WO2022220242A1 - 耐溶接高温割れ性に優れた高Ni合金 - Google Patents
耐溶接高温割れ性に優れた高Ni合金 Download PDFInfo
- Publication number
- WO2022220242A1 WO2022220242A1 PCT/JP2022/017594 JP2022017594W WO2022220242A1 WO 2022220242 A1 WO2022220242 A1 WO 2022220242A1 JP 2022017594 W JP2022017594 W JP 2022017594W WO 2022220242 A1 WO2022220242 A1 WO 2022220242A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- alloy
- inclusions
- mgo
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/04—Removing impurities by adding a treating agent
- C21C7/06—Deoxidising, e.g. killing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/04—Removing impurities by adding a treating agent
- C21C7/064—Dephosphorising; Desulfurising
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/055—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being at least 20% but less than 30%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/056—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being at least 10% but less than 20%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C30/00—Alloys containing less than 50% by weight of each constituent
- C22C30/02—Alloys containing less than 50% by weight of each constituent containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
Definitions
- the present invention relates to a high-Ni alloy that is used as a high-temperature material and has excellent resistance to weld hot cracking.
- a high-Ni alloy is suitably used as a high-temperature material.
- alloys 800 and 825 are typical commercial alloys.
- the demand has been expanding in developing countries, and there is a need for technical development to supply inexpensive products with good surface quality and usability. For this reason, the conversion of the manufacturing method from the conventional steel ingot method to the continuous casting method is underway.
- high-Ni alloys produced by continuous casting are highly susceptible to internal slab cracks during casting, edge cracks during hot working, and product surface defects. For this reason, from the viewpoint of improving the manufacturability of high Ni alloys in the continuous casting method, the design of the chemical composition of alloys, and the improvement and development of smelting, casting, and hot working techniques have been promoted.
- Patent Document 1 discloses a technology related to a component system and a manufacturing method in which the contents of Ti, N, and Si are reduced to a low level as a method of suppressing the occurrence of surface defects.
- Patent Literature 2 discloses a method for preventing nozzle clogging and surface flaws by a manufacturing method that does not add a Ca alloy.
- the addition of Ca alloys combines with oxygen in the molten alloy to form oxide-based non-metallic inclusions, which agglomerate and increase in size, leading to the generation of linear defects on the surface of the final product alloy plate. It is stated that there is a problem with connecting.
- Patent Document 3 in order to prevent coarse agglomeration of TiN-based inclusions that cause surface defects, CaO—MgO—Al 2 O 3 -based inclusions are included as essential components as oxide-based inclusions. It is specified that the ratio of the number of CaO and MgO to the number of objects is 50% or less.
- the above prior art specifies the component system and the composition of inclusions from the viewpoint of manufacturability, especially the suppression of surface defects.
- high Ni alloys In practical use of high Ni alloys, the present inventors have found that high Ni alloys not only have problems in manufacturability, but also exhibit high weld hot cracking susceptibility because they are austenitic single-phase steels, and cracks during welding work. It was found that there is a problem that In the present invention, an Al, Ti-containing high Ni alloy containing a trace amount of Ca and / or Mg alloy is to stabilize the welding hot cracking susceptibility, especially the HAZ cracking susceptibility, which has not been studied in the past, at a low level. .
- Al- and Ti-containing high-Ni alloys are said to have relatively good hot workability.
- the cast slab has a solidified structure, when the S content is several ppm or more, the hot workability of the cast slab becomes insufficient in hot working. Therefore, it is necessary to improve hot workability by adding a small amount of Ca alloy or Mg alloy.
- a high-Ni alloy targeted by the present invention is continuously cast by adding a Ca or Mg alloy, a steel material is manufactured from the slab, bloom or billet, and the manufactured steel material is welded to form a structure. During manufacturing, weld hot cracks may occur due to thermal stress generated by heat input.
- high-Ni alloys containing Al and Ti may have a problem of liquefaction cracking occurring in the HAZ.
- An object of the present invention is to provide a high-Ni alloy that is used as a high-temperature material and has excellent resistance to weld hot cracking.
- the present inventor made the Al, Ti-containing high Ni alloy targeted by the present invention the basic composition, and performed laboratory vacuum melting with various amounts of Ca and Mg added, Using the obtained slab as a raw material, hot rolling, annealing and heat treatment were performed to obtain a steel material, and the obtained steel material was subjected to a Varestraint test to evaluate HAZ cracking susceptibility during welding. At the same time, investigation of non-metallic inclusions and precipitates in the alloy was carried out by FE-SEM-EDS, and research was conducted to solve the problem.
- the oxide inclusions in the high Ni alloy were CaO, CaO--Al 2 O 3 , MgO, CaO--MgO, CaO--MgO--Al 2 O 3 and the like.
- TiC, TiN, or TiNC was generated either alone or with inclusion of oxide inclusions.
- ⁇ Second invention> The inclusions in the high Ni alloys were CaO, CaO--Al 2 O 3 , MgO, CaO--MgO, CaO--MgO--Al 2 O 3 etc., or CaS partially containing sulfides. Moreover, TiC, TiN, or TiNC was generated so as to enclose many of these inclusions. Among these, the present inventors focused on the fixing ability of S, which increases the HAZ cracking susceptibility by lowering the grain boundary strength and the melting point of the grain boundary, leading to the second invention.
- the oxide-based inclusions in the high-Ni alloy investigated by the present inventors were CaO, CaO--Al 2 O 3 , MgO, CaO--MgO, CaO--MgO--Al 2 O 3 and the like.
- TiC, TiN, or TiNC was generated either alone or with inclusion of oxide inclusions.
- large-sized TiC-based precipitates that can act as starting points for HAZ cracks tend to be formed in inclusions containing MgO or MgO and Al 2 O 3 .
- the gist of the present invention is as follows. [1] ⁇ First invention> % by mass, C: 0.15% or less, Si: 0.05 to 2.0%, Mn: 0.05 to 2.0%, P: 0.035% or less, S: 0.0015% or less, Cr: 16-30%, Ni: 18-50%, Al: 0.01-1.0%, Ti: 0.01-1.5%, N: 0.35% or less, O: 0.003% Below, Mo: 8% or less, Cu: 4% or less, Co: 3% or less, Ca: 0.0003 to 0.0050%, Mg: 0.0060% or less, the balance being Fe and impurities, A high-Ni alloy having excellent weld hot cracking resistance, wherein the relationship between the number density of TiC-based precipitates having an equivalent circle diameter of 1.0 ⁇ m or more and the Mg content in the steel satisfies the following formula (1). TiC number density (pieces/mm 2 ) ⁇ 463-9.5 ⁇ Mg concentration in steel (massfies the
- the mass ratio of CaO, MgO and Al 2 O 3 in inclusions calculated from the average Ca concentration, average Mg concentration and average Al concentration of inclusions in which O or S is detected satisfies the formula (2) A high-Ni alloy with excellent weld hot cracking resistance. [CaO-0.6 ⁇ MgO] (% by mass)/[CaO+MgO+Al 2 O 3 ] (%
- the first to third inventions make it easier to stably manufacture welded structures using high-Ni alloys containing Al and Ti, which are used as high-temperature materials.
- high-Ni alloys containing Al and Ti which are used as high-temperature materials.
- FIG. 4 is a graph showing the relationship between the average S content in oxide and sulfide inclusions and the total length of HAZ cracks in inventive steel and comparative steel.
- FIG. 3 is a diagram in which the average composition of inclusions is plotted on a CaO--MgO--Al 2 O 3 ternary phase diagram.
- C 0.15% or less C is added to ensure the strength of high-temperature materials and heat-resistant alloys. Especially when high-temperature strength properties are required, it should be added in an amount of 0.015% or more, preferably 0.05% or more.
- the upper limit is restricted to a content of 0.15% or less.
- C exists as TiC precipitates in the alloy, but if the content exceeds 0.15%, Cr carbides are formed, resulting in deterioration of high-temperature properties and corrosion resistance. It is preferably 0.10% or less, more preferably 0.085% or less.
- Si 0.05-2.0% Si is added in an amount of 0.05% or more, preferably 0.2% or more in order to deoxidize and improve oxidation resistance.
- the upper limit is limited to 2.0%.
- a preferred upper limit is 1.5%, and a more preferred upper limit is 0.8%.
- Mn 0.05-2.0% Mn has the effect of increasing the stability of the austenite phase and improving the heat resistance. Therefore, it is preferable to positively add Ni to the alloy of the present invention. Add 0.05% or more, preferably 0.2% or more, more preferably 0.3% or more to improve heat resistance. However, if it is added in excess of 2.0%, the intermetallic compound tends to precipitate and the heat resistance deteriorates. Therefore, the upper limit is defined as 2.0%. A preferred upper limit is 1.5%, and a more preferred upper limit is 1.3%.
- P 0.035% or less
- P is an element that is unavoidably mixed from raw materials, and has the effect of increasing solidification cracking susceptibility, so it is limited to 0.035% or less. Preferably, it is 0.030% or less.
- S 0.0015% or less
- S is an element that is inevitably mixed in from raw materials, and as well as degrading hot workability and oxidation resistance, segregation of S to grain boundaries increases the susceptibility to HAZ cracking, so it should be reduced as much as possible. need to let Therefore, it is limited to 0.0015% or less, preferably 0.0010% or less.
- S is an element whose content can be reduced by refining, but an extreme decrease in content results in an increase in cost. From the viewpoint of cost increase, the preferable lower limit of the S content is 0.0003%.
- Cr 16-30% Cr is an essential element for the oxidation resistance of a heat-resistant alloy as a material for high temperatures, and is contained in an amount of 16% or more, preferably 18% or more.
- Ni content exceeds 30%, the high-temperature structure stability is lowered even if a large amount of Ni is included, intermetallic compounds are precipitated, and the heat resistance is deteriorated.
- a preferred upper limit is 28%, and a more preferred upper limit is 26%.
- the optimum content varies depending on the content of Ni, Si, Mo and other elements. For example, when Ni is approximately 30%, Cr is optimally approximately 20%. Alternatively, when Ni+Cu is about 45%, the optimal content is Cr+Mo about 25%.
- Ni 18-50% Ni stabilizes the austenite structure at high temperatures and improves corrosion resistance and toughness against various acids, so the Ni content is 18% or more, preferably 20% or more, and more preferably 25% or more. By increasing the Ni content, it becomes possible to contain more Cr, Mo, Al, and Ti necessary for heat resistance. On the other hand, Ni is an expensive alloy, and in the steel of the present invention, the upper limit is set at 50%, preferably 48%, more preferably 45% from the viewpoint of cost.
- Al 0.01-1.0%
- Al is a deoxidizing element and has the effect of forming a NiAl ordered phase in the high-Ni alloy and increasing the high-temperature strength.
- the content must be 0.01% or more, preferably 0.05% or more, in order to control the composition of the oxide and improve the hot workability.
- the Al content exceeds 1.0%, the intermetallic compound is likely to precipitate, which impairs the heat resistance.
- the upper limit of its content is set at 1.0%.
- a preferred upper limit is 0.60%.
- Ti 0.01-1.5%
- Ti has the effect of forming a NiTi ordered phase in a high-Ni alloy and increasing the high-temperature strength.
- the content should be 0.01% or more, preferably 0.15% or more.
- the total content of Al and Ti is more preferably 0.80% or more.
- the Ti content exceeds 1.5%, the intermetallic compound is likely to precipitate, which impairs the heat resistance.
- the susceptibility to welding hot cracking in the present invention, the susceptibility to HAZ cracking during welding is lowered.
- a preferred upper limit is 1.0%.
- Mo 8% or less Mo is an element that increases the strength of the heat-resistant alloy. When added for the purpose of improving heat resistance, the content should be 0.05% or more, preferably 0.2% or more. On the other hand, it is an expensive element, and in the steel of the present invention, the upper limit of the content is 8% from the viewpoint of suppressing the alloy cost of the steel. A preferred upper limit is 3%, and a more preferred upper limit is 2%. Mo may not be contained.
- Cu 4% or less Cu is an element that enhances the acid corrosion resistance of the alloy and dew point corrosion resistance, which is often a problem in high-temperature equipment, and also has the effect of improving high-temperature strength and structural stability.
- the content should be 0.05% or more, preferably 0.1% or more.
- the upper limit was made 4%.
- a preferable upper limit of Cu is 3.0%, and a more preferable upper limit is 2.0%. Cu does not have to be contained.
- Co 3.0% or less Co is an effective element for enhancing the high-temperature structural stability and corrosion resistance of the alloy. If the content of Co exceeds 3.0%, it is an expensive element and the effect corresponding to the cost cannot be exhibited, so the upper limit was set to 3.0%. A preferred upper limit for Co is 1.5%. Co may not be contained.
- N 0.35% or less
- N is an element effective for improving high-temperature strength, and can be added up to 0.35%.
- Ti and Al are positively added. If Al or Ti is added in a total amount of 0.3% or more, AlN or TiN is formed to form non-metallic inclusions that degrade the material properties, and is compounded with oxides to promote nozzle clogging during continuous casting. It becomes a harmful element. Therefore, when these elements are added by 0.3% or more, the upper limit of the N content is preferably 0.02% or less, more preferably 0.01% or less.
- the oxygen content corresponds to the total amount of oxide inclusions and is an important indicator of the deoxidized state of the alloy. If the oxygen content exceeds 0.003%, the desired deoxidation balance will not be satisfied, and nozzle clogging will likely occur during continuous casting.
- oxygen contained in steel promotes the formation of coarse TiC-based precipitates. With respect to weld hot cracking susceptibility, which is the gist of the present invention, coarse TiC-based precipitates also act as starting points for liquefaction cracking, which is the main factor in increasing hot cracking susceptibility. Therefore, the upper limit of the oxygen content was set at 0.003%.
- a preferred upper limit is 0.0025%.
- an excessive reduction in the amount of oxygen tends to generate excess Ca and excess Mg in the alloy. This leads to preferential formation of MgO-based inclusions, which in turn increases the number of coarse TiC-based inclusions, or promotes grain boundary segregation of excess Mg, thereby causing a decrease in grain boundary strength. , which may rather increase weld hot cracking susceptibility. Therefore, in order to stabilize the weld hot cracking susceptibility at a low level, it is preferable to set the lower limit of the oxygen content to 0.0005%.
- Ca 0.0003-0.0050% Ca is an important element for improving the hot workability and weld hot cracking susceptibility of the alloy, and is contained to fix S in the alloy as CaS and improve the hot workability.
- This reaction is as follows. Ca combines with oxygen in the alloy to form CaO, CaO--Al 2 O 3 and reduces dissolved oxygen (free oxygen) in the alloy. After the dissolved oxygen (free oxygen) in the alloy is reduced to almost zero, the remaining Ca reacts with S in the alloy to generate CaS.
- the alloy of the present invention contains 0.0003% or more, preferably 0.0010% or more of Ca.
- the upper limit of the Ca content is set to 0.0050%.
- Mg 0.0060% or less
- Mg is generally an element that can improve the hot workability of the alloy if the amount is very small.
- the addition of Mg has the adverse effect of promoting the formation of MgO-based inclusions that increase the susceptibility to HAZ cracking during welding.
- the excess Mg that does not form oxides segregates at the grain boundaries and reduces the grain boundary strength in a high temperature range (for example, 900 ° C.), thereby reducing hot workability in a high temperature range and increasing HAZ cracking susceptibility. give rise to In the production of the steel of the present invention, if deoxidation and strengthening are performed as described later, Mg is inevitably picked up from slag, furnace walls, and the like.
- Mg is not added to the alloy.
- the upper limit of the content is 0.0060%, preferably 0.0040%, and more preferably 0.0030%.
- the number density of TiC (pieces/mm 2 ) is the number of particles containing Ti and C among the particles with an equivalent circle diameter of 1.0 ⁇ m or more extracted by FE-SEM-EDS analysis in a fixed measurement field of the alloy cross section. is the number density of particles (TiC-based precipitates (equivalent circle diameter of 1.0 ⁇ m or more)) that are not detected.
- TiC-based precipitates equivalent circle diameter of 1.0 ⁇ m or more
- TiC is finely precipitated with a size of about 0.2 ⁇ m or less.
- most of TiC generated in a high temperature range is generated around other inclusions, and some of them are coarsened to about 1 ⁇ m to several ⁇ m.
- C and Ti in TiC diffuse into the matrix due to the heat input during welding, lowering the melting point of the TiC/material interface, and causing liquefaction cracking in the HAZ. is the starting point of
- the deoxidizing power is strengthened by adding a Ca alloy.
- Mg is picked up from slag, furnace walls, and the like.
- Mg contained in molten steel forms oxide-based inclusions such as CaO--MgO--Al 2 O 3 and MgO.
- the number ratio of MgO inclusions to CaO--MgO--Al 2 O 3 inclusions increases as the oxygen partial pressure decreases.
- the inventors used FE-SEM-EDS to statistically confirm the composition of inclusions that act as seeding nuclei for TiC-based precipitates.
- the proportion of TiC containing MgO increases as the grain size of TiC increases.
- the ratio of TiC containing only CaO and not containing MgO decreases as the grain size of TiC increases.
- the amount of precipitated TiC rapidly increases in the solidus temperature region below the melting point.
- inclusions that are compatible with TiC having a small degree of crystal mismatch
- nucleation and growth will occur at a higher temperature at an early stage, so the precipitated TiC tends to be coarse. It is considered that this compatible inclusion is MgO.
- the larger the grain size of TiC present at the grain boundary the greater the adverse effect on the liquefaction cracking susceptibility. A means for suppressing generation is effective.
- the manufacturing method of the first invention will be described below.
- deoxidation and desulfurization using Al and Ti which have stronger deoxidizing power than Si, are sufficiently performed at the time of secondary refining, and immediately before the end of the secondary refining process.
- Ca is added during continuous casting to deoxidize and desulfurize. Since Ca reacts more easily with oxygen than Mg, the oxygen concentration can be reduced by deoxidizing with Ca without using Mg.
- the slag formed on the surface of the molten steel in the ladle during secondary refining must be produced with a slag composition that can minimize pick-up of Mg that occurs during secondary refining.
- the content of MgO in the slag is preferably 10% or less.
- the basicity of the slag composition is increased, it is necessary to limit the amount of MgO input even more severely. Assuming about 5 to 10% MgO contamination of the steel, it is necessary to have a way of thinking to suppress Mg pick-up to steel. For that purpose, it is preferable that the basicity of the slag is rather low.
- the mass ratio C/A of CaO and Al 2 O 3 in the slag is 1.5 or less, preferably 1.0 or less. is desirable.
- the mass ratio C/S of CaO and SiO 2 in the slag is 4 or less, preferably 2 or less, and deoxidation and desulfurization are performed to the extent that the total amount of oxygen and S in the molten steel is 15 to 35 ppm by mass. Good.
- the Mg concentration in molten steel may increase due to pickup of Mg from slag. Therefore, it is preferable to add Ca to molten steel in the final step of secondary refining rather than in continuous casting. preferably. Note that addition of CaF 2 for adjusting the melting point can be carried out as long as the furnace body is not damaged.
- N 0.02% or less
- N is an element effective for improving high-temperature strength and corrosion resistance.
- Ti and Al are positively added.
- N forms AlN or TiN to become non-metallic inclusions, deteriorating the material properties, and becomes a harmful element that promotes clogging of nozzles during continuous casting by being compounded with oxides. Therefore, the upper limit of the N content is made 0.02% or less.
- a preferable content is 0.01% or less.
- Oxygen forms oxide inclusions between Ca, Mg, Al and Ti in the alloy of the present invention.
- the oxygen content corresponds to the total amount of oxide inclusions and is an important indicator of the deoxidized state of the alloy.
- these oxide-based inclusions adversely affect sheet processing and pipe expandability.
- desulfurization is promoted by fixing S with Ca in order to suppress the segregation of S to grain boundaries as much as possible. Therefore, the upper limit of the oxygen content should be 0.0020%.
- the value of O + S needs to be 0.0020% or less.
- the oxygen content is preferably 0.0003% or more.
- Ca 0.0010-0.0050% Ca is an important element for improving the hot workability and weld hot cracking susceptibility of the alloy, and in the present invention, the HAZ cracking susceptibility during welding. included to improve This reaction is as follows.
- Ca combines with oxygen in the alloy to form CaO, CaO--Al 2 O 3 and reduces dissolved oxygen (free oxygen) in the alloy. After reducing the dissolved oxygen (free oxygen) in the alloy to almost zero, the remaining Ca and S in the alloy react to form CaS.
- the alloy of the present invention contains 0.0010% or more, preferably 0.0015% or more of Ca.
- excessive addition of Ca reduces ductility at high temperatures around 1100°C. Therefore, the upper limit of the Ca content is set to 0.0050%.
- Mg 0.0010-0.0050%
- Mg is contained by picking up Mg by strong deoxidation.
- Mg is generally an element that has the effect of improving the hot workability of the alloy if it is in a very small amount. has the adverse effect of
- the excess Mg that does not form oxides segregates at the grain boundaries and reduces the grain boundary strength in a high temperature range (for example, 900 ° C.), thereby reducing hot workability in a high temperature range and worsening HAZ crack susceptibility. give rise to Therefore, the upper limit of the Mg content was set to 0.0050%. A preferred upper limit is 0.0040%.
- ⁇ S concentration in inclusions defined in the second invention Average concentration of S in oxide-based inclusions and sulfide-based inclusions: 0.70% or more
- the average concentration of S in inclusions is determined by FE-SEM-EDS analysis in a fixed measurement field of the alloy cross section. It is the average concentration of S contained in oxide or sulfide-based inclusions containing O or S, and precipitates generated using the inclusions as inoculum nuclei.
- S is added to the inclusions so that the average concentration of S in the inclusions is 0.70% by mass or more.
- An effective means for fixing S in inclusions is to reduce the oxygen concentration by enhancing deoxidation during refining.
- the deoxidizing power is strengthened by adding Ca, which has a high ability to fix S.
- Deoxidation and desulfurization by Ca alloy addition before the end of the secondary refining final step or during continuous casting is effective.
- the composition of the slag formed on the molten steel surface during secondary refining must be a slag composition with a high basicity that generates CaO-rich inclusions, and the ratio C of CaO and Al 2 O 3 in the slag /A in mass ratio is preferably 1.5 or more, more preferably 2.0 or more. Note that addition of CaF 2 for adjusting the melting point can be carried out as long as the furnace body is not damaged.
- the Mg concentration may increase due to pick-up of Mg from the slag immediately after Ca addition. It is preferable to add Ca in the final step of secondary refining rather than in continuous casting, and even in that case, it is preferable to add Ca 5 minutes or more before the transition to continuous casting.
- N is an element effective for improving high-temperature strength, and can be added up to 0.35%.
- Ti and Al are positively added.
- the N in the steel forms AlN or TiN and becomes non-metallic inclusions, deteriorating the material properties, and is combined with oxides to form a nozzle during continuous casting. It becomes a harmful element that promotes blockage. Therefore, when the total amount of Al or Ti is 0.3% or more, the upper limit of the N content is preferably 0.02% or less, and more preferably 0.01% or less. .
- the oxygen content corresponds to the total amount of oxide inclusions and is an important indicator of the deoxidized state of the alloy. If the oxygen content exceeds 0.003%, the desired deoxidation balance will not be satisfied, and nozzle clogging will likely occur during continuous casting. In addition, high oxygen content promotes the formation of coarse TiC-based precipitates. Coarse TiC-based precipitates act as starting points for liquefaction cracking, which is the main cause of deterioration in hot cracking susceptibility. effect. Therefore, the upper limit of the oxygen content was set at 0.003%. A preferred upper limit is 0.0025%, more preferably 0.002%.
- the oxygen content is preferably 0.0003% or more.
- Ca 0.0003-0.0050%
- Ca is an important element for improving the hot workability and weld hot cracking susceptibility of the alloy, and is contained to fix S in the alloy as CaS and improve the hot workability.
- This reaction is as follows.
- Ca combines with oxygen in the alloy to form CaO, CaO--Al 2 O 3 and reduces dissolved oxygen (free oxygen) in the alloy. After reducing the dissolved oxygen (free oxygen) in the alloy to almost zero, the remaining Ca and S in the alloy react to form CaS.
- the alloy of the present invention contains 0.0003% or more, preferably 0.0010% or more, and more preferably 0.0015% or more.
- excessive addition of Ca reduces ductility at high temperatures around 1100°C. Therefore, the upper limit of the Ca content is set to 0.0050%.
- the upper limit of the desirable content of Ca is 0.0045%.
- Mg 0.0045% or less
- Mg is generally an element that can improve the hot workability of the alloy if the amount is very small.
- the inclusion of Mg promotes the formation of MgO-based inclusions, and as a result, has the adverse effect of deteriorating HAZ crack susceptibility during welding.
- excess Mg that does not form oxide segregates at grain boundaries. Mg segregated at grain boundaries reduces the grain boundary strength in a high temperature range (for example, 900° C.), thereby causing deterioration in hot workability in a high temperature range and deterioration in HAZ crack susceptibility.
- Mg is inevitably picked up in the steel due to Mg contamination from slag, furnace walls, and the like. Based on the above knowledge, it is necessary to reduce the content of Mg as much as possible in the present invention, and Mg is not added to the alloy.
- the upper limit of the Mg content was set to 0.0045%. A preferred upper limit is 0.0040%.
- ⁇ Inclusion composition ratio defined in the third invention > [CaO-0.6 ⁇ MgO] (% by mass)/[CaO+MgO+Al 2 O 3 ] (% by mass) ⁇ 0.20 (2)
- the value of the left side of the above equation (2) ([CaO-0.6 ⁇ MgO] (% by mass)/[CaO+MgO+Al 2 O 3 ] (% by mass)) is calculated as follows. Inclusions in which O or S is detected are extracted by FE-SEM-EDS analysis in a certain measurement field of the alloy cross section.
- the present invention it is important to reduce the number of inclusions that can serve as inoculation nuclei for the formation of TiC-based precipitates, and particularly to reduce the number of inclusions that tend to form coarse TiC-based precipitates.
- the deoxidizing power is strengthened by adding a Ca alloy.
- a decrease in oxygen partial pressure in molten steel causes Mg to be picked up from slag, furnace walls, etc. into molten steel.
- Mg in molten steel forms oxide-based inclusions such as CaO--MgO--Al 2 O 3 and MgO.
- the number ratio of MgO inclusions to CaO--MgO--Al 2 O 3 inclusions increases as the oxygen partial pressure decreases.
- the inventors used FE-SEM-EDS to statistically confirm the relationship between the composition of inclusions that form the core of TiC-based precipitates and the grain size of TiC.
- the grain size of TiC increases, the ratio of TiC containing MgO or MgO and Al 2 O 3 increases, while the ratio of TiC containing only CaO without MgO and Al 2 O 3 decreases. It was confirmed.
- the larger the grain size of TiC present at the grain boundary the greater the adverse effect on the liquefaction cracking susceptibility. becomes valid.
- the number of TiC particles with an equivalent circle diameter of 5 ⁇ m or more is only less than 1% compared to the number of TiC particles with an equivalent circle diameter of 1 to 5 ⁇ m, and the effect on liquefaction cracking susceptibility is also negligible.
- the upper limit of the Ca ratio in inclusions is set to 0.90 ⁇ [CaO] (mass%) / [CaO + MgO + Al 2 O 3 ] (mass% ) is preferable.
- the manufacturing method of the third invention will be described below.
- secondary refining Deoxidation and desulfurization by adding Ca immediately before the end of the process or during continuous casting is indispensable.
- the slag formed on the surface of the molten steel in the ladle during secondary refining must be produced with a slag composition that can minimize pick-up of Mg that occurs during secondary refining. Specifically, it is necessary to manage the slag composition with the amount of MgO contained in the slag reduced as much as possible.
- the ratio C/A of CaO and Al 2 O 3 in the slag is 1.0 or more, and the ratio C/S of CaO and SiO 2 is 11.2 or more.
- the steel containing Al and Ti within the scope of the third invention has A/M ⁇ 4.0. It is necessary to limit the MgO content in the steel and add Ca alloy just before the end of secondary refining. In order to adjust the melting point, it is necessary to add CaF 2 within a range (10 to 25% by mass) that does not cause damage to the furnace body.
- composition of the high-Ni alloy of the present invention contains the components described above, with the balance being Fe and impurities. Further, instead of part of the Fe, the following components (% by mass) can be selectively contained. Next, the reasons for limiting the selected components will be described.
- B 0.0002 to 0.0030%
- B is an element that improves the hot workability of steel, and significantly improves the drawing in the high temperature region of hot working. Therefore, B is contained as necessary. Although the mechanism by which B improves hot workability is not clear, it is said that segregation at grain boundaries increases grain boundary strength. Since the effect of improving hot tensile strength by containing B is manifested at 0.0002% or more, when adding B, the lower limit is made 0.0002%. On the other hand, excessive addition promotes solidification cracking, so the upper limit of the content is set at 0.0030%. A preferred upper limit is 0.0015%.
- Sn 0.05% or less Zn+Pb+Bi: 0.0010% or less Zr: 0.5% or less Hf: 0.5% or less La+Ce+Nd: 0.0050% or less
- Sn is an element that improves the corrosion resistance and high-temperature creep strength of steel. , can be added as needed. However, addition of more than 0.05% deteriorates hot workability, so the upper limit is defined as 0.05%. In addition, since Pb, Zn, and Bi also significantly reduce hot workability in austenite single-phase alloys, the upper limit must be strictly defined, and the total of Pb, Zn, and Bi is 0.0010% or less .
- Both Zr and Hf have the effect of improving solidification cracking susceptibility and high-temperature oxidation resistance of steel by fixing P and S, and can be added as necessary.
- addition of a large amount exceeding 0.5% degrades manufacturability such as hot workability and surface properties. Therefore, the upper limit of the amount of addition of these elements is set to 0.5%.
- La, Ce, and Nd are all elements that improve oxidation resistance and solidification cracking susceptibility by fixing P and S, but on the other hand, adding more than 0.0050% in total promotes the increase of TiC-based precipitates. increases the liquefaction cracking susceptibility of the steel. Therefore, the upper limit of the content of these elements is defined as 0.0050% in total. Methods of adding these elements include adding each metal or alloy, adding misch metal, and the like.
- W 3% or less W, like Mo, is an element that increases the strength of the heat-resistant alloy, and can be added as necessary.
- the upper limit of the content is 3%.
- V 0.01-0.5%
- Nb 0.002-1.0%
- Ta 0.002-1.0%
- V, Nb and Ta Any of V, Nb, and Ta can be added as required, and has the effect of improving the high-temperature properties of the alloy.
- the upper limits of the Nb and Ta contents were set to 1.0% in order to make the contents commensurate with the cost.
- a preferable content upper limit is 0.8%.
- the upper limit of the V content is 0.5%.
- the lower limit of the content is 0.01% for V, 0.002% for Nb and Ta, preferably 0.03% for each. Also, the preferable content range is 0.03% to 0.8%.
- the high Ni alloy of the present invention is preferably used for welded structures. This is because the susceptibility to weld hot cracking, particularly HAZ cracking susceptibility, can be stabilized at a low level when manufacturing a structure by welding.
- Example 1 Examples of the first invention are described below.
- the present inventors melted a high Ni alloy in a MgO crucible with a 50 kg vacuum melting furnace, added Al, Ti, Ca, and Mg, cast it into a 17 kg flat mold, and made a high Ni alloy with the composition shown in Tables 1 and 2. got the alloy.
- flux was introduced to simulate the slag composition of the secondary refining.
- Five powder reagents of CaO, MgO, Al 2 O 3 , SiO 2 and CaF 2 were used as flux raw materials, and were prepared on the day of dissolution.
- the flux was introduced 2 minutes after the introduction of Ti and Al, and the Ca alloy was introduced 10 minutes after the introduction of the flux.
- the slab cast from the molten material has dimensions of 48 mm thick x 170 mm wide x 225 mm high.
- This cast slab was subjected to the following treatment to prepare a longi-Varestrain test piece for evaluating HAZ cracking susceptibility.
- the surface was ground by 2 mm to remove flaws on the surface of the slab, then cut into a shape of 44 mm thick ⁇ 85 mm wide ⁇ 170 mm long, heated at 1180° C. for 1 hour, and then hot rolled to a thickness of 12.5 mm.
- this thick plate was subjected to a heat treatment at 1165° C. for 10 minutes, and a test piece of 40 mm width ⁇ 300 mm length was cut from the plate to a thickness of 12 mm by double-sided grinding.
- TIG tanning welding was performed in the longitudinal direction of the central part of the plate width under the conditions of a welding current of 200 A, a voltage of 12 V, and a speed of 15 cm / min.
- a bending stress was momentarily applied parallel to the direction.
- a portion where a weld crack occurred due to the application of bending stress was cut into a size that can be observed with an optical microscope. After cutting out, the scale on the surface of the welded portion was removed by buffing, and the presence or absence and degree of HAZ cracks were observed with an optical microscope.
- the lengths of HAZ cracks propagating in the direction perpendicular to the welding direction were individually measured starting from the boundary between the molten metal and the base metal, and the sum of these values was defined as the total crack length.
- Inclusions were measured by FE-SEM-EDS analysis.
- SU5000 manufactured by Hitachi High-Technology Co., Ltd. was used as the FE-SEM, and EMAX Evolution was used as the analysis software.
- a 25 mm x 25 mm size cut from a portion of the longi-Varestrain test piece not affected by heat was filled with resin so that the surface layer became the observation surface, and then oxides, sulfides, nitrides, carbides, etc. of the surface layer
- a mirror polishing finish was performed with diamond abrasive grains.
- the measurement area is limited to within 2.5 mm 2 , and among particles recognized as particles by the analysis software from the contrast information of the backscattered electron image, automatic quantitative analysis by EDX for particles with a circle equivalent diameter of 1.0 ⁇ m or more converted from the area. did The measurement time was 0.5 seconds per particle.
- the detected particles particles in which Ti and C were detected and N was not detected were extracted as TiC-based particles, and the number of detected particles was divided by the measured area to obtain the number density.
- TiC number density (pieces/mm 2 ) 463-9.5 x Mg concentration in steel (mass ppm) is a line indicating
- Table 3 the value of "TiC number density (number/mm 2 ) + 9.5 ⁇ Mg concentration in steel (mass ppm)" is indicated as "X”.
- the first invention can produce a high Ni alloy with low weld hot cracking susceptibility.
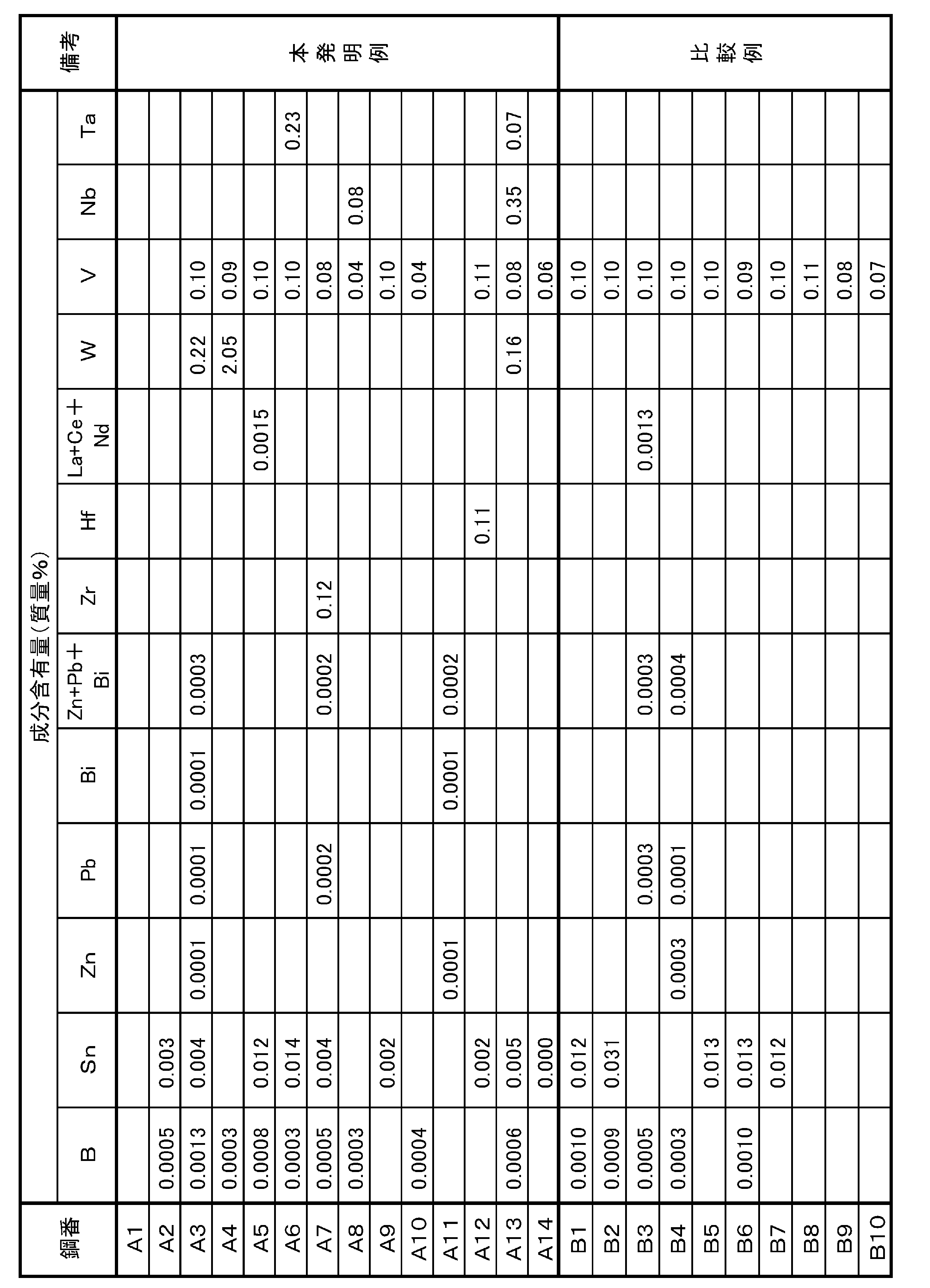
- Example 2 Examples of the second invention are described below.
- the present inventors melted a high Ni alloy in a MgO crucible with a 50 kg vacuum melting furnace, added Al, Ti, Ca, and Mg, cast it into a 17 kg flat mold, and made a high Ni alloy with the composition shown in Tables 4 and 5. got the alloy.
- flux was introduced to simulate the slag composition of the secondary refining.
- Five powder reagents of CaO, MgO, Al 2 O 3 , SiO 2 and CaF 2 were used as flux raw materials, and were prepared on the day of dissolution.
- the slab cast from the molten material has dimensions of 48 mm thick x 170 mm wide x 225 mm high.
- This cast slab was subjected to the following treatment to prepare a longi-Varestrain test piece for evaluating HAZ cracking susceptibility.
- the surface was ground by 2 mm to remove flaws on the surface of the slab, then cut into a shape of 44 mm thick ⁇ 85 mm wide ⁇ 170 mm long, heated at 1180° C. for 1 hour, and then hot rolled to a thickness of 12.5 mm.
- this thick plate was subjected to a heat treatment at 1165° C. for 10 minutes, and a test piece of 40 mm width ⁇ 300 mm length was cut from the plate to a thickness of 12 mm by double-sided grinding.
- TIG tanning welding was performed in the longitudinal direction of the central part of the plate width under the conditions of a welding current of 200 A, a voltage of 12 V, and a speed of 15 cm / min.
- a bending stress was momentarily applied parallel to the direction.
- a portion where a weld crack occurred due to the application of bending stress was cut into a size that can be observed with an optical microscope. After cutting out, the scale on the surface of the welded portion was removed by buffing, and the presence or absence and degree of HAZ cracks were observed with an optical microscope.
- the lengths of HAZ cracks propagating in the direction perpendicular to the welding direction were individually measured starting from the boundary between the molten metal and the base metal, and the sum of these values was defined as the total crack length.
- Inclusions were measured by FE-SEM-EDS analysis.
- SU5000 manufactured by Hitachi High-Technology Co., Ltd. was used as the FE-SEM, and EMAX Evolution was used as the analysis software.
- a 25 mm x 25 mm size cut from a portion of the longi-Varestrain test piece not affected by heat was filled with resin so that the surface layer became the observation surface, and then oxides, sulfides, nitrides, carbides, etc. of the surface layer In order to prevent the precipitate from dissolving, it was mirror-polished with diamond abrasive grains.
- the measurement area is limited to within 2.5 mm 2 , and among particles recognized as particles by the analysis software from the contrast information of the backscattered electron image, particles with an equivalent circular diameter of 0.6 ⁇ m or more converted from the area are automatically quantitatively analyzed by EDX. did The measurement time was 0.5 seconds per particle.
- the detected particles those in which O or S was detected were extracted as inclusion-based particles, and the average content of each element was calculated as follows.
- ⁇ Average content of each component (% by mass) ⁇ (analysis value of each particle (% by mass) ⁇ surface area (mm 2 )) / (number of particles ⁇ average surface area (mm 2 ))
- Table 6 shows the measurement results of the S concentration in the inclusions obtained by this method and the HAZ crack total length.
- FIG. 2 shows the relationship between the total HAZ crack length and the S concentration in inclusions.
- the time from Ca input to steel tapping was set to the same conditions as A1 to A7. It was 0.70% or less, and the HAZ crack susceptibility did not reach the level of the invention steel.
- the O+S value was below 20 ppm, but the Mg content was above 50 ppm.
- Excessive addition of Ca in B5 exceeded the upper limit of the second invention, and Al and Ti, which are deoxidizing strengthening elements, in B6 exceeded the upper limit of the second invention. It is assumed that this accelerated Mg pick-up during the addition of Ca, resulting in an increase in HAZ crack susceptibility.
- the second invention can produce a high Ni alloy with low weld hot cracking susceptibility.
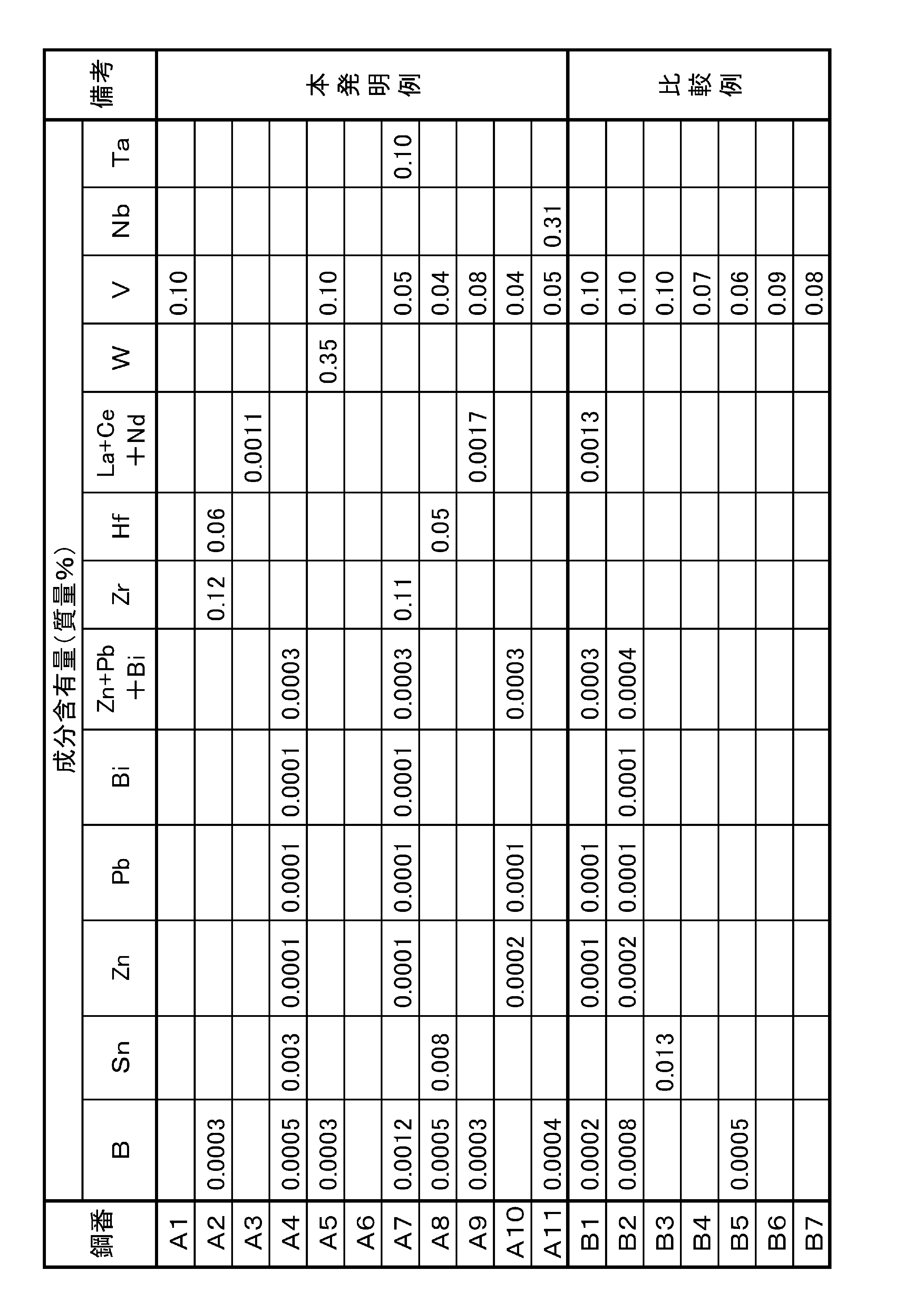
- Example 3 Examples of the third invention are described below.
- the present inventors melted a high Ni alloy in a MgO crucible with a 50 kg vacuum melting furnace, added Al, Ti, Ca, and Mg, cast it into a 17 kg flat mold, and made a high Ni alloy with the composition shown in Tables 7 and 8. got the alloy.
- this melting in order to simulate the slag composition of the secondary refining, five types of powder reagents of CaO, MgO, Al 2 O 3 , SiO 2 and CaF 2 were mixed to a predetermined composition immediately before melting, and the flux amount in the crucible A quantity of 340 g was added, and then the Ca alloy was added.
- the flux was introduced 2 minutes after the introduction of Ti and Al, and the Ca alloy was introduced 5 minutes after the introduction of the flux. Steel tapping (start of casting into the mold) was performed 2.5 minutes after the Ca alloy was introduced. However, the B8 steel in Tables 7 and 8 was tapped 7.5 minutes after the addition of the flux without adding the Ca alloy.
- the balance of the components listed in Tables 7 and 8 is Fe and impurity elements, and all the units are % by mass. Blanks for the components shown in Tables 7 and 8 indicate impurity levels.
- the slab cast from the molten material has dimensions of 48 mm thick x 170 mm wide x 225 mm high.
- This cast slab was subjected to the following treatment to prepare a longi-Varestrain test piece for evaluating HAZ cracking susceptibility.
- the surface was ground by 2 mm to remove flaws on the surface of the slab, then cut into a shape of 44 mm thick ⁇ 85 mm wide ⁇ 170 mm long, heated at 1180° C. for 1 hour, and then hot rolled to a thickness of 12.5 mm.
- this thick plate was subjected to a heat treatment at 1165° C. for 10 minutes, and a test piece of 40 mm width ⁇ 300 mm length was cut from the plate to a thickness of 12 mm by double-sided grinding.
- TIG tanning welding was performed in the longitudinal direction of the central part of the plate width under the conditions of a welding current of 200 A, a voltage of 12 V, and a speed of 15 cm / min.
- a bending stress was momentarily applied parallel to the direction.
- a portion where a weld crack occurred due to the application of bending stress was cut into a size that can be observed with an optical microscope. After cutting out, the scale on the surface of the welded portion was removed by buffing, and the presence or absence and degree of HAZ cracks were observed with an optical microscope.
- the lengths of HAZ cracks propagating in the direction perpendicular to the welding direction were individually measured starting from the boundary between the molten metal and the base metal, and the sum of these values was defined as the total crack length.
- Inclusions were measured by FE-SEM-EDS analysis.
- SU5000 manufactured by Hitachi High-Technology Co., Ltd. was used as the FE-SEM, and EMAX Evolution was used as the analysis software.
- a 25 mm x 25 mm size cut from a portion of the longi-Varestrain test piece not affected by heat was filled with resin so that the surface layer became the observation surface, and then oxides, sulfides, nitrides, carbides, etc. of the surface layer
- a mirror polishing finish was performed with diamond abrasive grains.
- the measurement area is limited to within 2.5 mm 2 , and among particles recognized as particles by the analysis software from the contrast information of the backscattered electron image, particles with an equivalent circle diameter of 0.6 ⁇ m or more converted from the area are automatically quantitatively analyzed by EDX. did The measurement time was 0.5 seconds per particle.
- Table 9 shows the results of the HAZ crack length together with the composition of the applied flux.
- FIG. 3 shows the relationship between inclusion composition mass ratio (value obtained by dividing composition (mass %) by [CaO+MgO+Al 2 O 3 ] (mass %)) and HAZ crack resistance.
- the solid line in FIG. 3 shows the relationship between inclusion composition mass ratio (value obtained by dividing composition (mass %) by [CaO+MgO+Al 2 O 3 ] (mass %)) and HAZ crack resistance.
- B1 to B4 the A/M value was less than 4.0 in spite of the components satisfying the claims, and an inclusion composition satisfying the formula (2) was not obtained.
- the oxygen concentration of B5, whose A/M value was less than 4.0, and the Mg concentration of B6 and B7 were outside the claimed range.
- B8 to B10 had an A/M value of 4 or more, but since the Ca alloy was not added to B8, the Ca content was outside the scope of the present invention, and B9 and B10 contained Ti and Al of the present invention. It is believed that the Mg pick-up from the flux occurred because it was higher than the range. Therefore, none of B8 to B10 satisfied the requirements of formula (2) and exhibited high HAZ crack susceptibility.
- the third invention can produce a high Ni alloy with low weld hot cracking susceptibility.
- the first invention it is possible to suitably manufacture a welded structure using a high-Ni alloy containing Al and Ti for high-temperature applications, which is expected to improve the degree of freedom in design and reduce welding repair costs.
- these alloys can be widely used not only for high temperature applications but also for welded structures used for high corrosion resistance applications. It has become possible to provide stable welding quality in response to the expanding demand for high-Ni alloys, which will greatly contribute to the development of industry.
- the second invention it is possible to suitably manufacture a welded structure using a high-Ni alloy containing Al and Ti for high-temperature applications, which is expected to improve the degree of freedom in design and reduce welding repair costs.
- these alloys can be widely used not only for high temperature applications but also for welded structures used for high corrosion resistance applications. It has become possible to provide stable welding quality in response to the expanding demand for high-Ni alloys, which will greatly contribute to the development of industry.
- the third invention it is possible to suitably manufacture a welded structure using a high-Ni alloy containing Al and Ti for high-temperature applications, which is expected to improve the degree of freedom in design and reduce welding repair costs.
- these alloys can be widely used not only for high temperature applications but also for welded structures used for high corrosion resistance applications. It has become possible to provide stable welding quality in response to the expanding demand for high-Ni alloys, which will greatly contribute to the development of industry.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Treatment Of Steel In Its Molten State (AREA)
- Nonmetallic Welding Materials (AREA)
Abstract
Description
本発明は、高温用材料として使用される、耐溶接高温割れ性に優れた高Ni合金を提供することを課題とする。
高Ni合金中の酸化物系介在物は、CaO、CaO-Al2O3、MgO、CaO-MgO、CaO-MgO-Al2O3等であった。これらに加え、単独もしくは酸化物系介在物を包括するようにTiC、TiN、またはTiNCが生成していた。このうち、液化割れの起点として作用するサイズの大きなTiCの析出に着目した。具体的には、各々の粒子の成分分析をFE-SEM-EDSを用いて行ったのち、TiおよびCが検出され、かつNが検出されなかった粒子をTiC系粒子として抽出し、特にHAZ割れの起点として作用しうるサイズの大きなTiC系析出物として、粒子として検出された面積より算出される円相当径が1.0μm以上の粒子を選別し、単位面積あたりの析出個数(個数密度)を調査した。そして、HAZ割れ感受性と析出物の個数密度との間の関係を評価した。その結果、円相当径1.0μm以上のTiC系析出物の個数密度と鋼中Mg含有量の関係が以下の(1)式を満足しない場合、HAZ割れ感受性が著しく増大することを見出した。さらに、各々の合金元素に関する適正範囲の検討をおこなうことで、第1発明の完成に至った。
TiCの個数密度(個/mm2)≦463-9.5×鋼中Mg濃度(質量ppm) ・… (1)
高Ni合金中の介在物は、一部硫化物を含んだCaO、CaO-Al2O3、MgO、CaO-MgO、CaO-MgO-Al2O3等、もしくはCaSであった。また、これらの介在物の多くは介在物を包括するようにTiC、TiN、またはTiNCが生成していた。このうち、粒界強度および粒界の融点を低下させることでHAZ割れ感受性を増大させるSの固定能に着目し、第2発明に至った。
本発明者の研究で調査した高Ni合金中の酸化物系介在物はCaO、CaO-Al2O3、MgO、CaO-MgO、CaO-MgO-Al2O3等であった。これらに加え、単独もしくは酸化物系介在物を包括するようにTiC、TiN、またはTiNCが生成していた。このうち、液化割れの起点として作用するサイズの大きなTiCの析出挙動に着目した。特にHAZ割れの起点として作用しうるサイズの大きなTiC系析出物が、MgOまたはMgOとAl2O3を含む介在物に形成される傾向にあることがわかった。そこで、介在物の組成に着目した結果、酸化物系介在物の平均組成が(2)式を満足することで良好なHAZ割れ感受性を有することを見出し、本発明に至った。
[CaO―0.6×MgO](質量%)/[CaO+MgO+Al2O3](質量%) ≧ 0.20 … (2)
[1]<第1発明>
質量%で、C:0.15%以下、Si:0.05~2.0%、Mn:0.05~2.0%、P:0.035%以下、S:0.0015%以下、Cr:16~30%、Ni:18~50%、Al:0.01~1.0%、Ti:0.01~1.5%、N:0.35%以下、O:0.003%以下、Mo:8%以下、Cu:4%以下、Co:3%以下、Ca:0.0003~0.0050%、Mg:0.0060%以下を含有し、残部がFeおよび不純物よりなり、円相当径1.0μm以上のTiC系析出物の個数密度と鋼中Mg含有量の関係が以下の(1)式を満足することを特徴とする耐溶接高温割れ性に優れた高Ni合金。
TiCの個数密度(個/mm2)≦463-9.5×鋼中Mg濃度(質量ppm) ・… (1)
質量%で、C:0.15%以下、Si:0.05~2.0%、Mn:0.05~2.0%、P:0.035%以下、S:0.0015%以下、O:0.0020%以下、かつO+Sの合計で0.0020%以下、Cr:16~30%、Ni:18~50%、Al:0.01~1.0%、Ti:0.01~1.5%、N:0.02%以下、Mo:8%以下、Cu:4%以下、Co:3%以下、Ca:0.0010~0.0050%、Mg:0.0010~0.0050%を含有し、残部がFeおよび不純物よりなり、酸化物系介在物および硫化物系介在物中のSの平均濃度が質量%で0.70%以上であることを特徴とする耐溶接高温割れ性に優れた高Ni合金。
質量%で、C:0.15%以下、Si:0.05~2.0%、Mn:0.05~2.0%、P:0.035%以下、S:0.0015%以下、Cr:16~30%、Ni:18~50%、Al:0.01~1.0%、Ti:0.01~1.5%、N:0.35%以下、O:0.003%以下、Mo:8%以下、Cu:4%以下、Co:3%以下、Ca:0.0003~0.0050%、Mg:0.0045%以下を含有し、残部がFeおよび不純物よりなり、OまたはSが検出された介在物の平均Ca濃度,平均Mg濃度,平均Al濃度より算出した介在物中CaO、MgOおよびAl2O3の質量比が式(2)を満足することを特徴とする耐溶接高温割れ性に優れた高Ni合金。
[CaO―0.6×MgO](質量%)/[CaO+MgO+Al2O3](質量%)≧0.20 … (2)
前記Feの一部に替え、さらに質量%で、B:0.0002~0.0030%,Sn:0.05%以下、Zn+Pb+Bi:0.0010%以下,Zr:0.5%以下、Hf:0.5%以下、La+Ce+Nd:0.0050%以下、W:3%以下、V:0.01~0.5%、Nb:0.002~1.0%、Ta:0.002~1.0%のうちの1種または2種以上を含有することを特徴とする[1]から[3]までのいずれか1つに記載の耐溶接高温割れ性に優れた高Ni合金。
[5]溶接構造物に用いられる[1]から[3]までのいずれか1つに記載の耐溶接高温割れ性に優れた高Ni合金。
[6]溶接構造物に用いられる[4]記載の耐溶接高温割れ性に優れた高Ni合金。
<第1発明~第3発明に共通の成分組成>
Cは、高温材料、耐熱合金の強度を確保するために添加される。特に高温強度特性が必要な場合は0.015%以上,好ましくは0.05%以上添加する。その上限を0.15%以下の含有量に制限する。本合金ではCはTiC析出物として合金中に存在するが、0.15%を超えて含有させるとCr炭化物が生成するようになり、高温特性および耐食性が劣化する。好ましくは0.10%以下、更に好ましくは0.085%以下である。
Siは、脱酸および耐酸化性向上のため0.05%以上、好ましくは0.2%以上添加する。しかしながら、2.0%を超えて添加すると鋼の凝固割れ感受性を悪化させるとともに金属間化合物が析出しやすくなり、高温特性が劣化する。そのため、上限を2.0%に限定する。好ましい上限は1.5%,更に好ましい上限は0.8%である。
Mnはオーステナイト相の安定度を増加させ耐熱性を改善する効果を有する。このため、本発明合金では積極的に添加することが好ましい。耐熱特性の改善のため0.05%以上、好ましくは0.2%以上,更に好ましくは0.3%以上添加する。しかしながら、2.0%を超えて添加すると逆に金属間化合物が析出しやすくなり耐熱特性が劣化する。そのため、上限を2.0%に規定する。好ましい上限は1.5%、さらに好ましい上限は1.3%である。
Pは原料から不可避に混入する元素であり、凝固割れ感受性を高める作用を有するため、0.035%以下に限定する。好ましくは、0.030%以下である。
Sは原料から不可避に混入する元素であり、熱間加工性、耐酸化性をも劣化させるとともに、粒界へのSの偏析によりHAZ割れ感受性を増大させるため極力低減させる必要がある。そのため、0.0015%以下、好ましくは0.0010%以下に限定する。Sは精錬により含有量を低下させることが可能な元素であるが、極端な含有量の低下はコストアップとなる。コストアップの観点から好ましいS含有量の下限は0.0003%である。
Crは、高温用材料としての耐熱合金の耐酸化性をになう必須の元素であり、16%以上、好ましくは18%以上を含有させる。一方で、30%を超えて含有させると、Niを多く含有させたとしても高温組織安定性が低下し、金属間化合物が析出するようになり、耐熱特性を劣化させる。好ましい上限の値は28%,更に好ましい上限は26%である。なお、最適な含有量はNi,Si,Moやその他の元素の含有量により異なってくる。たとえばNiが30%程度の場合、Crは20%程度が最適である。あるいはNi+Cuが45%程度の場合、Cr+Moが25%程度が最適な含有量である。
Niは、高温でのオーステナイト組織を安定にし、各種酸に対する耐食性、靭性をも改善するため、18%以上、好ましくは20%以上、更に好ましくは25%以上含有させる。Ni含有量を増加することにより、耐熱特性のために必要なCr,Mo,Al,Tiをより多く含有させることが可能になる。一方Niは高価な合金であり、本発明鋼ではコストの観点より上限を50%、好ましくは48%、更に好ましくは45%に規定する。
Alは、脱酸元素であるとともに高Ni合金中でNiAl規則相を形成し高温強度を高める作用を有する。本発明では、酸化物の組成を制御して熱間加工性を高めるために、0.01%以上、好ましくは0.05%以上の含有が必要である。一方でAlが1.0%を超えると金属間化合物が析出しやすくなって耐熱特性を阻害するようになる。また、過剰に含有すると溶接高温割れ感受性、本発明においては溶接時のHAZ割れ感受性を低下させる。このためその含有量の上限を1.0%と定めた。好ましい上限は0.60%である。
Tiは、高Ni合金中でNiTi規則相を形成し高温強度を高める作用を有する。このためには0.01%以上、好ましくは0.15%以上の含有が必要である。第2発明では、更に好ましくはAlとTiを合計で0.80%以上含有する。一方でTiが1.5%を超えると金属間化合物が析出しやすくなって耐熱特性を阻害するようになる。また、過剰に含有すると溶接高温割れ感受性、本発明においては溶接時のHAZ割れ感受性を低下させる。好ましい上限は1.0%である。
Moは、耐熱合金の強度を高める元素である。耐熱性改善の目的のために添加する場合は0.05%以上、好ましくは0.2%以上含有させる。一方で高価な元素であり、本発明鋼では本鋼の合金コストを抑制する観点より8%の含有量を上限とする。好ましい上限は3%、更に好ましい上限は2%である。Moは含有しなくても良い。
Cuは、合金の酸に対する耐食性および高温機器でしばしば問題となる耐露点腐食性を高める元素であり、かつ高温強度および組織安定性を改善する作用を有する元素である。これらの耐熱性・耐食性改善のためにCuを添加する場合は0.05%以上、好ましくは0.1%以上含有させる。一方、Cuを4%を超えて含有させると凝固時に脆化を発生するようになるので上限を4%とした。Cuの好ましい上限は3.0%,更に好ましい上限は2.0%である。Cuは含有しなくても良い。
Coは合金の高温組織安定性と耐食性を高めるために有効な元素であり、添加する場合はこれらの特性改善のために0.1%以上含有させる。Coを3.0%を超えて含有させると高価な元素であるためコストに見合った効果が発揮されないようになるため上限を3.0%と定めた。Coの好ましい上限は1.5%である。Coは含有しなくても良い。
N:0.35%以下
Nは、高温強度向上に有効な元素であり0.35%までの添加が可能である。ただし、本発明ではTi,Alを積極的に添加する。AlまたはTiを合計で0.3%以上添加する場合は、AlNまたはTiNを生成して非金属介在物となり材料特性を劣化するとともに、酸化物と複合化して連続鋳造時のノズル閉塞を促進する有害な元素となる。このため、これらの元素が0.3%以上添加されている場合、Nの含有量の上限は0.02%以下とすることが好ましく、さらに好ましい含有量は0.01%以下である。
酸素は、本発明合金中でCa,Mg,Al,Tiとの間に酸化物系介在物を形成する。酸素の含有量は酸化物系介在物の総量に対応し、合金の脱酸状態の指標ともなる重要なものである。酸素の含有量が0.003%を超えると所望の脱酸平衡を満足しなくなるとともに、連続鋳造時のノズル閉塞を発生しやすくなる。加えて、鋼中に含有する酸素は、粗大なTiC系析出物の生成を促進する。本発明の骨子である溶接高温割れ感受性に対しても、粗大なTiC系析出物は、高温割れ感受性増大の主要因である液化割れの起点として作用する。そのため、酸素含有量の上限を0.003%と定めた。好ましい上限は0.0025%である。一方、酸素量の過度の低減は合金中に過剰Caや過剰Mgを発生させやすくなる。そのことがMgO系介在物が優先的に形成され粗大なTiC系介在物をかえって増加させたり、または過剰Mgの粒界偏析が助長されることによる粒界強度の低下を生じさせたりすることで、溶接高温割れ感受性をかえって増大させてしまうことがある。このため、溶接高温割れ感受性を低位安定化させるためには、酸素含有量の下限を0.0005%とすることが好ましい。
Caは、合金の熱間加工性および溶接高温割れ感受性を改善するための重要な元素であり、合金中のSをCaSとして固定し、熱間加工性を改善するために含有させる。この反応は、以下のようになる。Caは、合金中の酸素と結合してCaO、CaO-Al2O3を生成し、合金中の溶存酸素(Free酸素)を低減する。そして、合金中の溶存酸素(Free酸素)をほとんどゼロとしたのちに、残余のCaと合金中のSが反応してCaSを生成する。本発明合金ではその目的のためにCaを0.0003%以上、好ましくは0.0010%以上含有させる。一方で、過剰なCa添加はノズル閉塞等の製造上の問題を引き起こすだけでなく、CaO-MgO-Al2O3系介在物の増加もしくは過剰Caの粒界偏析により液化割れ感受性の増大および1100℃近傍の熱間加工性低下を生じさせる。このため、Caの含有量の上限を0.0050%とした。
Mgは、一般的には微量であれば合金の熱間加工性の改善の効果が得られる元素である。本発明においてはMg添加により、溶接時のHAZ割れ感受性を高めるMgO系の介在物生成を促進するという悪影響がある。加えて酸化物を生成しない余剰なMgは粒界に偏析して高温域(例えば900℃)における粒界強度を低下させることにより高温域での熱間加工性の低下およびHAZ割れ感受性の増大を生じさせる。本発明の鋼を製造するにあたり、後述のように脱酸強化を行うと、スラグや炉壁等から必然的にMgのピックアップが生じる。以上の知見より本発明ではMgの含有量を極力低減することが必要であり、Mgの合金添加は行わない。Mgの含有量の下限値は定めない。含有量の上限は0.0060%であり、好ましい上限は0.0040%、更に好ましい上限は0.0030%である。
TiCの個数密度(個/mm2)≦463-9.5×鋼中Mg濃度(質量ppm) ・… (1)
TiCの個数密度(個/mm2)は、合金断面の一定の測定視野においてFE-SEM-EDS分析によって抽出される、円相当径1.0μm以上の粒子のうち、TiおよびCを含有しNが検出されない粒子(TiC系析出物(円相当径1.0μm以上))の個数密度である。
ここでTiCの生成過程について説明する。高温液相中ではTiNが優先的に生成していくのに対し、TiCは固液共存域から固相域で析出する。TiCの大半は0.2μm程度もしくはそれ以下で微細析出する。一方、一部高温域で生成するTiCはその多くが別の介在物の周囲に生成し、中には1μm~数μm程度まで粗大化するものもある。このように粗大化したTiC系析出物が粒界に存在すると、溶接時の入熱によりTiC中のC,Tiがマトリックスに拡散しTiC/素材界面の融点を低下させ、HAZ部で生じる液化割れの起点となる。
TiCの個数密度(個/mm2)≦463―9.5×鋼中Mg濃度(質量ppm)・… (1)
酸素濃度の低減とMgピックアップの抑制を両立させるため、二次精錬時にSiよりも脱酸力の強いAl,Tiを活用した脱酸・脱硫を十分行ったのちに、二次精錬工程の終了直前、または連続鋳造時にCaを添加して脱酸・脱硫を行う。CaはMgよりも酸素と反応しやすいので、Ca脱酸することにより、Mgを用いることなく酸素濃度を低減することができる。これに加えて、二次精錬時に取鍋内溶鋼表面に形成されているスラグについて、二次精錬時に生じるMgのピックアップを極力抑制できるスラグ組成にて製造する必要がある。具体的にはスラグ中に含まれるMgOを極力低減させたスラグ組成で管理する必要がある。スラグ中のMgOは10%以下とすることが好ましい。スラグ組成の塩基度を高くした場合はMgO投入量を更に厳しく制限する必要があるが、一方で取鍋のスラグラインの煉瓦もしくは原料起因によるMgOの不可避的混入が避けられないことから、スラグへの5~10%程度のMgO混入を想定した上で、鋼へのMgのピックアップを抑制する考え方が必要となる。そのためにはスラグの塩基度はむしろ低位とすることが好ましく、具体的にはスラグ中のCaOとAl2O3の質量比C/Aを1.5以下、好ましくは1.0以下とすることが望ましい。あわせてスラグ中のCaOとSiO2の質量比C/Sは4以下、好ましくは2以下とし、溶鋼中の酸素とSの質量%の総量が15~35ppmとなる程度の脱酸・脱硫を行うとよい。加えて、溶鋼へのCa添加直後にはスラグからのMgのピックアップにより溶鋼中Mg濃度が上昇する場合がある。従って、溶鋼へのCaの添加は連続鋳造時よりも二次精錬時の最終工程でCa添加を行う方が好ましく、その場合でも連続鋳造への移行の5分前もしくはそれ以上前にCa添加を行うことが好ましい。なお、融点調整のためのCaF2添加も炉体損傷が生じない範囲であれば実施することができる。
N:0.02%以下
Nは高温強度や耐食性向上に有効な元素である。一方、第2発明ではTi,Alを積極的に添加する。この場合、NはAlNまたはTiNを生成して非金属介在物となり材料特性を劣化するとともに、酸化物と複合化して連続鋳造時のノズル閉塞を促進する有害な元素となる。このため、Nの含有量の上限は0.02%以下とする。好ましい含有量は0.01%以下である。
酸素は、本発明合金中でCa,Mg,Al,Tiとの間に酸化物系介在物を形成する。酸素の含有量は酸化物系介在物の総量に対応し、合金の脱酸状態の指標ともなる重要なものである。加えてこれらの酸化物系介在物は板加工や管の拡管性に対して悪影響を及ぼす。更に、後述のとおり本発明では粒界へのSの偏析を極力抑制するために、CaによるS固定により脱硫を促進させる。そのためには酸素含有量の上限を0.0020%とする必要がある。また、O:≦0.0020%まで脱酸が行われている鋼においてCaによるSの固定が充分に行われたか否かを判断する指標として、O+Sの値を0.0020%以下とする必要がある。一方、過剰な脱酸は炉体およびスラグに含まれるCa、Mgを還元し合金中に過剰Ca、過剰Mgを発生させることがあり、この場合は熱間加工性、溶接高温割れ感受性を逆に低下させる。このため、酸素含有量は0.0003%以上あることが好ましい。
Caは、合金の熱間加工性および溶接高温割れ感受性、本発明においては溶接時のHAZ割れ感受性を改善するための重要な元素であり、合金中のSをCaSとして固定し、熱間加工性を改善するために含有させる。この反応は、以下のようになる。Caは、合金中の酸素と結合してCaO、CaO-Al2O3を生成し、合金中の溶存酸素(Free酸素)を低減する。合金中の溶存酸素(Free酸素)をほとんどゼロとしたのちに、残余のCaと合金中のSが反応してCaSを生成する。本発明合金ではその目的のためにCaを0.0010%以上、更に好ましくは0.0015%以上含有させる。一方で、過剰なCa添加は1100℃付近の高温の延性を低下させる。このため、Caの含有量の上限を0.0050%とした。
本発明では強脱酸によるMgのピックアップにより0.0010%以上のMgが含有される。Mgは、一般的には微量であれば合金の熱間加工性の改善の効果が得られる元素であるが、本発明においては溶接時のHAZ割れ感受性を悪化させるMgO系の介在物生成を促進するという悪影響がある。加えて酸化物を生成しない余剰なMgは粒界に偏析して高温域(例えば900℃)における粒界強度を低下させることにより高温域での熱間加工性の低下およびHAZ割れ感受性の悪化を生じさせる。そこでMg含有量の上限を0.0050%とした。好ましい上限は0.0040%である。
酸化物系介在物および硫化物系介在物中のSの平均濃度:0.70%以上
介在物中のSの平均濃度は、合金断面の一定の測定視野におけるFE-SEM-EDS分析によって求められるOまたはSを含有する酸化物または硫化物系介在物、および介在物を接種核として生成した析出物中に含まれるSの平均濃度である。鋼中酸素濃度、S濃度を質量%で合計0.0020%以下に規定した鋼においては、介在物中のSの平均濃度が質量%で0.70%以上となるようにSを介在物中に固定することで、溶接時のHAZ割れに悪影響をおよぼすSの粒界偏析が抑制され、良好な耐HAZ割れ性を保つことが可能となる。
介在物中へのSの固定には、精錬時の脱酸強化による酸素濃度の低減が有効な手段となる。
脱酸強化には、Alによる脱酸に加え、Sの固定能が高いCaを添加することで、脱酸力を強化する。二次精錬最終工程の終了前、または連続鋳造時のCa合金添加による脱酸・脱硫が有効である。加えて、二次精錬時に溶鋼表面に形成されるスラグの組成として、CaOリッチな介在物が生成する塩基度の高いスラグ組成とする必要があり、スラグ中のCaOとAl2O3の比率C/Aを質量比で1.5以上とするのが好ましく、2.0以上とするとなお好ましい。なお、融点調整のためのCaF2添加も炉体損傷が生じない範囲であれば実施することができる。加えて、Ca添加直後にはスラグからのMgのピックアップによりMg濃度が上昇する場合がある。Caの添加は連続鋳造時よりも二次精錬時の最終工程でCa添加を行う方が好ましく、その場合でも連続鋳造への移行の5分前もしくはそれ以上前にCa添加を行うことが好ましい。
N:0.35%以下
Nは、高温強度向上に有効な元素であり0.35%までの添加が可能である。ただし、第3発明ではTi,Alを積極的に添加する。AlまたはTiを合計で0.3%以上添加する場合は、鋼中NはAlNまたはTiNを生成して非金属介在物となり材料特性を劣化するとともに、酸化物と複合化して連続鋳造時のノズル閉塞を促進する有害な元素となる。このため、AlまたはTiが合計で0.3%以上添加されている場合、Nの含有量の上限は0.02%以下とすることが好ましく、さらに好ましい含有量は0.01%以下である。
酸素は、本発明合金中でCa,Mg,Al,Tiとの間に酸化物系介在物を形成する。酸素の含有量は酸化物系介在物の総量に対応し、合金の脱酸状態の指標ともなる重要なものである。酸素の含有量が0.003%を超えると所望の脱酸平衡を満足しなくなるとともに、連続鋳造時のノズル閉塞を発生しやすくなる。加えて、酸素含有量が高いと、粗大なTiC系析出物の生成を促進する。粗大なTiC系析出物は、高温割れ感受性悪化の主要因である液化割れの起点として作用することから、酸素含有量が高いと、本発明の骨子である溶接高温割れ感受性に対しても、悪影響を及ぼす。そのため、酸素含有量の上限を0.003%と定めた。好ましい上限は0.0025%であり、更に好ましくは0.002%である。一方、酸素含有量の低減は酸化物系介在物や粗大なTiC系介在物を低減させることで、ノズル閉塞および溶接高温割れの抑制に有利に働くものの、合金中に過剰Caや過剰Mgを発生させ熱間加工性低下の要因となる。このため、酸素含有量は0.0003%以上あることが好ましい。
Caは、合金の熱間加工性および溶接高温割れ感受性を改善するための重要な元素であり、合金中のSをCaSとして固定し、熱間加工性を改善するために含有させる。この反応は、以下のようになる。Caは、合金中の酸素と結合してCaO、CaO-Al2O3を生成し、合金中の溶存酸素(Free酸素)を低減する。合金中の溶存酸素(Free酸素)をほとんどゼロとしたのちに、残余のCaと合金中のSが反応してCaSを生成する。本発明合金ではその目的のためにCaを0.0003%以上、好ましくは0.0010%以上、更に好ましくは0.0015%以上含有させる。一方で、過剰なCa添加は1100℃付近の高温の延性を低下させる。このため、Caの含有量の上限を0.0050%とした。Caの望ましい含有量の上限は0.0045%である。
Mgは、一般的には微量であれば合金の熱間加工性の改善の効果が得られる元素である。本発明においてはMg含有により、MgO系の介在物生成を促進し、結果として溶接時のHAZ割れ感受性を悪化させるという悪影響がある。加えて酸化物を生成しない余剰なMgは粒界に偏析する。粒界に偏析したMgは、高温域(例えば900℃)における粒界強度を低下させることにより、高温域の熱間加工性の低下およびHAZ割れ感受性の悪化を生じさせる。本発明の鋼を製造するにあたり、後述のように脱酸強化を行うと、スラグや炉壁等からのMg混入で必然的に鋼中Mgのピックアップが生じる。以上の知見より本発明ではMgの含有量を極力低減することが必要であり、Mgの合金添加は行わない。Mg含有量の上限を0.0045%とした。好ましい上限は0.0040%である。
[CaO―0.6×MgO](質量%)/[CaO+MgO+Al2O3](質量%)≧0.20 … (2)
上記(2)式左辺([CaO―0.6×MgO](質量%)/[CaO+MgO+Al2O3](質量%))の値は以下のように算出する。合金断面の一定の測定視野において、FE-SEM-EDS分析によってOまたはSが検出された介在物を抽出する。抽出した介在物のCa,Mg,Alの平均濃度より、それらがそれぞれCaO,MgO,またはAl2O3を形成していると考えて、それらの介在物中のCaO,MgO,Al2O3の質量比を算出し関係を導き出した。
ここでTiCの生成過程について説明する。溶鋼の凝固の過程において、高温液相中ではTiNが優先的に生成していくのに対し、TiCは固液共存域から固相域で析出する。TiCの大半は0.2μm程度もしくはそれ以下で微細析出するが、一部高温域で生成するTiCはその多くが酸化物系介在物の周囲に生成し、中には1μm~数μm程度まで粗大化するものもある。このように粗大化したTiC系析出物が粒界に存在すると、溶接時の入熱によりTiC中のC,Tiがマトリックスに拡散しTiC/素材界面の融点を低下させ、HAZ部で生じる液化割れの起点となる。
[CaO―0.6×MgO](質量%)/[CaO+MgO+Al2O3](質量%)≧0.20 … (2)
酸素濃度の低減に加えてMgピックアップの抑制を両立させるためには、二次精錬時にSiよりも脱酸力の強いAl,Tiを活用した脱酸・脱硫を十分行ったのちに、二次精錬工程の終了直前、または連続鋳造時のCa添加による脱酸・脱硫が不可欠となる。加えて二次精錬時に取鍋内溶鋼表面に形成されているスラグについて、二次精錬時に生じるMgのピックアップを極力抑制できるスラグ組成にて製造する必要がある。具体的にはスラグ中に含まれるMgOを極力低減させたスラグ組成で管理する必要があり、スラグ組成の塩基度が高ければ高いほどMgO投入量を更に制限する必要がある。高塩基度なスラグ組成、具体的には質量比で、スラグ中のCaOとAl2O3の比率C/Aは1.0以上、CaOとSiO2の比率C/Sは11.2以上とした上で、スラグ中のAl2O3とMgOの比率をA/Mと定義すると、第3発明範囲内のAl,Tiを含有する鋼においてはA/M≧4.0となるようにスラグ中のMgO含有量を制限し、かつ二次精錬終了直前にCa合金を添加する必要がある。なお、融点調整のために炉体損傷が生じない範囲(10~25質量%)でCaF2の添加が必要となる。
以上の製造方法を適用することにより、式(2)を満足する介在物組成を実現することができる。
本発明の高Ni合金の成分組成は、前述の各成分を含有し、残部がFeおよび不純物よりなる。さらに前記Feの一部に替え、選択的に以下に示す成分(質量%)を含有することができる。次に、選択成分の限定理由について述べる。
Bは鋼の熱間加工性を改善する元素であり、熱間加工の高温域の絞りを格段に向上する。このため、必要に応じてBが含有される。Bの熱間加工性の向上機構は明確ではないが、粒界に偏析することで粒界強度を高めると言われる。B含有による熱間引張の改善効果は0.0002%以上で発現することから、B添加する場合は下限を0.0002%とする。一方で、過剰な添加は凝固割れを促進するため、その含有量の上限を0.0030%に定めた。好ましい上限は0.0015%である。
Zn+Pb+Bi:0.0010%以下
Zr:0.5%以下
Hf:0.5%以下
La+Ce+Nd:0.0050%以下
Snは鋼の耐食性、高温クリープ強度を向上させる元素であり、必要に応じ添加することができる。ただし、0.05%を超える添加は熱間加工性を低下させるため、上限を0.05%と規定した。また、Pb,Zn,Biもオーステナイト単相系の合金では熱間加工性を著しく低下させるため、上限を厳しく規定する必要があり、Pb,Zn,Biの合計で0.0010%以下に規定した。
Wは、Moと同様に耐熱合金の強度を高める元素であり、必要に応じて添加することができる。本発明鋼において耐熱性を高める目的のためには3%を上限に含有させる。
V,Nb,Taについて説明する。V,Nb,Taは何れも必要に応じて添加することができ、合金の高温特性を向上させる作用を有する。コストに見合った含有量とするため、Nb、Taの含有量の上限を1.0%と定めた。好ましい含有量上限は0.8%である。Vの含有量上限は0.5%とした。添加する場合の含有量の下限はVでは0.01%,Nb、Taの場合は0.002%、いずれも好ましくは0.03%である。また、好ましい含有量範囲は、0.03%~0.8%である。
以下に第1発明の実施例について記載する。本発明者らは50kg真空溶解炉により高Ni合金をMgOるつぼ中で溶解し、Al,Ti,Ca,Mgを添加して17kg扁平鋳型に鋳造し、表1、表2に示す組成の高Ni合金を得た。本溶解では2次精錬のスラグ組成を模擬するためにフラックスを投入した。フラックス原料にはCaO,MgO,Al2O3,SiO2,CaF2の5種類の粉末試薬を用い、溶解日当日に調合した。調合条件は質量%でMgO:7.5%,CaF2:20%、CaO、SiO2、Al2O3、および/またはMgOの投入量より計算したフラックス質量比:CaO/Al2O3=0.91,Al2O3/MgO=3.7,CaO/SiO2=1.3とし、投入量はるつぼ内のフラックス量が340gとなる分量とした。フラックスはTi,Al投入の2分後に、Ca合金はフラックス投入の10分後にそれぞれ投入した。出鋼(鋳型への鋳造開始)はA1~A11、およびB6~B8ではCa合金投入より7.5分経過したタイミングで、B1~B5に関しては2.5分経過したタイミングでそれぞれ行った。なお表1、表2に記載されている成分は残部がFeおよび不純物元素であり、単位は全て質量%である。また表1、表2に示した成分について空欄は不純物レベルであることを示している。


TiC個数密度(個/mm2)=463-9.5×鋼中Mg濃度(質量ppm)
を示す線である。また表3には、「TiCの個数密度(個/mm2)+9.5×鋼中Mg濃度(質量ppm)」の値を「X」として示している。

一方、鋼番B1~B8が比較例である。Ca添加後から出鋼までの時間を短縮したB1~B5のうち、B1、B2、B5については鋼中Mg濃度が高く、B3、B4は鋼中酸素濃度が高かったためにTiC個数密度が高かった。脱酸強化元素であるCa、TiまたはAlを過剰に添加したB6~B8に関してはそれぞれ鋼中Mg濃度あるいはTiC個数密度が高かった。そのため、鋼番B1~B8のいずれも表3のXの値が463より大きな値を示し、即ち(1)式を満足せず、HAZ割れ総長さの値が1mmを大幅に上回った。本発明の要件を満たさない比較鋼B1~B8はHAZ割れ感受性が急激に増大していることが明らかである。
以下に第2発明の実施例について記載する。本発明者らは50kg真空溶解炉により高Ni合金をMgOるつぼ中で溶解し、Al,Ti,Ca,Mgを添加して17kg扁平鋳型に鋳造し、表4、表5に示す組成の高Ni合金を得た。本溶解では2次精錬のスラグ組成を模擬するためにフラックスを投入した。フラックス原料にはCaO,MgO,Al2O3,SiO2,CaF2の5種類の粉末試薬を用い、溶解日当日に調合した。調合条件は質量%でMgO:7.5%、CaF2:20%、CaO、SiO2、Al2O3、および/またはMgOの投入量より計算したフラックス質量比:CaO/Al2O3=2.5((CaO+CaF2)/Al2O3=3.5)、Al2O3/MgO=2.7、CaO/SiO2=20とし、投入量はるつぼ内のフラックス量が340gとなる分量とした。フラックスはTi,Al投入の2分後に、Ca合金はフラックス投入の10分後にそれぞれ投入した。出鋼(鋳型への鋳造開始)はA1~A11、およびB4ではCa合金投入より7.5分経過したタイミングで、B1~B3,B5~B7に関しては2.5分経過したタイミングでそれぞれ行った。なお表4、表5に記載されている成分は残部がFeおよび不純物元素であり、単位は全て質量%である。また表4、表5に示した成分について空欄は不純物レベルであることを示している。

・各成分の平均含有量(質量%)=Σ(各粒子の分析値(質量%)×表面積(mm2))/(粒子数×平均表面積(mm2))
この方法で得られた介在物中のS濃度と、HAZ割れ総長さの測定結果を表6に示す。あわせて、図2にHAZ割れ総長さと介在物中のS濃度との関係を示す。
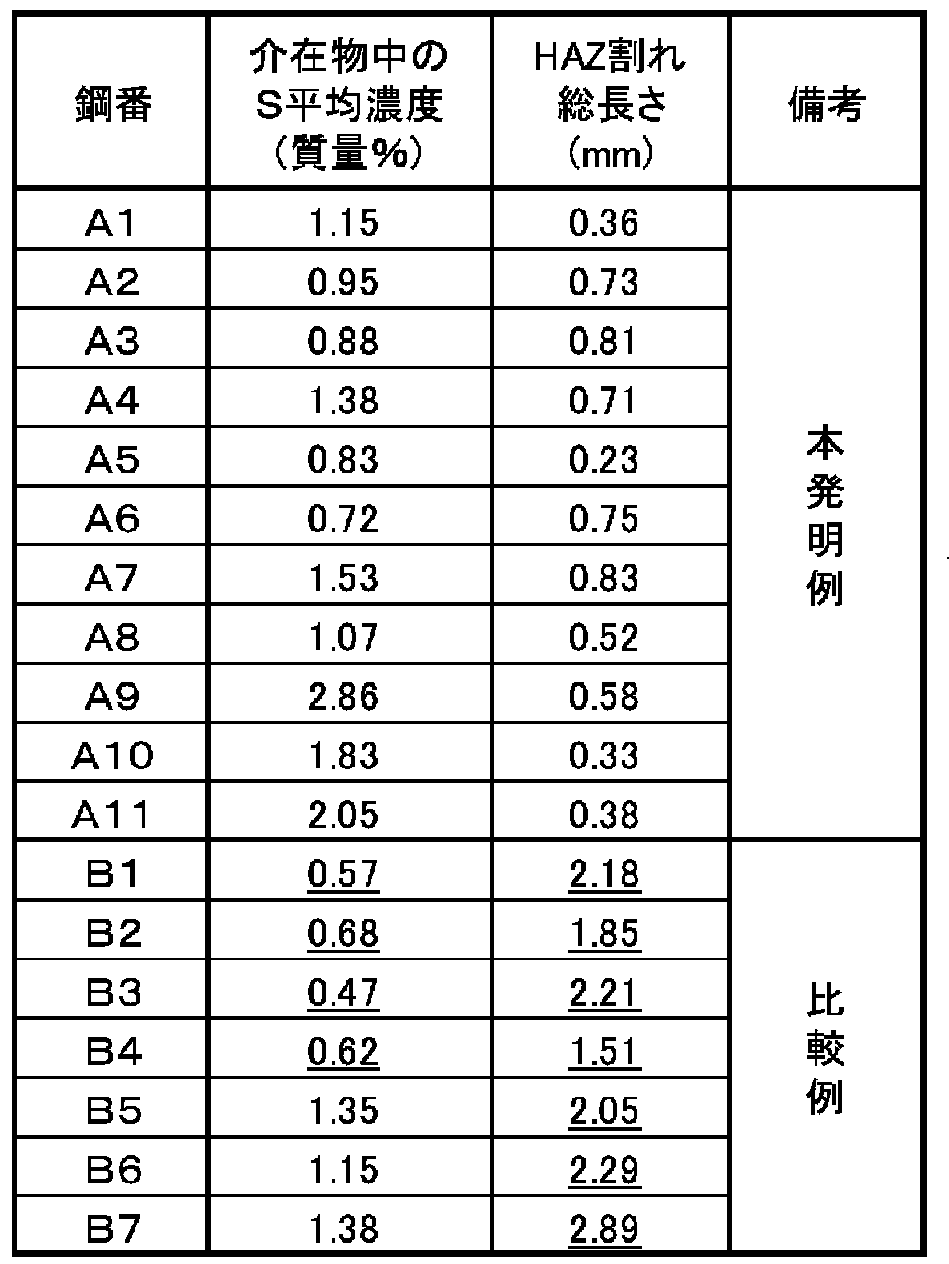
これに対し、介在物中のSの平均濃度の値が0.70質量%よりも小さな値を示したB1~B4については、HAZ割れ総長さの値が1mmを大幅に上回りHAZ割れ感受性が急激に増大していることが明らかである。B1~B4に関しては、O+Sの値が20ppmを上回り、介在物中のS濃度がS≧0.70質量%を満足していなかった。なお、B3に関してはOの値単独でも20ppmを超えていた。B4はB1~B3と異なりCa投入から出鋼までの時間をA1~A7と同条件としていたが、Ca狙い値0.010%未満の条件でCa合金を投入したため、介在物中のS濃度が0.70%以下となり、HAZ割れ感受性も発明鋼の水準に達しなかった。B5~B7に関してはO+Sの値は20ppmを下回っていたものの、Mgの含有量が50ppmを上回っていた。B5はCaの過剰添加が、B6は脱酸強化元素であるAlおよびTiが、それぞれ第2発明の上限を超過した。このことがCa添加時のMgピックアップを促進したものと想定され、その結果HAZ割れ感受性が増大したものと考えられる。
以下に第3発明の実施例について記載する。本発明者らは50kg真空溶解炉により高Ni合金をMgOるつぼ中で溶解し、Al,Ti,Ca,Mgを添加して17kg扁平鋳型に鋳造し、表7、表8に示す組成の高Ni合金を得た。本溶解では2次精錬のスラグ組成を模擬するため、CaO,MgO,Al2O3,SiO2,CaF2の5種類の粉末試薬を溶解直前に所定の組成に調合し、るつぼ内のフラックス量が340gとなる分量を投入し、その後Ca合金を投入する方法で行った。フラックスはTi,Al投入の2分後に、Ca合金はフラックス投入の5分後にそれぞれ投入した。出鋼(鋳型への鋳造開始)はCa合金投入より2.5分経過したタイミングで行った。ただし、表7、表8のB8鋼ではCa合金の添加を行わずにフラックス投入後7.5分経過したタイミングで出鋼した。なお表7、表8に記載されている成分は残部がFeおよび不純物元素であり、単位は全て質量%である。また表7、表8に示した成分について空欄は不純物レベルであることを示している。

・各成分の平均含有量(質量%)=Σ(各粒子の分析値(質量%)×表面積(mm2))/(粒子数×平均表面積(mm2))

拡大する高Ni合金の需要に対して安定的な溶接品質を提供することができるようになり、産業の発展に寄与するところは極めて大である。
拡大する高Ni合金の需要に対して安定的な溶接品質を提供することができるようになり、産業の発展に寄与するところは極めて大である。
拡大する高Ni合金の需要に対して安定的な溶接品質を提供することができるようになり、産業の発展に寄与するところは極めて大である。
Claims (6)
- 質量%で、C:0.15%以下、Si:0.05~2.0%、Mn:0.05~2.0%、P:0.035%以下、S:0.0015%以下、Cr:16~30%、Ni:18~50%、Al:0.01~1.0%、Ti:0.01~1.5%、N:0.35%以下、O:0.003%以下、Mo:8%以下、Cu:4%以下、Co:3%以下、Ca:0.0003~0.0050%、Mg:0.0060%以下を含有し、残部がFeおよび不純物よりなり、円相当径1.0μm以上のTiC系析出物の個数密度と鋼中Mg含有量の関係が以下の(1)式を満足することを特徴とする耐溶接高温割れ性に優れた高Ni合金。
TiCの個数密度(個/mm2)≦463-9.5×鋼中Mg濃度(質量ppm) ・… (1) - 質量%で、C:0.15%以下、Si:0.05~2.0%、Mn:0.05~2.0%、P:0.035%以下、S:0.0015%以下、O:0.0020%以下、かつO+Sの合計で0.0020%以下、Cr:16~30%、Ni:18~50%、Al:0.01~1.0%、Ti:0.01~1.5%、N:0.02%以下、Mo:8%以下、Cu:4%以下、Co:3%以下、Ca:0.0010~0.0050%、Mg:0.0010~0.0050%を含有し、残部がFeおよび不純物よりなり、酸化物系介在物および硫化物系介在物中のSの平均濃度が質量%で0.70%以上であることを特徴とする耐溶接高温割れ性に優れた高Ni合金。
- 質量%で、C:0.15%以下、Si:0.05~2.0%、Mn:0.05~2.0%、P:0.035%以下、S:0.0015%以下、Cr:16~30%、Ni:18~50%、Al:0.01~1.0%、Ti:0.01~1.5%、N:0.35%以下、O:0.003%以下、Mo:8%以下、Cu:4%以下、Co:3%以下、Ca:0.0003~0.0050%、Mg:0.0045%以下を含有し、残部がFeおよび不純物よりなり、OまたはSが検出された介在物の平均Ca濃度,平均Mg濃度,平均Al濃度より算出した介在物中CaO、MgOおよびAl2O3の質量比が式(2)を満足することを特徴とする耐溶接高温割れ性に優れた高Ni合金。
[CaO―0.6×MgO](質量%)/[CaO+MgO+Al2O3](質量%)≧0.20 … (2) - 前記Feの一部に替え、さらに質量%で、B:0.0002~0.0030%,Sn:0.05%以下,Zn+Pb+Bi:0.0010%以下,Zr:0.5%以下、Hf:0.5%以下、La+Ce+Nd:0.0050%以下、W:3%以下、V:0.01~0.5%、Nb:0.002~1.0%、Ta:0.002~1.0%のうちの1種または2種以上を含有することを特徴とする請求項1から請求項3までのいずれか1項に記載の耐溶接高温割れ性に優れた高Ni合金。
- 溶接構造物に用いられる請求項1から請求項3までのいずれか1項に記載の耐溶接高温割れ性に優れた高Ni合金。
- 溶接構造物に用いられる請求項4記載の耐溶接高温割れ性に優れた高Ni合金。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP25191030.3A EP4628617A3 (en) | 2021-04-14 | 2022-04-12 | High nickel alloy excellent in high welding temperature cracking resistance |
| KR1020237015308A KR102569355B1 (ko) | 2021-04-14 | 2022-04-12 | 내용접 고온 균열성이 우수한 고Ni 합금 |
| US18/036,699 US11873542B2 (en) | 2021-04-14 | 2022-04-12 | High nickel alloy excellent in high welding temperature cracking resistance |
| EP22788167.9A EP4324939A4 (en) | 2021-04-14 | 2022-04-12 | High nickel alloy excellent in high welding temperature cracking resistance |
| CN202280007756.1A CN116529396A (zh) | 2021-04-14 | 2022-04-12 | 耐焊接高温开裂性优异的高Ni合金 |
| EP25191029.5A EP4628616A3 (en) | 2021-04-14 | 2022-04-12 | High nickel alloy excellent in high welding temperature cracking resistance |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021068346A JP7187604B2 (ja) | 2021-04-14 | 2021-04-14 | 耐溶接高温割れ性に優れた高Ni合金 |
| JP2021-068602 | 2021-04-14 | ||
| JP2021068601A JP7187605B2 (ja) | 2021-04-14 | 2021-04-14 | 耐溶接高温割れ性に優れた高Ni合金 |
| JP2021-068601 | 2021-04-14 | ||
| JP2021-068346 | 2021-04-14 | ||
| JP2021068602A JP7187606B2 (ja) | 2021-04-14 | 2021-04-14 | 耐溶接高温割れ性に優れた高Ni合金 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022220242A1 true WO2022220242A1 (ja) | 2022-10-20 |
Family
ID=83640092
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/017594 Ceased WO2022220242A1 (ja) | 2021-04-14 | 2022-04-12 | 耐溶接高温割れ性に優れた高Ni合金 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11873542B2 (ja) |
| EP (3) | EP4628616A3 (ja) |
| KR (1) | KR102569355B1 (ja) |
| WO (1) | WO2022220242A1 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7261345B1 (ja) | 2022-12-13 | 2023-04-19 | 日本冶金工業株式会社 | 耐酸化性に優れたオーステナイト系Ni-Cr-Fe合金とその製造方法 |
| JP7282246B1 (ja) | 2022-10-21 | 2023-05-26 | 日本冶金工業株式会社 | 表面性状に優れたNi-Cr-Fe-Mo系合金およびその製造方法 |
| WO2023166926A1 (ja) * | 2022-03-01 | 2023-09-07 | 日鉄ステンレス株式会社 | 耐溶接高温割れ性に優れた高Ni合金厚鋼板及びその製造方法 |
| JP7369266B1 (ja) | 2022-10-21 | 2023-10-25 | 日本冶金工業株式会社 | 表面性状に優れたFe-Cr-Ni系合金およびその製造方法 |
| WO2024204622A1 (ja) * | 2023-03-28 | 2024-10-03 | 日本製鉄株式会社 | 合金材 |
| WO2025027959A1 (ja) * | 2023-08-01 | 2025-02-06 | 日鉄ステンレス株式会社 | 高温クリープ強度に優れた高Ni合金 |
| WO2026075177A1 (ja) * | 2024-10-01 | 2026-04-09 | 日本製鉄株式会社 | 合金材 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003147492A (ja) | 2001-11-09 | 2003-05-21 | Nippon Yakin Kogyo Co Ltd | 表面性状に優れたTi含有Fe−Cr−Ni鋼およびその鋳造方法 |
| JP2004149833A (ja) * | 2002-10-29 | 2004-05-27 | Nippon Yakin Kogyo Co Ltd | 耐食性、溶接性および表面性状に優れるステンレス鋼およびその製造方法 |
| JP2014084493A (ja) * | 2012-10-23 | 2014-05-12 | Nippon Yakin Kogyo Co Ltd | 溶接性に優れる被覆管用オーステナイト系Fe−Ni−Cr合金 |
| JP2014189826A (ja) | 2013-03-27 | 2014-10-06 | Nippon Yakin Kogyo Co Ltd | 表面性状に優れるFe−Ni−Cr系合金とその製造方法 |
| JP2018059148A (ja) | 2016-10-04 | 2018-04-12 | 日本冶金工業株式会社 | Fe−Cr−Ni合金およびその製造方法 |
| JP2020105572A (ja) * | 2018-12-27 | 2020-07-09 | 日本製鉄株式会社 | オーステナイト系耐熱鋼 |
| JP2020168639A (ja) * | 2019-04-02 | 2020-10-15 | 日本製鉄株式会社 | 溶接継手、及び、その溶接継手の製造に用いられる溶接材料 |
| WO2021015283A1 (ja) * | 2019-07-25 | 2021-01-28 | 日本製鉄株式会社 | オーステナイト系ステンレス鋼材及び溶接継手 |
| JP2021031720A (ja) * | 2019-08-22 | 2021-03-01 | 日本冶金工業株式会社 | 溶接性および表面性状に優れる高耐食Ni−Cr−Mo鋼とその製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005126738A (ja) | 2003-10-21 | 2005-05-19 | Kobe Steel Ltd | 溶接熱影響部の靭性に優れた鋼材およびその製造方法 |
| WO2017002523A1 (ja) | 2015-07-01 | 2017-01-05 | 新日鐵住金株式会社 | オーステナイト系耐熱合金及び溶接構造物 |
| JP6611236B2 (ja) * | 2015-08-28 | 2019-11-27 | 日本冶金工業株式会社 | Fe−Cr−Ni−Mo合金とその製造方法 |
| JP6186043B1 (ja) * | 2016-05-31 | 2017-08-23 | 日本冶金工業株式会社 | Fe−Ni−Cr合金、Fe−Ni−Cr合金帯、シーズヒーター、Fe−Ni−Cr合金の製造方法及びシーズヒーターの製造方法 |
| JP6869142B2 (ja) * | 2017-08-17 | 2021-05-12 | 日本冶金工業株式会社 | ステンレス鋼板およびその製造方法 |
-
2022
- 2022-04-12 US US18/036,699 patent/US11873542B2/en active Active
- 2022-04-12 EP EP25191029.5A patent/EP4628616A3/en active Pending
- 2022-04-12 WO PCT/JP2022/017594 patent/WO2022220242A1/ja not_active Ceased
- 2022-04-12 EP EP22788167.9A patent/EP4324939A4/en active Pending
- 2022-04-12 KR KR1020237015308A patent/KR102569355B1/ko active Active
- 2022-04-12 EP EP25191030.3A patent/EP4628617A3/en active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003147492A (ja) | 2001-11-09 | 2003-05-21 | Nippon Yakin Kogyo Co Ltd | 表面性状に優れたTi含有Fe−Cr−Ni鋼およびその鋳造方法 |
| JP2004149833A (ja) * | 2002-10-29 | 2004-05-27 | Nippon Yakin Kogyo Co Ltd | 耐食性、溶接性および表面性状に優れるステンレス鋼およびその製造方法 |
| JP2014084493A (ja) * | 2012-10-23 | 2014-05-12 | Nippon Yakin Kogyo Co Ltd | 溶接性に優れる被覆管用オーステナイト系Fe−Ni−Cr合金 |
| JP2014189826A (ja) | 2013-03-27 | 2014-10-06 | Nippon Yakin Kogyo Co Ltd | 表面性状に優れるFe−Ni−Cr系合金とその製造方法 |
| JP2018059148A (ja) | 2016-10-04 | 2018-04-12 | 日本冶金工業株式会社 | Fe−Cr−Ni合金およびその製造方法 |
| JP2020105572A (ja) * | 2018-12-27 | 2020-07-09 | 日本製鉄株式会社 | オーステナイト系耐熱鋼 |
| JP2020168639A (ja) * | 2019-04-02 | 2020-10-15 | 日本製鉄株式会社 | 溶接継手、及び、その溶接継手の製造に用いられる溶接材料 |
| WO2021015283A1 (ja) * | 2019-07-25 | 2021-01-28 | 日本製鉄株式会社 | オーステナイト系ステンレス鋼材及び溶接継手 |
| JP2021031720A (ja) * | 2019-08-22 | 2021-03-01 | 日本冶金工業株式会社 | 溶接性および表面性状に優れる高耐食Ni−Cr−Mo鋼とその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4324939A4 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023166926A1 (ja) * | 2022-03-01 | 2023-09-07 | 日鉄ステンレス株式会社 | 耐溶接高温割れ性に優れた高Ni合金厚鋼板及びその製造方法 |
| JP7282246B1 (ja) | 2022-10-21 | 2023-05-26 | 日本冶金工業株式会社 | 表面性状に優れたNi-Cr-Fe-Mo系合金およびその製造方法 |
| JP7369266B1 (ja) | 2022-10-21 | 2023-10-25 | 日本冶金工業株式会社 | 表面性状に優れたFe-Cr-Ni系合金およびその製造方法 |
| WO2024085002A1 (ja) * | 2022-10-21 | 2024-04-25 | 日本冶金工業株式会社 | 表面性状に優れたFe-Cr-Ni系合金およびその製造方法 |
| JP2024061291A (ja) * | 2022-10-21 | 2024-05-07 | 日本冶金工業株式会社 | 表面性状に優れたNi-Cr-Fe-Mo系合金およびその製造方法 |
| JP2024061288A (ja) * | 2022-10-21 | 2024-05-07 | 日本冶金工業株式会社 | 表面性状に優れたFe-Cr-Ni系合金およびその製造方法 |
| JP7261345B1 (ja) | 2022-12-13 | 2023-04-19 | 日本冶金工業株式会社 | 耐酸化性に優れたオーステナイト系Ni-Cr-Fe合金とその製造方法 |
| WO2024127758A1 (ja) * | 2022-12-13 | 2024-06-20 | 日本冶金工業株式会社 | 耐酸化性に優れたオーステナイト系Ni-Cr-Fe合金とその製造方法 |
| JP2024084435A (ja) * | 2022-12-13 | 2024-06-25 | 日本冶金工業株式会社 | 耐酸化性に優れたオーステナイト系Ni-Cr-Fe合金とその製造方法 |
| WO2024204622A1 (ja) * | 2023-03-28 | 2024-10-03 | 日本製鉄株式会社 | 合金材 |
| WO2025027959A1 (ja) * | 2023-08-01 | 2025-02-06 | 日鉄ステンレス株式会社 | 高温クリープ強度に優れた高Ni合金 |
| WO2026075177A1 (ja) * | 2024-10-01 | 2026-04-09 | 日本製鉄株式会社 | 合金材 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102569355B1 (ko) | 2023-08-22 |
| KR20230070052A (ko) | 2023-05-19 |
| EP4324939A4 (en) | 2025-01-15 |
| EP4628616A2 (en) | 2025-10-08 |
| US20230349027A1 (en) | 2023-11-02 |
| EP4324939A1 (en) | 2024-02-21 |
| US11873542B2 (en) | 2024-01-16 |
| EP4628617A2 (en) | 2025-10-08 |
| EP4628617A3 (en) | 2025-12-17 |
| EP4628616A3 (en) | 2025-12-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11873542B2 (en) | High nickel alloy excellent in high welding temperature cracking resistance | |
| JP4673343B2 (ja) | 耐食性、溶接性および表面性状に優れるステンレス鋼板およびその製造方法 | |
| CN101346486A (zh) | 双相不锈钢 | |
| JP7408347B2 (ja) | 高Ni合金及び高Ni合金の製造方法 | |
| JP7223210B2 (ja) | 耐疲労特性に優れた析出硬化型マルテンサイト系ステンレス鋼板 | |
| JP7187605B2 (ja) | 耐溶接高温割れ性に優れた高Ni合金 | |
| JP7636522B2 (ja) | 二相ステンレス鋼線材および二相ステンレス鋼線 | |
| JP7187606B2 (ja) | 耐溶接高温割れ性に優れた高Ni合金 | |
| US12540376B2 (en) | Nickel-based alloy having superior surface properties and production method for the same | |
| JP4025171B2 (ja) | 耐食性、溶接性および表面性状に優れるステンレス鋼およびその製造方法 | |
| JP7622037B2 (ja) | ステンレス鋼、ステンレス鋼材、およびステンレス鋼の製造方法 | |
| JP7187604B2 (ja) | 耐溶接高温割れ性に優れた高Ni合金 | |
| JP7846408B2 (ja) | 耐溶接高温割れ性に優れた高Ni合金厚板 | |
| JP2010507021A (ja) | 溶接部の加工性及び鋼材の耐食性に優れたフェライト系ステンレス鋼及びその製造方法 | |
| JP7530447B2 (ja) | 耐疲労特性に優れた析出硬化型マルテンサイト系ステンレス鋼 | |
| JP2005307234A (ja) | 耐リジング性,表面性状に優れたフェライト系ステンレス鋼板及びその製造方法 | |
| JP2001049322A (ja) | 耐リジング性に優れたフェライト系ステンレス鋼の製造方法 | |
| KR100825632B1 (ko) | 용접부의 가공성 및 강재의 내식성이 우수한 페라이트계스테인리스강 및 그 제조방법 | |
| JP6288397B1 (ja) | オーステナイト系ステンレス鋼 | |
| WO2024084877A1 (ja) | 表面性状に優れたNi-Cr-Fe-Mo系合金およびその製造方法 | |
| JP6941003B2 (ja) | Fe−Ni−Cr−Mo合金およびその製造方法 | |
| WO2023286338A1 (ja) | 加工性、耐食性に優れる溶接管用Ni-Cr-Mo系合金 | |
| TW202132588A (zh) | 肥粒鐵系不鏽鋼 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22788167 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20237015308 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202317032397 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280007756.1 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022788167 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022788167 Country of ref document: EP Effective date: 20231114 |