WO2023034334A1 - Catalyst component for propylene polymerization with improved catalyst performance - Google Patents
Catalyst component for propylene polymerization with improved catalyst performance Download PDFInfo
- Publication number
- WO2023034334A1 WO2023034334A1 PCT/US2022/042086 US2022042086W WO2023034334A1 WO 2023034334 A1 WO2023034334 A1 WO 2023034334A1 US 2022042086 W US2022042086 W US 2022042086W WO 2023034334 A1 WO2023034334 A1 WO 2023034334A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- catalyst component
- group
- carbon atoms
- alkyl
- electron donor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F110/00—Homopolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond
- C08F110/04—Monomers containing three or four carbon atoms
- C08F110/06—Propene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F2/00—Processes of polymerisation
- C08F2/02—Polymerisation in bulk
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F4/00—Polymerisation catalysts
- C08F4/42—Metals; Metal hydrides; Metallo-organic compounds; Use thereof as catalyst precursors
- C08F4/44—Metals; Metal hydrides; Metallo-organic compounds; Use thereof as catalyst precursors selected from light metals, zinc, cadmium, mercury, copper, silver, gold, boron, gallium, indium, thallium, rare earths or actinides
- C08F4/60—Metals; Metal hydrides; Metallo-organic compounds; Use thereof as catalyst precursors selected from light metals, zinc, cadmium, mercury, copper, silver, gold, boron, gallium, indium, thallium, rare earths or actinides together with refractory metals, iron group metals, platinum group metals, manganese, rhenium technetium or compounds thereof
- C08F4/62—Refractory metals or compounds thereof
- C08F4/64—Titanium, zirconium, hafnium or compounds thereof
- C08F4/646—Catalysts comprising at least two different metals, in metallic form or as compounds thereof, in addition to the component covered by group C08F4/64
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F4/00—Polymerisation catalysts
- C08F4/42—Metals; Metal hydrides; Metallo-organic compounds; Use thereof as catalyst precursors
- C08F4/44—Metals; Metal hydrides; Metallo-organic compounds; Use thereof as catalyst precursors selected from light metals, zinc, cadmium, mercury, copper, silver, gold, boron, gallium, indium, thallium, rare earths or actinides
- C08F4/60—Metals; Metal hydrides; Metallo-organic compounds; Use thereof as catalyst precursors selected from light metals, zinc, cadmium, mercury, copper, silver, gold, boron, gallium, indium, thallium, rare earths or actinides together with refractory metals, iron group metals, platinum group metals, manganese, rhenium technetium or compounds thereof
- C08F4/62—Refractory metals or compounds thereof
- C08F4/64—Titanium, zirconium, hafnium or compounds thereof
- C08F4/65—Pretreating the metal or compound covered by group C08F4/64 before the final contacting with the metal or compound covered by group C08F4/44
- C08F4/651—Pretreating with non-metals or metal-free compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F4/00—Polymerisation catalysts
- C08F4/42—Metals; Metal hydrides; Metallo-organic compounds; Use thereof as catalyst precursors
- C08F4/44—Metals; Metal hydrides; Metallo-organic compounds; Use thereof as catalyst precursors selected from light metals, zinc, cadmium, mercury, copper, silver, gold, boron, gallium, indium, thallium, rare earths or actinides
- C08F4/60—Metals; Metal hydrides; Metallo-organic compounds; Use thereof as catalyst precursors selected from light metals, zinc, cadmium, mercury, copper, silver, gold, boron, gallium, indium, thallium, rare earths or actinides together with refractory metals, iron group metals, platinum group metals, manganese, rhenium technetium or compounds thereof
- C08F4/62—Refractory metals or compounds thereof
- C08F4/64—Titanium, zirconium, hafnium or compounds thereof
- C08F4/65—Pretreating the metal or compound covered by group C08F4/64 before the final contacting with the metal or compound covered by group C08F4/44
- C08F4/652—Pretreating with metals or metal-containing compounds
- C08F4/654—Pretreating with metals or metal-containing compounds with magnesium or compounds thereof
- C08F4/6543—Pretreating with metals or metal-containing compounds with magnesium or compounds thereof halides of magnesium
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F4/00—Polymerisation catalysts
- C08F4/42—Metals; Metal hydrides; Metallo-organic compounds; Use thereof as catalyst precursors
- C08F4/44—Metals; Metal hydrides; Metallo-organic compounds; Use thereof as catalyst precursors selected from light metals, zinc, cadmium, mercury, copper, silver, gold, boron, gallium, indium, thallium, rare earths or actinides
- C08F4/60—Metals; Metal hydrides; Metallo-organic compounds; Use thereof as catalyst precursors selected from light metals, zinc, cadmium, mercury, copper, silver, gold, boron, gallium, indium, thallium, rare earths or actinides together with refractory metals, iron group metals, platinum group metals, manganese, rhenium technetium or compounds thereof
- C08F4/62—Refractory metals or compounds thereof
- C08F4/64—Titanium, zirconium, hafnium or compounds thereof
- C08F4/65—Pretreating the metal or compound covered by group C08F4/64 before the final contacting with the metal or compound covered by group C08F4/44
- C08F4/652—Pretreating with metals or metal-containing compounds
- C08F4/656—Pretreating with metals or metal-containing compounds with silicon or compounds thereof
- C08F4/6565—Pretreating with metals or metal-containing compounds with silicon or compounds thereof and magnesium or compounds thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F2410/00—Features related to the catalyst preparation, the catalyst use or to the deactivation of the catalyst
- C08F2410/01—Additive used together with the catalyst, excluding compounds containing Al or B
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F2500/00—Characteristics or properties of obtained polyolefins; Use thereof
- C08F2500/18—Bulk density
Definitions
- Polyolefins are a class of polymers derived from simple olefins.
- Known methods of making polyolefins involve the use of Ziegler-Natta polymerization catalysts. These catalysts polymerize olefin monomers using a transition metal halide to provide a polymer with various types of stereochemical configurations.
- One type of Ziegler-Natta catalyst system comprises a solid catalyst component, constituted by a magnesium halide on which are supported a titanium compound and an internal electron donor compound.
- a solid catalyst component constituted by a magnesium halide on which are supported a titanium compound and an internal electron donor compound.
- internal electron donor compounds are added during catalyst synthesis.
- the internal donor can be of various types. Conventionally, when a higher crystallinity of the polymer is required, an external donor compound is also added during the polymerization reaction.
- the present disclosure is generally directed to an isolated solid catalyst component for olefin polymerization.
- the catalyst component comprises a halide-containing magnesium compound, a titanium halide compound, a supportive donor comprising a benzoate, an internal electron donor, and an activity control agent (ACA).
- ACA activity control agent
- the ACA comprises at least one of: i) a first organosilicon compound containing Si-0 groups being present in the catalyst component in an amount from about 0.1 to about 5% by weight; ii) an organic ester of a C4 to C30 aliphatic acid or a poly(alkene glycol) ester of a C4 to C30 aliphatic acid in amount from about 0.1% to about 15% by weight; and iii) an organo- aluminum compound containing an alkyl group. At least a part of the ACA is chemically bonded to the halide-containing magnesium compound.
- the present disclosure is also directed to a process for making the isolated solid catalyst component.
- the process comprises the following steps: a) forming a catalyst precursor component by reacting a magnesium alkoxide Mg(OR)nX2-n or magnesium alcoholate MgX2*mR’0H with Ti(OR”) X4-g wherein X is Br, Cl, or I; n is 1, 2; m is 0.5-10; g is 0, 1, 2, 3, or 4; and R, R’, R” are independently C1-C10 alkyl, the catalyst precursor containing a supportive electron donor and an internal electron donor; b) reacting the catalyst precursor component with at least one of: i) a first organosilicon compound having the following formula: R2nSi(OR3)4-n, wherein R2 is H, alkyl, or aryl; each R3 is alkyl, or aryl; n is 0, 1, 2 or 3 in hydrocarbon solvent; ii) an organic ester from a C4 to C30 ali
- a process for producing an olefin polymer comprises polymerizing an olefin in the presence of a solid catalyst component.
- the solid catalyst component comprises a reaction product of: a) a halide-containing magnesium compound; b) a titanium halide compound; c) at least one internal electron donor; and d) an activity control agent (AC A).
- the AC A comprises at least one of: i) a first organosilicon compound containing Si-0 groups being present in the catalyst component in an amount from about 0.1 to about 5% by weight; ii) an organic ester of a C4 to C30 aliphatic acid or a poly(alkene glycol) ester of a C4 to C30 aliphatic acid in amount from about 0.1% to about 15% by weight; and iii) an organo-aluminum compound containing an alkyl group. At least a part of the ACA is chemically bonded to the halide-containing magnesium compound.
- Fig. 1 is a chart comparing the FTIR spectra of a catalyst component containing an ACA made in accordance with the present disclosure to a catalyst component without an ACA.
- the present disclosure is directed to catalyst components for producing polyolefin polymers, particularly polypropylene, polyethylene, and copolymers thereof, and methods of making such catalyst components.
- the present disclosure is also directed to methods of polymerizing olefins using the catalyst components.
- the catalyst component of the present disclosure is a reaction product of a halide-containing magnesium compound, a titanium halide compound, a mono benzoate supportive electron donor, at least one internal electron donor, and an activity control agent (ACA) comprising (a) an organosilicon compound containing Si-0 groups, (b) an organic ester of a C4 to C30 aliphatic acid or a poly(alkene glycol) ester of a C4 to C30 aliphatic acid, (c) an organoaluminum compound containing an alkyl group, or any combination thereof.
- ACA activity control agent
- the present inventors discovered that treating a catalyst precursor containing a mono benzoate supportive donor and an internal donor supported on a magnesium halide compound with an ACA prior to polymerization unexpectedly results in a high level of incorporation of the ACA into the catalyst component, partial removal of the supportive donor from the catalyst component, and a change in coordination of the internal donor on the magnesium halide support surface due to bonding between the ACA and the halide- containing magnesium compound.
- the inventors unexpectedly discovered that the resulting catalyst component exhibits an improved lifetime and relatively flat polymerization kinetics, which provide significant advantages when using the catalyst component in a multi-reactor polymerization system, such as a system for producing an impact copolymer.
- a multi-reactor polymerization system such as a system for producing an impact copolymer.
- the level of catalytic activity remains more constant over a relatively long period of time, such as longer than an hour, instead of being very high at the beginning of polymerization and then quickly tapering off.
- the more stable kinetics of the catalyst component described herein are desirable.
- the inventors further discovered that the catalyst lifetime can be controlled by changing the coordination of the internal donor on the magnesium halide surface using variable activation conditions and variable amounts of the internal donor.
- One measure of catalyst lifetime is to compare the catalytic activity over the course of the first hour of polymerization with the catalytic activity over the course of the second hour of polymerization. High catalytic activity during the first hour of polymerization followed by much lower catalytic activity during the second hour is evidence that the catalyst has a short lifetime. When the level of activity during the second hour is similar to that of the first hour, the catalyst generally has a longer lifetime. In certain polymerization process, such as multi-reactor processes that take place over the course of multiple hours, it is more desirable to have a longer catalyst lifetime, even if the level of activity is slightly lower in the beginning.
- the catalyst component described herein exhibits a relatively long lifetime as measured by comparing catalytic activity over the first hour of polymerization with the catalytic activity during the second hour of polymerization.
- the change in catalytic activity from the first hour to the second hour is generally about 30% or less, such less than about 25%, such as less than about 20%, such as less than about 15%, such as less than about 10%, such as less than about 5%.
- the catalytic activity is greater in the second hour than in the first hour.
- a catalyst contains 3-5 major types of active centers, which differ in activity and other polymerization characteristics. Highly active catalyst centers usually have a short lifetime. Therefore, to improve polymerization kinetics, it is necessary to have multisite active catalytic centers with narrow catalyst activity. Without intending to be limited by theory, it is believed that the improvement in catalyst lifetime is related to changing the internal donor coordination on the magnesium halide support by increasing the concentration of weakly coordinated complexes with the magnesium halide.
- the weakly coordinated internal donor can be easily withdrawn by a cocatalyst, such as triethylaluminum (TEA1), at the initial stage of the polymerization process, resulting in the reduction of very active catalytic centers at the beginning of the polymerization process and, therefore, increasing the catalyst lifetime.
- a cocatalyst such as triethylaluminum (TEA1)
- a polymerization temperature might be raised in certain spots of the reactor resulting in uncontrolled polymerization and plugging of the polymerization reactor.
- Catalysts containing an AC A can reduce the catalyst activity at high polymerization temperatures (i.e., they are self-extinguishing) and improve the polymerization process.
- the catalyst activity at 90°C may be at least about 10% less, such as from about 12% to about 20% less, than the catalyst activity at 80°C when determined over a 30-minute period.
- the improved catalysts can also produce polymers with improved morphology, such as improved bulk density, particle shape, and sphericity, which leads to better commercial processability. For example, in highly productive commercial processes, the production of spherical polymer particles with a high bulk density and without breakage is desired.
- polymer powders made according to the present disclosure can have an average particle size of greater than about 5 microns, such as greater than about 50 microns, such as greater than about 100 microns, such as greater than about 300 microns, such as greater than about 500 microns.
- the average particle size of the polymer particles can generally be less than about 3,000 microns, such as less than about 2,000 microns, such as less than about 1,600 microns.
- the polymer particles can be substantially spherical.
- the polymer particles can have a B/L3 of greater than about 0.65, such as greater than about 0.7, such as greater than about 0.75, such as even greater than about 0.8 and generally less than 1.
- the polymer particles can have a sphericity (SPHT) of greater than about 0.80, such as greater than about 0.85, such as greater than about 0.9, such as greater than about 0.95, and generally less than 1.
- SPHT sphericity
- polymer resins made according to the present disclosure can also have increased bulk density and thus good flow properties.
- the bulk density of the polymer particles can be greater than about 0.35 g/cc, such as greater than about 0.38 g/cc, such as greater than about 0.4 g/cc, such as greater than about 0.41 g/cc.
- the bulk density is generally less than about 0.55 g/cc, such as less than about 0.50 g/cc.
- a high catalytic activity level can be achieved using the catalyst component of the present disclosure.
- the average catalytic activity over the first two hours of polymerization can be greater than 40 kg/g/h, such as greater than 50 kg/g/h, such as greater than 60 kg/g/h, such as greater than 70 kg/g/h, such as greater than 80 kg/g/h, such as greater than even 90 kg/g/h.
- the catalyst component is prepared outside of the polymerization reactor than can therefore be stored and used in dry form or in a hydrocarbon solvent or mineral oil.
- the method of preparing the catalyst component of the present disclosure includes the step of forming a catalyst precursor containing a magnesium compound, a titanium compound, a supportive donor, and an internal electron donor.
- the catalyst precursor is then reacted with (a) an organosilicon compound containing Si-0 groups; (b) an organic ester from a C4 to C30 aliphatic acid ester or a poly(alkene glycol) ester of a C4 to C30 aliphatic acid; (c) an organo-aluminum compound containing an alkyl group; or any combination thereof.
- the activity control agent is added during the incorporation of the internal donor.
- a catalyst precursor When a catalyst precursor is formed prior to incorporating the activity control agent, it generally includes a magnesium compound and a titanium compound combined with a supportive electron donor and at least one internal electron donor.
- the catalyst precursor is a mixed magnesium/titanium compound having the formula MgdTi(OR e )fX, wherein R e is an aliphatic or aromatic hydrocarbon radical having 1 to 14 carbon atoms or COR' wherein R' is an aliphatic or aromatic hydrocarbon radical having 1 to 14 carbon atoms; each OR e group is the same or different; X is independently chlorine, bromine or iodine; d is 0.5 to 56, or 2 to 4; f is 2 to 116 or 5 to 15; and g is 0.5 to 116, or 1 to 3.
- the catalyst precursor component can be prepared by controlled precipitation through removal of an alcohol from the reaction mixture used in its preparation.
- a reaction medium comprises a mixture of an aromatic liquid, especially a chlorinated aromatic compound, such as chlorobenzene, with an alkanol, such as ethanol.
- Suitable halogenating agents include titanium tetrabromide, titanium alkoxide, titanium tetrachloride or titanium trichloride. Removal of the alkanol from the solution used in the halogenation, results in precipitation of the solid catalyst precursor component.
- the catalyst precursor component comprises the reaction product of a magnesium alkoxide, such as magnesium ethylene oxide, with a mixture of o-cresol, titanium ethoxide, titanium tetrachloride, and ethanol in the presence of an internal electron donor.
- a supportive electron donor is formed as a side product and incorporated into the catalyst.
- the supportive donor can be formed as a side product in situ by a reaction of the internal donor with the reaction mixture.
- the catalyst precursor component is formed from a magnesium alcoholate, a titanium halide, a supportive electron donor, and an internal electron donor.
- a solid magnesium alcoholate is treated with the titanium halide, removing alcohol.
- the internal and supportive donors can be added at different steps of the process to vary the solid catalyst component properties.
- the catalyst precursor can be an alcohol adduct of anhydrous magnesium halide.
- the anhydrous magnesium halide adduct is generally defined as MgX2- nROH where n has a range of 0.5-10, preferably 2.5-4.0, and most preferably 2.8-3.5 moles total alcohol.
- ROH is a C1-C4 alcohol, linear or branched, or a mixture of alcohols.
- ROH is ethanol or a mixture of ethanol and a higher alcohol. If ROH is a mixture, the mole ratio of ethanol to higher alcohol is at least 80:20, preferably 90: 10, and most preferably at least 95:5.
- a substantially spherical MgCl-nEtOH adduct may be formed by a spray crystallization process.
- the catalyst precursor is formed by dissolving a halide-containing magnesium compound in a mixture, where the mixture includes an epoxy compound, an organic phosphorus compound, and a hydrocarbon solvent, to form a homogenous solution.
- the homogenous solution can then be treated with a supportive donor in the presence of an organosilicon compound and a hydrocarbon solvent.
- a titanium halide compound can then be added to form a solid precipitate.
- the precipitate can then be combined with a hydrocarbon solvent to form a mixture.
- An internal electron donor in a hydrocarbon solvent can then be added to the mixture.
- the resulting solid can then be filtered and may be further treated with a titanium halide to form the catalyst precursor.
- the halide-containing magnesium compound, epoxy compound, and organic phosphorus compound are reacted in the presence of an organic solvent at a first temperature from about 25 to about 100° C to form a homogenous solution.
- the first temperature is from about 40 to about 90° C or from about 50 to about 70° C.
- the molar ratio of the magnesium compound to alkylepoxide is from about 0.1 :2 to about 2:0.1 or about 1 :0.25 to about 1 :4 or about 1 :0.9 to about 1 :2.2.
- the molar ratio of the magnesium compound to the Lewis base is from about 1 :0.1 to about 1 :4 or 0.5: 1 to 2.0: 1 or 1 :0.7 to 1 : 1.
- a halogen atom is transferred from the magnesium compound to the epoxy compound to open the epoxide ring and form an alkoxide magnesium species having a bond between the magnesium atom and the oxygen atom of the newly formed alkoxide group.
- the organic phosphorus compound coordinates to a Mg atom of the halide-containing magnesium compound and increases the solubility of the magnesium-containing species present.
- the organosilicon compound may be added during or after the dissolution of the magnesium compound in the organic solvent, along with the epoxy compound.
- the organosilicon compound may be a silane, a siloxane, or a polysiloxane.
- the organosilicon compound in some embodiments, may be represented as Formula (II):
- each R may be H, alkyl, or aryl; each R' may be H, alkyl, aryl, or — SiRn'(OR')3-n, where n is 0, 1, 2, or 3.
- the organosilicon is a monomeric or polymeric compound.
- the organosilicon compound may contain — Si — O — Si — groups inside of one molecule or between others.
- Other illustrative examples of an organosilicon compound include polydialkylsiloxane and/or tetraalkoxysilane. Such compounds may be used individually or as a combination thereof.
- the organosilicon compound may be used with combination of aluminum alkoxides and the first internal donor.
- polydimethylsiloxane and/or tetraethoxysilane may be used.
- the titanium halide compound used to form the catalyst precursor can be represented as Ti(OR)gX4-g where each R is independently a Ci-Cio alkyl; X is Br, Cl, or I; and g is 0, 1, 2, 3, or 4, such as TiCk.
- the hydrocarbon solvent used in the production of the catalyst precursor can include aromatic or non-aromatic solvents or combinations thereof.
- the aromatic hydrocarbon solvent is selected from toluene and a C2-C20 alkylbenzene.
- the nonaromatic hydrocarbon solvent is selected from hexane and heptane.
- epoxy compounds include, but are not limited to, glycidyl- containing compounds of the formula:
- a is from 1, 2, 3, 4, or 5
- X is F, Cl, Br, I, or methyl
- R a is H, alkyl, aryl, or cyclyl.
- the alkylepoxide is epichlorohydrin.
- the epoxy compound is a haloalkylepoxide or a nonhaloalkylepoxide.
- the epoxy compound is selected from the group consisting of ethylene oxide; propylene oxide; 1,2-epoxybutane; 2, 3 -epoxybutane; 1,2- epoxyhexane; 1,2-epoxy octane; 1,2-epoxy decane; 1,2-epoxy dodecane; 1,2-epoxytetradecane;
- l]heptane 4-methoxystyrene oxide; l-(l,2-epoxybutyl)-2-phenoxybenzene; glycidyl formate; glycidyl acetate; 2,3- epoxybutyl acetate; glycidyl butyrate; glycidyl benzoate; diglycidyl terephthalate; poly(glycidyl acrylate); poly(glycidyl methacrylate); a copolymer of glycidyl acrylate with another monomer; a copolymer of glycidyl methacrylate with another monomer; 1,2-epoxy- 4-methoxycarbonylcyclohexane; 2,3-epoxy-5-butoxycarbonylbicyclo[2.2.1]heptane; ethyl 4- (l,2-epoxyethyl)benzoate; methyl 3-(l,2-epoxybutyl)benzoate; methyl
- phosphate acid esters such as trialkyl phosphate acid ester may be used.
- Such compounds may be represented by the formula: wherein Ri, R2, and R3 are each independently selected from the group consisting of methyl, ethyl, and linear or branched (C3-C10) alkyl groups.
- the trialkyl phosphate acid ester is tributyl phosphate acid ester.
- At least one internal electron donor is present during the synthesis of the catalyst precursor.
- An internal electron donor is a compound added or otherwise formed during formation of the catalyst precursor that donates at least one pair of electrons to one or more metals present in the resultant catalyst support.
- a supportive donor is also present.
- the supportive donor is a reagent added in the support synthesis and/or formed during the process of constructing the catalyst precursor that binds to the magnesium surface and remains in the catalyst precursor, similar to the internal electron donor.
- the supportive donor is usually smaller (less bulky) and produces a weaker coordination with the catalyst support than the internal electron donor.
- the catalyst component may be converted to a solid catalyst by way of halogenation.
- Halogenation includes contacting the catalyst component with a halogenating agent in the presence of the supportive electron donor and/or internal electron donor.
- Halogenation converts the magnesium moiety present in the catalyst component into a magnesium halide support upon which the titanium halide (such as a titanium halide) is deposited.
- the internal electron donor (1) regulates the position of titanium on the magnesium-based support, (2) facilitates conversion of the magnesium and titanium moieties into respective halides and (3) regulates the crystallite size of the magnesium halide support during conversion.
- the halogenating agent is a titanium halide having the formula Ti(OR e )fXh wherein R e and X are defined as above, f is an integer from 0 to 3; h is an integer from 1 to 4; and f+h is 4.
- the halogenating agent is TiCh.
- the halogenation is conducted in the presence of a chlorinated or a nonchlorinated aromatic liquid, such as di chlorobenzene, o-chlorotoluene, chlorobenzene, benzene, toluene, or xylene.
- the halogenation is conducted by use of a mixture of halogenating agent and chlorinated aromatic liquid comprising from 40 to 60 volume percent halogenating agent, such as TiCh.
- the reaction mixture can be heated during halogenation.
- the catalyst precursor and halogenating agent are contacted initially at a temperature of less than about 10° C, such as less than about 0° C, such as less than about -10° C, such as less than about - 20° C.
- the initial temperature is generally greater than about -50° C, such as greater than about -40° C.
- the mixture can be held at the initial temperature for a period of time, such as an hour, after contacting the catalyst precursor with the halogenating agent and is then heated at a rate of 0.1 to 10.0° C./minute, or at a rate of 1.0 to 5.0° C./minute.
- the internal electron donor may be added later, after an initial contact period between the halogenating agent and catalyst component.
- Temperatures for the halogenation are from 20° C. to 150° C. (or any value or subrange therebetween), or from 0° C. to 120° C.
- the manner in which the halogenating agent, the supportive electron donor, and the internal electron donor are added may be varied in synthesizing the catalyst precursor.
- the catalyst precursor is first contacted with a mixture containing the halogenating agent and a chlorinated aromatic compound. The resulting mixture is stirred and may be heated if desired.
- the supportive electron donor and/or internal electron donor is added to the same reaction mixture without isolating or recovering of the precursor.
- the foregoing process may be conducted in a single reactor with addition of the various ingredients controlled by automated process controls.
- the catalyst component is contacted with the internal electron donor before reacting with the halogenating agent.
- Contact times of the catalyst component with the supportive electron donor and/or internal electron donor are at least 10 minutes, or at least 15 minutes, or at least 20 minutes, or at least 1 hour at a temperature from at least -30° C., or at least -20° C., or at least 10° C. up to a temperature of 150° C., or up to 120° C., or up to 115° C., or up to 110° C.
- the catalyst component, the supportive electron donor, the internal electron donor, and the halogenating agent are added simultaneously or substantially simultaneously.
- the halogenation procedure may be repeated one, two, three, or more times as desired.
- the mono benzoate supportive donor contained in the catalyst precursor has the following formula: where R’ comprises an alkyl group, a cyclic group, an aryl group having from 1 to 20 carbon atoms, a heteroatom or a combination thereof, and wherein R” comprises one or more substituted groups, each substituted group can comprise independently hydrogen, an alkyl group, a cyclic group, an aryl group having from 1 to 20 carbon atoms, a heteroatom, or a combination thereof.
- Illustrative mono benzoate supportive donors include methyl benzoate, ethyl benzoate, propyl benzoate, butyl benzoate, octyl benzoate, cyclohexyl benzoate, phenyl benzoate, benzyl benzoate, ethyl p-methoxybenzoate, methyl p-methyl benzoate, ethyl p-t- butyl benzoate, ethyl naphthoate, methyl toluate, ethyl toluate, amyl toluate, ethyl benzoate, methyl anisate, ethyl anisate, or ethyl ethoxybenzoate.
- the internal electron donor is an aryl diester, such as a phenylene- substituted diester.
- the internal electron donor may have the following chemical structure: wherein: each of R 50 , R 51 , R 52 , R 53 , R 54 , and R 55 are independently H, F, Cl, Br, I, alkyl, cycloalkyl, cycloalkylalkyl, aryl, aralkyl, heterocyclyl, heterocyclylalkyl, heteroaryl, or heteroarylalkyl; and q is an integer from 0 to 12.
- the internal electron donor may have one of the following chemical structures: wherein: each of R 60 through R 73 are independently H, F, Cl, Br, I, alkyl, cycloalkyl, cycloalkylalkyl, aryl, aralkyl, heterocyclyl, heterocyclylalkyl, heteroaryl, or heteroarylalkyl; and q is an integer from 0 to 12.
- the internal electron donor may have the following chemical structure: wherein R1-R4 are the same or different and each R1-R4 is selected from the group consisting of hydrogen, a substituted hydrocarboyl group having 1 to 20 carbon atoms , an a unsubstituted hydrocarobyl having 1 to 20 carbon atoms, a substituted or unsubstituted aryl group having 6 to 20 carbons, an alkoxy group having 1 to 20 carbon atoms, a heteroatom and combinations thereof and at least one of R1-R4 is not hydrogen; where Ei and E2 are the same or different and selected from the group consisting of an alkyl having 1 to 20 carbon atoms, including cycloalkyl groups having 5 to 10 carbon atoms, a substituted alkyl having 1 to 20 carbon atoms, an aryl having 6 to 20 carbon atoms, a substituted aryl having 6 to 20 carbon atoms, or an inert functional group having 1 to 20 carbon atoms and
- Ri and R4 are each a saturated or unsaturated hydrocarbyl group having from 1 to 20 carbon atoms
- at least one of R2 and R3 is hydrogen
- at least one of R2 and R3 comprises a substituted or unsubstituted hydrocarbyl group having from 5 to 15 carbon atoms
- the hydrocarbyl group having a branched or linear structure or comprising a cycloalkyl group having from 5 to 15 carbon atoms, such as from 7 to 15 carbon atoms, aryl and substituted aryl groups
- Ei and E2 are the same or different and selected from the group consisting of an alkyl having 1 to 20 carbon atoms, a substituted alkyl having 1 to 20 carbon atoms, an aryl having 6 to 20 carbon atoms, a substituted aryl having 6 to 20 carbon atoms, or an inert functional group having 1 to 20 carbon atoms and optionally containing heteroatoms
- Xi and X2 are each O, S
- Ri and R4 are identical or very similar.
- Ri and R4 are linear hydrocarbyl groups.
- Ri and R4 may comprise a Ci to Cs alkyl group, a C2 to Cs alkenyl group, or mixtures thereof.
- Ri and R4 may both comprise alkyl groups that have the same carbon chain length or vary in carbon chain length by no more than about 3 carbons atoms, such as by no more than about 2 carbon atoms.
- R4 is a methyl group
- Ri is a methyl group, an ethyl group, a propyl group, or a butyl group, or vice versa.
- both Ri and R4 are methyl groups
- both Ri and R4 are ethyl groups
- both Ri and R4 are propyl groups
- both Ri and R4 are butyl groups.
- R2 or R3 is a substituted group that is larger or bulkier than the Ri and R4 groups.
- the other of R2 or R3 can be hydrogen.
- the larger or bulky group situated at R2 or R3, for instance, can be a hydrocarbyl group having a branched or linear structure or may comprise a cycloalkyl group having from 5 to 15 carbon atoms.
- the cycloalkyl group for instance, may be a cyclopenyl group, a cyclohexyl group, a cycloheptyl group or a cyclooctyl group.
- R2 or R3 may be a butyl group, a pentyl group, a heptyl group, an octyl group, a nonyl group, a decyl group, or the like.
- R2 or R3 may be a t-butyl group, 3-pentyl group or a 2-pentyl group.
- Ri through R4 can be substituted with any of the groups in any of the combinations described above.
- Re through R15 may be the same or different.
- Each of Re through R15 may be selected from a hydrogen, substituted hydrocarbyl groups having 1 to 20 carbon atoms, and unsubstituted hydrocarbyl groups having 1 to 20 carbon atoms, an alkoxyl group having 1 to 20 carbon atoms, a hetero atom, and combinations thereof.
- Xi and X2 may be oxygen, sulfur, or a nitrogen containing group. In one embodiment, for instance, Xi is oxygen and X2 is sulfur.
- Rsa and Rsb may be independently alkyl groups or aryl groups. Rsa and Rsb may be individually Ci to Cs alkyl groups in other embodiments.
- Ri6 and R17 are independently hydrogen or a Ci to C20 hydrocarbyl group.
- Xi and X2 may be oxygen, sulfur, or a nitrogen group.
- one or both of Xi and X2 maybe a hydrocarbyl group, such as an alkyl group containing 1 to 3 carbon atoms.
- X3 may be a -OR group or a -NR’R” group in which R, R’, or R” are independently a Ci to C20 hydrocarbyl group optionally containing a heteroatom selected from a halogen, phosphorous, sulfur, nitrogen, or oxygen.
- Xi is a carbon atom and X3 is an ethyl group.
- Rsc may be an alkyl group or an aryl group.
- Rsc may be a Ci to Cs alkyl group.
- Ris may be hydrogen or a hydrocarbyl group containing from about 1 to about 8 carbon atoms.
- R19, R20, and R21 may be the same or different and may be selected from a hydrocarbyl group having from about 1 to about 15 carbon atoms optionally containing a heteroatom selected from a halogen, phosphorous, sulfur, nitrogen, or oxygen.
- R20 and R21 can be the same or different and can be fused together to form 1 or more cyclic groups.
- hydrocarbyl and “hydrocarbon” refer to substituents containing only hydrogen and carbon atoms, including branched or unbranched, saturated or unsaturated, cyclic, polycyclic, fused, or acyclic species, and combinations thereof.
- hydrocarbyl groups include alkyl-, cycloalkyl-, alkenyl-, alkadienyl-, cycloalkenyl-, cycloalkadienyl-, aryl-, aralkyl, alkylaryl, and alkynyl-groups.
- substituted hydrocarbyl and “substituted hydrocarbon” refer to a hydrocarbyl group that is substituted with one or more nonhydrocarbyl substituent groups.
- a nonlimiting example of a nonhydrocarbyl substituent group is a heteroatom.
- a “heteroatom” refers to an atom other than carbon or hydrogen.
- the heteroatom can be a non-carbon atom from Groups IV, V, VI, and VII of the Periodic Table.
- Nonlimiting examples of heteroatoms include: halogens (F, Cl, Br, I), N, O, P, B, S, and Si.
- a substituted hydrocarbyl group also includes a halohydrocarbyl group and a silicon-containing hydrocarbyl group.
- halohydrocarbyl refers to a hydrocarbyl group that is substituted with one or more halogen atoms.
- sicon-containing hydrocarbyl group is a hydrocarbyl group that is substituted with one or more silicon atoms. The silicon atom(s) may or may not be in the carbon chain.
- the supportive donor is generally present in the catalyst component in an amount from about 0.5% to about 7% by weight, such as from about 2% to about 6% by weight, such as from about 3% to about 5.5% by weight.
- a portion of the supportive donor is generally removed from the catalyst component when the activity control agent is added. For example, from about 1% to about 20%, such as from about 4% to about 16% by weight of the mono benzoate supportive donor may be lost when the activity control agent is incorporated into the catalyst component compared to the amount of mono benzoate present in the catalyst precursor.
- the internal donor is generally present in the catalyst component in an amount from about 3% to about 25%, such as from about 5% to about 12%, such as from about 8% to about 17%, such as from about 10% to about 15% by weight, such as from about 12% to about 14% by weight.
- the catalyst component generally contains titanium in an amount from about 1% to about 10%, such as from about 1.5% to about 5%, such as from about 2% to about 4%, such as from about 2.5% to about 3.5% by weight.
- the catalyst component generally contains magnesium in an amount from about 10% to about 20%, such as from about 15% to about 18% by weight.
- the catalyst component further contains an activity control agent.
- the activity control agent can be added to the catalyst precursor by mixing the catalyst precursor with the activity control agent in a hydrocarbon solvent. The catalyst component can then be filtered out.
- the catalyst precursor is contacted with the activity control agent in a hydrocarbon solvent at a temperature from about 10 °C to about 40 °C, such as from about 15 °C to about 35 °C, such as from about 20 °C to about 30 °C.
- the hydrocarbon solvent can include aromatic or non-aromatic solvents or combinations thereof.
- the aromatic hydrocarbon solvent is selected from toluene and C2- C20 alkylbenzene.
- the nonaromatic hydrocarbon solvent is a cycloalkyl compound, such as hexane.
- the activity control agent can be added in an amount from about 0.01 to about 1.0 mol per mol of Ti, such as from about 0.05 to about 0.7 mol per mol of Ti, such as from about 0.08 to about 0.6 mol per mol of Ti, such as from about 0.1 to about 0.5 mol per mol of Ti.
- the activity control agent is generally present in the catalyst component in an amount from about 0.1% to about 20% by weight of the catalyst component.
- the activity control agent can be (a) an organosilicon compound containing Si-0 groups, (b) an organic ester from a C4 to C30 aliphatic acid ester or a poly(alkene glycol) ester of a C4 to C30 aliphatic acid, (c) an organo-aluminum compound containing an alkyl group, or a combination thereof.
- the activity control agent when added to the catalyst precursor, it becomes chemically bonded to the halide-containing magnesium compound.
- the ACA causes the partial removal of the supportive donor and causes a change in coordination between the internal donor and the halide-containing magnesium support.
- Organosilicon compounds containing Si-0 groups can be represented by the following chemical formula:
- RnSi(OR')4-n where each R and R' independently represent a hydrocarbon group, such as a hydrogen, alkyl, or aryl group, and n is 0 ⁇ n ⁇ 4.
- organosilicon compound examples include, but are not limited to, trimethylmethoxysilane, trimethylethoxysilane, dimethyldimethoxysilane, dimethyldiethoxysilane, diisopropyldimethoxysilane, diisobutyldimethoxysilane, t- butylmethyldimethoxysilane, t-butylmethyldiethoxysilane, t-amylmethyldiethoxysilane, dicyclopentyldimethoxysilane, diphenyldimethoxysilane, phenylmethyldimethoxysilane, diphenyldiethoxysilane, bis-o-tolydimethoxysilane, bis-m-tolydimethoxysilane, bis-p- tolydimethoxysilane, bis-p-tolydiethoxysilane, bisethylphenyldimethoxysilane, dicyclohex
- the catalyst component contains an organosilicon compound containing Si-0 groups in an amount form about 0.1% to about 5% by weight, such as from about 0.2% to about 4% by weight, such as from about 0.15% to about 2% by weight of the catalyst component.
- the ACA is a C4-C30 aliphatic acid ester.
- suitable C4-C30 aliphatic acid esters include C1-20 alkyl esters of aliphatic C4-30 monocarboxylic acids, C1-20 alkyl esters of aliphatic Cs-20 monocarboxylic acids, Ci-4 alkyl mono- and diesters of aliphatic C4-20 monocarboxylic acids and dicarboxylic acids, Ci-4 alkyl esters of aliphatic Cs-20 monocarboxylic acids and dicarboxylic acids, and C4-20 mono- or polycarboxylate derivatives of C2-100 (poly)glycols or C2-100 (poly)glycol ethers.
- the C4-C30 aliphatic acid ester may be isopropyl myristate, pentyl valerate, and/or di-n-butyl sebacate.
- the activity control agent is a poly(alkylene glycol) ester.
- Nonlimiting examples of suitable poly(alkylene glycol) esters include poly(alkylene glycol) mono- or diacetates, poly(alkylene glycol) mono- or di-myristates, poly(alkylene glycol) mono- or di-laurates, poly(alkylene glycol) mono- or di-oleates, glyceryl tri(acetate), glyceryl tri-ester of C2-40 aliphatic carboxylic acids, and any combination thereof.
- the poly(alkylene glycol) moiety of the poly(alkylene glycol) ester is a poly(ethylene glycol).
- the C4-C30 aliphatic acid ester or poly(alkylene glycol) ester of a C4-C30 aliphatic acid is present in the catalyst component in an amount from about 0.1% to about 15% by weight, such as form about 0.5% to about 14% by weight, such as from about 1% to about 12% by weight.
- the activity control agent is an organoaluminum compound containing an alkyl group.
- organoaluminum compounds include those of the formula:
- R independently represents a hydrocarbon group usually having 1 to about 20 carbon atoms
- X represents a halogen atom
- organoaluminum compounds include, but are not limited to, trialkyl aluminums such as triethyl aluminum, tributyl aluminum and trihexyl aluminum; trialkenyl aluminums such as triisoprenyl aluminum; dialkyl aluminum halides such as diethyl aluminum chloride, dibutyl aluminum chloride and diethyl aluminum bromide; alkyl aluminum sesquihalides such as ethyl aluminum sesqui chloride, butyl aluminum sesquichloride and ethyl aluminum sesquibromide; alkyl aluminum dihalides such as ethyl aluminum dichloride, propyl aluminum dichloride and butyl aluminum dibromide; dialkyl aluminum hydrides such as diethyl aluminum hydride and dibutyl aluminum hydride; and other partially hydrogenated alkyl aluminum such as ethyl aluminum dihydride, and propyl aluminum dihydride.
- trialkyl aluminums such as triethyl aluminum, tributyl aluminum and tri
- an organoaluminum compound When employed, it is generally present in the catalyst component in an amount from about 0.1% to about 5%, such as from about 0.15% to about 2%, such as from about 0.2% to about 1.5% by weight.
- an organoaluminum compound When employed, it is generally present in the catalyst component in an amount from about 0.1% to about 5%, such as from about 0.15% to about 2%, such as from about 0.2% to about 1.5% by weight.
- the olefin polymerization method in accordance with the present disclosure is carried out in the presence of a catalyst system comprising a solid catalyst component as described herein, a cocatalyst, such as an organoaluminum compound, and optionally an external electron donor, such as an organosilicon compound.
- a catalyst system comprising a solid catalyst component as described herein, a cocatalyst, such as an organoaluminum compound, and optionally an external electron donor, such as an organosilicon compound.
- the term polymerization as used in the present disclosure may include copolymerization such as random copolymerization or multi-step copolymerization as used to generate heterophasic copolymers.
- the polymerization process can be carried out according to known techniques, for example gas phase in fluidized bed or stirred bed reactors, slurry polymerization using an inert hydrocarbon solvent as diluent, or slurry polymerization using liquid monomer as reactant and diluent.
- the polymerization process can also be a combination or hybrid process, for example a bulk propylene liquid loop reactor connected to a gas phase reactor.
- the polymerization is generally carried out at a temperature from 20 to 120°C and more preferably from about 50 to 90°C.
- the catalyst components, or a portion of the catalyst components are precontacted before being fed to the polymerization reactor zone.
- the precontact step is typically conducted at higher concentration and lower temperature conditions than the polymerization reactor zone.
- the solid catalyst component can be fed to the reactor separately and contacted with the cocatalyst and external electron donor under polymerization conditions.
- An organoaluminum cocatalyst is preferably used in a molar amount of about 1-1000, preferably about 100-600, and more preferably about 45-300 relative to the moles of titanium in the procatalyst.
- An external electron donor is preferably used in a molar amount of about 0.005-1.0, and more preferably about 0.01-0.5 relative to the moles of organoaluminum cocatalyst.
- an external electron donor At high levels of external electron donor the ability to further reduce amorphous polypropylene, as measured by xylene solubles, diminishes and catalyst activity can decrease.
- Procatalysts of the present disclosure can reach a low xylene solubles level before the point of diminishing return feeding the external electron donor is reached. In some cases very low XS of 1% or less is achievable.
- a preliminary polymerization step takes place prior to the main polymerization.
- the main polymerization is carried out without a prepoly step.
- prepoly it can be conducted batch-wise and prepoly catalyst subsequently fed to the polymerization process.
- the catalyst can be fed to a continuous polymerization process and a prepoly step conducted as part of the process.
- Prepoly temperature is preferably in the range of -20 to +100°C, more preferably -20 to +80°C and most preferably 0 to +40°C. It is possible to improve the catalytic activity, stereoselectivity, particle fragmentation, and resulting polymer morphology by conducting a prepoly step.
- Hydrogen is typically added as chain transfer agent to control polymer molecular weight. Different polymerization processes have different limits on the amount of hydrogen that can be added to lower polymer molecular weight. Procatalysts of the present disclosure have increased sensitivity to hydrogen thus improving the molecular weight control capability of the process and expanding the types of polymer that can be produced.
- Catalyst particle morphology is indicative of the polymer particle morphology produced therefrom.
- the three parameters of polymer particle morphology may be determined using a Camsizer instrument.
- P is the measured perimeter/circumference of a particle projection
- A is the measured area covered by a particle projection.
- SPHT is defined as 1. Otherwise, the value is less than 1.
- Symm 0 3 — 1 + min — ' 2 l V ) where, n und n are distance from the centre of area to the borders in the measuring direction. For asymmetric particles Symm is less than 1. If the centre of the area is outside the particle,
- the Symm is less than 0.5 X
- the catalyst morphology characteristics such as aspect ratio (“B/L3”) can be used for characterization of polymer morphology.
- “Dio” represents the size of particles (diameter), wherein 10% of particles are less than that size
- “Dso” represents the size of particles, wherein 50% of particles are less than that size
- “D90” represents the size of particles, wherein 90% of particles are less than that size
- “Span” represents the distribution of the particle sizes of the particles. The value can be calculated according to the following formula:
- BD is an abbreviation for bulk density, and is reported in units of g/ml.
- CE is an abbreviation for catalyst efficiency and is reported in units of Kg polymer per gram of catalyst (Kg/g) during the polymerization for 1 hour.
- MFR is an abbreviation for melt flow rate and is reported in units of g/lOmin. The MFR is measured cording to ASTM Test D1238 T.
- EB is an abbreviation for ethyl benzoate.
- Ti, Mg, and D are the weight percentages (wt %) for each of the titanium, magnesium, and internal donor, respectively, in the composition.
- XS is an abbreviation for xylene solubles and is reported in units of wt%.
- si is an abbreviation for standard liter.
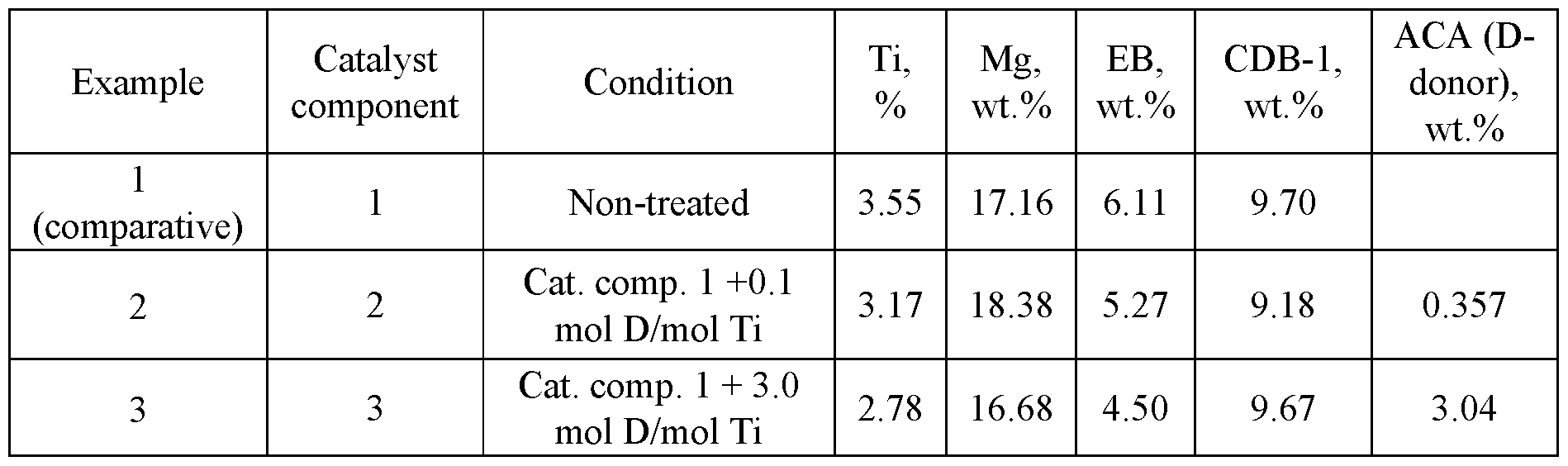
- Example 1 Preparation of catalyst component (1) (comparative). MgCh (13.2 g), toluene (59.5 g), tri-n-butylphosphate (36.3 g), and epichlorohydrin (14.25 g) were combined and heated to 60 °C with agitation at 600 rpm for 8 hours under a nitrogen atmosphere. Upon cooling to room temperature, toluene (140 g) was added, along with ethyl benzoate (3.5 g) and tetraethylorthosilicate (6 g). The mixture was then cooled to -25 °C and TiC14 (261 g) was slowly added under 600 rpm stirring, while maintaining the temperature at -25 °C.
- Heating at 105 °C was continued for 1 hour prior to collection of the solid via filtration.
- the process included combining with TiCh in toluene and heating at 105 °C and again at 110°C, forming catalyst component (1).
- Catalyst component (1) was washed four times with hexane (200 ml, each wash), and agitating at 60-65 °C for 10 minutes for each wash.
- Example 2 Preparation of catalyst component (2). 2.00 grams of dry catalyst component (1) was added to a 50 mL vial with a stirbar. 20 grams of hexane, and 0.295 g of 10% di cyclopentyldimethoxy silane (D-donor) were added at ambient temperature. The mixture was agitated for 1 hour at ambient temperature. The liquid was filtered and the solid was washed 3 times with hexane. The solid was dried, forming catalyst component (2).
- D-donor di cyclopentyldimethoxy silane
- Example s Preparation of catalyst component (3). 1.00 grams of dry catalyst component (1) was added to a 50 mL vial with a stirbar. 20 grams of hexane, and 4.29g of 10% D-Donor were added at ambient temperature. The mixture was agitated for 1 hour at ambient temperature. The liquid was filtered and the solid was washed 3 times with hexane. The solid was dried, forming catalyst component (3).
- the compositions of catalyst components 1-3 are provided in Table 1.
- the amount of the ethyl benzoate is reduced in examples 2 and 3 compared to the non-treated catalyst component (1) due to replacement by D-donor on the MgCh surface of the catalyst component.
- Increasing the amount of D-donor in example 3 resulted in more reduction of ethyl benzoate.
- the amount of internal donor CDB-1 did not change.
- Examples 8-16 illustrate the preparation and composition of catalyst components containing CDB-2 as an internal donor, ethyl benzoate as a supportive donor, and either dicyclopentyldimethoxysilane (D-donor) or cyclohexylmethyldimethoxysilane (C- donor) as an ACA.
- the examples show a change of the catalyst component compositions after the treatment with ACA.
- ACA partly replaces the supportive electron donor, while keeping the amount of internal electron donor CDB-2 the same in comparison with the catalyst component in comparative example 4.
- Examples 4-7 Preparation of catalyst components (4-7) (comparative). Catalyst components 4, 5, 6, and 7 were prepared based on example 1 except CDB-2 was used as the internal donor (2.5-3.0 g) and the TiC14 treatment condition was variable. CDB-2 is the catechol dibenzoate described in paragraph 52 of U.S. Patent Application Publication No. 2013/0261273, which is incorporated herein by reference.
- Example s Preparation of catalyst component (8).
- Catalyst component (4) was treated with D-donor in an amount of 0.1 mol per mol Ti under the conditions described in example 2.
- Example 9. Preparation of catalyst component (9). The catalyst component
- Example 10 Preparation of catalyst component (10). Catalyst component (5) was treated with D-donor in an amount of 0.1 mol per mol Ti under the conditions described in example 2.
- Example 11 Preparation of catalyst component (11). Catalyst component (5) was treated with D-donor in an amount of 0.2 mol per mol Ti under the conditions described in example 2. The compositions of catalyst components 5, 10, and 11 are provided in Table 3.
- Example 12 Preparation of catalyst component (12). Catalyst component (6) was treated with D-donor in an amount of 0.1 mol per mol Ti under the conditions described in example 2. [0111] Example 13. Preparation of catalyst component (13). Catalyst component (6) was treated with cyclohexylmethyldimethoxysilane (C-donor) in an amount of 0.1 mol per mol Ti under the conditions described in example 2.
- C-donor cyclohexylmethyldimethoxysilane
- Example 14 Preparation of catalyst component (14). Catalyst component (7) was treated with D-donor in an amount of 0.1 mol per mol Ti under the conditions described in example 2.
- Example 15 Preparation of catalyst component (15). Catalyst component (7) was treated with D-donor in an amount of 0.15 mol per mol Ti under the conditions described in example 2.
- Example 16 Preparation of catalyst component (16). Catalyst component (7) was treated with C-donor in an amount of 0.1 mol per mol Ti under the conditions described in example 2. The compositions of catalyst components 7, 14, 15, and 16 are provided in Table 5.
- Example 17 Preparation of catalyst component 17 (comparative).
- Catalyst component (17) was prepared based on example 1 with the addition of a second electron donor, diether (3,3-bis(methoxymethyl)-2,6-dimethylheptane) (DEMH) and the amount of CDB-1 was reduced.
- DEMH diether (3,3-bis(methoxymethyl)-2,6-dimethylheptane)
- Example 18 Preparation of catalyst component (18). Catalyst component (17) was reacted with D-donor under the conditions described in example 2.
- Example 19 Catalyst component (19) (comparative). CONSISTA® catalyst component available from W.R. Grace was used as catalyst component 19.
- Example 20 Preparation of the catalyst component (20). Catalyst component (19) was treated with D-donor under the conditions described in example 2.
- the catalyst components of the above examples were used to produce polypropylene.
- the following method was used.
- the reactor was baked at 100°C under nitrogen flow for 30 minutes prior to the polymerization run.
- the reactor was cooled to 30- 35°C and cocatalyst (1.5 ml of 25 wt% triethylaluminum (TEA1)), C-donor (cyclohexylmethydimethoxysilane) (1 ml), hydrogen (3.5 psi) and liquid propylene (1500 ml) were added in this sequence into the reactor.
- the catalyst (5-10 mg), loaded as a mineral oil slurry, was pushed into the reactor using high pressure nitrogen. Polymerization was performed for one hour at 70° C. After polymerization, the reactor was cooled to 22° C, vented to atmospheric pressure, and the polymer was collected.
- the examples in Tables 7-11 demonstrate the catalyst components’ performances in propylene polymerization.
- the performances of the catalyst components are compared with comparative examples prepared without an ACA.
- the catalyst activities were measured during the first and second hour of polymerization.
- the results in the tables show that the catalyst activities of the catalysts with an ACA are reduced in the first hour but remain high and steady through the second hour of polymerization compared to the comparative catalyst components.
- the reduction in activities of the catalysts with ACAs is variable and depends on the nature of the catalyst component and the ACA used.
- a strong effect of D-donor on catalyst lifetime was observed in comparison with C-donor.
- the amount of ACA used in the preparation of each catalyst component affects the catalyst activity. For example, the catalyst activity in both the first and the second hours is reduced with increasing amounts of ACA.
- Example 34 Preparation of catalyst components containing aluminum (catalyst components 21-27). Catalyst component (4) was treated with various amounts of EtsAl and D- donor. The amounts of ACA used and the compositions of the resulting catalysts are shown in Error! Reference source not found.. As shown, the amount of the supportive donor (ethyl benzoate) is reduced in comparison with catalyst component (4) and the catalyst components contain aluminum.
- the supportive donor ethyl benzoate
- Examples 35-39 demonstrate the catalyst performance with catalyst components containing different amounts of Al, which resulted in different distributions of the catalyst activity during the 1 st and 2 nd hours of polymerization. These examples show better distribution of the catalyst activity and improved polymer morphology (bulk density, and sphericity data) compared to comparative example 23.
- Examples 40 and 41 demonstrate the catalyst performance with catalyst components (26) and (27) containing two AC As: D-donor and TEA1.
- Examples 42-58 Two types of spherical catalyst components with an AC A were prepared and tested. The first type, used in examples 42-50, was made with supports made using an emulsion method as described in U.S. Patent Application Publication No. 2020/0283553. Catalyst components 29-31 used the support in combination with an ACA and CDB-2 as an internal donor.
- Example 42 Spherical catalyst component (28) (comparative).
- the spherical catalyst component (28) was made based on magnesium alkoxide as described in U.S. Patent Application Publication No. 2020/0283553.
- Examples 46-48 demonstrate bulk propylene polymerization with spherical catalyst components (29) and (31). The examples showed improved bulk density of polymer particles produced with these catalysts in comparison with example 46. The results are provided in Table 15. TABLE 14
- Example 50 catalyst component (31) was tested using a “stress test” wherein the catalyst is injected into the polymerization reactor at 60°C to compare the catalyst performance without pre-poly stage. The bulk density of polymer particles produced under these conditions are compared with catalyst component (28) (comparative example 49).
- the second type of spherical catalyst, used in examples 51-58, was prepared based on a spherical MgChnEtOH support with CDB-2 as an internal donor.
- Example 51 Spherical catalyst component (32) (comparative). Spherical catalyst component (32) was made based on spherical MgC12n nEtOH and CDB-2 as described in PCT publication WO 2021/055430, which is incorporated herein by reference. [0137]
- Example 52 Preparation of spherical catalyst components (33) and (34).
- Catalyst components (33) and (34) were tested in standard bulk propylene polymerization with precontact and pre-poly steps (Table 17) and under the “stress” test described above (Table 18). The catalyst performance was compared with comparative catalyst component (32) which contains no ACA.
- Examples 54, 55, 57 and 58 demonstrate improvement of bulk density and sphericity of polymer produced with catalyst components made with D-donor and Et3Al.
- Example 59 Preparation of catalyst component (35). Example 1 was repeated with addition of isopropyl myristate (IPM) (3.0 g) before CDB-1 was added.
- IPM isopropyl myristate
- Example 60 Preparation of catalyst component (36). Example 1 was repeated with addition of isopropyl myristate (IPM) (3.0 g) at the last stage of TiC14 treatment.
- Example 61 Preparation of catalyst component (37). Example 4 was repeated with addition of isopropyl myristate (IPM) (3.0 g) at the last stage of TiC14 treatment.
- Example 62 Preparation of catalyst component (38).
- Catalyst component (6) (3.00 g) was treated with IPM (0.525 g) in hexane at ambient temperature for 1 hour. The solid was washed with hexane and dried.
- Example 63 Preparation of catalyst component (39).
- Catalyst component (27) (1.00 g) was treated with D-donor (0.143 g of 10% solution in hexane) in hexane at ambient temperature for 1 hour. The solid was washed with hexane and dried.
- Examples 64-66 Catalyst components (35)-(39) were tested in bulk propylene polymerization to evaluate the catalyst activity in the first and second hours of polymerization.
- Examples 64 and 65 demonstrate polymerization with catalyst components (35) and (36) containing CDB-1 and ethyl benzoate prepared with IPM as the ACA. It was found that the method of impregnation of IPM affects the catalyst activity during the first and second hour of polymerization. For example, Example 65 shows dramatic improvement of polymerization kinetics with higher catalyst activity in the second hour than in in the first hour.
- Example 21 can be used as a comparative example, where higher catalyst activity is observed in the first hour of polymerization.
- Example 66 with catalyst component (34) demonstrates high catalyst activity in first and second hours of polymerization with almost flat kinetics compared with comparative example 29.
- Catalyst component (39) was prepared with two ACAs: D-donor and IPM.
- Example 58 demonstrates polymerization behavior of catalyst component (39), showing a reduction in catalyst activity but keeping a higher catalyst activity in second hour of polymerization than in the first hour, which provides a benefit to multi-reactor polymerization process.
- Catalyst components with AC A to control catalyst activity at high polymerization temperature are described in examples 69-70.
- a reduction of catalyst activity at high polymerization temperatures is an important catalyst characteristic to prevent uncontrolled polymerization and plugging of the polymerization reactor.
- AC As described herein, such as organic esters of C4 to C30 aliphatic acids, poly(alkene glycol) esters of C4 to C30 aliphatic acids, organosilicon compounds and alkyl aluminum compounds, can also provide self-extinguishing properties.
- the ACAs can be used alone or in combination to achieve this effect.
- C4 to C30 aliphatic acids or poly(alkene glycol) esters of a C4 to C30 aliphatic acids can be used alone as ACAs to demonstrate the self-extingui shing properties.
- Examples of catalyst component preparation containing isopropyl myristate are described in examples 35-39.
- Catalyst component 40 containing pentyl valerate (PV) is prepared under the same procedure as catalyst component 35 except PV (0.23 g per 1 g of MgCh) is used instead IPM.
- the catalyst components containing a benzoate supportive donor and an internal donor show some self-extingui shing properties: reduction of catalyst activity at high temperature of polymerization. However, it was observed that a combination of a benzoate supportive donor, an internal donor, and an ACA in the catalyst component increases the selfextinguishing property of the catalysts.
- Examples 69-70 illustrate the catalyst component behavior at high polymerization temperature (Table 19).
- Example 69 uses catalyst component 1 and
- Example 70 uses catalyst component 40, which contains PV as an ACA.
- Example 70 shows a higher reduction (15%) of catalyst activity at 90 °C compared to Example 69.
- Example 71 Donor Coordination in Treated and Non-treated Catalysts.
- the effect of the incorporation of an ACA on donor coordination was studied by comparing the FTIR spectrums of catalyst components with and without an ACA.
- Fig. 1 illustrates the effect of D-donor on the coordination of a CDB-2 donor.
- the peak was deconvoluted into several peaks of different assigned complexes on the MgCh surface: Donor/Q4- and Donor/Q5-MgC12 (Table 20).
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Transition And Organic Metals Composition Catalysts For Addition Polymerization (AREA)
Abstract
Description




































Claims















Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US18/689,040 US20240392047A1 (en) | 2021-09-02 | 2022-08-30 | Catalyst component for propylene polymerization with improved catalyst performance |
| EP22865453.9A EP4396243A4 (en) | 2021-09-02 | 2022-08-30 | Catalytic component for propylene polymerization with improved catalytic performance |
| KR1020247010636A KR20240046920A (en) | 2021-09-02 | 2022-08-30 | Catalyst components for propylene polymerization with improved catalytic performance |
| MX2024002716A MX2024002716A (en) | 2021-09-02 | 2022-08-30 | CATALYST COMPONENT FOR PROPYLENE POLYMERIZATION WITH IMPROVED CATALYST PERFORMANCE. |
| CN202280073203.6A CN118251425A (en) | 2021-09-02 | 2022-08-30 | Catalyst component for propylene polymerization with improved catalyst performance |
| JP2024514012A JP2024533176A (en) | 2021-09-02 | 2022-08-30 | CATALYST COMPONENTS FOR PROPYLENE POLYMERIZATION HAVING IMPROVED CATALYTIC PERFORMANCE - Patent application |
| CONC2024/0003589A CO2024003589A2 (en) | 2021-09-02 | 2024-03-22 | Catalyst component for propylene polymerization with improved catalyst performance |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US202163240300P | 2021-09-02 | 2021-09-02 | |
| US63/240,300 | 2021-09-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023034334A1 true WO2023034334A1 (en) | 2023-03-09 |
Family
ID=85413052
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US2022/042086 Ceased WO2023034334A1 (en) | 2021-09-02 | 2022-08-30 | Catalyst component for propylene polymerization with improved catalyst performance |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20240392047A1 (en) |
| EP (1) | EP4396243A4 (en) |
| JP (1) | JP2024533176A (en) |
| KR (1) | KR20240046920A (en) |
| CN (1) | CN118251425A (en) |
| AR (1) | AR126964A1 (en) |
| CO (1) | CO2024003589A2 (en) |
| MX (1) | MX2024002716A (en) |
| TW (1) | TW202317267A (en) |
| WO (1) | WO2023034334A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024168274A1 (en) | 2023-02-10 | 2024-08-15 | W.R. Grace & Co.-Conn. | Process for the separation of solvent from waste streams |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20160333121A1 (en) * | 2013-12-20 | 2016-11-17 | Aurora Alexandra Batinas-Geurts | Catalyst system for polymerization of an olefin |
| US20200270381A1 (en) * | 2017-11-13 | 2020-08-27 | W.R. Grace & Co.-Conn. | Polyolefin Polymer Composition |
| WO2020231716A1 (en) * | 2019-05-10 | 2020-11-19 | W.R. Grace & Co.-Conn. | Activated catalyst components for olefin polymerization |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1098866C (en) * | 1998-01-14 | 2003-01-15 | 中国石油化工集团公司 | Gas-phase method total density polyvinyl high-efficiency catalyst |
| CN1169845C (en) * | 2002-02-07 | 2004-10-06 | 中国石油化工股份有限公司 | Solid catalyst component for olefin polymerization and catalyst containing same and use thereof |
| US20110082268A1 (en) * | 2009-10-02 | 2011-04-07 | Sandor Nagy | Indazole-modified ziegler-natta catalyst system |
| US20130296510A1 (en) * | 2012-05-03 | 2013-11-07 | Zhengyang Guo | Catalysts for olefin polymerization, processes for preparation thereof and processes for olefin polymerization |
| CN105566522B (en) * | 2014-10-10 | 2018-01-23 | 中国石油化工股份有限公司 | Catalytic component and its catalyst for ethylene polymerization |
| CN107810205B (en) * | 2015-07-16 | 2020-05-19 | 博里利斯股份公司 | catalyst component |
| US10822438B2 (en) * | 2017-05-09 | 2020-11-03 | Formosa Plastics Corporation | Catalyst system for enhanced stereo-specificity of olefin polymerization and method for producing olefin polymer |
| KR102178630B1 (en) * | 2018-12-20 | 2020-11-13 | 한화토탈 주식회사 | A solid catalyst for producing polypropylene and a method for preparation of block copolymer |
-
2022
- 2022-08-30 EP EP22865453.9A patent/EP4396243A4/en active Pending
- 2022-08-30 WO PCT/US2022/042086 patent/WO2023034334A1/en not_active Ceased
- 2022-08-30 MX MX2024002716A patent/MX2024002716A/en unknown
- 2022-08-30 JP JP2024514012A patent/JP2024533176A/en active Pending
- 2022-08-30 US US18/689,040 patent/US20240392047A1/en active Pending
- 2022-08-30 CN CN202280073203.6A patent/CN118251425A/en active Pending
- 2022-08-30 KR KR1020247010636A patent/KR20240046920A/en active Pending
- 2022-09-01 AR ARP220102377A patent/AR126964A1/en unknown
- 2022-09-02 TW TW111133371A patent/TW202317267A/en unknown
-
2024
- 2024-03-22 CO CONC2024/0003589A patent/CO2024003589A2/en unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20160333121A1 (en) * | 2013-12-20 | 2016-11-17 | Aurora Alexandra Batinas-Geurts | Catalyst system for polymerization of an olefin |
| US20200270381A1 (en) * | 2017-11-13 | 2020-08-27 | W.R. Grace & Co.-Conn. | Polyolefin Polymer Composition |
| WO2020231716A1 (en) * | 2019-05-10 | 2020-11-19 | W.R. Grace & Co.-Conn. | Activated catalyst components for olefin polymerization |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4396243A4 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024168274A1 (en) | 2023-02-10 | 2024-08-15 | W.R. Grace & Co.-Conn. | Process for the separation of solvent from waste streams |
Also Published As
| Publication number | Publication date |
|---|---|
| MX2024002716A (en) | 2024-04-26 |
| CN118251425A (en) | 2024-06-25 |
| CO2024003589A2 (en) | 2024-04-08 |
| KR20240046920A (en) | 2024-04-11 |
| TW202317267A (en) | 2023-05-01 |
| EP4396243A4 (en) | 2025-11-26 |
| JP2024533176A (en) | 2024-09-12 |
| EP4396243A1 (en) | 2024-07-10 |
| AR126964A1 (en) | 2023-12-06 |
| US20240392047A1 (en) | 2024-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12240925B2 (en) | Process for preparing solid catalyst components for olefin polymerization | |
| KR102936793B1 (en) | Activated catalyst component for olefin polymerization | |
| JP2015533926A (en) | Production process of polymerization catalyst with controlled catalytic properties and its use in olefin polymerization | |
| WO2019094942A1 (en) | Polyolefin polymer composition | |
| US9403924B2 (en) | Process of production of large and spherical polymerization catalyst and use of same in olefin polymerizations | |
| WO2023034334A1 (en) | Catalyst component for propylene polymerization with improved catalyst performance | |
| WO2016168108A1 (en) | Olefin polymerization catalyst component with auxiliary internal electron donor | |
| RU2811425C2 (en) | Activated catalytic components for olefins polymerization | |
| RU2800539C2 (en) | Polyolefin polymer composition | |
| BR112021022199B1 (en) | ACTIVATED SOLID NON-PHTHALATE CATALYST COMPONENT FOR POLYMERIZATION OF OLEFINS, PROCESS FOR PRODUCING SAME AND PROCESS FOR PRODUCING OLEFIN POLYMERS USING SAID COMPONENT |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22865453 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024514012 Country of ref document: JP Ref document number: 2401001391 Country of ref document: TH |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18689040 Country of ref document: US |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112024004192 Country of ref document: BR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202417018546 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: NC2024/0003589 Country of ref document: CO |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 11202401445P Country of ref document: SG |
|
| ENP | Entry into the national phase |
Ref document number: 20247010636 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022865453 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022865453 Country of ref document: EP Effective date: 20240402 |
|
| WWP | Wipo information: published in national office |
Ref document number: NC2024/0003589 Country of ref document: CO |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280073203.6 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 112024004192 Country of ref document: BR Kind code of ref document: A2 Effective date: 20240301 |