AREA)
- Non-Flushing Toilets (AREA)
Abstract
水解性の繊維集合体からなる原紙シートにエンボスEM11及びEM12を形成して薬液を含浸させてなるトイレクリーナーSにおいて、繊維集合体にNBKPを50質量%から70質量%配合し、抄紙工程において乾燥時の強度比をMD/CD=0.6~0.8となるように調整することで、強度比がMD/CD=0.9~1.2であり、破れにくいトイレクリーナーSを製造することができる。
Description
本発明は、水解性シート及び水解性シートの製造方法に関する。
一般に、水解性シートであるトイレクリーナーは、便器を擦っても破れない表面強度と、清掃完了後に便器の水溜まりにそのまま廃棄して流すことができる水解性を有している(例えば、特許文献1参照)。
しかし、従来のトイレクリーナーは、抄紙工程において抄紙機のワイヤーの上に繊維を敷き詰めて搬送方向に流すため、抄紙機の搬送方向である縦方向に多くの繊維が並ぶこととなり、横方向の繊維密度が薄くなる。そのため、横方向に拭いた際に繊維が断裂しやすく、破れてしまうことがあるという課題を有する。
本発明は、上記課題に鑑みてなされたことで、縦方向と横方向の強度のバランスに優れた水解性シート及び水解性シートの製造方法を提供することを目的とする。
以上の課題を解決するため、請求項1記載の発明は、
水解性の繊維集合体からなる原紙シートに薬液を含浸させた水解性シートであって、
前記繊維集合体は、50質量%から70質量%がNBKPからなり、
前記水解性シートは、縦横強度比が0.9~1.2であり、
エンボスが形成されている。
水解性の繊維集合体からなる原紙シートに薬液を含浸させた水解性シートであって、
前記繊維集合体は、50質量%から70質量%がNBKPからなり、
前記水解性シートは、縦横強度比が0.9~1.2であり、
エンボスが形成されている。
請求項2記載の発明は、請求項1記載の水解性シートであって、
前記原紙シートの重量の5%以下の水溶性バインダーが付与されている。
前記原紙シートの重量の5%以下の水溶性バインダーが付与されている。
請求項3記載の発明は、請求項1又は2記載の水解性シートであって、
前記水解性シートは、20g/m2~60g/m2のプロピレングリコールモノメチルエーテルが添加されている。
前記水解性シートは、20g/m2~60g/m2のプロピレングリコールモノメチルエーテルが添加されている。
請求項4記載の発明は、請求項1から3のいずれか一項に記載の水解性シートであって、
前記水解性シートは、5g/m2~30g/m2のジエチレングリコールモノブチルエーテルが添加されている。
前記水解性シートは、5g/m2~30g/m2のジエチレングリコールモノブチルエーテルが添加されている。
請求項5記載の発明は、請求項1から4のいずれか一項に記載の水解性シートを製造する製造方法であって、
繊維集合体から縦横強度比が0.6~0.8の原紙シートを生成する抄紙工程と、
前記原紙シートに水溶性バインダーを付与するバインダー付与工程と、
前記原紙シートを熱乾燥する熱乾燥工程と、
前記原紙シートにエンボスを施すエンボス工程と、
前記原紙シートに薬液を含浸させる薬液含浸工程と、
を備え、
前記エンボス工程及び前記薬液含浸工程終了後の水解性シートの縦横強度比が0.9~1.2である。
繊維集合体から縦横強度比が0.6~0.8の原紙シートを生成する抄紙工程と、
前記原紙シートに水溶性バインダーを付与するバインダー付与工程と、
前記原紙シートを熱乾燥する熱乾燥工程と、
前記原紙シートにエンボスを施すエンボス工程と、
前記原紙シートに薬液を含浸させる薬液含浸工程と、
を備え、
前記エンボス工程及び前記薬液含浸工程終了後の水解性シートの縦横強度比が0.9~1.2である。
本発明によれば、縦方向と横方向の強度のバランスに優れた水解性シート及び水解性シートの製造方法を提供することができる。
以下、図1から図4Bを参照しつつ、本発明の実施形態である水解性シートとしてのトイレクリーナーを詳細に説明する。ただし、発明の範囲は、図示例に限定されない。
なお、水解性シートは、トイレクリーナーを一例として説明するが、水解性シートには、清拭用途の薬液を含浸させたウェットティシューなども含まれる。
また、便宜的に、図1、図2A及び図2Bに示したように、X方向及びY方向並びに上下方向及び左右方向を定めて説明する。
なお、水解性シートは、トイレクリーナーを一例として説明するが、水解性シートには、清拭用途の薬液を含浸させたウェットティシューなども含まれる。
また、便宜的に、図1、図2A及び図2Bに示したように、X方向及びY方向並びに上下方向及び左右方向を定めて説明する。
[全体構成]
本発明に係るトイレクリーナーSは、原紙シートがプライ加工(積層)されたものであって、所定の薬液が含浸されているウェットタイプのトイレ用清掃シートであることが好ましい。
なお、原紙シートは3枚以上の原紙シートをプライ加工されたものであると、後述するCMCの塗布に斑が生じてしまうため、2枚の原紙シートをプライ加工したものが好ましい。
また、原紙シートは、プライ加工されていない、1枚の原紙シートにより構成されていてもよい。
また、トイレクリーナーSの表面は、エンボス加工が施され、例えば、図1に示すように、2種類のエンボスEM11及びEM12が設けられている。
本発明に係るトイレクリーナーSは、原紙シートがプライ加工(積層)されたものであって、所定の薬液が含浸されているウェットタイプのトイレ用清掃シートであることが好ましい。
なお、原紙シートは3枚以上の原紙シートをプライ加工されたものであると、後述するCMCの塗布に斑が生じてしまうため、2枚の原紙シートをプライ加工したものが好ましい。
また、原紙シートは、プライ加工されていない、1枚の原紙シートにより構成されていてもよい。
また、トイレクリーナーSの表面は、エンボス加工が施され、例えば、図1に示すように、2種類のエンボスEM11及びEM12が設けられている。
原紙シートの1枚あたりの目付け量は、30g/m2~150g/m2程度である。なお、目付け量は、JIS P8124に基づくものである。
また、本実施形態のトイレクリーナーSの原紙シートは、便器等を掃除した後そのまま便器の水溜まりに廃棄できるよう、水解性の繊維集合体から構成されている。
また、本実施形態のトイレクリーナーSの原紙シートは、便器等を掃除した後そのまま便器の水溜まりに廃棄できるよう、水解性の繊維集合体から構成されている。
[繊維集合体]
繊維集合体としては、水解性を有する繊維集合体であれば特に限定されないが、単層又は複数層の紙又は不織布を好適に用いることができる。原料繊維は、天然繊維でも合成繊維でも良く、これを混合することも可能である。好適な原料繊維としては、木材パルプ、非木材パルプ、レーヨン、コットン等のセルロース系繊維、ポリ乳酸等からなる生分解性繊維等を挙げることができる。また、これらの繊維を主体としてポリエチレン繊維、ポリプロピレン繊維、ポリビニルアルコール繊維、ポリエステル繊維、ポリアクリニトリル繊維、合成パルプ、ガラスウール等を併用することができる。
繊維集合体としては、水解性を有する繊維集合体であれば特に限定されないが、単層又は複数層の紙又は不織布を好適に用いることができる。原料繊維は、天然繊維でも合成繊維でも良く、これを混合することも可能である。好適な原料繊維としては、木材パルプ、非木材パルプ、レーヨン、コットン等のセルロース系繊維、ポリ乳酸等からなる生分解性繊維等を挙げることができる。また、これらの繊維を主体としてポリエチレン繊維、ポリプロピレン繊維、ポリビニルアルコール繊維、ポリエステル繊維、ポリアクリニトリル繊維、合成パルプ、ガラスウール等を併用することができる。
特に、繊維集合体として、少なくともパルプを含むものであることが好ましく、原料となるパルプは、広葉樹晒クラフトパルプ(LBKP)と針葉樹晒クラフトパルプ(NBKP)を適宜の割合で配合したものが適する。
パルプの配合比としては、針葉樹晒クラフトパルプの配合割合が50質量%から70質量%であるものが好ましく、65質量%であるものが特に好ましい。広葉樹晒クラフトパルプに対する針葉樹晒クラフトパルプの配合比を多くすることで、トイレクリーナーSの縦横強度の差を小さくするように調整することができる。また、針葉樹晒クラフトパルプの配合割合を70質量%以下とすることで、繊維間隙間が大きくなりすぎず、トイレクリーナーSとして十分な薬液の乾きにくさを有するようになる。
また、原紙シートは、粉砕されたパルプからなるシート、粉砕パルプを水解紙で覆ったり、挟んだりしたシートにより構成されていてもよい。
また、原紙シートは、粉砕されたパルプからなるシート、粉砕パルプを水解紙で覆ったり、挟んだりしたシートにより構成されていてもよい。
[水溶性バインダー]
また、トイレクリーナーSの原紙シートには紙力増強のための水溶性バインダーが付与されている。水溶性バインダーとしては、カルボキシメチルセルロース、ポリビニルアルコール、デンプンまたはその誘導体、ヒドロキシプロピルセルロース、アルギン酸ナトリウム、トラントガム、グアーガム、キサンタンガム、アラビアゴム、カラギーナン、ガラクトマンナン、ゼラチン、カゼイン、アルブミン、プルプラン、ポリエチレンオキシド、ビスコース、ポリビニルエチルエーテル、ポリアクリル酸ソーダ、ポリメタアクリル酸ソーダ、ポリアクリルアミド、ポリアクリル酸のヒドロキシル化誘導体、ポリビニルピロリドン/ビニルピロリドン酢酸ビニル共重合体等のバインダー成分が挙げられる。
また、トイレクリーナーSの原紙シートには紙力増強のための水溶性バインダーが付与されている。水溶性バインダーとしては、カルボキシメチルセルロース、ポリビニルアルコール、デンプンまたはその誘導体、ヒドロキシプロピルセルロース、アルギン酸ナトリウム、トラントガム、グアーガム、キサンタンガム、アラビアゴム、カラギーナン、ガラクトマンナン、ゼラチン、カゼイン、アルブミン、プルプラン、ポリエチレンオキシド、ビスコース、ポリビニルエチルエーテル、ポリアクリル酸ソーダ、ポリメタアクリル酸ソーダ、ポリアクリルアミド、ポリアクリル酸のヒドロキシル化誘導体、ポリビニルピロリドン/ビニルピロリドン酢酸ビニル共重合体等のバインダー成分が挙げられる。
特に、水解性が良好となる点や架橋反応により湿潤強度を発現しうる点からカルボキシル基を有する水溶性バインダーを用いることが好ましい。
カルボキシル基を有する水溶性バインダーは、水中で容易にカルボキシラートを生成するアニオン性の水溶性バインダーである。その例としては多糖誘導体、合成高分子、天然物が挙げられる。
カルボキシル基を有する水溶性バインダーは、水中で容易にカルボキシラートを生成するアニオン性の水溶性バインダーである。その例としては多糖誘導体、合成高分子、天然物が挙げられる。
(多糖誘導体)
多糖誘導体としてはカルボキシメチルセルロースの塩、カルボキシエチルセルロース又はその塩、カルボキシメチル化デンプン又はその塩などが挙げられ、特にカルボキシメチルセルロース(CMC)のアルカリ金属塩が好ましい。
多糖誘導体としてはカルボキシメチルセルロースの塩、カルボキシエチルセルロース又はその塩、カルボキシメチル化デンプン又はその塩などが挙げられ、特にカルボキシメチルセルロース(CMC)のアルカリ金属塩が好ましい。
(CMC)
CMCについては、そのエーテル化度が0.6~2.0、特に0.9~1.8、更に好ましくは1.0~1.5であるのが望ましい。水解性と湿潤紙力の発現が極めて良好となるためである。
また、CMCは、水膨潤性のものを用いることが好ましい。これは、薬液中の架橋剤である特定金属イオンとの架橋により、未膨潤化のまま原紙シートを構成する繊維をつなぎとめる機能を発揮し、清掃・清拭作業に耐えうるトイレ用清掃シートとしての強度を発現することができるからである。
本実施形態のトイレクリーナーSの場合には、水溶性バインダーとして、CMCが付与されている。
CMCについては、そのエーテル化度が0.6~2.0、特に0.9~1.8、更に好ましくは1.0~1.5であるのが望ましい。水解性と湿潤紙力の発現が極めて良好となるためである。
また、CMCは、水膨潤性のものを用いることが好ましい。これは、薬液中の架橋剤である特定金属イオンとの架橋により、未膨潤化のまま原紙シートを構成する繊維をつなぎとめる機能を発揮し、清掃・清拭作業に耐えうるトイレ用清掃シートとしての強度を発現することができるからである。
本実施形態のトイレクリーナーSの場合には、水溶性バインダーとして、CMCが付与されている。
CMCは、原紙シートの厚み方向に均一に含浸された状態でも良いが、原紙シートの厚み方向の中央から表面及び裏面に向かうにつれてCMCの含有量が徐々に増加した状態となっていることが好ましい。これにより、トイレクリーナーSは、同量の水溶性バインダーを均一に含浸させた従来品に比べて便器の縁等を強く擦っても破れにくくなるからである。
なお、水溶性バインダーであるCMCの付与量としては、原紙シートの重量に対して5%以下とするのが好ましい。このようにすることで、トイレクリーナーSの水汚れに対する強度と水解性とを両立させることができる。
なお、水溶性バインダーであるCMCの付与量としては、原紙シートの重量に対して5%以下とするのが好ましい。このようにすることで、トイレクリーナーSの水汚れに対する強度と水解性とを両立させることができる。
(合成高分子)
合成高分子としては、不飽和カルボン酸の重合体又は共重合体の塩、不飽和カルボン酸と該不飽和カルボン酸と共重合可能な単量体との共重合体の塩などが挙げられる。不飽和カルボン酸としては、アクリル酸、メタクリル酸、イタコン酸、クロトン酸、無水マレイン酸、マレイン酸、フマール酸などが挙げられる。これらと共重合可能な単量体としては、これら不飽和カルボン酸のエステル、酢酸ビニル、エチレン、アクリルアミド、ビニルエーテルなどが挙げられる。特に好ましい合成高分子は、不飽和カルボン酸としてアクリル酸やメタクリル酸を用いたものであり、具体的にはポリアクリル酸、ポリメタクリル酸、アクリル酸メタクリル酸共重合体の塩、アクリル酸又はメタクリル酸とアクリル酸アルキル又はメタクリル酸アルキルとの共重合体の塩が挙げられる。
天然物としては、アルギン酸ナトリウム、ザンサンガム、ジェランガム、タラガントガム、ペクチンなどが挙げられる。
合成高分子としては、不飽和カルボン酸の重合体又は共重合体の塩、不飽和カルボン酸と該不飽和カルボン酸と共重合可能な単量体との共重合体の塩などが挙げられる。不飽和カルボン酸としては、アクリル酸、メタクリル酸、イタコン酸、クロトン酸、無水マレイン酸、マレイン酸、フマール酸などが挙げられる。これらと共重合可能な単量体としては、これら不飽和カルボン酸のエステル、酢酸ビニル、エチレン、アクリルアミド、ビニルエーテルなどが挙げられる。特に好ましい合成高分子は、不飽和カルボン酸としてアクリル酸やメタクリル酸を用いたものであり、具体的にはポリアクリル酸、ポリメタクリル酸、アクリル酸メタクリル酸共重合体の塩、アクリル酸又はメタクリル酸とアクリル酸アルキル又はメタクリル酸アルキルとの共重合体の塩が挙げられる。
天然物としては、アルギン酸ナトリウム、ザンサンガム、ジェランガム、タラガントガム、ペクチンなどが挙げられる。
(CNF)
また、トイレクリーナーSには、セルロースナノファイバー(CNF)を添加することができる。
即ち、水溶性バインダー(本実施形態の場合には、CMC)には、CNFを添加することができ、原紙シートの比表面積はパルプのみの組成のものより大きくなる。
また、トイレクリーナーSには、セルロースナノファイバー(CNF)を添加することができる。
即ち、水溶性バインダー(本実施形態の場合には、CMC)には、CNFを添加することができ、原紙シートの比表面積はパルプのみの組成のものより大きくなる。
ここで、CNFとは、パルプ繊維を解繊して得られる微細なセルロース繊維をいい、一般的に繊維幅がナノサイズ(1nm以上、1000nm以下)のセルロース微細繊維を含むセルロース繊維をいうが、平均繊維幅は、100nm以下の繊維が好ましい。平均繊維幅の算出は、例えば、一定数の数平均、メジアン、モード径(最頻値)などを用いる。
CNFは、原紙シートの厚み方向に均一に含浸された状態でも良いが、原紙シートの厚み方向の中央から表面及び裏面に向かうにつれてCNFの含有量が徐々に増加した状態となっていることが好ましい。これにより、トイレクリーナーSは、同量の水溶性バインダーを均一に含浸させた従来品に比べて便器の縁等を強く擦っても破れにくくなるからである。
(CNFに使用可能なパルプ繊維)
CNFの製造に使用可能なパルプ繊維としては、広葉樹パルプ(LBKP)、針葉樹パルプ(NBKP)等の化学パルプ、晒サーモメカニカルパルプ(BTMP)、ストーングランドパルプ(SGP)、加圧ストーングランドパルプ(PGW)、リファイナーグランドパルプ(RGP)、ケミグランドパルプ(CGP)、サーモグランドパルプ(TGP)、グランドパルプ(GP)、サーモメカニカルパルプ(TMP)、ケミサーモメカニカルパルプ(CTMP)、リファイナーメカニカルパルプ(RMP)等の機械パルプ、茶古紙、クラフト封筒古紙、雑誌古紙、新聞古紙、チラシ古紙、オフィス古紙、段ボール古紙、上白古紙、ケント古紙、模造古紙、地券古紙、更紙古紙等から製造される古紙パルプ、古紙パルプを脱墨処理した脱墨パルプ(DIP)などが挙げられる。これらは、本発明の効果を損なわない限り、単独で用いてもよく、複数種を組み合わせて用いてもよい。
CNFの製造に使用可能なパルプ繊維としては、広葉樹パルプ(LBKP)、針葉樹パルプ(NBKP)等の化学パルプ、晒サーモメカニカルパルプ(BTMP)、ストーングランドパルプ(SGP)、加圧ストーングランドパルプ(PGW)、リファイナーグランドパルプ(RGP)、ケミグランドパルプ(CGP)、サーモグランドパルプ(TGP)、グランドパルプ(GP)、サーモメカニカルパルプ(TMP)、ケミサーモメカニカルパルプ(CTMP)、リファイナーメカニカルパルプ(RMP)等の機械パルプ、茶古紙、クラフト封筒古紙、雑誌古紙、新聞古紙、チラシ古紙、オフィス古紙、段ボール古紙、上白古紙、ケント古紙、模造古紙、地券古紙、更紙古紙等から製造される古紙パルプ、古紙パルプを脱墨処理した脱墨パルプ(DIP)などが挙げられる。これらは、本発明の効果を損なわない限り、単独で用いてもよく、複数種を組み合わせて用いてもよい。
(CNFの解繊方法)
CNFの製造に用いられる解繊方法としては、例えば、高圧ホモジナイザー法、マイクロフリュイダイザー法、グラインダー磨砕法、ビーズミル凍結粉砕法、超音波解繊法等の機械的手法が挙げられるが、これらの方法に限定されるものではない。
なお、上記解繊方法などにより機械的処理のみ施した(変性させていない)CNF、即ち、官能基未修飾のCNFは、リン酸基やカルボキシメチル基などの官能基修飾されたものに対し、熱安定性が高いため、より幅広い用途に使用可能であるが、リン酸基やカルボキシメチル基などの官能基修飾されたCNFを本発明に使用することも可能である。
また、例えば、パルプ繊維に対して機械的手法の解繊処理を施したものに、カルボキシメチル化等の化学的処理を施しても良いし、酵素処理を施してもよい。化学的処理を施したCNFとしては、例えば、TEMPO酸化CNF、リン酸エステル化CNF、亜リン酸エステル化CNF等の、直径が3nm~4nmとなるiCNF(individualized CNF)(シングルナノセルロース)が挙げられる。
また、化学的処理や酵素処理のみを施したCNFや、化学的処理や酵素処理を施したCNFに、機械的手法の解繊処理を施したCNFでもよい。
CNFの製造に用いられる解繊方法としては、例えば、高圧ホモジナイザー法、マイクロフリュイダイザー法、グラインダー磨砕法、ビーズミル凍結粉砕法、超音波解繊法等の機械的手法が挙げられるが、これらの方法に限定されるものではない。
なお、上記解繊方法などにより機械的処理のみ施した(変性させていない)CNF、即ち、官能基未修飾のCNFは、リン酸基やカルボキシメチル基などの官能基修飾されたものに対し、熱安定性が高いため、より幅広い用途に使用可能であるが、リン酸基やカルボキシメチル基などの官能基修飾されたCNFを本発明に使用することも可能である。
また、例えば、パルプ繊維に対して機械的手法の解繊処理を施したものに、カルボキシメチル化等の化学的処理を施しても良いし、酵素処理を施してもよい。化学的処理を施したCNFとしては、例えば、TEMPO酸化CNF、リン酸エステル化CNF、亜リン酸エステル化CNF等の、直径が3nm~4nmとなるiCNF(individualized CNF)(シングルナノセルロース)が挙げられる。
また、化学的処理や酵素処理のみを施したCNFや、化学的処理や酵素処理を施したCNFに、機械的手法の解繊処理を施したCNFでもよい。
[縦横の引張強度の比率]
また、トイレクリーナーSの縦横の引張強度の比率(縦/横)については、0.9~1.2であり、1.0に近いことが好ましい。
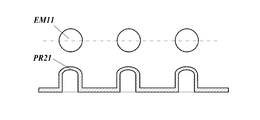
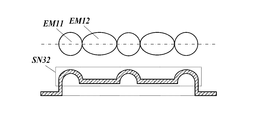
紙の製造工程である抄紙工程においては抄紙機のワイヤーの上に繊維を敷き詰めて搬送方向に流すため、一般的には、紙は、抄紙機の搬送方向である縦方向に多くの繊維が並んでいる(例えば、縦:横=2.3:1等。図2A参照)という特性がある。そのため、横方向の繊維密度が薄く繊維が断裂しやすい。即ち、拭くときの方向によって破れやすい。そこで、本実施形態においては、図2Bに示すように、トイレクリーナーSの縦横の引張強度の比率を0.9~1.2となるように調整することで、どの方向から拭いても破れにくいトイレクリーナーSを提供することができる。なお、縦横の引張強度の比率は、MD及びCD方向の湿潤強度の比により求めることができる。
また、トイレクリーナーSの縦横の引張強度の比率(縦/横)については、0.9~1.2であり、1.0に近いことが好ましい。
紙の製造工程である抄紙工程においては抄紙機のワイヤーの上に繊維を敷き詰めて搬送方向に流すため、一般的には、紙は、抄紙機の搬送方向である縦方向に多くの繊維が並んでいる(例えば、縦:横=2.3:1等。図2A参照)という特性がある。そのため、横方向の繊維密度が薄く繊維が断裂しやすい。即ち、拭くときの方向によって破れやすい。そこで、本実施形態においては、図2Bに示すように、トイレクリーナーSの縦横の引張強度の比率を0.9~1.2となるように調整することで、どの方向から拭いても破れにくいトイレクリーナーSを提供することができる。なお、縦横の引張強度の比率は、MD及びCD方向の湿潤強度の比により求めることができる。
(乾燥引張強度)
また、トイレクリーナーSは、原紙シートのJIS P 8113(2006)に規定される乾燥引張強度の縦横比が0.6~0.8であるのが好ましい。この縦横比は、ワイヤーパートにおけるジェットワイヤー比等、各種抄造条件の変更により調整することができる。乾燥引張強度の縦横比(縦方向/横方向)に差を設けることで、エンボスを設けた際に縦横比の差を小さくすることができる。
また、トイレクリーナーSは、原紙シートのJIS P 8113(2006)に規定される乾燥引張強度の縦横比が0.6~0.8であるのが好ましい。この縦横比は、ワイヤーパートにおけるジェットワイヤー比等、各種抄造条件の変更により調整することができる。乾燥引張強度の縦横比(縦方向/横方向)に差を設けることで、エンボスを設けた際に縦横比の差を小さくすることができる。
[薬液]
本実施形態のトイレクリーナーSには、水溶性バインダー(本実施形態のトイレクリーナーSの場合には、CMC)と架橋する架橋剤を含む所定の薬液が含浸されている。なお、薬液には、この他、グリコールエーテル類、水性洗浄剤、防腐剤、除菌剤、有機溶剤等の補助剤が含まれる。
当該薬液は、水溶性バインダーが含浸された後に、乾燥された原紙シートに対して、含浸される。
また、薬液は、トイレクリーナーSの基材である原紙シートの質量に対して100~500質量%含浸させるが、好ましくは150~300質量%である。
本実施形態のトイレクリーナーSには、水溶性バインダー(本実施形態のトイレクリーナーSの場合には、CMC)と架橋する架橋剤を含む所定の薬液が含浸されている。なお、薬液には、この他、グリコールエーテル類、水性洗浄剤、防腐剤、除菌剤、有機溶剤等の補助剤が含まれる。
当該薬液は、水溶性バインダーが含浸された後に、乾燥された原紙シートに対して、含浸される。
また、薬液は、トイレクリーナーSの基材である原紙シートの質量に対して100~500質量%含浸させるが、好ましくは150~300質量%である。
(架橋剤)
架橋剤としては、ホウ酸、種々の金属イオン等を使用することができるが、CMCを水溶性バインダーとして用いた場合、多価金属イオンを用いることが好ましい。特に、アルカリ土類金属、マンガン、亜鉛、コバルト及びニッケルからなる群から選択される1種又は2種以上の多価金属イオンを用いることが、繊維間が十分に結合されて使用に耐え得る湿潤強度が発現する点、及び水解性が十分になる点から好ましい。これらの金属イオンのうち、カルシウム、ストロンチウム、バリウム、亜鉛、コバルト、ニッケルのイオンを用いることが特に好ましい。
架橋剤としては、ホウ酸、種々の金属イオン等を使用することができるが、CMCを水溶性バインダーとして用いた場合、多価金属イオンを用いることが好ましい。特に、アルカリ土類金属、マンガン、亜鉛、コバルト及びニッケルからなる群から選択される1種又は2種以上の多価金属イオンを用いることが、繊維間が十分に結合されて使用に耐え得る湿潤強度が発現する点、及び水解性が十分になる点から好ましい。これらの金属イオンのうち、カルシウム、ストロンチウム、バリウム、亜鉛、コバルト、ニッケルのイオンを用いることが特に好ましい。
(グリコールエーテル類)
グリコールエーテル類とは、2価アルコールであるグリコールの片末端、あるいは両末端の水酸基をエーテル化した構造であり、分子内に疎水性のアルキル基並びに親水性のエーテル基及び水酸基を有する化合物であり、界面活性剤に比べ分子量が小さく、従来の界面活性剤のみを含んだ洗剤よりも動的表面張力が低いため、薬液と汚れとの間の界面形成をより速く起こすことができる。また、グリコールエーテル類は、疎水性の油分や汚れと水を相溶化するカップリング剤としても働き、汚れを引き離し、再付着することを防止することができる。そのため、薬液にグリコールエーテル類を添加することで、トイレクリーナーSの拭き取り性能を向上させることができる。
グリコールエーテル類とは、2価アルコールであるグリコールの片末端、あるいは両末端の水酸基をエーテル化した構造であり、分子内に疎水性のアルキル基並びに親水性のエーテル基及び水酸基を有する化合物であり、界面活性剤に比べ分子量が小さく、従来の界面活性剤のみを含んだ洗剤よりも動的表面張力が低いため、薬液と汚れとの間の界面形成をより速く起こすことができる。また、グリコールエーテル類は、疎水性の油分や汚れと水を相溶化するカップリング剤としても働き、汚れを引き離し、再付着することを防止することができる。そのため、薬液にグリコールエーテル類を添加することで、トイレクリーナーSの拭き取り性能を向上させることができる。
本発明における薬液には、グリコールエーテル類であるプロピレングリコールモノメチルエーテル(PGME)、ジエチレングリコールモノブチルエーテル(DGME)、エチレングリコールモノメチルエーテル、ジエチレングリコールモノメチルエーテル、トリエチレングリコールモノメチルエーテル、ポリエチレングリコールモノメチルエーテル、エチレングリコールイソプロピルエーテル、ジエチレングリコールモノイソプロピルエーテル、トリエチレングリコールモノメチルエーテル、ポリエチレングリコールモノメチルエーテル、エチレングリコールイソプロピルエーテル、ジエチレングリコール モノイソプロピルエーテル、エチレングリコールモノブチルエーテル等が含まれている。
特に、PGMEは、通常、洗浄成分として添加され洗浄力が向上することが知られているが、直接シート強度を向上する効果を示し、CMCと多価金属イオンによるシート強度向上効果を高める効果を持っている。その結果、高い消臭効果を奏するものと考えられる。PGMEの付与量は、20g/m2~60g/m2であるのが好ましく、より好ましくは26g/m2~40g/m2である。20g/m2未満であると消臭効果が十分得られない。また、60g/m2よりも多く付与しても、60g/m2付与した場合よりも大きな消臭効果は得られない。
DGMEは、PGMEと同様に、シート強度を向上する効果を有する補助剤である。DGMEの付与量は、5g/m2~30g/m2であるのが好ましく、より好ましくは10g/m2~20g/m2である。
ただし、最もシート強度を向上させることができるDGMEのみを添加した場合、使用者の手の脂を拭き取ってしまい、手荒れに繋がる恐れがある。そのため、手荒れを防ぎつつ、シート強度を向上させるために、DGME以外にPGME等のグリコールエーテル類を薬液に適正な配合で調合する必要がある。
DGMEは、PGMEと同様に、シート強度を向上する効果を有する補助剤である。DGMEの付与量は、5g/m2~30g/m2であるのが好ましく、より好ましくは10g/m2~20g/m2である。
ただし、最もシート強度を向上させることができるDGMEのみを添加した場合、使用者の手の脂を拭き取ってしまい、手荒れに繋がる恐れがある。そのため、手荒れを防ぎつつ、シート強度を向上させるために、DGME以外にPGME等のグリコールエーテル類を薬液に適正な配合で調合する必要がある。
(水性洗浄剤)
水性洗浄剤としては、例えば、界面活性剤の他、低級又は高級(脂肪族)アルコールを使用することができる。
水性洗浄剤としては、例えば、界面活性剤の他、低級又は高級(脂肪族)アルコールを使用することができる。
(防腐剤)
防腐剤としては、例えば、メチルパラベン、エチルパラベン、プロピルパラベン等のパラベン類を使用することができる。
防腐剤としては、例えば、メチルパラベン、エチルパラベン、プロピルパラベン等のパラベン類を使用することができる。
(除菌剤)
除菌剤としては、例えば、塩化ベンザルコニウム、グルコン酸クロルヘキシジン、ポピドンヨード、エタノール、セチルリン酸化ベンザルコニウム、トリクロサン、クロルキシレノール、イソプロピルメチルフェノール等を使用することができる。有機溶剤としては、グリコール(2価)、グリセリン(3価)、ソルビトール(4価)等の多価アルコールを使用することができる。
除菌剤としては、例えば、塩化ベンザルコニウム、グルコン酸クロルヘキシジン、ポピドンヨード、エタノール、セチルリン酸化ベンザルコニウム、トリクロサン、クロルキシレノール、イソプロピルメチルフェノール等を使用することができる。有機溶剤としては、グリコール(2価)、グリセリン(3価)、ソルビトール(4価)等の多価アルコールを使用することができる。
また、上述した薬液の成分の補助剤については適宜選択可能であり、必要に応じて他の機能を果たす成分を薬液に含ませてもよい。例えば、防腐剤や除菌剤を可溶化する補助剤としてプロピレングリコール(PG)を使用することができる。
[エンボス]
また、トイレクリーナーSの表面はエンボス加工が施されており、トイレクリーナーSの場合、例えば、図1に示す通り、2種類のエンボスEM11及びEM12がエンボス加工により施されている。
また、トイレクリーナーSの表面はエンボス加工が施されており、トイレクリーナーSの場合、例えば、図1に示す通り、2種類のエンボスEM11及びEM12がエンボス加工により施されている。
エンボスの形状、数、面積率等は任意であるが、トイレクリーナーSの場合、エンボスEM11は、菱形格子となるように配置されており、これにより、エンボスEM11が正方格子や矩形格子に配置される場合と比較して拭きムラを軽減することができる。また、エンボスEM12は、エンボスEM11の間に配置されている。
エンボスEM11は、図3Aに示すように、膨出部PR21が曲面の形状を有している。
また、エンボスEM12は、図3Bに示すように、膨出部PR22が平面の形状を有している。
また、エンボスEM12は、図3Bに示すように、膨出部PR22が平面の形状を有している。
そして、エンボスEM12は、エンボスEM11の間に配置されているので、エンボスEM11の膨出部PR21及びエンボスEM12の膨出部PR22は近接して密着することにより、図3Cに示すように連なったエンボスEM21として形成されることになる。
また、エンボスEM11の膨出部PR21とエンボスEM12の膨出部PR22が近接するだけであって、連なっていない場合であってもよい。
また、エンボスEM11の膨出部PR21とエンボスEM12の膨出部PR22が近接するだけであって、連なっていない場合であってもよい。
このように形成された2種類のエンボスEM11及びEM12により、清掃対象物等との接触面積を増やすことができるので、トイレクリーナーSの硬さが緩和されて、拭き取り性能が高くなる。
すなわち、トイレクリーナーSの全面に、膨出部PR21が曲面であるエンボスEM11と、膨出部PR22が平面であるエンボスEM12を組み合わせて形成することにより、拭き取り作業時にトイレクリーナーSに力が加わった時点で各エンボスが変形して、初めて接触面積が増加することになるので、接触面積を増加させると共に、各エンボスの変形に起因して、しなやかさも向上することになる。
例えば、図4Aに示すように、単一のエンボスEM11の場合には、拭き取り作業時にトイレクリーナーSに加わる力によりエンボスEM11が変形して生じる接触面積CN31は、エンボスEM11近傍に離散的に生じる。これに対して、2種類のエンボスEM11及びEM12を組み合わせた場合には、図4Bに示すように、拭き取り作業時にトイレクリーナーSに加わる力によりエンボスEM11及びEM12が変形して生じる接触面積SN32は、図4Aの接触面積CN31と比較して、増加することが分かる。
また、2種類のエンボスEM11及びEM12は、通常のエンボスの効果を同様に得ることができ、トイレクリーナーSの風合い、吸収性及び嵩高性等を向上させることができる。さらに、連なったエンボスEM21は、通常のエンボスと同様に、エンボスを施すことによる見栄えの良さの効果も得ることができる。
また、トイレクリーナーSは、折り加工されることにより、Y方向の中央部で2つ折りに折り畳まれる。そして、折り畳まれた状態で保管用のプラスチックケースや包装フィルム内等に保管され、使用時には必要に応じて広げて使用される。なお、トイレクリーナーSの折り畳み方は、2つ折りに限ることはなく、例えば、4つ折りにしても良く8つ折りにしても良い。
次に、本発明の実施例及び比較例について、縦横強度比及び表面強度の改善のための好ましい構成を評価した結果を説明する。以下、実施例により本発明を具体的に説明するが、本発明はこれらに限定されるものではない。
なお、下記実施例及び比較例に係るバインダー溶液に含まれるCMCは、いずれもCMC1330(ダイセル社)であり、薬液に配合されるDGMEは、直鎖状の化合物である。
なお、下記実施例及び比較例に係るバインダー溶液に含まれるCMCは、いずれもCMC1330(ダイセル社)であり、薬液に配合されるDGMEは、直鎖状の化合物である。
[試験1-4に係るサンプル作成]
40質量%のNBKPと60質量%のLBKPの割合で配合した抄紙原料と、65質量%のNBKPと35質量%のLBKPの割合で配合した抄紙原料を用意する。
次に、実施例1、比較例1-3の条件でジェットワイヤー比を調整しながら抄紙を行って目付け86g/m2の原紙シートとした後、2プライとなるようにプライ加工を行った。
実施例1及び比較例1-3の条件は以下の通りである。
40質量%のNBKPと60質量%のLBKPの割合で配合した抄紙原料と、65質量%のNBKPと35質量%のLBKPの割合で配合した抄紙原料を用意する。
次に、実施例1、比較例1-3の条件でジェットワイヤー比を調整しながら抄紙を行って目付け86g/m2の原紙シートとした後、2プライとなるようにプライ加工を行った。
実施例1及び比較例1-3の条件は以下の通りである。
(実施例1)
65質量%のNBKPと35質量%のLBKPの割合で配合した抄紙原料を、原紙シートの乾燥強度がMD/CD=0.6となるように調整して抄紙した。
65質量%のNBKPと35質量%のLBKPの割合で配合した抄紙原料を、原紙シートの乾燥強度がMD/CD=0.6となるように調整して抄紙した。
(比較例1)
40質量%のNBKPと60質量%のLBKPの割合で配合した抄紙原料を、原紙シートの乾燥強度がMD/CD=1.2となるように調整して抄紙した。
(比較例2)
40質量%のNBKPと60質量%のLBKPの割合で配合した抄紙原料を、原紙シートの乾燥強度がMD/CD=1.0となるように調整して抄紙した。
(比較例3)
65質量%のNBKPと35質量%のLBKPの割合で配合した抄紙原料を、原紙シートの乾燥強度がMD/CD=1.0となるように調整して抄紙した。
40質量%のNBKPと60質量%のLBKPの割合で配合した抄紙原料を、原紙シートの乾燥強度がMD/CD=1.2となるように調整して抄紙した。
(比較例2)
40質量%のNBKPと60質量%のLBKPの割合で配合した抄紙原料を、原紙シートの乾燥強度がMD/CD=1.0となるように調整して抄紙した。
(比較例3)
65質量%のNBKPと35質量%のLBKPの割合で配合した抄紙原料を、原紙シートの乾燥強度がMD/CD=1.0となるように調整して抄紙した。
上記実施例1及び比較例1-3の原紙シートを用いて、以下の試験1-4を行った。
[試験1.乾燥時引張強度試験]
各原紙シートを25mm幅にカットした試験シートの両端を引張試験機(A&D社製のTENSIRON RTG1210)のチャックで挟み、チャック間距離50mm、速度500mm/minの条件で、各接着箇所の原紙シート同士のプライが剥がれるときの最大荷重点を測定する。このような試験を各試験シートのMD方向及びCD方向につき4回ずつ行い、引張強度の平均値と、縦横強度比の平均値を算出した。
各原紙シートを25mm幅にカットした試験シートの両端を引張試験機(A&D社製のTENSIRON RTG1210)のチャックで挟み、チャック間距離50mm、速度500mm/minの条件で、各接着箇所の原紙シート同士のプライが剥がれるときの最大荷重点を測定する。このような試験を各試験シートのMD方向及びCD方向につき4回ずつ行い、引張強度の平均値と、縦横強度比の平均値を算出した。
[試験2.湿潤時引張強度試験(エンボス無)]
水溶性バインダー塗布設備にて、各原紙シートの外面に、水96%、CMC4%のバインダー溶液を、乾燥重量に対して1.4質量%スプレー塗布した。
次に、熱風乾燥機(温度180℃)を通過させ、水分率が約8%になるまで乾燥させた。
次いで、架橋剤4.050質量%、水性洗浄剤0.200質量%、防腐剤0.205質量%、除菌剤0.200質量%、PG3.000質量%、PGME16.5質量%、精製水75.845質量%の割合で混合した薬液を、200質量%含浸させ、実施例1、比較例1-3の試験シートを作成した。
次いで、試験1と同じ試験を各試験シートにつき4回ずつ実施し、引張強度の平均値と、縦横強度比の平均値を算出した。
水溶性バインダー塗布設備にて、各原紙シートの外面に、水96%、CMC4%のバインダー溶液を、乾燥重量に対して1.4質量%スプレー塗布した。
次に、熱風乾燥機(温度180℃)を通過させ、水分率が約8%になるまで乾燥させた。
次いで、架橋剤4.050質量%、水性洗浄剤0.200質量%、防腐剤0.205質量%、除菌剤0.200質量%、PG3.000質量%、PGME16.5質量%、精製水75.845質量%の割合で混合した薬液を、200質量%含浸させ、実施例1、比較例1-3の試験シートを作成した。
次いで、試験1と同じ試験を各試験シートにつき4回ずつ実施し、引張強度の平均値と、縦横強度比の平均値を算出した。
[試験3.湿潤時引張強度試験(エンボス有)]
試験2において、熱乾燥後にエンボス加工設備にて、図1に示したようなエンボスを施し、薬液を含浸させて実施例1、比較例1-3の試験シートを作成した。
次いで試験1と同じ試験を各試験シートにつき4回ずつ実施し、引張強度の平均値と、縦横強度比を算出した。
試験2において、熱乾燥後にエンボス加工設備にて、図1に示したようなエンボスを施し、薬液を含浸させて実施例1、比較例1-3の試験シートを作成した。
次いで試験1と同じ試験を各試験シートにつき4回ずつ実施し、引張強度の平均値と、縦横強度比を算出した。
試験の結果を表Iに示す。

[評価]
試験2と試験3の結果を比較すると、いずれの比較例及び実施例においても、エンボス加工を行うと、縦横強度比が大きく変化することが分かる。
そのため、比較例1―3に示すように、原紙シートがドライ状態である段階で縦横強度比を1.0にせず、実施例1に示すように、0.6~0.8の範囲とすることで、エンボス加工を行うトイレクリーナーSの縦横強度比を0.9~1.2の範囲内とすることができ、縦横強度比のバランスに優れたトイレクリーナーSとすることができる。
試験2と試験3の結果を比較すると、いずれの比較例及び実施例においても、エンボス加工を行うと、縦横強度比が大きく変化することが分かる。
そのため、比較例1―3に示すように、原紙シートがドライ状態である段階で縦横強度比を1.0にせず、実施例1に示すように、0.6~0.8の範囲とすることで、エンボス加工を行うトイレクリーナーSの縦横強度比を0.9~1.2の範囲内とすることができ、縦横強度比のバランスに優れたトイレクリーナーSとすることができる。
また、比較例3と実施例1の比較結果からわかるように、NBKP65質量%、LBKP35質量%の抄紙原料から原紙シートを形成するだけでなく、抄紙工程において乾燥引張強度比を0.6~0.8となるように調整することで、縦横強度比のバランスに優れたトイレクリーナーSを生成することができる。
[試験4に係るサンプル作成]
水溶性バインダー塗布設備にて、実施例1、比較例2の原紙シートの外面に、水96%、CMC4%のバインダー溶液を、乾燥重量に対して1.4質量%スプレー塗布した。
次に、熱風乾燥機(温度180℃)を通過させ、水分率が約8%になるまで乾燥させた。
次に、エンボス加工設備にて、図1に記載したようなエンボスを施し、実施例1、比較例2のエンボスシートを作成した。
次いで、実施例1、比較例2のエンボスシートに、架橋剤4.050質量%、水性洗浄剤0.200質量%、防腐剤0.205質量%、除菌剤0.200質量%、PG3.000質量%、PGME16.5質量%、精製水75.845質量%の割合で混合した薬液を、それぞれ200質量%含浸させ、実施例1、比較例2の試験シートを作成した。
水溶性バインダー塗布設備にて、実施例1、比較例2の原紙シートの外面に、水96%、CMC4%のバインダー溶液を、乾燥重量に対して1.4質量%スプレー塗布した。
次に、熱風乾燥機(温度180℃)を通過させ、水分率が約8%になるまで乾燥させた。
次に、エンボス加工設備にて、図1に記載したようなエンボスを施し、実施例1、比較例2のエンボスシートを作成した。
次いで、実施例1、比較例2のエンボスシートに、架橋剤4.050質量%、水性洗浄剤0.200質量%、防腐剤0.205質量%、除菌剤0.200質量%、PG3.000質量%、PGME16.5質量%、精製水75.845質量%の割合で混合した薬液を、それぞれ200質量%含浸させ、実施例1、比較例2の試験シートを作成した。
また、実施例1、比較例2のエンボスシートに、架橋剤4.050質量%、水性洗浄剤0.200質量%、防腐剤0.205質量%、除菌剤0.200質量%、PG3.000質量%、PGME13.5質量%、DGME3.000質量%、精製水75.845質量%の割合で混合した薬液を、それぞれ200質量%含浸させ、実施例2、比較例4の試験シートを作成した。
[試験4.マーチンデール試験]
実施例1、2及び比較例2、4の試験シートの耐摩耗性について、便座裏の突起材のように障害物がある清掃面を想定して、JIS L 1096 E法(2010)に規定されるマーチンデール法に準拠した下記(1)―(3)の手順で耐摩耗試験を行った。
(1)38φの大きさにカットした試験シートを、摩擦試験機であるグロッツ・ベッケルト製のマーチンデール試験機にセットする。
(2)摩耗試験機に9kpaの錘を乗せ、摩耗試験機を稼働させ、トイレの段差や縁を想定したアクリル板上に貼り付けたウレタン製クッション(和気産業株式会社製、CN-001)と、試験シートを擦り合わせる。試験機の動きはリサージュとして行う。
(3)試験シートの破損状況を確認し、完全に破れた時の摩擦回数を読み取る。
実施例1、2及び比較例2、4の試験シートの耐摩耗性について、便座裏の突起材のように障害物がある清掃面を想定して、JIS L 1096 E法(2010)に規定されるマーチンデール法に準拠した下記(1)―(3)の手順で耐摩耗試験を行った。
(1)38φの大きさにカットした試験シートを、摩擦試験機であるグロッツ・ベッケルト製のマーチンデール試験機にセットする。
(2)摩耗試験機に9kpaの錘を乗せ、摩耗試験機を稼働させ、トイレの段差や縁を想定したアクリル板上に貼り付けたウレタン製クッション(和気産業株式会社製、CN-001)と、試験シートを擦り合わせる。試験機の動きはリサージュとして行う。
(3)試験シートの破損状況を確認し、完全に破れた時の摩擦回数を読み取る。
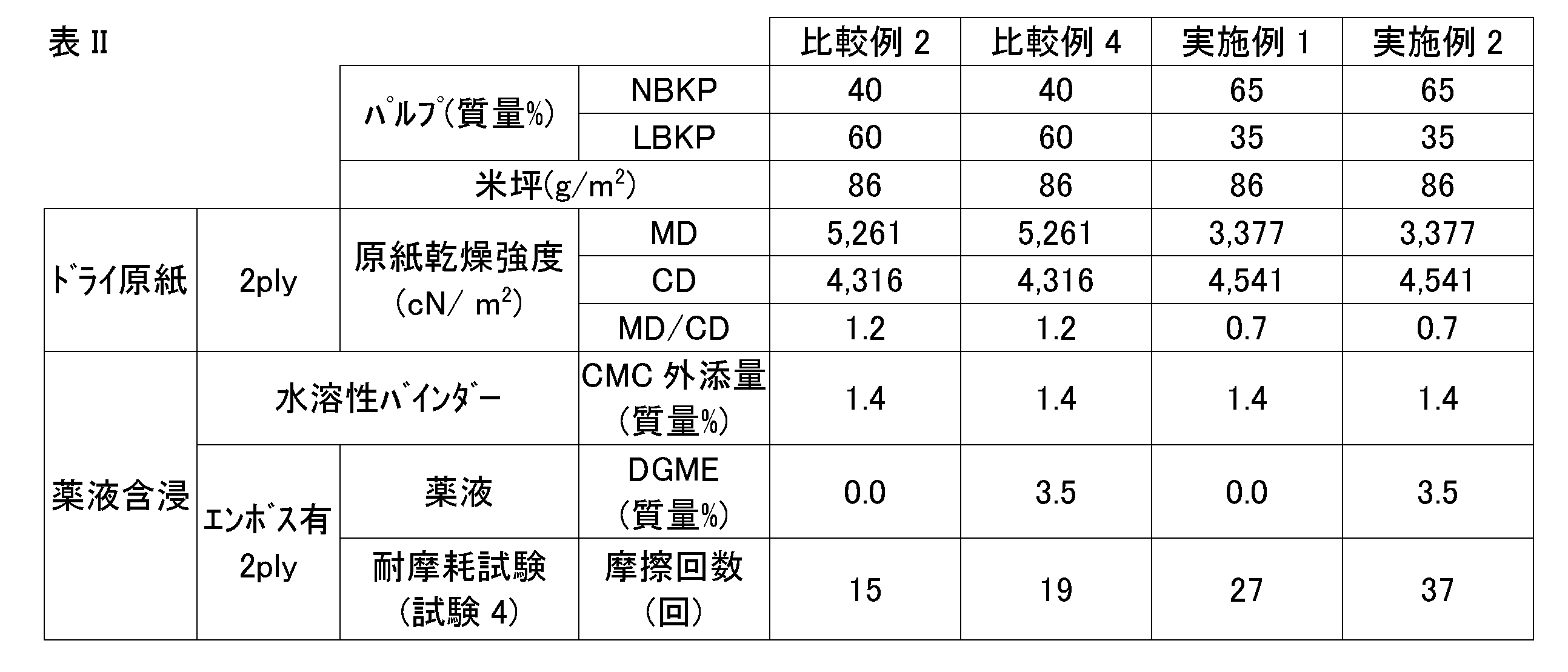
上記試験4を各試験シートにつきそれぞれ10回ずつ行った結果の平均値を表IIに示す。
[評価]
比較例2と比較例4、実施例1と実施例2をそれぞれ比較すると、薬液にDGMEを配合することで、完全に破れるまでに必要な摩擦回数が増加しており、トイレクリーナーSの強度を高められることがわかる。
これは、PGMEは紙全体に浸透しやすいのに対して、DGMEは紙の表面に留まりやすいため、DGMEを配合した方が表面強度は強くなるからであると推測される。
比較例2と比較例4、実施例1と実施例2をそれぞれ比較すると、薬液にDGMEを配合することで、完全に破れるまでに必要な摩擦回数が増加しており、トイレクリーナーSの強度を高められることがわかる。
これは、PGMEは紙全体に浸透しやすいのに対して、DGMEは紙の表面に留まりやすいため、DGMEを配合した方が表面強度は強くなるからであると推測される。
また、比較例2と実施例1、比較例4と実施例2をそれぞれ比較すると、NBKP65質量%、LBKP35質量%である抄紙原料から原紙シートを形成するだけでなく、抄紙工程において乾燥引張強度比を0.6~0.8となるように調整することで、エンボス加工を行った際の縦横強度差が少なくなり、トイレクリーナーSが破れにくくなることが分かる。
本発明は、縦方向と横方向の強度のバランスに優れた水解性シート及び水解性シートの製造方法の提供に利用することができる。
S トイレクリーナー(水解性シート)
EM11、12、21 エンボス
EM11、12、21 エンボス
Claims (5)
- 水解性の繊維集合体からなる原紙シートに薬液を含浸させた水解性シートであって、
前記繊維集合体は、50質量%から70質量%がNBKPからなり、
前記水解性シートは、縦横強度比が0.9~1.2であり、
エンボスが形成されている水解性シート。 - 前記原紙シートの重量の5%以下の水溶性バインダーが付与されている請求項1記載の水解性シート。
- 前記水解性シートは、20g/m2~60g/m2のプロピレングリコールモノメチルエーテルが添加されている請求項1又は2記載の水解性シート。
- 前記水解性シートは、5g/m2~30g/m2のジエチレングリコールモノブチルエーテルが添加されている請求項1から3のいずれか一項に記載の水解性シート。
- 請求項1から4のいずれか一項に記載の水解性シートを製造する製造方法であって、
繊維集合体から縦横強度比が0.6~0.8の原紙シートを生成する抄紙工程と、
前記原紙シートに水溶性バインダーを付与するバインダー付与工程と、
前記原紙シートを熱乾燥する熱乾燥工程と、
前記原紙シートにエンボスを施すエンボス工程と、
前記原紙シートに薬液を含浸させる薬液含浸工程と、
を備え、
前記エンボス工程及び前記薬液含浸工程終了後の水解性シートの縦横強度比が0.9~1.2である水解性シートの製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/924,026 US12366037B2 (en) | 2020-05-29 | 2021-05-11 | Water dispersible sheet and method to manufacture water dispersible sheet |
| EP21813142.3A EP4137637B1 (en) | 2020-05-29 | 2021-05-11 | Water-disintegrable sheet and method for producing same |
| CN202180030166.6A CN115427633A (zh) | 2020-05-29 | 2021-05-11 | 水解性片材和水解性片材的制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-094077 | 2020-05-29 | ||
| JP2020094077A JP7030895B2 (ja) | 2020-05-29 | 2020-05-29 | 水解性シートの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021241205A1 true WO2021241205A1 (ja) | 2021-12-02 |
Family
ID=78745290
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/017882 Ceased WO2021241205A1 (ja) | 2020-05-29 | 2021-05-11 | 水解性シート及び水解性シートの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12366037B2 (ja) |
| EP (1) | EP4137637B1 (ja) |
| JP (1) | JP7030895B2 (ja) |
| CN (1) | CN115427633A (ja) |
| WO (1) | WO2021241205A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11395573B2 (en) * | 2016-08-26 | 2022-07-26 | Daio Paper Corporation | Water-disintegrable sheet and method for producing water-disintegrable sheet |
| US20230167608A1 (en) * | 2020-05-29 | 2023-06-01 | Daio Paper Corporation | Water dispersible sheet and method to manufacture water dispersible sheet |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7105750B2 (ja) * | 2019-09-30 | 2022-07-25 | 大王製紙株式会社 | 水解性シート |
| JP2024010898A (ja) * | 2022-07-13 | 2024-01-25 | 大一紙工株式会社 | 水解性清掃シート |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006307384A (ja) * | 2005-04-28 | 2006-11-09 | Kao Corp | 水解紙の製造方法 |
| JP2008045108A (ja) * | 2006-07-21 | 2008-02-28 | Kao Corp | 硬表面用洗浄剤組成物 |
| JP2008101283A (ja) * | 2006-10-17 | 2008-05-01 | Kao Corp | 嵩高紙の製造方法 |
| JP2011236528A (ja) * | 2010-05-12 | 2011-11-24 | Daifuku Paper Mfg Co Ltd | 紙及び紙の製造方法 |
| JP2016084565A (ja) | 2014-10-29 | 2016-05-19 | 愛媛県 | 水解性薬液含浸シート及び水解性薬液含浸シートの製造方法 |
| WO2016159145A1 (ja) * | 2015-03-31 | 2016-10-06 | 大王製紙株式会社 | 家庭用薄葉紙及び水解性シート |
| JP2016194164A (ja) * | 2015-03-31 | 2016-11-17 | 大王製紙株式会社 | 水解性シートの製造方法 |
| JP2017119927A (ja) * | 2015-12-28 | 2017-07-06 | ユニ・チャーム株式会社 | 水解性不織布及びその製造方法 |
| WO2021065423A1 (ja) * | 2019-09-30 | 2021-04-08 | 大王製紙株式会社 | 水解性シート |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE68913161T2 (de) * | 1988-11-30 | 1994-07-07 | Kao Corp | Im Wasser abbaubares Reinigungsblatt. |
| JP4446542B2 (ja) * | 2000-02-25 | 2010-04-07 | 花王株式会社 | 水解紙の製造方法 |
| US8603296B2 (en) * | 2002-10-07 | 2013-12-10 | Georgia-Pacific Consumer Products Lp | Method of making a fabric-creped absorbent cellulosic sheet with improved dispensing characteristics |
| JP4540470B2 (ja) * | 2004-12-27 | 2010-09-08 | 花王株式会社 | 水解性清拭物品 |
| JP2008002017A (ja) * | 2006-06-22 | 2008-01-10 | Kao Corp | 水解性清掃物品及びその製造方法 |
| US20110290437A1 (en) * | 2010-06-01 | 2011-12-01 | Nathan John Vogel | Dispersible Wet Wipes Made Using Short Cellulose Fibers for Enhanced Dispersibility |
| JP5395101B2 (ja) * | 2011-02-28 | 2014-01-22 | 大王製紙株式会社 | トイレットペーパーの製造方法 |
| US8834677B2 (en) * | 2013-01-31 | 2014-09-16 | Kimberly-Clark Worldwide, Inc. | Tissue having high improved cross-direction stretch |
| WO2015008868A1 (ja) * | 2013-07-19 | 2015-01-22 | 旭化成せんい株式会社 | 微細セルロース繊維シート |
| US10422084B2 (en) | 2015-05-29 | 2019-09-24 | Daio Paper Corporation | Hydrolysable sheet |
| JP6230570B2 (ja) * | 2015-06-30 | 2017-11-15 | 大王製紙株式会社 | 水解性シートの製造方法 |
| JP6470236B2 (ja) * | 2016-08-26 | 2019-02-13 | 大王製紙株式会社 | 水解性シート及び当該水解性シートの製造方法 |
| JP6211160B1 (ja) * | 2016-09-30 | 2017-10-11 | 大王製紙株式会社 | 水解性シート |
| JP6829088B2 (ja) | 2017-01-30 | 2021-02-10 | 大王製紙株式会社 | ウェットワイパー |
| JP6929073B2 (ja) * | 2017-01-31 | 2021-09-01 | 大王製紙株式会社 | 水解性シート及び当該水解性シートの製造方法 |
| JP6346969B1 (ja) * | 2017-01-31 | 2018-06-20 | 大王製紙株式会社 | 水解性シート及び当該水解性シートの製造方法 |
| US11420414B2 (en) * | 2017-03-02 | 2022-08-23 | Fitesa Germany Gmbh | Wipes having high sustainable content |
| JP6962701B2 (ja) * | 2017-03-31 | 2021-11-05 | 大王製紙株式会社 | 清掃用シート及び当該清掃用シートの製造方法 |
| US11472164B2 (en) * | 2018-12-21 | 2022-10-18 | The Clorox Company | Multi-layer substrates comprising sandwich layers and polyethylene |
| JP7199979B2 (ja) * | 2019-01-21 | 2023-01-06 | 大王製紙株式会社 | 清掃用シート及び清掃用シートの製造方法 |
| JP7030895B2 (ja) * | 2020-05-29 | 2022-03-07 | 大王製紙株式会社 | 水解性シートの製造方法 |
| JP2024013396A (ja) * | 2022-07-20 | 2024-02-01 | 日本製紙株式会社 | ヒートシール紙、および包装体 |
-
2020
- 2020-05-29 JP JP2020094077A patent/JP7030895B2/ja active Active
-
2021
- 2021-05-11 CN CN202180030166.6A patent/CN115427633A/zh active Pending
- 2021-05-11 US US17/924,026 patent/US12366037B2/en active Active
- 2021-05-11 EP EP21813142.3A patent/EP4137637B1/en active Active
- 2021-05-11 WO PCT/JP2021/017882 patent/WO2021241205A1/ja not_active Ceased
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006307384A (ja) * | 2005-04-28 | 2006-11-09 | Kao Corp | 水解紙の製造方法 |
| JP2008045108A (ja) * | 2006-07-21 | 2008-02-28 | Kao Corp | 硬表面用洗浄剤組成物 |
| JP2008101283A (ja) * | 2006-10-17 | 2008-05-01 | Kao Corp | 嵩高紙の製造方法 |
| JP2011236528A (ja) * | 2010-05-12 | 2011-11-24 | Daifuku Paper Mfg Co Ltd | 紙及び紙の製造方法 |
| JP2016084565A (ja) | 2014-10-29 | 2016-05-19 | 愛媛県 | 水解性薬液含浸シート及び水解性薬液含浸シートの製造方法 |
| WO2016159145A1 (ja) * | 2015-03-31 | 2016-10-06 | 大王製紙株式会社 | 家庭用薄葉紙及び水解性シート |
| JP2016194164A (ja) * | 2015-03-31 | 2016-11-17 | 大王製紙株式会社 | 水解性シートの製造方法 |
| JP2017119927A (ja) * | 2015-12-28 | 2017-07-06 | ユニ・チャーム株式会社 | 水解性不織布及びその製造方法 |
| WO2021065423A1 (ja) * | 2019-09-30 | 2021-04-08 | 大王製紙株式会社 | 水解性シート |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4137637A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11395573B2 (en) * | 2016-08-26 | 2022-07-26 | Daio Paper Corporation | Water-disintegrable sheet and method for producing water-disintegrable sheet |
| US20230167608A1 (en) * | 2020-05-29 | 2023-06-01 | Daio Paper Corporation | Water dispersible sheet and method to manufacture water dispersible sheet |
| US12366037B2 (en) * | 2020-05-29 | 2025-07-22 | Daio Paper Corporation | Water dispersible sheet and method to manufacture water dispersible sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7030895B2 (ja) | 2022-03-07 |
| EP4137637A1 (en) | 2023-02-22 |
| JP2021188170A (ja) | 2021-12-13 |
| US12366037B2 (en) | 2025-07-22 |
| CN115427633A (zh) | 2022-12-02 |
| EP4137637B1 (en) | 2024-12-25 |
| EP4137637A4 (en) | 2023-10-11 |
| US20230167608A1 (en) | 2023-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7030895B2 (ja) | 水解性シートの製造方法 | |
| EP3521511B1 (en) | Water-disintegrable sheet and method for manufacturing water-disintegrable sheet | |
| CN109640776B (zh) | 水解性片材和该水解性片材的制造方法 | |
| CN114423902B (zh) | 水解性片材 | |
| JP7199979B2 (ja) | 清掃用シート及び清掃用シートの製造方法 | |
| JP6893108B2 (ja) | 清掃用シート及び当該清掃用シートの製造方法 | |
| CN110199062A (zh) | 水解性片材和该水解性片材的制造方法 | |
| JP7551293B2 (ja) | 清掃シート及び当該清掃シートの製造方法 | |
| JP6962701B2 (ja) | 清掃用シート及び当該清掃用シートの製造方法 | |
| JP6775393B2 (ja) | 水解性シート及び当該水解性シートの製造方法 | |
| JP6792487B2 (ja) | 水解性シートの製造方法 | |
| JP7451194B2 (ja) | 清掃シート | |
| TWI878471B (zh) | 清掃用濕巾及該清掃用濕巾的製造方法 | |
| JP6929073B2 (ja) | 水解性シート及び当該水解性シートの製造方法 | |
| JP6792488B2 (ja) | 清掃用シートの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21813142 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021813142 Country of ref document: EP Effective date: 20221114 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |