WO2023022185A1 - 粘着シート - Google Patents
粘着シート Download PDFInfo
- Publication number
- WO2023022185A1 WO2023022185A1 PCT/JP2022/031148 JP2022031148W WO2023022185A1 WO 2023022185 A1 WO2023022185 A1 WO 2023022185A1 JP 2022031148 W JP2022031148 W JP 2022031148W WO 2023022185 A1 WO2023022185 A1 WO 2023022185A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- weight
- less
- sensitive adhesive
- parts
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
- C09J7/381—Pressure-sensitive adhesives [PSA] based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/385—Acrylic polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/10—Esters
- C08F220/12—Esters of monohydric alcohols or phenols
- C08F220/16—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms
- C08F220/18—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms with acrylic or methacrylic acids
- C08F220/1804—C4-(meth)acrylate, e.g. butyl (meth)acrylate, isobutyl (meth)acrylate or tert-butyl (meth)acrylate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L33/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides or nitriles thereof; Compositions of derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L63/00—Compositions of epoxy resins; Compositions of derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L75/00—Compositions of polyureas or polyurethanes; Compositions of derivatives of such polymers
- C08L75/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/08—Macromolecular additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C09J133/08—Homopolymers or copolymers of acrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J175/00—Adhesives based on polyureas or polyurethanes; Adhesives based on derivatives of such polymers
- C09J175/04—Polyurethanes
- C09J175/14—Polyurethanes having carbon-to-carbon unsaturated bonds
- C09J175/16—Polyurethanes having carbon-to-carbon unsaturated bonds having terminal carbon-to-carbon unsaturated bonds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/10—Adhesives in the form of films or foils without carriers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G2170/00—Compositions for adhesives
- C08G2170/40—Compositions for pressure-sensitive adhesives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/318—Applications of adhesives in processes or use of adhesives in the form of films or foils for the production of liquid crystal displays
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/302—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being pressure-sensitive, i.e. tacky at temperatures inferior to 30°C
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/416—Additional features of adhesives in the form of films or foils characterized by the presence of essential components use of irradiation
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2463/00—Presence of epoxy resin
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2475/00—Presence of polyurethane
Definitions
- the present invention relates to a pressure-sensitive adhesive sheet, and more particularly to a pressure-sensitive adhesive sheet containing an active energy ray-curable pressure-sensitive adhesive layer.
- a pressure-sensitive adhesive (also referred to as a pressure-sensitive adhesive; hereinafter the same) exhibits a viscoelastic state in a temperature range around room temperature, and has the property of adhering to an adherend under pressure.
- the adhesive is typically in the form of an adhesive sheet containing an adhesive layer composed of the adhesive, and is used in various industries such as home appliances, automobiles, various machines, electrical equipment, and electronic equipment. Widely used in the field.
- Some adhesives are designed to show curability against active energy rays.
- An example of such an active energy ray-curable pressure-sensitive adhesive is a pressure-sensitive adhesive containing a base polymer and an active energy ray-curable component.
- Patent Documents 1 and 2 are cited as technical documents describing this type of active energy ray-curable pressure-sensitive adhesive.
- an active energy ray-curable pressure-sensitive adhesive containing a base polymer and an active energy ray-curable component (hereinafter, “active energy ray-curable” may be abbreviated as “curable”) is generally a base Focusing on the fact that the hardness (e.g., tensile modulus) tends to be lower than that of pressure-sensitive adhesives with a composition excluding the curable component because it contains a curable component with a lower molecular weight than the polymer in an uncured form. bottom.
- the hardness of the active energy ray-curable pressure-sensitive adhesive is too lower than the appropriate range for the purpose, the workability and handleability of the pressure-sensitive adhesive sheet having the curable pressure-sensitive adhesive are reduced, and the shape retention of the curable pressure-sensitive adhesive. Inconvenience such as lack of sexuality may occur.
- the present invention was created in view of the above circumstances, and an object of the present invention is to provide a pressure-sensitive adhesive sheet having an active energy ray-curable pressure-sensitive adhesive layer in which a decrease in hardness due to the inclusion of a curable component is suppressed. do.
- a pressure-sensitive adhesive sheet including an active energy ray-curable pressure-sensitive adhesive layer contains a base polymer and resin A.
- the resin A is an active energy ray-curable resin having a glass transition temperature (Tg) of 0° C. or higher in DSC measurement.
- the weight average molecular weight (Mw) of the resin A is 3000 or more.
- the resin A having such an Mw tends to suppress the softening of the curable pressure-sensitive adhesive layer due to the blending of the resin A.
- the resin A is at least one selected from the group consisting of urethane resins, epoxy resins and acrylic resins.
- the technique disclosed here can be preferably implemented using such resin A.
- the content of the resin A in the adhesive may be, for example, 1% weight or more and 70% weight or less. According to the content in the above range, softening by the resin A is suppressed, and desired properties are likely to be favorably exhibited after curing with active energy rays.
- the adhesive further contains a photoinitiator.
- a photoinitiator can accelerate curing by actinic energy rays (eg, ultraviolet rays).
- the active energy ray-curable pressure-sensitive adhesive layer has a tensile elastic modulus of the pressure-sensitive adhesive layer (hereinafter also referred to as “pre-curing tensile elastic modulus”) E1 [MPa] , the relationship between E2 [MPa] and the tensile modulus after curing the pressure-sensitive adhesive layer with an active energy ray (hereinafter also referred to as "tensile modulus after curing”) is given by the following formula: E2/E1 ⁇ 1.1; is preferably satisfied. That is, the active energy ray-curable pressure-sensitive adhesive layer is preferably configured such that the tensile modulus is increased by 1.1 times or more by active energy ray curing.
- the active energy ray-curable pressure-sensitive adhesive layer preferably has a gel fraction of 70% or more.
- the gel fraction of the curable pressure-sensitive adhesive layer is 70% or more, it is easy to obtain appropriate cohesiveness, which can be advantageous from the viewpoint of workability, handleability, shape retention, and the like.
- the thickness of the active energy ray-curable adhesive layer is 1.0 ⁇ m or more and 100 ⁇ m or less.
- a curable pressure-sensitive adhesive layer having a thickness within the above range is easily cured with an active energy ray and easily exhibits desired adhesive properties.
- the base polymer is an acrylic polymer.
- the technology disclosed herein can be preferably implemented in a mode using an acrylic polymer as the base polymer.
- the calculated Tg of the base polymer is less than 30°C.
- a base polymer having a calculated Tg of less than 30° C. is used, an active energy ray-curable pressure-sensitive adhesive layer exhibiting moderate adhesiveness can be easily obtained.
- FIG. 1 is a cross-sectional view schematically showing the configuration of a pressure-sensitive adhesive sheet according to one embodiment
- FIG. FIG. 3 is a cross-sectional view schematically showing the configuration of a pressure-sensitive adhesive sheet according to another embodiment
- the concept of adhesive sheet in this specification can include what is called adhesive tape, adhesive label, adhesive film, and the like.
- the pressure-sensitive adhesive sheet may be roll-shaped or sheet-shaped. Alternatively, it may be in a form further processed into various shapes.
- the "base polymer” of the curable adhesive typically refers to the main component of the rubber-like polymer contained in the adhesive.
- the term "rubber-like polymer” refers to a polymer that exhibits rubber elasticity in a temperature range around room temperature.
- the term “main component” refers to a component contained in an amount exceeding 50% by weight unless otherwise specified.
- an acrylic polymer refers to a polymer containing monomer units derived from a monomer having at least one (meth)acryloyl group in one molecule as monomer units constituting the polymer.
- a monomer having at least one (meth)acryloyl group in one molecule is also referred to as "acrylic monomer”.
- an acrylic polymer in this specification is defined as a polymer containing monomeric units derived from an acrylic monomer.
- a typical example of an acrylic polymer is a polymer in which the acrylic monomer accounts for more than 50% by weight (preferably more than 70% by weight, for example more than 90% by weight) of all the monomers used in the synthesis of the acrylic polymer. be done.
- a monomer used for synthesizing a polymer is also referred to as a monomer component constituting the polymer.
- (meth)acryloyl is meant to comprehensively refer to acryloyl and methacryloyl.
- (meth)acrylate is a generic term for acrylate and methacrylate
- (meth)acrylic is generic for acrylic and methacrylic. Therefore, the concept of an acrylic monomer as used herein can include both a monomer having an acryloyl group (acrylic monomer) and a monomer having a methacryloyl group (methacrylic monomer).
- weight may be read as “mass”.
- % by weight may be read as “% by mass”
- parts by weight may be read as “parts by mass”.
- FIG. 1 shows one structural example of the pressure-sensitive adhesive sheet disclosed herein.
- This pressure-sensitive adhesive sheet 1 is a substrate-less double-sided pressure-sensitive adhesive sheet comprising an active energy ray-curable pressure-sensitive adhesive layer 10 .
- the pressure-sensitive adhesive sheet 1 Before use (before being attached to an adherend), the pressure-sensitive adhesive sheet 1 has, for example, as shown in FIG. It may be in the form of a release liner-attached pressure-sensitive adhesive sheet 50 protected by release liners 31 and 32 that form a layer.
- the back surface of the release liner 31 (the surface opposite to the adhesive side) serves as a release surface, and the adhesive surface is wound or laminated so that the adhesive surface 10B is in contact with the back surface of the release liner 31.
- 10A and 10B may be in protected form.
- the release liner is not particularly limited, and may be, for example, a release liner in which the surface of a liner substrate such as a plastic film or paper is release-treated, a fluorine-based polymer (polytetrafluoroethylene, etc.) or a polyolefin resin (polyethylene, polypropylene, etc.). ) can be used.
- a release treatment agent such as a silicone-based agent or a long-chain alkyl-based agent may be used.
- a release-treated resin film can be preferably employed as a release liner.
- Fig. 2 shows another configuration example of the adhesive sheet disclosed here.
- This pressure-sensitive adhesive sheet 2 is laminated on the active energy ray-curable pressure-sensitive adhesive layer 10, one surface 10A of which is a surface (adhesive surface) to be attached to an adherend, and the other surface 10B of the pressure-sensitive adhesive layer 10.
- It is configured as a single-sided adhesive adhesive sheet (single-sided adhesive sheet with substrate) including a substrate (support) 20 .
- the adhesive layer 10 is bonded to one surface 20A of the substrate 20 .
- a resin film such as a polyester film may be used.
- the pressure-sensitive adhesive sheet 2 before use is, for example, as shown in FIG. It may be in the form of sheet 50 .
- the pressure-sensitive adhesive sheet disclosed herein has a substrate-attached double-sided structure in which a first pressure-sensitive adhesive layer is laminated on one surface of a sheet-like substrate, and a second pressure-sensitive adhesive layer is laminated on the other surface of the substrate. It may be in the form of an adhesive sheet.
- the first adhesive layer is an active energy ray-curable adhesive layer
- the second adhesive layer is an active energy ray-curable adhesive layer having the same or different composition as the first adhesive layer.
- it may be a pressure-sensitive adhesive layer that does not have active energy ray curability.
- the double-sided pressure-sensitive adhesive sheet with a substrate has a first pressure-sensitive adhesive surface composed of the first pressure-sensitive adhesive layer and a second pressure-sensitive adhesive surface composed of the second pressure-sensitive adhesive layer.
- the double-sided pressure-sensitive adhesive sheet with a substrate before use is a pressure-sensitive adhesive with a release liner in which the first and second adhesive surfaces are protected by one or two release liners, similar to the substrate-less double-sided pressure-sensitive adhesive sheet 1 shown in FIG. It can be in sheet form.
- the adhesive sheet disclosed herein is an active energy ray-curable adhesive comprising a base polymer and a resin A that is an active energy ray-curable resin and has a glass transition temperature of 0° C. or higher in DSC measurement. It has a configuration including a flexible adhesive layer.
- active energy ray refers to light such as ultraviolet (UV), visible light, and infrared rays, and radiation such as ⁇ -rays, ⁇ -rays, ⁇ -rays, electron beams, neutron rays, and X-rays. It is a concept that includes
- the active energy ray-curable resin is a resin having an active energy ray-reactive functional group.
- examples include acrylic resins and curable polyester resins having a polyester skeleton.
- a representative example of the active energy ray-reactive functional group is an ethylenically unsaturated group, and specific examples of the ethylenically unsaturated group include a (meth)acryloyl group, a vinyl group, and a (meth)allyl group.
- An active energy ray-curable resin having a (meth)acryloyl group can be advantageous from the viewpoint of obtaining excellent active energy ray curability.
- active energy ray-curable resins having (meth)acryloyl groups include urethane (meth)acrylates, epoxy (meth)acrylates, acrylic polymers having (meth)acryloyl groups, and polyester (meth)acrylates. .
- Urethane (meth)acrylate can be obtained, for example, by reacting a polyol compound, a polyisocyanate compound and a hydroxyl group-containing acrylic monomer.
- a method of reacting a polymer with a hydroxyl group-containing acrylic monomer a method of simultaneously reacting a polyol compound, a polyisocyanate compound and a hydroxyl group-containing acrylic monomer, and a polyurethane prepolymer obtained by reacting a polyisocyanate compound and a hydroxyl group-containing acrylic monomer. It can be obtained by a method of reacting a polyol compound, or the like.
- Urethane (meth)acrylates synthesized by other known methods may also be used.
- a commercially available urethane (meth)acrylate may be used.
- the reaction between the polyol compound and the polyisocyanate compound can be carried out by any appropriate method that can be employed for producing urethane-based polymers.
- a urethane-based polymer is obtained, for example, by mixing and stirring a polyol compound and a polyisocyanate compound.
- an organic solvent e.g., ethyl acetate, methyl ethyl ketone, chloroform, etc.
- a catalyst e.g., tin chloride, an organic metal such as an organotin compound, etc.
- organic bases such as tertiary amine compounds
- organic acids such as acetic acid and acrylic acid
- the use ratio of the polyisocyanate compound and the polyol compound may be, for example, 0.01 to 100 or 0.1 to 10 in terms of NCO/OH in terms of equivalent ratio.
- the NCO/OH equivalent ratio is, for example, 0.1 to 5.0, preferably 0.1 to 2.0, more preferably 0.3 to 1.8, It is more preferably 0.5 to 1.5, and particularly preferably 0.8 to 1.3.
- the NCO/OH equivalent ratio is, for example, 0.2 to 10, preferably 0.5 to 10, more preferably 0.5 to 4.0, even more preferably is 0.6 to 2.0, particularly preferably 0.7 to 1.3.
- polyisocyanate compound such that there is an excess of isocyanate groups (NCO) over hydroxyl groups (OH) in the polyol compound. In some other embodiments, it is preferred to add the polyisocyanate compound such that there is an excess of hydroxyl groups (OH) in the polyol compound relative to isocyanate groups (NCO) in the polyisocyanate compound.
- polyol compounds examples include polyester polyols (polycondensation products of dihydric alcohols and divalent basic acids such as adipic acid, azelaic acid, and sepatic acid), polyether polyols (ethylene oxide, tetrahydrofuran, etc., which are subjected to addition polymerization). obtained by the above), polyacrylate polyols, polycarbonate polyols, polyolefin polyols, polybutadiene polyols and hydrogenated products, polyisoprene polyols and hydrogenated products, phenolic polyols, epoxy polyols, caprolactone polyols, polysulfone polyols, and the like.
- polyester polyols polycondensation products of dihydric alcohols and divalent basic acids such as adipic acid, azelaic acid, and sepatic acid
- polyether polyols ethylene oxide, tetrahydrofuran, etc., which are subjected
- the polyol compound also includes copolymer polyols such as polyester/polyether polyols.
- polyol compounds include polyester polyols such as polyethylene adipate glycol, polybutylene adipate glycol and polyhexamethylene adipate glycol; polyether polyols such as polytetramethylene ether glycol; polycarbonate diols such as 1,6-hexamethylene carbonate glycol; etc.
- a polyol compound can be used individually by 1 type or in combination of 2 or more types as appropriate.
- polyisocyanate compounds include hexamethylene diisocyanate, diphenylmethane diisocyanate, tolylene diisocyanate, isophorone diisocyanate, dicyclohexylmethane diisocyanate, tetramethylxylene diisocyanate, xylylene diisocyanate, naphthalene diisocyanate, trimethylhexamethylene diisocyanate, tolidine diisocyanate, and p-phenylene diisocyanate.
- cyclohexylene diisocyanate methylenebis(4-phenylmethane) diisocyanate, hexamethylene diisocyanate, dimer acid diisocyanate, hydrogenated tolylene diisocyanate, hydrogenated xylylene diisocyanate, lysine diisocyanate, triphenylmethane triisocyanate, tri(isocyanatophenyl) triphos Furt and the like.
- Polyisocyanate compounds can be used singly or in appropriate combination of two or more.
- an organic solvent having no active hydrogen with which the isocyanate group can react e.g., ethyl acetate, methyl ethyl ketone, chloroform, etc.
- a catalyst e.g., , tin chlorides, and organic tin compounds; organic bases such as tertiary amine compounds; organic acids such as acetic acid and acrylic acid;
- hydroxyl group-containing acrylic monomer one having one (meth)acryloyl group, two, or three or more (meth)acryloyl groups in one molecule can be appropriately selected and used.
- Specific examples of hydroxyl group-containing acrylic monomers include 2-hydroxyethyl (meth)acrylate, 2-hydroxypropyl (meth)acrylate, 4-hydroxybutyl (meth)acrylate, (4-hydroxymethylcyclohexyl)methyl (meth)acrylate. , 2-hydroxy-3-phenyloxypropyl (meth)acrylate, neopentyl glycol mono(meth)acrylate, trimethylolpropane di(meth)acrylate, pentaerythritol tri(meth)acrylate and the like.
- the hydroxyl group-containing acrylic monomers may be used singly or in combination of two or more.
- the proportion of the polyurethane prepolymer and the hydroxyl group-containing acrylic monomer used is set so that the amount of hydroxyl groups in the hydroxyl group-containing acrylic monomer is approximately equal to the isocyanate residue in the polyurethane prepolymer. preferably.
- Epoxy (meth)acrylate can be obtained, for example, by reacting epoxy resin with (meth)acrylic acid.
- An acrylic polymer having a (meth)acryloyl group is, for example, an acrylic polymer having a predetermined functional group X in a side chain, a functional group Y capable of reacting with the functional group X, and a (meth)acryloyl group. can be obtained by reacting such that the carbon-carbon double bond of the (meth)acryloyl group does not disappear.
- the reaction between the functional group X and the functional group Y is preferably a reaction that does not involve radical generation, such as a condensation reaction or an addition reaction.
- Examples of the combination of the functional group X and the functional group Y include a combination of a carboxy group and an epoxy group, a combination of a carboxy group and an aziridyl group, a combination of a hydroxyl group and an isocyanate group, and the like. Among them, a combination of a hydroxyl group and an isocyanate group is preferable from the viewpoint of reaction tracking. Further, if the combination of the functional groups X and Y is a combination that yields a polymer having a carbon-carbon double bond, one of the functional groups in the combination may be the functional group X and the other functional group Y. Alternatively, one of the functional groups may be the functional group Y and the other functional group may be the functional group X.
- the functional group X may be a hydroxyl group and the functional group Y may be an isocyanate group, or the functional group X may be an isocyanate group and the functional group Y may be a hydroxyl group.
- an acrylic polymer having a (meth)acryloyl group a compound having an isocyanate group and a (meth)acryloyl group (e.g., 2-methacryloyloxyethyl isocyanate) is reacted with an acrylic polymer having a hydroxyl group. and those having a structure that is
- a polyester (meth)acrylate can be obtained, for example, by reacting (meth)acrylic acid with a hydroxyl-terminated polyester obtained from a polyhydric alcohol and a polycarboxylic acid.
- active energy ray-curable resins include, for example, the Shikou UV series manufactured by Mitsubishi Chemical Corporation, the Artresin UN series manufactured by Negami Kogyo Co., Ltd., the NK Oligo U series manufactured by Shin-Nakamura Chemical Co., Ltd., and the KJ Chemicals Corporation.
- Resin A As the resin A in the technology disclosed herein, among the active energy ray-curable resins as described above, those satisfying predetermined conditions, specifically having a glass transition temperature (Tg) of 0° C. or higher in DSC measurement things are used.
- Tg glass transition temperature
- the glass transition temperature of the active energy ray-curable resin by DSC measurement is obtained by the following method. The same applies to the examples described later.
- a differential scanning calorimeter for example, a temperature-modulated DSC manufactured by TA Instruments, trade name "Q-2000" or its equivalent.
- a differential scanning calorimeter for example, a temperature-modulated DSC manufactured by TA Instruments, trade name "Q-2000" or its equivalent.
- a measurement sample was weighed into an aluminum open cell, and the cell was sealed after being covered with a lid.
- An empty aluminum open cell is prepared as a reference sample, and the temperature is raised from -80°C to 100°C at a rate of 2°C/min under a nitrogen gas stream of 50 ml/min to obtain reverse heat flow (specific heat component) behavior. .
- the temperature (middle point glass transition temperature) at the point where the curve of the shape change portion intersects is determined and taken as the glass transition temperature (Tg).
- Tg glass transition temperature
- the glass transition temperature (midpoint glass transition temperature) corresponding to each step of change is obtained, and these are placed in the first order from the low temperature side.
- resin A an active energy ray-curable resin having a Tg of 0°C or higher in the DSC measurement can be used without particular limitation.
- resin A may be a urethane resin (e.g., urethane (meth)acrylate), an epoxy resin (e.g., epoxy (meth)acrylate). ) and an acrylic resin (for example, an acrylic polymer having a (meth)acryloyl group), preferably at least one selected from the group consisting of urethane (meth)acrylate.
- Resin A preferably has a Tg of 25°C or higher (more preferably 30°C or higher, for example, 35°C or higher or 40°C or higher) in the above DSC measurement. Resin A having such a Tg tends to effectively suppress a decrease in hardness due to blending of the resin A. Resin A may have two or more Tgs of 25° C. or higher.
- Resin A does not have a Tg below -10°C in the DSC measurement described above. That is, the first glass transition temperature (Tg 1 ) (in resin A having only one Tg, the Tg corresponds to the first glass transition temperature (Tg 1 )) is preferably ⁇ 10° C. or higher. With such a resin A, it is possible to suitably suppress a decrease in hardness due to the addition of the resin A.
- the first glass transition temperature (Tg 1 ) of Resin A is more preferably ⁇ 5° C. or higher, more preferably 0° C. or higher.
- the first glass transition temperature (Tg 1 ) of the resin A is the easiness of preparation of the pressure-sensitive adhesive composition used for forming the pressure-sensitive adhesive layer, and a curable pressure-sensitive adhesive exhibiting moderate adhesiveness.
- the temperature is suitably 70°C or lower, preferably 60°C or lower, 50°C or lower, 40°C or lower, 30°C or lower, or 20°C. 10° C. or less, 7° C. or less, or 5° C. or less.
- the weight average molecular weight (Mw) of Resin A is not particularly limited, and can be, for example, about 1,000 to 100,000. From the viewpoint of easily suppressing a decrease in hardness due to blending of resin A, in some embodiments, the weight average molecular weight (Mw) of resin A is suitably 2500 or more, 3000 or more, or 3500 or more. 4000 or more is preferable, 4500 or more, 5000 or more, 5500 or more, or 6000 or more.
- Mw of resin A is suitably less than 50000, preferably less than 30000, more preferably less than 20000, may be less than 10000, may be less than 8000, may be less than 7000, It may be less than 6000.
- the weight average molecular weight of Resin A can be determined by gel permeation chromatography (GPC) in terms of polystyrene. Specifically, it can be obtained by measuring under the following conditions using a GPC measuring device under the trade name of "Agilent 1200" (manufactured by Agilent Technologies) or its equivalent. In addition, when the maker's nominal value and literature value of a weight average molecular weight are known, you may use the value. The same applies to the examples described later.
- GPC gel permeation chromatography
- the number of active energy ray-reactive functional groups (for example, (meth)acryloyl groups) possessed by Resin A is preferably 2 or more as an average value per molecule, which is advantageous from the viewpoint of curability and the like. From the viewpoint of enhancing the effect of curing the adhesive layer by active energy ray curing, it is preferably 3 or more, may be 4 or more, may be 5 or more, or may be 6 or more.
- the upper limit of the number of reactive functional groups is not particularly limited. In some aspects, the number of reactive functional groups of the resin A is 20 or less from the viewpoint of suppression of internal stress caused by curing of the curable pressure-sensitive adhesive layer and optical properties (e.g., transparency) of the cured product. is suitable, and is preferably 16 or less, may be 12 or less, or may be 10 or less.
- the Mw per active energy ray-reactive functional group of Resin A (hereinafter also referred to as “functional group equivalent”) is a viewpoint of forming a network with an appropriate density by curing the Resin A. Therefore, it is suitably 200 or more, advantageously 250 or more, preferably 350 or more, more preferably 400 or more, 500 or more, or 550 or more.
- the functional group equivalent weight of the resin A may be, for example, 10,000 or less, 8,000 or less, 6,000 or less, or 5,000 or less.
- the functional group equivalent of the resin A is suitably 4000 or less, preferably 3000 or less. is preferably 2000 or less, and may be 1000 or less, 850 or less, 750 or less, or 650 or less.
- the functional group equivalent weight of Resin A is obtained by dividing Mw of Resin A by the number of reactive functional groups.
- the amount of resin A used in the curable adhesive layer can be, for example, about 1% to 70% by weight of the curable adhesive layer. From the viewpoint of enhancing the effect of curing the pressure-sensitive adhesive layer by curing the resin A with active energy rays, in some embodiments, the amount of the resin A used in the curable pressure-sensitive adhesive layer is 2.5 weight of the curable pressure-sensitive adhesive layer. % or more, may be 4% by weight or more, may be 8% by weight or more, may be 12% by weight or more, or may be 17% by weight or more.
- the amount of resin A used in the curable pressure-sensitive adhesive layer is set to 50% by weight or less. is appropriate, it is preferably 40% by weight or less, more preferably 35% by weight or less, may be 30% by weight or less, may be 25% by weight or less, or may be 20% by weight or less. , 15% by weight or less.
- the amount of resin A used relative to the base polymer of the curable pressure-sensitive adhesive layer can be selected, for example, from the range of about 1 to 250 parts by weight with respect to 100 parts by weight of the base polymer. From the viewpoint of enhancing the effect of curing the pressure-sensitive adhesive layer by curing the resin A with active energy rays, in some embodiments, the amount of the resin A used relative to 100 parts by weight of the base polymer may be, for example, 1.5 parts by weight or more.
- the amount of resin A used relative to 100 parts by weight of the base polymer is 100 parts by weight or less.
- the selection of Resin A can take into account the equilibrium shear viscosity of a 25 wt% solution described below.
- the equilibrium shear viscosity is the viscosity obtained from the stress generated when the shear rate is continuously increased from 0.01 (1/s) to 1000 (1/s) over 120 seconds.
- the equilibrium shear viscosity of a 25% by weight solution of Resin A is suitably about 1.0 mPa ⁇ s to 100 mPa ⁇ s, preferably about 1.5 mPa ⁇ s to 50 mPa ⁇ s.
- 0 mPa s to 30 mPa s 2.5 mPa s to 25 mPa s, 3.0 mPa s to 20 mPa s, 3.5 mPa s to 15 mPa s, or 4.0 mPa s to 10 mPa s or about 2.0 mPa ⁇ s to 12 mPa ⁇ s or 2.0 mPa ⁇ s to 6 mPa ⁇ s.
- the equilibrium shear viscosity of a 25% by weight solution of resin A is measured by using a 25% by weight ethyl acetate solution of resin A as a measurement sample, and using a commercially available viscosity/viscoelasticity measuring device (e.g., rheometer manufactured by Thermo Fisher Scientific Co., Ltd. , trade name "HAAKE RS-600” or its equivalent) using a cone-plate sensor (diameter 60 mm, cone angle 1°).
- a commercially available viscosity/viscoelasticity measuring device e.g., rheometer manufactured by Thermo Fisher Scientific Co., Ltd. , trade name "HAAKE RS-600” or its equivalent
- the solution viscosity (Pa ⁇ s) of the coating liquid is first measured at a shear rate of 0.01 (1/s) for 10 seconds under conditions of a measurement temperature of 23°C.
- the shear rate is changed to 1000 (1/s) over 120 seconds, and the solution viscosity (Pa ⁇ s) of the coating liquid is measured during that time. Measurements are performed using a solvent trap to prevent solvent evaporation.
- a 25 wt % solution of Resin A in ethyl acetate is a Newtonian fluid that exhibits constant viscosity with shear rate.
- the equilibrium shear viscosity [Pa s] of a 25% by weight solution of resin A is obtained as the average value of the solution viscosities measured while changing the shear rate from 100 (1/s) to 1000 (1/s). be done.
- the base polymer of the curable pressure-sensitive adhesive layer is not particularly limited, and examples thereof include acrylic polymers, rubber polymers, silicone polymers, polyesters, polyurethanes, polyethers, polyamides, and fluoropolymers. obtain.
- the resin A is an active energy ray-curable resin having a (meth)acryloyl group
- an acrylic polymer can be preferably employed as the base polymer.
- a pressure-sensitive adhesive having an acrylic polymer as a base polymer and a pressure-sensitive adhesive sheet having a pressure-sensitive adhesive layer formed from the pressure-sensitive adhesive will be mainly described below, but the pressure-sensitive adhesive sheet disclosed herein is not limited thereto.
- the acrylic polymer as the base polymer contains 40% by weight or more (preferably 50% by weight or more) of alkyl (meth)acrylate, and if necessary copolymerizable with the alkyl (meth)acrylate. It is a polymer of monomer components that may further contain a sub-monomer having a
- an acrylic polymer which is a polymer of monomer components containing alkyl (meth)acrylate as a main monomer, is preferred.
- the term "main monomer” as used herein refers to the main component in the monomer component that constitutes the acrylic polymer, that is, the component contained in the monomer component in an amount exceeding 50% by weight.
- alkyl (meth)acrylate for example, a compound represented by the following formula (1) can be preferably used.
- CH2 C( R1 ) COOR2 (1)
- R 1 in the above formula (1) is a hydrogen atom or a methyl group.
- R 2 is a chain alkyl group having 1 to 20 carbon atoms (hereinafter, such a carbon atom range may be referred to as “C 1-20 ”).
- alkyl (meth)acrylates in which R 2 is a C 1-14 chain alkyl group are preferred, and alkyl (meth)acrylates in which R 2 is a C 1-10 chain alkyl group. ) acrylates are more preferred.
- alkyl (meth)acrylates in which R 2 is a C 1-20 chain alkyl group include, but are not limited to, methyl (meth)acrylate, ethyl (meth)acrylate, propyl (meth)acrylate, isopropyl (meth) acrylate, n-butyl (meth) acrylate, isobutyl (meth) acrylate, s-butyl (meth) acrylate, t-butyl (meth) acrylate, pentyl (meth) acrylate, isopentyl (meth) acrylate, hexyl (meth) ) acrylate, heptyl (meth) acrylate, 2-ethylhexyl (meth) acrylate, octyl (meth) acrylate, isooctyl (meth) acrylate, nonyl (meth) acrylate, isononyl (meth) acryl
- alkyl (meth)acrylates may be used singly or in combination of two or more. Suitable examples of alkyl (meth)acrylates include n-butyl acrylate (BA) and 2-ethylhexyl acrylate (2EHA).
- BA n-butyl acrylate
- EHA 2-ethylhexyl acrylate
- 50% by weight or more of the alkyl (meth)acrylates contained in the above monomer components are C 1-4 alkyl (meth)acrylates.
- a curable pressure-sensitive adhesive having an appropriate hardness for example, tensile modulus
- the proportion of C 1-4 alkyl (meth)acrylate in the alkyl (meth)acrylate contained in the monomer component may be, for example, 70% by weight or more, 85% by weight or more, 95% by weight or more, or 100 % by weight.
- the proportion of C 1-4 alkyl (meth)acrylate in the total monomer component may be, for example, 50% by weight or more, 70% by weight or more, 85% by weight or more, or 93% by weight or more. , from the viewpoint of crosslinkability and cohesiveness, it may be 99.5% by weight or less, 97% by weight or less, or 95% by weight or less.
- the alkyl (meth)acrylate contained in the monomer component is C 5-20 alkyl (meth)acrylate.
- the proportion of C 5-20 alkyl (meth)acrylate in the alkyl (meth)acrylate contained in the monomer component may be, for example, 70% by weight or more, 85% by weight or more, 95% by weight or more, or 100 % by weight.
- the proportion of C5-20 alkyl (meth)acrylate in the total monomer component may be, for example, 50% by weight or more, 70% by weight or more, 85% by weight or more, or 93% by weight or more. , from the viewpoint of crosslinkability and cohesiveness, it may be 99.5% by weight or less, 97% by weight or less, or 95% by weight or less.
- a sub-monomer that is copolymerizable with alkyl (meth)acrylates can be useful for introducing cross-linking points into acrylic polymers and increasing the cohesive strength of acrylic polymers.
- the submonomer for example, functional group-containing monomers having an ethylenically unsaturated group and the following functional groups in one molecule can be used singly or in combination of two or more.
- Carboxy group-containing monomers for example acrylic acid, methacrylic acid, carboxyethyl acrylate, carboxypentyl acrylate, itaconic acid, maleic acid, fumaric acid, crotonic acid, isocrotonic acid and the like.
- Acid anhydride group-containing monomers for example maleic anhydride, itaconic anhydride.
- hydroxyl group-containing monomers for example 2-hydroxyethyl (meth)acrylate, 2-hydroxypropyl (meth)acrylate, 3-hydroxypropyl (meth)acrylate, 4-hydroxybutyl (meth)acrylate, 6-hydroxyhexyl (meth)acrylate, Hydroxyalkyl (meth)acrylates such as 8-hydroxyoctyl (meth)acrylate, 10-hydroxydecyl (meth)acrylate and 12-hydroxylauryl (meth)acrylate; unsaturated alcohols such as vinyl alcohol and allyl alcohol; [4-(hydroxymethyl)cyclohexyl]methyl (meth)acrylate, 4-hydroxybutyl vinyl ether, polypropylene glycol mono(meth)acrylate and the like.
- Amido group-containing monomers for example (meth)acrylamide, N,N-dimethyl(meth)acrylamide, N-butyl(meth)acrylamide, N-methylol(meth)acrylamide, N-methylolpropane(meth)acrylamide, N-methoxymethyl (meth)acrylamide, N-butoxymethyl(meth)acrylamide;
- Amino group-containing monomers for example aminoethyl (meth)acrylate, N,N-dimethylaminoethyl (meth)acrylate, t-butylaminoethyl (meth)acrylate.
- Monomers with epoxy groups eg glycidyl (meth)acrylate, methylglycidyl (meth)acrylate, allyl glycidyl ether.
- Cyano group-containing monomers for example acrylonitrile, methacrylonitrile.
- Keto group-containing monomers for example diacetone (meth)acrylamide, diacetone (meth)acrylate, vinylmethylketone, vinylethylketone, allylacetoacetate, vinylacetoacetate.
- Monomers having a nitrogen atom-containing ring such as N-vinyl-2-pyrrolidone, N-methylvinylpyrrolidone, N-vinylpyridine, N-vinylpiperidone, N-vinylpyrimidine, N-vinylpiperazine, N-vinylpyrazine, N-vinyl pyrrole, N-vinylimidazole, N-vinyloxazole, N-vinylmorpholine, N-vinyl- ⁇ -caprolactam, N-(meth)acryloylmorpholine, N-vinyl-3-morpholinone, N-vinyl-1,3-oxazine -2-one, N-vinyl-3,5-morpholinedione.
- N-vinyl-2-pyrrolidone such as N-methylvinylpyrrolidone, N-vinylpyridine, N-vinylpiperidone, N-vinylpyrimidine, N-vinylpipe
- Alkoxysilyl group-containing monomers such as 3-(meth)acryloxypropyltrimethoxysilane, 3-(meth)acryloxypropyltriethoxysilane, 3-(meth)acryloxypropylmethyldimethoxysilane, 3-(meth)acryloxy Propylmethyldiethoxysilane.
- the content of the functional group-containing monomer in the monomer component constituting the acrylic polymer may be appropriately selected according to the purpose and application, and is not particularly limited. From the viewpoint of appropriately exhibiting the effect of using the functional group-containing monomer, the content of the functional group-containing monomer in the monomer component can be, for example, 0.1% by weight or more, and usually 0.5% by weight or more. It may be 1% by weight or more, 2% by weight or more, or 3% by weight or more. In some aspects, the content of the functional group-containing monomer in the monomer component may be 8 wt% or more, 12 wt% or more, 15 wt% or more, 20 wt% or more, 25 wt% or more.
- the content of the functional group-containing monomer in the monomer component is usually appropriately 60% by weight or less, and is 50% by weight or less or less than 50% by weight. is preferably less than 45% by weight, less than 35% by weight, less than 25% by weight, less than 15% by weight, less than 10% by weight, or less than 7% by weight.
- the monomer component that constitutes the acrylic polymer may contain other copolymerization components other than the sub-monomers described above for the purpose of improving the cohesive force.
- copolymerization components include vinyl ester monomers such as vinyl acetate, vinyl propionate, and vinyl laurate; aromatic vinyl compounds such as styrene, substituted styrene ( ⁇ -methylstyrene, etc.) and vinyltoluene; Cycloalkyl (meth)acrylates such as meth)acrylate, cyclopentyl (meth)acrylate, isobornyl (meth)acrylate; aryl (meth)acrylates (e.g.
- phenyl (meth)acrylate aryloxyalkyl (meth)acrylates
- aryloxyalkyl (meth)acrylates e.g. phenoxyethyl ( aromatic ring-containing (meth)acrylates such as arylalkyl (meth)acrylates (e.g., benzyl (meth)acrylate)
- olefinic monomers such as ethylene, propylene, isoprene, butadiene, and isobutylene
- vinyl chloride vinylidene chloride, etc.
- Chlorine-containing monomers isocyanate group-containing monomers such as 2-(meth)acryloyloxyethyl isocyanate; alkoxy group-containing monomers such as methoxyethyl (meth) acrylate and ethoxyethyl (meth) acrylate; vinyl ethers such as methyl vinyl ether and ethyl vinyl ether Monomer; 2 or more (eg, 3 or more) polymerizable functional groups (eg, (meth)acryloyl groups) in one molecule, such as 1,6-hexanediol di(meth)acrylate and trimethylolpropane tri(meth)acrylate a polyfunctional monomer; and the like.
- isocyanate group-containing monomers such as 2-(meth)acryloyloxyethyl isocyanate
- alkoxy group-containing monomers such as methoxyethyl (meth) acrylate and ethoxyethyl (meth)
- the amount of such other copolymerization components is not particularly limited, and may be appropriately selected depending on the purpose and application.
- the amount of the other copolymerization component is appropriately 0.05% by weight or more of the monomer components constituting the acrylic polymer from the viewpoint of properly exhibiting the effect of using the component. and may be 0.5% by weight or more.
- the amount of the other copolymerization component is suitably 20% by weight or less of the monomer component, and may be 10% by weight or less (eg, 5% by weight or less).
- the technology disclosed herein can also be preferably practiced in a mode in which the monomer component does not substantially contain other copolymerization components.
- the monomer component does not substantially contain other copolymerization components means that other copolymerization components are not used at least intentionally, and other copolymerization components are, for example, 0.01 wt% or less. To some extent, unintentional inclusion is acceptable.
- the curable pressure-sensitive adhesive may contain, as a base polymer, an acrylic polymer that is a copolymer of a nitrogen atom-containing monomer and at least one other monomer.
- an acrylic polymer that is a copolymer of a nitrogen atom-containing monomer and at least one other monomer.
- the concept of a nitrogen atom-containing monomer includes, without particular limitation, a monomer having a polymerizable functional group (typically an ethylenically unsaturated group) and containing a nitrogen atom.
- a monomer having a nitrogen atom-containing ring as described above is one preferred example of a nitrogen atom-containing monomer, and preferred specific examples are N-vinyl-2-pyrrolidone (NVP), N-vinyl- ⁇ -caprolactam (NVC), and N-acryloylmorpholine (ACMO).
- NVP N-vinyl-2-pyrrolidone
- NVC N-vinyl- ⁇ -caprolactam
- ACMO N-acryloylmorpholine
- a nitrogen atom-containing monomer can be used individually by 1 type or in combination of 2 or more types.
- the use of a nitrogen atom-containing monomer (for example, a monomer having a nitrogen atom-containing ring) can effectively increase the tensile modulus (tensile modulus before curing) of the curable pressure-sensitive adhesive.
- the acrylic polymer that is a copolymer of a nitrogen atom-containing monomer and at least one other monomer is, for example, the following monomers when the total amount of monomers used for copolymerization is 100 parts by weight: It can be a copolymer copolymerized using any amount of Nitrogen atom-containing monomer: 3.0 parts by weight or more, 5.0 parts by weight or more, 10.0 parts by weight or more, 15.0 parts by weight or more, 20.0 parts by weight or more, 25.0 parts by weight or more, 30.0 parts by weight parts by weight or more or 35.0 parts by weight or more, and 40.0 parts by weight or less, 35.0 parts by weight or less, 30.0 parts by weight or less, 25.0 parts by weight or less, 20.0 parts by weight or less; 15.0 parts by weight or less, 10.0 parts by weight or less, or 5.0 parts by weight or less.
- Hydroxyl group-containing monomer for example, one or more of the hydroxyl group-containing monomers described above: 0.02 parts by weight or more, 0.05 parts by weight or more, 0.75 parts by weight or more, 1.0 parts by weight or more,2.
- no hydroxyl group-containing monomer may be used. That is, the amount of the hydroxyl group-containing monomer used may be 0 parts by weight.
- Carboxy group monomer (for example, one or more of the carboxy group-containing monomers described above): 0.5 parts by weight or more, 1.0 parts by weight or more, 2.0 parts by weight or more, 3.0 parts by weight or more, 4 .0 parts by weight or more, 5.0 parts by weight or more, 6.0 parts by weight or more, 7.0 parts by weight or more, 8.0 parts by weight or more, or 9.0 parts by weight or more, and 15.0 parts by weight 10.0 parts by weight or less, 9.0 parts by weight or less, 8.0 parts by weight or less, 7.0 parts by weight or less, 6.0 parts by weight or less, 5.0 parts by weight or less, 4.0 parts by weight or less , 3.0 parts by weight or less, or 2.0 parts by weight or less.
- Alkyl (meth)acrylate for example, one or more alkyl (meth)acrylates represented by formula (1): (100 parts by weight) - (alkyl (meth)acrylate used for copolymerization 5.0 parts by weight or more, 10.0 parts by weight or more, 20.0 parts by weight or more, 30.0 parts by weight or more, or 40.0 parts by weight or more, within a range not exceeding the total amount of monomers other than monomers), And 95.0 parts by weight or less, 90.0 parts by weight or less, 80.0 parts by weight or less, 70.0 parts by weight or less, 60.0 parts by weight or less, 50.0 parts by weight or less, 40.0 parts by weight or less , 35.0 parts by weight or less, 30.0 parts by weight or less, 25.0 parts by weight or less, 20.0 parts by weight or less, 15.0 parts by weight or less, 10.0 parts by weight or less, or less, or
- the curable pressure-sensitive adhesive uses an acrylic polymer that is a copolymer of a carboxy group-containing monomer and at least one other monomer (excluding a nitrogen atom-containing monomer) as a base polymer. may contain.
- the above acrylic polymer may be a copolymer obtained by copolymerizing the following monomers in the following amounts, for example, when the total amount of monomers used for copolymerization is 100 parts by weight.
- Carboxy group-containing monomer for example, one or more of the carboxy group-containing monomers described above: 0.5 parts by weight or more, 1.0 parts by weight or more, 2.0 parts by weight or more, 3.0 parts by weight or more, 4.0 parts by weight or more, 5.0 parts by weight or more, 6.0 parts by weight or more, 7.0 parts by weight or more, 8.0 parts by weight or more, or 9.0 parts by weight or more, and 15.0 parts by weight parts or less, 10.0 parts by weight or less, 9.0 parts by weight or less, 8.0 parts by weight or less, 7.0 parts by weight or less, 6.0 parts by weight or less, 5.0 parts by weight or less, 4.0 parts by weight 3.0 parts by weight or less, or 2.0 parts by weight or less.
- Alkyl (meth)acrylate for example, one or more alkyl (meth)acrylates represented by formula (1): 85.0 parts by weight or more, 90.0 parts by weight or more, 91.0 parts by weight 92.0 parts by weight or more, 93.0 parts by weight or more, 94.0 parts by weight or more, 95.0 parts by weight or more, 96.0 parts by weight or more, 97.0 parts by weight or more, or 98.0 parts by weight or more and 99.5 parts by weight or less, 99.0 parts by weight or less, 98.0 parts by weight or less, 97.0 parts by weight or less, 96.0 parts by weight or less, 95.0 parts by weight or less; 0 parts by weight or less, 93.0 parts by weight or less, 92.0 parts by weight or less, or 91.0 parts by weight or less.
- Alkyl (meth)acrylate for example, one or more alkyl (meth)acrylates represented by formula (1): 85.0 parts by weight or more, 90.0 parts by weight or more, 91.0 parts by weight 92.0 parts by weight or more,
- one or more monomers other than carboxy group-containing monomers, alkyl (meth)acrylates and nitrogen atom-containing monomers are added to the monomers.
- the glass transition temperature (Tg) by DMA (dynamic viscoelasticity) measurement of the base polymer may be, for example, less than 30°C, preferably less than 25°C. , may be less than 20°C, may be less than 10°C, or may be less than 0°C.
- Tg glass transition temperature
- the Tg of the base polymer measured by DMA may be less than -5°C or less than -10°C, for example, from the viewpoint of enhancing conformability of the curable pressure-sensitive adhesive layer to the surface shape of the adherend. For example, it may be less than -20°C, less than -25°C, less than -30°C, less than -40°C, less than -45°C, less than -50°C, less than -55°C, Or it may be less than -60°C.
- the Tg of the base polymer measured by DMA is suitably ⁇ 80° C. or higher, preferably ⁇ 75° C.
- the Tg of the base polymer measured by DMA may be ⁇ 15° C. or higher, ⁇ 10° C. or higher, ⁇ 5° C. or higher, or 0° C. or higher. , 5° C. or higher, or 15° C. or higher.
- a base polymer with a higher Tg tends to make it easier to obtain a curable pressure-sensitive adhesive exhibiting a higher tensile modulus (tensile modulus before curing).
- the Tg of the base polymer by DMA measurement is measured as follows. That is, a sheet having a thickness of 1 mm formed of the base polymer to be evaluated (for example, a sheet having a desired thickness by laminating a plurality of pressure-sensitive adhesive layers made of the base polymer to be evaluated) is prepared. A cylinder having a diameter of 8 mm (height of 1 mm) is punched out from this sheet to prepare a test piece. A dynamic viscoelasticity measuring device (device name "ARES G-2", manufactured by TA Instruments Japan) was used on the above test piece to measure the temperature range from -60 to 200 ° C. and the temperature increase rate of 5 ° C.
- a dynamic viscoelasticity measuring device device name "ARES G-2", manufactured by TA Instruments Japan
- the peak temperature with the largest loss tangent (tan ⁇ ) when measured under the condition of /min is taken as the glass transition temperature by DMA measurement.
- an active energy ray-curable resin having a higher Tg (by DSC measurement) than the Tg by DMA measurement of the base polymer can be preferably used.
- Resin A that exhibits more than one Tg it is preferred that at least one of them has a higher Tg than the DMA-measured Tg of the base polymer.
- the first glass transition temperature of Resin A is higher than the DMA-measured Tg of the base polymer.
- the base polymer preferably acrylic polymer
- the Fox equation is a relational expression between the Tg of a copolymer and the glass transition temperature Tgi of a homopolymer obtained by homopolymerizing each of the monomers constituting the copolymer, as shown below.
- Tg is the glass transition temperature of the copolymer (unit: K)
- Wi is the weight fraction of the monomer i in the copolymer (weight-based copolymerization ratio)
- Tgi is the homopolymer of the monomer i. represents the glass transition temperature (unit: K).
- the glass transition temperature of the homopolymer used to calculate Tg the value described in publicly known materials such as "Polymer Handbook” (3rd edition, John Wiley & Sons, Inc., 1989) shall be used. For monomers for which multiple values are listed in the above Polymer Handbook, the highest value is adopted. If the Tg of the homopolymer is not described in known documents, the value obtained by the measurement method described in Japanese Patent Application Publication No. 2007-51271 shall be used.
- the calculated Tg of the base polymer is preferably less than 25°C, may be less than 20°C, may be less than 10°C, or may be less than 0°C.
- the fact that the calculated Tg of the base polymer is not too high is advantageous from the viewpoint of realizing a curable pressure-sensitive adhesive exhibiting a tack suitable for bonding to an adherend while suppressing a decrease in tensile modulus due to the use of resin A. can be.
- the calculated Tg of the base polymer may be less than -5°C or less than -10°C, for example, from the viewpoint of enhancing conformability of the curable pressure-sensitive adhesive layer to the surface shape of the adherend.
- the calculated Tg of the base polymer is suitably -80°C or higher, preferably -75°C or higher, and -65°C or higher. or -55°C or higher.
- it may be -50°C or higher, -45°C or higher, -35°C or higher, or -25°C or higher.
- the calculated Tg of the base polymer may be ⁇ 15° C. or greater, ⁇ 10° C. or greater, ⁇ 5° C. or greater, 0° C. or greater, 5 °C or higher or 15 °C or higher.
- a base polymer with a higher calculated Tg tends to make it easier to obtain a curable pressure-sensitive adhesive exhibiting a higher tensile modulus (tensile modulus before curing).
- the calculated Tg of the base polymer can be adjusted by appropriately changing the monomer composition (that is, the types of monomers used in synthesizing the polymer and the proportions of the monomers used).
- the method of polymerizing the monomer components to obtain the base polymer is not particularly limited, and various polymerization methods such as solution polymerization, emulsion polymerization, bulk polymerization, suspension polymerization, and photopolymerization can be appropriately employed. . In some embodiments, solution polymerization methods may be preferably employed.
- the polymerization temperature at the time of solution polymerization can be appropriately selected according to the types of monomers and polymerization solvents to be used, the types of polymerization initiators, and the like. about 50° C. to 80° C.).
- the solvent (polymerization solvent) used for solution polymerization can be appropriately selected from conventionally known organic solvents.
- aromatic compounds such as toluene (typically aromatic hydrocarbons); acetic esters such as ethyl acetate; aliphatic or alicyclic hydrocarbons such as hexane and cyclohexane; 1,2-dichloroethane and the like Halogenated alkanes; lower alcohols such as isopropyl alcohol (e.g., monohydric alcohols having 1 to 4 carbon atoms); ethers such as tert-butyl methyl ether; ketones such as methyl ethyl ketone; Any one kind of solvent or a mixed solvent of two or more kinds can be used.
- the initiator used for polymerization can be appropriately selected from conventionally known polymerization initiators according to the type of polymerization method.
- one or more azo polymerization initiators such as 2,2'-azobisisobutyronitrile (AIBN) can be preferably used.
- Other examples of polymerization initiators include persulfates such as potassium persulfate; peroxide initiators such as benzoyl peroxide and hydrogen peroxide; substituted ethane initiators such as phenyl-substituted ethane; aromatic carbonyl compounds. ; and the like.
- Still another example of the polymerization initiator is a redox initiator obtained by combining a peroxide and a reducing agent.
- Such polymerization initiators can be used singly or in combination of two or more.
- the amount of the polymerization initiator used may be a normal amount, for example, about 0.005 to 1 part by weight (typically about 0.01 to 1 part by weight) per 100 parts by weight of the monomer component. ).
- the active energy ray-curable pressure-sensitive adhesive layer is preferably crosslinked.
- a pressure-sensitive adhesive composition containing a base polymer and an appropriate cross-linking agent it is possible to obtain a pressure-sensitive adhesive sheet having a curable pressure-sensitive adhesive layer in which the base polymer is cross-linked with the cross-linking agent.
- a cross-linking agent it is possible to adjust the tensile elastic modulus of the curable adhesive layer (tensile elastic modulus before curing) and the tensile elastic modulus of the curable adhesive layer after curing (tensile elastic modulus after curing). .
- a pressure-sensitive adhesive sheet having a crosslinked curable pressure-sensitive adhesive layer is used, for example, as follows.
- the crosslinked structure already formed in the curable pressure-sensitive adhesive layer (for example, the crosslinked structure formed by the base polymer and the cross-linking agent) is referred to as the first crosslinked structure. It is distinguished from a crosslinked structure (second crosslinked structure) newly formed by curing by irradiation. After bonding the curable pressure-sensitive adhesive layer to the adherend, the curable pressure-sensitive adhesive is cured by irradiation with active energy rays. Thereby, a cured product (adhesive layer after curing) having a second crosslinked structure in addition to the first crosslinked structure is formed. It is considered that the first crosslinked structure and the second crosslinked structure of the cured product form a so-called interpenetrating network structure (IPN).
- IPN interpenetrating network structure
- cross-linking agents examples include isocyanate-based cross-linking agents, epoxy-based cross-linking agents, silicone-based cross-linking agents, oxazoline-based cross-linking agents, aziridine-based cross-linking agents, silane-based cross-linking agents, alkyl-etherified melamine-based cross-linking agents, metal chelate-based cross-linking agents, Cross-linking agents such as oxides are included.
- a crosslinking agent can be used individually by 1 type or in combination of 2 or more types.
- An isocyanate-based cross-linking agent refers to a compound having two or more isocyanate groups (including isocyanate-regenerative functional groups in which isocyanate groups are temporarily protected by blocking agents or quantization) in one molecule.
- isocyanate-based cross-linking agents include aromatic isocyanates such as tolylene diisocyanate and xylene diisocyanate, alicyclic isocyanates such as isophorone diisocyanate, and aliphatic isocyanates such as hexamethylene diisocyanate.
- lower aliphatic polyisocyanates such as butylene diisocyanate and hexamethylene diisocyanate
- alicyclic isocyanates such as cyclopentylene diisocyanate, cyclohexylene diisocyanate and isophorone diisocyanate
- 2,4-tolylene diisocyanate Aromatic diisocyanates such as 4,4′-diphenylmethane diisocyanate, xylylene diisocyanate, polymethylene polyphenyl isocyanate, trimethylolpropane/tolylene diisocyanate trimer adduct (manufactured by Tosoh Corporation, trade name Coronate L), trimethylol Propane/hexamethylene diisocyanate trimer adduct (manufactured by Tosoh Corporation, trade name Coronate HL), isocyanate adducts such as hexamethylene diisocyanate isocyanur
- the isocyanate-based cross-linking agents may be used singly or in combination of two or more.
- the amount of the isocyanate cross-linking agent added to 100 parts by weight of the base polymer is, for example, 0.01 parts by weight or more, 0.02 parts by weight or more, 0.05 parts by weight or more, 0.1 parts by weight or more, or 0.5 parts by weight or more. and 10 parts by weight or less, 9 parts by weight or less, 8 parts by weight or less, 7 parts by weight or less, 6 parts by weight or less, 5 parts by weight or less, 3 parts by weight or less, or 2 parts by weight or less; 01 to 10 parts by weight, 0.02 to 9 parts by weight, or 0.05 to 8 parts by weight.
- the amount to be blended can be appropriately adjusted in consideration of the tensile modulus of elasticity before and/or after curing, cohesive strength, prevention of peeling in a durability test, and the like.
- Epoxy-based cross-linking agents are polyfunctional epoxy compounds that have two or more epoxy groups in one molecule.
- Epoxy crosslinking agents include, for example, bisphenol A, epichlorohydrin type epoxy resin, ethylene glycidyl ether, N,N,N',N'-tetraglycidyl-m-xylenediamine, diglycidylaniline, diamineglycidylamine, 1 ,3-bis(N,N-diglycidylaminomethyl)cyclohexane, 1,6-hexanediol diglycidyl ether, neopentyl glycol diglycidyl ether, ethylene glycol diglycidyl ether, propylene glycol diglycidyl ether, polyethylene glycol diglycidyl ether , polypropylene glycol diglycidyl ether, sorbitol polyglycidyl ether, glycerol polyglycidyl ether, penta
- Epoxy-based cross-linking agents may be used singly or in combination of two or more.
- the amount of the epoxy-based cross-linking agent is, for example, 0.01 parts by weight or more, 0.02 parts by weight or more, 0.05 parts by weight or more, or 0.1 parts by weight or more with respect to 100 parts by weight of the (meth)acrylic polymer. and 10 parts by weight or less, 9 parts by weight or less, 8 parts by weight or less, 7 parts by weight or less, 6 parts by weight or less, or 5 parts by weight or less, preferably 0.01 parts by weight or more and 10 parts by weight or less , 0.02 to 9 parts by weight, or 0.05 to 8 parts by weight.
- the amount to be blended can be appropriately adjusted in consideration of the tensile modulus of elasticity before and/or after curing, cohesive strength, prevention of peeling in a durability test, and the like.
- the peroxide cross-linking agent one that generates radical active species by heating to promote cross-linking of the base polymer can be appropriately used. Considering workability and stability, it is preferable to use a peroxide having a 1-minute half-life temperature of 80° C. or higher and 160° C. or lower, and it is preferable to use a peroxide whose 1-minute half-life temperature is 90° C. or higher and 140° C. or lower. more preferred.
- Peroxides include, for example, di(2-ethylhexyl) peroxydicarbonate (1 minute half-life temperature: 90.6° C.), di(4-t-butylcyclohexyl) peroxydicarbonate (1 minute half-life temperature : 92.1°C), di-sec-butyl peroxydicarbonate (1-minute half-life temperature: 92.4°C), t-butyl peroxyneodecanoate (1-minute half-life temperature: 103.5°C) , t-hexyl peroxypivalate (1 minute half-life temperature: 109.1 ° C.), t-butyl peroxypivalate (1 minute half-life temperature: 110.3 ° C.), dilauroyl peroxide (1 minute half-life temperature: 116.4 ° C.), di-n-octanoyl peroxide (1 minute half-life temperature: 117.4 ° C.), 1,1,3,3-tetramethylbutylperoxy-2-e
- di(4-t-butylcyclohexyl)peroxydicarbonate (1-minute half-life temperature: 92.1° C.) and dilauroyl peroxide (1-minute half-life temperature: 116.0° C.) are particularly effective in cross-linking reaction efficiency. 4° C.), dibenzoyl peroxide (1-minute half-life temperature: 130.0° C.), and the like are preferably used.
- the half-life of peroxide is an index that expresses the decomposition rate of peroxide, and refers to the time until the remaining amount of peroxide is halved.
- the decomposition temperature for obtaining a half-life at an arbitrary time and the half-life time at an arbitrary temperature are described in the manufacturer's catalog etc. For example, NOF Corporation's "Organic Peroxide Catalog 9th Edition ( May 2003)”.
- the peroxides may be used singly or in combination of two or more.
- the amount of the peroxide compounded with respect to 100 parts by weight of the base polymer can be, for example, 0.02 parts by weight or more and 2 parts by weight or less, preferably 0.05 parts by weight or more and 1 part by weight or less.
- the tensile modulus before and/or after curing, workability, reworkability, crosslink stability, peelability, etc., can be taken into account and adjusted within this range as appropriate.
- the residual peroxide decomposition amount after the reaction treatment for example, it can be measured by HPLC (high performance liquid chromatography).
- an organic cross-linking agent or a polyfunctional metal chelate may be used in combination.
- Polyfunctional metal chelates are those in which polyvalent metals are covalently or coordinately bonded to organic compounds.
- Polyvalent metal atoms include Al, Cr, Zr, Co, Cu, Fe, Ni, V, Zn, In, Ca, Mg, Mn, Y, Ce, Sr, Ba, Mo, La, Sn, and Ti. mentioned.
- Atoms in the organic compound that are covalently or coordinately bonded include oxygen atoms, and the organic compounds include alkyl esters, alcohol compounds, carboxylic acid compounds, ether compounds, ketone compounds, and the like.
- the curable pressure-sensitive adhesive layer disclosed herein can optionally contain a photoinitiator.
- the photoinitiator has the effect of generating radicals by being excited and activated by irradiation with light (typically ultraviolet light) and accelerating the curing of the curable pressure-sensitive adhesive.
- the amount of the photoinitiator used with respect to 100 parts by weight of the curable resin contained in the curable pressure-sensitive adhesive layer is such that the desired curing acceleration effect is obtained while suppressing the decrease in hardness (e.g., tensile modulus) due to the addition of the photoinitiator. From the point of view, it can be, for example, 0.005 to 50 parts by weight, preferably 0.01 to 30 parts by weight. In some embodiments, the amount of the photoinitiator used relative to 100 parts by weight of the curable resin may be, for example, 20 parts by weight or less, may be 10 parts by weight or less, may be 5 parts by weight or less, or may be 3 parts by weight. It may be less than part. It is also preferable from the viewpoint of the storage stability of the curable pressure-sensitive adhesive that the amount of the photoinitiator used is not too large.
- Tackifier The curable adhesive disclosed herein may contain a tackifier.
- Tackifiers include rosin-based tackifier resins, terpene-based tackifier resins, phenol-based tackifier resins, hydrocarbon-based tackifier resins, ketone-based tackifier resins, polyamide-based tackifier resins, epoxy-based tackifier resins, and elastomers.
- Known tackifying resins can be used, such as system tackifying resins. These can be used individually by 1 type or in combination of 2 or more types.
- the amount of the tackifying resin to be used is not particularly limited, and can be set so as to exhibit appropriate adhesive performance depending on the purpose and application.
- the amount of the tackifier used is, for example, 100 parts by weight or less, preferably 60 parts by weight or less, more preferably 40 parts by weight or less, and 20 parts by weight with respect to 100 parts by weight of the base polymer. parts or less, or 10 parts by weight or less.
- the technology disclosed herein can be preferably practiced in a mode that does not use a tackifier.
- the curable pressure-sensitive adhesive disclosed herein includes pressure-sensitive adhesive compositions such as leveling agents, antistatic agents, colorants, anti-aging agents, antioxidants, preservatives, etc., as long as the effects of the present invention are not significantly hindered.
- known additives that can be used for As for such various additives conventionally known ones can be used in a conventional manner, and since they do not particularly characterize the present invention, detailed description thereof will be omitted.
- the curable pressure-sensitive adhesive disclosed herein may further contain a curable resin other than the resin A as long as the effects of the present invention are not significantly hindered.
- Examples of the curable resin other than the resin A include the above-mentioned curable resins that do not correspond to the resin A.
- the amount of the curable resin other than resin A used may be, for example, 50% by weight or less, 20% by weight or less, 10% by weight or less, 5% by weight or less, or 1% by weight or less of the total curable resin.
- a curable resin other than resin A may not be used.
- the curable pressure-sensitive adhesive layer disclosed herein is configured to be curable by irradiation with active energy rays (for example, light such as UV).
- active energy rays for example, light such as UV
- Such a curable pressure-sensitive adhesive layer can be formed using a pressure-sensitive adhesive composition containing the components as described above.
- the form of the pressure-sensitive adhesive composition is not particularly limited, and may be, for example, a solvent type, water dispersion type, hot melt type, or the like. Among them, a solvent-based pressure-sensitive adhesive composition is preferred.
- the solvent-based pressure-sensitive adhesive composition is applied to a suitable surface (which may be the release surface of a release liner, the surface of a base material to be described later, etc.), and then dried (preferably further crosslinked) to cure.
- adhesive can be formed.
- Application of the pressure-sensitive adhesive composition can be carried out using a conventional coater such as gravure roll coater, reverse roll coater, kiss roll coater, dip roll coater, bar coater, knife coater, and spray coater.
- the thickness of the curable adhesive layer is not particularly limited, and can be set appropriately within a range of, for example, 0.1 ⁇ m to 300 ⁇ m. From the viewpoint of ease of attachment to adherends, in some embodiments, the thickness of the curable pressure-sensitive adhesive layer is 1.0 ⁇ m or more (eg, more than 1.0 ⁇ m, 1.2 ⁇ m or more, or 1.5 ⁇ m or more). is preferably 3.0 ⁇ m or more, may be 5.0 ⁇ m or more, or may be 10.0 ⁇ m or more (for example, more than 10.0 ⁇ m, 10.1 ⁇ m or more, or 10.5 ⁇ m or more).
- the thickness of the curable pressure-sensitive adhesive layer may be, for example, 200 ⁇ m or less, 150 ⁇ m or less, 100 ⁇ m or less, 70 ⁇ m or less, 50 ⁇ m or less, or 30 ⁇ m or less. .
- the thickness of the pressure-sensitive adhesive layer not being too large can be advantageous from the viewpoints of thinning the pressure-sensitive adhesive sheet and light transmittance (for example, light transmittance after curing).
- the technique disclosed herein can be preferably implemented in a mode in which the thickness of the curable pressure-sensitive adhesive layer is, for example, 1.0 ⁇ m or more and 100 ⁇ m or less (eg, 5.0 ⁇ m or more and 50 ⁇ m or less).
- the tensile elastic modulus of the curable pressure-sensitive adhesive layer ie, the tensile elastic modulus before curing
- the tensile modulus before curing may be, for example, 0.10 MPa or more, 0.13 MPa or more, 0.15 MPa or more, or 0.18 MPa. or more, or 0.20 MPa or more.
- the pre-curing tensile modulus may be, for example, 0.25 MPa or more, preferably 0.30 MPa or more, and is 0.35 MPa or more. More preferably, it may be 0.40 MPa or more, 0.45 MPa or more, 0.50 MPa or more, 0.60 MPa or more, 0.70 MPa or more, 0.80 or more, 0.90 MPa It can be more than that.
- an active energy ray is applied to cure the pressure-sensitive adhesive layer after bonding a curable pressure-sensitive adhesive layer to an adherend having an uneven structure on its surface.
- the pressure-sensitive adhesive does not penetrate too much into the concave portions of the concave-convex structure (for example, the use in which the adherend is an optical sheet such as a prism sheet or a microlens sheet).
- the tensile modulus before curing is suitably 8.00 MPa or less, and 7.70 MPa. It is preferably 7.50 MPa or less, more preferably 7.50 MPa or less, may be 7.00 MPa or less, may be 6.50 MPa or less, may be 6.00 MPa or less, may be 5.50 MPa or less, and may be 5.00 MPa or less.
- the tensile modulus before curing may be 2.50 MPa or less, 2.00 MPa or less, or 1.50 MPa or less. 00 MPa or less.
- the technology disclosed herein can also be preferably practiced in embodiments in which the tensile modulus before curing is less than 1.00 MPa, less than 0.80 MPa, less than 0.50 MPa, or less than 0.30 MPa.
- the tensile elastic modulus after curing the curable pressure-sensitive adhesive layer that is, the post-curing tensile elastic modulus is appropriately set according to the purpose, and does not require a specific upper limit or lower limit. do not.
- the post-curing tensile modulus is, for example, 0.11 MPa or higher or 0.12 MPa or higher, preferably 0.18 MPa or higher, more preferably 0.23 MPa or higher, and may be 0.25 MPa or higher, or 0.30 MPa or higher (for example, 0.35 MPa or more).
- the post-curing tensile modulus may be, for example, 0.40 MPa or more, preferably 0.60 MPa or more, and 0.80 MPa or more (for example, 1.00 MPa or more), 1.10 MPa or more, 1.20 MPa or more, 1.30 MPa or more, 1.50 MPa or more, 1.80 MPa or more, 2.00 MPa 2.50 MPa or more, 3.00 MPa or more, 3.50 MPa or more, 4.00 MPa or more, 4.50 MPa or more, or 5.00 MPa or more.
- a curable pressure-sensitive adhesive layer is attached to an adherend having an uneven structure on its surface and then irradiated with an active energy ray to cure the pressure-sensitive adhesive layer.
- the adherend is an optical sheet such as a prism sheet or a microlens sheet. certain applications.
- the upper limit of the post-curing tensile modulus may be, for example, 1000 MPa or less, 800 MPa or less, 600 MPa or less, 400 MPa or less, or 200 MPa or less.
- the tensile modulus of elasticity before curing and the tensile modulus of elasticity after curing are measured by the method described in Examples below.
- the ratio of the post-curing tensile modulus E2 [MPa] to the pre-curing tensile modulus E1 [MPa], that is, E2/E1 is typically greater than 1.0 (e.g., 1.05 or more) and 1.1 1.2 or more, 1.3 or more, 1.5 or more, 2.0 or more, 5.0 or more, 7.0 or more, 10.0 or more, It may be 12.0 or more, 15.0 or more, 20.0 or more, 25.0 or more, or 30.0 or more.
- the upper limit of E2/E1 is not particularly limited, and may be, for example, 500 or less, 200 or less, 150 or less, 100 or less, 70 or less, or 50 or less.
- the tensile elastic modulus of the curable adhesive layer (tensile elastic modulus before curing) is based on the tensile elastic modulus of the adhesive corresponding to the composition of the curable adhesive excluding resin A.
- a relative value greater than 0.9 is preferred.
- the above relative value of 0.9 or more means that the reduction in tensile modulus due to inclusion of the resin A in the pressure-sensitive adhesive layer is suppressed to less than 10%.
- the relative value is more preferably 1.0 or more or more than 1.0, more preferably 1.1 or more, may be 1.2 or more, or may be 1.3 or more.
- the upper limit of the above relative value is not particularly limited, and may be, for example, 10.0 or less, 7.0 or less, or 3.0 or less.
- the above relative value is calculated based on the composition excluding the resin A and the photoinitiator from the curable pressure-sensitive adhesive layer.
- the gel fraction of the curable pressure-sensitive adhesive layer may be, for example, 5% or more, 15% or more, or 25% or more.
- the gel fraction before curing is suitably 35% or more (e.g. 45% or more), and more than 50% (e.g. 60% or more), preferably 70% or more.
- the gel fraction before curing may be 75% or higher, 80% or higher, 85% or higher, 90% or higher, 92% or higher, 94% or higher, 95% or higher, and 95% or higher. % or more.
- the upper limit of the gel fraction before curing is suitably 99% or less from the viewpoint of facilitating the development of appropriate curability and tackiness, and may be 98% or less, 97% or less, or 96%. It may be less than or equal to, 95% or less, 93% or less, or 90% or less.
- the pre-cure gel fraction may be 88% or less, 85% or less, 80% or less, 60% or less, 50% or less, 40% or less, or 30% or less. It's okay.
- the pre-curing gel fraction can be adjusted by selecting the type and Mw of the base polymer, selecting the type and amount of resin A used, the cross-linking agent, and the like.
- the gel fraction after curing the curable pressure-sensitive adhesive layer with active energy rays (hereinafter also referred to as post-curing gel fraction) is preferably higher than the gel fraction before curing, for example 35% or more, 45%. 55% or more, 65% or more, 75% or more, 80% or more, 85% or more, 90% or more, or 92% or more.
- the upper limit of the post-curing gel fraction is not particularly limited, it is theoretically 100% or less, may be 99% or less, or may be 98% or less.
- the gel fraction before curing and the gel fraction after curing are measured by the following methods.
- a predetermined amount (for example, about 0.1 g) of an adhesive sample (weight Wg 1 ) is wrapped in a porous polytetrafluoroethylene membrane (weight Wg 2 ) having an average pore size of 0.2 ⁇ m in a purse shape, and a kite string (weight Wg 3 ) Tie it down.
- the porous polytetrafluoroethylene membrane the product name "Nitoflon (registered trademark) NTF1122" (average pore diameter 0.2 ⁇ m, porosity 75%, thickness 85 ⁇ m) available from Nitto Denko Co., Ltd. or its equivalent is used. do.
- This package is immersed in a sufficient amount (for example, about 50 mL) of ethyl acetate and held at room temperature (typically 23° C.) for 7 days to elute the sol content in the adhesive to the outside of the film, and then the package is removed.
- the package is taken out, the ethyl acetate adhering to the outer surface is wiped off, and the package is dried at 130°C for 2 hours, and then the weight (Wg 4 ) of the package is measured.
- the gel fraction is obtained by substituting each value into the following formula.
- Gel fraction (%) [( Wg4 - Wg2 - Wg3 )/ Wg1 ] x 100
- the adhesive sheet disclosed herein preferably has adhesiveness suitable for bonding to an adherend.
- it is appropriate to exhibit an adhesive strength of 0.1 N/20 mm or more to a polymethyl methacrylate plate (hereinafter also referred to as "PMMA plate").
- the adhesive strength to the PMMA plate is preferably 0.3 N/20 mm or more (e.g. 0.5 N/20 mm or more), 1.0 N/20 mm or more (e.g.
- 1.0 N/20 mm or more or 1.1 N/20 mm or more may be 1.5 N/20 mm or more, may be 2.0 N/20 mm or more, may be 3.0 N/20 mm or more, may be 4.0 N/20 mm or more, It may be 5.0 N/20 mm or more, or 6.0 N/20 mm or more.
- the adhesive strength of the adhesive sheet disclosed herein to a PMMA plate may be, for example, 25 N/20 mm or less, 20 N/20 mm or less, 15 N/20 mm or less, 12 N/20 mm or less, or 10 N/ It may be 20 mm or less.
- the adhesive strength of the curable pressure-sensitive adhesive layer to the PMMA plate may be 9.0 N/20 mm or less. It may be 0 N/20 mm or less, or 7.0 N/20 mm or less.
- the adhesive strength of the adhesive sheet to the PMMA plate was measured under the conditions of a peeling angle of 180 degrees and a peeling speed of 300 mm/min after 30 minutes after bonding the adhesive sheet to the PMMA plate in an environment of 23°C and 65% RH. measured. More specifically, the adhesive strength to the PMMA plate is measured by the method described in Examples below.
- the substrate is not particularly limited, and can be appropriately selected according to the intended use, mode of use, etc. of the pressure-sensitive adhesive sheet.
- Non-limiting examples of substrates that can be used include polyolefin films based on polyolefins such as polypropylene and ethylene-propylene copolymers, polyester films based on polyesters such as polyethylene terephthalate and polybutylene terephthalate, Polyvinyl chloride film mainly composed of polyvinyl chloride, acrylic resins such as polymethyl methacrylate (PMMA), cellulose resins such as triacetyl cellulose (TAC), polycarbonate, polysulfone, polyarylate, polyphenylene sulfide (PPS) , polyamide (nylon), wholly aromatic polyamide (aramid), polyimide (PI), transparent polyimide resin, polyamideimide (PAI), polyetheretherketone (PEEK), polyethersulfone (PES), norbornene resin, etc.
- PMMA polymethyl methacrylate
- TAC triacetyl cellulose
- PPS polycarbonate
- PPS polysulfone
- Plastic films such as polyolefin resin, ethylene-vinyl acetate copolymer (EVA), polyurethane (PU); foam sheets made of foam such as polyurethane foam, polyethylene foam, polychloroprene foam; Natural fibers such as cotton, synthetic fibers such as polyester and vinylon, semi-synthetic fibers such as acetate, etc.) woven fabric and non-woven fabric by single or blended spinning; Paper such as Japanese paper, fine paper, kraft paper, crepe paper metal foil such as aluminum foil and copper foil; and the like. A base material having a structure in which these are combined may be used.
- the thickness of the base material is not particularly limited, and can be selected according to the purpose of use, mode of use, and the like.
- the thickness of the base material may be, for example, 500 ⁇ m or less, preferably 300 ⁇ m or less from the viewpoint of handling and workability of the pressure-sensitive adhesive sheet, may be 150 ⁇ m or less, or may be 100 ⁇ m or less, It may be 50 ⁇ m or less, 25 ⁇ m or less, or 10 ⁇ m or less.
- the thickness of the substrate may be, for example, 2 ⁇ m or more, 10 ⁇ m or more, or 25 ⁇ m or more.
- the surface of the substrate on which the pressure-sensitive adhesive layer is to be laminated may be subjected to corona discharge treatment, plasma treatment, ultraviolet irradiation treatment, acid treatment, alkali treatment, or application of a primer to form an undercoat layer, if necessary.
- Conventionally known surface treatments such as forming may be applied.
- Such a surface treatment may be a treatment for improving the anchoring property of the pressure-sensitive adhesive layer to the substrate.
- the composition of the primer used for forming the undercoat layer is not particularly limited, and can be appropriately selected from known ones.
- the thickness of the undercoat layer is not particularly limited, it is usually suitably about 0.01 ⁇ m to 1 ⁇ m, preferably about 0.1 ⁇ m to 1 ⁇ m.
- Other treatments that can be applied to the substrate as necessary include antistatic layer forming treatment, colored layer forming treatment, printing treatment, and the like. These treatments can be applied singly or in combination.
- the thickness of the pressure-sensitive adhesive sheet may be, for example, 1000 ⁇ m or less, 350 ⁇ m or less, 200 ⁇ m or less, or 120 ⁇ m or less, It may be 75 ⁇ m or less, or may be 50 ⁇ m or less.
- the thickness of the pressure-sensitive adhesive sheet may be, for example, 10 ⁇ m or more, 25 ⁇ m or more, 80 ⁇ m or more, or 130 ⁇ m or more from the viewpoint of handleability.
- the thickness of the pressure-sensitive adhesive sheet refers to the thickness of the portion to be adhered to the adherend. For example, in the pressure-sensitive adhesive sheet 2 having the configuration shown in FIG. .
- the pressure-sensitive adhesive sheet disclosed herein can be used for fixing, joining, molding, decorating, protecting, supporting, etc., members constituting various products.
- Materials constituting at least the surface of the member include, for example, glass such as alkali glass and alkali-free glass; metal materials such as stainless steel (SUS) and aluminum; acrylic resin, ABS resin, polycarbonate resin, polystyrene resin, polyimide, and the like. resin material;
- the member can be, for example, a member that constitutes various mobile devices (portable devices), automobiles, home electric appliances, and the like.
- optical use is optical use. More specifically, for example, the optical pressure-sensitive adhesive sheet disclosed herein is used for bonding optical members (for bonding optical members) or for manufacturing products (optical products) using the optical members. A pressure-sensitive adhesive sheet can be preferably used.
- the optical member is a member having optical properties (e.g., polarization, light refraction, light scattering, light reflection, light transmission, light absorption, light diffraction, optical rotation, visibility, etc.). say.
- the optical member is not particularly limited as long as it is a member having optical properties.
- a member constituting a device such as a display device (image display device) or an input device, or used for these devices.
- Members include, for example, polarizing plates, wave plates, retardation plates, optical compensation films, brightness enhancement films, light guide plates, reflective films, antireflection films, hard coat (HC) films, impact absorption films, antifouling films, Photochromic films, light control films, transparent conductive films (ITO films), design films, decorative films, surface protection plates, prism sheets, lenses (e.g. microlens sheets), color filters, transparent substrates, and laminates of these (These may be collectively referred to as "functional films”.) and the like.
- the above-mentioned "plate” and “film” include forms such as plate-like, film-like, and sheet-like, respectively.
- polarizing film includes “polarizing plate”, “polarizing sheet”, and the like. .
- Examples of the display device include a liquid crystal display device, an organic EL (electroluminescence) display device, a PDP (plasma display panel), electronic paper, and the like. Moreover, a touch panel etc. are mentioned as said input device.
- the adhesive sheet disclosed here may be used temporarily in the process of manufacturing or processing various products or members, and may be used as a process material that is not incorporated into the final product.
- it can be preferably used as an adhesive sheet for semiconductor processing (eg, dicing tape, back grind tape, etc.).
- Example 1> (Preparation of adhesive composition) A reaction vessel equipped with a condenser, a nitrogen inlet, a thermometer and a stirrer was charged with 95 parts of n-butyl acrylate (BA), 5 parts of acrylic acid (AA), 150 parts of ethyl acetate as a polymerization solvent, and polymerization. 0.2 part of azobisisobutyronitrile (AIBN) as an initiator was added, and after stirring for 1 hour while introducing nitrogen gas, the temperature was raised to 63° C. and the mixture was reacted for 6 hours, and ethyl acetate was added.
- BA n-butyl acrylate
- AA acrylic acid
- ethyl acetate a polymerization solvent
- AIBN azobisisobutyronitrile
- polymer P1 an acrylic polymer having a solid concentration of 40%.
- the weight average molecular weight (Mw) of polymer P1 was 600,000.
- curable resin R1 urethane acrylate resin, Mw: 5540, Tg 1 : 2.1 ° C., Tg 2 : 44.5 ° C., the number of reactive functional groups : 6 to 10
- 1-[4-(2-hydroxyethyl)-phenyl]-2-hydroxy-2-methylpropanone (trade name “Omnirad2959”, manufactured by IGM Resins) as a photoinitiator.
- the pressure-sensitive adhesive composition C1 obtained above was applied to a polyethylene terephthalate (PET) film having a thickness of 38 ⁇ m (trade name “MRF38”, manufactured by Mitsubishi Chemical Corporation, hereinafter also referred to as “release liner L1”) subjected to silicone release treatment. It was applied to the release-treated surface so that the thickness after drying was 25 ⁇ m, and dried at 145° C. for 3 minutes. This was adhered to the release-treated surface of a 38 ⁇ m PET film (trade name “MRE38”, manufactured by Mitsubishi Chemical Co., Ltd., hereinafter also referred to as “release liner L2”) that had been subjected to silicone release treatment.
- PET polyethylene terephthalate
- the pressure-sensitive adhesive sheet S1 (substrate-less pressure-sensitive adhesive sheet consisting of a UV-curable pressure-sensitive adhesive layer with a thickness of 25 ⁇ m) according to Example 1 was formed into a pressure-sensitive adhesive sheet with a release liner protected by the release liners L1 and L2. Obtained.
- Example 2 Except for using a curable resin R2 (urethane acrylate resin, Mw: 8430, Tg1 : 12.4°C, Tg2 : 66.4°C, number of reactive functional groups: 2) instead of the curable resin R1.
- Adhesive composition C2 was prepared in the same manner as composition C1.
- Adhesive sheet S2 according to Example 2 (a base material comprising a UV curable adhesive layer having a thickness of 25 ⁇ m) was prepared in the same manner as in the production of PSA sheet S1, except that PSA composition C2 was used instead of PSA composition C1. Less pressure-sensitive adhesive sheet) was obtained in the form of a pressure-sensitive adhesive sheet with a release liner.
- Curing resin R3 (urethane acrylate resin, Mw: 4100, Tg 1 : 3.7°C, Tg 2 : 55.9°C, number of reactive functional groups: 9, trade name “UV-7620EA” instead of curable resin R1) ", manufactured by Mitsubishi Chemical Corporation), curable resin R4 (urethane acrylate resin, Mw: 11000, Tg 1 : -22.8 ° C., number of reactive functional groups: 9, trade name "UV-7610B", manufactured by Mitsubishi Chemical Corporation) , curable resin R5 (urethane acrylate resin, Mw: 2400, Tg 1 : -17.2 ° C., number of reactive functional groups: 3, trade name "UV-7550B", manufactured by Mitsubishi Chemical) or curable resin R6 (urethane Acrylate resin, Mw: 2000, Tg 1 : ⁇ 30.5° C., Number of reactive functional groups: 10, trade name “UV-1700B”, manufactured by Mitsubishi Chemical Corporation) was used, but the same as the preparation of
- Adhesive sheets S3 to S6 according to each example of Examples 3 to 6 (all of which are thick A substrate-less pressure-sensitive adhesive sheet consisting of a UV-curable pressure-sensitive adhesive layer with a thickness of 25 ⁇ m was obtained in the form of a pressure-sensitive adhesive sheet with a release liner.
- Adhesive sheet S7 according to Example 7 was prepared in the same manner as in the production of adhesive sheet S1, except that adhesive composition C7 was used instead of adhesive composition C1. ) was obtained in the form of an adhesive sheet with a release liner.
- PSA compositions C8 to C13 were prepared in the same manner as the PSA compositions C1 to C6, except that the amount of the curable resins R1 to R6 used was changed to 30 parts relative to 100 parts of the polymer P1.
- Adhesive sheets S8 to S13 according to each example of Examples 8 to 13 (all of which are thick A substrate-less pressure-sensitive adhesive sheet consisting of a UV-curable pressure-sensitive adhesive layer with a thickness of 25 ⁇ m was obtained in the form of a pressure-sensitive adhesive sheet with a release liner.
- the cylindrical measurement sample was set in a tensile compression tester (device name “AGS-50NX”, manufactured by Shimadzu Corporation), the distance between chucks was 10 mm, and the tensile speed was It was elongated in the axial direction of the cylinder under the condition of 50 mm/min.
- F measurement load (N)
- the UV irradiation was performed using an LED lamp (manufactured by Quark Technology Co., Ltd., peak illuminance: 200 mW/cm 2 , integrated light intensity: 1500 mJ/cm 2 (wavelength: 265 to 365 nm)).
- the UV illuminance was measured using a UV Power Puck (manufactured by Fusion UV Systems Japan Co., Ltd.).
- the UV irradiation was performed using an LED lamp (manufactured by Quark Technology Co., Ltd., peak illuminance: 200 mW/cm 2 , integrated light intensity: 1500 mJ/cm 2 (wavelength: 265 to 365 nm)).
- the UV illuminance was measured using a UV Power Puck (manufactured by Fusion UV Systems Japan Co., Ltd.).
- the release liner L2 was peeled off from the adhesive sheet according to each example, and the exposed adhesive layer was laminated to an acrylic resin film having a thickness of 30 ⁇ m and a minimum transmittance of 35% at a wavelength of 265 to 365 nm.
- a test piece was cut into a size of 100 mm in length.
- the release liner L1 was peeled off from this test piece, and the exposed adhesive layer was attached to a polymethyl methacrylate (PMMA) plate (thickness: 2 mm, trade name: "Acrylite", manufactured by Mitsubishi Chemical Corporation).
- PMMA polymethyl methacrylate
- a 2-kg roller was reciprocated once for pressure bonding during bonding.
- the tensile elastic modulus E1 of the curable pressure-sensitive adhesive layers of Examples 1 to 3 and 8 to 10 containing the curable resins R1 to R3 corresponding to resin A is It was equal to or greater than the pressure-sensitive adhesive layer of Example 7 without the adhesive layer. All of the curable adhesive layers of Examples 1-3 and 8-10 could be cured by UV irradiation to increase the tensile modulus (ie E1 ⁇ E2). In addition, the adhesive sheets according to Examples 1 to 3 and 8 to 10 exhibited approximately the same or higher adhesive strength than the adhesive sheet of Example 7, which was composed of an adhesive layer containing no curable resin.
- Example 14 100 parts of 2-ethylhexyl acrylate (2EHA), 4 parts of AA, 0.2 parts of AIBN as a polymerization initiator, and ethyl acetate as a polymerization solvent were placed in a reaction vessel equipped with a condenser, nitrogen inlet, thermometer and stirrer. was added, and a polymerization reaction was carried out at 60° C. under a nitrogen gas stream to obtain a 35% ethyl acetate solution of an acrylic polymer having an Mw of about 600,000 (hereinafter referred to as “polymer P2”).
- polymer P2 an acrylic polymer having an Mw of about 600,000
- curable resin R1 and 1-[4-(2-hydroxyethyl)-phenyl]-2-hydroxy-2- 1.0 part of methylpropanone (trade name "Omnirad2959", manufactured by IGM Resins) and 1.0 part of isocyanurate of hexamethylene diisocyanate (trade name "Coronate HX", manufactured by Tosoh Corporation) as a cross-linking agent were added.
- a solvent-based adhesive composition C14 was prepared uniformly to prepare a solvent-based adhesive composition C14.
- the pressure-sensitive adhesive composition C14 obtained above was applied to the release-treated surface of the release liner L1 so that the thickness after drying was 25 ⁇ m, and dried at 145° C. for 3 minutes.
- the pressure-sensitive adhesive sheet S14 (substrate-less pressure-sensitive adhesive sheet consisting of a UV-curable pressure-sensitive adhesive layer with a thickness of 25 ⁇ m) according to Example 14 was formed in the form of a pressure-sensitive adhesive sheet with a release liner protected by the release liners L1 and L2. Obtained.
- a pressure-sensitive adhesive composition C15 was prepared in the same manner as the pressure-sensitive adhesive composition C14, except that the amount of the curable resin R1 used was changed to 30 parts per 100 parts of the polymer P2.
- Adhesive sheet S15 according to Example 15 (a base material comprising a UV-curable adhesive layer having a thickness of 25 ⁇ m) was prepared in the same manner as in the preparation of adhesive sheet S14, except that adhesive composition C15 was used instead of adhesive composition C14. A non-stick adhesive sheet) was obtained.
- Adhesive Composition C16 was prepared in the same manner as Adhesive Composition C14, except that the curable resin and photoinitiator were not used.
- Adhesive sheet S16 according to Example 16 (substrate-less adhesive sheet comprising an adhesive layer having a thickness of 25 ⁇ m) was prepared in the same manner as in the production of adhesive sheet S14, except that adhesive composition C16 was used instead of adhesive composition C14. ).
- the tensile elastic modulus E1 of the curable pressure-sensitive adhesive layers of Examples 14 and 15 containing the curable resin R1 corresponding to resin A is lower than that of the pressure-sensitive adhesive layer of Example 16 that does not contain the curable resin. It was equal to or higher than the tensile modulus E1. All of the curable adhesive layers of Examples 14-15 could be cured by UV irradiation to increase the tensile modulus.
- the pressure-sensitive adhesive sheets of Examples 1 to 3, 8 to 10, and 14 to 15 all have moderate tackiness on the surface of the curable pressure-sensitive adhesive layer, and are easily adhered to adherends such as polymethyl methacrylate (PMMA) plates. It was possible to bond to .
- adherends such as polymethyl methacrylate (PMMA) plates. It was possible to bond to .
- Example 17> A reaction vessel equipped with a condenser, nitrogen inlet, thermometer and stirrer was charged with 74.6 parts BA, 18.6 parts N-acryloylmorpholine (ACMO), 6.5 parts AA, 4-hydroxybutyl acrylate (4HBA ), 0.1 part of AIBN as a polymerization initiator, and ethyl acetate as a polymerization solvent in an amount that makes the total monomer content 50%, and maintained at around 58° C. under nitrogen gas flow.
- a polymerization reaction was carried out for 8 hours. Here, after 2 hours had passed since the initiation of the polymerization reaction, ethyl acetate was added dropwise over 3 hours so that the solid content reached 35%.
- polymer P3 a 35% ethyl acetate solution of an acrylic polymer having an Mw of about 2,500,000 (hereinafter referred to as "polymer P3") was obtained.
- the pressure-sensitive adhesive composition C17 obtained above was applied to the release-treated surface of the release liner L1 so that the thickness after drying was 25 ⁇ m, and dried at 145° C. for 3 minutes. This was attached to the release-treated surface of the release liner L2.
- the pressure-sensitive adhesive sheet S17 substrate-less pressure-sensitive adhesive sheet consisting of a UV-curable pressure-sensitive adhesive layer with a thickness of 25 ⁇ m
- Example 17 was formed in the form of a pressure-sensitive adhesive sheet with a release liner protected by the release liners L1 and L2. Obtained.
- Adhesive Composition C18 was prepared in the same manner as Adhesive Composition C17, except that the curable resin and photoinitiator were not used.
- Adhesive sheet S18 according to Example 18 (substrate-less adhesive sheet comprising an adhesive layer having a thickness of 25 ⁇ m) was prepared in the same manner as in the production of adhesive sheet S17, except that adhesive composition C18 was used instead of adhesive composition C17. ).
- the tensile elastic modulus E1 of the curable pressure-sensitive adhesive layer of Example 17 containing the curable resin R1 corresponding to resin A is the same as the tensile elastic modulus E1 of the pressure-sensitive adhesive layer of Example 18 that does not contain the curable resin. It was equal to or better than the rate E1.
- the curable pressure-sensitive adhesive layer of Example 17 can be cured by UV irradiation to increase the tensile modulus, and has approximately the same adhesive strength as the pressure-sensitive adhesive sheet of Example 18, which is composed of a pressure-sensitive adhesive layer that does not contain a curable resin. Indicated.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
Abstract
Description
本出願は、2021年8月20日に出願された日本国特許出願2021-135181号に基づく優先権を主張しており、その出願の全内容は本明細書中に参照として組み入れられている。
なお、以下の図面において、同じ作用を奏する部材・部位には同じ符号を付して説明することがあり、重複する説明は省略または簡略化することがある。また、図面に記載の実施形態は、本発明を明瞭に説明するために模式化されており、実際に提供される製品のサイズや縮尺を必ずしも正確に表したものではない。
また、この明細書において「(メタ)アクリロイル」とは、アクリロイルおよびメタクリロイルを包括的に指す意味である。同様に、「(メタ)アクリレート」とはアクリレートおよびメタクリレートを、「(メタ)アクリル」とはアクリルおよびメタクリルを、それぞれ包括的に指す意味である。したがって、ここでいうアクリル系モノマーの概念には、アクリロイル基を有するモノマー(アクリル系モノマー)とメタクリロイル基を有するモノマー(メタクリル系モノマー)との両方が包含され得る。
ここに開示される粘着シートの一構成例を図1に示す。この粘着シート1は、活性エネルギー線硬化性粘着剤層10からなる基材レス両面粘着シートである。使用前(被着体への貼付け前)の粘着シート1は、例えば図1に示すように、粘着剤層10の各面10A,10Bが、少なくとも該粘着剤層側が剥離性表面(剥離面)となっている剥離ライナー31,32で保護された、剥離ライナー付き粘着シート50の形態であり得る。あるいは、剥離ライナー31の背面(粘着剤側とは反対側の表面)が剥離面となっており、剥離ライナー31の背面に粘着面10Bが当接するように巻回または積層されることで粘着面10A,10Bが保護された形態であってもよい。
ここに開示される粘着シートは、ベースポリマーと、活性エネルギー線硬化性樹脂であってDSC測定において0℃以上のガラス転移温度を有する樹脂Aと、を含む粘着剤により構成された活性エネルギー線硬化性粘着剤層を含む構成を有する。本明細書において「活性エネルギー線」とは、紫外線(UV)、可視光線、赤外線のような光や、α線、β線、γ線、電子線、中性子線、X線のような放射線等を含む概念である。
官能基Xと官能基Yとの組合せの例としては、カルボキシ基とエポキシ基との組合せ、カルボキシ基とアジリジル基との組合せ、水酸基とイソシアネート基との組合せ等が挙げられる。なかでも、反応追跡性の観点から、水酸基とイソシアネート基との組合せが好ましい。また、上記官能基X,Yの組合せは、炭素-炭素二重結合を有するポリマーが得られる組合せであれば、上記組合せ中における一方の官能基を官能基Xとし、他方を官能基Yとしてもよく、あるいは上記一方の官能基を官能基Yとし、上記他方の官能基を官能基Xとしてもよい。例えば、水酸基とイソシアネート基との組合せで説明すると、官能基Xが水酸基、官能基Yがイソシアネート基であってもよく、官能基Xがイソシアネート基、官能基Yが水酸基であってもよい。(メタ)アクリロイル基を有するアクリル系重合体の一好適例として、水酸基を有するアクリル系重合体に、イソシアネート基と(メタ)アクリロイル基とを有する化合物(例えば、2-メタクリロイルオキシエチルイソシアネート)を反応させた構造を有するものが挙げられる。
ここに開示される技術における樹脂Aとしては、上述のような活性エネルギー線硬化性樹脂のうち所定の条件を満たすもの、具体的にはDSC測定において0℃以上のガラス転移温度(Tg)を有するものが用いられる。かかる樹脂Aを硬化性成分として用いることにより、該樹脂Aの配合による硬さの低下を抑制しつつ、粘着剤層に活性エネルギー線硬化性を付与することができる。ここで、活性エネルギー線硬化性樹脂のDSC測定によるガラス転移温度は、以下の方法で求められる。後述の実施例においても同様である。
[GPC条件]
サンプル濃度:0.2重量%(N,N-ジメチルホルムアミド溶液)
サンプル注入量:40μL
溶離液:10mM-LiBr(臭化リチウム)/N,N-ジメチルホルムアミド(DMF)
流量(流速):0.4mL/分
カラム温度(測定温度):40℃
カラム:
サンプルカラム:商品名「TSKgel SuperAWM-H」1本+商品名「TSKgel SuperAW4000」+商品名「TSKgel SuperAW2500」3本」(東ソー社製)
リファレンスカラム:商品名「TSKgel SuperAWM-H」+商品名「TSKgel SuperAW4000」+商品名「TSKgel SuperAW2500」3本(東ソー社製)
検出器:示差屈折計(RI)
標準試料:ポリスチレン
ここに開示される技術において、硬化性粘着剤層のベースポリマーは特に限定されず、例えばアクリル系ポリマー、ゴム系ポリマー、シリコーン系ポリマー、ポリエステル、ポリウレタン、ポリエーテル、ポリアミド、フッ素系ポリマー等であり得る。例えば、樹脂Aが(メタ)アクリロイル基を有する活性エネルギー線硬化性樹脂である態様において、ベースポリマーとしてアクリル系ポリマーを好ましく採用し得る。以下、アクリル系ポリマーをベースポリマーとする粘着剤および該粘着剤により形成された粘着剤層を有する粘着シートについて主に説明するが、ここに開示される粘着シートはこれに限定されない。
CH2=C(R1)COOR2 (1)
ここで、上記式(1)中のR1は水素原子またはメチル基である。また、R2は炭素原子数1~20(以下、このような炭素原子数の範囲を「C1-20」と表すことがある。)の鎖状アルキル基である。粘着剤の貯蔵弾性率等の観点から、R2がC1-14の鎖状アルキル基であるアルキル(メタ)アクリレートが好ましく、R2がC1-10の鎖状アルキル基であるアルキル(メタ)アクリレートがより好ましい。
モノマー成分全体に占めるC1-4アルキル(メタ)アクリレートの割合は、例えば50重量%以上であってよく、70重量%以上でもよく、85重量%以上でもよく、93重量%以上でもよく、また、架橋性や凝集性の観点から99.5重量%以下であってよく、97重量%以下でもよく、95重量%以下でもよい。
モノマー成分全体に占めるC5-20アルキル(メタ)アクリレートの割合は、例えば50重量%以上であってよく、70重量%以上でもよく、85重量%以上でもよく、93重量%以上でもよく、また、架橋性や凝集性の観点から99.5重量%以下であってよく、97重量%以下でもよく、95重量%以下でもよい。
酸無水物基含有モノマー:例えば、無水マレイン酸、無水イタコン酸。
水酸基含有モノマー:例えば2-ヒドロキシエチル(メタ)アクリレート、2-ヒドロキシプロピル(メタ)アクリレート、3-ヒドロキシプロピル(メタ)アクリレート、4-ヒドロキシブチル(メタ)アクリレート、6-ヒドロキシヘキシル(メタ)アクリレート、8-ヒドロキシオクチル(メタ)アクリレート、10-ヒドロキシデシル(メタ)アクリレート、12-ヒドロキシラウリル(メタ)アクリレートの等の、ヒドロキシアルキル(メタ)アクリレート;ビニルアルコール、アリルアルコール等の不飽和アルコール;その他、[4-(ヒドロキシメチル)シクロヘキシル]メチル(メタ)アクリレート、4-ヒドロキシブチルビニルエーテル、ポリプロピレングリコールモノ(メタ)アクリレート等。
アミド基含有モノマー:例えば(メタ)アクリルアミド、N,N-ジメチル(メタ)アクリルアミド、N-ブチル(メタ)アクリルアミド、N-メチロール(メタ)アクリルアミド、N-メチロールプロパン(メタ)アクリルアミド、N-メトキシメチル(メタ)アクリルアミド、N-ブトキシメチル(メタ)アクリルアミド。
アミノ基含有モノマー:例えばアミノエチル(メタ)アクリレート、N,N-ジメチルアミノエチル(メタ)アクリレート、t-ブチルアミノエチル(メタ)アクリレート。
エポキシ基を有するモノマー:例えばグリシジル(メタ)アクリレート、メチルグリシジル(メタ)アクリレート、アリルグリシジルエーテル。
シアノ基含有モノマー:例えばアクリロニトリル、メタクリロニトリル。
ケト基含有モノマー:例えばジアセトン(メタ)アクリルアミド、ジアセトン(メタ)アクリレート、ビニルメチルケトン、ビニルエチルケトン、アリルアセトアセテート、ビニルアセトアセテート。
窒素原子含有環を有するモノマー:例えばN-ビニル-2-ピロリドン、N-メチルビニルピロリドン、N-ビニルピリジン、N-ビニルピペリドン、N-ビニルピリミジン、N-ビニルピペラジン、N-ビニルピラジン、N-ビニルピロール、N-ビニルイミダゾール、N-ビニルオキサゾール、N-ビニルモルホリン、N-ビニル-ε-カプロラクタム、N-(メタ)アクリロイルモルホリン、N-ビニル-3-モルホリノン、N-ビニル-1,3-オキサジン-2-オン、N-ビニル-3,5-モルホリンジオン。
アルコキシシリル基含有モノマー:例えば3-(メタ)アクリロキシプロピルトリメトキシシラン、3-(メタ)アクリロキシプロピルトリエトキシシラン、3-(メタ)アクリロキシプロピルメチルジメトキシシラン、3-(メタ)アクリロキシプロピルメチルジエトキシシラン。
窒素原子含有モノマー:3.0重量部以上、5.0重量部以上、10.0重量部以上、15.0重量部以上、20.0重量部以上、25.0重量部以上、30.0重量部以上または35.0重量部以上であり、かつ、40.0重量部以下、35.0重量部以下、30.0重量部以下、25.0重量部以下、20.0重量部以下、15.0重量部以下、10.0重量部以下または5.0重量部以下。例えば、10.0重量部以上40.0重量部以下。
水酸基含有モノマー(例えば、上述した水酸基含有モノマーの1種または2種以上):0.02重量部以上、0.05重量部以上、0.75重量部以上、1.0重量部以上、2.0重量部以上、3.0重量部以上、4.0重量部以上、5.0重量部以上、6.0重量部以上、7.0重量部以上、8.0重量部以上または9.0重量部以上であり、かつ、20.0重量部以下、10.0重量部以下、9.0重量部以下、8.0重量部以下、7.0重量部以下、6.0重量部以下、5.0重量部以下、4.0重量部以下、3.0重量部以下、2.0重量部以下、1.0重量部以下、0.5重量部以下または0.1重量部以下。例えば、0.05重量部以上10.0重量部以下。あるいは、水酸基含有モノマーを使用しなくてもよい。すなわち、水酸基含有モノマーの使用量が0重量部でもよい。
カルボキシ基モノマー(例えば、上述したカルボキシ基含有モノマーの1種または2種以上):0.5重量部以上、1.0重量部以上、2.0重量部以上、3.0重量部以上、4.0重量部以上、5.0重量部以上、6.0重量部以上、7.0重量部以上、8.0重量部以上または9.0重量部以上であり、かつ、15.0重量部以下、10.0重量部以下、9.0重量部以下、8.0重量部以下、7.0重量部以下、6.0重量部以下、5.0重量部以下、4.0重量部以下、3.0重量部以下または2.0重量部以下。例えば、1.0重量部以上10.0重量部以下。あるいは、カルボキシ基含有モノマーを使用しなくてもよい。
アルキル(メタ)アクリレート(例えば、上記式(1)で表されるアルキル(メタ)アクリレートの1種または2種以上):(100重量部)-(共重合に使用される、アルキル(メタ)アクリレートモノマー以外のモノマーの合計量)を超えない範囲で、5.0重量部以上、10.0重量部以上、20.0重量部以上、30.0重量以上または40.0重量部以上であり、かつ、95.0重量部以下、90.0重量部以下、80.0重量部以下、70.0重量部以下、60.0重量部以下、50.0重量部以下、40.0重量部以下、35.0重量部以下、30.0重量部以下、25.0重量部以下、20.0重量部以下、15.0重量部以下、10.0重量部以下または5.0重量部以下。例えば、30.0重量部以上95.0重量部以下。あるいは、アルキル(メタ)アクリレートを使用しなくてもよい。
カルボキシ基含有モノマー(例えば、上述したカルボキシ基含有モノマーの1種または2種以上):0.5重量部以上、1.0重量部以上、2.0重量部以上、3.0重量部以上、4.0重量部以上、5.0重量部以上、6.0重量部以上、7.0重量部以上、8.0重量部以上または9.0重量部以上であり、かつ、15.0重量部以下、10.0重量部以下、9.0重量部以下、8.0重量部以下、7.0重量部以下、6.0重量部以下、5.0重量部以下、4.0重量部以下、3.0重量部以下または2.0重量部以下。例えば、1.0重量部以上10.0重量部以下。
アルキル(メタ)アクリレート(例えば、上記式(1)で表されるアルキル(メタ)アクリレートの1種または2種以上):85.0重量部以上、90.0重量部以上、91.0重量部以上、92.0重量部以上、93.0重量部以上、94.0重量部以上、95.0重量部以上、96.0重量部以上、97.0重量部以上または98.0重量部以上であって、かつ、99.5重量部以下、99.0重量部以下、98.0重量部以下、97.0重量部以下、96.0重量部以下、95.0重量部以下、94.0重量部以下、93.0重量部以下、92.0重量部以下または91.0重量部以下。例えば、90.0重量部以上99.0重量部以下。
さらに、カルボキシ基含有モノマー、アルキル(メタ)アクリレートおよび窒素原子含有モノマー以外のモノマー(例えば、水酸基含有モノマー、ビニルエステル系モノマー、シクロアルキル(メタ)アクリレート等)の1種または2種以上を、モノマーの合計量が100重量部を超えない限度で含んでいてもよく、含んでいなくてもよい。
1/Tg=Σ(Wi/Tgi)
上記Foxの式において、Tgは共重合体のガラス転移温度(単位:K)、Wiは該共重合体におけるモノマーiの重量分率(重量基準の共重合割合)、Tgiはモノマーiのホモポリマーのガラス転移温度(単位:K)を表す。
ここに開示される粘着シートのいくつかの態様において、活性エネルギー線硬化性粘着剤層は架橋していることが好ましい。例えば、ベースポリマーおよび適切な架橋剤を含む粘着剤組成物を用いることにより、上記ベースポリマーが上記架橋剤で架橋した硬化性粘着剤層を有する粘着シートを得ることができる。架橋剤の使用により、硬化性粘着剤層の引張弾性率(硬化前引張弾性率)や、該硬化性粘着剤層の硬化後における引張弾性率(硬化後引張弾性率)を調整することができる。
ここに開示される硬化性粘着剤層には、所望により光開始剤を含有させることができる。光開始剤は、光線(典型的には紫外線)を照射することにより励起、活性化してラジカルを生成し、硬化性粘着剤の硬化を促進する作用を有する。例えば、4-フェノキシジクロロアセトフェノン、4-t-ブチルジクロロアセトフェノン、ジエトキシアセトフェノン、2-ヒドロキシ-2-メチル-1-フェニルプロパン-1-オン、1-(4-イソプロピルフェニル)-2-ヒドロキシ-2-メチルプロパン-1-オン、1-(4-ドデシルフェニル)-2-ヒドロキシ-2-メチルプロパン-1-オン、4-(2-ヒドロキシエトキシ)フェニル(2-ヒドロキシ-2-プロピル)ケトン、1-ヒドロキシシクロヘキシルフェニルケトン、2-メチル-1-[4-(メチルチオ)フェニル]-2-モルフォリノプロパン-1等のアセトフェノン系光開始剤;ベンゾイン、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンゾインイソブチルエーテル、2,2-ジメトキシ-2-フェニルアセトフェノン等のベンゾイン系光開始剤;ベンゾフェノン、ベンゾイル安息香酸、ベンゾイル安息香酸メチル、4-フェニルベンゾフェノン、ヒドロキシベンゾフェノン、4-ベンゾイル-4’-メチルジフェニルサルファイド、3,3’-ジメチル-4-メトキシベンゾフェノン等のベンゾフェノン系光開始剤;チオキサントン、2-クロルチオキサントン、2-メチルチオキサントン、2,4-ジメチルチオキサントン、イソプロピルチオキサントン、2,4-ジクロロチオキサントン、2,4-ジエチルチオキサントン、2,4-ジイソプロピルチオキサントン等のチオキサントン系光開始剤;α-アシロキシムエステル、アシルホスフィンオキサイド、メチルフェニルグリオキシレート、ベンジル、カンファーキノン、ジベンゾスベロン、2-エチルアントラキノン、4’,4”-ジエチルイソフタロフェノン等の特殊光開始剤;等を挙げることができる。また、光開始剤として、アリルスルホニウムヘキサフルオロフォスフェート塩、スルホニウムヘキサフルオロフォスフェート塩類、およびビス(アルキルフェニル)イオドニウムヘキサフルオロフォスフェートなどの光カチオン系開始剤も用いることができる。光開始剤は、1種を単独でまたは2種以上を組み合わせて用いることができる。
ここに開示される硬化性粘着剤には、粘着付与剤を含有させてもよい。粘着付与剤としては、ロジン系粘着付与樹脂、テルペン系粘着付与樹脂、フェノール系粘着付与樹脂、炭化水素系粘着付与樹脂、ケトン系粘着付与樹脂、ポリアミド系粘着付与樹脂、エポキシ系粘着付与樹脂、エラストマー系粘着付与樹脂等の、公知の粘着付与樹脂を用いることができる。これらは1種を単独でまたは2種以上を組み合わせて用いることができる。粘着付与樹脂の使用量は特に限定されず、目的や用途に応じて適切な粘着性能が発揮されるように設定することができる。いくつかの態様において、粘着付与剤の使用量は、ベースポリマー100重量部に対して、例えば100重量部以下であり、好ましくは60重量部以下、より好ましくは40重量部以下であり、20重量部以下でもよく、10重量部以下でもよい。ここに開示される技術は、粘着付与剤を使用しない態様で好ましく実施され得る。
ここに開示される硬化性粘着剤は、本発明の効果が著しく妨げられない範囲で、レベリング剤、帯電防止剤、着色剤、老化防止剤、酸化防止剤、防腐剤等の、粘着剤組成物に使用され得る公知の添加剤を、必要に応じて含んでいてもよい。このような各種添加剤については、従来公知のものを常法により使用することができ、特に本発明を特徴づけるものではないので、詳細な説明は省略する。また、ここに開示される硬化性粘着剤は、本発明の効果が著しく妨げられない範囲で、樹脂A以外の硬化性樹脂をさらに含んでいてもよい。樹脂A以外の硬化性樹脂としては、上述した硬化性樹脂のうち樹脂Aに該当しないものが例示される。樹脂A以外の硬化性樹脂の使用量は、硬化性樹脂全体のうち、例えば50重量%以下、20重量%以下、10重量%以下、5重量%以下または1重量%以下であり得る。樹脂A以外の硬化性樹脂を使用しなくてもよい。
ここに開示される硬化性粘着剤層は、活性エネルギー線(例えばUV等の光)の照射により硬化し得るように構成されている。かかる硬化性粘着剤層は、上述のような成分を含む粘着剤組成物を用いて形成することができる。粘着剤組成物の形態は特に限定されず、例えば溶剤型、水分散型、ホットメルト型等の形態であり得る。なかでも溶剤型の粘着剤組成物が好ましい。例えば、溶剤型粘着剤組成物を適当な表面(剥離ライナーの剥離面や、後述する基材の表面等であり得る。)に塗布した後、乾燥(好ましくは、さらに架橋)させることにより、硬化性粘着剤を形成することができる。粘着剤組成物の塗布は、例えば、グラビアロールコーター、リバースロールコーター、キスロールコーター、ディップロールコーター、バーコーター、ナイフコーター、スプレーコーター等の、慣用のコーターを用いて実施することができる。
ここに開示される技術において、硬化性粘着剤層の引張弾性率、すなわち硬化前引張弾性率は、目的に応じて適切に設定され、特定の上限または下限による制約を必要としない。樹脂Aの使用により得られる利点を効果的に活かす観点から、硬化前引張弾性率は、例えば0.10MPa以上であってよく、0.13MPa以上でもよく、0.15MPa以上でもよく、0.18MPa以上でもよく、0.20MPa以上でもよい。より高い硬化前引張弾性率が求められる用途向けの粘着シートにおいて、硬化前引張弾性率は、例えば0.25MPa以上であってよく、0.30MPa以上であることが好ましく、0.35MPa以上であることがより好ましく、0.40MPa以上でもよく、0.45MPa以上でもよく、0.50MPa以上でもよく、0.60MPa以上でもよく、0.70MPa以上でもよく、0.80以上でもよく、0.90MPa以上でもよい。より高い硬化前引張弾性率が求められる用途の一例として、凹凸構造を表面に有する被着体に硬化性粘着剤層を貼り合わせた後に活性エネルギー線を照射して上記粘着剤層を硬化させる態様で用いられ、上記凹凸構造の凹部に粘着剤が侵入し過ぎないことが望ましい用途(例えば、上記被着体がプリズムシートやマイクロレンズシート等の光学シートである用途)が挙げられる。また、硬化性粘着剤層の被着体への貼り合わせ作業性等の観点から、いくつかの態様において、硬化前引張弾性率は、8.00MPa以下であることが適当であり、7.70MPa以下であることが好ましく、7.50MPa以下であることがより好ましく、7.00MPa以下でもよく、6.50MPa以下でもよく、6.00MPa以下でもよく、5.50MPa以下でもよく、5.00MPa以下でもよく、4.50MPa以下でもよく、4.00MPa以下でもよく、3.50MPa以下でもよく、3.00MPa以下でもよい。いくつかの態様では、被着体の表面形状への追従性を高める観点から、硬化前引張弾性率は、2.50MPa以下でもよく、2.00MPa以下でもよく、1.50MPa以下でもよく、1.00MPa以下でもよい。ここに開示される技術は、硬化前引張弾性率が1.00MPa未満、0.80MPa未満、0.50MPa未満または0.30MPa未満である態様でも好ましく実施することができる。
なお、硬化前引張弾性率および硬化後引張弾性率は、後述の実施例に記載の方法により測定される。
硬化性粘着剤層のゲル分率(以下、硬化前ゲル分率ともいう。)は、例えば5%以上であってよく、15%以上であってもよく、25%以上であってもよい。いくつかの態様では、硬化性粘着剤層の取扱い性や加工性の観点から、硬化前ゲル分率は、35%以上(例えば45%以上)であることが適当であり、50%超(例えば60%以上)であることが有利であり、70%以上であることが好ましい。いくつかの態様において、硬化前ゲル分率は、75%以上でもよく、80%以上でもよく、85%以上でもよく、90%以上でもよく、92%以上でもよく、94%以上でもよく、95%以上でもよい。また、硬化前ゲル分率の上限は、適切な硬化性やタックを発現しやすくする観点から、99%以下であることが適当であり、98%以下でもよく、97%以下でもよく、96%以下でもよく、95%以下でもよく、93%以下でもよく、90%以下でもよい。いくつかの態様において、硬化前ゲル分率は、88%以下でもよく、85%以下でもよく、80%以下でもよく、60%以下でもよく、50%以下でもよく、40%以下または30%以下でもよい。硬化前ゲル分率は、ベースポリマーの種類やMwの選択、樹脂Aの種類や使用量の選択、架橋剤等により調節することができる。
[ゲル分率の測定]
所定量(例えば約0.1g)の粘着剤サンプル(重量Wg1)を平均孔径0.2μmの多孔質ポリテトラフルオロエチレン膜(重量Wg2)で巾着状に包み、口を凧糸(重量Wg3)で縛る。上記多孔質ポリテトラフルオロエチレン膜としては、日東電工社から入手可能な商品名「ニトフロン(登録商標)NTF1122」(平均孔径0.2μm、気孔率75%、厚さ85μm)またはその相当品を使用する。
この包みを十分量(例えば約50mL)の酢酸エチルに浸し、室温(典型的には23℃)で7日間保持して粘着剤中のゾル分を上記膜外に溶出させた後、上記包みを取り出して外表面に付着している酢酸エチルを拭き取り、130℃で2時間乾燥させた後、該包みの重量(Wg4)を測定する。ゲル分率は、各値を以下の式に代入することにより求められる。
ゲル分率(%)=[(Wg4-Wg2-Wg3)/Wg1]×100
ここに開示される粘着シートは、被着体への貼り合わせに適した粘着性を有することが好ましい。例えば、ポリメチルメタクリレート板(以下、「PMMA板」ともいう。)に対して0.1N/20mm以上の粘着力を示すことが適当である。いくつかの態様において、上記PMMA板に対する粘着力は、0.3N/20mm以上(例えば0.5N/20mm以上)であることが好ましく、1.0N/20mm以上(例えば1.0N/20mm超または1.1N/20mm以上)であることがより好ましく、1.5N/20mm以上でもよく、2.0N/20mm以上でもよく、3.0N/20mm以上でもよく、4.0N/20mm以上でもよく、5.0N/20mm以上でもよく、6.0N/20mm以上でもよい。また、ここに開示される粘着シートのPMMA板に対する粘着力は、例えば25N/20mm以下であってよく、20N/20mm以下でもよく、15N/20mm以下でもよく、12N/20mm以下でもよく、10N/20mm以下でもよい。いくつかの態様において、例えばより高い硬化前引張弾性率との両立を容易とする等の観点から、硬化性粘着剤層のPMMA板に対する粘着力は、9.0N/20mm以下でもよく、8.0N/20mm以下でもよく、7.0N/20mm以下でもよい。
ここに開示される粘着シートが基材付き粘着シート(特記しない場合、基材付き片面粘着シートおよび基材付き両面粘着シートを包含する概念である。以下同じ。)の形態である場合、上記基材付き粘着シートにおける基材の材質は特に限定されず、粘着シートの使用目的や使用態様等に応じて適宜選択することができる。使用し得る基材の非限定的な例としては、ポリプロピレンやエチレン-プロピレン共重合体等のポリオレフィンを主成分とするポリオレフィンフィルム、ポリエチレンテレフタレートやポリブチレンテレフタレート等のポリエステルを主成分とするポリエステルフィルム、ポリ塩化ビニルを主成分とするポリ塩化ビニルフィルム、その他、ポリメチルメタクリレート(PMMA)等のアクリル系樹脂、トリアセチルセルロース(TAC)等のセルロース樹脂、ポリカーボネート、ポリサルフォン、ポリアリレート、ポリフェニレンサルファイド(PPS)、ポリアミド(ナイロン)、全芳香族ポリアミド(アラミド)、ポリイミド(PI)、透明ポリイミド樹脂、ポリアミドイミド(PAI)、ポリエーテルエーテルケトン(PEEK)、ポリエーテルスルホン(PES)、ノルボルネン系樹脂等の環状ポリオレフィン樹脂、エチレン-酢酸ビニル共重合体(EVA)、ポリウレタン(PU)等のプラスチックフィルム;ポリウレタンフォーム、ポリエチレンフォーム、ポリクロロプレンフォーム等の発泡体からなる発泡体シート;各種の繊維状物質(麻、綿等の天然繊維、ポリエステル、ビニロン等の合成繊維、アセテート等の半合成繊維等であり得る。)の単独または混紡等による織布および不織布;和紙、上質紙、クラフト紙、クレープ紙等の紙類;アルミニウム箔、銅箔等の金属箔;等が挙げられる。これらを複合した構成の基材であってもよい。
なお、粘着シートの厚さとは、被着体に貼り付けられる部分の厚さをいう。例えば図2に示す構成の粘着シート2では、粘着剤層の第1の表面(粘着面)10Aから基材20の第2面20Bまでの厚さを指し、剥離ライナー30の厚さは含まない。
ここに開示される粘着シートは、各種製品を構成する部材の固定、接合、成形、装飾、保護、支持等の用途に用いられ得る。上記部材の少なくとも表面を構成する材質は、例えば、アルカリガラスや無アルカリガラス等のガラス;ステンレス鋼(SUS)、アルミニウム等の金属材料;アクリル樹脂、ABS樹脂、ポリカーボネート樹脂、ポリスチレン樹脂、ポリイミド等の樹脂材料;等であり得る。上記部材は、例えば各種の携帯機器(ポータブル機器)、自動車、家電製品等を構成する部材であり得る。
<例1>
(粘着剤組成物の調製)
冷却管、窒素導入管、温度計および攪拌機を備えた反応容器に、アクリル酸n-ブチル(BA)95部と、アクリル酸(AA)5部と、重合溶媒としての酢酸エチル150部と、重合開始剤としてのアゾビスイソブチロニトリル(AIBN)0.2部とを投入し、窒素ガスを導入しながら1時間撹拌した後、63℃に昇温して6時間反応させ、酢酸エチルを加えて固形分濃度40%のアクリル系ポリマー(以下「ポリマーP1」という。)の溶液を得た。ポリマーP1の重量平均分子量(Mw)は60万であった。この溶液に、該溶液に含まれるポリマーP1の100部に対し、硬化性樹脂R1(ウレタンアクリレート樹脂、Mw:5540、Tg1:2.1℃、Tg2:44.5℃、反応性官能基数:6~10)を5部、光開始剤として1-[4-(2-ヒドロキシエチル)-フェニル]-2-ヒドロキシ-2-メチルプロパノン(商品名「Omnirad2959」、IGM Resins社製)を1.0部、架橋剤として1,3-ビス(N,N-ジグリシジルアミノメチル)シクロヘキサン(商品名「TETRAD-C」、三菱ガス化学社製)を0.2部加え、均一に混合して、溶剤型の粘着剤組成物C1を調製した。
上記で得られた粘着剤組成物C1を、シリコーン剥離処理した厚さ38μmのポリエチレンテレフタレート(PET)フィルム(商品名「MRF38」、三菱ケミカル社製。以下、「剥離ライナーL1」ともいう。)の剥離処理面に、乾燥後の厚さが25μmとなるように塗布し、145℃で3分間乾燥させた。これをシリコーン剥離処理した38μmのPETフィルム(商品名「MRE38」、三菱ケミカル社製。以下、「剥離ライナーL2」ともいう。)の剥離処理面に貼り合わせた。このようにして、例1に係る粘着シートS1(厚さ25μmのUV硬化性粘着剤層からなる基材レス粘着シート)を、剥離ライナーL1,L2により保護された剥離ライナー付き粘着シートの形態で得た。
硬化性樹脂R1に代えて硬化性樹脂R2(ウレタンアクリレート樹脂、Mw:8430、Tg1:12.4℃、Tg2:66.4℃、反応性官能基数:2)を使用した他は粘着剤組成物C1の調製と同様にして、粘着剤組成物C2を調製した。
粘着剤組成物C1に代えて粘着剤組成物C2を使用した他は粘着シートS1の作製と同様にして、例2に係る粘着シートS2(厚さ25μmのUV硬化性粘着剤層からなる基材レス粘着シート)を、剥離ライナー付き粘着シートの形態で得た。
硬化性樹脂R1に代えて、硬化性樹脂R3(ウレタンアクリレート樹脂、Mw:4100、Tg1:3.7℃、Tg2:55.9℃、反応性官能基数:9、商品名「UV-7620EA」、三菱ケミカル社製)、硬化性樹脂R4(ウレタンアクリレート樹脂、Mw:11000、Tg1:-22.8℃、反応性官能基数:9、商品名「UV-7610B」、三菱ケミカル社製)、硬化性樹脂R5(ウレタンアクリレート樹脂、Mw:2400、Tg1:-17.2℃、反応性官能基数:3、商品名「UV-7550B」、三菱ケミカル社製)または硬化性樹脂R6(ウレタンアクリレート樹脂、Mw:2000、Tg1:-30.5℃、反応性官能基数:10、商品名「UV-1700B」、三菱ケミカル社製)を使用した他は粘着剤組成物C1の調製と同様にして、粘着剤組成物C3~C6を調製した。
粘着剤組成物C1に代えて粘着剤組成物C3~C6をそれぞれ使用した他は粘着シートS1の作製と同様にして、例3~6の各例に係る粘着シートS3~S6(いずれも、厚さ25μmのUV硬化性粘着剤層からなる基材レス粘着シート)を、剥離ライナー付き粘着シートの形態で得た。
硬化性樹脂および光開始剤を使用しないことを除いては粘着剤組成物C1の調製と同様にして、粘着剤組成物C7を調製した。
粘着剤組成物C1に代えて粘着剤組成物C7を使用した他は粘着シートS1の作製と同様にして、例7に係る粘着シートS7(厚さ25μmの粘着剤層からなる基材レス粘着シート)を、剥離ライナー付き粘着シートの形態で得た。
100部のポリマーP1に対する硬化性樹脂R1~R6の使用量を30部に変更した他は粘着剤組成物C1~C6の調製と同様にして、粘着剤組成物C8~C13を調製した。
粘着剤組成物C1に代えて粘着剤組成物C8~C13をそれぞれ使用した他は粘着シートS1の作製と同様にして、例8~13の各例に係る粘着シートS8~S13(いずれも、厚さ25μmのUV硬化性粘着剤層からなる基材レス粘着シート)を、剥離ライナー付き粘着シートの形態で得た。
(引張弾性率)
[硬化前]
各例に係る粘着シートを、剥離ライナーL1,L2ごと幅30mm、長さ30mmのサイズに切り出して試料片を作製した。この試料片から剥離ライナーL2を剥がし、露出した粘着剤層(厚さ25μm)を断面積約0.75mm2の円筒状に丸めて測定用サンプルを作製した。
ε=(L1-L0)/L0 または
ε(%)=100×(L1-L0)/L0
ε:引張ひずみ(無次元の比または%)
L0:初めのチャック間距離(mm)
L1:伸長後のチャック間距離(mm)
引張応力σは、伸長前の測定用サンプルの断面積をもとに算出した。
σ=F/A
σ:引張応力(MPa)
F:測定荷重(N)
A:伸長前の測定用サンプルの断面積(mm2)
例1~6、8~13の粘着シート(硬化性粘着剤層)に紫外線を照射して硬化させた後、上述した硬化前引張弾性率E1の測定と同様にして、硬化後の粘着剤層の引張弾性率(硬化後引張弾性率)E2を算出した。結果を表1、2の「引張弾性率[MPa] 硬化後」の欄に示した。上記紫外線の照射は、LEDランプ(株式会社クォークテクノロジー製、ピーク照度:200mW/cm2、積算光量1500mJ/cm2(波長265~365nm))を使用して行った。紫外線の照度は、UV Power Puck(フュージョンUVシステムズ・ジャパン株式会社製)を使用して測定した。
[硬化前]
各例に係る粘着シートについて、上述した方法でゲル分率(硬化前ゲル分率)を測定した。結果を表1、2の該当欄に示した。
[硬化後]
例1~6、8~13の粘着シート(硬化性粘着剤層)に紫外線を照射して硬化させた後、同様にしてゲル分率(硬化後ゲル分率)を測定した。結果を表1、2の該当欄に示した。上記紫外線の照射は、LEDランプ(株式会社クォークテクノロジー製、ピーク照度:200mW/cm2、積算光量1500mJ/cm2(波長265~365nm))を使用して行った。紫外線の照度は、UV Power Puck(フュージョンUVシステムズ・ジャパン株式会社製)を使用して測定した。
各例に係る粘着シートから剥離ライナーL2を剥離し、露出した粘着剤層を、厚さ30μm、波長265~365nmにおける最小透過率が35%のアクリル系樹脂フィルムに貼り合わせた後、幅20mm、長さ100mmのサイズにカットしたものを試験片とした。この試験片から剥離ライナーL1を剥離し、露出した粘着剤層をポリメタクリル酸メチル(PMMA)板(厚さ2mm、商品名「アクリライト」、三菱ケミカル株式会社製)に貼り合わせた。貼り合せの際の圧着は、2kgのローラーを1往復させて行った。PMMA板への貼り合わせから30分後に、引張圧縮試験機(装置名「AGS-50NX」、株式会社島津製作所製)を用いて、引き剥がし速度300mm/分の条件で、PMMA板に対する180度引き剥がし粘着力[N/20mm]を測定した。


<例14>
冷却管、窒素導入管、温度計および攪拌機を備えた反応容器に、2-エチルヘキシルアクリレート(2EHA)100部と、AA4部と、重合開始剤としてのAIBN0.2部と、重合溶媒としての酢酸エチルとを投入して、窒素ガス気流下、60℃で重合反応を行って、Mwが約60万のアクリル系ポリマー(以下「ポリマーP2」という。)の35%酢酸エチル溶液を得た。この溶液に、該溶液に含まれるポリマーP2の100部に対し、硬化性樹脂R1を5部、光開始剤として1-[4-(2-ヒドロキシエチル)-フェニル]-2-ヒドロキシ-2-メチルプロパノン(商品名「Omnirad2959」、IGM Resins社製)を1.0部、架橋剤としてヘキサメチレンジイソシアネートのイソシアヌレート体(商品名「コロネートHX」、東ソー株式会社製)を1.0部加え、均一に混合して、溶剤型の粘着剤組成物C14を調製した。
上記で得られた粘着剤組成物C14を、剥離ライナーL1の剥離処理面に、乾燥後の厚さが25μmとなるように塗布し、145℃で3分間乾燥させた。これを剥離ライナーL2の剥離処理面に貼り合わせ、40℃で3日間のエージングを行った。このようにして、例14に係る粘着シートS14(厚さ25μmのUV硬化性粘着剤層からなる基材レス粘着シート)を、剥離ライナーL1,L2により保護された剥離ライナー付き粘着シートの形態で得た。
100部のポリマーP2に対する硬化性樹脂R1の使用量を30部に変更した他は粘着剤組成物C14の調製と同様にして、粘着剤組成物C15を調製した。
粘着剤組成物C14に代えて粘着剤組成物C15を使用した他は粘着シートS14の作製と同様にして、例15に係る粘着シートS15(厚さ25μmのUV硬化性粘着剤層からなる基材レス粘着シート)を得た。
硬化性樹脂および光開始剤を使用しないことを除いては粘着剤組成物C14の調製と同様にして、粘着剤組成物C16を調製した。
粘着剤組成物C14に代えて粘着剤組成物C16を使用した他は粘着シートS14の作製と同様にして、例16に係る粘着シートS16(厚さ25μmの粘着剤層からなる基材レス粘着シート)を得た。
実験例1と同様にして、各例に係る粘着シートの引張弾性率、ゲル分率および粘着力を評価した。結果を表3に示した。

<例17>
冷却管、窒素導入管、温度計および攪拌機を備えた反応容器に、BA74.6部と、N-アクリロイルモルホリン(ACMO)18.6部と、AA6.5部と、4-ヒドロキシブチルアクリレート(4HBA)0.3部と、重合開始剤としてのAIBN0.1部と、重合溶媒としてモノマーの合計が50%になる量の酢酸エチルとを投入して、窒素ガス気流下、58℃付近に保って8時間重合反応を行った。ここで、重合反応開始より2時間経過した後に、酢酸エチルを3時間かけて、固形分が35%になるよう滴下した。このようにして、Mwが約250万のアクリル系ポリマー(以下「ポリマーP3」という。)の35%酢酸エチル溶液を得た。この溶液に、該溶液に含まれるポリマーP3の100部に対し、硬化性樹脂R1を3部、光開始剤として1-[4-(2-ヒドロキシエチル)-フェニル]-2-ヒドロキシ-2-メチルプロパノン(商品名「Omnirad2959」、IGM Resins社製)を1.0部、架橋剤として1,3-ビス(N,N-ジグリシジルアミノメチル)シクロヘキサン(商品名「TETRAD-C」、三菱ガス化学社製)を0.6部加え、溶剤型の粘着剤組成物C17を調製した。
上記で得られた粘着剤組成物C17を、剥離ライナーL1の剥離処理面に、乾燥後の厚さが25μmとなるように塗布し、145℃で3分間乾燥させた。これを剥離ライナーL2の剥離処理面に貼り合わせた。このようにして、例17に係る粘着シートS17(厚さ25μmのUV硬化性粘着剤層からなる基材レス粘着シート)を、剥離ライナーL1,L2により保護された剥離ライナー付き粘着シートの形態で得た。
硬化性樹脂および光開始剤を使用しないことを除いては粘着剤組成物C17の調製と同様にして、粘着剤組成物C18を調製した。
粘着剤組成物C17に代えて粘着剤組成物C18を使用した他は粘着シートS17の作製と同様にして、例18に係る粘着シートS18(厚さ25μmの粘着剤層からなる基材レス粘着シート)を得た。
実験例1と同様にして、各例に係る粘着シートの引張弾性率、ゲル分率および粘着力を評価した。結果を表4に示した。
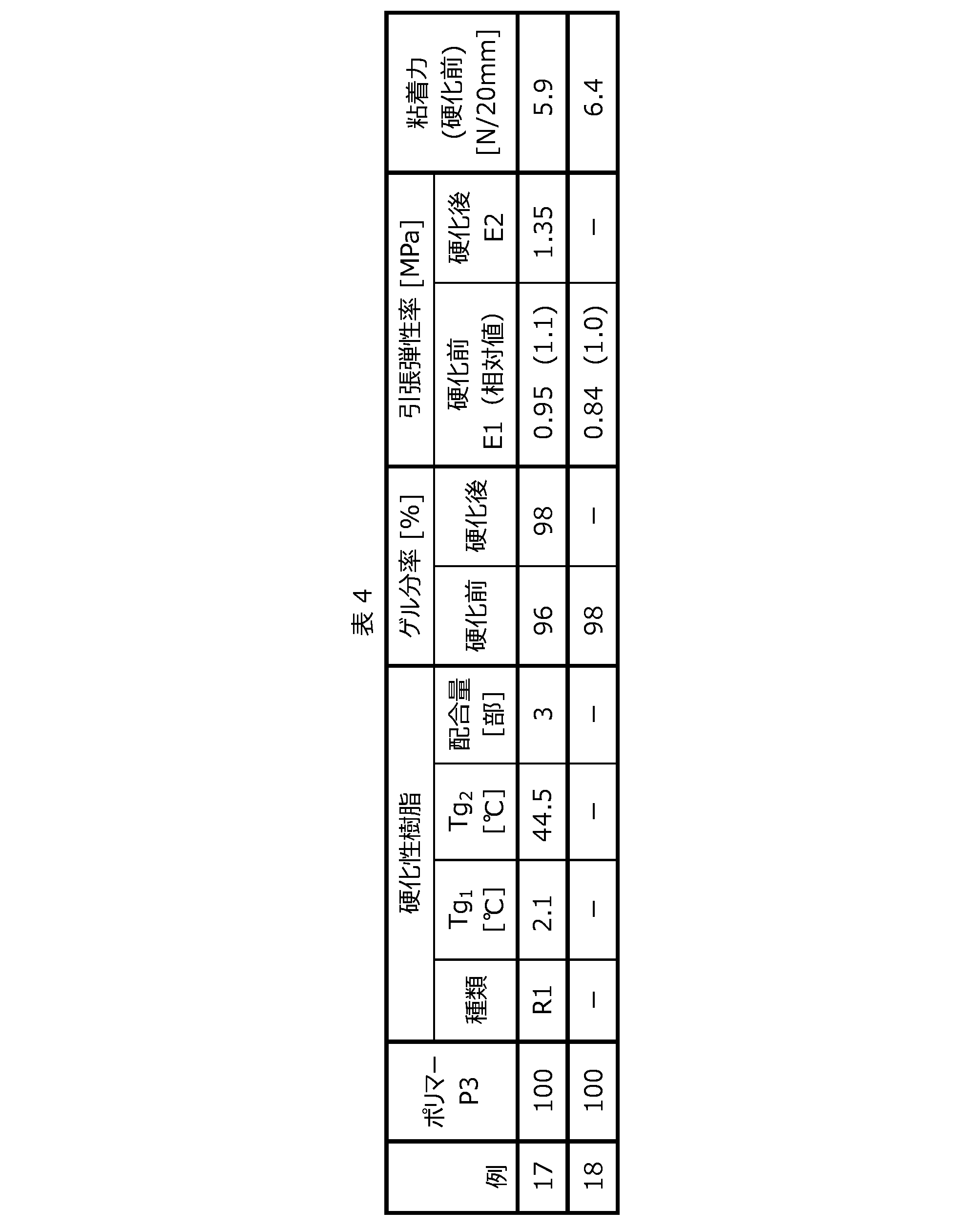
10 活性エネルギー線硬化性粘着剤層
10A 一方の表面(粘着面)
10B 他方の表面
20 基材
20A 第一面
20B 第二面(背面)
30,31,32 剥離ライナー
50 剥離ライナー付き粘着シート
Claims (10)
- 活性エネルギー線硬化性粘着剤層を含む粘着シートであって、
前記粘着剤層を構成する粘着剤は、ベースポリマーと樹脂Aとを含み、
前記樹脂Aは、DSC測定において0℃以上のガラス転移温度を有する活性エネルギー線硬化性樹脂である、粘着シート。 - 前記樹脂Aの重量平均分子量は3000以上である、請求項1に記載の粘着シート。
- 前記樹脂Aは、ウレタン樹脂、エポキシ樹脂およびアクリル系樹脂からなる群から選択される少なくとも1種である、請求項1または2に記載の粘着シート。
- 前記粘着剤における前記樹脂Aの含有量は1重量%以上70重量%以下である、請求項1~3のいずれか一項に記載の粘着シート。
- 前記粘着剤は光開始剤をさらに含む、請求項1~4のいずれか一項に記載の粘着シート。
- 前記粘着剤層の引張弾性率E1[MPa]と、該粘着剤層を活性エネルギー線により硬化させた後の引張弾性率E2[MPa]との関係が、次式:E2/E1≧1.1;を満たす、請求項1~5のいずれか一項に記載の粘着シート。
- 前記粘着剤層のゲル分率は70%以上である、請求項1~6のいずれか一項に記載の粘着シート。
- 前記粘着剤層の厚さは1.0μm以上100μm以下である、請求項1~7のいずれか一項に記載の粘着シート。
- 前記ベースポリマーはアクリル系ポリマーである、請求項1~8のいずれか一項に記載の粘着シート。
- 前記ベースポリマーの計算Tgは30℃未満である、請求項1~9のいずれか一項に記載の粘着シート。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020247008659A KR20240049313A (ko) | 2021-08-20 | 2022-08-18 | 점착 시트 |
| JP2023542435A JPWO2023022185A1 (ja) | 2021-08-20 | 2022-08-18 | |
| EP22858503.0A EP4389844A4 (en) | 2021-08-20 | 2022-08-18 | ADHESIVE SHEET |
| CN202280055096.4A CN117795028A (zh) | 2021-08-20 | 2022-08-18 | 粘合片 |
| US18/684,511 US20240392167A1 (en) | 2021-08-20 | 2022-08-18 | Pressure-sensitive adhesive sheet |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021135181 | 2021-08-20 | ||
| JP2021-135181 | 2021-08-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023022185A1 true WO2023022185A1 (ja) | 2023-02-23 |
Family
ID=85240796
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/031148 Ceased WO2023022185A1 (ja) | 2021-08-20 | 2022-08-18 | 粘着シート |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20240392167A1 (ja) |
| EP (1) | EP4389844A4 (ja) |
| JP (1) | JPWO2023022185A1 (ja) |
| KR (1) | KR20240049313A (ja) |
| CN (1) | CN117795028A (ja) |
| TW (1) | TW202319498A (ja) |
| WO (1) | WO2023022185A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024203369A1 (ja) * | 2023-03-31 | 2024-10-03 | 日東電工株式会社 | 粘着シート付き偏光フィルム、光学積層体及び画像表示装置 |
| WO2025083620A1 (en) * | 2023-10-20 | 2025-04-24 | 3M Innovative Properties Company | Tape including a curable adhesive film and related adhesive system and method |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003301147A (ja) | 2002-04-09 | 2003-10-21 | Nitto Denko Corp | 放射線硬化型粘着シート |
| WO2006118078A1 (ja) * | 2005-04-28 | 2006-11-09 | Toagosei Co., Ltd. | 活性エネルギー線硬化型接着剤組成物 |
| JP2007051271A (ja) | 2005-07-21 | 2007-03-01 | Nitto Denko Corp | 粘着剤組成物、両面粘着テープ、接着方法及び携帯用電子機器 |
| WO2012124389A1 (ja) * | 2011-03-17 | 2012-09-20 | リンテック株式会社 | エネルギー線硬化型粘着剤および粘着シート |
| WO2014003173A1 (ja) * | 2012-06-29 | 2014-01-03 | 東亞合成株式会社 | 活性エネルギー線硬化型粘接着剤組成物 |
| JP2018019022A (ja) | 2016-07-29 | 2018-02-01 | 日東電工株式会社 | ダイシングテープ一体型半導体裏面用フィルム、及び、半導体装置の製造方法 |
| WO2019139055A1 (ja) * | 2018-01-12 | 2019-07-18 | 株式会社有沢製作所 | 光硬化性粘着剤組成物及び粘着シート |
| JP2020041119A (ja) * | 2017-09-28 | 2020-03-19 | 日東電工株式会社 | 補強フィルム |
| WO2020166399A1 (ja) * | 2019-02-12 | 2020-08-20 | 日東電工株式会社 | 補強フィルム |
| JP2021024886A (ja) * | 2019-07-31 | 2021-02-22 | 株式会社リコー | 活性エネルギー線硬化型組成物、硬化物、および硬化物の製造方法 |
| JP2021135181A (ja) | 2020-02-27 | 2021-09-13 | キオクシア株式会社 | 計測装置及び方法 |
| JP2022083954A (ja) * | 2020-11-25 | 2022-06-06 | 住友ベークライト株式会社 | 粘着テープ |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3257391B2 (ja) * | 1996-03-18 | 2002-02-18 | 東洋インキ製造株式会社 | インクジェット記録液 |
| JP4443962B2 (ja) * | 2004-03-17 | 2010-03-31 | 日東電工株式会社 | ダイシング・ダイボンドフィルム |
| JP6222698B2 (ja) | 2014-02-21 | 2017-11-01 | 藤森工業株式会社 | 粘着フィルム及び表面保護フィルム |
| JP6632846B2 (ja) * | 2014-09-30 | 2020-01-22 | 日東電工株式会社 | 粘着シート |
| WO2018118767A1 (en) * | 2016-12-22 | 2018-06-28 | Avery Dennison Corporation | Convertible pressure sensitive adhesives comprising urethane (meth) acrylate oligomers |
-
2022
- 2022-08-18 JP JP2023542435A patent/JPWO2023022185A1/ja active Pending
- 2022-08-18 EP EP22858503.0A patent/EP4389844A4/en active Pending
- 2022-08-18 CN CN202280055096.4A patent/CN117795028A/zh active Pending
- 2022-08-18 WO PCT/JP2022/031148 patent/WO2023022185A1/ja not_active Ceased
- 2022-08-18 US US18/684,511 patent/US20240392167A1/en active Pending
- 2022-08-18 KR KR1020247008659A patent/KR20240049313A/ko active Pending
- 2022-08-19 TW TW111131302A patent/TW202319498A/zh unknown
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003301147A (ja) | 2002-04-09 | 2003-10-21 | Nitto Denko Corp | 放射線硬化型粘着シート |
| WO2006118078A1 (ja) * | 2005-04-28 | 2006-11-09 | Toagosei Co., Ltd. | 活性エネルギー線硬化型接着剤組成物 |
| JP2007051271A (ja) | 2005-07-21 | 2007-03-01 | Nitto Denko Corp | 粘着剤組成物、両面粘着テープ、接着方法及び携帯用電子機器 |
| WO2012124389A1 (ja) * | 2011-03-17 | 2012-09-20 | リンテック株式会社 | エネルギー線硬化型粘着剤および粘着シート |
| WO2014003173A1 (ja) * | 2012-06-29 | 2014-01-03 | 東亞合成株式会社 | 活性エネルギー線硬化型粘接着剤組成物 |
| JP2018019022A (ja) | 2016-07-29 | 2018-02-01 | 日東電工株式会社 | ダイシングテープ一体型半導体裏面用フィルム、及び、半導体装置の製造方法 |
| JP2020041119A (ja) * | 2017-09-28 | 2020-03-19 | 日東電工株式会社 | 補強フィルム |
| WO2019139055A1 (ja) * | 2018-01-12 | 2019-07-18 | 株式会社有沢製作所 | 光硬化性粘着剤組成物及び粘着シート |
| WO2020166399A1 (ja) * | 2019-02-12 | 2020-08-20 | 日東電工株式会社 | 補強フィルム |
| JP2021024886A (ja) * | 2019-07-31 | 2021-02-22 | 株式会社リコー | 活性エネルギー線硬化型組成物、硬化物、および硬化物の製造方法 |
| JP2021135181A (ja) | 2020-02-27 | 2021-09-13 | キオクシア株式会社 | 計測装置及び方法 |
| JP2022083954A (ja) * | 2020-11-25 | 2022-06-06 | 住友ベークライト株式会社 | 粘着テープ |
Non-Patent Citations (4)
| Title |
|---|
| "Catalogue of Organic Peroxides", May 2003, NOF CORPORATION |
| "Polymer Handbook", 1989, JOHN WILEY & SONS |
| KYOEISHA CHEMICAL CO. LTD. @: "Light acrylate", KYOEISHA CHEMICAL, KYOEISHA CHEMICAL CO., LTD, JP, 8 September 2022 (2022-09-08), JP, pages 1 - 7, XP093037248, Retrieved from the Internet <URL:http://www.kyoeisha.co.jp/product/kinou/lightacrylate.php> [retrieved on 20230404] * |
| See also references of EP4389844A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024203369A1 (ja) * | 2023-03-31 | 2024-10-03 | 日東電工株式会社 | 粘着シート付き偏光フィルム、光学積層体及び画像表示装置 |
| WO2025083620A1 (en) * | 2023-10-20 | 2025-04-24 | 3M Innovative Properties Company | Tape including a curable adhesive film and related adhesive system and method |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4389844A1 (en) | 2024-06-26 |
| US20240392167A1 (en) | 2024-11-28 |
| TW202319498A (zh) | 2023-05-16 |
| JPWO2023022185A1 (ja) | 2023-02-23 |
| CN117795028A (zh) | 2024-03-29 |
| KR20240049313A (ko) | 2024-04-16 |
| EP4389844A4 (en) | 2025-08-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102322553B1 (ko) | 점착 시트 | |
| JP7698971B2 (ja) | 両面粘着テープ | |
| JPWO2020013168A1 (ja) | 粘着シート | |
| JP7063690B2 (ja) | 粘着シート | |
| JP7125259B2 (ja) | 粘着シート | |
| WO2023022185A1 (ja) | 粘着シート | |
| JP7638640B2 (ja) | 補強用フィルム、光学部材および電子部材 | |
| JP2023006450A (ja) | 光学粘着剤層 | |
| KR20200123080A (ko) | 점착 테이프 | |
| JP7256809B2 (ja) | 粘着剤組成物および粘着テープ | |
| JP2024137835A (ja) | 光学粘着シート | |
| JP7166052B2 (ja) | 粘着シート | |
| JP7638639B2 (ja) | 補強用フィルム、光学部材および電子部材 | |
| JP7733976B2 (ja) | 補強用フィルム、光学部材および電子部材 | |
| JP2024041001A (ja) | 粘着シート | |
| WO2022054789A1 (ja) | 粘着シート | |
| KR20230002394A (ko) | 양면 점착 테이프 | |
| JP7645057B2 (ja) | 補強用フィルム、光学部材および電子部材 | |
| JP7321343B1 (ja) | 両面粘着シート | |
| JP7773851B2 (ja) | 粘着シート | |
| WO2024195839A1 (ja) | 光学粘着シート | |
| JP2024137836A (ja) | 光学粘着シート | |
| WO2024195838A1 (ja) | 光学粘着シート | |
| WO2024195835A1 (ja) | 光学粘着シート | |
| WO2024203752A1 (ja) | 補強用フィルム、光学部材および電子部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22858503 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280055096.4 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023542435 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18684511 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20247008659 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022858503 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022858503 Country of ref document: EP Effective date: 20240320 |