WO2022196693A1 - 窒化珪素基板 - Google Patents
窒化珪素基板 Download PDFInfo
- Publication number
- WO2022196693A1 WO2022196693A1 PCT/JP2022/011656 JP2022011656W WO2022196693A1 WO 2022196693 A1 WO2022196693 A1 WO 2022196693A1 JP 2022011656 W JP2022011656 W JP 2022011656W WO 2022196693 A1 WO2022196693 A1 WO 2022196693A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- silicon nitride
- nitride substrate
- thermal conductivity
- silicon
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/6261—Milling
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/58—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides
- C04B35/584—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on silicon nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/58—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides
- C04B35/584—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on silicon nitride
- C04B35/587—Fine ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/58—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides
- C04B35/584—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on silicon nitride
- C04B35/591—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on silicon nitride obtained by reaction sintering
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/58—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides
- C04B35/584—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on silicon nitride
- C04B35/593—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on silicon nitride obtained by pressure sintering
- C04B35/5935—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on silicon nitride obtained by pressure sintering obtained by gas pressure sintering
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62625—Wet mixtures
- C04B35/6263—Wet mixtures characterised by their solids loadings, i.e. the percentage of solids
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
- C04B35/63404—Polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- C04B35/63424—Polyacrylates; Polymethacrylates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/638—Removal thereof
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/25—Arrangements for cooling characterised by their materials
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3206—Magnesium oxides or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3225—Yttrium oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3852—Nitrides, e.g. oxynitrides, carbonitrides, oxycarbonitrides, lithium nitride, magnesium nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/42—Non metallic elements added as constituents or additives, e.g. sulfur, phosphor, selenium or tellurium
- C04B2235/428—Silicon
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5409—Particle size related information expressed by specific surface values
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5463—Particle size distributions
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
- C04B2235/6025—Tape casting, e.g. with a doctor blade
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/66—Specific sintering techniques, e.g. centrifugal sintering
- C04B2235/661—Multi-step sintering
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/72—Products characterised by the absence or the low content of specific components, e.g. alkali metal free alumina ceramics
- C04B2235/723—Oxygen content
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/75—Products with a concentration gradient
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/94—Products characterised by their shape
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9607—Thermal properties, e.g. thermal expansion coefficient
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9607—Thermal properties, e.g. thermal expansion coefficient
- C04B2235/9623—Ceramic setters properties
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/963—Surface properties, e.g. surface roughness
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/25—Arrangements for cooling characterised by their materials
- H10W40/255—Arrangements for cooling characterised by their materials having a laminate or multilayered structure, e.g. direct bond copper [DBC] ceramic substrates
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/25—Arrangements for cooling characterised by their materials
- H10W40/259—Ceramics or glasses
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W70/00—Package substrates; Interposers; Redistribution layers [RDL]
- H10W70/60—Insulating or insulated package substrates; Interposers; Redistribution layers
- H10W70/67—Insulating or insulated package substrates; Interposers; Redistribution layers characterised by their insulating layers or insulating parts
- H10W70/69—Insulating materials thereof
- H10W70/692—Ceramics or glasses
Definitions
- the present invention relates to silicon nitride substrates used in semiconductor modules or power modules.
- Circuit boards made by laminating ceramic substrates and metal plates are used in semiconductor modules, power modules, etc.
- Silicon nitride is used for this ceramic substrate, and recently, a silicon nitride substrate with high thermal conductivity is being studied.
- Patent Document 1 Japanese Unexamined Patent Application Publication No. 2018-184333.
- the thermal conductivity may be uneven within the silicon nitride substrate. For example, a difference occurs between the thermal conductivity of the central portion of the silicon nitride substrate and the thermal conductivity of the edge portion. If there is a portion of the silicon nitride substrate with low thermal conductivity, the heat dissipation of the portion of low thermal conductivity will deteriorate, which may affect the heat dissipation of the substrate as a whole.
- An object of the present invention is to suppress unevenness in thermal conductivity within the substrate and to provide a silicon nitride substrate with a high yield.
- the inventors discovered that when manufacturing a silicon nitride substrate, by suppressing uneven nitridation of Si within the substrate in the nitriding process, a silicon nitride substrate in which uneven thermal conductivity within the substrate is suppressed can be manufactured. Found it.
- ⁇ e/ ⁇ c which is the ratio of the thermal conductivity ⁇ c at the center of the substrate to the thermal conductivity ⁇ e at the edge of the substrate, is 0.85 to 1.15.
- the silicon nitride substrate of the present invention preferably has a size of 150 mm x 150 mm or more.
- the silicon nitride substrate of the present invention preferably has ⁇ c and ⁇ e of 100 W/m ⁇ K or more.
- the present invention it is possible to suppress uneven thermal conductivity in the substrate and obtain a silicon nitride substrate with a high yield.
- FIG. 2 is a schematic diagram illustrating a lamination state following FIG. 1;
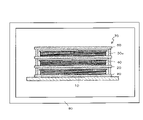
- FIG. 3 is a schematic diagram for explaining a state of stacking following FIG. 2 and a state of being carried into a nitriding apparatus;
- FIG. 3 includes (a) a top view, (b) a schematic cross-sectional view taken along A2-A2, and (c) a front view for explaining a vertical frame member 30b according to a reference example.
- FIG. 3 is (a) a top view, (b) a schematic view of a cross section taken along A3-A3, and (c) a front view for explaining a member 30c according to a reference example.
- Step of preparing slurry raw material powder obtained by adding rare earth element oxides and magnesium compounds as sintering aids to silicon powder is pulverized by a method such as media dispersion to obtain a slurry. to make.
- the silicon before pulverization is a powder having a median diameter D50 of 6 ⁇ m or more, a BET specific surface area of 3 m 2 /g or less, an oxygen content of 1.0% by mass or less, and an impurity C content in silicon of 0.15% by mass or less. More preferably, the powder has a median diameter D50 of 7 ⁇ m or more, a BET specific surface area of 2.5 m 2 /g or less, an oxygen content of 0.5% by mass or less, and an impurity C content in silicon of 0.10% by mass or less.
- the purity of the silicon powder is preferably 99% or higher, more preferably 99.5% or higher.
- Impurity oxygen contained in silicon is one of the factors that hinder the heat conduction of the silicon nitride substrate obtained by reaction sintering, so it is preferable that the amount of impurity oxygen is as small as possible. Furthermore, in the present invention, as will be described later, by limiting the amount of oxygen from the magnesium compound, the total amount of impurity oxygen contained in the silicon powder and oxygen from the magnesium compound is 0.1 per silicon converted to silicon nitride. It is preferable to adjust the raw material powder so that the content is in the range of up to 1.1% by mass. In addition, impurity carbon contained in silicon inhibits the growth of silicon nitride grains in the silicon nitride substrate obtained by reaction sintering. As a result, the densification is insufficient, which is one of the factors that reduce heat conduction and insulation.
- the BET specific surface area (m 2 /g) is measured by the BET one-point method (JIS R 1626: 1996 "Method for measuring specific surface area by gas adsorption BET method of fine ceramic powder") with a BET specific surface area meter.
- the median diameter D50 ( ⁇ m) is the obtained value
- the median diameter D50 ( ⁇ m) is the particle diameter when the cumulative frequency is 50% in the particle size distribution obtained by the laser diffraction/scattering method.
- the raw material powder may contain silicon nitride powder.
- silicon nitride is more expensive than silicon, the amount of silicon nitride used should be as small as possible.
- the amount of silicon nitride used is preferably 20 mol % or less, more preferably 10 mol % or less, and even more preferably 5 mol % or less of silicon (as silicon nitride).
- rare earth element oxides used in the present invention oxides of Y, Yb, Gd, Er, Lu, etc., which are readily available and stable as oxides, are preferable.
- Specific examples of rare earth element oxides include Y 2 O 3 , Yb 2 O 3 , Gd 2 O 3 , Er 2 O 3 and Lu 2 O 3 .
- the content of rare earth element oxides is 0.5 mol% or more and less than 2 mol% of the total of silicon (converted to silicon nitride), rare earth element oxides (converted to trivalent oxide) and magnesium compounds (converted to MgO). is.
- the content of the rare earth element oxide is less than 0.5 mol %, the effect as a sintering aid will be insufficient and the density will not be sufficiently increased, which is not preferable.
- the content of rare earth element oxides is 2 mol% or more, grain boundary phases with low thermal conductivity increase, thereby lowering the thermal conductivity of the sintered body and increasing the amount of expensive rare earth element oxides used. It is not preferable.
- the content of the rare earth element oxide is preferably 0.6 mol% or more and less than 2 mol%, more preferably 1 mol% or more and 1.8 mol% or less.
- the number of moles of silicon nitride (Si 3 N 4 ) obtained when all the silicon is nitrided and the rare earth element oxide to the trivalent oxide RE 2 O 3 (RE is a rare earth element) The sum of the number of moles when converted and the number of moles when the magnesium compound is converted to MgO is simply "silicon (converted to silicon nitride), rare earth element oxide (converted to trivalent oxide) and magnesium compound (MgO conversion) total.
- magnesium compound one or more magnesium compounds containing Si, N or O can be used.
- magnesium oxide MgO
- magnesium silicon nitride MgSiN 2
- magnesium silicide Mg 2 Si
- magnesium nitride Mg 3 N 2
- MgSiN 2 in the magnesium compound is less than 87% by mass, the amount of oxygen in the silicon nitride particles after sintering increases, which undesirably results in a low thermal conductivity of the sintered body.
- MgSiN 2 in the magnesium compound is preferably 90% by weight or more.
- the magnesium compound content (in terms of MgO) in the silicon nitride substrate is 8% against the total of silicon (in terms of silicon nitride), rare earth element oxides (in terms of trivalent oxides) and magnesium compounds (in terms of MgO). mol% or more and less than 15 mol%. If the content of the magnesium compound is less than 8 mol %, the effect as a sintering aid will be insufficient and the density will not be sufficiently increased, which is not preferable. If the content of the magnesium compound is 15 mol % or more, the grain boundary phase with low thermal conductivity increases, which undesirably lowers the thermal conductivity of the sintered body.
- the content of the magnesium compound is preferably 8 mol% or more and less than 14 mol%, more preferably 9 mol% or more and less than 13 mol%.
- slurry (dispersion of raw material powder). It is preferable that the media have a diameter of 5 mm or more, the concentration of the raw material powder in the slurry (also referred to as slurry concentration) is 40% by mass or more, and the pulverization is preferably carried out for 6 hours or more.
- the media is preferably made of a material that does not contain Al or Fe as main components, which are factors that lower the thermal conductivity of silicon nitride, and is particularly preferably made of silicon nitride.
- the types of dispersion medium and dispersant are not particularly limited, and can be arbitrarily selected according to the sheet forming method and the like.
- Ethanol, n-butanol, toluene, MEK, MIBK, etc. can be used as dispersion media, and sorbitan ester-type dispersants, polyoxyalkylene-type dispersants, etc. can be used as dispersants.
- the amount of the dispersion medium used is, for example, preferably 40 to 70% by mass relative to the total amount of the powder, and the amount of the dispersant used is, for example, 0.3 to 2% by mass relative to the total amount of the powder. is preferred. After dispersion, if necessary, the dispersion medium may be removed or replaced with another dispersion medium.
- the time for pulverization is not particularly limited because it varies depending on the milling equipment used and the amount and properties of the starting materials, but it is preferable to select the time so that the raw material powder can be sufficiently pulverized and mixed.
- the grinding time is, for example, preferably 6 hours or more and 48 hours or less, more preferably 12 hours or more and 24 hours or less. If the pulverization time is too short, sufficient pulverization may not be achieved and the pulverized silicon powder satisfying the conditions of the present invention may not be obtained. If the pulverization time is too long, the amount of impurity oxygen gradually increases, and the thermal conductivity of the silicon nitride substrate may decrease.
- the pulverized silicon particles preferably have an oxygen content of 1.0% by mass or less, more preferably 0.7% by mass or less.
- the thermal conductivity of silicon nitride can be improved by using silicon particles with as little oxygen as possible. Since it is difficult to measure the oxygen content of only the silicon particles after mixing with the sintering aid, a slurry of only silicon particles without the sintering aid was prepared under the same grinding conditions as a sample. can be used to measure the oxygen content of silicon particles. For example, silicon particles are extracted from the slurry, and the oxygen content of the silicon particles is measured using an inert gas fusion-nondispersive infrared absorption method oxygen analyzer.
- the BET specific surface area (m 2 /g), median diameter D50 ( ⁇ m), and oxygen content of the silicon particles in the slurry obtained by pulverization were determined by comparing the silicon particles pulverized in the same manner except that the rare earth element oxide and magnesium compound were not added. It is a value measured using Since the rare earth element oxide powder and the magnesium compound powder are added in very small amounts to the silicon powder, they hardly affect the pulverization efficiency. are considered to be substantially the same.
- Step of obtaining a sheet-like compact A dispersion medium, an organic binder, a dispersing agent, etc. are added to the obtained slurry as necessary, vacuum defoaming is performed as necessary, the viscosity is adjusted within a predetermined range, and the slurry for coating is prepared. make.
- the slurry viscosity is preferably adjusted within the range of 1 Pa ⁇ s or more and less than 15 Pa ⁇ s.
- the viscosity of the slurry is a value measured using a rotary viscometer at a temperature of 25°C and a rotation speed of 10 rpm. In some cases, removal or replacement of the dispersion medium may be performed as described above.
- the prepared coating slurry is formed into a sheet by using a sheet forming machine, cut into a predetermined size, and dried to obtain a sheet-shaped formed body.
- the organic binder used to prepare the slurry for coating is not particularly limited, but examples thereof include PVB resin (polyvinyl butyral resin), ethyl cellulose resin, acrylic resin and the like. It is preferable to appropriately adjust the amount of the dispersion medium, organic binder, dispersant, etc. added according to the coating conditions.
- the method of forming the coating slurry into a sheet is not particularly limited, but sheet forming methods such as a doctor blade method and an extrusion method can be used.
- sheet forming methods such as a doctor blade method and an extrusion method.
- sheet molding that can be easily molded into a thin sheet shape can be preferably used.
- the forming speed of the coating slurry is preferably 600 mm/min or less. Since the coating slurry used in the present invention has thixotropy, when the coating slurry passes through the doctor blade of the doctor blade method or the die of the extrusion method, shear stress is applied to the coating slurry, A decrease in the viscosity of the industrial slurry occurs. Therefore, if the molding speed exceeds 600 mm/min, the coating slurry will flow easily and will easily involve bubbles that cause voids, which may hinder densification.
- the drying rate of the coating slurry is preferably 0.8% by mass/min or less. If the drying rate of the coating slurry exceeds 0.8% by mass/min, the dispersion medium will rapidly volatilize, which can easily cause air bubbles to form in the sheet. After the coating, the sheet is passed through a drying zone so that it is gradually heated and dried. Therefore, it is preferable that the maximum drying rate does not exceed 0.8 mass %/min.
- the thickness of the sheet-like molded body formed in the molding process shall be, for example, 0.15-0.8 mm.
- the obtained sheet-like molded article can be cut into a predetermined size by, for example, a punching machine, if necessary.
- Step of sintering compact By heating the obtained sheet-like compact, silicon contained in the compact is nitrided and then densified.
- the sintering process includes a degreasing process for removing the organic binder in the molded body, a nitriding process for nitriding by reacting Si contained in the molded body with nitrogen, and a densifying sintering process for densification after nitriding. . These steps may be performed sequentially in separate furnaces or continuously in the same furnace.
- the conditions of the members for example, plates and frames
- the prepared sheet-like molded body is stacked on a BN plate on either side of a separation material, placed in an electric furnace, degreased (removed organic binders, etc.), and then placed in a nitriding device.
- It can be decarbonized at 900 to 1300° C., heated to a predetermined temperature in a nitrogen atmosphere for nitriding, and then sintered in a sintering apparatus. At this time, it is preferable to heat the compact while applying a load of 10 to 1000 Pa.
- Degreasing is preferably carried out at a temperature of 800°C or less.
- boron nitride (BN) powder with a thickness of about 3 to 20 ⁇ m as the separating material.
- the BN powder layer is for facilitating the separation of the silicon nitride sintered body substrate after sintering, and a BN powder slurry is applied, for example, by spraying, brush coating or screen printing on one surface of each sheet-shaped compact.
- the BN powder preferably has a purity of 95% or higher and an average particle size (D50) of 1-20 ⁇ m.
- the nitrogen partial pressure during nitriding is preferably 0.05 to 0.7 MPa, more preferably 0.07 to 0.2 MPa.
- the nitriding temperature is preferably 1350-1500°C, more preferably 1400-1450°C.
- the holding time after heating to the nitriding temperature is preferably 3-12 hours, preferably 5-10 hours. When the nitriding temperature is less than 1350°C or when the holding time is less than 3 hours, unreacted silicon powder remains in the sheet-like molded body, and a dense body cannot be obtained by the densifying sintering process performed after the nitriding process. Sometimes you can't.
- the silicon powder may melt before nitriding and may remain without nitriding, or the sintering aid components may volatilize and be sintered during the sintering process. In some cases, it becomes difficult to obtain a dense sintered body due to the shortage of the cohesive agent component. If the holding time is longer than 12 hours, the sintering aid component may volatilize and the sintering aid component may run short in the sintering step, making it difficult to obtain a dense sintered body.
- the nitrogen partial pressure during compaction sintering is preferably 0.1 to 0.9 MPa, more preferably 0.5 to 0.9 MPa.
- the sintering temperature is preferably 1800-1950°C, more preferably 1850-1900°C.
- the holding time (sintering time) after heating to the sintering temperature is preferably 3 to 12 hours, preferably 5 to 12 hours. If the sintering temperature is less than 1800° C. or if the holding time is less than 3 hours, the growth and rearrangement of the silicon nitride particles may be insufficient and a dense body may not be obtained. If the sintering temperature is higher than 1950° C. or if the holding time is longer than 12 hours, the sintering aid component may volatilize and become insufficient, making it difficult to obtain a dense sintered body.
- the silicon nitride substrate of the present invention is a silicon nitride substrate obtained by nitriding silicon contained in a sheet-like compact, and has a thermal conductivity ⁇ c at the center of the substrate and ⁇ e/ ⁇ c, which is the ratio of the thermal conductivity ⁇ e of , is 0.85 to 1.15.
- the silicon nitride substrate has a shape having a first main surface, a second main surface, and four side surfaces. The first main surface or the second main surface has a center portion and an end portion within the plane.
- the thermal conductivity ⁇ c of the central portion of the substrate and the thermal conductivity ⁇ e of the edge portion of the substrate are preferably 100 W/m ⁇ K or more, more preferably 110 W/m ⁇ K, and 120 W/m ⁇ K. It is more preferably 130 W/m ⁇ K or more, and particularly preferably 130 W/m ⁇ K or more.
- the silicon nitride substrate after sintering contains ⁇ -phase silicon nitride as a main component, and also contains rare earth elements and magnesium.
- the rare earth element may be in a single state, or may form a compound with another substance.
- Magnesium contained in the silicon nitride substrate may be in a single state or in a compound with other substances.
- a silicon nitride substrate of the present invention is a silicon nitride sintered body having silicon nitride particles and a grain boundary phase forming grain boundaries of the silicon nitride particles.
- the content of rare earth elements (in terms of trivalent oxide RE 2 O 3 (RE is a rare earth element)) in the grain boundary phase is 0.5 to 2.3 mol%, and the content of magnesium (in terms of MgO) is 0.5 to 10 mol%. is preferred.
- the content of the rare earth element and the content of magnesium are determined by the number of moles of silicon nitride (Si 3 N 4 ) and the trivalent oxide RE 2 O 3 (RE is (rare earth element) and the sum of the number of moles when the magnesium is converted to MgO is 100 mol%.
- the total may be simply referred to as "the total of silicon nitride, rare earth elements (calculated as trivalent oxides) and magnesium (calculated as MgO)".
- the sum of the contents of rare earth elements (in terms of trivalent oxides RE 2 O 3 (RE is a rare earth element)) and magnesium (in terms of MgO) in the grain boundary phase (total amount of grain boundary phases) is preferably 1.0 to 12.3 mol %.
- the content of silicon nitride, rare earth element and magnesium in the silicon nitride substrate depends on the amount of silicon powder added during production and the amount of rare earth element oxide and magnesium compound added as sintering aids.
- the content of magnesium in the silicon nitride substrate after sintering is reduced with respect to the amount added during production, since magnesium compounds are mainly reduced by volatilization during firing.
- rare earth element oxides hardly volatilize, the content of silicon nitride, rare earth elements (converted to trivalent oxides) and magnesium (converted to MgO) may slightly increase due to the decrease in magnesium compounds.
- the volatilization amount of the magnesium compound varies depending on the shape of the compact, firing conditions, and the like.
- the amount of oxygen in the silicon nitride particles is 0.05% by mass or less. If the oxygen content exceeds 0.05% by mass, high thermal conductivity cannot be obtained.
- Two silicon nitride substrates under the same conditions are prepared as samples, one silicon nitride substrate can be used as a substrate, and the other silicon nitride substrate can be used for measuring the amount of oxygen.
- the other silicon nitride substrate is pulverized and pickled to extract silicon nitride particles (the grain boundary phase is removed by pickling). Measure the amount of oxygen using the oxygen analyzer.
- the silicon nitride substrate preferably has a dense structure with a relative density of 98% or more. If the relative density of the silicon nitride substrate is less than 98%, high thermal conductivity cannot be obtained. In such a dense silicon nitride substrate, voids are less likely to impede thermal conduction, and in particular, the silicon nitride substrate of the present invention has a thermal conductivity of 115 W/m ⁇ K or more in the thickness direction.
- the bending strength of the silicon nitride substrate is, for example, 600 MPa or more.
- the bending strength is 600 MPa or more. is preferably Moreover, since the bending strength is as high as 600 MPa or more, it is possible to make the silicon nitride substrate thinner.
- the thickness of the silicon nitride substrate is not particularly limited, and can be any thickness. , more preferably 0.1 to 1 mm, and more preferably 0.2 to 0.6 mm for silicon nitride circuit substrates for power modules.
- the thickness of the silicon nitride substrate after sintering can be adjusted by adjusting the thickness of the sheet compact formed in the sheet forming step.
- a dispersant sorbitan acid trioleate
- a silicon nitride 5 ⁇ ball was used as the material, and pulverization was performed for 24 hours.
- the addition amount of the magnesium compound is indicated by mol % when all magnesium compounds are converted to MgO.
- the BET specific surface area, median diameter D50, and oxygen content of the silicon powder before pulverization were measured using a BET single-point BET specific surface area meter, a laser diffraction/scattering particle size distribution meter, and an inert gas fusion-nondispersive infrared absorption method, respectively. was measured using an oxygen analyzer.
- the resulting slurry was adjusted in concentration by adding a dispersion medium and an organic binder (acrylic resin), and subjected to defoaming treatment to obtain a slurry-like coating liquid.
- This coating slurry was applied to a carrier film by a doctor blade method, molded into a sheet having a thickness of 0.38 mm, and cut into a size of 240 mm ⁇ 200 mm to obtain a sheet-shaped molding.
- the speed at which the carrier film is fed during coating corresponds to the molding speed, and this molding speed was set at 600 mm/min or less.
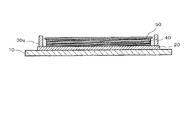
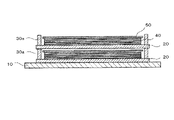
- a laminated assembly was prepared by laminating multiple sheets of the obtained sheet-like compact with a BN powder layer (thickness 4.5 ⁇ m) in between, and placed on a BN plate (mounting plate) to form a vertical frame member (made of BN). , and multistaged as shown in the schematic diagrams of FIGS. 1 and 2 .
- a mounting plate (made of BN) 20 is placed on the upper surface of a lower plate (holding plate) 10, and a laminated assembly 40 having a plurality of green sheets and an upper plate (weight plate) made of BN are placed thereon. 50 was placed.
- a vertical frame member 30a made of BN made of boron nitride shown in FIG.
- the mounting plate 20 of the next stage was placed on the vertical frame member 30a, and the laminated assembly 40 and the upper plate (weight plate) 50 were placed on the mounting plate 20. .
- the desired number of stacked assemblies 40 and upper plates (weight plates) 50 are placed, and the placing plate 60 is placed on the uppermost vertical frame member 30a (type shown in FIG.
- the mounting plate assembly 70 was prepared.
- the vertical frame member 30a of FIG. 4 has the shape of a rectangular frame as shown in (a) top view, and is made of BN as an integrated body. (b) The thickness of the vertical frame member 30a was made uniform, as indicated by the cross-sectional area hatched in the schematic diagram.
- the mounting plate assembly 70 taken out of the nitriding device 80 into a BN crucible it is carried into a sintering device and sintered in a nitrogen atmosphere (nitrogen partial pressure 0.9 MPa ) and sintered at 1900° C. for 12 hours (densification sintering step), the BN powder layer was removed, and a substrate made of a silicon nitride sintered body was obtained.
- the surface of the silicon nitride substrate was subjected to liquid honing treatment for the purpose of cleaning and making it moderately rough.
- the honing treatment was performed by adding an appropriate amount of alumina abrasive grains to water and spraying it on the front and back of the sintered body at a pressure of 0.5 MPa.
- the obtained silicon nitride substrate had a size of 200 mm ⁇ 170 mm and a thickness of 0.32 mm.
- the thermal conductivity ⁇ c at the center of the silicon nitride substrate and the thermal conductivity ⁇ e at the edge were measured.
- the central portion is within a radius of 30 mm from the center of the silicon nitride substrate (the intersection of the diagonal lines of the substrate), and a 10 mm square test piece was cut from within this central portion.
- the edge was within a radius of 40 mm from the corner of the silicon nitride substrate (one of the four corners), and a 10 mm square test piece was cut from within this edge.
- Thermal conductivity was measured by the flash method using each test piece cut into 10 mm square. Table 1 shows the results.
- Example 1 when proceeding to the nitriding step, the mounting plate assembly 70 was not stored in a crucible corresponding to a container, and the mounting plate assembly 70 was carried into the nitriding apparatus as it was.
- the nitrogen (N element) in the atmosphere of the nitriding apparatus is not blocked by the crucible, and is properly supplied to the large sheet-like molded body of the laminated assembly 40. It is thought that Si (silicon) in the sheet-like molded body is uniformly nitrided, and uneven nitridation within the substrate is suppressed.
- the thermal conductivity ratio ⁇ e/ ⁇ c is within the range of 0.94 to 1.03, and the difference in thermal conductivity between the center and the edge is suppressed compared to the reference example. It became what was done.
- the vertical frame member of FIG. 4 is applied to FIGS. 1 to 3, and the nitriding process proceeds without placing the mounting plate assembly 70 in the crucible, thereby uniforming variations in nitriding in the substrate. is thought to have worked.
- ⁇ c and ⁇ e were 110 W/m ⁇ K or more.
- Example 2 ⁇ c and ⁇ e were 120 W/m ⁇ K or more.
- ⁇ c and ⁇ e were 130 W/m ⁇ K or more.
- the vertical frame member 30b of FIG. 5 is applied to FIGS.
- the vertical frame member 30b in FIG. 5 has the shape of a rectangular frame as shown in (a) a top view, and convex portions 30b-1 which are rectangular (thin plate-shaped) when viewed from the top are located at the centers of each of the four sides. , 30b-2, 30b-3, and 30b-4.
- the thickness of the hatched cross-sectional locations (30b-4, 30b-2) is made larger than the thickness of the "frame" which is the main member of the vertical frame member 30b, so (c) the front As shown in the figure, recesses were formed between the protrusions. It is also possible to change the vertical frame member 30b of FIG. 5 to the vertical frame member 30c of FIG.
- the vertical frame member 30c of FIG. 6 has the shape of a rectangular frame, as shown in (a) the top view. , 30c-3, and 30c-4, and the rectangular frame and the four projections are made of BN. (b) Since the thickness of the convex portions 30c-4 and 30c-3 in the front view (c) is made larger than the thickness of the hatched cross section in the schematic diagram, the convex portions are shown in the front view (c). A recess was formed between them.
- the silicon nitride substrate of the reference example had a thermal conductivity ratio ⁇ e/ ⁇ c of 0.83, resulting in a widening difference between the thermal conductivity at the center and the thermal conductivity at the edges.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Ceramic Products (AREA)
Abstract
Description
(1) スラリーを作製する工程
本発明の方法では、珪素粉末に、焼結助剤として希土類元素酸化物及びマグネシウム化合物を添加して得られる原料粉末を、メディア分散等の方法で粉砕し、スラリーを作製する。
本発明で使用する珪素としては、工業的に入手可能なグレードの珪素粉末を使用することができる。粉砕前の珪素は、メジアン径D50が6 μm以上、BET比表面積が3 m2/g以下、酸素量が1.0質量%以下、及び珪素中の不純物C量が0.15質量%以下の粉末であるのが好ましく、メジアン径D50が7μm以上、BET比表面積が2.5 m2/g以下、酸素量が0.5質量%以下、及び珪素中の不純物C量が0.10質量%以下の粉末であるのがより好ましい。珪素粉末の純度は99%以上であるのが好ましく、99.5%以上であるのがより好ましい。珪素に含まれる不純物酸素は、反応焼結によって得られる窒化珪素基板の熱伝導を阻害する要因の一つなので、できるだけ少ない方が好ましい。さらに本発明では、後述するように、マグネシウム化合物からの酸素量を制限することで、珪素粉末に含まれる不純物酸素及びマグネシウム化合物からの酸素の総量が、窒化珪素に換算した珪素に対して、0.1~1.1質量%の範囲となるように原料粉末を調整するのが好ましい。また、珪素に含まれる不純物炭素は、反応焼結によって得られる窒化珪素基板において、窒化珪素粒子の成長を阻害する。その結果、緻密化不足となり熱伝導や絶縁が低下する要因の一つとなる。
本発明に用いる希土類元素酸化物としては、入手が容易であり、また、酸化物として安定なY、Yb、Gd、Er、Lu等の酸化物が好ましい。希土類元素酸化物の具体例としては、Y2O3、Yb2O3、Gd2O3、Er2O3、Lu2O3等が挙げられる。希土類元素酸化物の含有量は、珪素(窒化珪素に換算)、希土類元素酸化物(三価の酸化物換算)及びマグネシウム化合物(MgO換算)の合計に対して、0.5 mol%以上2 mol%未満である。希土類元素酸化物の含有量が0.5 mol%未満である場合、焼結助剤としての効果が不十分となり密度が十分に上がらないため好ましくない。希土類元素酸化物の含有量が2 mol%以上である場合、低熱伝導率の粒界相が増えることにより焼結体の熱伝導率を下げるとともに、高価な希土類元素酸化物の使用量が増えることとなり好ましくない。希土類元素酸化物の含有量は、好ましくは0.6 mol%以上2 mol%未満であり、より好ましくは1 mol%以上1.8 mol%以下である。
マグネシウム化合物としては、Si、N又はOを含有するマグネシウム化合物を1種又は2種以上使用することができる。特に、酸化マグネシウム(MgO)、窒化珪素マグネシウム(MgSiN2)、珪化マグネシウム(Mg2Si)、窒化マグネシウム(Mg3N2)等を使用するのが好ましい。ここで、マグネシウム化合物の合計に対して、87質量%以上がMgSiN2となるように選択する。87質量%以上のMgSiN2を使用することにより、得られる窒化珪素基板中の酸素濃度を低減することができる。マグネシウム化合物中のMgSiN2が87質量%未満である場合、焼結後の窒化珪素粒子内の酸素量が多くなることで焼結体の熱伝導率が低い値となり好ましくない。マグネシウム化合物中のMgSiN2は好ましくは90質量%以上である。
珪素粉末に、焼結助剤として希土類元素酸化物及びマグネシウム化合物を所定の比率となるように添加して、分散媒(有機溶剤)及び必要に応じて分散剤を添加し、ボールミルで粉砕しスラリー(原料粉末の分散物)を作製する。メディアは直径5 mm以上、スラリー中の前記原料粉末の濃度(スラリー濃度とも言う。)は40質量%以上であるのが好ましく、6時間以上粉砕するのが好ましい。メディアは、窒化珪素の熱伝導率を下げる要因となるAlやFeを主成分としない材質のものを使用するのが好ましく、窒化珪素製であるのが特に好ましい。分散媒及び分散剤の種類は、特に限定されるものではなく、シート成形する方法等に応じて任意に選択することができる。
得られたスラリーに、必要に応じて分散媒、有機系バインダー、分散剤等を加えて、必要に応じて真空脱泡を行い、粘度を所定の範囲内に調整し、塗工用のスラリーを作製する。前記スラリー粘度は1 Pa・s以上15 Pa・s未満の範囲内に調整するのが好ましい。スラリーの粘度は、回転型粘度計を用いて、温度:25℃、回転数10 rpmで測定した値である。場合によっては、前述したように、分散媒の除去や置換を行ってもよい。作製した塗工用スラリーを、シート成形機を用いてシート状に成形し、所定の大きさに切断した後、乾燥することによってシート状成形体を得る。塗工用スラリー作製に用いる有機系バインダーは、特に限定されないが、PVB系樹脂(ポリビニルブチラール樹脂)、エチルセルロース系樹脂、アクリル系樹脂等が挙げられる。分散媒、有機系バインダー、分散剤等の添加量は塗工条件に応じて適宜調整するのが好ましい。
得られたシート状の成形体を加熱することにより、成形体に含まれる珪素を窒化した後、緻密化する。焼結工程は、成形体中の有機バインダーを除去する脱脂工程、成形体中に含まれるSiと窒素を反応させて窒化させる窒化工程、及び窒化後に緻密化する緻密化焼結工程を含んでいる。これらの工程は、別々の炉で逐次的に行っても良いし、同じ炉において連続で行ってもよい。なお、シート状の成形体(グリーンシート)を積層した積層組立体について、その周囲に設ける部材(たとえば板や枠)の条件は、窒化工程と緻密化焼結工程とで変えることができる。
本発明の窒化珪素基板は、シート状の成形体に含まれる珪素を窒化してなる窒化珪素基板であって、基板の中心部の熱伝導率λcと、基板の端部の熱伝導率λeとの比率であるλe/λcが0.85~1.15である。なお、窒化珪素基板は、第1の主面と、第2の主面と、4つの側面とを有する形状である。前記第1の主面または前記第2の主面は、面内において中心部と端部とを有する。基板の中心部の熱伝導率λc及び基板の端部の熱伝導率λeは、100W/m・K以上であることが好ましく、110W/m・Kであることがより好ましく、120W/m・K以上であることがさらに好ましく、130W/m・K以上であることが特に好ましい。
焼結後の窒化珪素基板は、β相窒化珪素を主成分とし、希土類元素及びマグネシウムを含有する。希土類元素は単体の状態であってもよく、他の物質と化合物を形成していても良い。窒化珪素基板に含まれるマグネシウムは単体の状態であってもよいし、他の物質との化合物であってもよい。
窒化珪素基板は、相対密度が98%以上の緻密な構造を有していることが好ましい。窒化珪素基板の相対密度が98%未満であると高い熱伝導率が得られない。このような緻密な窒化珪素基板は、ボイドによる熱伝導の阻害が起こりにくく、特に本発明の窒化珪素基板は、厚み方向の熱伝導率が115 W/m・K以上である。
(スラリー作製工程)
BET比表面積が2.1 m2/g、メジアン径D50が8.2 μm、酸素量が0.3質量%の珪素粉末に、珪素(窒化珪素換算)、希土類元素酸化物(三価の酸化物換算)及びマグネシウム化合物(MgO換算)の合計に対して、1.2 mol%のY2O3の粉末及び9.8 mol%のMgSiN2の粉末を焼結助剤として添加し、原料粉末を得た。この原料粉末に、分散媒(トルエン)及び原料粉末の合計に対して0.5質量%の分散剤(ソルビタン酸トリオレート)を添加して、42質量%の濃度のスラリーとし、ボールミルを用いて、メディアとして窒化珪素製5φボールを使用し、24時間粉砕を行った。なおマグネシウム化合物の添加量は、マグネシウム化合物を全てMgOに換算したときのmol%で示した。粉砕前の珪素粉末のBET比表面積、メジアン径D50及び酸素量は、それぞれBET一点法のBET比表面積計、レーザー回折・散乱法の粒度分布計、及び不活性ガス融解-非分散型赤外線吸収法の酸素分析装置を用いて測定した。
得られたスラリーは、分散媒及び有機系バインダー(アクリル系樹脂)を加えて濃度調製し、脱泡処理を施してスラリー状の塗工液とした。この塗工用スラリーをドクターブレード法により、キャリアフィルムに塗工し、厚さ0.38mmのシート状に成形し、240mm×200mmの大きさに切断しシート状成形体を得た。なお、塗工時にキャリアフィルムを送る速度が成形速度に相当し、この成形速度を600 mm/min.以下とした。

(注2)表1の窒化条件でカッコ内の図面の番号は、その図面の縦枠部材を用いたことを示す。
焼結助剤、脱脂条件及び窒化条件を表1の実施例2~5それぞれに示すように変更した以外は、実施例1と同様にして窒化珪素基板を作製した。
焼結助剤、脱脂条件及び窒化条件を表1の参考例に示すように変更した以外は、実施例1と同様にして窒化珪素基板を作製した。
20:載置板、
30a:縦枠部材、
30b:縦枠部材、
30b-1,30b-2,30b-3,30b-4:凸部、
30c:縦枠部材、
30c-1,30c-2,30c-3,30c-4:凸部、
40:積層組立体、
50:上板(重し板)、
60:載置板、
70:載置板組立体、
80:窒化装置
Claims (3)
- 基板の中心部の熱伝導率λcと、基板の端部の熱伝導率λeとの比率であるλe/λcが0.85~1.15である、窒化珪素基板。
- 請求項1に記載の窒化珪素基板であって、150mm×150mm以上のサイズである、窒化珪素基板。
- 請求項1または2に記載の窒化珪素基板であって、前記λc及び前記λeが100W/m・K以上である、窒化珪素基板。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202280018990.4A CN116964020A (zh) | 2021-03-19 | 2022-03-15 | 氮化硅基板 |
| EP22771438.3A EP4293713A4 (en) | 2021-03-19 | 2022-03-15 | Silicon nitride substrate |
| US18/281,220 US20240150249A1 (en) | 2021-03-19 | 2022-03-15 | Silicon nitride substrate |
| KR1020237029832A KR102890629B1 (ko) | 2021-03-19 | 2022-03-15 | 질화규소 기판 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-045314 | 2021-03-19 | ||
| JP2021045314 | 2021-03-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022196693A1 true WO2022196693A1 (ja) | 2022-09-22 |
Family
ID=83322318
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/011656 Ceased WO2022196693A1 (ja) | 2021-03-19 | 2022-03-15 | 窒化珪素基板 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20240150249A1 (ja) |
| EP (1) | EP4293713A4 (ja) |
| KR (1) | KR102890629B1 (ja) |
| CN (1) | CN116964020A (ja) |
| WO (1) | WO2022196693A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2023157784A1 (ja) * | 2022-02-16 | 2023-08-24 | ||
| EP4234514A1 (en) * | 2022-02-25 | 2023-08-30 | Proterial, Ltd. | Silicon nitride substrate and method of manufacturing the same |
| WO2025053045A1 (ja) * | 2023-09-06 | 2025-03-13 | 株式会社トクヤマ | 窒化ケイ素基板 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000178013A (ja) * | 1998-12-14 | 2000-06-27 | Denki Kagaku Kogyo Kk | 窒化ケイ素粉末及びその製造方法 |
| JP2001181022A (ja) * | 1999-12-27 | 2001-07-03 | Toshiba Corp | 窒化物系セラミックス基材とその製造方法、およびそれを用いたセラミックス放熱板とセラミックスヒータ |
| JP2002008826A (ja) * | 2000-06-16 | 2002-01-11 | Ibiden Co Ltd | 半導体製造・検査装置用セラミックヒータ |
| JP2013227204A (ja) * | 2012-03-26 | 2013-11-07 | Hitachi Metals Ltd | セラミックス回路基板の製造方法及びセラミックス回路基板 |
| WO2017170247A1 (ja) * | 2016-03-28 | 2017-10-05 | 日立金属株式会社 | 窒化ケイ素焼結基板、窒化ケイ素焼結基板片、回路基板および窒化ケイ素焼結基板の製造方法 |
| JP2018184333A (ja) | 2017-04-26 | 2018-11-22 | 日立金属株式会社 | 窒化珪素基板の製造方法、及び窒化珪素基板 |
| WO2020203787A1 (ja) * | 2019-03-29 | 2020-10-08 | デンカ株式会社 | 窒化珪素基板、窒化珪素-金属複合体、窒化珪素回路基板、及び、半導体パッケージ |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08277179A (ja) * | 1995-04-03 | 1996-10-22 | Isuzu Ceramics Kenkyusho:Kk | 均質窒化ケイ素焼結体 |
| JP2772273B2 (ja) * | 1995-06-23 | 1998-07-02 | 株式会社東芝 | 窒化けい素回路基板 |
| US8858865B2 (en) * | 2009-01-13 | 2014-10-14 | Hitachi Metals, Ltd. | Silicon nitride substrate manufacturing method, silicon nitride substrate, silicon nitride circuit substrate, and semiconductor module |
| WO2013146789A1 (ja) * | 2012-03-26 | 2013-10-03 | 日立金属株式会社 | 窒化珪素焼結体基板及びその製造方法 |
-
2022
- 2022-03-15 US US18/281,220 patent/US20240150249A1/en active Pending
- 2022-03-15 CN CN202280018990.4A patent/CN116964020A/zh active Pending
- 2022-03-15 KR KR1020237029832A patent/KR102890629B1/ko active Active
- 2022-03-15 WO PCT/JP2022/011656 patent/WO2022196693A1/ja not_active Ceased
- 2022-03-15 EP EP22771438.3A patent/EP4293713A4/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000178013A (ja) * | 1998-12-14 | 2000-06-27 | Denki Kagaku Kogyo Kk | 窒化ケイ素粉末及びその製造方法 |
| JP2001181022A (ja) * | 1999-12-27 | 2001-07-03 | Toshiba Corp | 窒化物系セラミックス基材とその製造方法、およびそれを用いたセラミックス放熱板とセラミックスヒータ |
| JP2002008826A (ja) * | 2000-06-16 | 2002-01-11 | Ibiden Co Ltd | 半導体製造・検査装置用セラミックヒータ |
| JP2013227204A (ja) * | 2012-03-26 | 2013-11-07 | Hitachi Metals Ltd | セラミックス回路基板の製造方法及びセラミックス回路基板 |
| WO2017170247A1 (ja) * | 2016-03-28 | 2017-10-05 | 日立金属株式会社 | 窒化ケイ素焼結基板、窒化ケイ素焼結基板片、回路基板および窒化ケイ素焼結基板の製造方法 |
| JP2018184333A (ja) | 2017-04-26 | 2018-11-22 | 日立金属株式会社 | 窒化珪素基板の製造方法、及び窒化珪素基板 |
| WO2020203787A1 (ja) * | 2019-03-29 | 2020-10-08 | デンカ株式会社 | 窒化珪素基板、窒化珪素-金属複合体、窒化珪素回路基板、及び、半導体パッケージ |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4293713A4 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2023157784A1 (ja) * | 2022-02-16 | 2023-08-24 | ||
| WO2023157784A1 (ja) * | 2022-02-16 | 2023-08-24 | 株式会社Maruwa | 窒化ケイ素焼結体、および、窒化ケイ素焼結体の製造方法 |
| JP7684401B2 (ja) | 2022-02-16 | 2025-05-27 | 株式会社Maruwa | 窒化ケイ素焼結体、および、窒化ケイ素焼結体の製造方法 |
| JP2025089541A (ja) * | 2022-02-16 | 2025-06-12 | 株式会社Maruwa | 窒化ケイ素焼結体、および、電子部品搭載用基板 |
| JP7837449B2 (ja) | 2022-02-16 | 2026-03-30 | 株式会社Maruwa | 窒化ケイ素焼結体、および、電子部品搭載用基板 |
| EP4234514A1 (en) * | 2022-02-25 | 2023-08-30 | Proterial, Ltd. | Silicon nitride substrate and method of manufacturing the same |
| US12451406B2 (en) | 2022-02-25 | 2025-10-21 | Proterial, Ltd. | Silicon nitride substrate and method of manufacturing the same |
| WO2025053045A1 (ja) * | 2023-09-06 | 2025-03-13 | 株式会社トクヤマ | 窒化ケイ素基板 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20230138005A (ko) | 2023-10-05 |
| CN116964020A (zh) | 2023-10-27 |
| EP4293713A1 (en) | 2023-12-20 |
| EP4293713A4 (en) | 2025-02-19 |
| US20240150249A1 (en) | 2024-05-09 |
| KR102890629B1 (ko) | 2025-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6822362B2 (ja) | 窒化珪素基板の製造方法、及び窒化珪素基板 | |
| JP5339214B2 (ja) | 窒化珪素基板の製造方法および窒化珪素基板 | |
| WO2022196693A1 (ja) | 窒化珪素基板 | |
| US8178455B2 (en) | Alumina sintered body, method for manufacturing the same, and semiconductor manufacturing apparatus member | |
| JP7062229B2 (ja) | 板状の窒化ケイ素質焼結体およびその製造方法 | |
| JP2025105615A (ja) | 窒化珪素回路基板 | |
| JP7248186B2 (ja) | 窒化珪素基板 | |
| EP4501888A1 (en) | Method for producing silicon nitride substrate | |
| JP7211549B2 (ja) | 窒化珪素基板 | |
| JP7211476B2 (ja) | 窒化珪素基板 | |
| CN108349823B (zh) | 取向烧结体的制造方法 | |
| JP7339979B2 (ja) | 窒化ケイ素焼結体の製造方法 | |
| JP7248187B2 (ja) | 窒化珪素基板 | |
| JP7318835B2 (ja) | 窒化珪素基板 | |
| JP7432040B2 (ja) | 窒化ケイ素焼結体 | |
| JP7339980B2 (ja) | 窒化ケイ素焼結体の製造方法 | |
| JP7278326B2 (ja) | 窒化ケイ素焼結体の製造方法 | |
| CN116693300A (zh) | 一种高导热氮化硅基板烧结配方和烧结工艺 | |
| TWI764320B (zh) | 複合燒結體及複合燒結體的製造方法 | |
| JP2025154342A (ja) | 窒化セラミックス基板の製造方法 | |
| JP7201734B2 (ja) | 窒化ケイ素焼結体 | |
| JP7667204B2 (ja) | 窒化アルミニウム焼結体 | |
| KR102727296B1 (ko) | 질화규소 기판의 재생 방법 | |
| JP7615652B2 (ja) | 窒化シリコン用グリーンシート、および、その製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22771438 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20237029832 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020237029832 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280018990.4 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18281220 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022771438 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2022771438 Country of ref document: EP Effective date: 20230911 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |