WO2022071224A1 - 搬送ベルト - Google Patents
搬送ベルト Download PDFInfo
- Publication number
- WO2022071224A1 WO2022071224A1 PCT/JP2021/035388 JP2021035388W WO2022071224A1 WO 2022071224 A1 WO2022071224 A1 WO 2022071224A1 JP 2021035388 W JP2021035388 W JP 2021035388W WO 2022071224 A1 WO2022071224 A1 WO 2022071224A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- silicone
- base layer
- surface layer
- less
- mol
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/02—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D29/00—Producing belts or bands
- B29D29/06—Conveyor belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G15/00—Conveyors having endless load-conveying surfaces, i.e. belts and like continuous members, to which tractive effort is transmitted by means other than endless driving elements of similar configuration
- B65G15/30—Belts or like endless load-carriers
- B65G15/32—Belts or like endless load-carriers made of rubber or plastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/02—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains
- B65H5/021—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains by belts
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/65—Apparatus which relate to the handling of copy material
- G03G15/6529—Transporting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/007—Conveyor belts or like feeding devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/20—Belts
- B65H2404/27—Belts material used
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/03—Image reproduction devices
- B65H2801/06—Office-type machines, e.g. photocopiers
Definitions
- the present invention relates to a transport belt provided in an electrophotographic or inkjet image forming apparatus and used to transport a recording medium such as paper.
- a transport belt configured as an endless belt is used to form an image while transporting a recording medium such as paper. Used.
- a transport belt used for transporting a recording medium often has a two-layer structure consisting of a base layer and a surface layer formed on the outer peripheral surface of the base layer.
- Patent Documents 1 to 3, etc. it is possible to set the component composition and characteristics of the base layer and the surface layer of the conveyor belt from the viewpoint of achieving the characteristics desired for the conveyor belt, such as the adsorptivity to the recording medium and the cleaning property. It has been disclosed.
- Japanese Unexamined Patent Publication No. 2001-310836 Japanese Unexamined Patent Publication No. 2008-94605 Japanese Unexamined Patent Publication No. 2011-73804
- toner, ink, and paper dust adhere to the transport belt, so the surface of the transport belt is scraped off with a cleaning blade in order to remove those deposits. Be done.
- the cleaning blade is slid in contact with the transport belt, vibration occurs between the cleaning blade and the transport belt, and a sliding noise is generated. There is.
- the surface shape and the slipperiness of the surface of the conveyor belt change due to long-term use, sliding noise is likely to occur.
- An object to be solved by the present invention is to provide a transport belt for an image forming apparatus, which is less likely to generate sliding noise due to contact and sliding of a cleaning blade even when used for a long period of time.
- the transport belt according to the present invention has a tubular base layer and a surface layer formed on the outer peripheral surface of the base layer, and the base layer is at least one of polyimide and polyamideimide.
- the base layer contains seeds and has an elasticity of 3 GPa or more and 7 GPa or less, and the surface layer is a curing of a resin composition containing a fluororesin having a hydroxyl group, an isocyanate curing agent, and a silicone copolymer.
- the silicone copolymer is a copolymer comprising a silicone unit having a siloxane skeleton and another kind unit having no siloxane skeleton, and has a hydroxyl group, and has a hydroxyl group, and the silicone copolymer weight.
- the content ratio of the siloxane unit in the coalescence is 95 mol% or more and less than 100 mol%, and the amount of the silicone copolymer added to the resin composition is 100 parts by mass in total of the fluororesin and the isocyanate curing agent.
- it is a transport belt for an image forming apparatus having 1 part by mass or more and 5 parts by mass or less.
- the other transport belt according to the present invention has a tubular base layer and a surface layer formed on the outer peripheral surface of the base layer, and the base layer contains at least one of polyimide and polyamideimide.
- the base layer has an elasticity of 3 GPa or more and 7 GPa or less, and the surface layer is configured as a cured body of a resin composition containing a fluororesin having a hydroxyl group, an isocyanate curing agent, and a silicone copolymer.
- the silicone copolymer is a copolymer containing a silicone unit having a siloxane skeleton and another kind unit having no siloxane skeleton, and has a hydroxyl group, and is a siloxane unit in the silicone copolymer.
- the content ratio of the silicone copolymer is 40 mol% or more and 70 mol% or less, and the amount of the silicone copolymer added to the resin composition is 1 with respect to 100 parts by mass of the total of the fluororesin and the isocyanate curing agent. It is a transport belt for an image forming apparatus having a mass of a mass or more and a mass of 5 parts or less.
- the surface layer may contain a fluorine-based or silicone-based leveling agent.
- the microhardness on the surface of the surface layer is preferably 30 N / mm 2 or more and 200 N / mm 2 or less.
- the thickness of the base layer is preferably 50 ⁇ m or more and 90 ⁇ m or less.
- the silicone copolymer is composed of either acrylate-modified silicone oil or OH-modified silicone oil as the silicone unit, methyl methacrylate, 2-hydroxyethyl methacrylate or trimethylolpropane as the other type of unit. It is good to be there.
- the base layer since the base layer has an elastic modulus within the above-mentioned predetermined range, it is difficult for a decrease in rigidity and vibration due to surface deformation due to bending to occur between the base layer and the cleaning blade. ..
- the surface layer is composed of a cured product of a composition containing a silicone copolymer together with a fluororesin, and the content ratio of the siloxane unit in the silicone copolymer and the addition amount of the silicone copolymer are as described above. By being in the range, sufficient slipperiness is ensured on the surface of the transport belt.
- the surface layer has high wear resistance, and even if the cleaning blade is abutted and slid for a long period of time, the highly slippery state can be maintained. Due to the contribution of both the base layer and the surface layer, sliding noise is less likely to occur even if the transport belt is used for a long period of time and the cleaning blade is abutted and slid.
- the content of the siloxane unit in the silicone copolymer is 95 mol% or more and less than 100 mol%, the siloxane concentration in the silicone copolymer is very high, so that the coefficient of friction of the surface layer becomes very low, and the cleaning blade The power to receive is weakened. As a result, the wear resistance and durable slipperiness of the surface layer are improved, and sliding noise is less likely to occur. Further, when the content ratio of the siloxane unit in the silicone copolymer is 40 mol% or more and 70 mol% or less, the curability of the resin composition forming the surface layer is excellent, and as a result, the wear resistance and the durable slipperiness of the surface layer are improved. It is improved and sliding noise is less likely to occur.
- the surface layer contains a fluorine-based or silicone-based leveling agent, the surface smoothness of the surface layer is improved. As a result, it is possible to particularly effectively suppress the generation of sliding noise due to the contact and sliding of the cleaning blade.
- the transport belt has excellent slipperiness and bending resistance. As a result, it is possible to particularly effectively suppress the generation of sliding noise due to the contact and sliding of the cleaning blade.
- the thickness of the base layer is 50 ⁇ m or more and 90 ⁇ m or less, it is possible to particularly effectively suppress the generation of vibration in the transport belt due to the decrease in rigidity and the deformation of the surface due to bending. As a result, it is possible to particularly effectively suppress the generation of sliding noise due to the contact and sliding of the cleaning blade.
- the silicone copolymer is composed of either acrylate-modified silicone oil or OH-modified silicone oil as a silicone unit, or methyl methacrylate, 2-hydroxyethyl methacrylate or trimethylolpropane as the other type of unit.
- a silicone copolymer having a hydroxyl group introduced therein and having a siloxane unit content adjusted to a predetermined range can be easily prepared. Then, in the transport belt, the silicone copolymer can contribute to the effective suppression of sliding noise.
- FIG. 3 is a cross-sectional view taken along the line AA of the transport belt shown in FIG. It is a schematic diagram explaining the molecular structure of the cured body which constitutes a surface layer.
- a certain component is a main component of a certain material
- the component occupies 50% by mass or more of all the components of the material.
- FIGS. 1 and 2 show an outline of the transport belt 1 according to the embodiment of the present invention.
- the transport belt 1 is used for installing and transporting a recording medium such as paper in an electrophotographic or inkjet image forming apparatus such as a copier, a printer, or a facsimile.
- the transport belt 1 according to the present embodiment can be suitably used particularly for an inkjet type image forming apparatus.
- the transport belt 1 is configured as an endless belt, and has a base layer 2 and a surface layer 3 formed on the outer peripheral surface of the base layer 2.
- the transport belt 1 may be composed of only the base layer 2 and the surface layer 3, or another layer such as an adhesive layer may be appropriately provided between the base layer 2 and the surface layer 3.
- the transport belt receives contact and sliding of a cleaning blade (hereinafter, may be simply referred to as a blade) in order to scrape off deposits such as toner, ink, and a piece of paper.
- a cleaning blade hereinafter, may be simply referred to as a blade
- the transfer belt and the blade are brought into contact with each other while the transfer belt is abutted and slid by the blade for a long period of time. Vibration is likely to occur in the meantime.
- a squeaking sliding noise may be generated.
- the transport belt 1 since the base layer 2 and the surface layer 3 each have the configurations described below, sliding noise is generated due to the contact and sliding of the blades even during durability. , It is hard to happen.
- the base layer 2 serves as a base material for the transport belt 1.
- the base layer 2 is formed in a tubular shape and has a seamless structure having no seams in the circumferential direction.
- the base layer 2 contains at least one of polyimide and polyamide-imide.
- the polyimide and polyamide-imide may be functionally modified. Since polyimide and polyamide-imide are excellent in rigidity and durability, they can be suitably used as a constituent material of the base layer 2 of the transport belt 1. In particular, it is preferable to form the base layer 2 using polyimide.
- the base layer 2 may contain other components such as additives as long as it contains at least one of polyimide and polyamide-imide as a main component. Examples of the additive include a conductive agent such as carbon black and graphite, a filler such as calcium carbonate, a mold release agent, a flame retardant, a leveling agent, an antifoaming agent and the like.
- the base layer 2 has an elastic modulus of 3 GPa or more and 7 GPa or less.
- the elastic modulus of the base layer 2 can be evaluated as the tensile elastic modulus obtained by the tensile test. Since the base layer 2 has an elastic modulus of 3 GPa or more, the transport belt 1 has sufficiently high rigidity, and the transport belt 1 is less likely to be shaken or vibrated. As a result, high slipperiness can be easily obtained on the surface of the transport belt 1, which contributes to suppression of sliding noise during durability. From the viewpoint of enhancing those effects, the elastic modulus of the base layer 2 is more preferably 4 GPa or more.
- the elastic modulus of the base layer 2 is suppressed to 7 GPa or less, the surface of the base layer 2 is less likely to be deformed. If the elastic modulus of the base layer 2 is too high, when the transport belt 1 is supported by two shaft members and rotated with tension applied, the bending deformation applied to the points in contact with the shaft members is generated. Since it is difficult to eliminate the deformation even if the shaft member is separated, deformation is likely to be accumulated on the surface of the transport belt 1 after a long-term rotational motion. Such deformation of the transport belt 1 leads to the formation of damage such as cracks and the generation of vibration.
- the elastic modulus of the base layer 2 is more preferably 6 GPa or less.
- the base layer 2 has an elastic modulus of 3 GPa or more and 7 GPa or less, high slipperiness and bending resistance are ensured in the transport belt 1. As a result, even during durability, vibration is less likely to occur between the transport belt 1 and the blade, and the generation of sliding noise due to the sliding of the blade is suppressed.
- the thickness of the base layer 2 is not particularly limited, but is preferably 50 ⁇ m or more, more preferably 60 ⁇ m or more. Further, it is preferably 90 ⁇ m or less, more preferably 80 ⁇ m or less. When the base layer 2 has a thickness in these ranges, it is particularly excellent in the effect of increasing the slipperiness and bending resistance of the transport belt and thereby suppressing the sliding noise during durability.
- the surface layer 3 is configured as a cured body of the resin composition.
- the resin composition constituting the surface layer 3 contains a fluororesin, an isocyanate curing agent, and a silicone copolymer.
- the fluororesin and the silicone copolymer each have a hydroxyl group.
- the hydroxyl groups of the fluororesin and the silicone copolymer form urethane bonds with the isocyanate groups of the isocyanate curing agent. Specifically, as described in FIG.
- the fluororesin A is crosslinked by the isocyanate curing agent B, so that a large number of fluororesins A are bonded to form a main skeleton, and the silicone copolymer C is the main component. It is bound to the skeleton and distributed in the region including the surface of the surface layer 3.
- the fluororesin is the main component of the resin composition constituting the surface layer 3, and plays a role as a binder polymer in the resin composition.
- a hydroxyl group is introduced into the fluororesin by modification or the like.
- the specific type of fluororesin is not particularly limited as long as it can be appropriately dissolved in a solvent to form a liquid film and then cured, but is not particularly limited, but is limited to ethylene fluoride / vinyl ether copolymer (FEVE) and polyvinylidene fluoride. Examples thereof include vinylidene resin (PVDF) and polychlorotrifluoroethylene resin (PCTFE), and a fluororesin commercially available as a binder polymer can be preferably used.
- the isocyanate curing agent added to the resin composition is not particularly limited as long as it is a polyfunctional isocyanate compound.
- a curing agent made of blocked polyisocyanate can be preferably used.
- the silicone copolymer contained in the resin composition is configured as a copolymer containing a silicone unit having a siloxane skeleton and another kind unit having no siloxane skeleton.
- the silicone unit and the other kind unit may be block copolymerized.
- the silicone copolymer has a hydroxyl group.
- the type of the silicone unit constituting the silicone copolymer is not particularly limited, but is composed of a dimethyl silicone resin, a methylphenyl silicone resin, an alkyl-modified silicone resin, an alkyl-modified silicone resin, an OH-modified silicone oil, and the like. Silicone oil can be suitably applied.
- the silicone unit may be used alone or in combination of two or more.
- the other type of unit constituting the silicone copolymer together with the silicone unit is not particularly limited as long as it can be copolymerized with the silicone unit, but is not particularly limited, but is limited to (meth) acrylic acid, (meth) acrylic acid ester, and trimethylolpropane. Those containing methylolpropane as part or as a whole of the structure can be suitably used as other kinds of units.
- a (meth) acrylic acid ester having a hydroxyl group can be suitably used as a unit of another species.
- the other-type unit may be composed of only one type of molecule or may be used in combination with two or more types of molecules.
- two or more types of molecules are used in combination, even if the block obtained by mixing and polymerizing these two or more types of molecules constitutes a copolymer with the silicone unit, each type of molecule constitutes a block. Then, the silicone unit and the copolymer may be formed. Further, when two or more kinds of molecules are used in combination as another kind unit, a hydroxyl group may be introduced into all kinds, or a hydroxyl group may be introduced into only some kinds.
- the silicone copolymer include those composed of acrylate-modified silicone oil as a silicone unit and methyl methacrylate and 2-hydroxyethyl methacrylate as other types of units.
- the surface layer 3 formed by using this silicone copolymer is particularly excellent in the effect of improving slipperiness, and as a result, is highly effective in suppressing sliding noise during durability. It becomes.
- the siloxane concentration is 95 mol% or more and less than 100 mol%, or 40 mol% or more and 70 mol% or less.
- the siloxane concentration is the ratio of the siloxane unit (Si—O unit) to the total monomer unit in the entire silicone copolymer, expressed in mol% as a unit. In other words, the ratio of the number of siloxane units to the total number of siloxane units constituting the silicone unit and the number of monomer units constituting other types of units is shown.
- the silicone copolymer functions as a modifier for improving slipperiness.
- the siloxane concentration in the silicone copolymer is 40 mol% or more, the slipperiness improving effect can be sufficiently exhibited.
- the wear resistance of the surface layer 3 is also increased.
- the siloxane concentration is particularly preferably 45 mol% or more, more preferably 50 mol% or more, 55 mol% or more, and 60 mol% or more.
- the wear resistance of the surface layer 3 will be rather low. This is because the hardness of the surface layer 3 becomes too low due to the poor curing of the resin composition, and the surface layer 3 is easily worn by the blade when the blade is brought into contact with the transport belt 1 and slid. The wear of the surface layer 3 impairs the slipperiness improving effect of the surface layer 3 and causes the generation of sliding noise.
- the siloxane concentration to 70 mol% or less, the surface layer 3 can be sufficiently cured to improve wear resistance, and as a result, a highly slippery state is maintained even during durability, and sliding noise is maintained. Can be suppressed.
- the adhesion of the surface layer 3 to the base layer 2 is also increased.
- the content ratio of the siloxane unit in the silicone copolymer is preferably 40 mol% or more and 70 mol% or less. This is because, as a result of the excellent curability of the resin composition forming the surface layer 3, the wear resistance and the durable slipperiness of the surface layer 3 are improved, and sliding noise is less likely to be generated.
- the siloxane concentration in the silicone copolymer is preferably 95 mol% or more. More preferably, it is 96 mol% or more.
- the siloxane concentration in the silicone copolymer is preferably 95 mol% or more and less than 100 mol%.
- the siloxane concentration in the silicone copolymer is more preferably 99 mol% or less, still more preferably 98 mol% or less.
- the siloxane concentration can be adjusted, for example, by selecting the ratio of the silicone unit constituting the silicone copolymer to other types of units. Further, if a form in which a unit having a hydroxyl group and a unit having no hydroxyl group, such as methyl methacrylate and 2-hydroxyethyl methacrylate, which are exemplified above, are used in combination as the other type unit, the siloxane concentration in the silicone copolymer In addition, the concentration of hydroxyl groups can also be adjusted.
- the amount of the silicone copolymer added is 1 phr or more and 5 phr or less, that is, 1 part by mass or more and 5 parts by mass or less with respect to 100 parts by mass of the total of the fluororesin and the cured isocyanate. It has become.
- the amount of the silicone copolymer added is 1 phr or more, the siloxane concentration in the silicone copolymer is 40 mol% or more, and the slipperiness of the silicone copolymer on the surface layer 3 is combined with the effect. Further, it is possible to fully exert the effect of improving the wear resistance and suppressing the sliding noise during durability.
- the amount of the silicone copolymer added is more preferably 2 phr or more.
- the amount of the silicone copolymer added is suppressed to 5 phr or less, the siloxane concentration in the silicone copolymer is suppressed to 70 mol% or less, and the surface layer 3 is poorly cured. It is possible to improve wear resistance by avoiding the above and effectively suppress sliding noise during durability. The adhesion of the surface layer 3 to the base layer 2 is also increased.
- the amount of the silicone copolymer added is more preferably 4 phr or less.
- the resin composition constituting the surface layer 3 may contain other components such as additives as appropriate in addition to the above-mentioned fluororesin, isocyanate curing agent, and silicone copolymer.
- additives include various additives similar to those that can be added to the base layer 2, such as a conductive agent, a filler, a mold release agent, a flame retardant, a leveling agent, and a defoaming agent, and an organic solvent and the like.
- a fluorine-based or silicone-based leveling agent is particularly preferable.
- the surface layer 3 contains a fluorine-based or silicone-based leveling agent, the surface smoothness of the surface layer 3 is improved. As a result, it is possible to particularly effectively suppress the generation of sliding noise due to the contact and sliding of the cleaning blade.
- the siloxane concentration in the silicone copolymer is even higher (for example, when it is 95 mol% or more), the surface smoothness of the surface layer 3 tends to decrease due to the influence of the curability of the composition, but the surface layer 3 is fluorine-based.
- a silicone-based leveling agent is contained, deterioration of the surface smoothness of the surface layer 3 is suppressed.
- the amount of the leveling agent added is preferably 0 phr or more and 5 phr or less, that is, 0 part by mass or more and 5 parts by mass or less with respect to 100 parts by mass of the total of the fluororesin and the cured isocyanate. ..
- the surface layer 3 configured as a cured body of the resin composition described above may have a fine hardness of 30 N / mm 2 or more and 200 N / mm 2 or less on the surface.
- the micro-hardness of the surface can be measured using a micro-hardness meter.
- the load applied to the stylus at the time of measurement may be, for example, 5.0 mN.
- the micro-hardness of the surface of the surface layer 3 is 30 N / mm 2 or more, the wear resistance of the surface layer 3 becomes high, and it is highly effective in suppressing sliding noise during durability.
- the microhardness is more preferably 50 N / mm 2 or more and 70 N / mm 2 or more.
- the minute hardness of the surface layer 3 is 200 N / mm 2 or less, it is easy to secure the bending resistance of the transport belt 1, and it is effective to generate sliding noise due to the surface deformation due to the bending. Can be suppressed.
- the micro-hardness is more preferably 170 N / mm 2 or less and 150 N / mm 2 or less.
- the thickness of the surface layer 3 is not particularly limited. However, it is preferable to keep it thinner than the base layer 2. Further, if the thickness of the surface layer 3 is set to 25 ⁇ m or more, it is easy to effectively exhibit the characteristics of the cured resin composition containing the silicone copolymer, such as improvement of slipperiness and abrasion resistance. On the other hand, by keeping the thickness of the surface layer 3 to 60 ⁇ m or less, it becomes easy to maintain a high degree of bending resistance of the transport belt 1.
- the transport belt 1 can be manufactured as follows. First, the base layer 2 is formed. For the base layer 2, a base layer forming material in the form of a paint is applied to the outer peripheral surface of a cylindrical or columnar mold by appropriately using a solvent or the like, and dried. If necessary, heat treatment may be performed. Examples of the coating method include a dip coating method, a dispenser coating method (nozzle coating method), a roll coating method, and a ring coating method. Next, the surface layer 3 is formed by applying a resin composition for the surface layer to the surface of the formed base layer 2 and curing the resin composition. At this time, if necessary, heat treatment can be performed to accelerate the curing of the resin composition.
- a base layer forming material in the form of a paint is applied to the outer peripheral surface of a cylindrical or columnar mold by appropriately using a solvent or the like, and dried. If necessary, heat treatment may be performed. Examples of the coating method include a dip coating method, a dispenser coating method (nozzle coating method), a roll coating method, and a ring
- a transport belt 1 having a surface layer 3 formed on the outer peripheral surface of the base layer 2 can be obtained.
- the manufacturing process of the transport belt 1 can be simplified and the cost required for manufacturing the transport belt 1 can be kept low.
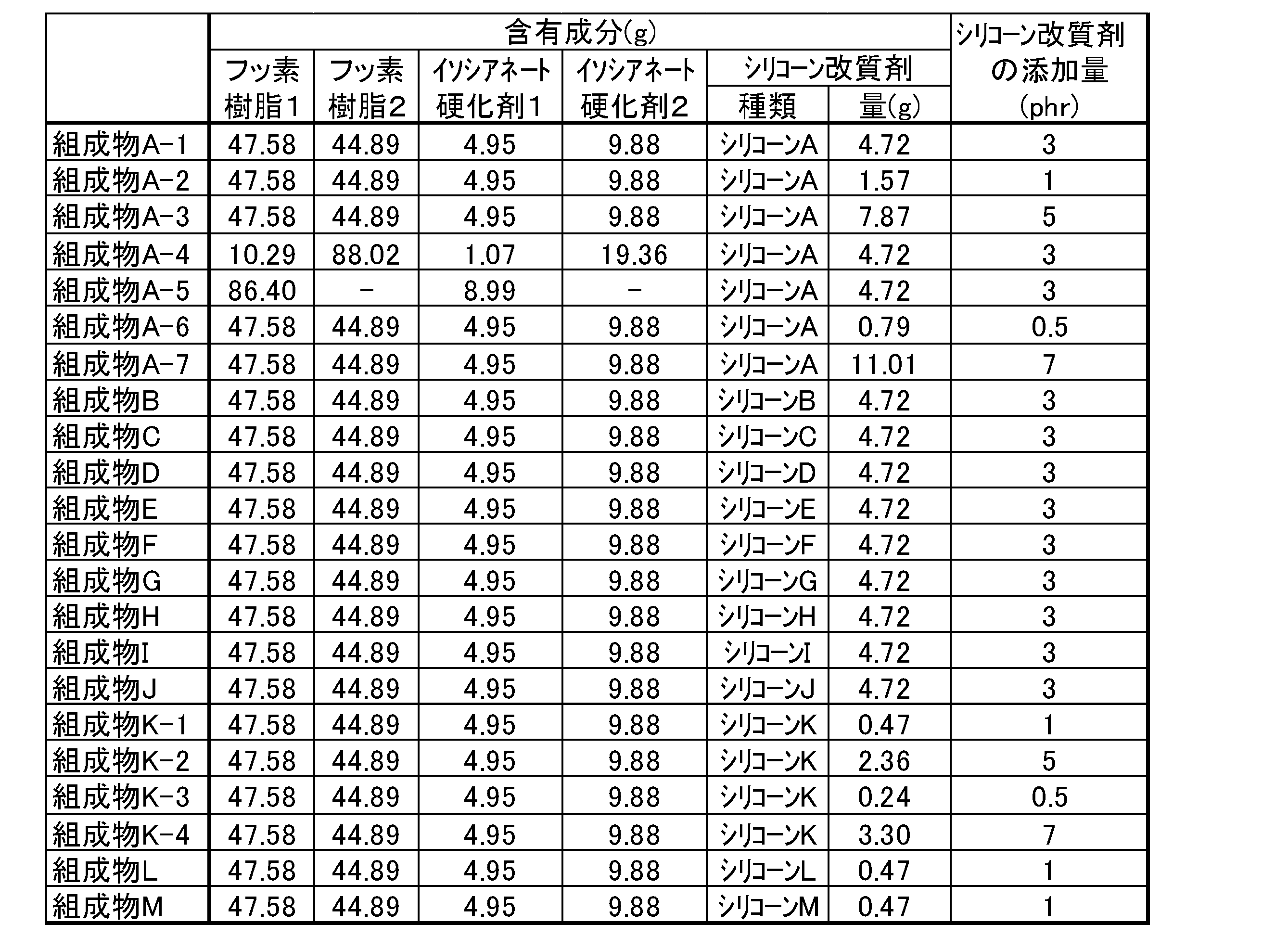
- Silicone copolymers were synthesized by the following methods using the raw materials shown in Table 1 below as silicones A to J. First, each of the three raw materials shown in Table 1 and methyl isobutyl ketone (MIBK) were put into a 0.5 L reaction flask so that the solid content was 50%. After nitrogen bubbling for 5 minutes while stirring the contents of the flask, the temperature of the internal solution was kept at 100 ° C. and the polymerization reaction was allowed to proceed for 10 hours. Then, MIBK was added so as to have a solid content of 30%, and a copolymer solution was obtained as silicones A to J.
- MIBK methyl isobutyl ketone
- Table 1 shows the amount of each raw material used for the synthesis of silicones A to J (unit: g). In addition, the siloxane concentration calculated from the amount of each raw material used is also shown (unit: mol%). Table 1 also lists commercially available hydroxy-modified silicones and non-modified silicones and their siloxane concentrations. Commercially available hydroxy-modified silicones and non-modified silicones are as follows.
- -Silicone K (hydroxy-modified silicone): JNC "Cyraplane FMDA21", siloxane concentration 96 mol%, solid content 100% -Silicone L (hydroxy-modified silicone): JNC "Cyraplane FMDA26”, siloxane concentration 99 mol%, solid content 100% -Silicone M (non-modified silicone oil): "KF-54" manufactured by Shinetsu Kogyo Co., Ltd., siloxane concentration 100 mol%, solid content 100%
- the following materials were used as raw materials other than the silicone copolymer.
- two types of fluororesins are used because these two types of fluororesins give different hardness when cured, and the fine hardness of the surface of the resin composition is determined by the mixing ratio of the two types. The purpose is to change.
- Both of the two types of fluororesins have a hydroxyl group.
- compositions A-1 to A-7 were mixed to prepare compositions A-1 to A-7, compositions B to J, compositions K-1 to K-4, and compositions L to M. At this time, each component shown in Table 2 was put into a glass bottle and mixed by stirring the wings for 5 minutes.
- a commercially available silicone copolymer was used as it was, instead of the silicone copolymer synthesized above, as the silicone modifier.
- the amount of the silicone modifier added to the composition is also shown (unit: phr-fluororesin and isocyanate cured product in total 100 parts by mass). Calculate the added mass for the solid content).
- PI-1 HCI-1300 manufactured by Hitachi Kasei Kogyo (elastic modulus 5 GPa)
- PI-2 HCI-1300 and HCI-1100 manufactured by Hitachi Kasei Kogyo are mixed (mixing ratio (1: 2) (elastic modulus 3 GPa).
- PI-3 HCI-1300 and HCI-1200M manufactured by Hitachi Kasei Kogyo are mixed (mixing ratio 1: 1) (elastic modulus 7 GPa).
- PI-4 HCI-1100 manufactured by Hitachi Kasei Kogyo (elastic modulus 2 GPa)
- PI-5 HCI-1200M manufactured by Hitachi Kasei Kogyo (elastic modulus 9 GPa)
- Each of the above base layer materials is applied to the surface of a cylindrical mold by a dip coating method, and the temperature is 120 ° C. for 30 minutes, 150 ° C. for 10 minutes, 200 ° C. for 10 minutes, 250 ° C. for 10 minutes, 350 ° C. Was heated for 10 minutes to form a base layer.
- the thickness of the base layer was controlled by the solid content of the paint and the pulling speed of the mold, and was as shown in Tables 3 and 4.
- a surface layer was formed on the surface of the base layer.
- the surface layer was formed by applying each of the resin compositions formed above to the surface of the base layer by a dipping method, and further heating at 160 ° C. for 30 minutes to cause a curing reaction.
- the thickness of the surface layer was 45 ⁇ m for all the samples.
- the transport belts according to Examples 1 to 19 and Comparative Examples 1 to 11 were produced.
- a fluorine-based or silicone-based leveling agent was added to the resin composition (5 phr).
- -Fluorine-based leveling agent "Surflon S-658" manufactured by AGC Seimi Chemical Co., Ltd.
- -Silicone leveling agent "x-22-4515” manufactured by Shinetsu Kogyo Co., Ltd.
- Micro-hardness of the surface layer The micro-hardness of the surface layer formed by using each resin composition was measured with respect to the form of the transport belt having the surface layer formed on the base layer. The measurement was performed using a microhardness meter. The load applied to the stylus at the time of measurement was 5.0 mN.
- Abrasion resistance A durability test was conducted in which each transport belt was set on the paper transport unit and rotated at a peripheral speed of 420 mm / sec for 240 hours. The film thickness before and after the durability test was measured with an eddy current meter, and the difference in film thickness (decrease) was taken as the amount of wear. Those with a wear amount of 3 ⁇ m or less were evaluated as “A”, those with a wear amount of more than 3 ⁇ m and 5 ⁇ m or less were evaluated as “B”, and those with a wear amount of more than 5 ⁇ m were evaluated as “C”. When the evaluation results are A and B, it can be determined that the wear resistance is sufficient. On the other hand, when the evaluation result is C, it is determined that the wear resistance is not sufficient.
- Tables 3 and 4 below show the configurations of the transport belts according to Examples 1 to 19 and Comparative Examples 1 to 11 and the evaluation results.
- the types of the compositions used for forming the surface layer (the above compositions A-1 to A7, the compositions B to J, the compositions K1 to K4 and the compositions L to M), and the siloxane concentration of the silicone modifier. It also shows the amount added, the measured value of the minute hardness, and the type, elastic modulus, and thickness of the resin used to form the base layer.
- the lower part shows the evaluation result of the conveyor belt.
- the base layer is made of polyimide having an elastic modulus of 3 GPa or more and 7 GPa or less, and the surface layer is 1 phr of a fluororesin having a hydroxyl group and a silicone modifier. It is configured as a cured product of the resin composition added in an amount of 5 phr or more.
- the silicone modifier has a hydroxyl group, and the content ratio of the siloxane unit is 40 mol% or more and 70 mol% or less.
- the evaluation result of the sliding sound is evaluation B or higher, and the effect of suppressing the sliding sound during durability is obtained.
- the wear resistance, bending resistance, and durable slipperiness of the surface layer are also evaluated as B or higher, and excellent in each of these characteristics is effective in suppressing sliding noise. Can be interpreted as demonstrating.
- the surface smoothness of the surface layer is also high.
- Comparative Example 11 As the silicone modifier added to the surface layer, the copolymer containing the silicone unit and the other type unit is not used, but the silicone oil itself is used instead. Therefore, sufficient durable slipperiness is not obtained on the surface layer. As a result, the sliding suppression effect during durability has not been sufficiently achieved.
- Comparative Examples 1 to 4 a resin composition containing a silicone copolymer is used as the silicone modifier, but the siloxane concentration in the silicone copolymer or the amount of the silicone copolymer added is within the above-mentioned predetermined range. not.
- the siloxane concentration in the silicone modifier is less than 40 mol%.
- the siloxane concentration is higher than 70 mol%.
- the siloxane concentration should be in the range of 40 mol% or more and 70% or less. It can be said that it is important.
- the amount of the silicone modifier added to the surface layer forming composition is less than 1 phr. Correspondingly, sufficient durable slipperiness has not been obtained on the surface layer. On the other hand, in Comparative Example 4, the amount of the silicone modifier added exceeds 5 phr. Correspondingly, sufficient durable slipperiness has not been obtained on the surface layer. From these results, in order to ensure durable slipperiness in the surface layer and sufficiently contribute to suppressing sliding noise during durability, the amount of the silicone modifier added to the surface layer forming composition should be 1 phr or more. Moreover, it can be said that it is important to keep it in the range of 5 phr or less.
- the elastic modulus of the base layer is less than 3 GPa.
- the durable slipperiness is low.
- the elastic modulus of the base layer exceeds 7 GPa.
- the bending resistance and the durable slipperiness are lowered. From these results, in order to secure high durability slip resistance and bending resistance as a whole of the transport belt and sufficiently suppress sliding noise during durability, the base layer should be made of polyimide with an elastic modulus of 3 GPa or more and 7 GPa or less. It can be said that it is important to configure. The same effect can be obtained when the constituent material of the base layer is polyamide-imide.
- Examples 1 to 14 are compared with each other. Comparing Examples 1 to 4, which differ only in the siloxane concentration in the silicone modifier, in Examples 1, 2 and 4 in which the siloxane concentration is 45 mol% or more, the siloxane concentration is less than 45 mol%. Compared with Example 3, a particularly excellent effect of suppressing sliding noise and durable slipperiness are obtained. In particular, in Example 1 in which the siloxane concentration is 60 mol% or more, the sliding noise suppressing effect and the durable slipperiness are very high. From these results, by increasing the siloxane concentration in the silicone modifier to 45 mol% or more, further to 60 mol% or more, the durable slipperiness in the surface layer is effectively improved, and as a result, the sliding noise is obtained.
- Example 5 in which the siloxane concentration is further increased to 70 mol% is compared with Example 1, the sliding sound suppressing effect is slightly lower. From these results, it can be said that the siloxane concentration in the silicone modifier is particularly preferably 45 mol% or more, further 60 mol% or more, but it is preferable to keep it lower than 70 mol% with a margin.
- Example 1 Comparing Examples 1, 6 and 7, which differ only in the amount of the silicone modifier added, in Example 1 in which the amount added is 2 phr or more and 3 phr or less, particularly high durability slipperiness and suppression of sliding noise are obtained. The effect has been obtained. Further, when Examples 1, 11 and 12 that differ only in the micro-hardness of the surface layer are compared with each other, the higher the micro-hardness, the slightly lower the sliding noise suppressing effect and the bending resistance, while the micro-hardness is higher. The lower the value, the lower the sliding noise suppressing effect, wear resistance, and durable slipperiness. In Example 1 having an intermediate fine hardness, it can be said that a particularly high effect of suppressing sliding noise is obtained by having an excellent balance of wear resistance, durable slip resistance, and bending resistance.
- the silicone modifier is composed of an acrylate-modified silicone oil and a silicone copolymer composed of methyl methacrylate and 2-hydroxyethyl methacrylate.
- Butyl methacrylate is used instead of methyl methacrylate (Silicone F in Table 1).
- Example 10 differs from Example 1 only in the molecular structure of the silicone modifier, but Example 1 is more effective in suppressing sliding noise. From this, it can be said that the sliding noise can be effectively suppressed by using the acrylate-modified silicone oil and the silicone copolymer composed of methyl methacrylate and 2-hydroxyethyl methacrylate as the silicone modifier. It is presumed that using a unit having a small number of carbon atoms as another type of unit constituting the silicone copolymer together with the silicone unit exerts a greater effect of improving the slipperiness brought about by the silicone unit.
- Examples 1, 8 and 9 are different from each other in the elastic modulus of the base layer.
- the durable slipperiness is higher than that of Examples 8 and 9.
- Bending resistance is also high. From this, it can be said that when the elastic modulus of the base layer is 4 GPa or more and 6 GPa or less, both durable slipperiness and bending resistance are excellent, and as a result, a high sliding noise suppressing effect can be obtained.
- Examples 1, 13 and 14 are different from each other in the thickness of the base layer. In Example 1, the bending resistance is superior to that in Example 14 in which the base layer is relatively thick, and as a result, a high sliding noise suppressing effect is obtained.
- Example 13 Even in comparison with Example 13 in which the base layer is relatively thin, the effect of suppressing sliding noise is high.
- the base layer since the base layer is relatively thin, some wrinkles are generated on the transport belt when the transport belt is attached to the paper transport unit, so that the sliding noise suppressing effect is achieved in the thirteenth embodiment. It is not as high as in the case of 1.
- the base layer is made of polyimide having an elastic modulus of 3 GPa or more and 7 GPa or less
- the surface layer is a fluororesin having a hydroxyl group and a silicone modifier.
- the silicone modifier has a hydroxyl group, and the content ratio of the siloxane unit is 95 mol% or more and less than 100 mol%.
- the evaluation result of the sliding sound is evaluation A or higher, and the effect of suppressing the sliding sound during durability is obtained. , Very expensive.
- the wear resistance, bending resistance, and durable slipperiness of the surface layer are also evaluated as A or higher, and excellent in each of these characteristics is effective in suppressing sliding noise. It can be interpreted as doing.
- a resin composition containing a silicone polymer is used as the silicone modifier, but the siloxane concentration in the silicone copolymer or the amount of the silicone copolymer added is within the above-mentioned predetermined range.
- the siloxane concentration in the silicone modifier is less than 95 mol%.
- the siloxane concentration is 100 mol%.
- the siloxane concentration should be in the range of 95 mol% or more and less than 100%. It can be said that it is important.
- the amount of the silicone modifier added to the surface layer forming composition is less than 1 phr. Correspondingly, sufficient durable slipperiness has not been obtained on the surface layer. On the other hand, in Comparative Example 10, the amount of the silicone modifier added exceeds 5 phr. Correspondingly, sufficient durable slipperiness has not been obtained on the surface layer. From these results, in order to ensure durable slipperiness in the surface layer and sufficiently contribute to suppressing sliding noise during durability, the amount of the silicone modifier added to the surface layer forming composition should be 1 phr or more. Moreover, it can be said that it is important to keep it in the range of 5 phr or less.
- Examples 15 to 19 are compared with each other, when the siloxane concentration in the silicone copolymer becomes higher, the surface smoothness tends to decrease (Examples 15 and 17), but it is fluorine-based or It can be seen that the decrease in surface smoothness can be suppressed by adding a silicone-based leveling agent.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
- Cleaning In Electrography (AREA)
- Electrostatic Charge, Transfer And Separation In Electrography (AREA)
- Belt Conveyors (AREA)
Abstract
Description
基層2は、搬送ベルト1の基材となる。基層2は、筒状に形成されており、周方向において継ぎ目のないシームレス構造を有する。基層2は、ポリイミドおよびポリアミドイミドの少なくとも1種を含んでいる。ポリイミドおよびポリアミドイミドは、官能基変性されていてもよい。ポリイミドやポリアミドイミドは、剛性および耐久性に優れていることから、搬送ベルト1の基層2の構成材料として、好適に用いることができる。特に、ポリイミドを用いて基層2を構成することが好ましい。基層2は、ポリイミドおよびポリアミドイミドの少なくとも1種を主成分とするものであれば、添加剤等、他の成分を含んでいてもよい。添加剤としては、カーボンブラックやグラファイト等の導電剤、炭酸カルシウム等の充填剤、離型剤、難燃剤、レベリング剤、消泡剤等が挙げられる。
表層3は、樹脂組成物の硬化体として構成されている。表層3を構成する樹脂組成物は、フッ素樹脂と、イソシアネート硬化剤と、シリコーン共重合体とを含んでいる。フッ素樹脂およびシリコーン共重合体は、それぞれ水酸基を有している。硬化体においては、フッ素樹脂およびシリコーン共重合体の水酸基が、イソシアネート硬化剤のイソシアネート基と、ウレタン結合を形成している。具体的には、図3に説明するように、フッ素樹脂Aが、イソシアネート硬化剤Bによって架橋されることで、多数結合されて、主骨格を形成するとともに、シリコーン共重合体Cが、その主骨格に結合されて、表層3の表面を含む領域に分布する。
(1)シリコーン共重合体の合成
まず、表層を形成する際にシリコーン改質剤として用いる、シリコーン共重合体を合成した。
・メタクリル酸メチル(東京化成工業製)(分子量:100.12)
・メタクリル酸ブチル(東京化成工業製)(分子量:128.17)
・メタクリル酸2-ヒドロキシエチル(東京化成工業製)(分子量:130.14)
・アクリレート変性シリコーンオイル(信越工業製「X-22-174DX」)(分子量:4600,分子鎖あたりのシロキサン単位の数:60.45個)
・ラジカル重合開始剤:1,1’-アゾビス(シクロヘキサン-1-カルボニトリル)(富士フィルム和光純薬製)(分子量:244.34)
・シリコーンK(ヒドロキシ変性シリコーン):JNC製「サイラプレーンFMDA21」、シロキサン濃度96モル%、固形分100%
・シリコーンL(ヒドロキシ変性シリコーン):JNC製「サイラプレーンFMDA26」、シロキサン濃度99モル%、固形分100%
・シリコーンM(非変性シリコーンオイル):信越工業社製「KF-54」、シロキサン濃度100モル%、固形分100%

次に、上記で合成したシリコーン共重合体よりなるシリコーン改質剤を用いて、表層形成用の樹脂組成物を調製した。
・フッ素樹脂1:AGCコーテック製「オブリガートSS0054主剤」(固形分46%)
・フッ素樹脂2:AGCコーテック製「オブリガートSS0062主剤」(固形分38%)
・イソシアネート硬化剤1:AGCコーテック製「オブリガートSS0054硬化剤」(固形分83%)
・イソシアネート硬化剤2:AGCコーテック製「オブリガートSS0062硬化剤」(固形分42%)
基層材料として、以下の5種のポリイミドを準備した。
・PI-1:日立化成工業製 HCI-1300(弾性率5GPa)
・PI-2:日立化成工業製 HCI-1300およびHCI-1100を混合(混合比(1:2)(弾性率3GPa)
・PI-3:日立化成工業製 HCI-1300およびHCI-1200Mを混合(混合比1:1)(弾性率7GPa)
・PI-4:日立化成工業製 HCI-1100(弾性率2GPa)
・PI-5:日立化成工業製 HCI-1200M(弾性率9GPa)
・フッ素系レベリング剤:AGCセイミケミカル社製「サーフロンS-658」
・シリコーン系レベリング剤:信越工業社製「x-22-4515」
上記で作製した各搬送ベルトに対して、以下の評価をそれぞれ行った。
各樹脂組成物を用いて形成した表層の微小硬度を、基層の上に表層を形成した搬送ベルトの形態に対して測定した。測定は、微小硬度計を用いて行った。測定時に触針に印加する荷重は、5.0mNとした。
セイコーエプソン製 WF-C20590 紙搬送ユニットに、各搬送ベルトをセットし、周速420mm/秒にて回転させた。摺動音が300時間以上発生しなかったものを「A+」と評価した。また、摺動音が270時間以上300時間未満で発生したものを「A」、240時間以上270時間未満で発生したものを「B」、240時間未満で発生したものを「C」とした。評価結果がA+,A,Bの場合は、耐久時の摺動音の発生が十分に抑えられていると判定することができる。一方、評価結果がCの場合は、耐久時の摺動音の抑制が十分でないと判定される。
上記紙搬送ユニットに、各搬送ベルトをセットし、周速420mm/秒にて240時間回転させる耐久試験を行った。耐久試験前後の膜厚を渦電流計にて測定し、膜厚の差(減少量)を摩耗量とした。摩耗量が、3μm以下のものを「A」、3μm超5μm以下のものを「B」、5μm超のものを「C」とそれぞれ評価した。評価結果がA,Bの場合は、耐摩耗性が十分であると判定することができる。一方、評価結果がCの場合は、耐摩耗性が十分でないと判定される。
直径8.2cmの円柱上の型に、各搬送ベルトをセットし、表面平滑性評価を行った。10点平均粗さ(Rz)を、粗さ計(ACCRETECH社製「SURFCOM1400D」)によってJIS B 0603:1994に則り測定した。Rzが、0.8μm未満のものを「A」、0.8μm以上1μm未満であったものを「B」、1.0μm以上であったものを「C」と評価した。評価結果がA,Bの場合は、表面平滑性が十分であると判定することができる。一方、評価結果がCの場合は、表面平滑性が十分でないと判定される。
上記紙搬送ユニットに、各搬送ベルトをセットし、周速420mm/秒にて240時間回転させる耐久試験を行った。耐久試験後に、表層の表面を目視観察し、表層にクラックが全く観察されないものを「A」とした。また、クラックが1か所のものを「B」、2か所以上のものを「C」と評価した。評価結果がA,Bの場合は、耐屈曲性が十分であると判定することができる。一方、評価結果がCの場合は、耐屈曲性が十分でないと判定される。
上記紙搬送ユニットに、各搬送ベルトをセットし、周速420mm/秒にて240時間回転させる耐久試験を行った。耐久試験前後の摩擦係数を、摩擦係数測定器(新東科学製 HEIDON Type94i)によって測定し、摩擦係数の変化量を記録した。摩擦係数の変化量(増加量)が、耐久前の値を基準として、5%未満であったものを「A+」、5%以上10%未満であったものを「A」、10%以上15%未満であったものを「B」、15%以上であったものを「C」と評価した。評価結果がA+,A,Bの場合は、耐久滑り性が十分であると判定することができる。一方、評価結果がCの場合は、耐久滑り性が十分でないと判定される。
下の表3、4に、実施例1~19および比較例1~11にかかる搬送ベルトの構成と、評価結果を示す。上段には、表層の形成に用いた組成物の種類(上記組成物A-1~A7、組成物B~J、組成物K1~K4および組成物L~M)、シリコーン改質剤のシロキサン濃度および添加量、微小硬度の測定値、また基層の形成に用いた樹脂の種類と弾性率、厚さを示している。下段には、搬送ベルトの評価結果を示している。


2 基層
3 表層
A フッ素樹脂
B イソシアネート硬化剤
C シリコーン共重合体
Claims (6)
- 筒状の基層と、前記基層の外周面上に形成された表層と、を有し、
前記基層は、ポリイミドおよびポリアミドイミドの少なくとも1種を含有し、
前記基層は、3GPa以上かつ7GPa以下の弾性率を有し、
前記表層は、水酸基を有するフッ素樹脂と、イソシアネート硬化剤と、シリコーン共重合体と、を含む樹脂組成物の硬化体として構成され、
前記シリコーン共重合体は、シロキサン骨格を有するシリコーンユニットと、シロキサン骨格を有さない他種ユニットと、を含む共重合体であり、水酸基を有しており、
前記シリコーン共重合体におけるシロキサン単位の含有割合は、95モル%以上かつ100モル%未満であり、
前記樹脂組成物における前記シリコーン共重合体の添加量は、前記フッ素樹脂と前記イソシアネート硬化剤の合計100質量部に対して、1質量部以上かつ5質量部以下である、画像形成装置用の搬送ベルト。 - 筒状の基層と、前記基層の外周面上に形成された表層と、を有し、
前記基層は、ポリイミドおよびポリアミドイミドの少なくとも1種を含有し、
前記基層は、3GPa以上かつ7GPa以下の弾性率を有し、
前記表層は、水酸基を有するフッ素樹脂と、イソシアネート硬化剤と、シリコーン共重合体と、を含む樹脂組成物の硬化体として構成され、
前記シリコーン共重合体は、シロキサン骨格を有するシリコーンユニットと、シロキサン骨格を有さない他種ユニットと、を含む共重合体であり、水酸基を有しており、
前記シリコーン共重合体におけるシロキサン単位の含有割合は、40モル%以上かつ70モル%以下であり、
前記樹脂組成物における前記シリコーン共重合体の添加量は、前記フッ素樹脂と前記イソシアネート硬化剤の合計100質量部に対して、1質量部以上かつ5質量部以下である、画像形成装置用の搬送ベルト。 - 前記表層は、フッ素系またはシリコーン系のレベリング剤を含有する、請求項1または請求項2に記載の搬送ベルト。
- 前記表層の表面における微小硬度は、30N/mm2以上かつ200N/mm2以下である、請求項1から請求項3のいずれか1項に記載の搬送ベルト。
- 前記基層の厚さは、50μm以上かつ90μm以下である、請求項1から請求項4のいずれか1項に記載の搬送ベルト。
- 前記シリコーン共重合体は、前記シリコーンユニットとしてのアクリレート変性シリコーンオイルとOH変性シリコーンオイルと、前記他種ユニットとしてのメタクリル酸メチルおよびメタクリル酸2-ヒドロキシエチルとトリメチロールプロパン、いずれかより構成されている、請求項1から請求項5のいずれか1項に記載の搬送ベルト。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202180062473.2A CN116096577B (zh) | 2020-09-29 | 2021-09-27 | 输送带 |
| JP2022553953A JP7700140B2 (ja) | 2020-09-29 | 2021-09-27 | 搬送ベルト |
| EP21875526.2A EP4194382B1 (en) | 2020-09-29 | 2021-09-27 | Conveying belt |
| US18/180,086 US12269703B2 (en) | 2020-09-29 | 2023-03-07 | Conveying belt |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020163997 | 2020-09-29 | ||
| JP2020-163997 | 2020-09-29 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/180,086 Continuation US12269703B2 (en) | 2020-09-29 | 2023-03-07 | Conveying belt |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022071224A1 true WO2022071224A1 (ja) | 2022-04-07 |
Family
ID=80951637
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/035388 Ceased WO2022071224A1 (ja) | 2020-09-29 | 2021-09-27 | 搬送ベルト |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12269703B2 (ja) |
| EP (1) | EP4194382B1 (ja) |
| JP (1) | JP7700140B2 (ja) |
| CN (1) | CN116096577B (ja) |
| WO (1) | WO2022071224A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024070501A1 (ja) | 2022-09-27 | 2024-04-04 | 住友理工株式会社 | 電子写真機器用ベルト部材 |
| US20240300174A1 (en) * | 2023-03-10 | 2024-09-12 | Align Technology, Inc. | Substrates and associated materials for additive manufacturing |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001310836A (ja) | 2000-04-28 | 2001-11-06 | Kanegafuchi Chem Ind Co Ltd | 媒体搬送ベルト |
| JP2002302287A (ja) * | 2001-03-30 | 2002-10-18 | Kanegafuchi Chem Ind Co Ltd | 媒体搬送ベルト |
| JP2004059319A (ja) * | 2002-06-07 | 2004-02-26 | Hokushin Ind Inc | 搬送用無端ベルト |
| JP2006243146A (ja) * | 2005-03-01 | 2006-09-14 | Tokai Rubber Ind Ltd | 電子写真機器用無端ベルト |
| JP2008094605A (ja) | 2006-10-16 | 2008-04-24 | Fuji Xerox Co Ltd | インクジェット用搬送ベルトおよびインクジェット記録装置 |
| JP2011073804A (ja) | 2009-09-29 | 2011-04-14 | Gunze Ltd | インクジェット用搬送ベルト |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4745023A (en) * | 1986-07-22 | 1988-05-17 | The Goodyear Tire & Rubber Company | Endless flexible belt or band |
| JP2007269493A (ja) * | 2006-03-08 | 2007-10-18 | Synztec Co Ltd | 紙葉類搬送用無端ベルト及びその製造方法 |
| US20120165145A1 (en) * | 2009-09-01 | 2012-06-28 | Bando Chemical Industries, Ltd. | Flat belt |
| CN103502362B (zh) * | 2011-03-31 | 2017-02-22 | 新田株式会社 | 具有高耐久性的热塑性树脂组合物 |
| JP2013068912A (ja) * | 2011-09-26 | 2013-04-18 | Fuji Xerox Co Ltd | 画像形成装置用の環状体、画像形成装置、およびプロセスカートリッジ |
| JP2014130318A (ja) * | 2012-11-30 | 2014-07-10 | Tokai Rubber Ind Ltd | 電子写真用部材 |
| US10377152B1 (en) * | 2018-02-15 | 2019-08-13 | Xerox Corporation | Media transports |
| EP4094949B1 (en) * | 2021-05-26 | 2024-10-23 | Canon Production Printing Holding B.V. | Belt support structure for a conveyor of an inkjet printer |
| JP2023111246A (ja) * | 2022-01-31 | 2023-08-10 | 富士フイルムビジネスイノベーション株式会社 | 無端ベルト、ベルトユニット及び画像形成装置 |
-
2021
- 2021-09-27 CN CN202180062473.2A patent/CN116096577B/zh active Active
- 2021-09-27 EP EP21875526.2A patent/EP4194382B1/en active Active
- 2021-09-27 WO PCT/JP2021/035388 patent/WO2022071224A1/ja not_active Ceased
- 2021-09-27 JP JP2022553953A patent/JP7700140B2/ja active Active
-
2023
- 2023-03-07 US US18/180,086 patent/US12269703B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001310836A (ja) | 2000-04-28 | 2001-11-06 | Kanegafuchi Chem Ind Co Ltd | 媒体搬送ベルト |
| JP2002302287A (ja) * | 2001-03-30 | 2002-10-18 | Kanegafuchi Chem Ind Co Ltd | 媒体搬送ベルト |
| JP2004059319A (ja) * | 2002-06-07 | 2004-02-26 | Hokushin Ind Inc | 搬送用無端ベルト |
| JP2006243146A (ja) * | 2005-03-01 | 2006-09-14 | Tokai Rubber Ind Ltd | 電子写真機器用無端ベルト |
| JP2008094605A (ja) | 2006-10-16 | 2008-04-24 | Fuji Xerox Co Ltd | インクジェット用搬送ベルトおよびインクジェット記録装置 |
| JP2011073804A (ja) | 2009-09-29 | 2011-04-14 | Gunze Ltd | インクジェット用搬送ベルト |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4194382A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024070501A1 (ja) | 2022-09-27 | 2024-04-04 | 住友理工株式会社 | 電子写真機器用ベルト部材 |
| US12510850B2 (en) | 2022-09-27 | 2025-12-30 | Sumitomo Riko Company Limited | Belt member for electrophotographic apparatus |
| US20240300174A1 (en) * | 2023-03-10 | 2024-09-12 | Align Technology, Inc. | Substrates and associated materials for additive manufacturing |
Also Published As
| Publication number | Publication date |
|---|---|
| US12269703B2 (en) | 2025-04-08 |
| EP4194382B1 (en) | 2024-11-20 |
| EP4194382A1 (en) | 2023-06-14 |
| CN116096577A (zh) | 2023-05-09 |
| CN116096577B (zh) | 2025-04-15 |
| JPWO2022071224A1 (ja) | 2022-04-07 |
| US20230219777A1 (en) | 2023-07-13 |
| EP4194382A4 (en) | 2024-01-24 |
| JP7700140B2 (ja) | 2025-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6429249B1 (en) | Fluorocarbon thermoplastic random copolymer composition | |
| JP6061606B2 (ja) | 加熱ベルト及び加熱装置 | |
| WO2022071224A1 (ja) | 搬送ベルト | |
| US7682542B2 (en) | Method of making fuser member | |
| KR20180094007A (ko) | 화상 형성 장치에 적용하는 것을 제외한 접동 부재, 부품 및 기계 장치의 소음 저감 방법 | |
| EP1170333B1 (en) | Fluorocarbon thermoplastic random copolymer composition curable at low temperatures | |
| US20110159276A1 (en) | Fuser member with fluoropolymer outer layer | |
| US6444741B1 (en) | Method of preparing thermoplastic random copolymer composition containing zinc oxide and aminosiloxane | |
| JP2017049282A (ja) | 電子写真機器用部材 | |
| JP2006091566A (ja) | クリーニングブレード、及びそれを備えた画像形成装置。 | |
| US8304016B2 (en) | Method of making fuser member | |
| EP1167444A1 (en) | Method of preparing low-temperature-cure polymer composition | |
| JP5651857B2 (ja) | クリーニングブレード及びそれを用いた電子写真画像形成装置 | |
| KR20220103948A (ko) | 성형체 | |
| JP2003103686A (ja) | 弾性部材及び電子写真装置用ブレード | |
| WO2018029996A1 (ja) | 導電性ロール | |
| JP6216284B2 (ja) | 電子写真用部材 | |
| US9417564B2 (en) | Image forming apparatus having rollers, belt and a tension applying unit | |
| JP5462471B2 (ja) | 半導電性ベルト及びその製造方法 | |
| JP2003107951A (ja) | フルオロカーボンからなる熱可塑性ランダムコポリマーオーバーコーティング層を有した圧力部材 | |
| JP5016254B2 (ja) | 現像ブレード | |
| JP2008134353A (ja) | 定着部材、その製造方法、定着装置および画像形成装置 | |
| JP2018080778A (ja) | 搬送用ローラ及びそれを備える画像形成装置 | |
| US20120121916A1 (en) | Hydrophobic and oleophobic fuser member | |
| JP2005352056A (ja) | 定着部材、定着装置及び画像形成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21875526 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022553953 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2021875526 Country of ref document: EP Effective date: 20230308 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWG | Wipo information: grant in national office |
Ref document number: 202180062473.2 Country of ref document: CN |