WO2022071142A1 - 絶縁電線及び樹脂組成物 - Google Patents
絶縁電線及び樹脂組成物 Download PDFInfo
- Publication number
- WO2022071142A1 WO2022071142A1 PCT/JP2021/035149 JP2021035149W WO2022071142A1 WO 2022071142 A1 WO2022071142 A1 WO 2022071142A1 JP 2021035149 W JP2021035149 W JP 2021035149W WO 2022071142 A1 WO2022071142 A1 WO 2022071142A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- insulating layer
- resin
- fluorine
- aromatic polyetherketone
- insulated wire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B3/00—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties
- H01B3/18—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances
- H01B3/30—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes
- H01B3/42—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes polyesters; polyethers; polyacetals
- H01B3/427—Polyethers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B3/00—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties
- H01B3/18—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances
- H01B3/30—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes
- H01B3/42—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes polyesters; polyethers; polyacetals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L27/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers
- C08L27/02—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L27/12—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers not modified by chemical after-treatment containing fluorine atoms
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L27/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers
- C08L27/02—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L27/12—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers not modified by chemical after-treatment containing fluorine atoms
- C08L27/18—Homopolymers or copolymers or tetrafluoroethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L71/00—Compositions of polyethers obtained by reactions forming an ether link in the main chain; Compositions of derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L71/00—Compositions of polyethers obtained by reactions forming an ether link in the main chain; Compositions of derivatives of such polymers
- C08L71/08—Polyethers derived from hydroxy compounds or from their metallic derivatives
- C08L71/10—Polyethers derived from hydroxy compounds or from their metallic derivatives from phenols
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D127/00—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Coating compositions based on derivatives of such polymers
- C09D127/02—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Coating compositions based on derivatives of such polymers not modified by chemical after-treatment
- C09D127/12—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Coating compositions based on derivatives of such polymers not modified by chemical after-treatment containing fluorine atoms
- C09D127/18—Homopolymers or copolymers of tetrafluoroethene
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D171/00—Coating compositions based on polyethers obtained by reactions forming an ether link in the main chain; Coating compositions based on derivatives of such polymers
- C09D171/08—Polyethers derived from hydroxy compounds or from their metallic derivatives
- C09D171/10—Polyethers derived from hydroxy compounds or from their metallic derivatives from phenols
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B3/00—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties
- H01B3/18—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances
- H01B3/30—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes
- H01B3/307—Other macromolecular compounds
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B3/00—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties
- H01B3/18—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances
- H01B3/30—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes
- H01B3/44—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes vinyl resins; acrylic resins
- H01B3/443—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes vinyl resins; acrylic resins from vinylhalogenides or other halogenoethylenic compounds
- H01B3/445—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes vinyl resins; acrylic resins from vinylhalogenides or other halogenoethylenic compounds from vinylfluorides or other fluoroethylenic compounds
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/02—Disposition of insulation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/04—Flexible cables, conductors, or cords, e.g. trailing cables
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/20—Applications use in electrical or conductive gadgets
- C08L2203/202—Applications use in electrical or conductive gadgets use in electrical wires or wirecoating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/30—Applications used for thermoforming
Definitions
- the present disclosure relates to insulated wires and resin compositions.
- Electric wires used in automobiles and robots are required to have excellent insulation. Further, in recent years, the movement of high voltage and high current is accelerating, and in order to prevent deterioration of the insulating layer, an electric wire having an insulating layer having a low dielectric constant is required. Further, high heat resistance is required for electric wires mounted on automobiles and the like.
- Patent Document 1 describes an insulated wire having a conductor (A) and an insulating layer (B) formed on the outer periphery of the conductor (A); the insulating layer (B) is an aromatic polyetherketone resin. It is formed from a resin composition containing (I) and a fluororesin (II), and the fluororesin (II) is a tetrafluoroethylene and the following general formula (1) :.
- CF 2 CF-Rf 1 (1)
- Rf 1 represents -CF 3 or -ORf 2.
- Rf 2 represents a perfluoroalkyl group having 1 to 5 carbon atoms.
- the present disclosure provides an insulated wire having a thin insulating layer and having an excellent tensile elongation. Further, the present invention provides a resin composition having excellent processing characteristics and tensile elongation.
- the present disclosure is an insulated wire having a conductor (A) and an insulating layer (B) formed on the outer periphery of the conductor (A), wherein the insulating layer (B) is an aromatic polyetherketone resin (I). ) And the fluorine-containing copolymer (II), and the melt viscosity at 60 sec -1 390 ° C. is 0.40 to 0.75 kPa ⁇ s, and the above aromatic polyetherketone resin (I) is 60 sec. -1 ,
- the insulating wire having a melt viscosity at 390 ° C. of 0.30 kPa ⁇ s or less and the insulating layer (B) having a thickness of 30 to 300 ⁇ m hereinafter, “insulated wire of the present disclosure”). ”).
- the insulating layer (B) has the average dispersed particle diameter r1 of the fluorine-containing copolymer (II) and the fluorine-containing layer after measuring the melt flow rate at 380 ° C. with a load of 5000 g and preheating for 5 minutes according to ASTM D1238.
- the ratio r2 / r1 of the copolymer (II) to the average dispersed particle diameter r2 is preferably 1.60 or less.
- the insulated wire of the present disclosure preferably has a tensile elongation of 100% or more.
- the aromatic polyetherketone resin (I) preferably has a melting point of 300 to 380 ° C.
- the aromatic polyetherketone resin (I) preferably has a glass transition temperature of 130 to 220 ° C.
- the fluorine-containing copolymer (II) preferably has a melting point of 200 to 323 ° C.
- the insulating layer (B) has a mass ratio (I): (II) of the aromatic polyetherketone resin (I) and the fluorine-containing copolymer (II) of 99: 1 to 30:70. Is preferable.
- the aromatic polyetherketone resin (I) is preferably polyetherketoneketone.
- the present disclosure also comprises an aromatic polyetherketone resin (I) and a fluoropolymer (II), and has a melt viscosity of 0.40 to 0.75 kPa ⁇ s at 60 sec -1 , 390 ° C.
- the aromatic polyetherketone resin (I) has a melt viscosity of 0.30 kPa ⁇ s or less at 60 sec -1 , 390 ° C. (hereinafter referred to as “the resin composition of the present disclosure”). Describe).
- the insulated wire of the present disclosure has the above configuration, it has a high tensile elongation and has a thin insulating layer. Further, since the resin composition of the present disclosure has the above-mentioned structure, it is excellent in processing characteristics and tensile elongation.
- An insulated wire having an insulating layer made of an aromatic polyetherketone resin is excellent in strength and heat resistance, but is inferior in flexibility and therefore low in flexibility. In addition, the dielectric constant cannot be satisfied in response to the demands for high voltage and high current.
- an insulated wire having an insulating layer made of fluororesin is excellent in flexibility and low dielectric property, but has a problem of low strength and inferior wear resistance.
- the present inventors have conducted various studies in order to solve the above-mentioned problems.
- the present inventors have found that an insulated wire formed from a resin composition containing an aromatic polyetherketone resin (I) and a fluorine-containing copolymer (II) is excellent in strength, heat resistance and low dielectric property. rice field. Even more surprisingly, when the melt viscosity of the insulating layer and the aromatic polyetherketone resin (I) is within a certain range, the insulated wire having a high tensile elongation due to flexibility and a thin insulating layer We have found that it can be obtained, and have completed the insulated wire of the present disclosure.
- the insulated wire of the present disclosure is an insulated wire having a conductor (A) and an insulating layer (B) formed on the outer periphery of the conductor (A), and the insulating layer (B) is an aromatic polyetherketone.
- the aromatic polyetherketone resin (I) contains the resin (I) and the fluorine-containing copolymer (II), and has a melt viscosity of 0.40 to 0.75 kPa ⁇ s at 60 sec -1 , 390 ° C.
- the melt viscosity at 60 sec -1 at 390 ° C. is 0.30 kPa ⁇ s or less
- the insulating layer (B) has a thickness of 30 to 300 ⁇ m (preferably 30 to 160 ⁇ m).
- the insulating layer (B) and the aromatic polyetherketone resin (I) have the above-mentioned structure, the insulating layer (B) having excellent moldability can be formed, and the insulating layer (B) having a thin insulating wire is further formed. Therefore, the tensile elongation rate can be improved.
- the insulating layer (B) contains an aromatic polyetherketone resin (I) and a fluorine-containing copolymer (II), and has a melt viscosity of 0.40 to 0.75 kPa ⁇ s at 60 sec -1 , 390 ° C. Is. Since the insulating layer (B) can be made thinner and the tensile elongation can be increased, the melt viscosity of the insulating layer (B) is preferably 0.50 kPa ⁇ s or more, preferably 0.55 kPa ⁇ s or more. It is more preferable, and it is further preferable that it is 0.60 kPa ⁇ s or more.
- melt viscosity of the insulating layer (B) is measured according to ASTM D3835-02.
- the aromatic polyetherketone resin (I) has a melt viscosity of 0.30 kPa ⁇ s or less at 60 sec -1 , 390 ° C.
- the preferable upper limit of the melt viscosity is 0.26 kPa ⁇ s, more preferably 0.20 kPa ⁇ s.
- the preferable lower limit of the melt viscosity is not particularly limited, but it is 0.10 kPa ⁇ s, and if it is lower than that, the moldability may be impaired.
- melt viscosity of the aromatic polyetherketone resin (I) is measured according to ASTM D3835-02.
- the moldability can be improved and the thickness of the coating layer can be reduced by combining the melt viscosity of the insulating layer (B) and the melt viscosity of the resin (I) in the above-mentioned specific range. It can be done and the tensile elongation rate is improved.
- the insulating layer (B) measures the melt flow rate at 380 ° C., 5000 g load and 5 minutes preheating according to the average dispersed particle diameter r1 of the fluorine-containing copolymer (II) and ASTM D1238. It is preferable that the ratio r2 / r1 of the fluorine-containing copolymer (II) to the average dispersed particle size r2 is 1.60 or less. Since the insulating layer (B) can be made thinner and the tensile elongation can be further improved, the ratio r2 / r1 is more preferably 1.50 or less, and further preferably 1.47 or less.
- the lower limit of the ratio r2 / r1 is not particularly limited, but may be 0.80, 0.90, 1.00, 1.10, or 1.20. Further, in the uniform state of the present disclosure, r1 and r2 of the fluorine-containing copolymer (II) satisfy the relationship of r2 ⁇ r1.
- it contains a repeating unit represented by any of the following formulas (a1) to (a5).
- Ar represents a divalent aromatic hydrocarbon ring group which may have a substituent
- Examples of the divalent aromatic hydrocarbon ring group represented by Ar include a phenylene group (o-, m-, p-phenylene group, etc.), a naphthylene group, and the like, an arylene group having 6 to 10 carbon atoms.
- Bialylene groups such as biphenylene groups (2,2'-biphenylene group, 3,3'-biphenylene group, 4,4'-biphenylene group, etc.) (each arylene group has 6 to 10 carbon atoms), o-, m-
- a tararylene group such as a p-terphenylene group (each arylene group has 6 to 10 carbon atoms) can be exemplified.
- These aromatic hydrocarbon ring groups include substituents such as halogen atoms, alkyl groups (such as linear or branched alkyl groups having 1 to 4 carbon atoms such as methyl groups), haloalkyl groups and hydroxyl groups.
- An alkoxy group (a linear or branched alkoxy group having 1 to 4 carbon atoms such as a methoxy group), a mercapto group, an alkylthio group, a carboxyl group, a sulfo group, an amino group, an N-substituted amino group, a cyano group, etc. May have.
- the types of Ars may be the same or different from each other.
- Preferred Ars are phenylene groups (eg, p-phenylene groups) and biphenylene groups (eg, 4,4'-biphenylene groups).
- Examples of the resin having the repeating unit (a1) include polyetherketone (for example, "PEEK-HT” manufactured by Victrex).
- Examples of the resin having the repeating unit (a2) include polyetherketone ketone (for example, “PEKK” manufactured by Archema + Oxford Performance Material Co., Ltd.).
- Examples of the resin having the repeating unit (a3) include polyetheretherketone (for example, "VICTREX PEEK” manufactured by Victorex, "Vestakeep (registered trademark)” manufactured by Evonik, "Vestakeep-J” manufactured by Dycel Ebony, and Solvecy specificy.
- Examples thereof include “KetaSpire (registered trademark)” manufactured by Polymers, and "Kadel (registered trademark)” manufactured by Polyether-diphenyl-ether-phenyl-ketone-phenyl (for example, Solvey Speciality Polymers).
- Examples of the resin having the repeating unit (a4) include polyetherketone etherketoneketone (for example, "VICTREX ST” manufactured by Victrex).
- Examples of the resin having the repeating unit (a5) include polyetheretherketone ketone and the like.
- aromatic polyetherketone resins (I) can be used alone or in combination of two or more.
- aromatic polyetherketone resins (I) an aromatic polyetherketone resin having any of the repeating units (a1) to (a4) is preferable.
- the aromatic polyetherketone resin (I) is at least one resin selected from the group consisting of polyetherketone, polyetheretherketone, polyetherketoneketone, and polyetherketoneetherketoneketone. Is preferable. Further, it is more preferable that the resin is at least one selected from the group consisting of polyetherketone, polyetheretherketone and polyetherketoneketone.
- polyetherketone ketone is preferable because it improves thin-walling workability and increases the tensile elongation.
- the aromatic polyetherketone resin (I) preferably has a melting point of 300 ° C. or higher. More preferably, it is 320 ° C. or higher. By having a melting point in the above range, the heat resistance of the obtained molded product can be improved. Further, the melting point is preferably 380 ° C. or lower, and when an aromatic polyetherketone resin having a melting point higher than that is kneaded, the fluorine-containing copolymer is severely deteriorated by heat during kneading, and the physical properties may not be maintained.
- the melting point is a temperature corresponding to the maximum value in the heat of fusion curve when the temperature is raised at a rate of 10 ° C./min using a differential scanning calorimetry (DSC) device.
- the aromatic polyetherketone resin (I) preferably has a melt flow rate (MFR) of 1 to 150 g / 10 minutes measured under the condition of 380 ° C. and a load of 5000 g, preferably 5 to 130 g / 10 minutes. More preferably, it is more preferably 10 to 100 g / 10 minutes.
- MFR melt flow rate
- the MFR of the aromatic polyetherketone resin (I) is measured using a melt indexer in accordance with ASTM D1238.
- the aromatic polyetherketone resin (I) preferably has a glass transition temperature of 130 ° C. or higher. More preferably, it is 135 ° C. or higher, and even more preferably 140 ° C. or higher. When the glass transition temperature is within the above range, an insulated wire having excellent heat resistance can be obtained.
- the upper limit of the glass transition temperature is not particularly limited, but is preferably 220 ° C. or lower, and more preferably 180 ° C. or lower, from the viewpoint of moldability.
- the glass transition temperature is measured according to JIS K7121 using a differential scanning calorimetry (DSC) device under measurement conditions having a heating rate of 20 ° C./min.
- the fluorine-containing copolymer (II) is, for example, a polymer having a polymerization unit based on at least one fluorine-containing ethylenically monomer.
- the fluorine-containing copolymer (II) is preferably a melt-processable fluororesin.
- the fluorine-containing copolymer (II) one type may be used, or two or more types may be used.
- fluorine-containing copolymer (II) examples include tetrafluoroethylene (TFE) / hexafluoropropylene (HFP) copolymer, TFE / HFP / perfluoro (alkyl vinyl ether) (PAVE) copolymer, and TFE /.
- PAVE copolymer [PFA] ethylene (Et) / TFE copolymer, Et / TFE / HFP copolymer, chlorotrifluoroethylene (CTFE) / TFE copolymer, CTFE / TFE / PAVE copolymer, Et.
- the PAVE is preferably one having an alkyl group having 1 to 6 carbon atoms, and examples thereof include perfluoro (methyl vinyl ether), perfluoro (ethyl vinyl ether), perfluoro (propyl vinyl ether), and perfluoro (butyl vinyl ether). ..
- HFP hexafluoropropylene
- PMVE perfluoro (methyl vinyl ether)
- PEVE perfluoro (ethyl vinyl ether)
- PPVE perfluoro (propyl vinyl ether)
- hexafluoropropylene and per More preferably, it is at least one selected from the group consisting of fluoro (propyl vinyl ether).
- the fluoropolymer (II) is at least selected from the group consisting of a copolymer of TFE and HFP, a copolymer of TFE and HFP and PPVE, and a copolymer of TFE and PPVE. It is preferably one kind, and more preferably at least one kind selected from the group consisting of a copolymer of TFE and HFP and a copolymer of TFE, HFP and PPVE.
- the fluorine-containing copolymer (II) has a TFE-based polymerization unit (TFE unit) of 98 to 75% by mass and a par represented by the general formula (1) of 2 to 25% by mass with respect to the total polymerization unit. It is preferably composed of a polymerization unit based on a fluoroethylene unsaturated compound.
- the lower limit of the content of TFE constituting the fluorine-containing copolymer (II) is more preferably 77% by mass, further preferably 80% by mass, particularly preferably 83% by mass, and particularly preferably 85% by mass.
- the upper limit of the content of TFE constituting the fluorine-containing copolymer (II) is more preferably 97% by mass, further preferably 95% by mass, and even more preferably 92% by mass.
- the lower limit of the content of the perfluoroethylene unsaturated compound represented by the general formula (1) constituting the fluorine-containing copolymer (II) is more preferably 3% by mass, further preferably 5% by mass.
- the upper limit of the content of the perfluoroethylenically unsaturated compound represented by the general formula (1) constituting the fluorine-containing copolymer (II) is more preferably 23% by mass, further preferably 20% by mass, and 17% by mass.
- the fluorine-containing copolymer (II) is preferably a copolymer composed of only TFE and a perfluoroethylenic compound represented by the general formula (1).
- the fluorine-containing copolymer (II) preferably has a melt viscosity of 0.2 to 4.0 kPa ⁇ s at 60 sec -1 , 390 ° C.
- the melt viscosity is in the above range, the thin wall workability is improved and the insulating layer (B) having a high tensile elongation can be obtained.
- a more preferable lower limit of the melt viscosity is 0.25 kPa ⁇ s, more preferably 0.3 kPa ⁇ s, particularly preferably 0.35 kPa ⁇ s, and most preferably 0.4 kPa ⁇ s.
- a more preferable upper limit of the melt viscosity is 3.7 kPa ⁇ s, more preferably 3.6 kPa ⁇ s, and particularly preferably 3.5 kPa ⁇ s.
- the melt viscosity of the fluorine-containing copolymer (II) is measured according to ASTM D3835-02.
- the fluorine-containing copolymer (II) preferably has a melt flow rate (MFR) of 0.1 to 100 g / 10 minutes measured under the condition of 380 ° C. and a load of 5000 g, and is preferably 0.5 to 80 g / 10 minutes. Minutes are more preferred, 0.5-70 g / 10 mins are even more preferred, and 10-60 g / 10 mins are particularly preferred.
- MFR melt flow rate
- the MFR of the fluorine-containing copolymer (II) is measured using a melt indexer in accordance with ASTM D1238.
- the melting point of the fluorine-containing copolymer (II) is not particularly limited, but the fluorine-containing copolymer (II) has already melted at the temperature at which the aromatic polyetherketone resin (I) used for molding melts. This is preferable in molding, so the temperature is preferably equal to or lower than the melting point of the aromatic polyetherketone resin (I).
- the melting point of the fluorine-containing copolymer (II) is preferably 200 to 323 ° C, more preferably 220 to 320 ° C, and even more preferably 240 to 315 ° C.
- the melting point of the fluoropolymer (II) is a temperature corresponding to the maximum value in the heat of fusion curve when the temperature is raised at a rate of 10 ° C./min using a differential scanning calorimetry (DSC) device.
- the fluorine-containing copolymer (II) may be treated with fluorine gas by a known method, or may be treated with ammonia.
- a fluorine-containing functional group containing a reactive functional group is contained from the viewpoint of suppressing aggregation and coalescence of the fluorine-containing copolymer phase and facilitating control of the rate of change in the dispersed particle size within a desired range.
- Copolymers can be used.
- the reactive functional group is not particularly limited, and specifically, a vinyl group, an epoxy group, a carboxy group, an acid anhydride group, an ester group, an aldehyde group, a carbonyldioxy group, a haloformyl group, an alkoxycarbonyl group, and the like.
- Amino group, hydroxyl group, styryl group, methacrylic group, acrylic group, ureido group, mercapto group, sulfide group, isocyanate group, hydrolyzable silyl group and the like can be exemplified.
- epoxy group, carboxy group, acid anhydride group and amino At least one selected from the group consisting of a group and a hydroxyl group is preferable, and at least one selected from the group consisting of a carboxy group and an acid anhydride group is more preferable. Two or more kinds of these reactive functional groups may be contained. Further, the reactive functional group may be introduced into either the main chain end or the side chain of the fluorine-containing copolymer.
- the amount of the functional group of the fluorine-containing copolymer containing the above-mentioned reactive functional group is not particularly limited, but is 0.01 mol from the viewpoint of sufficiently advancing the reaction and deteriorating the fluidity.
- the range of% to 15 mol% is preferable.
- the fluorine-containing copolymer (II) forms a dispersed phase with an average dispersed particle size of 5.0 ⁇ m or less.
- the average dispersed particle diameter is preferably 4.0 ⁇ m or less, preferably 3.0 ⁇ m or less, because the insulating layer (B) having higher characteristics can be obtained and the moldability becomes more excellent. It is more preferably 2.5 ⁇ m or less, particularly preferably 2.0 ⁇ m or less, and most preferably 1.5 ⁇ m or less.
- the lower limit of the average dispersed particle size is not particularly limited, but may be 0.01 ⁇ m.
- the average dispersed particle size of the fluorine-containing copolymer (II) is determined according to the following procedure.
- a test piece is obtained by cutting the insulating layer (B) perpendicularly in the longitudinal direction, and the cross section thereof is observed with a confocal laser scanning microscope.
- the obtained microscope image was analyzed by using image analysis software (ImageJ).
- the dispersed phase was selected and the diameter equivalent to the circle was determined.
- the equivalent circle diameters for 20 dispersed phases were calculated and averaged to obtain the average dispersed particle diameter.
- the mass ratio (I): (II) of the aromatic polyetherketone resin (I) and the fluorine-containing copolymer (II) is not particularly limited, but is, for example, 99: 1 to 30. : 70 is preferable. Further, it is more preferably 95: 5 to 35:65, and further preferably 95: 5 to 40:60.
- the insulating layer (B) preferably has a relative permittivity of 2.80 or less. It is more preferably 2.70 or less, still more preferably 2.60 or less. Since the relative permittivity is smaller than the above range, it can be suitably used as a wrapping electric wire coating material and a film for a flexible printed circuit board circuit. Since the insulating layer (B) is required to have high insulating properties, the lower the relative permittivity, the better, but 2.10 or more is preferable. When the composition ratio of the fluorine-containing copolymer is increased to the extent that the relative permittivity is less than 2.10, the mechanical properties are significantly deteriorated, and it may be difficult to obtain the desired mechanical properties.
- the relative permittivity is a value measured by the cavity resonator perturbation method.
- the insulating layer (B) may contain components other than the aromatic polyetherketone resin (I) and the fluorine-containing copolymer (II), if necessary.
- the components other than the aromatic polyether ketone resin (I) and the fluorine-containing copolymer (II) are not particularly limited, but whiskers such as potassium titanate, glass fibers, asbestos fibers, carbon fibers, ceramic fibers, and titanium acids are not particularly limited.
- Fibrous reinforcing materials such as potassium fibers, aramid fibers, and other high-strength fibers; inorganic fillers such as talc, mica, clay, carbon powder, graphite, artificial graphite, natural graphite, and glass beads; colorants; flame retardants, etc.
- inorganic or organic fillers such as silicone oil and molybdenum disulfide; pigments; conductive agents such as carbon black; impact resistance improvers such as rubber; lubricants such as magnesium stearate; benzotriazole compounds UV absorbers such as; foaming agents such as boron nitride; other additives and the like can be used.
- lubricants such as silicone oil and molybdenum disulfide
- pigments such as carbon black
- impact resistance improvers such as rubber
- lubricants such as magnesium stearate
- benzotriazole compounds UV absorbers such as; foaming agents such as boron nitride
- foaming agents such as boron nitride
- other additives and the like can be used.
- additives may be added to the raw material aromatic polyetherketone resin (I) or the raw material fluorine-containing copolymer (II) as long as the effects of the present application are not impaired.
- aromatic polyetherketone resin (I) and the fluorine-containing copolymer (II) are kneaded, they may be added to the melted raw material by a side feed method or the like as long as the effects of the present application are not impaired. ..
- the insulating layer (B) preferably further contains the fibrous filler (III).
- the fibrous filler used for the insulating layer (B) is, for example, glass fiber, carbon fiber, carbon milled fiber, metal fiber, asbestos fiber, rock wool, ceramic fiber, slag fiber, potassium titanate whisker, boron whisker, and the like.
- fibrous inorganic fillers such as aluminum borate whisker, calcium carbonate whisker, titanium oxide whisker, wallastnite, zonotrite, parigolskite (atapaljite), and sepiolite, and heat resistant organic fibers such as aramid fiber, polyimide fiber and polybenzthiazole fiber.
- Examples thereof include a fibrous heat-resistant organic filler as a representative, and a fibrous filler in which a different material such as a metal or a metal oxide is surface-coated on these fillers.
- Examples of the filler surface-coated with different materials include metal-coated glass fiber and metal-coated carbon fiber.
- the method of surface coating of different materials is not particularly limited, and for example, various known plating methods (for example, electrolytic plating, electroless plating, hot-dip plating, etc.), vacuum vapor deposition method, ion plating method, CVD method (for example). For example, thermal CVD, MOCVD, plasma CVD, etc.), PVD method, sputtering method and the like can be mentioned.
- the fibrous filler preferably has a fiber diameter in the range of 0.1 to 20 ⁇ m.
- the upper limit of the fiber diameter is more preferably 18 ⁇ m, further preferably 15 ⁇ m.
- the lower limit of the fiber diameter is more preferably 1 ⁇ m, further preferably 6 ⁇ m.
- the fiber diameter here refers to a number average fiber diameter.
- the number average fiber diameter is determined by scanning electrons the residue collected after dissolving the molded product in a solvent or decomposing the resin with a basic compound, and the ashing residue collected after ashing in a pot. It is a value calculated from an image observed with a microscope.
- the fibrous filler used for the insulating layer (B) is glass fiber
- various glass compositions typified by A glass, C glass, E glass and the like are applied to the glass composition of the glass fiber, and in particular, the glass composition is applied. Not limited.
- Such a glass filler may contain components such as TiO 2 , SO 3 , and P 2 O 5 , if necessary.
- E glass non-alkali glass
- Such glass fibers are preferably surface-treated with a well-known surface treatment agent such as a silane coupling agent, a titanate coupling agent, or an aluminate coupling agent from the viewpoint of improving mechanical strength.
- a well-known surface treatment agent such as a silane coupling agent, a titanate coupling agent, or an aluminate coupling agent from the viewpoint of improving mechanical strength.
- those which have been focused with an olefin resin, a styrene resin, an acrylic resin, a polyester resin, an epoxy resin, a urethane resin or the like are preferable, and those which have been focused with an epoxy resin or a urethane resin are used.
- the amount of the focusing agent adhered to the focused glass fiber is preferably 0.1 to 3% by mass, more preferably 0.2 to 1% by mass in 100% by mass of the glass fiber.
- Flat cross-section glass fiber can also be used as the fibrous filler used for the insulating layer (B).
- the average value of the major axis of the fiber cross section is preferably 10 to 50 ⁇ m, more preferably 15 to 40 ⁇ m, still more preferably 20 to 35 ⁇ m, and the ratio of the major axis to the minor axis (major axis / minor axis). It is a glass fiber having an average value of preferably 1.5 to 8, more preferably 2 to 6, and even more preferably 2.5 to 5.
- the anisotropy is greatly improved as compared with the case where a non-circular cross-section fiber having a major axis ratio of less than 1.5 is used.
- a flat cross-sectional shape in addition to the flat shape, a non-circular cross-sectional shape having an elliptical shape, an eyebrows shape, a trefoil shape, or a similar shape can be mentioned. Of these, a flat shape is preferable from the viewpoint of improving mechanical strength and low anisotropy.
- the ratio (aspect ratio) of the average fiber length to the average fiber diameter of the flat cross-section glass fiber is preferably 2 to 120, more preferably 2.5 to 70, and further preferably 3 to 50. If the ratio of the fiber length to the average fiber diameter is less than 2, the effect of improving the mechanical strength may be small, and if the ratio of the fiber length to the average fiber diameter exceeds 120, the anisotropy becomes large and the insulating layer The appearance of (B) may also deteriorate.
- the average fiber diameter of such a flat cross-sectional glass fiber means a number average fiber diameter when the flat cross-sectional shape is converted into a perfect circle having the same area.
- the average fiber length means the number average fiber length in the insulating layer (B).
- the number average fiber length is calculated by an image analyzer from an image obtained by observing the residue of the filler collected by high-temperature ashing of the insulating layer (B), dissolution with a solvent, decomposition with a chemical, etc. with an optical microscope. Is the value to be. Further, when calculating such a value, the value is based on a method in which the fiber diameter is used as a guide and the length shorter than that is not counted.
- the mass ratio of the fibrous filler (III) is preferably 0 to 50% by mass, more preferably 5 to 40% by mass, still more preferably 10 to 30% by mass, based on the insulating layer (B).
- Additives are advantageously used in the insulating layer (B) in order to improve its design and the like. Hereinafter, these additives will be specifically described.
- the insulating layer (B) can further provide a molded product containing various dyeing pigments and exhibiting various designs.
- the dyes used in the insulating layer (B) include perylene dyes, coumarin dyes, thioindigo dyes, anthracinone dyes, thioxanthone dyes, ferrocyanides such as navy blue, perinone dyes, and quinoline dyes. Examples thereof include quinacridone dyes, dioxazine dyes, isoindolinone dyes, and phthalocyanine dyes.
- the insulating layer (B) can be blended with a metallic pigment to obtain a better metallic color. Aluminum powder is suitable as the metallic pigment. Further, by blending a fluorescent whitening agent or a fluorescent dye that emits light other than that, a better design effect that makes the best use of the emitted color can be imparted.
- the insulating layer (B) can contain a compound having heat ray absorbing ability.
- Such compounds include phthalocyanine-based near-infrared absorbers, metal oxide-based near-infrared absorbers such as ATO, ITO, iridium oxide and ruthenium oxide, imonium oxide, titanium oxide, lanthanum borate, cerium boride and tungsten boride.
- metal compounds having excellent near-infrared absorbing ability such as metal boride-based and tungsten oxide-based near-infrared absorbing agents, and carbon fillers are preferably exemplified.
- a phthalocyanine-based near-infrared absorber for example, MIR-362 manufactured by Mitsui Chemicals, Inc. is commercially available and easily available.
- the carbon filler include carbon black, graphite (including both natural and artificial) and fullerenes, and carbon black and graphite are preferable. These can be used alone or in combination of two or more.
- the content of the phthalocyanine-based near-infrared absorber is preferably 0.0005 to 0.2 parts by mass, more preferably 0.0008 to 0.1 parts by mass, and 0, based on 100 parts by mass of the insulating layer (B). .001 to 0.07 parts by mass is more preferable.
- the content of the metal oxide-based near-infrared ray absorber, the metal boride-based near-infrared ray absorber, and the carbon filler is preferably in the range of 0.1 to 200 ppm (mass ratio) in the insulating layer (B), and is 0.5.
- the range of ⁇ 100 ppm is more preferable.
- a white pigment for high light reflection can be added to the insulating layer (B) to impart a light reflection effect.
- a white pigment a titanium dioxide (particularly titanium dioxide treated with an organic surface treatment agent such as silicone) pigment is particularly preferable.
- the content of the white pigment for high light reflection is preferably 3 to 30 parts by mass, more preferably 8 to 25 parts by mass with respect to 100 parts by mass of the resin composition. Two or more kinds of white pigments for high light reflection can be used in combination.
- UV absorber can be added to the insulating layer (B) to impart weather resistance.
- Specific examples of such an ultraviolet absorber include 2,4-dihydroxybenzophenone, 2-hydroxy-4-methoxybenzophenone, 2-hydroxy-4-octoxybenzophenone, and 2-hydroxy-4-benzine in the benzophenone system.
- the ultraviolet absorber examples include 2- (2-hydroxy-5-methylphenyl) benzotriazole and 2- (2-hydroxy-5-tert-octylphenyl) benzotriazole in the benzotriazole system. , 2- (2-Hydroxy-3,5-dicumylphenyl) phenylbenzotriazole, 2- (2-hydroxy-3-tert-butyl-5-methylphenyl) -5-chlorobenzotriazole, 2,2'- Methylenebis [4- (1,1,3,3-tetramethylbutyl) -6- (2H-benzotriazole-2-yl) phenol], 2- (2-hydroxy-3,5-di-tert-butylphenyl) ) Benzotriazole, 2- (2-hydroxy-3,5-di-tert-butylphenyl) -5-chlorobenzotriazole, 2- (2-hydroxy-3,5-di-tert-amylphenyl) benzotriazo- , 2-(
- the ultraviolet absorber is, for example, 2- (4,6-diphenyl-1,3,5-triazine-2-yl) -5-hexyloxyphenol, 2- (4, 6-Diphenyl-1,3,5-triazine-2-yl) -5-methyloxyphenol, 2- (4,6-diphenyl-1,3,5-triazine-2-yl) -5-ethyloxyphenol , 2- (4,6-diphenyl-1,3,5-triazine-2-yl) -5-propyloxyphenol, and 2- (4,6-diphenyl-1,3,5-triazine-2-yl) )-5-Butyloxyphenol and the like are exemplified.
- the phenyl group of the above-exemplified compound such as 2- (4,6-bis (2,4-dimethylphenyl) -1,3,5-triazine-2-yl) -5-hexyloxyphenol is 2,4-dimethyl.
- a compound that has become a phenyl group is exemplified.
- Specific examples of the ultraviolet absorber include 2,2'-p-phenylenebis (3,1-benzoxazine-4-one) and 2,2'-m-phenylenebis (3,1) in the cyclic iminoester system.
- UV absorber specifically, in the case of cyanoacrylate, for example, 1,3-bis-[(2'-cyano-3', 3'-diphenylacryloyl) oxy] -2,2-bis [(2-2-bis]. Examples thereof include cyano-3,3-diphenylacryloyl) oxy] methyl) propane and 1,3-bis-[(2-cyano-3,3-diphenylacryloyl) oxy] benzene.
- the above-mentioned ultraviolet absorber has a structure of a monomer compound capable of radical polymerization, so that such an ultraviolet-absorbing monomer and / or a photostable monomer and a single amount such as an alkyl (meth) acrylate are used. It may be a polymer-type ultraviolet absorber copolymerized with a body.
- a compound containing a benzotriazole skeleton, a benzophenone skeleton, a triazine skeleton, a cyclic imino ester skeleton, and a cyanoacrylate skeleton in the ester substituent of the (meth) acrylic acid ester is preferably exemplified. The skeleton.
- benzotriazole-based and hydroxyphenyltriazine-based are preferable in terms of ultraviolet absorption ability
- cyclic iminoester-based and cyanoacrylate-based are preferable in terms of heat resistance and hue.
- Specific examples thereof include “Chemisorb 79" manufactured by ChemiPro Kasei Co., Ltd. and "Chinubin 234" manufactured by BASF Japan Ltd.
- the ultraviolet absorber may be used alone or in a mixture of two or more kinds.
- the content of the ultraviolet absorber is preferably 0.01 to 3 parts by mass, more preferably 0.01 to 1 part by mass, and further preferably 0.05 to 1 part with respect to 100 parts by mass of the insulating layer (B). It is by mass, particularly preferably 0.05 to 0.5 parts by mass.
- the insulating layer (B) may be required to have antistatic performance, and in such cases, it is preferable to include an antistatic agent.
- antistatic agents include (1) an aryl sulfonic acid phosphonium salt typified by dodecylbenzene sulfonic acid phosphonium salt, an organic sulfonic acid phosphonium salt such as an alkyl sulfonic acid phosphonium salt, and a tetrafluoroborate phosphonium salt.
- examples include phosphonium borate salt.
- the content of the phosphonium salt is preferably 5 parts by mass or less, preferably 0.05 to 5 parts by mass, and more preferably 1 to 3.5 parts by mass with respect to 100 parts by mass of the insulating layer (B). More preferably, it is in the range of 1.5 to 3 parts by mass.
- the antistatic agent include (2) lithium organic sulfonate, sodium organic sulfonate, potassium organic sulfonate, cesium organic sulfonate, rubidium organic sulfonate, calcium organic sulfonate, magnesium sulfonate, and barium organic sulfonate.
- examples thereof include organic sulfonic acid alkali (earth) metal salts such as.
- such a metal salt is also used as a flame retardant. More specifically, examples of such a metal salt include a metal salt of dodecylbenzene sulfonic acid and a metal salt of perfluoroalkane sulfonic acid.
- the content of the organic sulfonic acid alkali (earth) metal salt is preferably 0.5 parts by mass or less, preferably 0.001 to 0.3 parts by mass, based on 100 parts by mass of the insulating layer (B). More preferably, it is 0.005 to 0.2 parts by mass.
- Alkali metal salts such as potassium, cesium, and rubidium are particularly preferred.
- the antistatic agent examples include (3) an ammonium alkyl sulfonic acid salt and an ammonium organic sulfonic acid salt such as an ammonium aryl sulfonic acid salt.
- the content of the ammonium salt is appropriately 0.05 parts by mass or less with respect to 100 parts by mass of the insulating layer (B).
- the antistatic agent include polymers containing a poly (oxyalkylene) glycol component such as (4) polyether ester amide as a component thereof.
- the content of the polymer is preferably 5 parts by mass or less with respect to 100 parts by mass of the insulating layer (B).
- the insulating layer (B) can be blended with various fillers known as reinforcing fillers other than the fibrous filler.
- various fillers known as reinforcing fillers other than the fibrous filler include various plate-shaped fillers and granular fillers.
- the plate-shaped filler is a filler whose shape is plate-shaped (including those having irregularities on the surface and those having a curved plate).
- the granular filler is a filler having a shape other than these, including an indefinite shape.
- Plate-like fillers include glass flakes, talc, mica, kaolin, metal flakes, carbon flakes, and graphite, as well as plate-like fillers in which different materials such as metals and metal oxides are surface-coated on these fillers.
- the particle size is preferably in the range of 0.1 to 300 ⁇ m.
- a particle size refers to a value based on the median diameter (D50) of the particle size distribution measured by the X-ray transmission method, which is one of the liquid phase precipitation methods, in the region up to about 10 ⁇ m, and laser diffraction in the region of 10 to 50 ⁇ m.
- D50 median diameter
- the value by the median diameter (D50) of the particle size distribution measured by the scattering method and is the value by the vibration type sieving method in the region of 50 to 300 ⁇ m.
- Such a particle size is the particle size in the resin composition.
- the plate-like filler may be surface-treated with various silane-based, titanate-based, aluminate-based, and zirconate-based coupling agents, and may be surface-treated, and may be olefin-based resin, styrene-based resin, acrylic-based resin, or polyester-based resin.
- An epoxy-based resin various resins such as a urethane-based resin, a higher fatty acid ester, or the like, or the granulated product which has been focused or compressed.
- (X) Other Resins and Elastomers
- the insulating layer (B) other resins and elastomers may be used in a small proportion instead of a part of the resin components as long as the effects of the present disclosure are not impaired.
- the blending amount of the other resin or elastomer is preferably 20 parts by mass or less, more preferably 10 parts by mass or less, still more preferably 5 parts by mass or less, and most preferably 3 parts by mass with respect to 100 parts by mass of the insulating layer (B). It is less than a part.
- polyester resins such as polyethylene terephthalate and polybutylene terephthalate, polyamide resins, polyimide resins, polyetherimide resins, polyurethane resins, silicone resins, polyphenylene ether resins, polyphenylene sulfide resins, polysulfone resins, and polymethacrylate resins.
- Phenolic resin epoxy resin and other resins.
- elastomer examples include isobutylene / isoprene rubber, styrene / butadiene rubber, ethylene / propylene rubber, acrylic elastomer, polyester elastomer, polyamide elastomer, and MBS (methyl methacrylate / sterene / butadiene) which is a core-shell type elastomer.
- examples thereof include rubber, MB (methyl methacrylate / butadiene) rubber, MAS (methyl methacrylate / acrylonitrile / styrene) rubber, fluororubber, and fluoroelastomer.
- the total amount of the aromatic polyetherketone resin (I) and the fluorine-containing copolymer (II) is preferably 100% by mass to 50% by mass. If it is less than 50% by mass, the desired tensile elongation may be lost.
- the thickness of the insulating layer (B) is 30 to 300 ⁇ m. From the viewpoint of miniaturization of the device for installing the electric wire, the thickness is preferably thin, more preferably 250 ⁇ m or less, more preferably 150 ⁇ m or less, still more preferably 100 ⁇ m or less. From the viewpoint of ensuring the insulating property, the thickness of the insulating layer (B) is preferably 35 ⁇ m or more, and more preferably 40 ⁇ m or more. If the insulating layer (B) is made too thin, the insulating property may be lost and molding defects such as pinholes may occur.
- the insulated wire of the present disclosure can increase the tensile elongation even when the thickness of the insulating layer (B) is thin.
- the insulating layer (B) is formed on the outer periphery of the conductor (A).
- the conductor (A) and the insulating layer (B) may be in direct contact with each other, or one or more other resin layers may be formed between the conductor (A) and the insulating layer (B). It may be a multi-layered electric wire including. Further, the insulated wire of the present disclosure may be a multilayer wire including one or more other resin layers on the outer periphery of the insulating layer (B).
- the other resin layers are aromatic polyether ketone resin, fluororesin, polyamideimide, polyetherimide, polyethersulfone, polyphenylene sulfide, polyphenylenesulfone, polyarylate, liquid crystal polymer, polyamide, polyacetal, polycarbonate, polyester, polystyrene, etc.
- Polyphenylene ether polyvinyl chloride, polyethylene, polypropylene, polystyrene, ABS (acrylonitrile / butadiene / styrene) resin, AS (acrylonitrile / styrene) resin, acrylic resin, phenol resin, epoxy resin, unsaturated polyester, silicon resin, polyurethane, urea It is preferable that the layer is made of at least one resin selected from the group consisting of a resin, a melamine resin and the like.
- the multilayer electric wire can be easily manufactured by extrusion-molding a resin or a resin composition constituting each layer into a conductor by a conventionally known tandem extrusion method or a molding method using a multilayer die.
- the material for forming the conductor (A) is not particularly limited as long as it is a material having good conductivity, and examples thereof include copper, copper alloy, copper clad aluminum, aluminum, silver, gold, zinc-plated iron, and carbon. Be done.
- the shape of the conductor (A) is not particularly limited, and may be circular or flat.
- the conductor (A) may be copper plated with nickel or silver.
- the insulating layer (B) used for the insulated wire of the present disclosure may include a foamed insulating layer.
- the thickness of the foamed insulating layer is not particularly limited. Further, the foam insulating layer may be composed of one layer or a plurality of two or more layers.
- the insulated wire of the present disclosure preferably has a tensile elongation of 100% or more.
- the tensile elongation is more preferably 150% or more, further preferably 170% or more.
- the higher the tensile elongation, the more preferable, and the upper limit is not limited, but 300% may be used.
- the insulated wires of the present disclosure include, for example, aerospace wires, underground power transmission cables, submarine power cables, high-voltage cables, superconducting cables, wrapping wires, automobile wires, wire harnesses / electrical components, robot / FA wires, and OA equipment.
- Electric wires electric wires for information equipment (optical fiber cable, LAN cable, HDMI (registered trademark) cable, lightning cable, audio cable, etc.), internal wiring for communication base stations, large current internal wiring (inverter, power conditioner, storage battery system, etc.) ), Electronic equipment internal wiring, small electronic equipment / mobile wiring, moving part wiring, electrical equipment internal wiring, measuring equipment internal wiring, power cable (for construction, wind / solar power generation, etc.), control / instrument wiring It can be suitably used for cables and the like. Further, it can be suitably used as a coil winding (magnet wire), and if the insulated wire of the present disclosure is used, damage in winding processing is unlikely to occur.
- magnet wire magnet wire
- the above winding is suitable for motors, rotary electric machines, compressors, transformers, etc., and is required to have high voltage, high current, and high thermal conductivity, and requires high-density winding processing. -Has characteristics that can withstand use in high-power motors. It is also suitable as an electric wire for power distribution, power transmission or communication.
- the insulated wire of the present disclosure includes, for example, a step of preparing a resin composition containing an aromatic polyetherketone resin (I) and a fluorine-containing copolymer (II), and a conductor (a conductor (I)) obtained by molding the resin composition. It can be manufactured by a manufacturing method including a molding step of forming an insulating layer (B) on the outer periphery of A).
- the aromatic polyetherketone resin (I) and the fluorine-containing copolymer (II) are put into a mixer at appropriate ratios, and the above other components are added as desired. Then, a method of producing by melt-kneading at a temperature equal to or higher than the melting point of the aromatic polyetherketone resin (I) and the fluoropolymer (II) can be mentioned.
- the above other components may be added in advance to the aromatic polyetherketone resin (I) and the fluorine-containing copolymer (II) and mixed, or the aromatic polyetherketone resin (I) and the fluorine-containing copolymer (II) may be mixed. It may be added when the copolymer (II) is blended.
- the step of preparing the resin composition is preferably a step of melt-kneading the aromatic polyetherketone resin (I) and the fluorine-containing copolymer (II) while applying a high shearing force. Specifically, it is preferable to melt and knead at a shear rate of 600 seconds -1 (/ sec) or more.
- the shear rate is more preferably 700 seconds -1 (/ sec) or more, further preferably 750 seconds -1 (/ sec) or more, and particularly preferably 800 seconds -1 (/ sec) or more.
- the melt-kneading is preferably carried out while applying a high shearing force to the aromatic polyetherketone resin and the fluorine-containing copolymer.
- the device used for the above-mentioned melt-kneading is not particularly limited, but by adjusting the kneading conditions such as a special screw, high rotation speed, narrow clearance, etc., which can more effectively apply shear, the two shafts conventionally used are used.
- an extruder a single-screw extruder, a multi-screw extruder, a tandem extruder, a roll kneader which is a batch type kneader, a lab plast mill, a Banbury mixer, a pressure kneader, and a compounding mill.
- This makes it possible to disperse the fluorine-containing copolymer in the aromatic polyetherketone resin in the submicron order, and further suppress the behavior of the fluorine-containing copolymer agglomerating during molding.
- the surface of the obtained insulating layer (B) does not peel off, the thin wall workability is improved, and the insulating layer (B) having a high tensile elongation can be provided.
- a device capable of applying a high shearing force it is preferable to use a twin-screw extruder or a high-shearing machine (reflux-type high-shearing machine) having an internal feedback type screw in the kneading portion.
- the internal feedback type screw is a screw in which a feedback hole is formed along the screw center axis from the tip end to the rear end side.
- the molten resin injected into the kneading part is sent to the tip side with the rotation of the internal feedback type screw and flows into the feedback hole from the inflow port of the tip part. Circulation is performed in which the resin flows backward, is discharged from the discharge port, and is sent to the tip side again with the rotation of the internal feedback type screw. By this circulation, the molten resin is highly dispersed and mixed, and the size of the dispersed phase can be reduced.
- Examples of the high shearing machine include the devices described in JP-A-2005-313608, JP-A-2011-046103 and the like.
- twin-screw extruder When a twin-screw extruder is used as the kneader, it is preferable to use a twin-screw extruder having a screw configuration with a large L / D.
- L / D is the effective length (L) / screw diameter (D) of the screw. From the viewpoint of improving kneadability and productivity, melt kneading using a twin-screw extruder is most preferable.
- the melt-kneading time is preferably 1 to 600 seconds, more preferably 5 to 300 seconds. If the melt-kneading time is longer than the above time, the resin may be significantly deteriorated and the desired performance may not be exhibited. Further, if the melt-kneading time is shorter than the above time, the dispersibility deteriorates, and there is a possibility that desired performance cannot be obtained.
- the temperature of the melt-kneading needs to be equal to or higher than the melting point of the aromatic polyetherketone resin and higher than the melting point of the fluorine-containing copolymer (II), preferably 240 to 450 ° C. and 260 to 260. 400 ° C. is more preferable.
- the method for forming the insulating layer (B) is not particularly limited, and various conditions thereof can be as conventionally known. Further, the insulating layer (B) may be formed directly on the conductor (A), or may be formed via another layer, for example, another resin layer.
- the insulating layer (B) is formed by melt-extruding the resin composition onto the surface of the conductor (A) or the surface of the resin layer of the conductor (A) on which another resin layer is formed in advance, or in advance.
- a film is produced by melt-extruding the resin composition, the film is slit to a predetermined size, and then the surface of the conductor (A) or the surface of the resin layer of the conductor (A) on which another resin layer is previously formed.
- it can be formed by a method of winding the film or the like.
- the temperature at which the insulating layer (B) is formed is usually preferably a temperature equal to or higher than the melting point of the aromatic polyetherketone resin (I) used.
- the molding temperature is preferably lower than the lower of the decomposition temperature of the fluoropolymer (II) and the decomposition temperature of the aromatic polyetherketone resin (I).
- the molding temperature may be, for example, 250 to 400 ° C.
- the molding temperature is preferably 320 to 400 ° C.
- the insulated wire of the present disclosure may be heated after forming the insulating layer (B).
- the above heating may be performed at a temperature near the melting point of the fluororesin.
- the resin composition of the present disclosure contains an aromatic polyetherketone resin (I) and a fluorine-containing copolymer (II), and has a melt viscosity of 0.40 to 0.75 kPa ⁇ s at 60 sec -1 , 390 ° C.
- the aromatic polyetherketone resin (I) has a melt viscosity of 0.30 kPa ⁇ s or less at 60 sec -1 , 390 ° C.
- the resin composition of the present disclosure can be suitably used as an insulating layer in an insulated electric wire. All suitable forms of the insulating layer (B) in the insulated wire of the present disclosure, and the aromatic polyetherketone resin (I) and the fluorine-containing copolymer (II) contained in the insulating layer (B) are all disclosed in the present disclosure. It is also applicable to the resin composition of.
- MFR Melt flow rate
- the MFR of the fluorine-containing copolymer is measured using a melt indexer under the conditions of 380 ° C. and a load of 5000 g according to ASTM D1238.
- the MFR of the aromatic polyetherketone resin conforms to ASTM D1238, and is measured using a melt indexer under the conditions of 380 ° C. and a load of 5000 g.
- melt viscosity The melt viscosities of the aromatic polyetherketone resin and the insulating layer were measured at 60sec -1 , 390 ° C. according to ASTM D3835.
- the melting point of the fluorine-containing copolymer was determined as a temperature corresponding to the maximum value in the heat of fusion curve when the temperature was raised at a rate of 10 ° C./min using a differential scanning calorimetry (DSC) device.
- the melting point of the aromatic polyetherketone resin was determined as the temperature corresponding to the maximum value in the heat of fusion curve when the temperature was raised at a rate of 10 ° C./min using a differential scanning calorimetry (DSC) device.
- Tg Glass transition temperature
- DSC differential scanning calorimetry
- test piece (1.5 x 1.5 x 8.0 cm) was cut out from the above-mentioned injection molded product using a water cutter manufactured by OMAX. The cut out test piece was measured for the relative permittivity at 6 GHz by the cavity resonator permittivity method (dielectric constant measuring device manufactured by Kanto Electronics Applied Development Co., Ltd., network analyzer manufactured by Agilent Technologies Co., Ltd.).
- ⁇ Crack resistance test> The electric wire was cut to 15 cm and wound 10 times at a speed not exceeding 1 time / sec on a winding rod having the same diameter as the insulated electric wire. After winding, it was rewound at a speed not exceeding 1 time / sec. After the rewinding operation, it was confirmed whether there was any abnormality such as peeling or cracking of the insulating layer. Five tests were performed for each example, and those with 2 or more abnormalities were marked with x (failed), and those with less than 2 were marked with ⁇ (passed).
- ⁇ Average dispersed particle size> A measurement sample was obtained by cutting the formed insulating layer perpendicular to the longitudinal direction, and its cross section was confirmed by using a confocal laser scanning microscope. The obtained microscope image was analyzed by using image analysis software (Image J). The dispersed phase was selected and the diameter equivalent to the circle was determined. The equivalent circle diameters for 20 dispersed phases were calculated and averaged to obtain the average dispersed particle diameter.
- ⁇ Average dispersed particle size ratio> Using the kneaded product (resin composition) obtained in the examples, the average dispersion of the fluorine-containing copolymer (II) after measuring the melt flow rate at 380 ° C. with a load of 5000 g and preheating for 5 minutes according to ASTM D1238. The particle size r2 was measured, and the ratio r2 / r1 to the average dispersed particle size r1 before the measurement was determined.
- Aromatic polyetherketone resin (1) Polyetherketoneketone (melt viscosity: 0.20 kPa ⁇ s, melting point: 332 ° C, Tg: 162 ° C)
- Aromatic polyetherketone resin (2) Polyetheretherketone (melt viscosity: 0.26 kPa ⁇ s, melting point: 343 ° C, Tg: 149 ° C)
- Fluorine-containing copolymer (1) TFE / HFP / PPVE copolymer. MFR: 29.8 g / 10 minutes. Melting point: 255 ° C.
- Fluorine-containing copolymer (2) TFE / HFP / PPVE copolymer. MFR: 12.3g / 10 minutes. Melting point: 250-260 ° C.
- Fluorine-containing copolymer (3) TFE / HFP copolymer. MFR: 6g / 10 minutes. Melting point: 270 ° C.
- the single-screw extruder was operated at a cylinder temperature of 370 to 395 ° C. and a screw rotation speed of 12 rpm, and the resin composition obtained as described above was supplied from a hopper.
- the discharged molten resin composition forms an insulating layer (B) having a thickness of 40 ⁇ m, 100 ⁇ m, 150 ⁇ m or 300 ⁇ m on the conductor (A) (diameter 0.5 mm, cross section 0.20 mm 2 , single annealed copper wire). , Obtained an insulated wire.
- the line speed at this time was 18 m / min.
- Various evaluations were performed on the obtained insulated wires. The results are shown in Table 1.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Physics & Mathematics (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Insulated Conductors (AREA)
- Organic Insulating Materials (AREA)
Abstract
Description
特許文献1には、導体(A)と、前記導体(A)の外周に形成される絶縁層(B)とを有する絶縁電線であって;絶縁層(B)が、芳香族ポリエーテルケトン樹脂(I)及びフッ素樹脂(II)を含む樹脂組成物から形成され、フッ素樹脂(II)は、テトラフルオロエチレン及び下記一般式(1):
CF2=CF-Rf1 (1)
(式中、Rf1は、-CF3または-ORf2を表す。Rf2は、炭素数1~5のパーフルオロアルキル基を表す。)で表されるパーフルオロエチレン性不飽和化合物の共重合体であり、芳香族ポリエーテルケトン樹脂(I)とフッ素樹脂(II)との溶融粘度比(I)/(II)が0.3~5.0であることを特徴とする絶縁電線が記載されている。
CF2=CF-Rf1 (1)
(式中、Rf1は、-CF3又は-ORf2を表す。Rf2は炭素数1~5のパーフルオロアルキル基を表す。)で表されるパーフルオロエチレン性不飽和化合物の共重合体であることが好ましい。
絶縁層(B)及び芳香族ポリエーテルケトン樹脂(I)が上記構成を有することによって成形性に優れる絶縁層(B)を形成することができ、更に、上記絶縁電線が薄い絶縁層(B)を有することができるため、引張伸び率を向上させることができる。
また、本開示の一様態は、含フッ素共重合体(II)のr1、r2が、r2≧r1の関係を満たす。
上記芳香族ポリエーテルケトン樹脂(I)は、アリーレン基とエーテル基[-O-]とカルボニル基[-C(=O)-]とで構成された繰り返し単位を含んでいる限り特に制限されず、例えば、下記式(a1)~(a5)のいずれかで表される繰り返し単位を含んでいる。
[-Ar-O-Ar-C(=O)-] (a1)
[-Ar-O-Ar-C(=O)-Ar-C(=O)-] (a2)
[-Ar-O-Ar-O-Ar-C(=O)-] (a3)
[-Ar-O-Ar-C(=O)-Ar-O-Ar-C(=O)-Ar-C(=O)-](a4)
[-Ar-O-Ar-O-Ar-C(=O)-Ar-C(=O)-] (a5)
(式中、Arは置換基を有していてもよい2価の芳香族炭化水素環基を表す)
Arで表される2価の芳香族炭化水素環基としては、例えば、フェニレン基(o-、m-、又はp-フェニレン基など)、ナフチレン基などの炭素数が6~10のアリーレン基、ビフェニレン基(2,2’-ビフェニレン基、3,3’-ビフェニレン基、4,4’-ビフェニレン基など)などのビアリーレン基(各アリーレン基の炭素数は6~10)、o-、m-又はp-ターフェニレン基などのターアリーレン基(各アリーレン基の炭素数は6~10)などが例示できる。これらの芳香族炭化水素環基は、置換基、例えば、ハロゲン原子、アルキル基(メチル基などの直鎖上又は分岐鎖状の炭素数1~4のアルキル基など)、ハロアルキル基、ヒドロキシル基、アルコキシ基(メトキシ基などの直鎖状又は分岐鎖状の炭素数1~4のアルコキシ基など)、メルカプト基、アルキルチオ基、カルボキシル基、スルホ基、アミノ基、N-置換アミノ基、シアノ基などを有していてもよい。なお、繰り返し単位(a1)~(a5)において、各Arの種類は、互いに同一であってもよく、異なっていてもよい。好ましいArは、フェニレン基(例えば、p-フェニレン基)、ビフェニレン基(例えば、4,4’-ビフェニレン基)である。
上記ガラス転移温度は、JIS K7121に準拠し、示差走査熱量測定(DSC)装置を用いて、20℃/分の昇温速度からなる測定条件下で測定される。
上記PAVEとしては、炭素数1~6のアルキル基を有するものが好ましく、パーフルオロ(メチルビニルエーテル)、パーフルオロ(エチルビニルエーテル)、パーフルオロ(プロピルビニルエーテル)、パーフルオロ(ブチルビニルエーテル)等が挙げられる。
CF2=CF-Rf1 (1)
(式中、Rf1は、-CF3又は-ORf2を表す。Rf2は、炭素数1~5のパーフルオロアルキル基を表す。)で表されるパーフルオロエチレン性不飽和化合物の共重合体であることがより好ましい。上記Rf1が、-ORf2である場合、上記Rf2は炭素数が1~3のパーフルオロアルキル基であることが好ましい。上記含フッ素共重合体(II)を用いることによって、薄肉加工性が向上し、引張伸び率が高い絶縁層(B)を得ることができる。
上記含フッ素共重合体(II)としては、TFEとHFPとの共重合体、TFEとHFPとPPVEとの共重合体、及び、TFEとPPVEとの共重合体からなる群より選択される少なくとも1種であることが好ましく、TFEとHFPとの共重合体、及び、TFEとHFPとPPVEとの共重合体からなる群より選択される少なくとも1種であることがより好ましい。
また、含フッ素共重合体(II)を構成する一般式(1)で表されるパーフルオロエチレン性不飽和化合物の含有量の下限は、3質量%がより好ましく、5質量%がさらに好ましい。含フッ素共重合体(II)を構成する一般式(1)で表されるパーフルオロエチレン性不飽和化合物の含有量の上限は、23質量%がより好ましく、20質量%がさらに好ましく、17質量%が特に好ましく、15質量%が殊更に好ましい。
含フッ素共重合体(II)は、TFE及び一般式(1)で表されるパーフルオロエチレン性化合物のみからなる共重合体であることが好ましい。
溶融粘度のより好ましい下限は0.25kPa・sであり、更に好ましくは0.3kPa・sであり、特に好ましくは0.35kPa・sであり、最も好ましくは0.4kPa・sである。溶融粘度のより好ましい上限は3.7kPa・sであり、更に好ましくは3.6kPa・sであり、特に好ましくは3.5kPa・sである。
上記含フッ素共重合体(II)の溶融粘度は、ASTM D3835-02に準拠して測定する。
これらの添加剤は、本願の効果を損なわない範囲で、原料の芳香族ポリエーテルケトン樹脂(I)に加えてもよく、原料の含フッ素共重合体(II)に加えてもよい。また、本願の効果を損なわない範囲で、芳香族ポリエーテルケトン樹脂(I)と含フッ素共重合体(II)を混練する際、溶融状態の原料に、サイドフィード方式等により添加してもよい。
上記絶縁層(B)は、更に、繊維状充填剤(III)を含むことが好ましい。上記絶縁層(B)に用いられる繊維状充填材は、例えば、ガラス繊維、カーボン繊維、カーボンミルドファイバー、メタルファイバー、アスベスト繊維、ロックウール、セラミックファイバー、スラグファイバー、チタン酸カリウムウィスカー、ボロンウィスカー、ホウ酸アルミニウムウィスカー、炭酸カルシウムウィスカー、酸化チタンウィスカー、ワラストナイト、ゾノトライト、パリゴルスカイト(アタパルジャイト)、およびセピオライトなどの繊維状無機充填材、アラミド繊維、ポリイミド繊維およびポリベンズチアゾール繊維などの耐熱有機繊維に代表される繊維状耐熱有機充填材、並びにこれらの充填剤に対して例えば金属や金属酸化物などの異種材料を表面被覆した繊維状充填材などが例示される。異種材料を表面被覆した充填材としては、例えば金属コートガラス繊維および金属コート炭素繊維などが例示される。異種材料の表面被覆の方法としては特に限定されるものではなく、例えば公知の各種メッキ法(例えば、電解メッキ、無電解メッキ、溶融メッキなど)、真空蒸着法、イオンプレーティング法、CVD法(例えば熱CVD、MOCVD、プラズマCVDなど)、PVD法、およびスパッタリング法などを挙げることができる。これら繊維状充填材の中でも、ガラス繊維、炭素繊維、カーボンミルドファイバー及びアラミド繊維からなる群より選択される少なくとも1種が好ましく、ガラス繊維及び炭素繊維からなる群より選択される少なくとも1種がより好ましい。
上記繊維状充填材は、その繊維径が0.1~20μmの範囲であることが好ましい。繊維径の上限は18μmがより好ましく、15μmが更に好ましい。一方繊維径の下限は1μmがより好ましく、6μmが更に好ましい。ここでいう繊維径とは数平均繊維径を指す。尚、かかる数平均繊維径は、成形品を溶剤に溶解するかもしくは樹脂を塩基性化合物で分解した後に採取される残渣、およびるつぼで灰化を行った後に採取される灰化残渣を走査電子顕微鏡観察した画像から算出される値である。
上記絶縁層(B)に用いられる繊維状充填材がガラス繊維である場合、ガラス繊維のガラス組成は、Aガラス、Cガラス、およびEガラス等に代表される各種のガラス組成が適用され、特に限定されない。かかるガラス充填材は、必要に応じてTiO2、SO3、およびP2O5等の成分を含有するものであってもよい。これらの中でもEガラス(無アルカリガラス)がより好ましい。かかるガラス繊維は、周知の表面処理剤、例えばシランカップリング剤、チタネートカップリング剤、またはアルミネートカップリング剤等で表面処理が施されたものが機械的強度の向上の点から好ましい。また、オレフィン系樹脂、スチレン系樹脂、アクリル系樹脂、ポリエステル系樹脂、エポキシ系樹脂、およびウレタン系樹脂等で集束処理されたものが好ましく、エポキシ系樹脂、ウレタン系樹脂で集束処理されたものが機械的強度の点から特に好ましい。集束処理されたガラス繊維の集束剤付着量は、ガラス繊維100質量%中好ましくは0.1~3質量%、より好ましくは0.2~1質量%である。上記絶縁層(B)に用いられる繊維状充填材として、扁平断面ガラス繊維を用いることもできる。この扁平断面ガラス繊維としては、繊維断面の長径の平均値が好ましくは10~50μm、より好ましくは15~40μm、さらに好ましくは20~35μmで、長径と短径の比(長径/短径)の平均値が好ましくは1.5~8、より好ましくは2~6、さらに好ましくは2.5~5であるガラス繊維である。長径と短径の比の平均値がこの範囲の扁平断面ガラス繊維を使用した場合、1.5未満の非円形断面繊維を使用した場合に比べ、異方性が大きく改良される。また扁平断面形状としては扁平の他、楕円状、まゆ状、および三つ葉状、あるいはこれに類する形状の非円形断面形状を挙げることができる。なかでも機械的強度、低異方性の改良の点から扁平形状が好ましい。また、扁平断面ガラス繊維の平均繊維長と平均繊維径の比(アスペクト比)は2~120が好ましく、より好ましくは2.5~70、さらに好ましくは3~50である。繊維長と平均繊維径の比が2未満であると機械的強度の向上効果が小さくなる場合があり、繊維長と平均繊維径の比が120を超えると異方性が大きくなる他、絶縁層(B)の外観も悪化する場合がある。かかる扁平断面ガラス繊維の平均繊維径とは、扁平断面形状を同一面積の真円形に換算したときの数平均繊維径をいう。また平均繊維長とは、上記絶縁層(B)中における数平均繊維長をいう。尚、かかる数平均繊維長は、絶縁層(B)の高温灰化、溶剤による溶解、並びに薬品による分解等の処理で採取される充填材の残渣を光学顕微鏡観察した画像から画像解析装置により算出される値である。また、かかる値の算出に際しては繊維径を目安にそれ以下の長さのものはカウントしない方法による値である。
上記繊維状充填剤(III)の質量比は、上記絶縁層(B)に対し、0~50質量%が好ましく、5~40質量%がより好ましく、10~30質量%がさらに好ましい。
上記絶縁層(B)は、その意匠性等の改良のために、添加剤が有利に使用される。以下これら添加剤について具体的に説明する。
上記絶縁層(B)は更に各種の染顔料を含有し多様な意匠性を発現する成形品を提供できる。上記絶縁層(B)で使用する染顔料としては、ペリレン系染料、クマリン系染料、チオインジゴ系染料、アンスラキノン系染料、チオキサントン系染料、紺青等のフェロシアン化物、ペリノン系染料、キノリン系染料、キナクリドン系染料、ジオキサジン系染料、イソインドリノン系染料、およびフタロシアニン系染料などを挙げることができる。更に上記絶縁層(B)はメタリック顔料を配合してより良好なメタリック色彩を得ることもできる。メタリック顔料としては、アルミ粉が好適である。また、蛍光増白剤やそれ以外の発光をする蛍光染料を配合することにより、発光色を生かした更に良好な意匠効果を付与することができる。
上記絶縁層(B)は熱線吸収能を有する化合物を含有することができる。かかる化合物としてはフタロシアニン系近赤外線吸収剤、ATO、ITO、酸化イリジウムおよび酸化ルテニウム、酸化イモニウム、酸化チタンなどの金属酸化物系近赤外線吸収剤、ホウ化ランタン、ホウ化セリウムおよびホウ化タングステンなどの金属ホウ化物系や酸化タングステン系近赤外線吸収剤などの近赤外吸収能に優れた各種の金属化合物、ならびに炭素フィラーが好適に例示される。かかるフタロシアニン系近赤外線吸収剤としてはたとえば三井化学(株)製MIR-362が市販され容易に入手可能である。炭素フィラーとしてはカーボンブラック、グラファイト(天然、および人工のいずれも含む)およびフラーレンなどが例示され、好ましくはカーボンブラックおよびグラファイトである。これらは単体または2種以上を併用して使用することができる。フタロシアニン系近赤外線吸収剤の含有量は、上記絶縁層(B)100質量部に対して、0.0005~0.2質量部が好ましく、0.0008~0.1質量部がより好ましく、0.001~0.07質量部がさらに好ましい。金属酸化物系近赤外線吸収剤、金属ホウ化物系近赤外線吸収剤および炭素フィラーの含有量は、上記絶縁層(B)中、0.1~200ppm(質量割合)の範囲が好ましく、0.5~100ppmの範囲がより好ましい。
上記絶縁層(B)には、光高反射用白色顔料を配合して光反射効果を付与することができる。かかる白色顔料としては二酸化チタン(特にシリコーンなど有機表面処理剤により処理された二酸化チタン)顔料が特に好ましい。かかる光高反射用白色顔料の含有量は、樹脂組成物100質量部に対して、3~30質量部が好ましく、8~25質量部がより好ましい。尚、光高反射用白色顔料は2種以上を併用することができる。
上記絶縁層(B)には紫外線吸収剤を配合して耐候性を付与することができる。かかる紫外線吸収剤としては、具体的にはベンゾフェノン系では、例えば、2,4-ジヒドロキシベンゾフェノン、2-ヒドロキシ-4-メトキシベンゾフェノン、2-ヒドロキシ-4-オクトキシベンゾフェノン、2-ヒドロキシ-4-ベンジロキシベンゾフェノン、2-ヒドロキシ-4-メトキシ-5-スルホキシベンゾフェノン、2,2’-ジヒドロキシ-4-メトキシベンゾフェノン、2,2’,4,4’-テトラヒドロキシベンゾフェノン、2,2’-ジヒドロキシ-4,4’-ジメトキシベンゾフェノン、2,2’-ジヒドロキシ-4,4’-ジメトキシ-5-ソジウムスルホキシベンゾフェノン、ビス(5-ベンゾイル-4-ヒドロキシ-2-メトキシフェニル)メタン、2-ヒドロキシ-4-n-ドデシルオキシベンソフェノン、および2-ヒドロキシ-4-メトキシ-2’-カルボキシベンゾフェノンなどが例示される。紫外線吸収剤としては、具体的に、ベンゾトリアゾール系では、例えば、2-(2-ヒドロキシ-5-メチルフェニル)ベンゾトリアゾ-ル、2-(2-ヒドロキシ-5-tert-オクチルフェニル)ベンゾトリアゾ-ル、2-(2-ヒドロキシ-3,5-ジクミルフェニル)フェニルベンゾトリアゾール、2-(2-ヒドロキシ-3-tert-ブチル-5-メチルフェニル)-5-クロロベンゾトリアゾール、2,2’-メチレンビス[4-(1,1,3,3-テトラメチルブチル)-6-(2H-ベンゾトリアゾール-2-イル)フェノール]、2-(2-ヒドロキシ-3,5-ジ-tert-ブチルフェニル)ベンゾトリアゾ-ル、2-(2-ヒドロキシ-3,5-ジ-tert-ブチルフェニル)-5-クロロベンゾトリアゾール、2-(2-ヒドロキシ-3,5-ジ-tert-アミルフェニル)ベンゾトリアゾ-ル、2-(2-ヒドロキシ-5-tert-オクチルフェニル)ベンゾトリアゾ-ル、2-(2-ヒドロキシ-5-tert-ブチルフェニル)ベンゾトリアゾ-ル、2-(2-ヒドロキシ-4-オクトキシフェニル)ベンゾトリアゾ-ル、2,2’-メチレンビス(4-クミル-6-ベンゾトリアゾールフェニル)、2,2’-p-フェニレンビス(1,3-ベンゾオキサジン-4-オン)、および2-[2-ヒドロキシ-3-(3,4,5,6-テトラヒドロフタルイミドメチル)-5-メチルフェニル]ベンゾトリアゾ-ル、並びに2-(2’-ヒドロキシ-5-メタクリロキシエチルフェニル)-2H-ベンゾトリアゾールと該モノマーと共重合可能なビニル系モノマーとの共重合体や2-(2’―ヒドロキシ-5-アクリロキシエチルフェニル)-2H-ベンゾトリアゾールと該モノマーと共重合可能なビニル系モノマーとの共重合体などの2-ヒドロキシフェニル-2H-ベンゾトリアゾール骨格を有する重合体などが例示される。紫外線吸収剤は、具体的に、ヒドロキシフェニルトリアジン系では、例えば、2-(4,6-ジフェニル-1,3,5-トリアジン-2-イル)-5-ヘキシルオキシフェノール、2-(4,6-ジフェニル-1,3,5-トリアジン-2-イル)-5-メチルオキシフェノール、2-(4,6-ジフェニル-1,3,5-トリアジン-2-イル)-5-エチルオキシフェノール、2-(4,6-ジフェニル-1,3,5-トリアジン-2-イル)-5-プロピルオキシフェノール、および2-(4,6-ジフェニル-1,3,5-トリアジン-2-イル)-5-ブチルオキシフェノールなどが例示される。さらに2-(4,6-ビス(2,4-ジメチルフェニル)-1,3,5-トリアジン-2-イル)-5-ヘキシルオキシフェノールなど、上記例示化合物のフェニル基が2,4-ジメチルフェニル基となった化合物が例示される。紫外線吸収剤は、具体的に環状イミノエステル系では、例えば2,2’-p-フェニレンビス(3,1-ベンゾオキサジン-4-オン)、2,2’-m-フェニレンビス(3,1-ベンゾオキサジン-4-オン)、および2,2’-p,p’-ジフェニレンビス(3,1-ベンゾオキサジン-4-オン)などが例示される。また紫外線吸収剤としては、具体的にシアノアクリレート系では、例えば1,3-ビス-[(2’-シアノ-3’,3’-ジフェニルアクリロイル)オキシ]-2,2-ビス[(2-シアノ-3,3-ジフェニルアクリロイル)オキシ]メチル)プロパン、および1,3-ビス-[(2-シアノ-3,3-ジフェニルアクリロイル)オキシ]ベンゼンなどが例示される。さらに上記紫外線吸収剤は、ラジカル重合が可能な単量体化合物の構造をとることにより、かかる紫外線吸収性単量体および/または光安定性単量体と、アルキル(メタ)アクリレートなどの単量体とを共重合したポリマー型の紫外線吸収剤であってもよい。前記紫外線吸収性単量体としては、(メタ)アクリル酸エステルのエステル置換基中にベンゾトリアゾール骨格、ベンゾフェノン骨格、トリアジン骨格、環状イミノエステル骨格、およびシアノアクリレート骨格を含有する化合物が好適に例示される。前記の中でも紫外線吸収能の点においてはベンゾトリアゾール系およびヒドロキシフェニルトリアジン系が好ましく、耐熱性や色相の点では、環状イミノエステル系およびシアノアクリレート系が好ましい。具体的には例えばケミプロ化成(株)製「ケミソーブ79」、BASFジャパン(株)製「チヌビン234」などが挙げられる。前記紫外線吸収剤は単独であるいは2種以上の混合物で用いてもよい。
紫外線吸収剤の含有量は、上記絶縁層(B)100質量部に対して、好ましくは0.01~3質量部、より好ましくは0.01~1質量部、さらに好ましくは0.05~1質量部、特に好ましくは0.05~0.5質量部である。
上記絶縁層(B)には、帯電防止性能が求められる場合があり、かかる場合帯電防止剤を含むことが好ましい。かかる帯電防止剤としては、例えば(1)ドデシルベンゼンスルホン酸ホスホニウム塩に代表されるアリールスルホン酸ホスホニウム塩、およびアルキルスルホン酸ホスホニウム塩などの有機スルホン酸ホスホニウム塩、並びにテトラフルオロホウ酸ホスホニウム塩の如きホウ酸ホスホニウム塩が挙げられる。該ホスホニウム塩の含有量は、上記絶縁層(B)100質量部に対し、5質量部以下が適切であり、好ましくは0.05~5質量部、より好ましくは1~3.5質量部、更に好ましくは1.5~3質量部の範囲である。帯電防止剤としては例えば、(2)有機スルホン酸リチウム、有機スルホン酸ナトリウム、有機スルホン酸カリウム、有機スルホン酸セシウム、有機スルホン酸ルビジウム、有機スルホン酸カルシウム、有機スルホン酸マグネシウム、および有機スルホン酸バリウムなどの有機スルホン酸アルカリ(土類)金属塩が挙げられる。かかる金属塩は前述のとおり、難燃剤としても使用される。かかる金属塩は、より具体的には例えばドデシルベンゼンスルホン酸の金属塩やパーフルオロアルカンスルホン酸の金属塩などが例示される。有機スルホン酸アルカリ(土類)金属塩の含有量は上記絶縁層(B)100質量部に対して、0.5質量部以下が適切であり、好ましくは0.001~0.3質量部、より好ましくは0.005~0.2質量部である。特にカリウム、セシウム、およびルビジウムなどのアルカリ金属塩が好適である。
帯電防止剤としては、例えば(3)アルキルスルホン酸アンモニウム塩、およびアリールスルホン酸アンモニウム塩などの有機スルホン酸アンモニウム塩が挙げられる。該アンモニウム塩の含有量は上記絶縁層(B)100質量部に対して、0.05質量部以下が適切である。帯電防止剤としては、例えば(4)ポリエーテルエステルアミドの如きポリ(オキシアルキレン)グリコール成分をその構成成分として含有するポリマーが挙げられる。該ポリマーの含有量は上記絶縁層(B)100質量部に対して、5質量部以下が適切である。
上記絶縁層(B)には、繊維状充填剤以外の強化フィラーとして公知の各種充填材を配合することができる。かかる充填材としては、各種の板状充填材および粒状充填材が挙げられる。ここで、板状充填材はその形状が板状(表面に凹凸を有するものや、板が湾曲を有するものを含む)である充填材である。粒状充填材は、不定形状を含むこれら以外の形状の充填材である。
板状充填材としては、ガラスフレーク、タルク、マイカ、カオリン、メタルフレーク、カーボンフレーク、およびグラファイト、並びにこれらの充填剤に対して例えば金属や金属酸化物などの異種材料を表面被覆した板状充填材などが好ましく例示される。その粒径は0.1~300μmの範囲が好ましい。かかる粒径は、10μm程度までの領域では液相沈降法の1つであるX線透過法で測定された粒子径分布のメジアン径(D50)による値をいい、10~50μmの領域ではレーザー回折・散乱法で測定された粒子径分布のメジアン径(D50)による値をいい、50~300μmの領域では振動式篩分け法による値である。かかる粒径は樹脂組成物中での粒径である。板状充填材は、各種のシラン系、チタネート系、アルミネート系、およびジルコネート系などのカップリング剤で表面処理されてもよく、またオレフィン系樹脂、スチレン系樹脂、アクリル系樹脂、ポリエステル系樹脂、エポキシ系樹脂、およびウレタン系樹脂などの各種樹脂や高級脂肪酸エステルなどにより集束処理されるか、または圧縮処理された造粒物であってもよい。
上記絶縁層(B)には、本開示の効果を損なわない範囲で、樹脂成分の一部に代えて、他の樹脂やエラストマーを少割合使用することもできる。他の樹脂やエラストマーの配合量は上記絶縁層(B)100質量部に対して、好ましくは20質量部以下、より好ましくは10質量部以下、更に好ましくは5質量部以下、最も好ましくは3質量部以下である。かかる他の樹脂としては、例えばポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル樹脂、ポリアミド樹脂、ポリイミド樹脂、ポリエーテルイミド樹脂、ポリウレタン樹脂、シリコーン樹脂、ポリフェニレンエーテル樹脂、ポリフェニレンスルフィド樹脂、ポリスルホン樹脂、ポリメタクリレート樹脂、フェノール樹脂、エポキシ樹脂等の樹脂が挙げられる。また、エラストマーとしては、例えばイソブチレン/イソプレンゴム、スチレン/ブタジエンゴム、エチレン/プロピレンゴム、アクリル系エラストマー、ポリエステル系エラストマー、ポリアミド系エラストマー、コアシェル型のエラストマーであるMBS(メタクリル酸メチル/ステレン/ブタジエン)ゴム、MB(メタクリル酸メチル/ブタジエン)ゴム、MAS(メタクリル酸メチル/アクリロニトリル/スチレン)ゴム、フッ素ゴム、含フッ素エラストマー等が挙げられる。
上記絶縁層(B)には、その他の流動改質剤、抗菌剤、流動パラフィンの如き分散剤、光触媒系防汚剤およびフォトクロミック剤などを配合することができる。
上記他の成分は、芳香族ポリエーテルケトン樹脂(I)及び含フッ素共重合体(II)に予め添加して混合しておいてもよいし、芳香族ポリエーテルケトン樹脂(I)及び含フッ素共重合体(II)を配合するときに添加してもよい。
上記せん断速度は、より好ましくは700秒-1(/sec)以上であり、更に好ましくは750秒-1(/sec)以上であり、特に好ましくは800秒-1(/sec)以上である。これにより、芳香族ポリエーテルケトン樹脂(I)中に含フッ素共重合体(II)をサブミクロンオーダーで分散させることが可能になり、更に成形時に含フッ素共重合体(II)が凝集する挙動を抑制することができる。その結果、得られる樹脂組成物が流動性に一層優れるものとなり、また、薄肉加工性が向上し、引張伸び率が高い絶縁層(B)を与えることができるものとなる。
なお、上記せん断速度(γ)は、例えば、下記式を用いて求める値である。
γ=πDr/C
D:スクリュー外径(mm)
r:スクリュー回転数(rps)
C:チップクリアランス(mm)
内部帰還型スクリューは、先端部から後端側に向けてスクリュー中心軸に沿う帰還穴が形成されたスクリューである。混練部に内部帰還型スクリューを有する高せん断加工機においては、混練部に注入された溶融樹脂が内部帰還型スクリューの回転とともに先端側に送られ、先端部の流入口より帰還穴に流入して後方へ流れて吐出口より吐出され、再び内部帰還型スクリューの回転とともに先端側へ送られる循環がなされる。この循環により、溶融樹脂が高度に分散・混合され、分散相のサイズを小さくすることができる。上記高せん断加工機としては、特開2005-313608号公報、特開2011-046103号公報等に記載された装置が例示できる。
混練機として二軸押出機を用いる場合、L/Dの大きいスクリュー構成を有する二軸押出機を用いることが好ましい。二軸押出機のスクリュー構成はL/D=30以上が好ましく、より好ましくはL/D=35以上であり、更に好ましくはL/D=40以上である。なお、L/Dは、スクリューの有効長さ(L)/スクリュー直径(D)である。混練性、生産性向上の観点から、二軸押出機による溶融混練が最も好ましい。
上記溶融混練の温度は、上記芳香族ポリエーテルケトン樹脂の融点以上であり、かつ上記含フッ素共重合体(II)の融点以上であることが必要であり、240~450℃が好ましく、260~400℃がより好ましい。
絶縁層(B)は、上記樹脂組成物を、導体(A)の表面、又はあらかじめ他の樹脂層を形成した導体(A)の当該樹脂層の表面に、溶融押出して形成する方法や、あらかじめ樹脂組成物を溶融押出してフィルムを製造し、当該フィルムを所定の大きさにスリットした後、導体(A)の表面、又はあらかじめ他の樹脂層を形成した導体(A)の当該樹脂層の表面に、当該フィルムを巻きつけていく方法などで形成することができる。
芳香族ポリエーテルケトン樹脂(I)が上記構成を有することによって加工特性及び引張伸び率に優れる層を形成することができる。
(1)含フッ素共重合体のMFRは、ASTM D1238に準拠し、380℃、5000g荷重の条件下で、メルトインデクサーを用いて測定する。
(2)芳香族ポリエーテルケトン樹脂のMFRは、ASTM D1238に準拠し、380℃、5000g荷重の条件下で、メルトインデクサーを用いて測定する。
芳香族ポリエーテルケトン樹脂及び絶縁層の溶融粘度は、60sec-1、390℃において、ASTM D3835に準拠して測定した。
含フッ素共重合体の融点は、示差走査熱量測定(DSC)装置を用いて、10℃/分の速度で昇温したときの融解熱曲線における極大値に対応する温度として求めた。
芳香族ポリエーテルケトン樹脂の融点は、示差走査熱量測定(DSC)装置を用いて、10℃/分の速度で昇温したときの融解熱曲線における極大値に対応する温度として求めた。
示差走査熱量測定(DSC)装置によって測定する。
絶縁層(B)を溶融押出で厚み80μmで形成する際に、Zumbach製のスパークテスターを用いて2kVの電圧を印加し、電線の試作時にスパークテスターエラーの有無を調べた。エラーの発生頻度が10000mあたり3回以上のものを×(不合格)、3回未満のものを○(合格)とした。
実施例、比較例で製造した樹脂組成物を120℃で8時間乾燥した後、小型射出成形機により射出成形することで、JIS K7161-2に準拠した試験片を得た。
上述した射出成型品からオーマックス製のウォーターカッターを用いて試験片(1.5×1.5×8.0cm)を切り出した。切り出した試験片を空洞共振器摂動法((株)関東電子応用開発製誘電率測定装置、アジレントテクノロジー(株)製ネットワークアナライザ)にて、6GHzにおける比誘電率を測定した。
引張伸び率は島津製作所社製 オートグラフAGS-100NXを用いて測定した。電線を10cmにカットし、導体を抜き取り、チューブ状の絶縁層を採取し、試料とした。上記引張試験機を用い、引張速度50mm/sで引張試験を行った。チャック間を27mm、標線間を25mmとし、n=5の試験において破断時の標線間の伸び平均値を求めた。
電線を15cmにカットし、絶縁電線と同じ直径をもつ巻き付け棒に1回/秒を超えない速さで10回巻き付けた。巻き付け後、1回/秒を超えない速さで巻き戻した。巻き戻し操作の後、絶縁層の剥離や割れ等の異常の有無を確認した。実施例1つにつき5本の試験を行い、異常が生じた本数が2本以上のものを×(不合格)、2本未満のものを○(合格)とした。
形成された絶縁層を長手方向に垂直に切削することによって、測定サンプルを得て、その断面を共焦点レーザー顕微鏡を使用することにより、確認した。得られた顕微鏡画像を、画像解析ソフト(Image J)を用いることで解析した。分散相を選択し、円相当径を求めた。分散相20個分の円相当径を算出し、これを平均し平均分散粒子径とした。
実施例で得られた混練物(樹脂組成物)を用いて、ASTM D1238に従って380℃、5000g荷重及び5分予熱にてメルトフローレートを測定した後の含フッ素共重合体(II)の平均分散粒子径r2を測定し、測定前の平均分散粒子径r1との比r2/r1を求めた。
芳香族ポリエーテルケトン樹脂(1):ポリエーテルケトンケトン(溶融粘度:0.20kPa・s、融点:332℃、Tg:162℃)
芳香族ポリエーテルケトン樹脂(2):ポリエーテルエーテルケトン(溶融粘度:0.26kPa・s、融点:343℃、Tg:149℃)
芳香族ポリエーテルケトン樹脂(3):ポリエーテルエーテルケトン(溶融粘度:0.19kPa・s、融点:343℃、Tg:147℃)
芳香族ポリエーテルケトン樹脂(4):ポリエーテルケトンケトン(溶融粘度:0.37kPa・s、融点:356℃、Tg:160℃)
芳香族ポリエーテルケトン樹脂(5):ポリエーテルエーテルケトン(溶融粘度:0.17kPa・s、融点:343℃、Tg:150℃)
芳香族ポリエーテルケトン樹脂(6):ポリエーテルエーテルケトン(溶融粘度:1.14kPa・s、融点:334℃、Tg:143℃)
含フッ素共重合体(2):TFE/HFP/PPVE共重合体。MFR:12.3g/10分。融点:250~260℃。
含フッ素共重合体(3):TFE/HFP共重合体。MFR:6g/10分。融点:270℃。
芳香族ポリエーテルケトン樹脂(1)~(6)のいずれか、及び、含フッ素共重合体(1)~(3)のいずれかを表1に示す割合(質量%)でドライブレンドし、120℃で8時間乾燥させたものを、還流式高せん断加工機(株式会社ニイガタマシンテクノ製)を用いて、以下に示す所定の条件で溶融混練して樹脂組成物を得た。なお、帰還穴の径はφ2.5mmのものを使用した。
スクリューのL/D:1.8
混練温度:370℃
混練時のせん断速度:870秒-1
混練時間:10秒
得られた絶縁電線に対して各種評価を行った。結果を表1に示す。
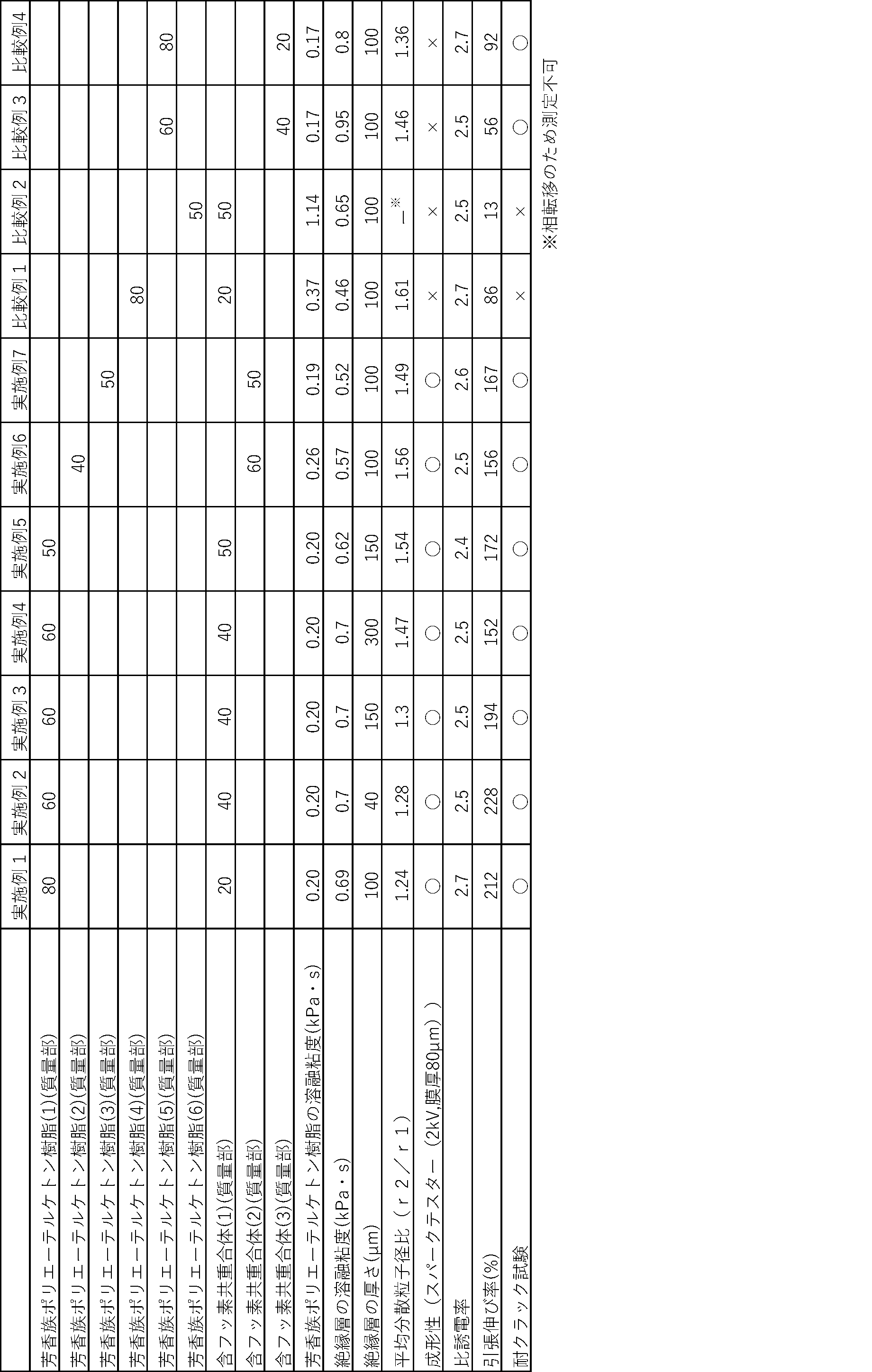
Claims (10)
- 導体(A)と前記導体(A)の外周に形成される絶縁層(B)とを有する絶縁電線であって、
前記絶縁層(B)は、芳香族ポリエーテルケトン樹脂(I)と含フッ素共重合体(II)を含み、かつ、60sec-1、390℃における溶融粘度が0.40~0.75kPa・sであり、
前記芳香族ポリエーテルケトン樹脂(I)は、60sec-1、390℃における溶融粘度が0.30kPa・s以下であり、
前記絶縁層(B)は、厚さが30~300μmである
ことを特徴とする絶縁電線。 - 前記絶縁層(B)は、前記含フッ素共重合体(II)の平均分散粒子径r1と、ASTM D1238に従って380℃、5000g荷重及び5分予熱にてメルトフローレートを測定した後の前記含フッ素共重合体(II)の平均分散粒子径r2との比r2/r1が1.60以下である請求項1記載の絶縁電線。
- 引張伸び率が100%以上である請求項1又は2記載の絶縁電線。
- 前記芳香族ポリエーテルケトン樹脂(I)は、融点が300~380℃である請求項1~3のいずれかに記載の絶縁電線。
- 前記芳香族ポリエーテルケトン樹脂(I)は、ガラス転移温度が130~220℃である請求項1~4のいずれかに記載の絶縁電線。
- 前記含フッ素共重合体(II)は、融点が200~323℃である請求項1~5のいずれかに記載の絶縁電線。
- 前記含フッ素共重合体(II)は、テトラフルオロエチレン及び下記一般式(1):
CF2=CF-Rf1 (1)
(式中、Rf1は、-CF3又は-ORf2を表す。Rf2は炭素数1~5のパーフルオロアルキル基を表す。)で表されるパーフルオロエチレン性不飽和化合物の共重合体である請求項1~6のいずれかに記載の絶縁電線。 - 前記絶縁層(B)は、前記芳香族ポリエーテルケトン樹脂(I)と前記含フッ素共重合体(II)との質量比(I):(II)が99:1~30:70である請求項1~7のいずれかに記載の絶縁電線。
- 前記芳香族ポリエーテルケトン樹脂(I)は、ポリエーテルケトンケトンである請求項1~8のいずれかに記載の絶縁電線。
- 芳香族ポリエーテルケトン樹脂(I)と含フッ素共重合体(II)を含み、かつ、60sec-1、390℃における溶融粘度が0.40~0.75kPa・sであり、
前記芳香族ポリエーテルケトン樹脂(I)は、60sec-1、390℃における溶融粘度が0.30kPa・s以下である
ことを特徴とする樹脂組成物。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020237012114A KR20230066420A (ko) | 2020-09-30 | 2021-09-24 | 절연 전선 및 수지 조성물 |
| CN202180065109.1A CN116234875A (zh) | 2020-09-30 | 2021-09-24 | 绝缘电线和树脂组合物 |
| EP21875444.8A EP4215585A4 (en) | 2020-09-30 | 2021-09-24 | Insulated electrical wire and resin composition |
| US18/191,341 US20230260672A1 (en) | 2020-09-30 | 2023-03-28 | Insulated electrical wire and resin composition |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020165523 | 2020-09-30 | ||
| JP2020-165523 | 2020-09-30 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/191,341 Continuation US20230260672A1 (en) | 2020-09-30 | 2023-03-28 | Insulated electrical wire and resin composition |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022071142A1 true WO2022071142A1 (ja) | 2022-04-07 |
Family
ID=80949107
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/035149 Ceased WO2022071142A1 (ja) | 2020-09-30 | 2021-09-24 | 絶縁電線及び樹脂組成物 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20230260672A1 (ja) |
| EP (1) | EP4215585A4 (ja) |
| JP (1) | JP7071685B2 (ja) |
| KR (1) | KR20230066420A (ja) |
| CN (1) | CN116234875A (ja) |
| TW (1) | TWI819380B (ja) |
| WO (1) | WO2022071142A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12249441B2 (en) * | 2021-02-25 | 2025-03-11 | Junkosha Inc. | Transmission line |
| CN118359859B (zh) * | 2024-04-26 | 2024-11-05 | 北京天成瑞源电缆有限公司 | 一种架空绝缘电力电缆 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005313608A (ja) | 2004-03-31 | 2005-11-10 | National Institute Of Advanced Industrial & Technology | 微量型高剪断成形加工機とそれを用いたナノ分散高分子ブレンド押出し物およびその製造方法 |
| JP2011046103A (ja) | 2009-08-27 | 2011-03-10 | Niigata Machine Techno Co Ltd | 高せん断装置 |
| WO2013088968A1 (ja) | 2011-12-14 | 2013-06-20 | ダイキン工業株式会社 | 絶縁電線 |
| WO2014034493A1 (ja) * | 2012-08-31 | 2014-03-06 | ダイセル・エボニック株式会社 | 難燃性熱可塑性樹脂組成物 |
| JP2016079391A (ja) * | 2014-10-10 | 2016-05-16 | ダイキン工業株式会社 | 樹脂組成物および成形品 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6013719A (en) * | 1998-06-15 | 2000-01-11 | E. I. Du Pont De Nemours And Company | Applications of low melt viscosity polytetrafluorethylene |
| CN104114638B (zh) * | 2012-02-22 | 2016-06-15 | 旭硝子株式会社 | 含氟共聚物组合物、成形品及电线 |
| WO2014024671A1 (ja) * | 2012-08-06 | 2014-02-13 | ダイキン工業株式会社 | 樹脂組成物及び成形品 |
| CN105408422B (zh) * | 2013-07-25 | 2018-03-27 | 大金工业株式会社 | 热塑性树脂组合物和成型品 |
| JP6604104B2 (ja) * | 2015-09-14 | 2019-11-13 | ダイキン工業株式会社 | 絶縁電線及びその製造方法 |
| WO2022030410A1 (ja) * | 2020-08-07 | 2022-02-10 | ダイキン工業株式会社 | フィルム、ラッピング電線被覆材料、可撓性印刷回路基板用フィルム、及び、積層体 |
-
2021
- 2021-09-24 KR KR1020237012114A patent/KR20230066420A/ko active Pending
- 2021-09-24 JP JP2021155269A patent/JP7071685B2/ja active Active
- 2021-09-24 CN CN202180065109.1A patent/CN116234875A/zh active Pending
- 2021-09-24 WO PCT/JP2021/035149 patent/WO2022071142A1/ja not_active Ceased
- 2021-09-24 EP EP21875444.8A patent/EP4215585A4/en active Pending
- 2021-09-28 TW TW110136048A patent/TWI819380B/zh active
-
2023
- 2023-03-28 US US18/191,341 patent/US20230260672A1/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005313608A (ja) | 2004-03-31 | 2005-11-10 | National Institute Of Advanced Industrial & Technology | 微量型高剪断成形加工機とそれを用いたナノ分散高分子ブレンド押出し物およびその製造方法 |
| JP2011046103A (ja) | 2009-08-27 | 2011-03-10 | Niigata Machine Techno Co Ltd | 高せん断装置 |
| WO2013088968A1 (ja) | 2011-12-14 | 2013-06-20 | ダイキン工業株式会社 | 絶縁電線 |
| WO2014034493A1 (ja) * | 2012-08-31 | 2014-03-06 | ダイセル・エボニック株式会社 | 難燃性熱可塑性樹脂組成物 |
| JP2016079391A (ja) * | 2014-10-10 | 2016-05-16 | ダイキン工業株式会社 | 樹脂組成物および成形品 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4215585A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022058221A (ja) | 2022-04-11 |
| US20230260672A1 (en) | 2023-08-17 |
| TWI819380B (zh) | 2023-10-21 |
| EP4215585A4 (en) | 2024-10-30 |
| TW202223929A (zh) | 2022-06-16 |
| EP4215585A1 (en) | 2023-07-26 |
| KR20230066420A (ko) | 2023-05-15 |
| JP7071685B2 (ja) | 2022-05-19 |
| CN116234875A (zh) | 2023-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7185156B2 (ja) | フィルム、ラッピング電線被覆材料、可撓性印刷回路基板用フィルム、及び、積層体 | |
| US11024441B2 (en) | Insulated wire | |
| US12448514B2 (en) | Resin composition and molded article | |
| JP7048918B1 (ja) | 粉体組成物、塗膜及び三次元造形物 | |
| JP7071685B2 (ja) | 絶縁電線及び樹脂組成物 | |
| JP2005072123A (ja) | 電磁波シールド用樹脂組成物及び成形体 | |
| JP7560799B2 (ja) | 樹脂組成物、樹脂組成物の製造方法、ペレット、成形品及び積層体 | |
| EP4215568B1 (en) | Composition for three-dimensional shaping and three-dimensional shaped object |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21875444 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20237012114 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2021875444 Country of ref document: EP Effective date: 20230420 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWR | Wipo information: refused in national office |
Ref document number: 1020237012114 Country of ref document: KR |