WO2022030165A1 - 摩擦調整材、摩擦材組成物、摩擦材、及び摩擦部材 - Google Patents
摩擦調整材、摩擦材組成物、摩擦材、及び摩擦部材 Download PDFInfo
- Publication number
- WO2022030165A1 WO2022030165A1 PCT/JP2021/025562 JP2021025562W WO2022030165A1 WO 2022030165 A1 WO2022030165 A1 WO 2022030165A1 JP 2021025562 W JP2021025562 W JP 2021025562W WO 2022030165 A1 WO2022030165 A1 WO 2022030165A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- friction
- mass
- friction material
- titanate compound
- material composition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01G—COMPOUNDS CONTAINING METALS NOT COVERED BY SUBCLASSES C01D OR C01F
- C01G23/00—Compounds of titanium
- C01G23/003—Titanates
- C01G23/005—Alkali titanates
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/02—Composition of linings ; Methods of manufacturing
- F16D69/025—Compositions based on an organic binder
- F16D69/026—Compositions based on an organic binder containing fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60L—PROPULSION OF ELECTRICALLY-PROPELLED VEHICLES; SUPPLYING ELECTRIC POWER FOR AUXILIARY EQUIPMENT OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRODYNAMIC BRAKE SYSTEMS FOR VEHICLES IN GENERAL; MAGNETIC SUSPENSION OR LEVITATION FOR VEHICLES; MONITORING OPERATING VARIABLES OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRIC SAFETY DEVICES FOR ELECTRICALLY-PROPELLED VEHICLES
- B60L7/00—Electrodynamic brake systems for vehicles in general
- B60L7/24—Electrodynamic brake systems for vehicles in general with additional mechanical or electromagnetic braking
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2002/00—Crystal-structural characteristics
- C01P2002/50—Solid solutions
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2002/00—Crystal-structural characteristics
- C01P2002/50—Solid solutions
- C01P2002/52—Solid solutions containing elements as dopants
- C01P2002/54—Solid solutions containing elements as dopants one element only
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/10—Particle morphology extending in one dimension, e.g. needle-like
- C01P2004/16—Nanowires or nanorods, i.e. solid nanofibres with two nearly equal dimensions between 1-100 nanometer
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/20—Particle morphology extending in two dimensions, e.g. plate-like
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/30—Particle morphology extending in three dimensions
- C01P2004/32—Spheres
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/51—Particles with a specific particle size distribution
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/60—Particles characterised by their size
- C01P2004/61—Micrometer sized, i.e. from 1-100 micrometer
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/60—Particles characterised by their size
- C01P2004/62—Submicrometer sized, i.e. from 0.1-1 micrometer
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2006/00—Physical properties of inorganic compounds
- C01P2006/12—Surface area
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D65/00—Parts or details
- F16D65/02—Braking members; Mounting thereof
- F16D2065/13—Parts or details of discs or drums
- F16D2065/1304—Structure
- F16D2065/1324—Structure carrying friction elements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2200/00—Materials; Production methods therefor
- F16D2200/0034—Materials; Production methods therefor non-metallic
- F16D2200/0039—Ceramics
- F16D2200/0043—Ceramic base, e.g. metal oxides or ceramic binder
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2200/00—Materials; Production methods therefor
- F16D2200/006—Materials; Production methods therefor containing fibres or particles
- F16D2200/0069—Materials; Production methods therefor containing fibres or particles being characterised by their size
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D65/00—Parts or details
- F16D65/02—Braking members; Mounting thereof
- F16D65/12—Discs; Drums for disc brakes
- F16D65/127—Discs; Drums for disc brakes characterised by properties of the disc surface; Discs lined with friction material
Definitions
- the present invention relates to a friction adjusting material, a friction material composition using the friction adjusting material, a friction material, and a friction member.
- Friction materials used for disc brakes, drum brakes, and other brakes that make up braking devices for various vehicles and industrial machines have a high friction coefficient, are stable, have excellent wear resistance, and are aggressive against mating materials. Is required to be low.
- Such a friction material is a semi-metallic material containing steel fibers as a fiber base material in a ratio of 30% by mass or more and less than 60% by mass with respect to the total amount of the friction material composition; a steel-based material as a part of the fiber base material.
- the friction material used in Japan and the United States is mainly NAO material because it has low aggression to the mating material (rotor) and has an excellent balance between squeal and wear resistance. Further, in Europe, low steel material has been used from the viewpoint of maintaining the coefficient of friction during high-speed braking, but NAO material, which is less likely to cause brake squeal, is increasingly used due to the high-grade orientation.
- Copper fibers and copper powder are generally blended in the composition used for the NAO material (hereinafter, also referred to as “friction material composition”). This is because when the friction material rubs against the mating material, a cohesive film (hereinafter also referred to as “transfer film”) is formed on the surface of the mating material due to the ductility of copper, and this cohesive film acts as a protective film. This is because it is thought that a high coefficient of friction can be maintained at high temperatures. However, since it has been suggested that copper-containing friction materials contain copper in the wear debris generated during braking and may cause rivers, lakes, marine pollution, etc., in the states of California and Washington in the United States.
- Titanates such as potassium titanate, lithium potassium titanate, and magnesium potassium titanate are attracting attention as components responsible for transfer films other than copper.
- a friction material composition containing potassium titanate having a plurality of convex shapes, a grinding material, and an elastomer-modified phenol resin (Patent Document 1), a friction material containing two or more kinds of titanate compounds and ceramic fibers.
- a composition (Patent Document 2) and a friction material composition containing a titanate compound having a tunnel-like crystal structure and a titanate compound having a layered crystal structure (Patent Document 3) have been proposed.
- rust rust sticking
- Patent Document 4 a technique for blending a pH adjusting material such as an alkali metal salt or an alkaline earth metal salt with a friction material.
- Japanese Unexamined Patent Publication No. 2014-122314 Japanese Unexamined Patent Publication No. 2015-059143 JP-A-2015-147913 Japanese Unexamined Patent Publication No. 2017-025286
- An object of the present invention is a friction adjusting material, which has excellent formability when producing a friction material and can suppress rusting of the rotor even if the friction material that has absorbed moisture is kept pressed against the rotor for a long period of time.
- a friction material composition, a friction material, and a friction member using the friction adjusting material may be provided.
- the present invention provides the following friction adjusting material, a friction material composition using the friction adjusting material, a friction material, and a friction member.
- Item 1 A friction adjusting material composed of a titanate compound having a tunnel-shaped crystal structure, wherein the chloride ion elution rate of the titanate compound is 0.5 ppm to 400 ppm. ..
- the titanate compound is A 2 Tin O ( 2n + 1) [in the formula, A is one or more of alkali metals excluding Li, n is a number of 2 to 11], and A (2 + y).
- Item 3 The friction adjusting material according to Item 1 or Item 2, wherein the titanate compound is particles having a plurality of convex shapes, plate-like particles, columnar particles, or spherical particles.
- Item 4 The friction adjusting material according to any one of Items 1 to 3, wherein the alkali metal ion elution rate of the titanate compound is 0.01% by mass to 15% by mass.
- Item 5 The friction adjusting material according to any one of Items 1 to 4, wherein the titanate compound has an average particle size of 0.1 ⁇ m to 200 ⁇ m.
- Item 6 The friction adjusting material according to any one of Items 1 to 5, wherein the specific surface area of the titanate compound is 0.1 m 2 / g to 12 m 2 / g.
- the copper component is contained in 100% by mass of the total amount of the friction material composition.
- Item 8 The friction material composition according to Item 7, wherein the content of the friction adjusting material is 1% by mass to 40% by mass with respect to 100% by mass of the total amount of the friction material composition.
- Item 9 The friction material composition according to Item 7 or Item 8, wherein the mass ratio (friction adjusting material / thermosetting resin) of the friction adjusting material to the thermosetting resin is 0.1 to 8.
- Item 10 The friction material composition according to any one of Items 7 to 9, which does not substantially contain metal fibers different from copper and copper alloys.
- Item 11 The friction material composition according to any one of Items 7 to 10, which is a friction material composition for regenerative braking.
- Item 12 A friction material which is a molded product of the friction material composition according to any one of Items 7 to 11.
- Item 13 A friction member provided with the friction material according to item 12.
- a friction adjusting material which has excellent moldability when producing a friction material and can suppress rusting of the rotor even if the friction material that has absorbed moisture is kept pressed against the rotor for a long period of time. It is possible to provide a friction material composition, a friction material, and a friction member using the friction adjusting material.
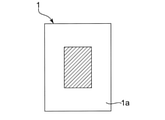
- FIG. 1 is a schematic diagram for explaining a method of measuring a rotor rust generation amount in Examples and Comparative Examples.
- the friction adjusting material of the present invention is composed of a titanate compound having a tunnel-like crystal structure, and is characterized in that the chloride ion elution rate of the titanate compound is 0.5 ppm to 400 ppm.
- the chloride ion elution rate refers to the mass ratio of chloride ions eluted in water from a measurement sample such as a titanate compound in water at 25 ° C. The detailed measurement method will be described in Examples described later.
- the titanate compound having a tunnel-like crystal structure having the chloride ion elution rate in the above range is used as the friction adjusting material, rusting of the rotor can be suppressed, and further, when the friction material is produced. Formability can also be improved.
- the present inventors focused on the chloride ion elution rate in the titanate compound having a tunnel-like crystal structure, and set the chloride ion elution rate within a specific range to suppress the rusting of the rotor. It has been found that both formability in producing a friction material can be improved.
- the chloride ion elution rate of the titanate compound is preferably 0.5 ppm or more, more preferably 0.8 ppm or more, still more preferably 1 ppm or more, preferably 400 ppm or less, still more preferably 350 ppm or less, still more preferably. It is 300 ppm or less.
- the chloride ion elution rate of the titanate compound is at least the above lower limit value and at least the above upper limit value, the moldability at the time of producing the friction material can be further improved. Further, when the chloride ion elution rate of the titanate compound is not more than the above upper limit value, rusting of the rotor can be further suppressed.
- Examples of the titanate compound having a tunnel-like crystal structure include A 2 Tin O ( 2n + 1) [in the formula, A is one or more of alkali metals excluding Li, and n is a number of 2 to 11].
- M is one or more selected from Li, Mg, Zn, Ga, Ni, Cu, Fe, Al, and Mn
- z is the valence of the element M and is an integer of 1 to 3, 0.05 ⁇ x.
- A is one of the alkali metals excluding Li.
- n is a number of 2 to 11], more preferably A 2 Tin O ( 2n + 1) [In the formula, A is one or more of alkali metals excluding Li, n is 4 to 4 Number of 9], and particularly preferably K 2 Tin O ( 2n + 1) [in the formula, n is a number of 4 to 9] and Na 2 Tin O ( 2n + 1) [in the formula, n is a number of 4 to 8]. ] At least one of them.
- titanate compound having a tunnel-like crystal structure examples include K 2 Ti 4.8 O 10.6 (4.8 potassium titanate), K 2 Ti 6 O 13 (6 potassium titanate), and K 2 Ti.
- 6.1 O 13.2 6.1 Titanate Potassium
- K 2 Ti 8 O 17 (8 Titanate Potassium)
- K 2 Ti 10.9 O 22.8 (10.9 potassium titanate
- the titanate compound is preferably non-fibrous particles from the viewpoint of the working environment.
- Non-fibrous particles include, for example, spherical particles (including those having a slightly uneven surface and substantially spherical particles having an elliptical cross section), columnar particles (rod-shaped, cylindrical, prismatic, strip-shaped, etc.).
- the titanate compound may be porous particles.
- These various particle shapes can be arbitrarily controlled by manufacturing conditions, particularly raw material composition, firing conditions, and the like. Further, the particle shape can be analyzed from, for example, a scanning electron microscope (SEM) observation.
- SEM scanning electron microscope
- non-fibrous particle means the longest major axis L of a rectangular parallelepiped having the smallest volume among the rectangular parallelepipeds circumscribing the particle, the next longest side is the minor axis B, and the shortest side is the thickness.
- T B> T
- it means a particle having an L / B of 5 or less.
- having a plurality of convex portions means that the projected shape on a plane can take a shape having convex portions in two or more directions, unlike a normal polygon, a circle, an ellipse, or the like.
- this convex part is a part corresponding to a part protruding from a polygon, a circle, an ellipse, etc. (basic figure) applied to a photograph (projection view) taken by a scanning electron microscope (SEM).
- SEM scanning electron microscope
- the average particle size of the titanate compound is preferably 0.1 ⁇ m to 200 ⁇ m, more preferably 1 ⁇ m to 100 ⁇ m, and further preferably 3 ⁇ m to 20 ⁇ m. When the average particle size is within the above range, the friction characteristics of the friction material can be further improved.
- the average particle size means the particle size when the volume standard cumulative 50% in the particle size distribution measured by the laser diffraction method.
- This D 50 is the particle size at the point where the particle size distribution is obtained on a volume basis, the number of particles is counted from the smallest particle size on the cumulative curve with the total volume as 100%, and the cumulative value is 50%. be.
- the specific surface area of the titanate compound is preferably 0.1 m 2 / g to 12 m 2 / g, more preferably 0.1 m 2 / g to 10 m 2 / g, and even more preferably 0.5 m 2 / g. It is g to 8 m 2 / g, and particularly preferably 1 m 2 / g to 5 m 2 / g.
- the specific surface area can be measured according to JIS Z8830.
- the alkali metal ion elution rate of the titanate compound is preferably 0.01% by mass to 15% by mass, more preferably 0.05% by mass to 10% by mass, and 0.1. It is more preferably mass% to 6% by mass.
- hexamethylenetetramine as a curing accelerator is opened to bond with a hydroxyl group in the novolak-type phenol resin.
- the curing reaction is started.
- alkali metal ions are present at this time, an ion exchange reaction occurs with hydrogen ions in the hydroxyl group in the novolak type phenol resin, and hexamethylenetetramine (curing accelerator) and the novolak type phenol resin (thermosetting resin) It is considered to inhibit binding (inhibition of hardening).
- the alkali metal ion elution rate within the above range, it is possible to prevent the thermosetting resin from being hardened during heat-pressurizing molding, and as a result, the crack resistance at high temperature and high load can be further improved. Can be done.
- the alkali metal ion elution rate refers to the mass ratio of alkali metal ions eluted in water from a measurement sample such as a titanate compound in water at 80 ° C.
- a treatment layer made of a surface treatment agent is formed on the surface of the titanate compound for the purpose of further improving the dispersibility and the adhesion to the thermosetting resin.
- the surface treatment agent include a silane coupling agent and a titanium coupling agent.
- a silane coupling agent is preferable, and an amino-based silane coupling agent, an epoxy-based silane coupling agent, and an alkyl-based silane coupling agent are more preferable.
- the above-mentioned surface treatment agent may be used alone or in combination of two or more.
- amino-based silane coupling agent examples include N-2- (aminoethyl) -3-aminopropylmethyldimethoxysilane, N-2- (aminoethyl) -3-aminopropyltrimethoxysilane, and 3-aminopropyltri.
- Methoxysilane, 3-aminopropyltriethoxysilane, 3-ethoxysilyl-N- (1,3-dimethylbutylidene) propylamine, N-phenyl-3-aminopropyltrimethoxysilane, N- (vinylbenzyl) -2 -Aminoethyl-3-aminopropyltrimethoxysilane and the like can be mentioned.
- epoxy-based silane coupling agent examples include 3-glycidyloxypropyl (dimethoxy) methylsilane, 3-glycidyloxypropyltrimethoxysilane, diethoxy (3-glycidyloxypropyl) methylsilane, and triethoxy (3-glycidyloxypropyl) silane.
- examples thereof include 2- (3,4-epoxycyclohexyl) ethyltrimethoxysilane.
- alkyl-based silane coupling agent examples include methyltrimethoxysilane, dimethyldimethoxysilane, trimethylmethoxysilane, methyltriethoxysilane, ethyltrimethoxysilane, n-propyltrimethoxysilane, isobutyltrimethoxysilane, and isobutyltriethoxysilane.
- a known surface treatment method can be used, for example, a solvent for promoting hydrolysis (for example, water, alcohol or these). It is carried out by a wet method or the like in which a surface treatment agent is dissolved in a mixed solvent to prepare a solution, and the solution is sprayed onto a titanate compound.
- a solvent for promoting hydrolysis for example, water, alcohol or these.
- the amount of the surface treatment agent when the surface treatment agent is treated on the surface of the titanate compound is not particularly limited, but in the case of the wet method, for example, the surface treatment agent is applied to 100 parts by mass of the titanate compound.
- the solution of the surface treatment agent may be sprayed so that the amount is 0.1 parts by mass to 20 parts by mass.
- the method for producing the titanate having a tunnel-shaped crystal structure is not particularly limited, but for example, the positive layer between the step I for preparing the titanate having a layered crystal structure and the titanate prepared in step I.
- Step II in which the titanium acid is prepared as a deintercalate by treating the ions with an acid, and the titanium acid prepared in the step II are immersed in an aqueous solution of an alkali metal hydroxide to intercalate the alkali metal ions and then fired.
- a manufacturing method including the step III to be carried out can be mentioned.
- a x My Ti (2-y) O 4 As the titanate having a layered crystal structure prepared in step I, A x My Ti (2-y) O 4 [In the formula, A is one or more of alkali metals excluding lithium (Li), M. Is one or more selected from Li, Mg, Zn, Ga, Ni, Cu, Fe, Al, Mn, x is 0.5 to 1.0, y is a number of 0.25 to 1.0] Can be mentioned.
- the alkali metal excluding lithium include sodium, potassium, rubidium, cesium, and francium. Of these, potassium and sodium are preferable from the economically advantageous point of view.
- the method for producing a titanate having a layered crystal structure prepared in step I is not particularly limited, but for example, titanium oxide or a compound that produces titanium oxide by heating (these are collectively abbreviated as "titanium compound”).
- titanium oxide or a compound that produces titanium oxide by heating (these are collectively abbreviated as "titanium compound”).
- a metal an oxide of at least one metal selected from alkali metals other than Li
- a metal a compound that produces an oxide of A metal by heating, or an A metal.
- Salts collectively abbreviated as "A metal compound”
- at least one metal selected from Li, Mg, Zn, Ni, Cu, Fe, Al, Ga, and Mn collectively "A metal compound”
- Oxides of (abbreviated as "M metal), compounds that produce oxides of M metal by heating or salts of M metal (collectively abbreviated as "M metal compound”), and flux as necessary. It is obtained by baking a mixture of the above.
- a crystal is formed at a temperature lower than the melting point, and the crystal orientation is specified by having an automorphic shape surrounded by a flat crystal plane reflecting the crystal structure while the crystal grows.
- Potassium chloride, potassium fluoride, potassium molybdate, potassium tungstate and the like are used as fluxes for the purpose of facilitating the above.
- potassium chloride is used as the flux, it is preferably less than 30 parts by mass with respect to 100 parts by mass of the total amount of the titanium compound, the A metal compound and the M metal compound from the viewpoint of suppressing rusting of the rotor.
- the mixing ratio of the raw materials can be appropriately adjusted according to the composition formula of the target titanate.
- the titanium compound low-order titanium oxide, a water-containing substance of titanium oxide, a hydrate of titanium oxide, titanium hydroxide, etc. can be used.
- the chloride ion elution rate of the titanium compound is preferably 100 ppm or less, more preferably 50 ppm or less.
- a metal compound carbonates, hydroxides, nitrates, sulfates and the like of A metal can be used, but among these, carbonates and hydroxides of A metal are preferable.
- M metal compound carbonates, hydroxides, oxides, nitrates, sulfates and the like of M metal can be used, and among these, carbonates and hydroxides of M metal are preferable.
- step I The calcination in step I is carried out using an electric furnace or the like, and the calcination reaction can be completed by holding the calcination reaction in the temperature range of 800 ° C. to 1100 ° C. for 1 hour to 24 hours, and the titanate having a layered crystal structure can be completed.
- a powder of the compound is obtained. After firing, the obtained powder may be pulverized to a desired size or passed through a sieve to loosen it.
- Examples of the acid used for deintercalation by the acid treatment in Step II include mineral acids such as sulfuric acid, nitric acid, and hydrochloric acid.
- the acid treatment is preferably carried out by stirring in an aqueous solution of these acids until the cations between the layers are substantially completely eluted, and the stirring time is usually preferably about 5 to 8 hours.
- the obtained titanium acid is washed with water and subjected to step III.
- step III the titanium acid obtained in step II is made into a slurry of about 1% by mass to 30% by mass, an alkali metal hydroxide is added to the slurry so that the pH becomes 12 to 13, and stirring is continued as it is.
- the stirring time is usually about 5 to 8 hours.
- the alkali metal hydroxide include potassium hydroxide and sodium hydroxide.
- the alkali metal ion intercalation After the alkali metal ion intercalation is completed, it is filtered, washed with water, dried, and then kept in a temperature range of 500 ° C. to 900 ° C. for 1 hour to 14 hours using an electric furnace or the like to complete the firing reaction. .. After firing, the obtained powder may be pulverized to a desired size or passed through a sieve to loosen it. As described above, the titanate compound having a tunnel-like crystal structure of the present invention can be obtained.
- the chlorine ion elution rate of the titanate compound having a tunnel-shaped crystal structure is the chlorine ion elution rate of the titanium compound as a raw material, the amount of flux, and the chlorine in the manufacturing process or after the manufacturing process of the titanium salt compound having a tunnel-shaped crystal structure. It can be adjusted depending on the degree of cleaning for removal.
- the strength of the activity of the titanate compound can be evaluated by the degree of yellowing of vitamin C. Specifically, when the degree of yellowing of vitamin C is low, the activity is low and the moldability can be improved.
- the friction material composition of the present invention contains the above-mentioned friction adjusting material of the present invention and a thermosetting resin, and the content of the copper component is 0 as a copper element in the total amount of 100% by mass of the friction material composition. It is characterized by being less than 5.5% by mass. Other materials may be further included, if desired.
- a "friction material composition” means a composition used for a friction material.
- the content of the copper component is less than 0.5% by mass as the copper element, preferably the copper component is not contained, so that the environment is compared with that of the conventional friction material composition.
- the load can be reduced.
- does not contain a copper component means that copper fiber, copper powder, an alloy containing copper (brass, bronze, etc.), and a compound are used as raw materials for a friction material composition. It means that it is not mixed.
- the friction material composition of the present invention even when the friction material is not contained or the content of the copper component is reduced, the friction coefficient is high and excellent wear resistance is imparted when used as the friction material. be able to. Further, by containing the above-mentioned friction adjusting material, rusting of the rotor is suppressed, and the formability of the friction material is also excellent.
- the friction material composition of the present invention should be substantially free of metal fibers different from copper and copper alloys from the viewpoint of low aggression to the mating material (rotor) and a balance between squeal and abrasion resistance. It is preferable that it does not contain metal fibers different from copper and copper alloys. In addition, in this specification, “substantially not contained” means less than 0.5% by mass in the total amount of 100% by mass of the friction material composition.
- the friction adjusting material used in the friction material composition of the present invention is the above-mentioned friction adjusting material of the present invention.
- the content of the friction adjusting material of the present invention in the friction material composition is preferably 1% by mass to 40% by mass, preferably 5% by mass to 35% by mass, based on 100% by mass of the total amount of the friction material composition. Is more preferable, and 10% by mass to 30% by mass is further preferable.
- thermosetting resin used as a binder that is integrated with the titanate compound and imparts strength. Therefore, any known thermosetting resin used as a binder can be appropriately selected and used.
- thermocurable resin examples include phenolic resins; acrylic elastomer-dispersed phenolic resins, elastomer-dispersed phenolic resins such as silicone elastomer-dispersed phenolic resins; acrylic-modified phenolic resins, silicone-modified phenolic resins, cashew-modified phenolic resins, and epoxy-modified phenolic resins.
- Modified phenolic resins such as alkylbenzene-modified phenolic resins; formaldehyde resins; melamine resins; epoxy resins; acrylic resins; aromatic polyester resins; yuria resins and the like can be mentioned. One of these can be used alone or in combination of two or more. Among these, phenol resin (straight phenol resin) and modified phenol resin are preferable from the viewpoint of further improving heat resistance, moldability, and friction characteristics.
- the content of the thermosetting resin in the friction material composition is preferably 5% by mass to 20% by mass with respect to the total amount of 100% by mass of the friction material composition.
- the mass ratio of the friction adjusting material to the thermosetting resin is preferably 0.1 or more, more preferably 0.5 or more, still more preferably 1 or more, preferably 8 or less, and more. It is preferably 6 or less, more preferably 4 or less.
- aromatic polyamide (aramid) fiber As the fiber base material, aromatic polyamide (aramid) fiber, fibrillated aramid fiber, acrylic fiber (monopolymer or copolymer fiber mainly made of acrylic nitrile), fibrillated acrylic fiber, cellulose fiber, fibrillated fiber.
- Organic fibers such as cellulose fibers and phenolic resin fibers; straight or curled fibers mainly composed of metals such as aluminum, iron, zinc, tin, titanium, nickel, magnesium and silicon, fibers in the form of single or alloys, and cast iron fibers.
- Metal fibers other than copper and copper alloys in shape glass fibers, rock wool, ceramic fibers, biodegradable ceramic fibers, biodegradable mineral fibers, biosoluble fibers (SiO 2 -CaO-SrO-based fibers, etc.), wallast Inorganic fibers such as knight fibers, silicate fibers and mineral fibers; flame resistant fibers, PAN-based carbon fibers, pitch-based carbon fibers, carbon-based fibers such as activated carbon fibers and the like can be mentioned. One of these may be used alone, or two or more thereof may be used in combination.
- unsulfated or unsulfated such as tire rubber, acrylic rubber, isoprene rubber, NBR (nitrile butadiene rubber), SBR (styrene butadiene rubber), chlorinated butyl rubber, butyl rubber, silicone rubber, etc.
- Sulfide rubber powder Sulfide rubber powder; organic fillers such as cashew dust, melamine dust, rubber-coated cashew dust; barium sulfate, calcium carbonate, sodium carbonate, lithium carbonate, calcium hydroxide (sulfurized lime), vermiculite, clay, mica, talc, dolomite, Inorganic powders such as chromate, sulfurite, lithium potassium titanate having a layered crystal structure, magnesium potassium titanate having a layered crystal structure; metal alone such as aluminum, zinc, iron, tin, or metal powders other than copper and copper alloys in alloy form, etc.
- organic fillers such as cashew dust, melamine dust, rubber-coated cashew dust
- barium sulfate calcium carbonate, sodium carbonate, lithium carbonate, calcium hydroxide (sulfurized lime), vermiculite, clay, mica, talc, dolomite
- Inorganic powders such as chromate, sulfurite, lithium potassium titanate having a
- Inorganic fillers Silicon carbite (silicon carbide), titanium oxide, alumina (aluminum oxide), silica (silicon dioxide), magnesia (magnesium oxide), zirconia (zinc oxide), zirconium silicate, chromium oxide, iron oxide ( Grinding materials such as triiron tetroxide), chromate, quartz; synthetic or natural graphite (graphite), phosphate-coated graphite, carbon black, coke, antimony trisulfide, molybdenum disulfide, tin sulfide, iron sulfide, zinc sulfide , Solid lubricants such as bismuth sulfide, tungsten disulfide, polytetrafluoroethylene (PTFE) and the like. One of these may be used alone, or two or more thereof may be used in combination.
- PTFE polytetrafluoroethylene
- the content of other materials in the friction material composition is preferably 40% by mass to 94% by mass with respect to 100% by mass of the total amount of the friction material composition.
- each component is mixed by a mixer such as (1) Redigge mixer (“Ledigge” is a registered trademark), a pressurized kneader, and an Erich mixer (“Eirich” is a registered trademark). Method; (2) It is possible to prepare a granulated product having a desired component and, if necessary, mix other components using a mixer such as a Raydige mixer, a pressurized kneader, or an Erich mixer. can.
- a mixer such as (1) Redigge mixer (“Ledigge” is a registered trademark), a pressurized kneader, and an Erich mixer (“Eirich” is a registered trademark).
- the content of each component of the friction material composition of the present invention can be appropriately selected according to the desired friction characteristics, and can be produced by the above-mentioned production method.
- the friction material composition of the present invention may be prepared by preparing a masterbatch containing a specific constituent component at a high concentration, adding a thermosetting resin or the like to the masterbatch, and mixing the masterbatch.
- the friction material composition is tentatively molded at room temperature (20 ° C.), and the obtained tentatively molded product is heat-press molded (molding pressure 10 MPa to 40 MPa, molding temperature 150 ° C. to 200 ° C.). If necessary, the obtained molded product is heat-treated in a heating furnace (held at 150 ° C. to 220 ° C. for 1 hour to 12 hours), and then the molded product is machined and polished to obtain a predetermined value. A friction material having a shape can be manufactured.
- the friction material of the present invention is used as a friction member formed by forming the friction material as a friction surface.
- the friction member that can be formed by using the friction material include (1) a structure consisting of only the friction material, (2) a base material such as a back metal, and a book provided on the base material to provide a friction surface. Examples thereof include a configuration having the friction material of the present invention.
- the base material is used to further improve the mechanical strength of the friction member, and as the material, metal, fiber reinforced resin, or the like can be used.
- metal, fiber reinforced resin, or the like can be used.
- iron, stainless steel, glass fiber reinforced resin, carbon fiber reinforced resin and the like can be mentioned.
- the friction material which serves as an escape route for decomposition products (gas and liquid matter) at high temperatures to prevent deterioration of friction characteristics and reduce the rigidity of the friction material for damping.
- the occurrence of squeal is prevented by improving the sex.
- the compounding and molding conditions of the material are controlled so that the porosity is preferably 5% to 30%, more preferably 10% to 25%.
- the friction member of the present invention is composed of the friction material composition of the present invention, the friction coefficient is high and the wear resistance is excellent even when the copper component is not contained or the content of the copper component is reduced. ing. Further, the elution of chlorine ions is small, the rusting of the rotor is suppressed even if the friction material that has absorbed moisture is kept pressed against the rotor for a long period of time, and the formability of the friction material is also excellent. Therefore, the friction member of the present invention can be suitably used for various vehicles, disc pads constituting braking devices such as industrial machines, brake linings, clutch facings, and other braking systems in general, and in particular, the friction member for regenerative cooperative braking. Can be suitably used as.
- the present invention is not limited to the following examples, and can be appropriately modified and implemented without changing the gist thereof.
- Physical properties of titanate compounds (chemical composition, chlorine ion elution rate, alkali metal ion elution rate, particle shape, average particle size, specific surface area, vitamin C yellowing test and exothermic peak temperature), and physical properties of titanium oxide (chlorine ion) Elution rate) was measured as follows.
- the particle size was measured by a laser diffraction type particle size distribution measuring device (manufactured by Shimadzu Corporation, product number "SALD-2100"), and the particle size at 50% of the volume standard cumulative in the obtained particle size distribution was taken as the average particle size.
- ⁇ b value A standard solution of 6.25% ascorbic acid palmitate was prepared in octyl palmitate (emulsion solution). 1.9 ml of the emulsion solution and 0.4 g of the titanate compound were completely mixed to prepare a coating film on a concealment rate test paper, and the b value was measured with a color difference meter (X). Similarly, 1.9 ml of clean octyl palmitate and 0.4 g of a titanate compound were completely mixed to prepare a coating film on a concealment rate test paper, and the b value was measured with a color difference meter (Y). Using the above values (X) and (Y), the ⁇ b value was calculated based on the equations (Y)-(X).
- the total amount of the obtained K 0.8 Li 0.27 Ti 1.73 O4 and 297 g of 70% sulfuric acid were dispersed in a solution dissolved in 12 liters of water to prepare a 5% by mass aqueous slurry. After stirring with a stirring blade for about 5 hours, the mixture was filtered, washed with water, and dried to obtain titanium acid (H 2 Ti 2 O 5 ).
- the total amount of the obtained titanium acid was dispersed in a solution in which 59 g of 85% potassium hydroxide was dissolved in 4 liters of water to prepare a 10 mass% aqueous slurry. After continuing stirring with a stirring blade for 5 hours, the mixture was filtered, washed with water, and dried at 110 ° C. for 2 hours. Next, this product was calcined in an electric furnace at 500 ° C. for 3 hours to obtain the desired titanate compound.
- Table 1 shows the chemical composition, chlorine ion elution rate, alkali metal ion elution rate, particle shape, average particle size, specific surface area, vitamin C yellowing test, and exothermic peak temperature of the obtained titanate compound.
- the total amount of the obtained K 0.8 Li 0.27 Ti 1.73 O4 and 297 g of 70% sulfuric acid were dispersed in a solution dissolved in 12 liters of water to prepare a 5% mass% aqueous slurry. After stirring with a stirring blade for about 5 hours, the mixture was filtered, washed with water, and dried to obtain titanium acid (H 2 Ti 2 O 5 ).
- the total amount of the obtained titanium acid was dispersed in a solution in which 59 g of 85% potassium hydroxide was dissolved in 4 liters of water to prepare a 10 mass% aqueous slurry. After continuing stirring with a stirring blade for 5 hours, the mixture was filtered, washed with water, and dried at 110 ° C. for 2 hours. Next, this product was calcined in an electric furnace at 500 ° C. for 3 hours to obtain the desired titanate compound.
- Table 1 shows the chemical composition, chlorine ion elution rate, alkali metal ion elution rate, particle shape, average particle size, specific surface area, vitamin C yellowing test, and exothermic peak temperature of the obtained titanate compound.
- the total amount of the obtained K 0.8 Li 0.27 Ti 1.73 O4 and 297 g of 70% sulfuric acid were dispersed in a solution dissolved in 12 liters of water to prepare a 5% by mass aqueous slurry. After stirring with a stirring blade for about 5 hours, the mixture was filtered, washed with water, and dried to obtain titanium acid (H 2 Ti 2 O 5 ).
- the total amount of the obtained titanium acid was dispersed in a solution in which 59 g of 85% potassium hydroxide was dissolved in 4 liters of water to prepare a 10 mass% aqueous slurry. After continuing stirring with a stirring blade for 5 hours, the mixture was filtered, washed with water, and dried at 110 ° C. for 2 hours. Next, this product was calcined in an electric furnace at 500 ° C. for 3 hours to obtain the desired titanate compound.
- Table 1 shows the chemical composition, chlorine ion elution rate, alkali metal ion elution rate, particle shape, average particle size, specific surface area, vitamin C yellowing test, and exothermic peak temperature of the obtained titanate compound.
- Titanium oxide (chlorine ion elution rate: 20 ppm) 418.94 g and potassium carbonate 377.05 g were mixed with a Henshell mixer, and the obtained mixture was ground for 45 minutes under the conditions of a frequency of 1200 cpm and an amplitude of 6.0 mm.
- Table 1 shows the chemical composition, chlorine ion elution rate, alkali metal ion elution rate, particle shape, average particle size, specific surface area, vitamin C yellowing test, and exothermic peak temperature of the obtained titanate compound.
- the total amount of K 0.8 Li 0.27 Ti 1.73 O4 obtained was dispersed in a solution prepared by dissolving 297 g of 70% sulfuric acid in 12 liters of water to prepare a 5% mass% aqueous slurry. After stirring with a stirring blade for about 5 hours, the mixture was filtered, washed with water, and dried to obtain titanium acid (H 2 Ti 2 O 5 ).
- the total amount of the obtained titanium acid was dispersed in a solution in which 59 g of 85% potassium hydroxide was dissolved in 4 liters of water to prepare a 10 mass% aqueous slurry. After continuing stirring with a stirring blade for 5 hours, the mixture was filtered, washed with water, and dried at 110 ° C. for 2 hours. Next, this product was calcined in an electric furnace at 500 ° C. for 3 hours to obtain the desired titanate compound.
- Table 1 shows the chemical composition, chlorine ion elution rate, alkali metal ion elution rate, particle shape, average particle size, specific surface area, vitamin C yellowing test, and exothermic peak temperature of the obtained titanate compound.
- phenol resin is a novolak-type phenol resin powder containing hexamethylenetetramine
- zinc oxide is zirconium oxide having an average particle diameter of 5 ⁇ m
- barium sulfate has an average particle diameter of 1.6 ⁇ m.
- Barium sulfate manufactured by Sakai Chemical Industry Co., Ltd., "barium sulfate BMH-100"
- rock wool is rock wool having an average fiber length of 125 ⁇ m.
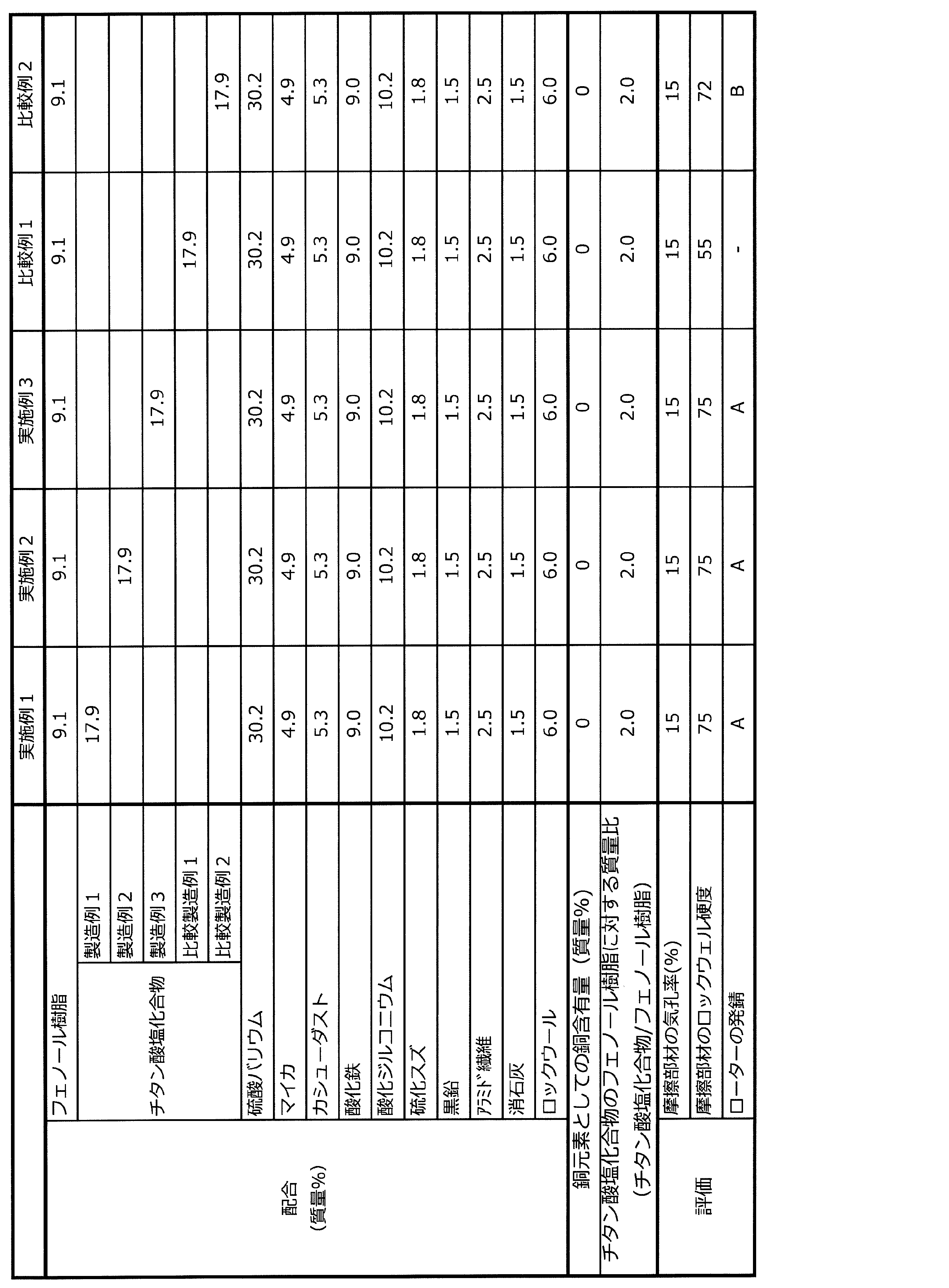
- Table 2 also shows the copper content as a copper element and the mass ratio (titanate compound / phenol resin) of the friction modifier (titanate compound) to the thermosetting resin (phenol resin). ing.
- the Rockwell hardness of the surface of the friction member was measured according to the method of JIS D4421.
- the hardness scale used was the S scale.
- the back plate of the friction member was peeled off, cut into a test piece of 15 mm ⁇ 20 mm ⁇ thickness 9 mm, immersed in 20 ml of deionized water for 1 hour, and then the rotor test pieces cut to 15 mm ⁇ 20 mm in advance were superposed. It was a sample pair. The sample pair was pressurized to 2.0 MPa and allowed to stand for 72 hours in an environment of 25 ° C. and 50% humidity. After the test, as shown in FIG. 1, the area where rust was generated on the surface 1a of the rotor test piece 1 that was in contact with the pad test piece (the portion shown by the diagonal line in FIG. 1) was determined by the following index.
- Rusted area is less than 5%
- the friction members of Examples 1 to 3 using the titanate compound in which the chloride ion elution rate was controlled to a specific range were compared with the friction members of Comparative Examples 1 and 2, and the friction members were different. Since the rockwell hardness is large while the pore ratio is the same, it can be seen that the inhibition of the curing reaction of the thermosetting resin is small. From this, it can be seen that the moldability is excellent because it is possible to have a range of molding conditions such as shortening the molding time of the friction member or lowering the molding temperature. Further, since the inhibition of the curing reaction of the thermosetting resin is small, it can be expected that the wear resistance of the friction member is improved.
- Example 1 For the friction member of Example 1 produced above, the surface of the friction member was polished by 1.0 mm, a brake efficacy test was performed based on JASO C406, and the average friction coefficient, pad wear amount (friction material wear amount) and rotor wear were performed. The amount (amount of mating material wear) was calculated.
- As the rotor a cast iron rotor belonging to the A type in the ASTM standard was used.
- the surface of the friction member was polished by 1.0 mm, and the amount of wear dust was measured using a scale dynamo equipped with a wear dust collector.
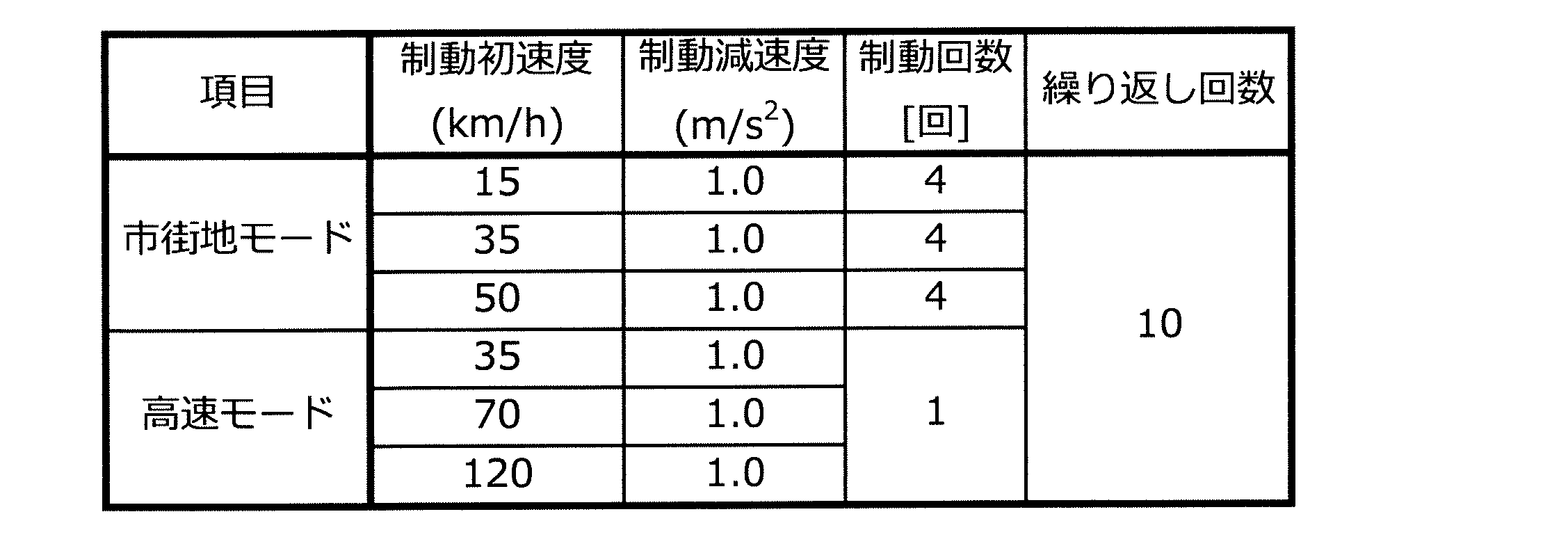
- An MCI sampler installed with a filter that collects PM10-2.5 and PM2.5) manufactured by Tokyo Dyrec Co., Ltd. and a CPC3772 (PN measuring instrument) manufactured by TSI Co., Ltd. were attached to the wear dust collecting device. Wear under the friction conditions shown in Table 3 using a friction member and a rotor (cast iron rotor belonging to type A in the ASTM standard) that have been rubbed in advance under 65 km / h, 3.5 m / s 2 , and 500 braking conditions. The dust measurement test was carried out twice, and the mass of particulate matter (PM10-2.5 and PM2.5) was calculated as the average value of the collected amount of the filter, and the PN (number of particles) was calculated as the average value of the total number concentration.
- the average friction coefficient of the friction member of Example 1 was 0.40, the pad wear amount was 0.40 mm, and the rotor wear amount was 0.13 g.
- the wear dust of the friction member of Example 1 was 383 ⁇ g for PM10-2.5, 189 ⁇ g for PM2.5, and 1,035,772 pieces / cm3 for PN. That is, it was confirmed that the friction member has a high coefficient of friction, is stable, has excellent wear resistance, and has reduced fine wear dust by blending the friction adjusting material (titanate compound) of the present invention. ..
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Environmental & Geological Engineering (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geology (AREA)
- Inorganic Chemistry (AREA)
- Inorganic Compounds Of Heavy Metals (AREA)
- Braking Arrangements (AREA)
Abstract
Description
本発明の摩擦調整材は、トンネル状結晶構造のチタン酸塩化合物により構成されており、チタン酸塩化合物の塩素イオン溶出率が、0.5ppm~400ppmであることを特徴とする。
本発明の摩擦材組成物は、上述の本発明の摩擦調整材と、熱硬化性樹脂とを含有し、摩擦材組成物の合計量100質量%中において銅成分の含有量が銅元素として0.5質量%未満であることを特徴とする。必要に応じて、その他の材料を更に含有することができる。なお、本明細書において「摩擦材組成物」とは、摩擦材に用いる組成物のことをいう。
本発明の摩擦材組成物に用いる摩擦調整材は、上述の本発明の摩擦調整材である。摩擦材組成物における本発明の摩擦調整材の含有量は、摩擦材組成物の合計量100質量%に対して、1質量%~40質量%であることが好ましく、5質量%~35質量%であることがより好ましく、10質量%~30質量%であることが更に好ましい。本発明の摩擦調整材の含有量を上記範囲内とすることで、より一層優れた摩擦特性を得ることができる。また、ローターの発錆がより一層抑制され、摩擦材の成形性もより一層向上させることができる。
熱硬化性樹脂は、チタン酸塩化合物と一体化し、強度を与える結合材として用いられるものである。従って、結合材として用いられる公知の熱硬化性樹脂のなかから任意のものを適宜選択して用いることができる。
本発明の摩擦材組成物には上述の摩擦調整材、熱硬化性樹脂以外に、必要に応じて、その他の材料を配合することができる。その他の材料としては、例えば、以下の繊維基材、本発明の摩擦調整材以外の摩擦調整材等を挙げることができる。
本発明の摩擦材組成物は、(1)レーディゲミキサー(「レーディゲ」は登録商標)、加圧ニーダー、アイリッヒミキサー(「アイリッヒ」は登録商標)等の混合機で各成分を混合する方法;(2)所望する成分の造粒物を調製し、必要により他の成分をレーディゲミキサー、加圧ニーダー、アイリッヒミキサー等の混合機を用いて混合する方法等により製造することができる。
本発明においては、上記摩擦材組成物を、常温(20℃)にて仮成形し、得られた仮成形体を加熱加圧成形(成形圧力10MPa~40MPa、成形温度150℃~200℃)し、必要に応じて、得られた成形体を加熱炉内で熱処理(150℃~220℃、1時間~12時間保持)を施し、しかる後その成形体に機械加工、研磨加工を加えて所定の形状を有する摩擦材を製造することができる。
結晶構造はX線回折測定装置(リガク社製、品番「UltimaIV」)により確認し、組成式はICP-AES分析装置(エスアイアイ・ナノテクノロジース社製、品番「SPS5100」)により確認した。
サンプルの質量(X)gを測定し、次いで該サンプルを超純水に加えて1質量%のスラリーを調製し、25℃で10分撹拌後、ポアサイズ0.2μmのメンブレンフィルターで固形分を除去し、抽出液を得た。得られた抽出液の塩素イオンの質量(Y)gをイオンクロマトグラフ(ダイオネクス社製、品番「ICS-1100」)にて測定した。次いで、上記質量(X)g及び(Y)gの値を用い、式[(Y)/(X)]×106に基づいて、塩素イオン溶出率(ppm)を算出した。
サンプルの質量(X)gを測定し、次いでサンプルを超純水に加えて1質量%のスラリーを調製し、80℃で4時間撹拌後、ポアサイズ0.2μmのメンブレンフィルターで固形分を除去し、抽出液を得た。得られた抽出液のアルカリ金属イオンの質量(Y)gをイオンクロマトグラフ(ダイオネクス社製、品番「ICS-1100」)にて測定した。次いで、上記質量(X)g及び(Y)gの値を用い、式[(Y)/(X)]×100に基づいて、アルカリ金属イオン溶出率(質量%)を算出した。
電界放出型走査電子顕微鏡(日立ハイテクノロージス社製、品番「S-4800」により確認した。
レーザー回折式粒度分布測定装置(島津製作所社製、品番「SALD-2100」)により測定し、得られた粒度分布における体積基準累積50%時の粒子径を平均粒子径とした。
自動比表面積測定装置(micromeritics社製、品番「TriStarII3020」)により測定した。
パルミチン酸オクチル中に、6.25%アスコルビン酸パルミテートの標準溶液を調製した(エマルジョン液)。エマルジョン液1.9mlとチタン酸塩化合物0.4gを完全に混合し、隠蔽率試験紙上に塗膜を作成し、色差計にてb値を測定した(X)。同様にきれいなパルミチン酸オクチル1.9mlとチタン酸塩化合物0.4gを完全に混合し、隠蔽率試験紙上に塗膜を作成し、色差計にてb値を測定した(Y)。上記(X)及び(Y)の値を用い、式(Y)-(X)に基づいて、Δb値を算出した。
サンプルとフェノール樹脂(ヘキサメチレンテトラミン配合ノボラック型フェノール樹脂粉末)を、サンプル75質量%:フェノール樹脂25質量%の割合で混合し、混合物の窒素雰囲気下の発熱ピーク温度を示差走査熱量計(セイコー電子工業社製、品番「DSC6220」)で測定した。
酸化チタン(塩素イオン溶出率:20ppm)542.0g、炭酸カリウム216.8g、炭酸リチウム41.2gを常法により混合し、原料混合物を振動ミルに充填し、振動数1200cpm、振幅6.0mmの条件で30分間摩砕処理した。摩砕混合物に水48mlを加えて混合し、この摩砕混合物の15gを油圧プレス機にて圧力10MPaでペレット形状に成形した。このペレットを電気炉中にて1000℃で4時間焼成した後、徐冷し、得られた焼成物を粉砕し粉末を得た。得られた粉末の組成式はK0.8Li0.27Ti1.73O4であった。
酸化チタン(塩素イオン溶出率:20ppm)542.0g、炭酸カリウム216.8g、炭酸リチウム41.2g、及びフラックスとして塩化カリウム162g(他の原料全量100質量部に対して20質量部)に水48mlを加えて混合し、この摩砕混合物の15gを油圧プレス機にて圧力10MPaでペレット形状に成形した。このペレットを電気炉中にて1000℃で4時間焼成した後、徐冷し、得られた焼成物を粉砕し粉末を得た。得られた粉末の組成式はK0.8Li0.27Ti1.73O4であった。
酸化チタン(塩素イオン溶出率:5ppm)542.0g、炭酸カリウム216.8g、炭酸リチウム41.2gを常法により混合し、原料混合物を振動ミルに充填し、振動数1200cpm、振幅6.0mmの条件で30分間摩砕処理した。摩砕混合物に水48mlを加えて混合し、この摩砕混合物の15gを油圧プレス機にて圧力10MPaでペレット形状に成形した。このペレットを電気炉中にて1000℃で4時間焼成した後、徐冷し、得られた焼成物を粉砕し粉末を得た。得られた粉末の組成式はK0.8Li0.27Ti1.73O4であった。
酸化チタン(塩素イオン溶出率:20ppm)418.94g及び炭酸カリウム377.05gをヘンシェルミキサーで混合し、得られた混合物を振動数1200cpm、振幅6.0mmの条件で45分間摩砕処理した。
酸化チタン(塩素イオン溶出率:20ppm)542.0g、炭酸カリウム216.8g、炭酸リチウム41.2g、及びフラックスとして塩化カリウム324g(他の原料全量100質量部に対して41質量部)に水48mlを加えて混合し、この摩砕混合物の15gを油圧プレス機にて圧力10MPaでペレット形状に成形した。このペレットを電気炉中にて1000℃で4時間焼成した後、徐冷し、得られた焼成物を粉砕し粉末を得た。得られた粉末の組成式はK0.8Li0.27Ti1.73O4であった。

<摩擦部材の製造>
表2に記載の配合比率に従って各材料を配合し、アイリッヒミキサーを用いて3分間混合を行った。得られた混合物を、常温(20℃)にて15MPaの圧力で5秒間加圧し、仮成形体を作製した。150℃に温めた加熱成形用金型のキャビティー部に、上記の仮成形体をはめ込み、その上にバックプレート(材質:鋼)を載せたまま、成形体の気孔率が15%となるように15MPa~40MPaの圧力で300秒間加圧した。加圧開始から計測し60秒~90秒の間に、5回のガス抜き処理を行った。得られた成形体を220℃に熱した恒温乾燥機に入れて2時間保持し、完全硬化を行うことにより、摩擦部材を得た。
上記で作製した摩擦部材の気孔率、ロックウェル硬度およびローターの発錆量は以下のように評価し、結果を表2に記載した。なお、比較例1の摩擦部材は、成形時にクラックが生じたためローターの発錆量の評価を行うことができなかった。
摩擦部材のバックプレートを剥離したものを測定サンプルとし、JIS D4418の方法に従い測定した。
摩擦部材の表面のロックウェル硬度をJIS D4421の方法に従い測定した。硬さのスケールはSスケールを用いた。
摩擦部材のバックプレートを剥離したものを15mm×20mm×厚み9mmの試験片に切削し、脱イオン水20ml中に1時間浸漬させた後、予め15mm×20mmにカットしたローター試験片を重ね合わせ、サンプル対とした。該サンプル対を2.0MPaに加圧し、25℃、湿度50%の環境下で72時間静置した。試験後、図1に示すように、パッド試験片に接触していたローター試験片1の表面1aにおける錆が発生した面積(図1に斜線で示す部分)を下記指標にて判定した。
B:錆が発生した面積が5%以上30%未満
C:錆が発生した面積が30%以上
1a…表面
Claims (13)
- トンネル状結晶構造のチタン酸塩化合物により構成される摩擦調整材であって、
前記チタン酸塩化合物の塩素イオン溶出率が、0.5ppm~400ppmであることを特徴とする、摩擦調整材。 - 前記チタン酸塩化合物が、A2TinO(2n+1)〔式中、AはLiを除くアルカリ金属の1種又は2種以上、nは2~11の数〕、及びA(2+y)Ti(6-x)MxO(13+y/2-(4-z)x/2)〔式中、AはLiを除くアルカリ金属の1種又は2種以上、MはLi、Mg、Zn、Ga、Ni、Cu、Fe、Al、Mnより選ばれる1種又は2種以上、zは元素Mの価数で1~3の整数、0.05≦x≦0.5、0≦y≦(4-z)x〕より選ばれる少なくとも1種である、請求項1に記載の摩擦調整材。
- 前記チタン酸塩化合物が、複数の凸部形状を有する粒子、板状粒子、柱状粒子、又は球状粒子である、請求項1又は請求項2に記載の摩擦調整材。
- 前記チタン酸塩化合物のアルカリ金属イオン溶出率が、0.01質量%~15質量%である、請求項1~請求項3のいずれか一項に記載の摩擦調整材。
- 前記チタン酸塩化合物の平均粒子径が、0.1μm~200μmである、請求項1~請求項4のいずれか一項に記載の摩擦調整材。
- 前記チタン酸塩化合物の比表面積が、0.1m2/g~12m2/gである、請求項1~請求項5のいずれか一項に記載の摩擦調整材。
- 請求項1~請求項6のいずれか一項に記載の摩擦調整材と、熱硬化性樹脂とを含む摩擦材組成物において、
前記摩擦材組成物の合計量100質量%中における銅成分の含有量が、銅元素として0.5質量%未満である、摩擦材組成物。 - 前記摩擦調整材の含有量が、前記摩擦材組成物の合計量100質量%に対して1質量%~40質量%である、請求項7に記載の摩擦材組成物。
- 前記摩擦調整材の前記熱硬化性樹脂に対する質量比(摩擦調整材/熱硬化性樹脂)が、0.1~8である、請求項7又は請求項8に記載の摩擦材組成物。
- さらに銅及び銅合金とは異なる金属繊維を実質的に含有しない、請求項7~請求項9のいずれか一項に記載の摩擦材組成物。
- 回生協調ブレーキ用摩擦材組成物である、請求項7~請求項10のいずれか一項に記載の摩擦材組成物。
- 請求項7~請求項11のいずれか一項に記載の摩擦材組成物の成形体である、摩擦材。
- 請求項12に記載の摩擦材を備える、摩擦部材。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US18/019,399 US20230204083A1 (en) | 2020-08-04 | 2021-07-07 | Friction adjusting material, friction material composition, friction material, and friction member |
| CN202180059678.5A CN116157361A (zh) | 2020-08-04 | 2021-07-07 | 摩擦调整材料、摩擦材料组合物、摩擦材料和摩擦部件 |
| JP2021574319A JP7016996B1 (ja) | 2020-08-04 | 2021-07-07 | 摩擦調整材、摩擦材組成物、摩擦材、及び摩擦部材 |
| EP21853734.8A EP4194405A4 (en) | 2020-08-04 | 2021-07-07 | FRICTION ADAPTATION MATERIAL, FRICTION MATERIAL COMPOSITION, FRICTION MATERIAL AND FRICTION ELEMENT |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020132367 | 2020-08-04 | ||
| JP2020-132367 | 2020-08-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022030165A1 true WO2022030165A1 (ja) | 2022-02-10 |
Family
ID=80117948
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/025562 Ceased WO2022030165A1 (ja) | 2020-08-04 | 2021-07-07 | 摩擦調整材、摩擦材組成物、摩擦材、及び摩擦部材 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20230204083A1 (ja) |
| EP (1) | EP4194405A4 (ja) |
| JP (1) | JP7016996B1 (ja) |
| CN (1) | CN116157361A (ja) |
| WO (1) | WO2022030165A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024247696A1 (ja) * | 2023-05-26 | 2024-12-05 | 大塚化学株式会社 | チタン酸マグネシウムカリウム、摩擦調整材、摩擦材組成物、摩擦材、及び摩擦部材 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3161005B1 (fr) * | 2024-04-03 | 2026-02-20 | Stellantis Auto Sas | Ensemble de frein à disque et véhicule automobile comportant un tel ensemble |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014122314A (ja) | 2012-12-21 | 2014-07-03 | Akebono Brake Ind Co Ltd | 摩擦材 |
| JP2015059143A (ja) | 2013-09-17 | 2015-03-30 | 曙ブレーキ工業株式会社 | 摩擦材 |
| JP2015147913A (ja) | 2014-02-10 | 2015-08-20 | 日本ブレーキ工業株式会社 | 摩擦材組成物、摩擦材組成物を用いた摩擦材及び摩擦部材 |
| JP2017025286A (ja) | 2015-07-22 | 2017-02-02 | 日清紡ブレーキ株式会社 | 摩擦材 |
| JP2020094115A (ja) * | 2018-12-12 | 2020-06-18 | 大塚化学株式会社 | 摩擦材組成物、摩擦材組成物を用いた摩擦材及び摩擦部材 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003073436A (ja) * | 2001-09-05 | 2003-03-12 | Sumitomo Bakelite Co Ltd | 摩擦材用粒子 |
| JP6211282B2 (ja) * | 2013-03-27 | 2017-10-11 | 大塚化学株式会社 | 樹脂組成物、摩擦材及びそれらの製造方法 |
| JP6243649B2 (ja) * | 2013-07-30 | 2017-12-06 | 昭和電工株式会社 | 酸化チタン粒子及びその製造方法 |
| JP6514039B2 (ja) * | 2015-06-01 | 2019-05-15 | 大塚化学株式会社 | 樹脂組成物、これを用いた摩擦材及び摩擦部材 |
| JP6403243B1 (ja) * | 2017-03-08 | 2018-10-10 | 大塚化学株式会社 | 摩擦材組成物、摩擦材及び摩擦部材 |
| CN110345183A (zh) * | 2018-04-02 | 2019-10-18 | 深圳前海赛恩科三维科技有限公司 | 一种新型改性预制体的炭陶刹车片材料及其制造方法 |
-
2021
- 2021-07-07 EP EP21853734.8A patent/EP4194405A4/en active Pending
- 2021-07-07 JP JP2021574319A patent/JP7016996B1/ja active Active
- 2021-07-07 CN CN202180059678.5A patent/CN116157361A/zh active Pending
- 2021-07-07 WO PCT/JP2021/025562 patent/WO2022030165A1/ja not_active Ceased
- 2021-07-07 US US18/019,399 patent/US20230204083A1/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014122314A (ja) | 2012-12-21 | 2014-07-03 | Akebono Brake Ind Co Ltd | 摩擦材 |
| JP2015059143A (ja) | 2013-09-17 | 2015-03-30 | 曙ブレーキ工業株式会社 | 摩擦材 |
| JP2015147913A (ja) | 2014-02-10 | 2015-08-20 | 日本ブレーキ工業株式会社 | 摩擦材組成物、摩擦材組成物を用いた摩擦材及び摩擦部材 |
| JP2017025286A (ja) | 2015-07-22 | 2017-02-02 | 日清紡ブレーキ株式会社 | 摩擦材 |
| JP2020094115A (ja) * | 2018-12-12 | 2020-06-18 | 大塚化学株式会社 | 摩擦材組成物、摩擦材組成物を用いた摩擦材及び摩擦部材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4194405A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024247696A1 (ja) * | 2023-05-26 | 2024-12-05 | 大塚化学株式会社 | チタン酸マグネシウムカリウム、摩擦調整材、摩擦材組成物、摩擦材、及び摩擦部材 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4194405A4 (en) | 2024-08-28 |
| US20230204083A1 (en) | 2023-06-29 |
| EP4194405A1 (en) | 2023-06-14 |
| CN116157361A (zh) | 2023-05-23 |
| JPWO2022030165A1 (ja) | 2022-02-10 |
| JP7016996B1 (ja) | 2022-02-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6247079B2 (ja) | 摩擦材 | |
| KR102237886B1 (ko) | 마찰재 조성물, 마찰재 및 마찰 부재 | |
| JP2020203966A (ja) | 摩擦材組成物、摩擦材、及び摩擦部材 | |
| JP7016996B1 (ja) | 摩擦調整材、摩擦材組成物、摩擦材、及び摩擦部材 | |
| JP5535509B2 (ja) | 摩擦材 | |
| JP6487055B2 (ja) | 多孔質チタン酸塩化合物粒子及びその製造方法 | |
| WO2016125892A1 (ja) | 摩擦材および摩擦部材 | |
| JP2020094115A (ja) | 摩擦材組成物、摩擦材組成物を用いた摩擦材及び摩擦部材 | |
| JP6753649B2 (ja) | 摩擦材および摩擦部材 | |
| JP7128323B2 (ja) | 摩擦材 | |
| JP7016997B1 (ja) | 摩擦調整材、摩擦材組成物、摩擦材、及び摩擦部材 | |
| JP6514039B2 (ja) | 樹脂組成物、これを用いた摩擦材及び摩擦部材 | |
| JP6753650B2 (ja) | 摩擦材および摩擦部材 | |
| JP2020029490A (ja) | 摩擦材組成物、摩擦材及び摩擦部材 | |
| JP6765987B2 (ja) | チタン酸塩化合物粒子及びその製造方法、摩擦調整材、樹脂組成物、摩擦材、並びに摩擦部材 | |
| WO2024247696A1 (ja) | チタン酸マグネシウムカリウム、摩擦調整材、摩擦材組成物、摩擦材、及び摩擦部材 | |
| JP2024081464A (ja) | 摩擦材組成物、摩擦材、及び摩擦部材 | |
| WO2023112698A1 (ja) | チタン酸リチウムカリウム及びその製造方法、摩擦調整材、摩擦材組成物、摩擦材、並びに摩擦部材 | |
| WO2023013396A1 (ja) | 摩擦材組成物、摩擦材、及び摩擦部材 | |
| US20250043841A1 (en) | Friction modifier, friction material composition, friction material, and friction member | |
| JP2025033786A (ja) | 摩擦材組成物、摩擦材、及び摩擦部材 | |
| JP2025036183A (ja) | 摩擦材組成物、摩擦材、及び摩擦部材 | |
| JP2020019967A (ja) | 摩擦材および摩擦部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2021574319 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21853734 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202317008554 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2021853734 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |