WO2022210686A1 - 樹脂組成物、シート硬化物、複合成形体及び半導体デバイス - Google Patents
樹脂組成物、シート硬化物、複合成形体及び半導体デバイス Download PDFInfo
- Publication number
- WO2022210686A1 WO2022210686A1 PCT/JP2022/015374 JP2022015374W WO2022210686A1 WO 2022210686 A1 WO2022210686 A1 WO 2022210686A1 JP 2022015374 W JP2022015374 W JP 2022015374W WO 2022210686 A1 WO2022210686 A1 WO 2022210686A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin composition
- resin
- sheet
- inorganic filler
- filler
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/38—Boron-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/16—Solid spheres
- C08K7/18—Solid spheres inorganic
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L63/00—Compositions of epoxy resins; Compositions of derivatives of epoxy resins
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/25—Arrangements for cooling characterised by their materials
- H10W40/251—Organics
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2227—Oxides; Hydroxides of metals of aluminium
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/38—Boron-containing compounds
- C08K2003/382—Boron-containing compounds and nitrogen
- C08K2003/385—Binary compounds of nitrogen with boron
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/001—Conductive additives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/002—Physical properties
- C08K2201/003—Additives being defined by their diameter
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/002—Physical properties
- C08K2201/005—Additives being defined by their particle size in general
Definitions
- the present invention relates to a resin composition, and the resin composition and a cured product using the resin composition can be suitably used, for example, as a heat dissipation sheet for power semiconductor devices.
- This application claims priority based on Japanese Patent Application No. 2021-55114 filed in Japan on March 29, 2021, the content of which is incorporated herein.
- a power semiconductor device is generally used as a power semiconductor module in which a plurality of semiconductor devices are arranged on a common heat sink and packaged.
- ceramic substrates with high thermal conductivity such as alumina substrates and aluminum nitride substrates, are used as heat dissipation substrates on which power semiconductor devices are mounted.
- ceramic substrates have drawbacks such as being susceptible to cracking due to impact, and being difficult to make thin and compact.
- Hexagonal boron nitride is generally a thin plate crystal, and has a high thermal conductivity in the planar direction of the thin plate, but a low thermal conductivity in the thickness direction of the thin plate.
- the heat conductivity in the thickness direction of the sheet is never good because it is oriented parallel to the sheet surface when formed into a sheet.
- Agglomerated boron nitride fillers are examples of materials that increase the thermal conductivity in the thickness direction of the sheet. It is widely known that the use of agglomerated boron nitride filler can improve the thermal conductivity in the thickness direction of the sheet.
- the present inventors have previously developed an agglomerated boron nitride filler having a card house structure (see, for example, Patent Document 2).
- the inventors have developed an agglomerated boron nitride filler with a card house structure that has a relatively large average particle size and is less likely to collapse even when pressure is applied (see, for example, Patent Document 3).
- these agglomerated boron nitride fillers ensure a heat conduction path by the card house structure, by including them in the heat dissipation sheet, the heat conduction in the thickness direction of the sheet becomes excellent.
- boron nitride filler boron nitride particles are aggregated without using a separate binder. Therefore, even if an external force is applied during sheeting, the card house structure does not easily collapse and maintains a heat conduction path, allowing heat to be dissipated in the thickness direction of the sheet, and achieving excellent thermal conductivity. (See Patent Documents 4 and 5, for example).
- JP 2013-089670 A JP 2015-006985 A JP 2016-135730 A WO2015/119198 JP 2017-036415 A WO2019/189746
- An object of the present invention is to provide a resin composition, a cured sheet, a molded composite, and a semiconductor device that are excellent in high thermal conductivity, high insulation, preferably high heat resistance, and sheet handling.
- the inventors of the present invention found that the above problems can be solved by using a resin composition containing a specific filler and a resin.
- the present invention has been achieved based on such findings, and the gist thereof is as follows.
- a resin composition containing an inorganic filler and a thermosetting resin Among the solid content of the resin composition, the inorganic filler content is 50% by volume or more, and among the inorganic fillers, the boron nitride filler (A) is 82% by volume or more, the boron nitride filler comprises agglomerated filler;
- the thermosetting resin contains an epoxy resin having a mass average molecular weight of 5000 or more,
- the epoxy equivalent (WPE) of the resin component in the resin composition is 100 ⁇ WPE ⁇ 300,
- the resin composition, wherein the cured product of the resin composition has a storage modulus E′ of 1 ⁇ (E′ at 270° C.)/(E′ at 30° C.) ⁇ 0.2.
- the inorganic filler contains an inorganic filler (B) other than the boron nitride filler (A),
- the inorganic filler (B) contains spherical particles having an average particle size of 0.1 ⁇ m or more and 1 ⁇ m or less,
- the thermosetting resin has an epoxy resin with a weight average molecular weight of 10,000 or more and an epoxy resin with a weight average molecular weight of 600 or less.
- the resin composition containing the specific filler and resin of the present invention can be used to produce cured sheets, composite molded articles, and semiconductor devices having high thermal conductivity, high insulation, and high heat resistance while maintaining the uncured sheet's handleability. can provide.
- the resin composition of the present invention contains an inorganic filler and a thermosetting resin, and refers to a composition in a state before curing in a molding pressurization step or the like.
- a slurry-like resin composition to be subjected to a coating step to be described later, a sheet that has undergone the coating step, and a sheet that has undergone steps such as coating and drying can be used.
- the reasons why the resin composition of the present invention exhibits the above effects are as follows. 1) In terms of high thermal conductivity, the inorganic filler content is 50% by volume or more, and the boron nitride filler (A) among the inorganic fillers is 82% by volume or more, so that after curing the sheet, a heat conduction path in the sheet thickness direction can be sufficiently ensured, and the thermal conductivity can be increased. 2) In terms of high insulation, by setting the WPE of the resin component to 100 ⁇ WPE ⁇ 300, it is possible to reduce voids in the cured sheet material by improving the resin fluidity and to improve the withstand voltage by improving the crosslink density. Therefore, the cured sheet obtained using the resin composition can be highly insulated.
- the ratio of the storage elastic modulus E' at each temperature of 270°C and 30°C of the cured product of the resin composition of the present invention ((E' at 270°C)/(E' at 30°C)) is 1 ⁇ (E′ at 270° C.)/(E′ at 30° C.) ⁇ 0.20.
- 0.99 ⁇ (E′ at 270° C.)/(E′ at 30° C.) is 0.99 ⁇ (E′ at 270° C.)/(E′ at 30° C.), more preferably 0.95 ⁇ (E′ at 270° C.)/(E′ at 30° C.) ).
- the cured product of the resin composition is obtained by laminating sheets of the resin composition of the present invention, adjusting the thickness of the sample to 0.1 to 1.0 mm, and curing it by heating. It was cured until the exothermic peak obtained when the temperature was raised from 40° C.
- the method for adjusting the ratio of the storage elastic modulus E′ at each temperature of 270° C. and 30° C. of the cured product of the resin composition to the above range is not particularly limited, but the WPE of the resin component is lowered to improve the cross-linking density, increase the glass transition temperature.
- Tg glass transition temperature
- Tg is increased by blending a resin, increasing the amount of filler blended, and the like.
- the storage modulus E′ at 30° C. is preferably 1 ⁇ 10 8 Pa or more, more preferably 5 ⁇ 10 8 Pa or more, and even more preferably 1 ⁇ 10 9 Pa or more. Moreover, it is preferably 1 ⁇ 10 12 Pa or less, more preferably 5 ⁇ 10 11 Pa or less. Within these ranges, the effect of increasing the mechanical strength of the cured product at room temperature tends to be obtained.
- the storage elastic modulus E at 270° C. is preferably 2 ⁇ 10 7 Pa or more, more preferably 5 ⁇ 10 7 Pa or more, and even more preferably 1 ⁇ 10 8 Pa or more.
- it is preferably 1 ⁇ 10 11 Pa or less, more preferably 5 ⁇ 10 10 Pa or less. Within these ranges, it tends to be possible to maintain interfacial adhesive strength by maintaining elastic modulus at high temperatures and to suppress cracks by reducing thermal stress.
- thermosetting resin of the present invention contains an epoxy resin having a mass average molecular weight of 5000 or more. As long as the resin with a mass average molecular weight of 5000 or more contains an epoxy resin, it may contain a thermosetting resin other than the epoxy resin or an epoxy resin with a different molecular weight.
- the thermosetting resin contained in the resin composition of the present invention is not particularly limited as long as it can be cured in the presence of a curing agent or a thermosetting catalyst to obtain a cured product.
- Specific examples of thermosetting resins include epoxy resins, phenol resins, polycarbonate resins, unsaturated polyester resins, urethane resins, melamine resins, and urea resins.
- Epoxy resins are preferred from the viewpoint of viscosity, heat resistance, hygroscopicity, and handleability.
- Epoxy resins include, for example, epoxy group-containing silicon compounds, aliphatic type epoxy resins, bisphenol A or F type epoxy resins, novolak type epoxy resins, biphenyl type epoxy resins, alicyclic epoxy resins, glycidyl ester type epoxy resins, Examples include functional epoxy resins and polymer epoxy resins.
- Epoxy resin is a general term for compounds having one or more oxirane rings (epoxy groups) in the molecule.
- the oxirane ring (epoxy group) contained in the epoxy resin may be either an alicyclic epoxy group or a glycidyl group, but from the viewpoint of reaction rate or heat resistance, a glycidyl group is more preferable.
- the epoxy resin used in the present invention contains an epoxy resin having a mass average molecular weight of 5000 or more.
- the weight average molecular weight of the epoxy resin is preferably 10,000 or more, more preferably 20,000 or more, and even more preferably 30,000 or more. Moreover, 100,000 or less is mentioned as an upper limit. Within these ranges, there is a tendency to improve the film-forming properties of the resin composition and the handling properties of the uncured sheet. In addition, since the film properties are improved, the fillers are effectively held together in the uncured sheet stage, so voids are less likely to occur.
- the weight average molecular weight of the epoxy resin of the present invention is a polystyrene-equivalent value measured by gel permeation chromatography.
- the epoxy equivalent is defined as "the mass of an epoxy resin containing one equivalent of an epoxy group" and can be measured according to JIS K7236.
- thermosetting resin of the present invention preferably contains an epoxy resin with a molecular weight of 600 or less. It is more preferably 550 or less, still more preferably 500 or less. Also, the lower limit is not particularly limited, but it is 100 or more. By containing the epoxy resin within these ranges, there is a tendency to reduce voids due to improved resin fluidity.
- the epoxy equivalent (WPE) of the resin component of the resin composition of the present invention is 100 ⁇ WPE ⁇ 300.
- the resin component referred to here is a component excluding the solvent when the resin composition of the present invention contains an inorganic filler and a solvent.
- the lower limit of the epoxy equivalent (WPE) is preferably 110 or more, more preferably 120 or more.
- the upper limit of the epoxy equivalent (WPE) is preferably 290 or less, more preferably 270 or less. Within these ranges, the effect of suppressing deformation of the cured product at high temperatures and improving the mechanical strength of the cured product tends to be obtained by improving the crosslink density.
- the method for measuring the epoxy equivalent of the resin component is not particularly limited, but it can be measured by potentiometric titration or the like.
- the epoxy resin used in the present invention may be an aromatic oxirane ring (epoxy group)-containing compound.
- aromatic oxirane ring epoxy group
- Specific examples thereof include glycidylated bisphenols such as bisphenol A, bisphenol F, bisphenol AD, bisphenol S, tetramethylbisphenol A, tetramethylbisphenol F, tetramethylbisphenol AD, tetramethylbisphenol S, and tetrafluorobisphenol A.
- Bisphenol-type epoxy resins biphenyl-type epoxy resins, dihydroxynaphthalene, epoxy resins obtained by glycidylating dihydric phenols such as 9,9-bis(4-hydroxyphenyl)fluorene, 1,1,1-tris(4- Epoxy resins obtained by glycidylating trisphenols such as hydroxyphenyl)methane, epoxy resins obtained by glycidylating tetrakisphenols such as 1,1,2,2-tetrakis(4-hydroxyphenyl)ethane, phenol novolacs, cresol novolacs, Novolac type epoxy resins obtained by glycidylating novolacs such as bisphenol A, novolacs, and brominated bisphenol A novolaks are included.
- the epoxy resin contained in the resin composition of the present invention is not particularly limited. various biphenyl-type epoxy resins obtained by glycidylating compounds, epoxy resins obtained by glycidylating aromatic compounds having two hydroxyl groups such as dihydroxynaphthalene and 9,9-bis(4-hydroxyphenyl)fluorene; Epoxy resin obtained by glycidylating trisphenols such as 1,1-tris(4-hydroxyphenyl)methane, epoxy obtained by glycidylating tetrakisphenols such as 1,1,2,2-tetrakis(4-hydroxyphenyl)ethane One or more selected from resins; novolac-type epoxy resins obtained by glycidylating novolacs such as phenol novolak, cresol novolak, bisphenol A novolak, and brominated bisphenol A novolak; and silicone-containing epoxy resins are preferred.
- epoxy resins having a mass average molecular weight of 5000 or more bisphenol-type epoxy resins and biphenyl-type epoxy resins are preferable because they tend to improve the heat resistance and adhesiveness of the sheet.
- the epoxy resin having a mass average molecular weight of 600 or less is preferably a polyfunctional epoxy resin containing three or more epoxy groups (oxirane rings) in one molecule.
- examples of these epoxy resins include EX321L, DLC301 and DLC402 manufactured by Nagase ChemteX Corporation, and BATG and PETG manufactured by Showa Denko. These resins tend to improve the elastic modulus of the cured product by improving the crosslink density, and reduce voids in the cured sheet product by improving the fluidity of the resin.
- the thermosetting resin is preferably contained in an amount of 5 to 50% by volume, particularly 10 to 40% by volume, based on 100% by volume of the resin composition (solid content) excluding the solvent.
- the content of the thermosetting resin component is at least the above lower limit, moldability is good, and when it is at most the above upper limit, the content of other components can be ensured, and thermal conductivity can be enhanced.
- the main component of the components excluding the thermosetting catalyst is an epoxy resin.
- the main component refers to the most abundant component.
- the ratio of the epoxy resin in 100% by mass of the thermosetting resin contained in the resin composition of the present invention is not particularly limited, it is preferably 20% by mass or more, preferably 30% by mass or more.
- the upper limit is 100% by mass, and the epoxy resin may be used entirely.
- the epoxy resin having a weight average molecular weight of 5000 or more is preferably contained in an amount of 5% by mass or more, more preferably 10% by mass or more. Also, it is preferably contained in an amount of 29% by mass or less, more preferably 27% by mass or less. Within these ranges, the effect of improving the film-forming property of the resin composition and improving the handling property of the uncured sheet tends to be exhibited.
- the epoxy resin having a weight average molecular weight of 600 or less is preferably contained in an amount of 30% by mass or more, more preferably 40% by mass or more.
- it preferably contains 90% by mass or less, more preferably 80% by mass or less. Within these ranges, the effect of improving the elastic modulus of the cured sheet by improving the crosslink density and reducing voids in the cured sheet by improving the resin fluidity tends to be exhibited.
- the ratio of the modulus of rigidity G′ at each temperature of 200° C. and 30° C. of the cured product of the resin component of the present invention is 1 ⁇ (G′ at 200° C.)/(G′ at 30° C.)>0.1. is preferably More preferably 0.9 ⁇ (G′ at 200° C.)/(G′ at 30° C.), still more preferably 0.8 ⁇ (G′ at 200° C.)/(G′ at 30° C.) ).
- the lower limit is more preferably (G' at 200°C)/(G' at 30°C) ⁇ 0.2, more preferably (G' at 200°C)/(G at 30°C ') ⁇ 0.25.
- the cured product of the resin component is the same as the cured product described above for E'.
- the measurement method of G' at 30 ° C. and 200 ° C. is a rheometer under the conditions of a strain of 0.3%, a frequency of 1 Hz, and a gap of 0.5 mm. It was measured by heating and curing.
- the method for adjusting the ratio of the modulus of rigidity G′ at each temperature of 200° C. and 30° C. of the cured product of the resin composition to the above range is not particularly limited. Improvement of cross-linking density and the like can be mentioned by adjusting the appropriate amount.
- the resin composition of the present invention contains an inorganic filler in an amount of 50% by volume or more in 100% by volume of the resin composition (solid content) of the present invention excluding the solvent when the solvent is included, and the inorganic filler 100 volume 82% by volume or more of the boron nitride filler (A).
- the proportion of the inorganic filler in 100% by volume of the resin composition of the present invention excluding the solvent is preferably 51% by volume or more, more preferably 53% by volume or more.
- the upper limit is preferably 90% by volume or less, more preferably 85% by volume or less.
- the ratio of the boron nitride filler (A) in 100% by volume of the inorganic filler is preferably 83% by volume or more, more preferably 85% by volume or more.
- the upper limit is not particularly limited, and the boron nitride filler (A) may be 100% by volume.
- Examples of inorganic fillers other than the boron nitride filler (A) include fillers composed of particles of at least one selected from the group consisting of metal carbides, metal oxides and metal nitrides.
- metal carbides include synthetic magnesite.
- Examples of metal oxides include aluminum oxide (alumina), magnesium oxide, aluminum oxide, silicon oxide, calcium oxide, zinc oxide, yttrium oxide, zirconium oxide, cerium oxide, ytterbium oxide, sialon (silicon, aluminum, oxygen, nitrogen ceramics consisting of) and the like.
- Examples of metal nitrides include aluminum nitride and silicon nitride.
- the shape of the inorganic filler is not limited, and may be particulate, spherical, whisker-like, fibrous, plate-like, or aggregates thereof, and inorganic fillers of the above types and shapes may be used in combination. .
- the aggregated inorganic fillers tend to deform when they come into contact with each other in the molding and pressurizing process, and the surface contact forms more thermal conduction paths, resulting in a high thermal conductivity.
- the aggregated form of the aggregated inorganic filler can be confirmed with a scanning electron microscope (SEM).
- an electrically insulating one can be used, and examples thereof include fillers composed of particles of at least one kind selected from the group consisting of metal carbides, metal oxides and metal nitrides. Since insulation is required for power semiconductor applications, the aggregated inorganic filler has a volume resistivity of 1 ⁇ 10 13 ⁇ cm or more, particularly an inorganic filler with excellent insulation of 1 ⁇ 10 14 ⁇ cm or more. It is preferably made of a compound. Among them, oxides and nitrides are preferable because the cured sheet material has sufficient electrical insulation.
- such aggregated inorganic fillers include alumina (Al 2 O 3 , volume resistivity 1 ⁇ 10 14 ⁇ cm), aluminum nitride (AlN, volume resistivity 1 ⁇ 10 14 ⁇ cm), Boron nitride (BN, volume resistivity 1 ⁇ 10 14 ⁇ cm), silicon nitride (Si 3 N 4 , volume resistivity 1 ⁇ 10 14 ⁇ cm), silica (SiO 2 , volume resistivity 1 ⁇ 10 14 ⁇ ) ⁇ cm), among others, alumina, aluminum nitride, boron nitride, and silica are preferred, and alumina and boron nitride are particularly preferred.
- the aggregated inorganic filler may be surface-treated with a surface treatment agent.
- a known surface treatment agent can be used as the surface treatment agent.
- One of these aggregated inorganic fillers may be used alone, or two or more of them may be used by mixing them in any combination and ratio.
- the method and degree of aggregation of the aggregated inorganic filler are not particularly limited.
- boron nitride aggregate particles are included as the boron nitride filler (A).
- Boron nitride has a high thermal conductivity, but it has a scale-like shape, and although it conducts heat in the plane direction, it has a large thermal resistance in the direction perpendicular to the plane.
- the aggregated boron nitride particles are stacked like cabbage, it is preferable to align the aggregated particles in the plane direction so that the radial direction of the aggregated particles has better heat conductivity.
- the aggregated boron nitride particles preferably have a card house structure.
- the "card house structure” is, for example, Ceramics 43 No. 2 (published by The Ceramic Society of Japan, 2008), which has a structure in which plate-like particles are not oriented and laminated in a complicated manner.
- the boron nitride agglomerated particles having a card house structure are aggregates of boron nitride primary particles, and the plane portions and end surface portions of the primary particles are in contact to form, for example, a T-shaped aggregate.
- the boron nitride agglomerated particles having the card house structure are particularly preferable, and by using the boron nitride agglomerated particles having the card house structure, the thermal conductivity can be further increased.
- the new Mohs hardness of the boron nitride aggregated particles is not particularly limited, it is preferably 5 or less, and although there is no particular lower limit, it is, for example, 1 or more. When the new Mohs hardness is 5 or less, the particles dispersed in the resin composition tend to come into contact with each other in plane contact, forming a thermal conduction path between the particles and tending to improve the thermal conduction of the cured sheet. be.
- the volume average particle size of the boron nitride aggregated particles is not particularly limited, it is preferably 10 ⁇ m or more, more preferably 15 ⁇ m or more. Moreover, 100 micrometers or less are preferable and 90 micrometers or less are more preferable.
- the volume average particle diameter is 10 ⁇ m or more
- the number of particles in the resin composition and the cured product using the resin composition is relatively increased, so the interface between particles is increased, resulting in increased thermal resistance.
- Composite compacts may have low thermal conductivity. Further, when the volume average particle size is equal to or less than the above upper limit, the surface smoothness of the cured product using the resin composition tends to be obtained.
- the volume average particle diameter of the aggregated boron nitride particles means the particle diameter when the cumulative volume is 50% when the volume of the powder subjected to measurement is 100% and the cumulative curve is drawn.
- the measurement method is a wet measurement method in which a sample in which aggregated particles are dispersed in a pure water medium containing sodium hexametaphosphate as a dispersion stabilizer is measured using a laser diffraction/scattering particle size distribution analyzer or the like, A dry measurement method using "Morphologi" manufactured by Malvern is exemplified. The same applies to spherical fillers described later.
- "volume average particle size” is also simply referred to as "average particle size”.
- the content of the boron nitride aggregated inorganic filler in the inorganic filler of the present invention is preferably 30% by mass or more in 100% by mass of the inorganic filler, more preferably 40% by mass or more, and 50% by mass or more. is particularly preferred.
- the upper limit is not particularly limited, and may be 100% by mass.
- the resin composition of the present invention may contain an inorganic filler (B) other than the boron nitride filler (A).
- the inorganic filler (B) include fillers composed of at least one kind of particles selected from the group consisting of metal carbides, metal oxides, non-metal oxides and metal nitrides. Among them, the inorganic filler (B) is preferably a metal oxide and/or a non-metal oxide.
- metal carbides include synthetic magnesite.
- metal oxides include aluminum oxide (alumina), magnesium oxide, aluminum oxide, silicon oxide, calcium oxide, zinc oxide, yttrium oxide, zirconium oxide, cerium oxide, ytterbium oxide, sialon (silicon, aluminum, oxygen, nitrogen ceramics consisting of) and the like.
- non-metal oxides include silicon dioxide and the like.
- metal nitrides include aluminum nitride and the like.
- shape of the inorganic filler (B) is not limited, and may be particulate, spherical, whisker-like, fibrous, plate-like, or aggregates thereof. may
- the ratio in the inorganic filler contained in the resin composition is not particularly limited, but in order to increase the thermal conductivity by improving the filler filling rate, the volume ratio is 99.5. It is preferably 5:0.5 to 10:90, more preferably 97:3 to 15:85.
- the inorganic filler (B) may contain spherical particles containing particles having an average particle size in the range of 0.1 ⁇ m or more and 1 ⁇ m or less (hereinafter sometimes referred to as inorganic filler (B1)). Further, the content of particles having an average particle size in the range of 0.1 ⁇ m or more and 1 ⁇ m or less contained in the inorganic filler (B1) in the inorganic filler (B) is 100% by volume of the inorganic filler contained in the resin composition of the present invention. is preferably 2.4% by volume or less, more preferably 2.3% by volume or less, and even more preferably 2.0% by volume or less. Moreover, there is no particular lower limit, and the content may be 0% by volume.
- the average particle size is the average particle size determined from the volume-average particle size distribution measured by a laser diffraction particle size distribution analyzer.
- spherical may be anything that is generally recognized as being spherical.
- an average circularity of 0.4 or more may be considered spherical, and an average circularity of 0.6 or more may be considered spherical.
- the upper limit of average circularity is usually one.
- the circularity can be measured by image processing the projected image, and can be measured, for example, by Sysmex's FPIA series.
- the resin composition of the present invention may use an organic filler in combination with the inorganic filler.
- an organic filler either a thermoplastic resin filler or a thermosetting resin filler may be used. Specific examples include acrylic resin particles, epoxy resin particles, nylon resin particles, polyester resin particles, polystyrene resin particles, and silicone resin particles. Only one type of organic filler may be used, or two or more types may be used in combination.
- the upper limit of the average particle size of the organic filler is preferably 100 ⁇ m or less, more preferably 50 ⁇ m or less, and even more preferably 30 ⁇ m or less. By setting the thickness to not more than these upper limits, it is possible to produce heat-dissipating insulating sheets of various thicknesses without fear of lowering the thermal conductivity.
- the average particle size of the organic filler is also an average particle size obtained from the volume average particle size distribution measured by a laser diffraction particle size distribution analyzer.
- the resin composition of the present invention is not particularly limited as long as it contains an inorganic filler and a thermosetting resin as described above, and other components are included within a range that does not impair the effects of the present invention.
- Other components include a thermosetting catalyst, a curing agent, a solvent, and a silane that improves the interfacial adhesive strength between the resin composition and an inorganic filler optionally used when producing a cured sheet using the resin composition.
- Surface treatment agents such as coupling agents, insulating carbon components such as reducing agents, viscosity modifiers, dispersants, thixotropic agents, flame retardants, colorants, organic solvents, and thermoplastic resins.
- thermosetting catalyst The resin composition of the present invention may contain a thermosetting catalyst.
- the thermosetting catalyst is not particularly limited, and a known thermosetting catalyst can be used as appropriate.
- the thermosetting catalyst contained in the resin composition of the present invention may be used alone or in combination.
- thermosetting catalysts include compounds having a structure derived from imidazole; dicyandiamide; linear or cyclic tertiary amines; organic phosphorus compounds, quaternary phosphonium salts, diazabicycloalkenes such as organic acid salts. etc.
- Organic metal compounds, quaternary ammonium salts, metal halides, and the like can also be used.
- organometallic compounds include zinc octylate, tin octylate, and aluminum acetylacetone complexes.
- a compound having a structure derived from imidazole and/or dicyandiamide are preferable from the viewpoint of heat resistance and adhesiveness.
- the ratio of the compound having a structure derived from imidazole and the dicyandiamide in the thermosetting catalyst is not particularly limited, but is preferably 30% by mass or more, more preferably 50% by mass or more. Moreover, when a compound having a structure derived from imidazole and dicyandiamide are used in combination, the ratio is not particularly limited either.
- Compounds having a structure derived from imidazole and dicyandiamide include, for example, 2,4-diamino-6-[2′-ethyl-4′-methylimidazolyl-(17′)]-ethyl-s-triazine, 2 -phenyl-4,5-dihydroxymethylimidazole, 2-methylimidazole, 2-phenylimidazole, 2-phenyl-4-methylimidazole, 1-cyanoethyl-2-phenylimidazole, 2,4-diamino-6-[2' -methylimidazolyl-(1′)]-ethyl-s-triazine, 2,4-diamino-6-[2′-undecylimidazolyl-(1′)]-ethyl-s-triazine, 2,4-diamino- 6-[2′-ethyl-4′-methylimidazolyl-(1′)]-eth
- the content of the thermosetting catalyst in the resin composition is preferably 5% by mass or less, more preferably 4% by mass or less, relative to the thermosetting resin.
- the lower limit is not particularly limited, it is preferably 0.1% by mass or more, more preferably 0.5% by mass or more.
- the average particle size of the thermosetting catalyst is not particularly limited, but the average particle size of at least one type of thermosetting catalyst is preferably 15 ⁇ m or less, more preferably 10 ⁇ m or less. Also, it is preferably 1 nm or more, more preferably 10 nm or more, and still more preferably 100 nm or more.
- the average particle size is equal to or less than the above upper limit, the solubility of the thermosetting catalyst in the resin component is improved, and the reaction rate tends to be improved.
- the cured sheet tends to have a higher elastic modulus and a higher glass transition temperature. Furthermore, the dispersibility of the thermosetting catalyst is improved, and the storage stability tends to be improved.
- the average particle diameter of the plurality of thermosetting catalysts is not particularly limited, but the average particle diameter of the plurality of thermosetting catalysts may be within the above range.
- the thermosetting resin of the present invention may contain a curing agent.
- the curing agent is not particularly limited, for example, a phenol resin, an acid anhydride having an aromatic or alicyclic skeleton, or a hydrogenated acid anhydride or a modified acid anhydride is preferable.
- the use of these preferable curing agents tends to make it possible to obtain a cured sheet having an excellent balance of heat resistance, moisture resistance and electrical properties. Only one curing agent may be used, or two or more curing agents may be used in combination.
- the phenolic resin used as the curing agent is not particularly limited.
- Specific examples of phenolic resins include phenol novolak, o-cresol novolak, p-cresol novolak, t-butylphenol novolak, dicyclopentadiene cresol, polyparavinylphenol, bisphenol A type novolak, xylylene-modified novolak, decalin-modified novolak, poly (di-o-hydroxyphenyl)methane, poly(di-m-hydroxyphenyl)methane, poly(di-p-hydroxyphenyl)methane, and the like.
- novolac-type phenolic resins having a rigid main chain skeleton and triazine skeletons are used. Phenolic resins are preferred. Phenolic resins having allyl groups are preferred for improving the flexibility of the resin composition and the toughness of the cured sheet.
- phenol resins Commercially available products of the above phenol resins include MEH-8005, MEH-8000H and NEH-8015 (all of which are manufactured by Meiwa Kasei Co., Ltd.), YLH903 (manufactured by Mitsubishi Chemical Corporation), LA-7052, LA-7054, LA-7751, Examples include LA-1356 and LA-3018-50P (all of which are manufactured by Dainippon Ink), and PSM6200, PS6313 and PS6492 (manufactured by Gunei Chemical Industry Co., Ltd.).
- the acid anhydride having an aromatic skeleton, the hydrogenated acid anhydride, or the modified acid anhydride used for the curing agent is not particularly limited.
- Specific examples include SMA resin EF30 and SMA resin EF60 (both of which are manufactured by Sartomer Japan), ODPA-M and PEPA (both of which are manufactured by Manac), Rikagit MTA-10, Rikagit TMTA, and Rikagit TMEG-.
- the acid anhydride having an alicyclic skeleton, the hydrogenated acid anhydride or the modified acid anhydride is an acid anhydride having a polyalicyclic skeleton, the hydrogenated acid anhydride or the acid It is a modified anhydride, an acid anhydride having an alicyclic skeleton obtained by an addition reaction of a terpene compound and maleic anhydride, a water additive of the acid anhydride, or a modified acid anhydride. is preferred.
- Specific examples include Rikagit HNA and Rikagit HNA-100 (both manufactured by Shin Nippon Rika Co., Ltd.), Epicure YH306 and Epicure YH309 (both manufactured by Mitsubishi Chemical Corporation), and the like.
- the curing agent is preferably contained in an amount of 0 to 70% by weight, particularly 0 to 55% by weight, more preferably 0 to 40% by weight, and 0 to 30% by weight in 100% by weight of the resin component of the present invention. It is more preferable that the content is from 1 to 20% by mass.
- the content of the curing agent is at least the above lower limit, sufficient curing performance can be obtained, and when it is at most the above upper limit, the reaction proceeds effectively, the crosslink density is improved, and the strength can be increased. Furthermore, the film formability is improved.
- the content of the reactive groups in the curing agent is not limited, but it may be 0 equivalents relative to the amount of epoxy groups in the thermosetting resin, preferably It is 0.05 equivalents or more, more preferably 0.1 equivalents or more, still more preferably 0.15 equivalents or more, and particularly preferably 0.2 equivalents or more. Also, it is preferably 2 equivalents or less, more preferably 0.9 equivalents or less, still more preferably 0.6 equivalents or less, and particularly preferably 0.4 equivalents or less, relative to the amount of epoxy groups in the thermosetting resin. is.
- the content of reactive groups in the curing agent is at least the above lower limit with respect to the amount of epoxy groups in the thermosetting resin, the reduction in curing speed is suppressed, the epoxy groups are less likely to remain, and the sheet cures. It tends to be effective in improving the strength of objects and suppressing hygroscopicity.
- the elastic modulus of the cured sheet tends to be high.
- the resin composition according to the present invention may contain an organic solvent, for example, in order to improve coatability when forming a cured sheet product through a coating step.
- organic solvents that may be contained in the resin composition of the present invention include methyl ethyl ketone, cyclohexanone, propylene glycol monomethyl ether acetate, butyl acetate, isobutyl acetate, propylene glycol monomethyl ether and the like. These organic solvents may be used alone or in combination of two or more.
- the content thereof is appropriately determined according to the handleability of the resin composition when producing a cured sheet, the shape before curing, drying conditions, and the like.
- the organic solvent is the resin composition of the present invention or the solid content (other than the solvent) in the resin composition of the present invention after adding the inorganic filler described later It is preferable to use so that the total concentration of the components of ) is 10 to 90% by mass, particularly 40 to 80% by mass.
- the organic solvent is the resin composition of the present invention or the solid content in the resin composition of the present invention after addition of an inorganic filler described later. It is more preferable to use so that the concentration (total of components other than the solvent) is 95% by mass or more, particularly 98% by mass or more.
- the resin composition of the present invention can be obtained by uniformly mixing an inorganic filler, a thermosetting resin, and other components added as necessary by stirring or kneading.
- a general kneading device such as a mixer, kneader, single-screw or twin-screw kneader can be used, and heating may be carried out as necessary during mixing.
- the mixing order of each compounding component is also arbitrary as long as there is no particular problem such as reaction or precipitation.
- Inorganic filler and other ingredients are added to the prepared resin liquid and mixed. After that, an organic solvent is added for viscosity adjustment and mixed, and then a curing agent and a curing accelerator are added.
- a method of adding and mixing an additive such as a dispersing agent can be used.
- the cured sheet can be produced by a commonly used method. For example, it can be obtained by preparing the resin composition of the present invention, molding this resin composition into a sheet, laminating it so as to have an appropriate thickness, and curing it.
- a resin composition can be obtained by uniformly mixing an inorganic filler, a thermosetting resin, and other components added as necessary by stirring or kneading.
- a general kneading device such as a mixer, kneader, single-screw or twin-screw kneader can be used, and heating may be carried out as necessary during mixing.
- each compounding component is also arbitrary as long as there is no particular problem such as reaction or precipitation.
- Inorganic filler and other ingredients are added to the prepared resin liquid and mixed, and then an organic solvent is added for viscosity adjustment and mixed.
- a method of adding and mixing an additive such as a reactive catalyst or a dispersing agent may be used.
- a commonly used method can be used for forming and curing the prepared resin composition into a sheet.
- the sheet can be obtained by forming the resin composition into a sheet by a method such as a doctor blade method, a solvent casting method, or an extrusion film forming method.
- the solvent in the resin composition can be removed by a known heating method such as a hot plate, hot air oven, IR heating oven, vacuum dryer, and high frequency heater.
- a coating film (sheet-like resin composition) is formed by coating a slurry-like resin composition on the surface of a base material. That is, using a slurry resin composition, a coating film is formed on a substrate by a dipping method, a spin coating method, a spray coating method, a blade method, or any other method.
- a coating device such as a spin coater, a slit coater, a die coater, and a blade coater can be used for coating the resin composition in slurry form, thereby uniformly forming a coating film having a predetermined thickness on the substrate. It is possible to As the substrate, a copper foil or a PET film, which will be described later, is generally used, but the substrate is not limited at all.
- a coating film formed by applying a slurry resin composition is usually heated at 10 to 150° C., preferably 25 to 120° C., more preferably 30 to 110° C. in order to remove solvents and low-molecular-weight components. Dry at temperature.
- drying temperature is equal to or lower than the above upper limit, curing of the thermosetting resin in the slurry resin composition is suppressed, and the resin in the sheet-like resin composition flows in the subsequent pressurization step to form voids. It tends to be easier to remove. Further, when the drying temperature is equal to or higher than the above lower limit, the solvent can be effectively removed, and productivity tends to be improved.
- the drying time is not particularly limited, and can be appropriately adjusted depending on the state of the slurry resin composition, the drying environment, and the like. It is preferably 1 minute or longer, more preferably 2 minutes or longer, still more preferably 5 minutes or longer, even more preferably 10 minutes or longer, particularly preferably 20 minutes or longer, and most preferably 30 minutes or longer. On the other hand, it is preferably 4 hours or less, more preferably 3 hours or less, still more preferably 2 hours or less.
- the drying time is equal to or longer than the above lower limit, the solvent can be sufficiently removed, and there is a tendency that the residual solvent can be prevented from forming voids in the cured sheet.
- productivity tends to be improved and production costs can be suppressed.
- the obtained sheet-shaped resin composition is used for the purpose of bonding the inorganic fillers together to form a heat path, the purpose of eliminating voids and gaps in the sheet, the purpose of improving the adhesion with the substrate, etc. It is desirable to perform the pressurization step at It is desirable that the pressurizing step is performed by applying a load of 2 MPa or more to the sheet-shaped resin composition on the substrate.
- the load is preferably 5 MPa or more, more preferably 10 MPa or more. Also, it is preferably 2000 MPa or less, more preferably 1800 MPa or less.
- the heating temperature of the sheet-shaped resin composition on the substrate is not particularly limited. It is preferably 10° C. or higher, more preferably 20° C. or higher, and still more preferably 30° C. or higher. Also, it is preferably 300° C. or lower, more preferably 280° C. or lower, still more preferably 250° C. or lower, still more preferably 100° C. or lower, and particularly preferably 90° C. or lower.
- the melt viscosity of the resin in the coating film can be lowered, and voids and spaces in the cured sheet can be eliminated. Further, by heating at a temperature not higher than the above upper limit, decomposition of the organic components in the sheet-like resin composition and the cured sheet, and voids caused by residual solvent tend to be suppressed.
- the time for the pressurization step is not particularly limited. It is preferably 30 seconds or longer, more preferably 1 minute or longer, even more preferably 3 minutes or longer, and particularly preferably 5 minutes or longer. Also, it is preferably 1 hour or less, more preferably 30 minutes or less, still more preferably 20 minutes or less.
- the pressurization time is equal to or less than the above upper limit, it tends to be possible to reduce the production time of the cured sheet material and reduce the production cost.
- it is at least the above lower limit gaps and voids in the cured sheet can be sufficiently removed, and the heat transfer performance and withstand voltage characteristics tend to be improved.
- the curing step for completing the curing reaction of the resin composition of the present invention may be performed under pressure or without pressure. Also, the pressurizing step and the curing step may be performed at the same time.
- the load By setting the load to the above upper limit or less, it is possible to obtain a sheet having high thermal conductivity without voids in the cured sheet without breaking the secondary particles of the inorganic filler.
- the weight is set to the above lower limit or more, the contact between the inorganic fillers is improved, and heat conduction paths are easily formed, so that a cured sheet product having high heat conductivity can be obtained.
- the pressurization time is not particularly limited when the pressurization process and the curing process are performed simultaneously. It is preferably 30 seconds or longer, more preferably 1 minute or longer, even more preferably 3 minutes or longer, and particularly preferably 5 minutes or longer. Also, it is preferably 8 hours or less, more preferably 6 hours or less, and still more preferably 4 hours or less.
- the pressurization time is equal to or less than the above upper limit, it tends to be possible to reduce the production time of the sheet-like cured sheet product and reduce the production cost.
- it is at least the above lower limit gaps and voids in the cured sheet can be sufficiently removed, and the heat transfer performance and withstand voltage characteristics tend to be improved.
- the heating temperature of the sheet-shaped resin composition on the substrate is not particularly limited when the pressurizing process and the curing process are performed simultaneously. It is preferably 10° C. or higher, more preferably 20° C. or higher, and still more preferably 30° C. or higher. Also, it is preferably 300° C. or lower, more preferably 250° C. or lower, still more preferably 200° C. or lower, even more preferably 100° C. or lower, and particularly preferably 90° C. or lower. By setting the temperature within this range, the melt viscosity of the resin in the coating film can be lowered, and voids and gaps in the cured sheet can be eliminated. Further, by heating at a temperature not higher than the above upper limit, decomposition of the organic components in the sheet-like resin composition and the cured sheet, and voids caused by residual solvent tend to be suppressed.
- the heating temperature of the sheet-like resin composition on the substrate is not particularly limited when only the curing step is performed. It is preferably 10° C. or higher, more preferably 50° C. or higher, and still more preferably 100° C. or higher. Also, it is preferably 500° C. or lower, more preferably 400° C. or lower, still more preferably 250° C. or lower, even more preferably 180° C. or lower, and particularly preferably 175° C. or lower. By setting the temperature within this range, the curing reaction of the resin is allowed to proceed effectively. In addition, since the content is equal to or less than the above upper limit value, thermal deterioration of the resin is prevented. Further, when the content is at least the above lower limit, the curing reaction of the resin is allowed to proceed more effectively.
- the thickness of the cured sheet thus formed is not particularly limited, it is preferably 50 ⁇ m or more, more preferably 80 ⁇ m or more, and even more preferably 100 ⁇ m or more. Also, it is preferably 400 ⁇ m or less, more preferably 300 ⁇ m or less.
- the thickness of the cured sheet is at least the above lower limit, there is a tendency that withstand voltage characteristics are obtained and the dielectric breakdown voltage is improved. Further, when the thickness is equal to or less than the above upper limit, the device can be made smaller and thinner, and the thermal resistance of the obtained cured sheet (heat-dissipating sheet) tends to be suppressed.
- the composite molded body of the present invention is formed by laminating and integrating a cured product portion made of the cured sheet of the present invention and a metal portion.
- the metal portion may be provided on only one surface of the cured product portion made of the cured sheet material of the present invention, or may be provided on two or more surfaces.
- the cured sheet may have a metal portion only on one side, or may have a metal portion on both sides.
- the metal part may be patterned.
- Such a composite molded article of the present invention can be produced by using the metal portion as the base material and forming the cured sheet of the present invention on this base material according to the above method. Moreover, it can also be manufactured by peeling a sheet-shaped resin composition or sheet cured product formed on a base material different from the metal part from the base material and then heat-pressing it onto a metal member that will be the metal part. .
- the substrate is The sheet-shaped resin composition or sheet cured product may be peeled off from the sheet, placed on another metal plate, or sandwiched between two metal plates and pressed together to integrate.
- a metal plate with a thickness of about 10 ⁇ m to 10 cm made of copper, aluminum, nickel-plated metal, or the like can be used as the metal plate.
- the surface of the metal plate may be physically roughened, or may be chemically treated with a surface treatment agent or the like. From the viewpoint of adhesion between the resin composition and the metal plate, these treatments It is more preferable that
- the composite molded article of the present invention can be used as a semiconductor device.
- it can be effectively used in power semiconductor devices capable of achieving high output and high density by operating at high temperatures.
- Resin component 1 Bifunctional epoxy resin disclosed as resin component 1 in JP-A-2020-63438 Weight average molecular weight in terms of polystyrene: 30,000 Epoxy equivalent: 9,000 g/equivalent Resin component 2: Biphenyl type solid epoxy resin manufactured by Mitsubishi Chemical Corporation Molecular weight: about 400 Epoxy equivalent: 200 g/equivalent Resin component 3: Polyfunctional epoxy resin containing a structure having 4 or more glycidyl groups per molecule manufactured by Showa Denko Co., Ltd.
- Inorganic filler A Agglomerated boron nitride particles having a card house structure, produced according to the method for producing agglomerated boron nitride particles disclosed in Examples of WO 2015/561028.
- Inorganic filler B1-1 manufactured by Admatechs, spherical alumina particles Average particle size: 7 ⁇ m (Peak particle size: 15 ⁇ m, 0.6 ⁇ m) Content of spherical particles of 0.1 to 1 ⁇ m: 13.5%
- Inorganic filler B1-2 manufactured by Admatechs, spherical alumina particles average particle size: 9 ⁇ m (peak particle size: 12 ⁇ m, 0.3 ⁇ m) Content of spherical particles between 0.1 and 1 ⁇ m: 19.3%
- Inorganic filler B1-3 manufactured by Admatechs, spherical alumina particles Average particle size: 0.2 ⁇ m Content of spherical particles between 0.1 and 1 ⁇ m: 82.3%
- Curing agent 1 "MEH-8000H” manufactured by Meiwa Kasei Co., Ltd. Phenolic resin hardener
- Thermosetting catalyst 1 2,4-diamino-6-[2'-ethyl-4'-methylimidazolyl-(1')]-ethyl-s-triazine. Structure derived from imidazole Having both structures derived from triazine in one molecule (“Curesol 2E4MZ-A” manufactured by Shikoku Kasei Co., Ltd.)
- Thermosetting catalyst 2 2-phenyl-4,5-dihydroxymethylimidazole ("Curesol 2PHZ-PW” manufactured by Shikoku Kasei Co., Ltd.)
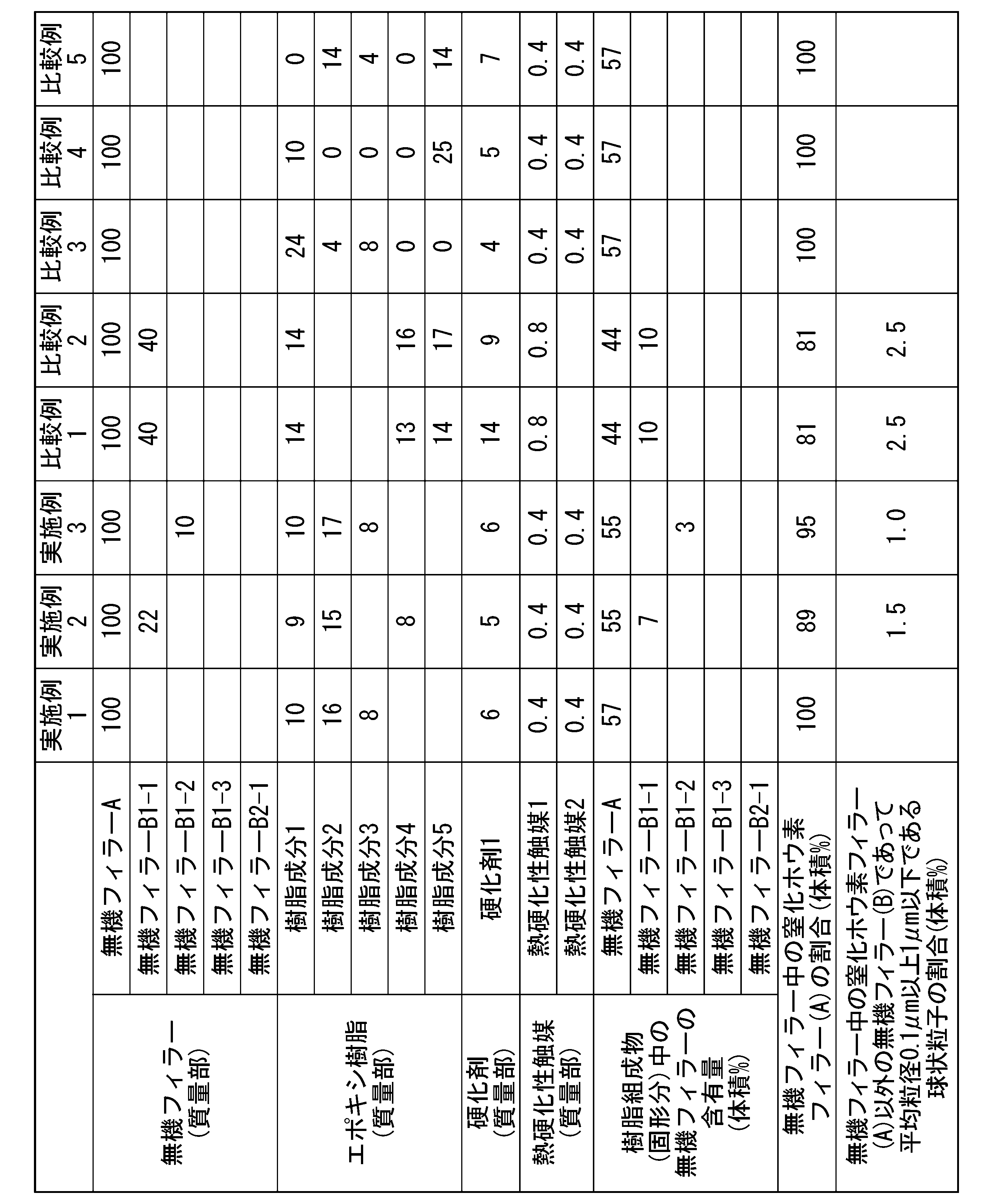
- Example 1 Resin component 1, resin component 2, resin component 3, curing agent 1, thermosetting catalyst 1, thermosetting catalyst 2, and inorganic filler A are described in Example 1 in Table 1 below using a rotation-revolution stirring device.
- a mixture was obtained by mixing so that the mass ratio of When preparing this mixture, 18.6% by mass each of methyl ethyl ketone and cyclohexanone were used to prepare a slurry-like resin composition so that the mixture contained 62.8% by mass (solid content concentration) of the coating slurry. prepared.
- the resulting slurry resin composition was applied to a PET base material by a doctor blade method, dried by heating at 60° C. for 120 minutes, and then pressurized to form a sheet-like resin composition having a thickness of 150 ⁇ m. Obtained.
- the total content of methyl ethyl ketone and cyclohexanone in the sheet-shaped resin composition was 1% by mass or less.
- ⁇ Measurement of E' of cured product of resin composition> As in each example and comparative example, a resin composition was prepared using a rotation-revolution stirring device, and three sheets obtained by heat drying and pressure molding were laminated, and then heat-cured. Evaluation was carried out using a test piece cut out from the cured product of the obtained resin composition to a width of 4 mm and a length of about 50 to 60 mm. Measurement was performed under the following conditions using "DMS6100" manufactured by Hitachi High-Tech Science Co., Ltd. as a measurement device.
- Measurement temperature conditions -110 to 270°C Measurement mode: Tensile mode Measurement frequency: 1Hz Between chucks: 35mm Strain amplitude ( ⁇ m): 5 ⁇ m Force amplitude initial value (mN): 50mN Furthermore, when E′ at 270° C. and 30° C. satisfies the following conditions, it is evaluated as ⁇ , and when it is not satisfied, it is evaluated as ⁇ . 1 ⁇ (E′ at 270° C.)/(E′ at 30° C.) ⁇ 0.2
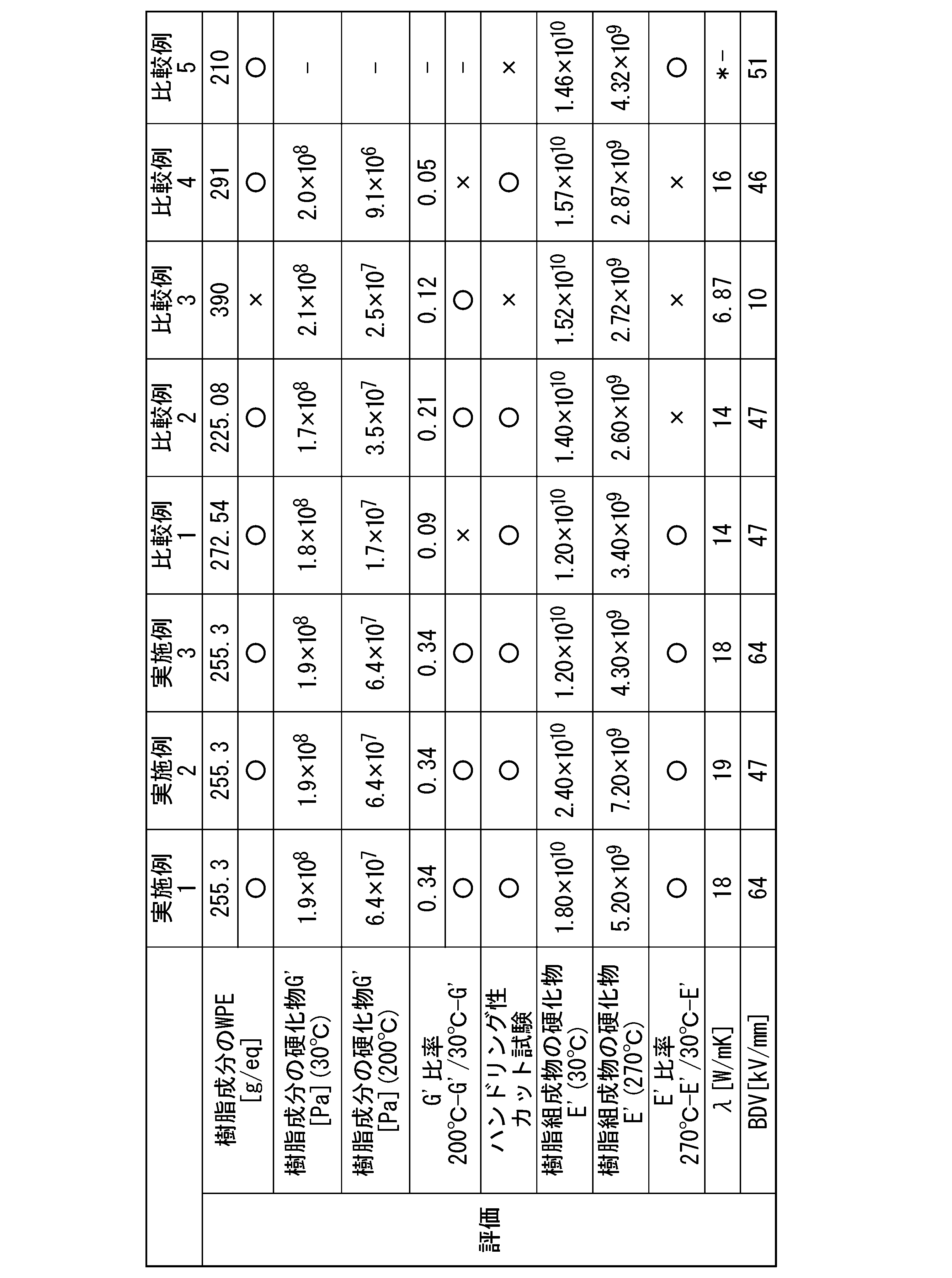
- Examples 2-3 Comparative Examples 1-5> Resin components were adjusted in the same manner as in Example 1, except that each component was used so as to have the composition shown in Tables 1 and 2, and a sheet-like resin composition was obtained. WPE measurement, G' measurement of the cured resin component, evaluation of sheet handling properties, E' measurement of the cured resin composition, thermal conductivity measurement, and BDV measurement were performed. Tables 1 and 2 show the results of each implementation and comparative example.
- the resin composition of the present invention has high thermal conductivity, high insulation, and high heat resistance while maintaining the handleability of the uncured sheet by using a resin composition containing a specific filler and resin. It was shown that a cured sheet having both properties can be obtained.
- Example 1 and Comparative Examples 3 and 4 From the comparison of Example 1 and Comparative Examples 3 and 4, even if the ratio of the boron nitride aggregated filler is the same, 1 ⁇ (E 'at 270 ° C.) / (E 'at 30 ° C.) ⁇ 0.2 It can be seen that the springback of the filler can be suppressed and the thermal conductivity can be improved by being in the range. From the comparison between Example 1 and Comparative Example 5, it can be seen that the handleability of the sheet can be improved by containing an epoxy resin having a mass average molecular weight of 5000 or more.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
Abstract
Description
本願は、2021年3月29日に、日本に出願された特願2021-55114号に基づき優先権を主張し、その内容をここに援用する。
パワー半導体デバイスは、一般的には、複数の半導体デバイスを共通のヒートシンク上に配してパッケージングしたパワー半導体モジュールとして利用される。
また、シートの厚さ方向の熱伝導性を上げる成形方法として、シート内の凝集窒化ホウ素フィラー同士を面接触させることで熱伝導率を高める方法が知られている(例えば特許文献6参照)。
本発明は、このような知見に基づいて達成されたものであり、以下を要旨とする。
前記樹脂組成物の固形分のうち、前記無機フィラー含有量が50体積%以上であり、前記無機フィラーのうち、窒化ホウ素フィラー(A)が82体積%以上であり、
前記窒化ホウ素フィラーが凝集フィラーを含み、
前記熱硬化性樹脂は、質量平均分子量5000以上のエポキシ樹脂を含有し、
樹脂組成物中の樹脂成分のエポキシ当量(WPE)が100≦WPE≦300であり、
前記樹脂組成物の硬化物の貯蔵弾性率E’が1≧(270℃でのE’)/(30℃でのE’)≧0.2である、樹脂組成物。
[2]前記樹脂成分の硬化物の剛性率G’が、1≧(200℃でのG’)/(30℃でのG’)>0.1である、[1]に記載の樹脂組成物。
[3]前記樹脂組成物の硬化物の貯蔵弾性率E’が、30℃で1×108Pa以上である、[1]または[2]に記載の樹脂組成物。
[4]前記無機フィラーが、窒化ホウ素フィラー(A)以外の無機フィラー(B)を含有し、
前記無機フィラー(B)が、平均粒径0.1μm以上1μm以下である球形粒子を含有し、
前記無機フィラーにおいて、平均粒径0.1μm以上1μm以下である球形粒子の含有割合が2.4体積%以下である、[1]~[3]のいずれか1に記載の樹脂組成物。
[5]前記熱硬化性樹脂が質量平均分子量1万以上のエポキシ樹脂および質量平均分子量600以下のエポキシ樹脂を有する、[1]~[4]のいずれか1に記載の樹脂組成物。
[6]前記質量平均分子量600以下のエポキシ樹脂が、一分子中にエポキシ基を3つ以上含むものである、[5]に記載の樹脂組成物。
[7]前記無機フィラー(B)が金属酸化物及び/又は非金属酸化物である、[1]~[6]のいずれか1に記載の樹脂組成物。
[8][1]~[7]のいずれか1に記載の樹脂組成物を用いたシート硬化物。
[9][8]に記載のシート硬化物からなる硬化物部と、金属部とを有する複合成形体。
[10][9]に記載の複合成形体を有する半導体デバイス。
本発明の樹脂組成物は、無機フィラー及び熱硬化性樹脂を含有するものであって、成形加圧工程等での硬化前の状態の組成物を指す。例えば、後述する塗布工程に供するスラリー状の樹脂組成物、塗布工程を経たシート、塗布及び乾燥等の工程を経たシート等が挙げられる。
1)高熱伝導においては、無機フィラー含有量が50体積%以上かつ、前記無機フィラーのうち、窒化ホウ素フィラー(A)を82体積%以上含有することで、シート硬化後にシート厚み方向の熱伝導パスを十分に確保することができ、熱伝導率を高くすることができる。
2)高絶縁性においては、樹脂成分のWPEを100≦WPE≦300とすることで、樹脂流動性向上によるシート硬化物のボイドの低減と架橋密度向上による絶縁耐圧の向上をはかることができる。そのため、樹脂組成物を用いてられたシート硬化物を高絶縁化することができる。特に、凝集フィラーである窒化ホウ素フィラーの割合が高い場合、ボイドが生じやすく樹脂成分のWPEを上記範囲とすることが効果的である。また、シートを加圧後、減圧される場合、ボイドが再び生じるいわゆるスプリングバックが起こることがある。樹脂成分のWPEが本範囲であることにより、架橋密度向上によるスプリングバック抑制ができると考えられる。
3)高耐熱性においては、樹脂組成物の硬化物の貯蔵弾性率E’の変化を特定範囲に制御することで、高温でのシート硬化物変形抑制や硬化物の機械強度を高める事ができ、耐熱性を高めることができる。
4)シートのハンドリング性としては、分子量5000以上の樹脂を含有することで、硬化前のシートの製膜性が向上し、未硬化シートのハンドリング性を向上できる。
なお、樹脂組成物の硬化物は、本発明の樹脂組成物をシート状に成形したものを積層しサンプル厚みを0.1~1.0mmに調整して加熱硬化させたものであり、その加熱工程において示差走査熱量計(DSC)で40℃から250℃まで10℃/minで昇温した際に得られる発熱ピークが10J/g以下まで硬化させたものである。
また、30℃及び270℃でのE’の測定は、樹脂組成物をシート状に成形したものを積層しサンプル厚みを0.1~1.0mmに調整して加熱硬化させた硬化物を幅4mmの短冊状に切り出して、引張モードでの動的粘弾性試験によって実施した。
30℃での貯蔵弾性率E’は、1×108Pa以上であることが好ましく、5×108Pa以上であることがより好ましく、1×109Pa以上であることがさらに好ましい。また、1×1012Pa以下であることが好ましく、5×1011Pa以下であることがより好ましい。これらの範囲であることで、室温における硬化物の機械強度を高める効果が得られる傾向にある。
270℃での貯蔵弾性率Eは、2×107Pa以上であることが好ましく、5×107Pa以上であることがより好ましく、1×108Pa以上であることがさらに好ましい。また、1×1011Pa以下であることが好ましく、5×1010Pa以下であることがより好ましい。これらの範囲であることで、高温での弾性率維持による界面接着強度の維持及び熱ストレス低減によるクラック抑制が得られる傾向にある。
本発明の熱硬化性樹脂は、質量平均分子量5000以上のエポキシ樹脂を含有する。質量平均分子量5000以上の樹脂はエポキシ樹脂を含んでいれば、エポキシ樹脂以外の熱硬化性樹脂や異なる分子量のエポキシ樹脂を含んでいてもよい。
本発明の樹脂組成物に含まれる熱硬化性樹脂としては、硬化剤や熱硬化性触媒の存在下で硬化し、硬化物を得ることができるものであればよく、特に限定されない。
熱硬化性樹脂としては、具体的には、エポキシ樹脂、フェノール樹脂、ポリカーボネート樹脂、不飽和ポリエステル樹脂、ウレタン樹脂、メラミン樹脂、ユリア樹脂等が挙げられる。これらの中で、粘度、耐熱性、吸湿性、取扱い性の観点から、エポキシ樹脂が好ましい。エポキシ樹脂としては、例えば、エポキシ基含有ケイ素化合物、脂肪族型エポキシ樹脂、ビスフェノールAまたはF型エポキシ樹脂、ノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、脂環式エポキシ樹脂、グリシジルエステル型エポキシ樹脂、多官能型エポキシ樹脂、高分子型エポキシ樹脂等が挙げられる。
エポキシ樹脂とは、分子内に1個以上のオキシラン環(エポキシ基)を有する化合物の総称である。また、エポキシ樹脂に含まれるオキシラン環(エポキシ基)は脂環式エポキシ基、グリシジル基のどちらでも構わないが、反応速度もしくは耐熱性の観点から、グリシジル基であることがより好ましい。
なお、本発明のエポキシ樹脂の質量平均分子量とは、ゲルパーミエーションクロマトグラフィーにより測定されたポリスチレン換算の値である。また、エポキシ当量とは、「1当量のエポキシ基を含むエポキシ樹脂の質量」と定義され、JIS K7236に準じて測定することができる。
なお、ここで、樹脂成分のエポキシ当量の測定方法は特に限定されないが、電位差滴定法等で測定することができる。
特に、質量平均分子量が5000以上のエポキシ樹脂としては、ビスフェノール型エポキシ樹脂、ビフェニル型のエポキシ樹脂であることが、シートの耐熱性及び接着性が向上する傾向にあるため好ましい。
また、質量平均分子量が600以下のエポキシ樹脂としては、一分子中にエポキシ基(オキシラン環)を3つ以上含む多官能エポキシ樹脂であることが好ましい。これらのエポキシ樹脂としては、ナガセケムテックス社製の、EX321L、DLC301、DLC402、昭和電工社製のBATG、PETG等が挙げられる。これらの樹脂であることで、架橋密度向上による硬化物の弾性率向上、樹脂流動性向上によるシート硬化物のボイド低減等の効果が得られる傾向にある。
溶剤を含む場合は溶剤を除いた本発明の樹脂組成物(固形分)100体積%中に、熱硬化性樹脂を5~50体積%、特に10~40体積%含有することが好ましい。熱硬化性樹脂成分の含有量が上記下限以上であると、成形性が良好となり、上記上限以下であると、他の成分の含有量を確保することができ、熱伝導性を高めることができる。
本発明の樹脂組成物に含まれる熱硬化性樹脂100質量%中のエポキシ樹脂の割合は特に限定されないが、20質量%以上であることが好ましく、30質量%以上であることが好ましい。また、上限値は100質量%であり、すべてエポキシ樹脂であってもよい。エポキシ樹脂の割合が上記範囲にあることで、シート硬化物の機械強度向上および金属被着体への良好な接着性を発現する傾向にある。
本発明の熱硬化性樹脂が含むエポキシ樹脂中において、質量平均分子量が600以下のエポキシ樹脂は30質量%以上含むことが好ましく、40質量%以上含有することがより好ましい。また、90質量%以下含むことが好ましく、80質量%以下含有することがより好ましい。これらの範囲であることで、架橋密度向上によるシート硬化物の弾性率向上および樹脂流動性向上によるシート硬化物のボイド低減の効果を発現する傾向にある。
なお、樹脂成分の硬化物は、E’で上述した硬化物と同じである。
また、30℃及び200℃でのG’の測定方法は無機フィラーを配合しない樹脂組成物のシート成形品を、歪を0.3%、周波数を1Hz、ギャップを0.5mmの条件でレオメータにて加熱硬化させることで測定した。
本発明の樹脂組成物は、無機フィラーを、溶剤を含む場合は溶剤を除いた本発明の樹脂組成物(固形分)100体積%中に50体積%以上含むものであり、前記無機フィラー100体積%中に窒化ホウ素フィラー(A)を82体積%以上含むものである。
溶剤を含む場合は溶剤を除いた本発明の樹脂組成物100体積%中の無機フィラーの割合は、好ましくは51体積%以上であり、より好ましくは53体積%以上である。また上限としては、好ましくは90体積%以下あり、より好ましくは85体積%以下である。
また、無機フィラー100体積%中の窒化ホウ素フィラー(A)の割合は、好ましくは83体積%以上であり、より好ましくは85体積%以上である。また、上限は特に限定されず、窒化ホウ素フィラー(A)が100体積%であってもよい。
無機フィラーが上記範囲であることで、無機フィラー同士の熱伝導パスを確保することができ、高熱伝導性を発現できる。
金属炭化物の例としては、合成マグネサイトが挙げられる。金属酸化物の例としては、酸化アルミニウム(アルミナ)、酸化マグネシウム、酸化アルミニウム、酸化ケイ素、酸化カルシウム、酸化亜鉛、酸化イットリウム、酸化ジルコニウム、酸化セリウム、酸化イッテルビウム、サイアロン(ケイ素、アルミニウム、酸素、窒素からなるセラミックス)等が挙げられる。金属窒化物の例としては、窒化アルミニウム、窒化ケイ素等が挙げられる。
また、無機フィラーの形状について制限はなく、粒子状、球状、ウィスカー状、繊維状、板状、またはそれらの凝集体であってもよく、上記種類及び形状の無機フィラーを組み合わせて用いてもよい。
凝集無機フィラーとしては、電気絶縁性のものが使用でき、上述した、金属炭化物、金属酸化物及び金属窒化物からなる群から選ばれる少なくとも1種の粒子から構成されるフィラーが挙げられる。
パワー半導体用途にあっては、絶縁性が要求されることから、凝集無機フィラーは体積抵抗率が1×1013Ω・cm以上、特に1×1014Ω・cm以上の絶縁性に優れた無機化合物よりなることが好ましい。中でも、シート硬化物の電気絶縁性が十分であることから、酸化物および窒化物が好ましい。このような凝集無機フィラーとして、より具体的には、アルミナ(Al2O3、体積抵抗率1×1014Ω・cm)、窒化アルミニウム(AlN、体積抵抗率1×1014Ω・cm)、窒化ホウ素(BN、体積抵抗率1×1014Ω・cm)、窒化ケイ素(Si3N4、体積抵抗率1×1014Ω・cm)、シリカ(SiO2、体積抵抗率1×1014Ω・cm)などが挙げられ、なかでも、アルミナ、窒化アルミニウム、窒化ホウ素、シリカが好ましく、とりわけアルミナ、窒化ホウ素が好ましい。
本発明においては、窒化ホウ素フィラー(A)として、凝集粒子を含む。窒化ホウ素は、熱伝導性が高いが鱗片状で、面方向には熱伝導するが面に垂直な方向には熱抵抗が大きい。取扱いをよくするために鱗片を集めて球状に凝集させた凝集粒子を用いることが好ましい。窒化ホウ素凝集粒子がキャベツのように積層されているものについては、面方向に整列させ、凝集粒子の径方向が熱伝導のよい方にすることが好ましい。一方、窒化ホウ素凝集粒子が、カードハウス構造を有していることが好ましい。「カードハウス構造」は、例えばセラミックス 43 No.2(2008年 日本セラミックス協会発行)に記載されており、板状粒子が配向せず複雑に積層した構造である。
より具体的には、カードハウス構造を有する窒化ホウ素凝集粒子とは、窒化ホウ素一次粒子の集合体であって、一次粒子の平面部と端面部が接触し、例えばT字型の会合体を形成する構造を有する窒化ホウ素凝集粒子である。
本発明で用いる窒化ホウ素凝集粒子としては、特に上記カードハウス構造を有する窒化ホウ素凝集粒子が好ましく、カードハウス構造を有する窒化ホウ素凝集粒子を用いることで、熱伝導率をより一層高めることができる。
新モース硬度が5以下であることで、樹脂組成物中に分散した粒子同士の接触が面接触になりやすく、粒子間の熱伝導パスが形成され、シート硬化物の熱伝導が向上する傾向にある。
窒化ホウ素凝集粒子の体積平均粒子径は特に限定されないが、10μm以上が好ましく、15μm以上がより好ましい。また、100μm以下が好ましく、90μm以下がより好ましい。体積平均粒子径が10μm以上であることで、樹脂組成物及び樹脂組成物を用いた硬化物内において相対的に粒子数が多くなるため、粒子間界面が多くなることにより熱抵抗が大きくなり、複合成形体が低熱伝導率になる場合がある。また、体積平均粒子径が上記上限値以下であることで、樹脂組成物を用いた硬化物の表面平滑性が得られる傾向にある。
なお、本発明においては、「体積平均粒子径」を単に「平均粒径」ともいう。
本発明の無機フィラーにおける窒化ホウ素凝集無機フィラーの含有量は、無機フィラー100質量%中に30質量%以上であることが好ましく、40質量%以上であることがより好ましく、50質量%以上であることが特に好ましい。また、上限は特に限定されず100質量%であってもよい。
窒化ホウ素凝集無機フィラーの含有量が上記下限値以上であることで、窒化ホウ素凝集無機フィラーを含有することによる熱伝導性の向上効果や、線膨張係数の制御効果を十分に得ることができる傾向にある。
金属炭化物の例としては、合成マグネサイトが挙げられる。金属酸化物の例としては、酸化アルミニウム(アルミナ)、酸化マグネシウム、酸化アルミニウム、酸化ケイ素、酸化カルシウム、酸化亜鉛、酸化イットリウム、酸化ジルコニウム、酸化セリウム、酸化イッテルビウム、サイアロン(ケイ素、アルミニウム、酸素、窒素からなるセラミックス)等が挙げられる。非金属酸化物の例としては、二酸化ケイ素等が挙げられる。金属窒化物の例としては、窒化アルミニウム等が挙げられる。
また、無機フィラー(B)の形状について制限はなく、粒子状、球状、ウィスカー状、繊維状、板状、またはそれらの凝集体であってもよく、上記種類及び形状の無機フィラーを組み合わせて用いてもよい。
また、無機フィラー(B)中の無機フィラー(B1)に含まれる平均粒径0.1μm以上1μm以下の範囲にある粒子の含有割合は、本発明の樹脂組成物に含まれる無機フィラー100体積%に対して、2.4体積%以下であることが好ましく、より好ましくは2.3体積%以下、さらに好ましくは2.0体積%以下である。また、下限は特になく、0体積%でもよい。平均粒径0.1μm以上1μm以下の範囲にある球形粒子の含有割合が上記範囲であることで、フィラー流動性向上によるボイド低減および高放熱性の効果を得られる傾向にある。
本発明において平均粒径は、レーザー回折式粒度分布測定装置により測定した体積平均での粒度分布測定結果から求められる平均粒子径である。
本発明の樹脂組成物は、上述したような無機フィラーおよび熱硬化性樹脂を含有するものであれば特に限定されず、本発明の効果を損なうことのない範囲において、その他の成分が含まれていてもよい。その他の成分としては、熱硬化性触媒、硬化剤、溶媒、樹脂組成物を用いてシート硬化物を製造する際に、場合により使用する無機フィラーと樹脂組成物との界面接着強度を改善するシランカップリング剤などの表面処理剤、還元剤等の絶縁性炭素成分、粘度調整剤、分散剤、チキソ性付与剤、難燃剤、着色剤、有機溶剤、熱可塑性樹脂が挙げられる。
本発明の樹脂組成物は熱硬化性触媒を含んでいてもよい。熱硬化性触媒は特に限定されず、公知の熱硬化性触媒を適宜用いることができる。本発明の樹脂組成物に含まれる熱硬化性触媒は、1種でもよく、複数種用いてもよい。
これらの中でも、イミダゾールから誘導される構造を有する化合物及び/又はジシアンジアミドであることが耐熱性および接着性の観点から好ましい。
また、熱硬化性触媒中のイミダゾールから誘導される構造を有する化合物及びジシアンジアミドの割合は特に限定されないが、30質量%以上であることが好ましく、50質量%以上であることがより好ましい。
また、イミダゾールから誘導される構造を有する化合物とジシアンジアミドを併用する場合、その比率も特に限定されない。
熱硬化性触媒の含有量が上記範囲であることで、硬化物の耐熱性向上および保管時の熱硬化性樹脂の反応速度低下によるシェルフライフの向上を期待できる。
複数の熱硬化性触媒の平均粒径は特に限定されないが、複数の熱硬化性触媒の平均粒径が上記範囲であってもよい。
本発明の熱硬化性樹脂は硬化剤を含有していてもよい。硬化剤は特に限定されないが、例えば、フェノール樹脂、芳香族骨格もしくは脂環式骨格を有する酸無水物、又は前記酸無水物の水添加物もしくは前記酸無水物の変性物が好ましい。これらの好ましい硬化剤の使用により、耐熱性、耐湿性および電気物性のバランスに優れたシート硬化物を得ることができる傾向にある。硬化剤は、1種のみを用いてもよく、2種以上を併用してもよい。
なかでも、樹脂組成物の柔軟性および難燃性のより一層の向上、シート硬化物の力学物性および耐熱性向上のためには、剛直な主鎖骨格を持つノボラック型フェノール樹脂やトリアジン骨格を有するフェノール樹脂が好ましい。また、樹脂組成物の柔軟性およびシート硬化物の靭性向上のためには、アリル基を有するフェノール樹脂が好ましい。
熱硬化性樹脂中のエポキシ基の量に対して、硬化剤の反応基の含有量が上記下限値以上であることで、硬化速度の低減が抑制され、エポキシ基が残存し難くなり、シート硬化物の強度向上や吸湿性の抑制効果を得られる傾向にある。一方、上記上限値以下であることで、シート硬化物の弾性率が高くなる傾向にある。
本発明に係る樹脂組成物は、例えば、塗布工程を経てシート硬化物を成形する際の塗布性の向上のために、有機溶剤を含有していてもよい。
本発明に係る樹脂組成物が含有し得る有機溶剤の例としては、メチルエチルケトン、シクロヘキサノン、プロピレングリコールモノメチルエーテルアセテート、酢酸ブチル、酢酸イソブチル、プロピレングリコールモノメチルエーテルなどが挙げられる。これらの有機溶剤は、1種のみを用いてもよく、2種以上を併用してもよい。
また、本発明の樹脂組成物が、塗布及び乾燥等の工程を経たシート状の場合、有機溶剤は本発明の樹脂組成物又は後述の無機フィラー添加後の本発明の樹脂組成物中の固形分(溶剤以外の成分の合計)濃度が95質量%以上、特に98質量%以上となるように用いることがより好ましい。
本発明の樹脂組成物は、無機フィラー、熱硬化性樹脂、および必要に応じて添加されるその他の成分を撹拌や混練によって均一に混合することによって得ることができる。混合には、例えば、ミキサー、ニーダー、単軸又は二軸混練機等の一般的な混練装置を用いることができ、混合に際しては、必要に応じて加熱してもよい。
各配合成分の混合順序も、反応や沈殿物が発生するなど特段の問題がない限り任意であるが、例えば熱硬化性樹脂成分を有機溶剤(例えば、メチルエチルケトン)に混合、溶解させて樹脂液を作製し、得られた樹脂液に、無機フィラー、その他の成分を十分混合したものを加えて混合し、その後、粘度調整用として更に有機溶剤を加えて混合した後に、更に、硬化剤や硬化促進剤、或いは、分散剤等の添加剤を加えて混合する方法が挙げられる。
前述の本発明の樹脂組成物及び本発明のシート硬化物を製造する方法を、以下に例示して説明する。
混合には、例えば、ミキサー、ニーダー、単軸又は二軸混練機等の一般的な混練装置を用いることができ、混合に際しては、必要に応じて加熱してもよい。
スラリー状の樹脂組成物をシート状に成形する方法としては、ドクターブレード法、溶剤キャスト法又は押し出し成膜法等の方法でシート状の樹脂組成物に成形することにより得ることができる。
樹脂組成物中の溶剤は、ホットプレート、熱風炉、IR加熱炉、真空乾燥機、高周波加熱機など公知の加熱方法で除去することができる。
まず基材の表面に、スラリー状の樹脂組成物を塗布して塗膜(シート状の樹脂組成物)を形成する。
即ち、スラリー状の樹脂組成物を用いて、ディップ法、スピンコート法、スプレーコート法、ブレード法、その他の任意の方法で基材上に塗膜を形成する。スラリー状の樹脂組成物の塗布には、スピンコーター、スリットコーター、ダイコーター、ブレードコーターなどの塗布装置を用いることができ、これにより、基材上に所定の膜厚の塗膜を均一に形成することが可能である。
なお、基材としては、後述の銅箔やPETフィルムが一般的に用いられるが、何ら限定されるものではない。
スラリー状の樹脂組成物を塗布することにより形成された塗膜を、溶剤や低分子成分の除去のために、通常10~150℃、好ましくは25~120℃、より好ましくは30~110℃の温度で乾燥する。乾燥温度が上記上限値以下であることで、スラリー状の樹脂組成物中の熱硬化性樹脂の硬化が抑制され、その後の加圧工程でシート状の樹脂組成物中の樹脂が流動しボイドを除去しやすくなる傾向にある。また、乾燥温度が上記下限値以上であることで、効果的に溶剤を取り除くことができ生産性が向上する傾向にある。
乾燥時間が上記下限以上であることで、十分に溶剤が除去でき、残留溶剤がシート硬化物内のボイドとなることを抑制できる傾向にある。乾燥時間が上記上限以下であることで、生産性が向上し、製造コストを抑制できる傾向にある。
乾燥工程の後には、無機フィラー同士を接合させヒートパスを形成する目的、シート内のボイドや空隙をなくす目的、基材との密着性を向上させる目的等から、得られたシート状の樹脂組成物に加圧工程を行うことが望ましい。加圧工程は、基材上のシート状の樹脂組成物に2MPa以上の加重をかけて実施することが望ましい。加重は、好ましくは5MPa以上であり、より好ましくは10MPa以上である。また、好ましくは2000MPa以下であり、より好ましくは1800MPa以下である。
この加圧時の加重を上記上限以下とすることにより、無機フィラーの二次粒子が破壊することなく、シート硬化物中に空隙などがない高い熱伝導性を有するシートを得ることができる。また、加重を上記下限以上とすることにより、無機フィラー間の接触が良好となり、熱伝導パスを形成しやすくなるため、高い熱伝導性を有するシート硬化物を得ることができる。
加圧時間が上記上限以下であることで、シート硬化物の製造時間が抑制でき、生産コストを短縮できる傾向にある。一方、上記下限以上であることで、シート硬化物内の空隙やボイドを十分に取り除くことができ、熱伝達性能や耐電圧特性を向上できる傾向にある。
本発明の樹脂組成物の硬化反応を完全に行わせる硬化工程は、加圧下で行ってもよく、無加圧で行ってもよい。また、加圧工程と硬化工程を同時に行ってもよい。
加圧工程と硬化工程を同時に行う場合の加重は特に限定されない。基材上のシート状の樹脂組成物に3MPa以上の加重をかけて実施することが好ましく、より好ましくは5MPa以上である。また、好ましくは2000MPa以下であり、より好ましくは1800MPa以下である。加重を上記上限以下とすることにより、無機フィラーの二次粒子が破壊することなく、シート硬化物中に空隙などがない高い熱伝導性を有するシートを得ることができる。また、加重を上記下限以上とすることにより、無機フィラー間の接触が良好となり、熱伝導パスを形成しやすくなるため、高い熱伝導性を有するシート硬化物を得ることができる。
本発明の複合成形体は、本発明のシート硬化物よりなる硬化物部と金属部とが積層一体化されてなるものである。金属部は、本発明のシート硬化物よりなる硬化物部の一つの面にのみ設けられていてもよく、2以上の面に設けられてもよい。例えば、シート硬化物の一方の面にのみ金属部を有するものであってもよく、両面に金属部を有するものであってもよい。また、金属部は、パターニングされていてもよい。
本発明の複合成形体は半導体デバイスとして用いることができる。特に、高温で作動させることにより高出力・高密度化が可能なパワー半導体デバイスにおいて有用に用いることができる。
実施例および比較例で用いた原材料は以下の通りである。
樹脂成分1:特開2020-63438号公報の樹脂成分1として開示される二官能エポキシ樹脂
ポリスチレン換算の質量平均分子量:30,000
エポキシ当量:9,000g/当量
樹脂成分2:三菱ケミカル社製のビフェニル型固体エポキシ樹脂
分子量:約400
エポキシ当量:200g/当量
樹脂成分3:昭和電工社製 一分子当たりグリシジル基を4個以上有する構造を含む多官能エポキシ樹脂
分子量:約400
エポキシ当量:100g/当量
樹脂成分4:ナガセケムテックス社製 一分子当たりグリシジル基を4個以上有する構造を含む多官能エポキシ樹脂
分子量:約400
エポキシ当量:100g/当量
樹脂成分5:三菱ケミカル社製のBisA型液状エポキシ樹脂
分子量:約370
エポキシ当量:190g/当量
無機フィラーA:国際公開第2015/561028号の実施例に開示される窒化ホウ素凝集粒子の製造方法に準拠して製造した、カードハウス構造を有する窒化ホウ素凝集粒子。
平均粒径:45μm
無機フィラーB1-1:アドマテックス社製、球状アルミナ粒子
平均粒径:7μm(ピーク粒径:15μm、0.6μm)
0.1~1μmである球形粒子の含有率:13.5%
無機フィラーB1-2:アドマテックス社製、球状アルミナ粒子
平均粒径:9μm (ピーク粒径:12μm、0.3μm)
0.1~1μmである球形粒子の含有率:19.3%
無機フィラーB1-3:アドマテックス社製、球状アルミナ粒子
平均粒径:0.2μm
0.1~1μmである球形粒子の含有率:82.3%
硬化剤1:明和化成社製「MEH-8000H」
フェノール樹脂系硬化剤
熱硬化性触媒1:2,4-ジアミノ-6-[2’-エチル-4’-メチルイミダゾリル-(1’)]-エチル-s-トリアジン。イミダゾールから誘導される構造トリアジンから誘導される構造の両方を一分子中に有する(四国化成社製「キュアゾール 2E4MZ-A」)
熱硬化性触媒2:2-フェニル-4,5-ジヒドロキシメチルイミダゾール(四国化成社製「キュアゾール 2PHZ-PW」)
実施例と比較例における成形体の作成方法、および測定条件、評価方法は以下の通りである。
自転公転式撹拌装置を用いて、樹脂成分1、樹脂成分2、樹脂成分3、硬化剤1、熱硬化性触媒1、熱硬化性触媒2、無機フィラーAを下記表1の実施例1に記載の質量比となるように混合して混合物とした。この混合物を調製する際、上記混合物が塗布スラリーのうち、62.8質量%(固形分濃度)となるように、メチルエチルケトンとシクロヘキサノンを各18.6質量%ずつ用いてスラリー状の樹脂組成物を調製した。
<樹脂成分のエポキシ当量(WPE)測定>
各実施例および比較例に記載の樹脂成分を下記表1及び表2に記載の質量比で調整したものを、電位差滴定法により測定し、樹脂成分全体の値に換算してエポキシ当量を求めた。
100≦WPE≦300を〇、それ以外を×とした。
各実施例および比較例に記載の樹脂成分を下記表1及び表2に記載の質量比で調整したものをPETフィルム上に塗布し、加熱乾燥を行った後にアントンパール社製のレオメーター「MCR302」を用いて、未硬化の樹脂成分を加熱硬化させ、200℃での貯蔵剛性率(G’)を測定した。
測定にはアルミニウム製のパラレルプレートを使用し、測定条件は歪を0.3%、周波数を1Hz、ギャップを0.5mmとした。
加熱硬化時の温度プロファイルは25℃から開始し、毎分14℃で120℃まで昇温し、120℃に到達後30分間保持、続けて毎分7℃で175℃まで昇温し、175℃に到達後30分間保持、さらに毎分7℃で200℃まで昇温し、200℃に到達後10分間保持した。この200℃で10分間保持時に測定したG’を評価に用いた。
それぞれ各実施例および比較例と同様に、自転公転式撹拌装置を用いて樹脂組成物を調製し、加熱乾燥および加圧成形して得られたシートをハサミでカットして、ハンドリング性評価を実施した。
〇:カット断面に欠け、割れが見られない
×:カット断面に欠け、割れが発生する
それぞれ各実施例および比較例と同様に、自転公転式撹拌装置を用いて樹脂組成物を調製し、加熱乾燥および加圧成形して得られたシートを3枚積層した後に、加熱硬化させることで得られる樹脂組成物の硬化物を4mm幅×50~60mm程度の長さに切り出した試験片で評価を実施した。測定装置は日立ハイテクサイエンス社製「DMS6100」を用いて、以下の条件で測定を実施した。
測定温度条件:-110~270℃
測定モード:引張モード
測定周波数:1Hz
チャック間:35mm
歪振幅(μm):5μm
力振幅初期値(mN):50mN
さらに、270℃及び30℃でのE’が下記を満たす場合は〇、満たさない場合は×とした。
1≧(270℃でのE’)/(30℃でのE’)≧0.2
熱抵抗測定装置(株式会社メンターグラフィックス製、製品名「T3ster」)を用いて、同一組成及び同一条件で作製した厚さの異なる樹脂組成物の硬化物の熱抵抗値を測定し、熱抵抗値を厚さに対してプロットしたグラフの傾きから、熱伝導率λ(W/m・K)を求めた。
樹脂組成物を2mm厚の銅板に加熱加圧硬化により接着させて、銅板上に樹脂組成物の硬化物を作製して評価を実施した。絶縁油中にて、1分ごとに500Vずつ昇圧していき、樹脂組成物の硬化物が破壊される電圧を求めた。
表1及び表2に示す組成となるように各成分を使用した以外は実施例1と同様にして、樹脂成分を調整し、シート状の樹脂組成物を得た。WPE測定、樹脂成分の硬化物のG’測定、シートのハンドリング性の評価、樹脂組成物の硬化物のE’測定、熱伝導率の測定、BDV測定を行った。各実施及び比較例の結果を表1及び表2に示す。
Claims (10)
- 無機フィラーおよび熱硬化性樹脂を含有する樹脂組成物であり、
前記樹脂組成物の固形分のうち、前記無機フィラー含有量が50体積%以上であり、前記無機フィラーのうち、窒化ホウ素フィラー(A)が82体積%以上であり、
前記窒化ホウ素フィラーが凝集フィラーを含み、
前記熱硬化性樹脂は、質量平均分子量5000以上のエポキシ樹脂を含有し、
樹脂組成物中の樹脂成分のエポキシ当量(WPE)が100≦WPE≦300であり、
前記樹脂組成物の硬化物の貯蔵弾性率E’が1≧(270℃でのE’)/(30℃でのE’)≧0.2である、樹脂組成物。 - 前記樹脂成分の硬化物の剛性率G’が、1≧(200℃でのG’)/(30℃でのG’)>0.1である、請求項1に記載の樹脂組成物。
- 前記樹脂組成物の硬化物の貯蔵弾性率E’が、30℃で1×108Pa以上である、請求項1または2に記載の樹脂組成物。
- 前記無機フィラーが、窒化ホウ素フィラー(A)以外の無機フィラー(B)を含有し、
前記無機フィラー(B)が、平均粒径0.1μm以上1μm以下である球形粒子を含有し、
前記無機フィラーにおいて、平均粒径0.1μm以上1μm以下である球形粒子の含有割合が2.4体積%以下である、請求項1~3のいずれか1項に記載の樹脂組成物。 - 前記熱硬化性樹脂が質量平均分子量1万以上のエポキシ樹脂および質量平均分子量600以下のエポキシ樹脂を有する、請求項1~4のいずれか1項に記載の樹脂組成物。
- 前記質量平均分子量600以下のエポキシ樹脂が、一分子中にエポキシ基を3つ以上含むものである、請求項5に記載の樹脂組成物。
- 前記無機フィラー(B)が金属酸化物及び/又は非金属酸化物である、請求項1~6のいずれか1項に記載の樹脂組成物。
- 請求項1~7のいずれか1項に記載の樹脂組成物を用いたシート硬化物。
- 請求項8に記載のシート硬化物からなる硬化物部と、金属部とを有する複合成形体。
- 請求項9に記載の複合成形体を有する半導体デバイス。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023511363A JP7806785B2 (ja) | 2021-03-29 | 2022-03-29 | 樹脂組成物、シート硬化物、複合成形体及び半導体デバイス |
| CN202280019960.5A CN116997607A (zh) | 2021-03-29 | 2022-03-29 | 树脂组合物、片材固化物、复合成型体及半导体器件 |
| EP22780897.9A EP4318574A4 (en) | 2021-03-29 | 2022-03-29 | RESIN COMPOSITION, CURED PRODUCT FILM, COMPOSITE MOLDED BODY AND SEMICONDUCTOR COMPONENT |
| US18/468,841 US20240010814A1 (en) | 2021-03-29 | 2023-09-18 | Resin composition, cured product sheet, composite molded body, and semiconductor device |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021055114 | 2021-03-29 | ||
| JP2021-055114 | 2021-03-29 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/468,841 Continuation US20240010814A1 (en) | 2021-03-29 | 2023-09-18 | Resin composition, cured product sheet, composite molded body, and semiconductor device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022210686A1 true WO2022210686A1 (ja) | 2022-10-06 |
Family
ID=83459417
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/015374 Ceased WO2022210686A1 (ja) | 2021-03-29 | 2022-03-29 | 樹脂組成物、シート硬化物、複合成形体及び半導体デバイス |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20240010814A1 (ja) |
| EP (1) | EP4318574A4 (ja) |
| JP (1) | JP7806785B2 (ja) |
| CN (1) | CN116997607A (ja) |
| WO (1) | WO2022210686A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2025197972A1 (ja) * | 2024-03-22 | 2025-09-25 | ||
| WO2025225313A1 (ja) * | 2024-04-26 | 2025-10-30 | 三菱電機株式会社 | 金属管及び金属管の接合方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013089670A (ja) | 2011-10-14 | 2013-05-13 | Nitto Shinko Kk | 放熱用部材、及び半導体モジュールの製造方法 |
| JP2015006985A (ja) | 2011-11-29 | 2015-01-15 | 三菱化学株式会社 | 窒化ホウ素凝集粒子、窒化ホウ素凝集粒子を含有する組成物、及び該組成物からなる層を有する三次元集積回路 |
| JP2015006980A (ja) * | 2013-05-27 | 2015-01-15 | 三菱化学株式会社 | 窒化ホウ素凝集粒子、凝集bn粒子含有樹脂組成物及び放熱シート |
| WO2015119198A1 (ja) | 2014-02-05 | 2015-08-13 | 三菱化学株式会社 | 窒化ホウ素凝集粒子、窒化ホウ素凝集粒子の製造方法、該窒化ホウ素凝集粒子含有樹脂組成物、成形体、及びシート |
| JP2017036415A (ja) | 2015-08-12 | 2017-02-16 | 三菱化学株式会社 | 放熱樹脂シート及び該放熱樹脂シートを含むデバイス |
| JP2018188628A (ja) * | 2017-04-28 | 2018-11-29 | 積水化学工業株式会社 | 熱硬化性材料 |
| WO2019189746A1 (ja) | 2018-03-30 | 2019-10-03 | 三菱ケミカル株式会社 | 放熱シート、放熱部材及び半導体デバイス |
| JP2020063438A (ja) | 2018-10-11 | 2020-04-23 | 三菱ケミカル株式会社 | 樹脂組成物、樹脂硬化物および複合成形体 |
| JP2021055114A (ja) | 2014-12-23 | 2021-04-08 | ザ リージェンツ オブ ザ ユニバーシティ オブ カリフォルニアThe Regents Of The University Of California | メソゲンリガンドで機能化されたナノ粒子の三次元構造、及びこれを作製して使用する方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8652641B2 (en) * | 2006-09-26 | 2014-02-18 | Polytronics Technology Corp. | Heat conductive dielectric polymer material and heat dissipation substrate containing the same |
| JP2016155946A (ja) * | 2015-02-25 | 2016-09-01 | 三菱電機株式会社 | 熱硬化性樹脂組成物、熱伝導性樹脂シート、回路基板及びパワーモジュール |
| JP7188070B2 (ja) * | 2018-01-05 | 2022-12-13 | 三菱ケミカル株式会社 | 放熱絶縁シートおよび該シート硬化物を絶縁層とする積層構造体 |
| JP7543909B2 (ja) | 2018-10-11 | 2024-09-03 | 三菱ケミカル株式会社 | 樹脂組成物、樹脂硬化物および複合成形体 |
| CN119841284A (zh) | 2019-02-27 | 2025-04-18 | 三菱化学株式会社 | 氮化硼聚集粉末、散热片及半导体装置 |
-
2022
- 2022-03-29 EP EP22780897.9A patent/EP4318574A4/en active Pending
- 2022-03-29 JP JP2023511363A patent/JP7806785B2/ja active Active
- 2022-03-29 WO PCT/JP2022/015374 patent/WO2022210686A1/ja not_active Ceased
- 2022-03-29 CN CN202280019960.5A patent/CN116997607A/zh active Pending
-
2023
- 2023-09-18 US US18/468,841 patent/US20240010814A1/en active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013089670A (ja) | 2011-10-14 | 2013-05-13 | Nitto Shinko Kk | 放熱用部材、及び半導体モジュールの製造方法 |
| JP2015006985A (ja) | 2011-11-29 | 2015-01-15 | 三菱化学株式会社 | 窒化ホウ素凝集粒子、窒化ホウ素凝集粒子を含有する組成物、及び該組成物からなる層を有する三次元集積回路 |
| JP2015006980A (ja) * | 2013-05-27 | 2015-01-15 | 三菱化学株式会社 | 窒化ホウ素凝集粒子、凝集bn粒子含有樹脂組成物及び放熱シート |
| WO2015119198A1 (ja) | 2014-02-05 | 2015-08-13 | 三菱化学株式会社 | 窒化ホウ素凝集粒子、窒化ホウ素凝集粒子の製造方法、該窒化ホウ素凝集粒子含有樹脂組成物、成形体、及びシート |
| JP2016135730A (ja) | 2014-02-05 | 2016-07-28 | 三菱化学株式会社 | 窒化ホウ素凝集粒子、該粒子の製造方法、該粒子を含む組成物、及び該粒子を含む成形体 |
| JP2021055114A (ja) | 2014-12-23 | 2021-04-08 | ザ リージェンツ オブ ザ ユニバーシティ オブ カリフォルニアThe Regents Of The University Of California | メソゲンリガンドで機能化されたナノ粒子の三次元構造、及びこれを作製して使用する方法 |
| JP2017036415A (ja) | 2015-08-12 | 2017-02-16 | 三菱化学株式会社 | 放熱樹脂シート及び該放熱樹脂シートを含むデバイス |
| JP2018188628A (ja) * | 2017-04-28 | 2018-11-29 | 積水化学工業株式会社 | 熱硬化性材料 |
| WO2019189746A1 (ja) | 2018-03-30 | 2019-10-03 | 三菱ケミカル株式会社 | 放熱シート、放熱部材及び半導体デバイス |
| JP2020063438A (ja) | 2018-10-11 | 2020-04-23 | 三菱ケミカル株式会社 | 樹脂組成物、樹脂硬化物および複合成形体 |
Non-Patent Citations (2)
| Title |
|---|
| "Ceramics", vol. 43, 2008, THE CERAMIC SOCIETY OF JAPAN |
| See also references of EP4318574A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2025197972A1 (ja) * | 2024-03-22 | 2025-09-25 | ||
| WO2025225313A1 (ja) * | 2024-04-26 | 2025-10-30 | 三菱電機株式会社 | 金属管及び金属管の接合方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20240010814A1 (en) | 2024-01-11 |
| JPWO2022210686A1 (ja) | 2022-10-06 |
| JP7806785B2 (ja) | 2026-01-27 |
| EP4318574A4 (en) | 2024-09-04 |
| TW202302740A (zh) | 2023-01-16 |
| CN116997607A (zh) | 2023-11-03 |
| EP4318574A1 (en) | 2024-02-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7772151B2 (ja) | 樹脂組成物、樹脂硬化物および複合成形体 | |
| JP7188070B2 (ja) | 放熱絶縁シートおよび該シート硬化物を絶縁層とする積層構造体 | |
| JP7643338B2 (ja) | 樹脂組成物、硬化物、複合成形体、半導体デバイス | |
| US20250034354A1 (en) | Thermosetting resin composition, resin cured product and composite molded body | |
| US20240010814A1 (en) | Resin composition, cured product sheet, composite molded body, and semiconductor device | |
| JP7383971B2 (ja) | 樹脂組成物、樹脂硬化物および複合成形体 | |
| US20250019489A1 (en) | Thermosetting resin composition, thermally conductive resin sheet, heat-dissipating layered product, heat-dissipating circuit board, semiconductor device and power module | |
| JP2025103021A (ja) | 樹脂組成物層の製造方法、該製造方法で得られた樹脂組成物層及び該樹脂組成物層を含む複合成形体 | |
| JP7800253B2 (ja) | シート硬化物の製造方法及び複合成形体の製造方法 | |
| TWI917598B (zh) | 樹脂組合物、片材硬化物、複合成形體及半導體裝置 | |
| JP2024137893A (ja) | 熱硬化性組成物、シート状硬化物、複合成形体及び半導体デバイス | |
| JP2024134539A (ja) | 熱硬化性組成物、硬化物、熱伝導性シート及び複合成形体 | |
| JP2023145370A (ja) | 熱硬化性樹脂組成物、熱硬化性樹脂シート、絶縁シート及び半導体装置 | |
| JP2023145355A (ja) | 熱硬化性樹脂組成物、熱硬化性樹脂シート、絶縁シート及び半導体装置 | |
| JP2023102284A (ja) | 熱伝導性樹脂組成物、熱伝導性樹脂シート、放熱積層体、放熱性回路基板、半導体装置およびパワーモジュール | |
| JP2026021971A (ja) | 硬化物、複合成形体、半導体デバイス及び複合成形体の製造方法 | |
| WO2025121381A1 (ja) | 樹脂シート及びその製造方法 | |
| WO2025197972A1 (ja) | 熱硬化性組成物、熱硬化性シートの製造方法、熱伝導性シート、放熱積層体、放熱性回路基板及びパワー半導体装置 | |
| JP2025130241A (ja) | 熱硬化性組成物、熱硬化性シート、熱伝導性シート、複合成形体、放熱積層体、放熱性回路基板、半導体装置及びパワーモジュール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22780897 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2023511363 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280019960.5 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022780897 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022780897 Country of ref document: EP Effective date: 20231030 |