WO2022050052A1 - 塗工装置 - Google Patents
塗工装置 Download PDFInfo
- Publication number
- WO2022050052A1 WO2022050052A1 PCT/JP2021/030258 JP2021030258W WO2022050052A1 WO 2022050052 A1 WO2022050052 A1 WO 2022050052A1 JP 2021030258 W JP2021030258 W JP 2021030258W WO 2022050052 A1 WO2022050052 A1 WO 2022050052A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- manifold
- coating liquid
- coating
- die
- flow path
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0254—Coating heads with slot-shaped outlet
- B05C5/0258—Coating heads with slot-shaped outlet flow controlled, e.g. by a valve
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0254—Coating heads with slot-shaped outlet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1002—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1002—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves
- B05C11/1005—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves responsive to condition of liquid or other fluent material already applied to the surface, e.g. coating thickness, weight or pattern
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1002—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves
- B05C11/1026—Valves
- B05C11/1028—Lift valves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0254—Coating heads with slot-shaped outlet
- B05C5/0262—Coating heads with slot-shaped outlet adjustable in width, i.e. having lips movable relative to each other in order to modify the slot width, e.g. to close it
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0402—Methods of deposition of the material
- H01M4/0404—Methods of deposition of the material by coating on electrode collectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
- H01M4/139—Processes of manufacture
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1002—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves
- B05C11/1034—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves specially designed for conducting intermittent application of small quantities, e.g. drops, of coating material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Definitions
- the present invention relates to a coating device for coating a coating film on a base material, and a coating method.
- Slurry is applied to a base material sent by roll-to-roll from the discharge port of a die to form a coating film, and a battery electrode plate or the like is manufactured.
- the thickness of the coating film formed on the base material directly affects the charge / discharge amount of the battery, so that the film thickness of the coating liquid (slurry) to be applied to the base material is very difficult to control. It will be important. That is, the coating liquid needs to be applied with a uniform thickness along the width direction and the feeding direction of the base material.
- Patent Document 1 provides a discharge port (adjustment unit) to make the thickness of the coating film layer formed on the substrate uniform even if the coating liquid is continuously discharged for a long time. The configuration is described.
- Patent Document 1 Japanese Unexamined Patent Publication No. 2015-97198
- the present invention has been made in view of the above problems, and an object of the present invention is to provide a coating apparatus capable of coating a coating film having good quality and uniform thickness.
- the coating device of the present invention is a coating device that discharges a coating liquid from a slit provided in a die in the width direction to form a coating film on a base material, and forms a coating film on the die.
- a first manifold that is connected to the first flow path, which is a flow path for supplying the coating liquid, and collects the coating liquid flowing in from the first flow path.
- a plurality of second flow paths connected to the first manifold, and a coating liquid connected to the second flow path and the slit and long in the width direction and flowing in from the second flow path. It is characterized by including a second manifold for storing and an adjusting unit provided in the middle of at least one of the second flow paths and adjusting the flow rate of the coating liquid flowing through the second flow path.
- the die can form a uniform coating film on the substrate in the width direction.
- the flow rate distribution in the width direction of the coating liquid flowing into the second manifold can be adjusted accurately so that the coating liquid can be discharged from the slit with high accuracy. Further, since the coating liquid is not discharged and returned to the tank, a coating film having good quality can be formed.
- the first manifold and the adjusting portion are provided outside the die.
- At least the flow path portion of the coating liquid of the first manifold and the adjusting portion is provided inside the die.
- the lengths of the plurality of second flow paths are equal to each other.
- the first manifold is long in one direction, and the connecting portions between the plurality of second flow paths and the first manifold are arranged in the longitudinal direction of the first manifold.
- the coating liquid supply path to the first flow path has an intermittent supply unit for intermittently supplying the coating liquid.
- a coating film having a uniform thickness in the width direction can be intermittently applied to the base material.
- the coating liquid may be a slurry for manufacturing a battery electrode plate.
- the coating device of the present invention that does not return a part of the coating liquid supplied to the die to the tank is preferably used.
- the coating apparatus of the present invention it is possible to coat a coating film having good quality and uniform thickness.
- FIG. 3 is a cross-sectional view taken along the line a in FIG. (A) is a cross-sectional view taken along the line b of FIG. 1, and (b) is a plan view of a shim plate. It is a figure explaining other embodiment of this invention.
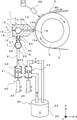
- FIG. 1 is a diagram illustrating a schematic configuration of a coating device according to the present embodiment.
- FIG. 2 is a cross-sectional view taken along the line a of FIG. 3A and 3B are a cross-sectional view taken along the line b of FIG. 1, and
- FIG. 3B is a plan view of the shim plate 15.
- the coating device 1 is a device for coating the coating liquid 3 on the base material 2 sent by roll-to-roll.
- the coating liquid 3 is coated with a uniform thickness (uniform coating amount) along the feeding direction MD of the base material 2.
- the width direction TD of the base material 2 is a direction orthogonal to the feed direction MD of the base material 2, and the Y-axis direction in FIG. 1 corresponds to this.
- the coating device 1 includes a die 10 long along the width direction of the base material 2 and a supply means 20 for supplying the coating liquid 3 to the die 10.
- the longitudinal direction (Y-axis direction in FIG. 1) is referred to as a width direction TD, which is the same as the width direction TD of the base material 2.
- a roller 5 facing the die 10 is installed, and the width direction TD of the die 10 and the direction of the rotation center line of the roller 5 are parallel to each other.
- the base material 2 is guided by the roller 5, and the distance (gap) between the base material 2 and the die 10 (the tip of the slit 12 described later) is kept constant, and the coating liquid 3 is applied in this state. ..
- the coating liquid 3 in the present embodiment is a slurry for manufacturing a battery electrode plate, and an active material, a binder, and a conductive auxiliary agent are dispersed in the solvent.
- the die 10 has a first split body 13 having a tapered first lip 13a and a second split body 14 having a tapered second lip 14a, and a shim plate 15 is sandwiched between them. It consists of a combination of configurations.
- FIG. 2 is a cross-sectional view taken along the line a of FIG.
- FIG. 3A is a cross-sectional view taken along the line b of FIG. 1, and the shim plate 15 is shown in FIG. 3B.
- a second manifold 11 for storing a coating liquid 3 composed of a substantially columnar space long in the width direction TD and a slit 12 connected to the second manifold 11 are formed, and also.
- a discharge port 18, which is an open end of the slit 12, is formed between the first lip 13a and the second lip 14a. That is, the second manifold 11 and the discharge port 18 are connected to each other via the slit 12.
- the slit 12 is formed long in the width direction TD like the second manifold 11, and the width direction dimension of the slit 12 is determined by the inner dimension W (see FIG. 3B) of the shim plate 15 and the slit.
- a coating liquid 3 having substantially the same width direction dimension as the width direction dimension of 12 can be applied onto the base material 2.
- the gap dimension (height dimension) of the slit 12 is, for example, 0.4 to 1.5 mm.
- the die 10 is installed in a posture in which the gap direction of the slit 12 is the vertical direction and the width direction is the horizontal direction. That is, the die 10 is installed in a posture in which the second manifold 11 and the slit 12 are arranged side by side in the horizontal direction. Therefore, the direction in which the coating liquid 3 stored in the second manifold 11 flows to the base material 2 through the slit 12 and the discharge port 18 is the horizontal direction.
- the pressure inside the second manifold 11 (coating pressure) can be adjusted, and by this adjustment, the coating film thickness can be freely changed. Will be.
- the second manifold 11 is provided with a plurality of inlets 27 (inflows 27a to 27d) of the coating liquid 3 over the width direction as shown in FIG. 2, and the coating liquid 3 is passed through the inlets 27. It is filled in the manifold 11 of 2.
- the direction in which the coating liquid 3 flows to the base material 2 through the discharge port 18 is set to the horizontal direction, but the direction is not necessarily limited to this and can be changed as appropriate. For example, it may be in the upward direction or in the downward direction, and can be set in any direction.
- the supply means 20 includes a tank 22 that stores the coating liquid 3, a first flow path 21 that is connected to the tank 22 and serves as a flow path for supplying the coating liquid 3 toward the die 10, and a tank 22. It has a pump 23 for supplying the coating liquid 3 inside to the die 10 through the first flow path 21.
- a manifold member 7 having a first manifold 6 which is a substantially columnar space for storing the coating liquid 3 for a long time in one direction is provided between the supply means 20 and the second manifold 11 in the flow of the coating liquid 3.
- the longitudinal direction of the first manifold 6 is the same as the longitudinal direction of the die 10 and the second manifold 11 (that is, the width direction TD), and the respective manifold sizes (cross-sectional areas) are different.
- the second manifold 11 is smaller than the first manifold 6, but the roles of the second manifold 11 are different, so the size relationship does not generally apply to this.
- the first manifold 6 is a manifold for evenly supplying a plurality of adjusting portions 30 arranged in the width direction of the die 10 from the pump 23, and is preferably as large as possible.
- the second manifold 11 arranged on the downstream side of the adjusting unit 30 has a function for adjusting the film thickness amount in the width direction, the coating liquid supply amount, supply speed, thickness, and adjusting unit An appropriate size is required depending on the adjustment amount. Further, the second manifold 11 does not necessarily communicate with the width direction, and may be divided into a plurality of parts in the width direction.
- An inflow port 25 is provided at a predetermined position (central portion in the present embodiment) of the first manifold 6, and the coating liquid 3 supplied from the supply means 20 via the inflow port 25 is the first manifold. 6 is filled.
- a plurality of outlets 26 (outlets 26a to 26d) of the coating liquid 3 are provided in the longitudinal direction of the first manifold 6.
- the outlets 26a to 26d of the first manifold 6 and the inlets 27a to 27d of the second manifold 11 are connected to each other via a pipe or the like to form a flow path for the coating liquid 3.
- these flow paths are referred to as second flow paths 24, and in the present embodiment, as shown in FIG. 2, four second flow paths are provided between the first manifold 6 and the second manifold 11. (Second flow paths 24a to 24b) are formed.
- the first manifold 6 is arranged in the vicinity of the die 10, and as described above, the longitudinal direction of the first manifold 6 is parallel to the width direction of the die 10.
- the lengths of the pipes forming the second flow paths 24 are relatively short, and the lengths of the second flow paths 24 are equal to each other.
- the length of each pipe connecting the first manifold 6 and the die 10 is 30 mm to 300 mm.
- the pressure losses in the pipes forming the second flow paths 24 are substantially equal to each other.
- an adjusting unit 30 for adjusting the flow rate of the coating liquid 3 flowing through the second flow path 24 is provided outside the die 10 in the middle of at least one second flow path 24.
- adjustment units 30 adjustment units 30a to 30d
- second flow paths 24a to 24b are provided in all the second flow paths 24 (second flow paths 24a to 24b).
- the adjusting portions 30a to 30d adjust the flow rate of the coating liquid 3 to the second manifold 11 in the width direction TD.
- the distribution of the inflow of 3 is adjusted. Thereby, the discharge amount distribution of the coating liquid from the discharge port 18 in the width direction TD is adjusted.
- the adjusting unit 30 is a valve whose opening degree of the valve can be adjusted by electric control, and has a function of adjusting the flow rate of the coating liquid 3 passing through itself.
- the adjusting unit 30 may adjust the pressure of the coating liquid 3 passing through itself.
- the coating device 1 is provided with a sensor 36 that measures the film thickness of the coating liquid 3 coated on the base material 2 (see FIG. 1).
- a plurality of sensors 36 may be provided along the width direction.
- the sensor 36 is a non-contact type, and the film thickness of the coating liquid 3 on the base material 2 can be measured at a plurality of locations along the width direction or over the entire length of the TD in the width direction, and the measurement result is the coating.
- It is output to the control device (computer) 37 included in the device 1.
- the control device 37 performs feedback control based on the measurement result from the sensor 36, and the opening degrees of the adjusting units 30a to 30d are adjusted independently of each other. That is, the control device 37 outputs a control signal to each of the adjusting units 30a to 30d according to the measurement result of the film thickness of the coating liquid 3, and adjusts the opening degree of each of the adjusting units 30a to 30d.
- the intermittent supply unit 40 that intermittently supplies the coating liquid 3 between the tank 22 and the first flow path 21, that is, in the supply path of the coating liquid 3 to the first flow path 21.
- the coating liquid 3 can be intermittently applied to the base material 2.
- the intermittent supply unit 40 has a supply valve 41, and the position of the valve body 42 provided inside the supply valve 41 changes due to the operation of the shaft by the air cylinder 43, so that the flow of the coating liquid 3 flows. Two states, an open state for forming a path and a closed state for blocking the flow path of the coating liquid 3, are switched and controlled.
- the coating liquid 3 is discharged from the discharge port 18 of the die 10 to start coating, and when the supply valve 41 is closed, the coating liquid 3 is applied to the die 10.
- the supply of the coating liquid 3 is interrupted and the coating of the coating liquid 3 on the base material 2 is interrupted. That is, the coating film is intermittently formed on the base material 2 by controlling the operation of the air cylinder 43 to control the position of the valve body 42 and repeating the open state and the closed state of the supply valve 41.
- the intermittent supply unit 40 has a return valve 44 in front of the supply valve 41, and returns while the valve body 42 of the supply valve 41 is in the closed state and the supply of the coating liquid 3 to the die 10 is interrupted.
- the valve body 45 of the valve 44 is opened, the coating liquid 3 is collected in the tank 22.
- the valve body 42 of the supply valve 41 is in the open state and the coating liquid 3 is being supplied to the die 10, the valve body 45 of the return valve 44 is in the closed state.
- the valve body 45 is driven by an air cylinder 46.
- the coating device 1 is provided with an adjusting portion 30 in a second flow path 24 arranged and connected in a plurality of arrangements in the longitudinal direction (width direction of the die 10) of the second manifold 11.
- feedback control based on the measurement result from the sensor 36 is performed for each adjusting unit 30, and the flow rate of the coating liquid 3 flowing into the second manifold 11 from each inflow port 27 is adjusted to adjust the width.
- the coating liquid 3 can be accurately adjusted so that the coating liquid 3 can be accurately discharged from the slit 12 of the die 10.
- the coating liquid 3 since the coating liquid 3 is not discharged and returned to the tank 22, the coating liquid 3 is separated when the coating liquid 3 is a slurry used for manufacturing the battery electrode plate. The liquid 3 does not get mixed in the tank 22, and a high-quality coating film can be formed on the base material 2. Further, unlike the form in which a part of the coating liquid 3 is discharged from the die 10, the total flow rate of the coating liquid 3 supplied from all the second flow paths 24 to the second manifold 11 is not changed. Since the flow rate in the second flow path 24 can be adjusted, the coating liquid 3 having a predetermined flow rate can be stably applied to the base material 2.
- the first manifold 6 is arranged, and once the coating liquid 3 is stored in the first manifold 6, the second flow rate is reached.
- the coating liquid 3 By the inflow of the coating liquid 3 into the passage 24, it is possible to send the coating liquid 3 at a substantially uniform flow rate to each second flow path 24 via each outlet 25, and the opening range of the valve.
- the adjusting unit 30 has no robustness, its performance can be fully utilized. Thereby, in order to form a coating film having a predetermined shape on the base material 2 in the width direction, the coating liquid 3 can be adjusted more accurately so that the coating liquid 3 can be discharged accurately from the slit 12 of the die 10.
- the first manifold 6 is arranged in the vicinity of the die 10 so that the longitudinal direction of the first manifold 6 is the same as the longitudinal direction of the second manifold 11, and the connecting portion between the first manifold 6 and the second flow path 24 Since a certain outlet 26 is arranged in the longitudinal direction of the first manifold 6, it is easy to design so that the lengths of the plurality of second flow paths 24 are equal to each other. Since the lengths of the plurality of second flow paths 24 are equal to each other, the pressure loss in the piping forming the second flow path 24 becomes uniform, and the pressure loss in the width direction of the coating liquid 3 flowing into the second manifold 11 becomes equal. The flow rate distribution can be easily adjusted.
- the supply path of the coating liquid 3 to the first flow path 21 includes an intermittent supply unit 40 for intermittently supplying the coating liquid 3, so that the coating film has a uniform thickness in the width direction. Can be intermittently applied to the base material 2.
- the adjusting unit 30 is not limited to the electric control method, and may be one that manually adjusts the opening degree.
- this manual adjustment unit 30 the operator determines the optimum opening degree of each adjustment unit 30 based on the measurement result of the film thickness of the coating film on the base material 2 by the sensor 36, and the adjustment unit 30 is used.
- the opening degree of 30 may be adjusted manually.
- the first manifold 6 is also configured inside the die 10, and the second flow connecting the first manifold 6 and the second manifold 11 is connected.
- the road 24 is also configured inside the die 10.
- the configuration is more complicated than that of the die 10 shown in FIGS. 1 to 3, but the flow path connected to the die 10 is only the first flow path 21, and the piping structure up to the die 10 is formed. It is possible to prevent complication.
- the adjusting unit 30 is electrically controlled and is arranged inside the die 10.
- the electrical wiring 31 connected to the pipe 30 is drawn out of the die 10 and is electrically connected to a control device 37 (not shown).
- a control device 37 not shown.
- the adjusting portion 30 has a displacement portion 32 that changes the opening area of the second flow path 24 according to the change in the coating liquid flow rate.
- the displacement portion 32 is provided in the middle of the second flow path 11, and may be, for example, a needle valve or a handle of a valve whose opening degree is manually adjusted.
- the coating device of the present invention is not limited to the form described above, and may be another form within the scope of the present invention.
- the lengths of the plurality of second channels do not necessarily have to be uniform, and the longitudinal direction of the first manifold provided outside the die is not necessarily one with the longitudinal direction of the die and the second manifold. You don't have to do it.
- the adjusting portion is provided in the middle of all the second flow paths, but the adjusting portion may not be provided in some of the second flow paths.
- one of the plurality of second flow paths may not be provided with an adjustment.
- supply valve 41 and the return valve 44 forming the intermittent supply unit 40 are not limited to air drive, and may be, for example, motor drive.
- the present invention can be widely applied to a coating device that coats a coating liquid on a base material.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Coating Apparatus (AREA)
- Battery Electrode And Active Subsutance (AREA)
Abstract
Description
2 基材
3 塗液
5 ローラ
6 第1のマニホールド
7 マニホールド部材
10 ダイ
11 第2のマニホールド
12 スリット
18 吐出口
20 供給手段
21 第1の流路
22 タンク
23 ポンプ
24 第2の流路
25 流入口
26 流出口
26a 流出口
26b 流出口
26c 流出口
26d 流出口
27 流入口
27a 流入口
27b 流入口
27c 流入口
27d 流入口
28 流出口
30 調整部
31 電気配線
32 変位部
36 センサ
37 制御装置
40 間欠供給部
41 供給バルブ
42 弁体
43 エアシリンダ
44 リターンバルブ
45 弁体
46 エアシリンダ
Claims (6)
- ダイに設けられた幅方向に長いスリットから塗液を吐出し、基材に塗膜を形成する塗工装置であり、
前記ダイへ向けて塗液を供給する流路である第1の流路と、
前記第1の流路と連結し、前記第1の流路から流入する塗液を溜める第1のマニホールドと、
前記第1のマニホールドと連結した複数の第2の流路と、
前記第2の流路および前記スリットに連結し、前記幅方向に長く、前記第2の流路から流入する塗液を溜める第2のマニホールドと、
少なくとも一つの前記第2の流路の途中に設けられ、前記第2の流路を流れる塗液の流量を調節する調節部と、
を備えることを特徴とする、塗工装置。 - 前記第1のマニホールドおよび前記調節部は、前記ダイの外部に設けられていることを特徴とする、請求項1に記載の塗工装置。
- 前記第1のマニホールドおよび前記調節部の少なくとも塗液の流路部分は、前記ダイの内部に設けられていることを特徴とする、請求項1に記載の塗工装置。
- 複数の前記第2の流路の長さは、互いに等しいことを特徴とする、請求項1から3のいずれかに記載の塗工装置。
- 前記第1のマニホールドは一方向に長く、複数の前記第2の流路と前記第1のマニホールドとの連結部は、前記第1のマニホールドの長手方向に配列されていることを特徴とする、請求項1から4のいずれかに記載の塗工装置。
- 前記第1の流路への塗液の供給経路には、塗液を間欠的に供給する間欠供給部を有していることを特徴とする、請求項1から5のいずれかに記載の塗工装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020237005891A KR20230058382A (ko) | 2020-09-01 | 2021-08-18 | 도공 장치 |
| EP21864110.8A EP4209279B1 (en) | 2020-09-01 | 2021-08-18 | Coating device |
| CN202180052668.9A CN115989087B (zh) | 2020-09-01 | 2021-08-18 | 涂布装置 |
| US18/043,359 US20240024912A1 (en) | 2020-09-01 | 2021-08-18 | Coating device |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020146729A JP7398347B2 (ja) | 2020-09-01 | 2020-09-01 | 塗工装置 |
| JP2020-146729 | 2020-09-01 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022050052A1 true WO2022050052A1 (ja) | 2022-03-10 |
Family
ID=80491113
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/030258 Ceased WO2022050052A1 (ja) | 2020-09-01 | 2021-08-18 | 塗工装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20240024912A1 (ja) |
| EP (1) | EP4209279B1 (ja) |
| JP (1) | JP7398347B2 (ja) |
| KR (1) | KR20230058382A (ja) |
| CN (1) | CN115989087B (ja) |
| WO (1) | WO2022050052A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20230135877A (ko) * | 2022-03-17 | 2023-09-26 | 주식회사 엘지에너지솔루션 | 절연액 공급 장치 |
| JP2023148939A (ja) | 2022-03-30 | 2023-10-13 | 東レエンジニアリング株式会社 | スリットダイ |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002045762A (ja) * | 2000-08-04 | 2002-02-12 | Toshiba Mach Co Ltd | 基材表面に間欠的に塗布剤を塗布する装置 |
| JP2014237106A (ja) * | 2013-06-10 | 2014-12-18 | 東レ株式会社 | 塗布器、及び塗布装置 |
| JP2015097198A (ja) | 2013-10-11 | 2015-05-21 | 東レエンジニアリング株式会社 | 電池用極板の製造装置及びその製造方法 |
| JP2015153527A (ja) * | 2014-02-12 | 2015-08-24 | 東レエンジニアリング株式会社 | 電池用極板の製造装置 |
| JP2016167402A (ja) * | 2015-03-10 | 2016-09-15 | 東レエンジニアリング株式会社 | 電池用極板の製造装置 |
| JP2020032361A (ja) * | 2018-08-30 | 2020-03-05 | 東レエンジニアリング株式会社 | 塗工装置及び塗工方法 |
| JP2020113382A (ja) * | 2019-01-09 | 2020-07-27 | 東レエンジニアリング株式会社 | 電池用極板の製造装置および電池用極板の製造方法 |
| JP2020131145A (ja) * | 2019-02-21 | 2020-08-31 | 東レエンジニアリング株式会社 | 塗工装置及び塗工方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003205262A (ja) * | 2002-01-15 | 2003-07-22 | Tdk Corp | 塗布装置および塗布方法 |
| JP2010167408A (ja) * | 2008-12-26 | 2010-08-05 | Inoue Kinzoku Kogyo Co Ltd | 間欠塗工装置 |
| DE102009048820A1 (de) * | 2009-10-09 | 2011-04-14 | Andritz Küsters Gmbh | Vorhang-Auftragswerk |
| DE102010017965B4 (de) * | 2010-04-23 | 2016-01-21 | KROENERT GmbH & Co KG | Beschichtungsdüse |
| CN207823317U (zh) * | 2017-12-04 | 2018-09-07 | 宁德新能源科技有限公司 | 电池极片涂布模具 |
| JP2019171283A (ja) * | 2018-03-28 | 2019-10-10 | 三菱マテリアル株式会社 | 塗布工具および塗布方法 |
-
2020
- 2020-09-01 JP JP2020146729A patent/JP7398347B2/ja active Active
-
2021
- 2021-08-18 WO PCT/JP2021/030258 patent/WO2022050052A1/ja not_active Ceased
- 2021-08-18 US US18/043,359 patent/US20240024912A1/en active Pending
- 2021-08-18 EP EP21864110.8A patent/EP4209279B1/en active Active
- 2021-08-18 KR KR1020237005891A patent/KR20230058382A/ko active Pending
- 2021-08-18 CN CN202180052668.9A patent/CN115989087B/zh active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002045762A (ja) * | 2000-08-04 | 2002-02-12 | Toshiba Mach Co Ltd | 基材表面に間欠的に塗布剤を塗布する装置 |
| JP2014237106A (ja) * | 2013-06-10 | 2014-12-18 | 東レ株式会社 | 塗布器、及び塗布装置 |
| JP2015097198A (ja) | 2013-10-11 | 2015-05-21 | 東レエンジニアリング株式会社 | 電池用極板の製造装置及びその製造方法 |
| JP2015153527A (ja) * | 2014-02-12 | 2015-08-24 | 東レエンジニアリング株式会社 | 電池用極板の製造装置 |
| JP2016167402A (ja) * | 2015-03-10 | 2016-09-15 | 東レエンジニアリング株式会社 | 電池用極板の製造装置 |
| JP2020032361A (ja) * | 2018-08-30 | 2020-03-05 | 東レエンジニアリング株式会社 | 塗工装置及び塗工方法 |
| JP2020113382A (ja) * | 2019-01-09 | 2020-07-27 | 東レエンジニアリング株式会社 | 電池用極板の製造装置および電池用極板の製造方法 |
| JP2020131145A (ja) * | 2019-02-21 | 2020-08-31 | 東レエンジニアリング株式会社 | 塗工装置及び塗工方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4209279A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4209279A1 (en) | 2023-07-12 |
| US20240024912A1 (en) | 2024-01-25 |
| JP7398347B2 (ja) | 2023-12-14 |
| CN115989087A (zh) | 2023-04-18 |
| EP4209279C0 (en) | 2025-12-24 |
| JP2022041501A (ja) | 2022-03-11 |
| CN115989087B (zh) | 2026-04-07 |
| EP4209279B1 (en) | 2025-12-24 |
| KR20230058382A (ko) | 2023-05-03 |
| EP4209279A4 (en) | 2024-11-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6422711B2 (ja) | 電池用極板の製造装置及びその製造方法 | |
| JP6280383B2 (ja) | 電池用極板の製造装置 | |
| JP7208798B2 (ja) | 電池用極板の製造装置および電池用極板の製造方法 | |
| JP2009273997A (ja) | 塗布装置および塗布方法 | |
| WO2022050052A1 (ja) | 塗工装置 | |
| CN215088501U (zh) | 一种涂布设备 | |
| BRPI1002738A2 (pt) | revestidor de cortina | |
| JP6084480B2 (ja) | 電池用極板の製造装置及びその製造方法 | |
| CN105451894A (zh) | 涂敷装置及涂敷装置的控制方法 | |
| JP6397683B2 (ja) | 電池用極板の製造装置 | |
| JP2016167402A (ja) | 電池用極板の製造装置 | |
| JP2015176822A (ja) | 電池用極板の製造装置 | |
| JP2017079180A (ja) | 電池極板の製造装置及び電池極板の製造方法 | |
| KR20170045217A (ko) | 전지용 극판의 제조 장치 | |
| WO2019031313A1 (ja) | 塗工装置及び塗工方法 | |
| JP2018037206A (ja) | 電池用極板の製造装置及びその保守方法 | |
| JP6624678B2 (ja) | 電池用極板の製造装置 | |
| JP2006334483A (ja) | 塗布装置 | |
| JP2020131145A (ja) | 塗工装置及び塗工方法 | |
| JP2020032361A (ja) | 塗工装置及び塗工方法 | |
| JP7325700B2 (ja) | 流量調整弁、塗工装置及び電池用極板の製造装置 | |
| JP2017079179A (ja) | 電池極板の製造装置及び電池極板の製造方法 | |
| CN220387004U (zh) | 一种流量调节机构、供料装置及涂布机 | |
| JP2023133667A (ja) | 塗布装置 | |
| KR20240109353A (ko) | 유체 흐름의 균일성을 개선한 슬롯다이헤드 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21864110 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18043359 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021864110 Country of ref document: EP Effective date: 20230403 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 2021864110 Country of ref document: EP |