WO2023135981A1 - ホットスタンプ成形品 - Google Patents
ホットスタンプ成形品 Download PDFInfo
- Publication number
- WO2023135981A1 WO2023135981A1 PCT/JP2022/044888 JP2022044888W WO2023135981A1 WO 2023135981 A1 WO2023135981 A1 WO 2023135981A1 JP 2022044888 W JP2022044888 W JP 2022044888W WO 2023135981 A1 WO2023135981 A1 WO 2023135981A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- plating layer
- less
- content
- hot
- steel sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/013—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/012—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of aluminium or an aluminium alloy
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C18/00—Alloys based on zinc
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C18/00—Alloys based on zinc
- C22C18/04—Alloys based on zinc with aluminium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/10—Alloys based on aluminium with zinc as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C30/00—Alloys containing less than 50% by weight of each constituent
- C22C30/06—Alloys containing less than 50% by weight of each constituent containing zinc
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/12—Aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
- C23C2/29—Cooling or quenching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
- B32B2311/20—Zinc
Definitions
- the present invention relates to hot stamped articles. This application claims priority based on Japanese Patent Application No. 2022-003723 filed in Japan on January 13, 2022, the content of which is incorporated herein.
- hot press method hot stamp method, high temperature press method, die quench method
- the material to be molded is once heated to a high temperature, and the material softened by heating is pressed and molded, and then cooled at the same time as the molding.
- the material is once heated to a high temperature to be softened, and the material is pressed in the softened state, so the material can be easily pressed. Therefore, by this hot pressing, it is possible to obtain a press-formed article having both good shape fixability and high mechanical strength.
- the mechanical strength of the press-formed product can be enhanced by the quenching effect of cooling after forming.
- a coating such as plating
- various materials such as organic materials and inorganic materials are used as coatings on steel sheets.
- zinc-based plating which has a sacrificial anticorrosion action, is often applied to steel sheets from the viewpoint of anticorrosion performance and steel sheet production technology.
- Patent Document 1 discloses a hot press steel plate member, in which, in mass%, C: 0.30% or more and less than 0.50%, Si: 0.01% or more and 2.0% or less, Mn: 0 .5% or more and 3.5% or less, Sb: 0.001% or more and 0.020% or less, P: 0.05% or less, S: 0.01% or less, Al: 0.01% or more and 1.00% and N: 0.01% or less, the balance being Fe and inevitable impurities, the average crystal grain size of the prior austenite grains is 8 ⁇ m or less, and the martensite volume fraction is 90 % or more, has a microstructure in which the amount of solid solution C is 25% or less of the total amount of C, has a tensile strength of 1780 MPa or more, and further has an Al-based plating layer or a Zn-based plating layer on the surface
- Patent Document 1 discloses that by applying a plating layer to the surface of a steel sheet
- Patent Document 1 does not discuss corrosion resistance after painting. Therefore, the present invention provides a molded article (hot stamp molded article) obtained by hot stamping a plated steel sheet having a Zn-containing plating layer as a raw material, and having excellent corrosion resistance after painting. is the subject.
- the present inventors conducted a study to improve the post-painting corrosion resistance of a hot-stamped product obtained from a plated steel sheet having a Zn-containing plating layer. As a result, the inventors have found that the corrosion resistance after painting is improved by adding a predetermined amount of Sc to the plating layer.
- a hot stamped product according to an aspect of the present invention includes a base steel material and a plating layer formed on the surface of the base steel material, and the chemical composition of the plating layer is Sc : 0.000010 to 3.0%, Fe: more than 15.0%, 95.0% or less, Al: 0 to 80.0%, Si: 0 to 20.0%, Mg: 0 to 3.0% , Ca: 0-3.0%, La: 0-0.5%, Ce: 0-0.5%, Y: 0-0.5%, Cr: 0-1.0%, Ti: 0- 1.0%, Ni: 0-1.0%, Co: 0-0.25%, V: 0-0.25%, Nb: 0-1.0%, Cu: 0-1.0%, Mn: 0-1.0%, Sr: 0-0.5%, Sb: 0-0.5%, Pb: 0-0.5%, B: 0-0.5%, Li: 0-1 .0%, Zr: 0.000010 to 3.0%, Fe: more than 15.0%, 95.0% or less, Al: 0 to 80.
- the chemical composition of the plating layer contains, by mass%, Zn: 15.0% or more and Sc: 0.00050 to 0.30%.
- an intermetallic containing 3 to 40% Sc, 3 to 50% Zn, 3 to 50% Fe, 0 to 50% Al, and 0 to 30% Si The area ratio of the compound phase may be 0.1% or more.
- the chemical composition of the plating layer contains, by mass%, Zn: 15.0% or more and Sc: 0.010 to 0.30%. may [4] In the hot stamped product according to any one of [1] to [3], the chemical composition of the plating layer contains 30.0 to 80.0% by mass of Al. , Fe 4 Al 13 phase may exist near the surface of the plating layer.
- a hot-stamped article according to one embodiment of the present invention (also referred to as a hot-stamped article according to this embodiment, or simply as a molded article according to this embodiment) will be described.
- a hot-stamped product according to this embodiment has a base steel material and a plated layer formed on the surface of the base steel material.
- the chemical composition of the plating layer is, in mass%, Sc: 0.000010 to 3.0%, Fe: more than 15.0% and 95.0% or less. include.
- the chemical composition of the plating layer may contain Al: 0 to 80.0% and Si: 0 to 20.0%, if necessary.
- Mg, Ca, La, Ce, Y, Cr, Ti, Ni, Co, V, Nb, Cu, Mn, Sr, Sb, Pb, B, Li, Zr, Mo, W, Ag , P, Sn, Bi, and In may be further contained in a total amount of 5.0% or less.
- the balance of the chemical composition is 5.0% or more by mass of Zn and impurities.
- the ⁇ -Zn phase exists near the surface of the plating layer.
- the Fe 4 Al 13 phase further exists (is formed) in the plating layer (especially on the surface).
- the hot stamped product according to the present embodiment has 3 to 40% by mass of Sc, 3 to 50% of Zn, 3 to 50% of Fe, and 0 to 50% of Al in the cross section of the plating layer. , Si by 0 to 30%, and the area ratio of the intermetallic compound phase containing 0.1% or more is preferable. The reasons for each limitation will be explained below.
- the plating layer is important for the molded article according to this embodiment, and the type of the base steel material is not particularly limited. It may be determined according to the product to be applied, the required strength, plate thickness, and the like.
- the base steel is, for example, hot-stamped steel using a hot-rolled mild steel plate described in JIS G3131:2018 or a cold-rolled steel plate described in JIS G3141:2021 as a base plate.
- a plated layer is provided on at least part of the surface of the base steel material.
- the plated layer may be formed on one side of the base steel, or may be formed on both sides.
- ⁇ Chemical composition> The chemical composition of the plating layer of the molded product according to this embodiment will be described.
- % regarding the content of each element means % by mass.
- Sc 0.000010 to 3.0% Sc is an important element in the plating layer of the molded article according to this embodiment.
- a plated steel sheet having a zinc-based plating layer is heated to a high temperature by hot stamping, welding, or the like, part of zinc (Zn) evaporates.
- the plating layer contains 0.000010% or more of Sc, evaporation of Zn at high temperatures is suppressed.
- the decrease in the Zn content in the Zn—Fe alloy formed on the surface by heating to a high temperature is suppressed, and the corrosion resistance after painting is improved in the hot stamped product.
- Sc was removed by refining even if it was contained in a trace amount as an impurity in raw materials.
- the Sc content in the plating layer is less than 0.000010%, the evaporation of Zn is not suppressed, and the effect of improving corrosion resistance after coating cannot be obtained in the hot stamped molded product. Therefore, the Sc content is made 0.000010% or more.
- the Sc content is preferably 0.000050% or more, 0.00010% or more, 0.00025% or more, or 0.00050% or more, more preferably 0.010% or more or 0.025% or more, and 0.010% or more. 050% or more, or 0.10% or more.
- the Sc content is set to 3.0% or less. If necessary, the Sc content may be 1.5% or less, 0.80% or less, or 0.40% or less. If the Sc content exceeds 0.30%, it may become difficult to prepare the plating bath, so the Sc content may be 0.30% or less.
- Fe More than 15.0%, 95.0% or less Fe diffuses from the base sheet to the plating layer during manufacturing, or when exposed to high temperatures such as hot stamping or welding, diffuses from the base sheet and enters the plating layer. is included in the plating layer by being alloyed with Zn. In hot stamping, the Fe content in the plating layer generally exceeds 15.0% due to the alloying of the plating layer and the base iron. Therefore, the Fe content is made more than 15.0%.
- the Fe content is optionally 18.0% or more, 20.0% or more, 23.0% or more, 26.0% or more, 30.0% or more, 35.0% or more, or 40.0% It is good as above.
- the Fe content is set to 95.0% or less.
- the Fe content is optionally 90.0% or less, 85.0% or less, 80.0% or less, 75.0% or less, 70.0% or less, 65.0% or less, or 60.0% It can be:
- Al 0-80.0%
- Al is an element effective for improving corrosion resistance in a plating layer containing aluminum (Al) and zinc (Zn).
- Al is also an element that contributes to the formation of an alloy layer (Al—Fe alloy layer) and is effective in improving plating adhesion.
- Al may be contained.
- the Al content is preferably 5.0% or more, preferably 10.0% or more, 15.0% or more, 20.0% or more, or 25.0% or more.
- the Al content is 30.0% or more or 35.0% or more, the Fe 4 Al 13 phase is formed in the plating layer, and the corrosion resistance after painting, especially the corrosion resistance to paint film blistering is better.
- the Al content is more preferably 30.0% or more or 35.0% or more.
- the Al content is set to 80.0% or less.
- the Al content is preferably 70.0% or less or 65.0% or less, more preferably 60.0% or less, 55.0% or less or 50.0% or less.
- Si 0-20.0% Si is an element that has the effect of suppressing the formation of an excessively thick alloy layer between the steel sheet and the plating layer, thereby increasing the adhesion between the steel sheet and the plating layer. Further, when it is contained together with Mg, it is also an element that forms a compound with Mg and contributes to the improvement of corrosion resistance after painting. Therefore, it may be contained. To obtain the above effects, the Si content is preferably 0.05% or more. The Si content is more preferably 0.1% or more, 0.2% or more or 0.5% or more, and still more preferably 1.0% or more or 1.5% or more.
- the Si content is set to 20.0% or less. From the viewpoint of workability of the plating layer, even if the Si content is 15.0% or less, 10.0% or less, 7.0% or less, 5.0% or less, 3.5% or less, or 2.5% or less good.
- the plating layer of the molded product according to the present embodiment may contain Zn and impurities other than the above elements.
- the Zn content is set to 5.0% or more.
- the Zn content is preferably 15.0% or more.
- the Zn content is preferably 7.0% or more, 10.0% or less, 15.0% or more, 18.0% or more, 21.0% or more, 25.0% or 30.0% or more.
- the Zn content is less than 85.0%. If necessary, the Zn content may be 80.0% or less, 70.0% or less, 60.0% or less, 55.0% or less, 50.0% or less, or 45.0% or less.
- the chemical composition of the plating layer of the molded product according to the present embodiment includes Mg, Ca, La, Ce, Y, Cr, Ti, Ni, Co, V, Nb as impurities for the purpose of improving various characteristics.
- Mg 0-3.0% Mg is an element that has the effect of increasing the corrosion resistance of the plating layer. Therefore, it may be contained. On the other hand, if the Mg content exceeds 3.0%, the workability of the plating layer is lowered. In addition, production problems arise, such as an increase in the amount of dross generated in the plating bath. Therefore, the Mg content is set to 3.0% or less. The Mg content may be 2.0% or less, 1.0% or less, 0.5% or less, or 0.2% or less.
- Ca 0-3.0% Ca is an element that, when contained in a plating layer, reduces the amount of dross that is likely to be formed during plating operation with an increase in the Mg content, thereby improving plating manufacturability. Therefore, Ca may be contained.
- the Ca content when the Ca content is high, Ca-based intermetallic compounds such as the CaZn 11 phase are formed in the plating layer, resulting in a decrease in corrosion resistance. Therefore, the Ca content is set to 3.0% or less.
- the Ca content may be 2.0% or less, 1.0% or less, 0.5% or less, or 0.2% or less.
- the contents of Cr, Ti, Ni, Nb, Cu, Mn, Li, Zr, Mo and Ag are each 1.0% or less
- the contents of Co and V are each 0.25% or less
- Sr, Sb the contents of Pb, B, W and P are each set to 0.5% or less.
- the contents of Cr, Ti, Ni, Nb, Cu, Mn, Li, Zr, Mo, and Ag may each be 0.5% or less, 0.3% or less, or 0.2% or less.
- the contents of Co and V may each be 0.10% or less, 0.05% or less, or 0.03% or less.
- the contents of Sr, Sb, Pb, B, W and P may each be 0.2% or less or 0.1% or less.
- Sn 0-1.0% Sn is an element that increases the Mg elution rate in a plating layer containing Zn, Al, and Mg. It is also an element that forms an intermetallic compound that greatly improves the acid/alkali corrosion resistance of the plating. Therefore, it may be contained. On the other hand, when the elution rate of Mg increases, the corrosion resistance of flat parts deteriorates. Also, the corrosion resistance on the acid side is remarkably deteriorated. Therefore, the Sn content is set to 1.0% or less. The Sn content may be 0.5% or less, 0.3% or less, or 0.2% or less.
- Bi 0-1.0% In: 0-1.0% Bi and In are elements that form an intermetallic compound that improves alkali corrosion resistance. Therefore, it may be contained. On the other hand, when the Bi content and the In content each exceed 1.0%, the corrosion resistance on the acid side is significantly deteriorated. Therefore, the Bi content and the In content are each set to 1.0% or less.
- the chemical composition of the plating layer is measured by the following method. First, the plating layer is coated with an acid containing an inhibitor that suppresses the corrosion of the base iron (steel material) (for example, an acid obtained by adding 1% Hibilon (A-6) (manufactured by Sugimura Chemical Industry Co., Ltd.) to 10% hydrochloric acid). An acid solution is obtained by exfoliating and dissolving. Next, the chemical composition of the plating layer can be obtained by measuring the obtained acid solution by ICP analysis.
- an acid containing an inhibitor that suppresses the corrosion of the base iron for example, an acid obtained by adding 1% Hibilon (A-6) (manufactured by Sugimura Chemical Industry Co., Ltd.) to 10% hydrochloric acid).
- An acid solution is obtained by exfoliating and dissolving.
- the chemical composition of the plating layer can be obtained by measuring the obtained acid solution by ICP analysis.
- the ⁇ -Zn phase exists near the surface.
- the ⁇ -Zn phase is a phase that exhibits good sacrificial corrosion resistance against Fe in an atmospheric environment. Therefore, the inclusion of the ⁇ -Zn phase in the plating layer (especially the surface) further improves the corrosion resistance after painting.
- the ⁇ -Zn phase is a hcp structure phase in which a small amount of Fe is dissolved.
- an intermetallic compound phase containing Sc having an equivalent circle diameter (equivalent circle diameter) of 5.0 ⁇ m or less (with an equivalent circle diameter of 5.0 ⁇ m or less and Sc is 3.0% by mass or more) is used as the material steel sheet.
- Sc that exists as an intermetallic compound phase moves into the oxide film on the surface when the temperature rises due to heating. It is assumed that the evaporation of Zn is suppressed by modifying the oxide film. By suppressing the evaporation of Zn due to high temperature heating, an ⁇ -Zn phase is formed near the surface during subsequent cooling.
- the molded product according to the present embodiment has, in terms of mass %, 3 to 40% Sc, 3 to 50% Zn, 3 to 50% Fe, 0 to 50% Al, and 0 to 50% Si in the cross section of the plating layer.
- the area ratio of the intermetallic compound phase containing 0 to 30% is preferably 0.1% or more. In this case, the corrosion resistance after painting is further improved.
- Such an intermetallic compound phase containing a relatively large amount of Zn together with Sc is an intermetallic compound having an equivalent circle diameter of 5.0 ⁇ m or less containing Sc as described above after increasing the Zn content and the Sc content. It is obtained by using a plated steel sheet containing a phase in a predetermined area ratio as a material steel sheet and suppressing evaporation of Zn due to high-temperature heating.
- the plated layer of the molded product according to the present embodiment has an Fe 4 Al 13 phase near the surface.
- the Fe 4 Al 13 phase is a phase that contributes to improved corrosion resistance more strongly than the Fe 2 Al 5 phase, which is a phase that is generally generated near the surface of a plating layer containing Fe and Al. Therefore, the presence (formation) of the Fe 4 Al 13 phase near the surface of the plating layer further improves the corrosion resistance after painting.
- Whether or not the ⁇ -Zn phase and the Fe 4 Al 13 phase are present near the surface of the plating layer is evaluated using XRD measurement. Specifically, using a Cu tube as an X-ray generation source, the surface of the plating layer is irradiated with X-rays to perform XRD measurement, and the position of 42.9 to 43.6 ° at 2 ⁇ . If a peak exists in , it is determined that the ⁇ -Zn phase exists. Also, if there is a peak at the position of 25.0 to 25.8° in 2 ⁇ , it is determined that the Fe 4 Al 13 phase is present. In this embodiment, it is determined that a peak exists if an intensity that is 1.5 times or more than the baseline intensity is detected within a predetermined 2 ⁇ range.
- the area ratio of the intermetallic compound phase containing Sc in the plating layer can be obtained by the following method. Five samples are taken so that a cross section in the thickness direction of the plating layer can be observed. For these samples, a rectangular range of 100 ⁇ m in the thickness direction and 500 ⁇ m in the direction perpendicular to the thickness direction was taken as one field of view, and a total of 5 fields of view were photographed at a magnification of 1500 using EDS, and a mapping image was obtained. obtain. At that time, the spot diameter should be 1 to 10 nm, the voltage should be 15 kV, and the current should be 10 nA.
- the mass% is 3 to 40% for Sc, 3 to 50% for Zn, and 3 to 50% for Fe. %, 0 to 50% Al, and 0 to 30% Si, and the area ratio to the observation field is determined. The average of 5 fields of view is calculated, and this is defined as the area ratio of the intermetallic compound phase.
- LME cracks When galvanized steel sheets are resistance spot welded together or cold-rolled steel sheets and galvanized steel sheets are resistance spot welded together, cracks called liquid metal embrittlement (LME) cracks occur at spot welds.
- LME cracking occurs when the zinc in the galvanized layer melts due to the heat generated during resistance spot welding, and the molten zinc penetrates into the grain boundaries of the steel sheet structure of the weld, and tensile stress acts on this state. be.
- the requirements for crack initiation are that the molten zinc contacts the solid steel plate during welding, and that tensile stress (strain) acts on that site.
- the susceptibility to LME cracking tends to increase as the strength of the steel sheet increases.
- LME cracking is suppressed in the molded article according to the present embodiment. Although the detailed mechanism is unknown, it is assumed that LME cracking is suppressed due to changes in impurity elements in the liquid phase Zn present during molding due to the inclusion of Sc. Therefore, it is preferable that LME cracks do not exist in the molded article according to the present embodiment.
- the presence or absence of LME cracking is determined by visually observing the appearance of the bent portion after hot stamping.
- the coating weight per side of the plating layer (hereinafter simply referred to as the coating weight means the coating weight per side) is preferably 20 to 160 g/m 2 . If the coating weight of the plating layer is less than 20 g/m 2 , sufficient corrosion resistance may not be obtained. On the other hand, if the adhesion amount is more than 160 g/m 2 , the adhesion of the plating layer may deteriorate, and the plating may peel off.
- the coating amount of the plating layer may be 30 g/m 2 or more, 40 g/m 2 or more, 50 g/m 2 or more, or 60 g/m 2 or more, and may be 140 g/m 2 or less, 120 g/m 2 or less, or 100 g/m 2 . or less, or 90 g/m 2 or less.
- the adhesion amount can be measured by the following method. First, a 30 mm ⁇ 30 mm sample is taken from the molded article, and this sample is treated with an acid containing an inhibitor that suppresses the corrosion of the base iron (steel material) (for example, 1% Hibilon (A-6) in 10% hydrochloric acid (manufactured by Sugimura Chemical Industry Co., Ltd.) is added to remove and dissolve the plating layer. The change in weight of the plated steel sheet after peeling and dissolving is measured, and the adhesion amount is calculated from the result.
- an acid containing an inhibitor that suppresses the corrosion of the base iron (steel material) for example, 1% Hibilon (A-6) in 10% hydrochloric acid (manufactured by Sugimura Chemical Industry Co., Ltd.
- A-6 1% Hibilon (A-6) in 10% hydrochloric acid
- the shape of the molded product according to this embodiment is not particularly limited. That is, it may be a flat plate obtained by hot stamping without deformation, or a compact formed by hot stamping. However, since a flat molded body (that is, a flat plate) can be easily obtained without performing hot working such as hot stamping, there is no need to use it as a hot stamped molded product. With regard to the shape of molded products, flat shapes are not subject to inspection, except for exceptions such as testing purposes. A person skilled in the art can easily identify whether it is a hot-stamped molded product by a known method, for example, by analyzing the structure and strength of the base steel material of the molded product. For example, by comparative analysis of the hardness of the bent part and the hardness of the flat part of the steel material, it is possible to easily distinguish whether the molded product is manufactured by cold working or hot stamping. is.
- the thickness of the molded article according to this embodiment is not limited, it is preferably 0.5 to 3.0 mm in consideration of the intended use.
- the molded product according to the present embodiment can obtain the effect as long as it has the above characteristics regardless of the manufacturing method, but it contains Sc, and in the cross section in the thickness direction of the plating layer, the circle containing Sc It can be manufactured by subjecting a plated steel sheet having a plated layer having an area ratio of 0.1 to 10.0% of an intermetallic compound phase with an equivalent diameter of 5.0 ⁇ m or less to hot stamping or the like.
- the manufacturing conditions for the molded product according to the present embodiment are characterized by the plated steel sheet as the raw material, and the conditions for hot stamping and the like are not limited. When performing hot stamping, the conditions may be known conditions.
- the plated steel sheet according to the present embodiment may be heated to 850 to 1000° C., held for 0 to 600 seconds, and then quenched simultaneously with molding in a mold.
- the plated steel sheet as a material will be described below.
- the plated steel sheet (sometimes referred to as the plated steel sheet according to the present embodiment), which is the material for the molded product according to the present embodiment, includes the steel sheet, the plating layer formed on the surface of the steel sheet, and the surface of the plating layer. and an oxide film having a thickness of 10 nm or more, and the chemical composition of the plating layer contains, in mass%, Sc: 0.000010 to 4.0%, and optionally Al, Fe, and Si.
- the area ratio of the intermetallic compound phase containing Sc and having an equivalent circle diameter of 5.0 ⁇ m or less is 0.1 to 10.0% in the cross section in the thickness direction of the plating layer. is.
- the steel sheet (plating base sheet) included in the plated steel sheet according to the present embodiment is not particularly limited. It may be determined according to the product to be applied, the strength required, the plate thickness, and the like. For example, hot-rolled mild steel sheets described in JIS G3131:2018 and cold-rolled steel sheets described in JIS G3141:2021 can be used.
- the plated steel sheet according to the present embodiment has a plated layer on at least part of the surface of the steel sheet.
- the plating layer may be formed on one side of the steel sheet, or may be formed on both sides. This plated layer becomes the plated layer of the molded article according to the present embodiment through hot stamping or the like.
- ⁇ Chemical composition> The chemical composition of the plating layer of the plated steel sheet according to this embodiment will be described.
- % regarding the content of each element means % by mass.
- the Sc content in the plating layer is less than 0.000010%, the effect of suppressing the evaporation of Zn cannot be obtained. Therefore, the Sc content is made 0.000010% or more.
- the Sc content is preferably 0.00050% or more, more preferably 0.010% or more.
- the Sc content is set to 4.0% or less. If the Sc content exceeds 0.30%, it may become difficult to prepare the plating bath, so the Sc content may be 0.30% or less.
- Al 0-93.0%
- Al is an element effective for improving corrosion resistance in a plating layer containing aluminum (Al) and zinc (Zn).
- Al is also an element that contributes to the formation of an alloy layer (Al—Fe alloy layer) and is effective in improving plating adhesion.
- Al may be contained.
- the Al content is preferably 5.0% or more, preferably 10.0% or more.
- Al is also an element that forms a strong oxide film on the surface of the plating layer and has the effect of suppressing the evaporation of Zn. To obtain this effect, the Al content is preferably 19.0% or more.
- the Al content is set to 93.0% or less.
- the Al content is preferably 90.0% or less.
- Fe 0-15.0% Fe may be contained in the plating layer by diffusing from the original plating sheet into the plating layer during production. Especially in the case of hot-dip plating, the Fe content may be up to 15.0% at most, but if the Fe content is 15.0% or less, the effect on corrosion resistance after painting is small. Therefore, the Fe content is set to 15.0% or less.
- Si 0-20.0% Si suppresses the formation of an excessively thick alloy layer between the steel sheet and the coating layer when forming the coating layer on the steel sheet, and has the effect of increasing the adhesion between the steel sheet and the coating layer.
- the Si content is preferably 0.05% or more.
- the Si content is more preferably 1.0% or more.
- the Si content exceeds 20.0%, a large amount of Si is contained in the Sc-containing intermetallic compound, which raises the melting point of the Sc-containing intermetallic compound phase.
- the Si content is set to 20.0% or less. From the viewpoint of workability of the plating layer, the Si content may be 10.0% or less.
- the plating layer of the plated steel sheet according to the present embodiment may contain Zn and impurities other than the above elements.
- Zn and impurities Mg, Ca, La, Ce, Y, Cr, Ti, Ni, Co, V, Nb, Cu, Mn, Sr, Sb, Pb, B, Li
- It may contain one or more selected from the group consisting of Zr, Mo, W, Ag, P, Sn, Bi, and In. Since these elements do not have to be contained, the lower limit is 0%.
- Zn content is 7.0% or more. The preferred contents of these elements and the reasons for their limitations are the same as those described for the hot-stamped article, and therefore are omitted.
- the chemical composition of the plated steel sheet, which is the material is determined by investigating the relationship between the chemical composition of the plated steel sheet, which is the material, and the chemical composition of the plating layer of the hot stamped product after hot stamping. It may be selected within the above range so as to achieve the desired chemical composition of the plating layer in the product.
- the chemical composition of the plating layer is measured by the following method. First, the plating layer is coated with an acid containing an inhibitor that suppresses the corrosion of the base iron (steel material) (for example, an acid obtained by adding 1% Hibilon (A-6) (manufactured by Sugimura Chemical Industry Co., Ltd.) to 10% hydrochloric acid). An acid solution is obtained by exfoliating and dissolving. Next, the chemical composition of the plating layer can be obtained by measuring the obtained acid solution by ICP analysis.
- an acid containing an inhibitor that suppresses the corrosion of the base iron for example, an acid obtained by adding 1% Hibilon (A-6) (manufactured by Sugimura Chemical Industry Co., Ltd.) to 10% hydrochloric acid).
- An acid solution is obtained by exfoliating and dissolving.
- the chemical composition of the plating layer can be obtained by measuring the obtained acid solution by ICP analysis.
- the area ratio of the intermetallic compound phase containing Sc and having an equivalent circle diameter of 5.0 ⁇ m or less is 0.1 in the cross section in the thickness direction of the plating layer. ⁇ 10.0%.
- the area ratio of the intermetallic compound phase containing Sc and having an equivalent circle diameter of 5.0 ⁇ m or less is preferably 1.0 to 10.0%.
- the intermetallic compound phase with an equivalent circle diameter of 5.0 ⁇ m or less can come into contact with the surrounding ⁇ -Zn phase, compared to when it is dissolved in the ⁇ -Al phase or when the equivalent circle diameter is large. , more effectively suppresses the evaporation of Zn.
- the area ratio of the intermetallic compound phase containing Sc and having an equivalent circle diameter of 5.0 ⁇ m or less is more preferably 1.0% or more.
- the area ratio of the intermetallic compound phase containing Sc and having an equivalent circle diameter of 5.0 ⁇ m or less is preferably 10.0% or less.
- the lower limit of the equivalent circle diameter of the target intermetallic compound phase is not limited, it is preferable to target the intermetallic compound phase of 0.1 ⁇ m or more from the viewpoint of measurement accuracy.
- the area ratio of the intermetallic compound phase containing Sc and having an equivalent circle diameter of 5.0 ⁇ m or less can be controlled by the Sc content and the cooling conditions after plating, which will be described later.
- the area ratio of the intermetallic compound phase containing Sc having an equivalent circle diameter of 5.0 ⁇ m or less in the cross section of the plating layer can be obtained by the following method. Five samples are taken so that a cross section in the thickness direction of the plating layer can be observed. For these samples, a rectangular range of 100 ⁇ m in the thickness direction and 500 ⁇ m in the direction perpendicular to the thickness direction was defined as one field of view, and each field of view was taken for a total of 5 fields of view at a magnification of 1500 times using EDS. , to obtain the mapping image.
- the coating weight per side of the plating layer is preferably 20 to 160 g/m 2 . If the coating weight of the plating layer is less than 20 g/m 2 , sufficient corrosion resistance may not be obtained. On the other hand, if the adhesion amount is more than 160 g/m 2 , the adhesion of the plating layer may deteriorate, and the plating may peel off.
- the adhesion amount can be measured by the following method.
- a sample of 30 mm ⁇ 30 mm is taken from the plated steel sheet, and an acid containing an inhibitor that suppresses the corrosion of the base iron (steel) is applied to this sample (for example, 1% Hibiron (A-6) in 10% hydrochloric acid (Sugimura (manufactured by Kagaku Kogyo Co., Ltd.) is added to remove and dissolve the plating layer.
- the change in weight of the plated steel sheet after peeling and dissolution is measured, and the adhesion amount is calculated from the result.
- an oxide film exists on the surface of the plating layer and has a thickness of 10 nm or more.
- the oxide film can suppress the evaporation of Zn when the plated steel sheet becomes hot such as during hot stamping. If the thickness of the oxide film is less than 10 nm, Zn evaporation cannot be suppressed, resulting in a decrease in red rust resistance.
- the upper limit of the thickness of the oxide film is not limited, it may be 50 nm or less.
- the thickness of the oxide film is obtained by a method using a high-frequency glow discharge optical emission spectrometer (GDS). Specifically, the surface of the test piece is made into an Ar atmosphere and analyzed in the depth direction while sputtering the surface in a state in which glow plasma is generated. Elements are identified from the element-specific emission spectrum wavelengths emitted when atoms are excited in glow plasma, and the emission intensity of the identified elements is estimated. Data in the depth direction are estimated from the sputtering time. The sputter time is converted into the sputter depth by obtaining the relationship between the sputter time and the sputter depth in advance using a standard sample. The sputter depth converted from the sputter time is defined as the depth from the surface.
- GDS high-frequency glow discharge optical emission spectrometer
- the obtained emission intensity is converted to % by mass by preparing a calibration curve.
- the depth thus measured from the outermost surface to the position where the O content is 5% by mass is measured. This is performed at three locations, and the average of the depths of the three locations to the position where the O content is 5% by mass is taken as the thickness of the oxide film.
- the plated steel sheet according to the present embodiment can be manufactured, for example, through the following steps of forming a plating layer containing Sc (plating layer forming step).
- ⁇ Plating layer forming process> Although the method of forming the plated layer is not limited, hot dip plating is exemplified. If it is a hot-dip plating method, methods including (I) to (III) can be adopted. (I) A steel plate (plating base plate) is immersed in a hot-dip plating bath containing Sc, (II) Pull up the steel plate from the plating bath, control the amount of adhesion with wiping gas or the like, (III) Cool to room temperature.
- (I) Immersion in Plating Bath By immersing the steel sheet in a hot-dip plating bath containing Sc, a coating layer is formed on the surface of the steel sheet.
- the chemical composition of the plating bath contains, for example, 0.000010 to 4.0% Sc, and further Al, Si, Mg, Ca, La, Ce, Y, Cr, Ti, Ni, Co, V, Nb, Cu, Mn, Sr, Sb, Pb, B, Li, Zr, Mo, W, Ag, P, Sn, Bi, In, and the balance being Zn and impurities do it.
- the steel sheet before being immersed in the plating bath may be subjected to heat reduction treatment.
- the steel plate before immersion in the plating bath is heat-reduced at 800 ° C. in an N 2 -5% H 2 gas atmosphere in a furnace with an oxygen concentration of 20 ppm or less, and is air-cooled with N 2 gas and immersed. After the plate temperature reaches the bath temperature +20°C, it is immersed in the plating bath.
- the immersion time in the plating bath is preferably about 1 to 10 seconds.
- the steel sheet in which the coating amount of the plating layer is controlled is cooled to room temperature.
- the average cooling rate from the bath temperature to (bath temperature -50 ° C.) is 5 ° C./sec or less, and the average cooling rate from (bath temperature -50 ° C.) to 100 ° C. is 20 ° C./sec or more, thereby reducing Sc.
- Formation of an intermetallic compound having an equivalent circle diameter of 5.0 ⁇ m or less is promoted. If the average cooling rate from the bath temperature to (bath temperature ⁇ 50° C.) is more than 5° C./sec, Sc becomes a solid solution in the ⁇ -Al phase. Sc dissolved in the ⁇ -Al phase does not crystallize out as an intermetallic compound phase.
- the average cooling rate from the bath temperature to (bath temperature -50°C) is set to 5°C/sec or less so that Sc does not dissolve in the ⁇ -Al phase. It is preferably 3° C./sec or less.
- the average cooling rate is preferably 30° C./second or more.
- a steel plate containing 0.2% by mass of C and 1.3% by mass of Mn and having a thickness of 1.6 mm was used as the base sheet for plating.
- the plating bath contains 0.00001 to 4.0% by mass of Sc, and if necessary, further Al, Si, Mg, Ca, La, Ce, Y, Cr, Ti, Ni, Co, V, Nb, Cu , Mn, Sr, Sb, Pb, B, Li, Zr, Mo, W, Ag, P, Sn, Bi, In, with the balance being Zn and impurities.
- the surface of the plating stock sheet before immersion in the plating bath is heat-reduced at 800 ° C. in a N 2 -5% H 2 gas atmosphere in a furnace with an oxygen concentration of 20 ppm or less. After air-cooling with gas and the immersion plate temperature reaching +20°C of the bath temperature, it was immersed in a plating bath having a bath temperature of 400 to 700°C for about 3 seconds. After being immersed in the plating bath, it was pulled up at a pulling speed of 20 to 200 mm/sec. At the time of drawing, the amount of plating deposited was controlled with N2 wiping gas.
- the area ratio of the Sc-containing intermetallic compound phase with an equivalent circle diameter of 5.0 ⁇ m or less was obtained from the plated steel sheet in the manner described above. Table 1 shows the results.
- a blank of 180 mm ⁇ 50 mm is taken from the obtained plated steel sheet, and this blank is heated as hot stamping, held for a certain period of time, and then hat-shaped with a mold and rapidly cooled to hot.
- a stamped product was obtained.
- the following three types of conditions were used.
- Condition A The plated steel sheet is charged into a furnace at 900 ° C. After the temperature of the plated steel plate reaches the furnace temperature of -10 ° C., it is held in the furnace for 100 seconds, then taken out of the furnace and cooled to about room temperature.
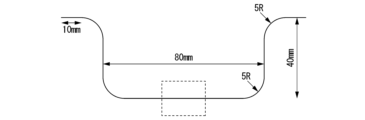
- Hat forming and mold quenching condition B using a certain hat forming mold The plated steel sheet is charged into a furnace at 900 ° C., and after the temperature of the plated steel plate reaches the furnace temperature of -10 ° C., 240 seconds in the furnace. After holding, it is taken out from the furnace, hat-shaped using a hat-forming mold at a temperature of about room temperature, and mold rapid cooling Condition C: The plated steel sheet is heated to 900 ° C. by high-frequency induction heating or electric heating, average temperature increase rate 80 After raising the temperature at °C/second, the heating is stopped, and the hat forming mold at about room temperature is used for hat forming and rapid cooling of the mold. there were. A sample taken from the bottom (the portion surrounded by the dotted line) in the figure was used for the chemical composition of the plated layer, the chemical composition analysis, and the observation of the cross-sectional structure, which will be described later.
- the chemical composition of the plating layer of the hot stamped product was measured by the following method. A 30 mm x 30 mm sample was taken from the bottom of a hat-shaped hot-stamped product, and the sample was immersed in a 10% HCl aqueous solution to which 1% Hibilon (A-6) was added to remove the plating layer by pickling. After that, the chemical composition of the plating layer was measured by ICP analysis of the elements eluted in the aqueous solution. The chemical composition of the plating layer was as shown in Table 2.
- the A values in Table 2 are Mg, Ca, La, Ce, Y, Cr, Ti, Ni, Co, V, Nb, Cu, Mn, Sr, Sb, Pb, B, Li, Zr, Mo , W, Ag, P, Sn, Bi, and In.
- the corrosion resistance after painting was evaluated for the obtained hot-stamped molded article.
- the corrosion resistance after painting in this example, the base metal corrosion depth and the paint film swelling width were evaluated. Specifically, a sample of size 80 ⁇ 50 mm was taken from the bottom of the hot-stamped product, and this sample was subjected to Zn phosphate treatment according to the SD5350 system (manufactured by Nippon Paint Industrial Coatings Co., Ltd.). After that, electrodeposition coating (PN110 Powernics Gray: standard manufactured by Nippon Paint Industrial Coatings Co., Ltd.) was applied to a thickness of 20 ⁇ m, and baking was performed at a baking temperature of 150° C. for 20 minutes. After that, a cut reaching the base iron was introduced in the center of the sample, and subjected to a combined cycle corrosion test in accordance with JIS H 8502: 1999, 8.1 Neutral salt spray cycle test method. And the width of the coating film swelling was measured.
- the erosion depth of the base steel was measured using a laser displacement meter after removing the sample at the 240th cycle and peeling off the electrodeposition coating and plating layer.
- the corrosion depth of the base iron is less than 0.3 mm, "AAA”, if it is 0.3 to less than 0.6 mm, it is “AA”, and if it is 0.6 to 1.0 mm. is “A”, and the case of more than 1.0 mm is “B”.
- the coating film swelling width is "AAA” when the coating film swelling width from the cut part is less than 0.3 mm at the time of 120 cycles, and "AA” when it is less than 0.3 to 0.6 mm.
- “A” was given for 0.6 to 1.0 mm, and “B” was given for over 1.0 mm. Table 3 shows the results.
- No. 1 which is an invention example in which the content of each element including Sc is within a predetermined range in the plating layer, was used. 2 to 5, 8, 10 to 13, 15 to 17, 19 to 22, 24 to 27, 29, 30, and 32 to 35 are excellent in corrosion resistance after coating. Furthermore, the higher the Sc content, the better the corrosion resistance after painting. Also, when the plating layer has a large Zn content, the corrosion depth of the base iron is particularly small. Moreover, when the Al content of the plating layer is large and the Fe 4 Al 13 phase exists on the plating layer, the coating film swelling width is particularly small. In addition, LME cracking was suppressed in the bent portion of the hot-stamped product.
- This hot-stamped product can be applied to automobile parts and the like, and has high industrial applicability.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Crystallography & Structural Chemistry (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Coating With Molten Metal (AREA)
- Laminated Bodies (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
本願は、2022年01月13日に、日本に出願された特願2022-003723号に基づき優先権を主張し、その内容をここに援用する。
よって、鋼板の機械的強度を高めることにより、以前使用されていた鋼板より薄くしても機械的強度を維持又は高めることが可能な鋼板について、研究開発が行われている。このような鋼板に対する要請は、自動車製造業のみならず、様々な製造業でも同様になされている。
このような、亜鉛系めっき層を有するめっき鋼板は、ホットスタンプや溶接等、高温に加熱されることで、Znの一部が蒸発するとともに、残存するZn(亜鉛)が基材となる鋼板から拡散するFeと合金化する。本発明者らの検討の結果、Znが蒸発すると、ホットスタンプや溶接等を経て得られた鋼部材(成形品)において、塗装後耐食性が低下することが分かった。
しかしながら、特許文献1では塗装後耐食性に対する検討は行われていない。そのため、本発明は、Zn含有するめっき層を有するめっき鋼板を素材として、ホットスタンプ工程を経て得られた成形品(ホットスタンプ成形品)であって、塗装後耐食性に優れる成形品を提供することを課題とする。
[1]本発明の一態様に係るホットスタンプ成形品は、母鋼材と、前記母鋼材の表面に形成されためっき層と、を有し、前記めっき層の化学組成が、質量%で、Sc:0.000010~3.0%、Fe:15.0%超、95.0%以下、Al:0~80.0%、Si:0~20.0%、Mg:0~3.0%、Ca:0~3.0%、La:0~0.5%、Ce:0~0.5%、Y:0~0.5%、Cr:0~1.0%、Ti:0~1.0%、Ni:0~1.0%、Co:0~0.25%、V:0~0.25%、Nb:0~1.0%、Cu:0~1.0%、Mn:0~1.0%、Sr:0~0.5%、Sb:0~0.5%、Pb:0~0.5%、B:0~0.5%、Li:0~1.0%、Zr:0~1.0%、Mo:0~1.0%、W:0~0.5%、Ag:0~1.0%、P:0~0.5%、Sn:0~1.0%、Bi:0~1.0%、In:0~1.0%、及び残部:5.0%以上のZnおよび不純物であり、Mg、Ca、La、Ce、Y、Cr、Ti、Ni、Co、V、Nb、Cu、Mn、Sr、Sb、Pb、B、Li、Zr、Mo、W、Ag、P、Sn、Bi、及びInの含有量の合計が0~5.0%であり、前記めっき層の表面に、η-Zn相が存在する。
[2][1]に記載のホットスタンプ成形品は、前記めっき層の前記化学組成が、質量%で、Zn:15.0%以上、及びSc:0.00050~0.30%を含有し、前記めっき層の断面において、質量%で、Scを3~40%、Znを3~50%、Feを3~50%、Alを0~50%、Siを0~30%含有する金属間化合物相の面積率が0.1%以上であってもよい。
[3][2]に記載のホットスタンプ成形品は、前記めっき層の前記化学組成が、質量%で、Zn:15.0%以上、及びSc:0.010~0.30%を含有してもよい。
[4][1]~[3]のいずれか一項に記載のホットスタンプ成形品は、前記めっき層の前記化学組成が、質量%で、Al:30.0~80.0%を含有し、前記めっき層の表面付近にFe4Al13相が存在してもよい。
本実施形態に係るホットスタンプ成形品は、母鋼材と、前記母鋼材の表面に形成されためっき層と、を有する。また、本実施形態に係るホットスタンプ成形品では、めっき層の化学組成が、質量%で、Sc:0.000010~3.0%、Fe:15.0%超、95.0%以下、を含む。めっき層の化学組成が、必要に応じて、Al:0~80.0%、Si:0~20.0%を含有してよい。さらに、必要に応じて、Mg、Ca、La、Ce、Y、Cr、Ti、Ni、Co、V、Nb、Cu、Mn、Sr、Sb、Pb、B、Li、Zr、Mo、W、Ag、P、Sn、Bi、及びInから選択される1種以上を合計で5.0%以下の範囲でさらに含有してもよい。化学組成の残部は、質量%で5.0%以上のZn、および不純物である。
また、本実施形態に係るホットスタンプ成形品は、めっき層の表面付近に、η-Zn相が存在する。
本実施形態に係るホットスタンプ成形品は、めっき層(特に表面)において、さらに、Fe4Al13相が存在する(形成される)ことが好ましい。
また、本実施形態に係るホットスタンプ成形品は、めっき層の断面において、質量%で、Scを3~40%、Znを3~50%、Feを3~50%、Alを0~50%、Siを0~30%、含有する金属間化合物相の面積率が0.1%以上であることが好ましい。
以下、それぞれの限定理由について説明する。
本実施形態に係る成形品はめっき層が重要であり、母鋼材の種類については特に限定されない。適用される製品や、要求される強度や板厚等によって決定すればよい。母鋼材は、例えば、JIS G3131:2018に記載された熱間圧延軟鋼板やJIS G3141:2021に記載された冷間圧延鋼板などを原板として用い、ホットススタンプされた鋼材である。
本実施形態に係る成形品では、母鋼材の表面の少なくとも一部にめっき層を備える。めっき層は母鋼材の片面に形成されていてもよいし、両面に形成されていてもよい。
本実施形態に係る成形品のめっき層の化学組成について説明する。以下、各元素の含有量に関する%は、質量%を意味する。
Scは本実施形態に係る成形品のめっき層において、重要な元素である。
亜鉛系めっき層を有するめっき鋼板は、ホットスタンプや溶接等、高温に加熱されることで、亜鉛(Zn)の一部が蒸発する。しかしながら、めっき層が、0.000010%以上のScを含有することで、高温でのZnの蒸発が抑制される。Znの蒸発が抑制されることで、高温に加熱されることによって表面に形成されるZn-Fe合金におけるZn含有量の低下が抑制され、ホットスタンプ成形品において、塗装後耐食性が向上する。
従来Scは、原料に不純物として微量に含有されていたとしても、精錬によって除去されていた。そのため、従来のめっき鋼板またはそのめっき鋼板から得られるホットスタンプ成形品のめっき層中には、Scがほとんど含有されていない。まれに、不純物として混入する場合であっても、Sc含有量は0.000004%(0.04ppm)以下であることが確認された。これに対し、本発明者らは、0.000010%(0.10ppm)以上のScの含有によって、Znの蒸発が抑制されるとの知見を新たに見出した。
Scの含有によって高温に加熱された場合でもZnの蒸発が抑制されるメカニズムはまだ明確ではないものの、めっき後のめっき層の表面には、大気などの酸素を含む環境であればZn酸化物(及び、Alが含まれている場合にはAl酸化物)を含む薄い酸化皮膜が形成される。Scは、加熱などで温度が上昇する際に、この酸化皮膜中へ移動し、酸化皮膜を改質することで、Znの蒸発を抑制すると想定される。
めっき層中のSc含有量が、0.000010%未満では、Znの蒸発が抑制されず、ホットスタンプ成形品において塗装後耐食性の向上効果が得られない。そのため、Sc含有量は、0.000010%以上とする。Sc含有量は、好ましくは0.000050%以上、0.00010%以上、0.00025%以上又は0.00050%以上であり、より好ましくは0.010%以上又は0.025%以上、0.050%以上又は0.10%以上である。
一方、Sc含有量が3.0%を超えてもその効果は飽和する上、コストが上昇する。そのため、Sc含有量は、3.0%以下とする。必要に応じて、Sc含有量を1.5%以下、0.80%以下又は0.40%以下としてもよい。また、Sc含有量を0.30%超にしようとすると、めっき浴の建浴が困難になる場合があるので、Sc含有量を0.30%以下としてもよい。
Feは、製造時にめっき原板からめっき層に拡散したり、ホットスタンプや溶接などで高温に曝された際に、原板から拡散し、めっき層中のZnと合金化したりすることで、めっき層に含まれる。ホットスタンプでは、めっき層と地鉄との合金化で、めっき層中のFe含有量は一般に15.0%超になる。そのため、Fe含有量を15.0%超とする。Fe含有量は、必要に応じて、18.0%以上、20.0%以上、23.0%以上、26.0%以上、30.0%以上、35.0%以上または40.0%以上としてもよい。
一方、Fe含有量が95.0%超では、Zn含有量が過少になり、塗装後耐食性が低下する。そのため、Fe含有量は、95.0%以下とする。Fe含有量は、必要に応じて、90.0%以下、85.0%以下、80.0%以下、75.0%以下、70.0%以下、65.0%以下または60.0%以下としてよい。
Alは、アルミニウム(Al)、亜鉛(Zn)を含むめっき層において、耐食性を向上させるために有効な元素である。また、Alは、合金層(Al-Fe合金層)の形成に寄与し、めっき密着性の向上に有効な元素でもある。上記効果を十分に得るため、Alを含有させてもよい。上記効果を得る場合、Al含有量を5.0%以上とすることが好ましく、10.0%以上、15.0%以上、20.0%以上又は25.0%以上とすることが好ましい。また、Al含有量が30.0%以上または35.0%以上になるような条件であれば、めっき層において、Fe4Al13相が形成され、塗装後耐食性、特に、塗膜膨れに対する耐食性がより向上する。そのため、Al含有量は30.0%以上または35.0%以上がより好ましい。
一方、Al含有量を80.0%超とすると、Zn含有量が過少になり、塗装後耐食性が低下する。そのため、Al含有量を80.0%以下とする。Al含有量は好ましくは70.0%以下または65.0%以下、より好ましくは60.0%以下、55.0%以下または50.0%以下である。
Siは、鋼板とめっき層との間に形成される合金層が過剰に厚く形成されることを抑制して、鋼板とめっき層との密着性を高める効果を有する元素である。また、Mgとともに含有される場合には、Mgと化合物を形成して、塗装後耐食性の向上に寄与する元素でもある。そのため、含有させてもよい。
上記効果を得る場合、Si含有量を0.05%以上とすることが好ましい。Si含有量は、より好ましくは0.1%以上、0.2%以上又は0.5%以上、さらに好ましくは1.0%以上または1.5%以上である。
一方、Si含有量が20.0%を超えるような場合には、素材となるめっき鋼板において、SiがScを含む金属間化合物に多量に含まれることで、Scを含む金属間化合物相の融点が上昇する。この場合、めっき鋼板が高温に曝された場合にも、Scを含む金属間化合物が溶融せず、Scが十分に作用しない。その結果、ScによるZn蒸発抑制効果が十分に得られなくなる。そのため、Si含有量を20.0%以下とする。めっき層の加工性の観点で、Si含有量を15.0%以下、10.0%以下、7.0%以下、5.0%以下、3.5%以下又は2.5%以下としてもよい。
塗装後耐食性を確保するため、Zn含有量は5.0%以上とする。Znの含有量は15.0%以上であることが好ましい。特に、Zn含有量が15.0%以上であれば、塗装後耐食性、特に地鉄の浸食に対する耐食性がより向上する。Zn含有量は好ましくは、7.0%以上、10.0%以下、15.0%以上、18.0%以上、21.0%以上、25.0%または30.0%以上である。一方、Zn含有量は、85.0%未満である。必要に応じて、Zn含有量を、80.0%以下、70.0%以下、60.0%以下、55.0%以下、50.0%以下または45.0%以下としてもよい。
Mgは、めっき層の耐食性を高める効果を有する元素である。そのため、含有させてもよい。
一方、Mg含有量が3.0%超であると、めっき層の加工性が低下する。また、めっき浴のドロス発生量が増大する等、製造上の問題が生じる。そのため、Mg含有量を3.0%以下とする。Mg含有量は、2.0%以下、1.0%以下、0.5%以下又は0.2%以下としてもよい。
Caは、めっき層中に含有されると、Mg含有量の増加に伴ってめっき操業時に形成されやすいドロスの形成量を減少させ、めっき製造性を向上させる元素である。そのため、Caを含有させてもよい。
一方、Ca含有量が多いとめっき層中にCaZn11相をはじめとしたCa系金属間化合物が生成し、耐食性が低下する。そのため、Ca含有量は3.0%以下とする。Ca含有量は、2.0%以下、1.0%以下、0.5%以下又は0.2%以下としてもよい。
Ce:0~0.5%
Y :0~0.5%
La含有量、Ce含有量、Y含有量が過剰になると、めっき浴の粘性が上昇し、めっき浴の建浴そのものが困難となる場合がある。そのため、La含有量、Ce含有量、Y含有量を、それぞれ0.5%以下とする。La含有量、Ce含有量、Y含有量は、それぞれ0.2%以下又は0.1%以下としてもよい。
Ti:0~1.0%
Ni:0~1.0%
Co:0~0.25%
V :0~0.25%
Nb:0~1.0%
Cu:0~1.0%
Mn:0~1.0%
Sr:0~0.5%
Sb:0~0.5%
Pb:0~0.5%
B :0~0.5%
Li:0~1.0%
Zr:0~1.0%
Mo:0~1.0%
W :0~0.5%
Ag:0~1.0%
P :0~0.5%
これらの元素は、めっき層中でAl、Znなどと置換し、電位を貴に移動させることで、酸側の耐食性を改善する効果を有する元素である。そのため、含有させてもよい。
一方、これらの元素が過剰になると、これらの元素からなる金属間化合物が形成され、酸側及び/またはアルカリ側の耐食性が悪化することが懸念される。そのため、Cr、Ti、Ni、Nb、Cu、Mn、Li、Zr、Mo、Agの含有量はそれぞれ1.0%以下、Co、Vの含有量はそれぞれ0.25%以下、Sr、Sb、Pb、B、W、Pの含有量はそれぞれ0.5%以下とする。Cr、Ti、Ni、Nb、Cu、Mn、Li、Zr、Mo、Agの含有量はそれぞれ0.5%以下、0.3%以下又は0.2%以下としてもよい。Co、Vの含有量はそれぞれ0.10%以下、0.05%以下又は0.03%以下としてもよい。Sr、Sb、Pb、B、W、Pの含有量はそれぞれ0.2%以下又は0.1%以下としてもよい。
Snは、Zn、Al、Mgを含むめっき層において、Mg溶出速度を上昇させる元素である。また、めっきの酸・アルカリ耐食性を大幅に向上させる金属間化合物を形成する元素である。そのため、含有させてもよい。
一方、Mgの溶出速度が上昇すると、平面部耐食性が悪化する。また、酸側の耐食性が著しく悪化する。そのため、Sn含有量を1.0%以下とする。Sn含有量は0.5%以下、0.3%以下又は0.2%以下としてもよい。
In:0~1.0%
Bi、Inは、アルカリ耐食性を向上させる金属間化合物を形成する元素である。そのため、含有させてもよい。
一方、Bi含有量、In含有量がそれぞれ1.0%を超えると、酸側の耐食性が著しく悪化する。そのため、Bi含有量、In含有量は、それぞれ1.0%以下とする。
まず、地鉄(鋼材)の腐食を抑制するインヒビターを含有した酸(例えば10%の塩酸に1%のヒビロン(A-6)(スギムラ化学工業株式会社製)を加えた酸)でめっき層を剥離溶解した酸液を得る。次に、得られた酸液をICP分析で測定することで、めっき層の化学組成を得ることができる。
本実施形態に係る成形品のめっき層では、表面付近にη-Zn相が存在する。
η-Zn相は、大気環境下で、Feに対し良好な犠牲防食性を示す相である。そのため、めっき層(特に表面)にη-Zn相が含まれることで、塗装後耐食性がより向上する。η-Zn相は、微量のFeが固溶したhcp構造の相である。
本実施形態に係る成形品では、後述するように、Scを含有する円相当径(円相当直径)が5.0μm以下の金属間化合物相(円相当径が5.0μm以下の範囲でかつScが3.0質量%以上である領域)を所定の面積率で含むめっき鋼板を素材鋼板として用いる。このような素材鋼板は、ホットスタンプや溶接等、高温に加熱された場合に、金属間化合物相として存在していたScが、加熱などで温度が上昇する際に、表面の酸化皮膜中へ移動し、酸化皮膜を改質することで、Znの蒸発を抑制すると想定される。
高温加熱によるZnの蒸発が抑制されることで、後の冷却中に、表面付近にη-Zn相が形成される。
このようなScとともにZnを比較的多く含む金属間化合物相は、Zn含有量、Sc含有量を高めた上で、上述のようなScを含有する円相当径が5.0μm以下の金属間化合物相を所定の面積率で含むめっき鋼板を素材鋼板として用い、高温加熱によるZnの蒸発が抑制されることで得られる。
Fe4Al13相は、FeとAlとを含むめっき層において一般的に表面付近に生成される相であるFe2Al5相よりも強く耐食性向上に寄与する相である。そのため、めっき層の表面付近にFe4Al13相が存在する(形成される)ことで、塗装後耐食性がより向上する。
本実施形態においては、所定の2θの範囲において、ベースラインの強度の1.5倍以上の強度が検出されていれば、ピークが存在すると判断する。
めっき層の厚さ方向の断面が観察できるように、5つのサンプルを採取する。これらのサンプルについて、厚さ方向に100μm、厚さ方向と直角方向に500μmの矩形の範囲を1視野として、合計で5視野について、EDSを用いて1500倍の倍率で、撮影し、マッピング像を得る。その際、スポット径は1~10nm、電圧は15kV、電流は10nAとすればよい。
得られたマッピング像のSc元素分布像から、画像解析ソフト「ImageJ」の「Analyze」機能を用いて、質量%で、Scを3~40%、Znを3~50%、Feを3~50%、Alを0~50%、Siを0~30%含有する領域の面積を求め、観察視野に対する面積率を求める。5視野の平均を算出し、これを、金属間化合物相の面積率とする。
亜鉛を含むめっき鋼板に対し、ホットスタンプによって、曲げ部が形成されるような成形を行う場合、LME割れが生じることが懸念される。しかしながら、本実施形態に係る成形品では、LME割れが抑制される。その詳細なメカニズムは不明であるが、Scの含有によって成形中に存在する液相Zn中の不純物元素が変化すること等によって、LME割れが抑制されることが想定される。そのため、本実施形態に係る成形品では、LME割れが存在しないことが好ましい。
めっき層の片面当たりの付着量(以下単に付着量と言う場合には片面当たりの付着量である)は、20~160g/m2が好ましい。
めっき層の付着量が、20g/m2未満であると、十分な耐食性が得られない可能性がある。一方、付着量が、160g/m2超であると、めっき層の密着性が低下し、めっきが剥離するおそれがある。めっき層の付着量は、30g/m2以上、40g/m2以上、50g/m2以上又は60g/m2以上としてもよく、140g/m2以下、120g/m2以下、100g/m2以下又は90g/m2以下としてもよい。
まず、成形品から30mm×30mmのサンプルを採取し、このサンプルに対し、地鉄(鋼材)の腐食を抑制するインヒビターを含有した酸(例えば10%の塩酸に1%のヒビロン(A-6)(スギムラ化学工業株式会社製)を加えた酸)でめっき層を剥離溶解する。剥離溶解後のめっき鋼板の重量変化を測定し、その結果から、付着量を算出する。
当業者であれば、公知の方法、例えば、成形体の母鋼材の組織や強度などを分析することにより、ホットスタンプされた成形品であるかを容易に識別可能である。例えば、鋼材の曲げ加工部の硬さと平坦部の硬さの比較分析により、冷間加工により製造された成形品か、または、ホットスタンプにより製造された成形品であるかを、容易に識別可能である。
本実施形態に係る成形品は、製造方法に依らず、上記の特徴を有していればその効果は得られるが、Scを含み、めっき層の厚さ方向の断面において、Scを含有する円相当径が5.0μm以下の金属間化合物相の面積率が0.1~10.0%であるめっき層を有するめっき鋼板に対し、ホットスタンプ等を行うことで製造できる。
本実施形態に係る成形品の製造条件においては、その素材となるめっき鋼板に特徴があり、ホットスタンプ等の条件については限定されない。ホットスタンプを行う場合、条件については公知の条件でよい。例えば、本実施形態に係るめっき鋼板を850~1000℃に加熱し、0~600秒保定してから、金型で成形と同時に急冷すればよい。
本実施形態に係る成形品の素材となるめっき鋼板(本実施形態に係るめっき鋼板という場合がある)は、鋼板と、鋼板の表面に形成されためっき層と前記めっき層の表面には形成された厚みが10nm以上である酸化皮膜とを備え、めっき層の化学組成が、質量%で、Sc:0.000010~4.0%を含有し、必要に応じて、Al、Fe、Siを含有してもよく、さらに、必要に応じて、Mg、Ca、La、Ce、Y、Cr、Ti、Ni、Nb、Cu、Mn、Sr、Sb、Pb、B、Li、Zr、Mo、Ag、Snの1種以上を合計で5.0%以下の範囲でさらに含有し、残部は、Znおよび不純物である。また、本実施形態に係るめっき鋼板は、めっき層の厚さ方向の断面において、Scを含有する円相当径が5.0μm以下の金属間化合物相の面積率が0.1~10.0%である。
本実施形態に係るめっき鋼板が備える鋼板(めっき原板)については特に限定されない。適用される製品や要求される強度や板厚等によって決定すればよい。例えば、JIS G3131:2018に記載された熱間圧延軟鋼板やJIS G3141:2021に記載された冷間圧延鋼板を用いることができる。
本実施形態に係るめっき鋼板では、鋼板の表面の少なくとも一部にめっき層を備える。めっき層は鋼板の片面に形成されていてもよいし、両面に形成されていてもよい。このめっき層は、ホットスタンプ等を経て、本実施形態に係る成形品のめっき層となる。
本実施形態に係るめっき鋼板のめっき層の化学組成について説明する。以下、各元素の含有量に関する%は、質量%を意味する。
めっき層中のSc含有量が、0.000010%未満では、Znの蒸発を抑制する効果が得られない。そのため、Sc含有量は、0.000010%以上とする。Sc含有量は、好ましくは0.00050%以上であり、より好ましくは0.010%以上である。
一方、Sc含有量が4.0%を超えてもその効果は飽和する上、コストが上昇することになる。そのため、Sc含有量は、4.0%以下とする。また、Sc含有量を0.30%超にしようとすると、めっき浴の建浴が困難になる場合があるので、Sc含有量を0.30%以下としてもよい。
Alは、アルミニウム(Al)、亜鉛(Zn)を含むめっき層において、耐食性を向上させるために有効な元素である。また、Alは、合金層(Al-Fe合金層)の形成に寄与し、めっき密着性の向上に有効な元素でもある。上記効果を十分に得るため、Alを含有させてもよい。上記効果を得る場合、Al含有量を5.0%以上とすることが好ましく、10.0%以上とすることが好ましい。また、Alは、めっき層の表面に強固な酸化皮膜を形成し、Znの蒸発を抑制する効果を有する元素でもある。この効果を得る場合、Al含有量は19.0%以上とすることが好ましい。
一方、Al含有量が93.0%超であると、Zn含有量が過少になり、塗装後耐食性が低下する。そのため、Al含有量を93.0%以下とする。Al含有量は好ましくは、90.0%以下である。
Feは、製造時にめっき原板からめっき層に拡散することで、めっき層に含まれる場合がある。特に溶融めっきの場合には、最大15.0%まで含有されることがあるが、Fe含有量が15.0%以下であれば、塗装後耐食性への影響は小さい。そのため、Fe含有量を15.0%以下とする。
Siは、鋼板上にめっき層を形成するにあたり、鋼板とめっき層との間に形成される合金層が過剰に厚く形成されることを抑制して、鋼板とめっき層との密着性を高める効果を有する元素である。また、Mgとともに含有される場合には、Mgと化合物を形成して、塗装後耐食性の向上に寄与する元素でもある。そのため、含有させてもよい。
上記効果を得る場合、Si含有量を0.05%以上とすることが好ましい。Si含有量は、より好ましくは1.0%以上である。
一方、Si含有量が20.0%を超えると、SiがScを含む金属間化合物に多量に含まれることで、Scを含む金属間化合物相の融点が上昇する。この場合、めっき鋼板が高温に曝された場合にも、Scを含む金属間化合物が溶融せず、ScがZnに十分に作用しない。その結果、ScによるZn蒸発抑制効果を低下が十分に得られなくなる。そのため、Si含有量を20.0%以下とする。めっき層の加工性の観点で、Si含有量を10.0%以下としてもよい。
これらの元素の好ましい含有量及びその限定理由については、ホットスタンプ成形品で説明したものと同じであるため、省略する。
まず、地鉄(鋼材)の腐食を抑制するインヒビターを含有した酸(例えば10%の塩酸に1%のヒビロン(A-6)(スギムラ化学工業株式会社製)を加えた酸)でめっき層を剥離溶解した酸液を得る。次に、得られた酸液をICP分析で測定することで、めっき層の化学組成を得ることができる。
本実施形態に係るめっき鋼板(素材鋼板)のめっき層は、めっき層の厚さ方向の断面において、Scを含有する円相当径が5.0μm以下の金属間化合物相の面積率が0.1~10.0%である。Scを含有する円相当径が5.0μm以下の金属間化合物相の面積率は1.0~10.0%であることが好ましい。
円相当径が5.0μm以下の金属間化合物相は、周囲のη-Zn相と接触することができ、α-Al相に固溶されている場合や、円相当径が大きい場合に比べて、より効果的にZnの蒸発の抑制に作用する。Scを含有する円相当径が5.0μm以下の金属間化合物相の面積率が、0.1%以上であれば、上記効果が十分に得られる。Scを含有する円相当径が5.0μm以下の金属間化合物相の面積率は、より好ましくは1.0%以上である。
一方、Scを含有する円相当径が5.0μm以下の金属間化合物相の面積率を10.0%超とするには、4.0%超のScの含有が必要となり、コストが上昇する。そのため、Scを含有する円相当径が5.0μm以下の金属間化合物相の面積率を10.0%以下とすることが好ましい。対象とする金属間化合物相の円相当径の下限は、限定されないが、測定精度の観点から、0.1μm以上の金属間化合物相を対象とすることが好ましい。
Scを含有する円相当径が5.0μm以下の金属間化合物相の面積率は、Sc含有量と、後述するめっき後の冷却条件とによって制御することができる。
めっき層の厚さ方向の断面が観察できるように、5つのサンプルを採取する。これらのサンプルについて、厚さ方向に100μm、厚さ方向と直角方向に500μmの矩形の範囲を1視野として、各1視野、合計で5視野について、EDSを用いて1500倍の倍率で、撮影し、マッピング像を得る。このマッピング像のSc元素分布像から、画像解析ソフト「ImageJ」の「Analyze」機能を用いて円相当径が5.0μm以下の範囲でかつScが3.0質量%以上である領域の、観察視野に対する面積率をそれぞれ得る。5視野の平均を算出し、Scを含有する円相当径が5.0μm以下の金属間化合物相の面積率とする。
めっき層の片面当たりの付着量は、20~160g/m2が好ましい。
めっき層の付着量が、20g/m2未満であると、十分な耐食性が得られない可能性がある。一方、付着量が、160g/m2超であると、めっき層の密着性が低下し、めっきが剥離するおそれがある。
めっき鋼板から30mm×30mmのサンプルを採取し、このサンプルに対し、地鉄(鋼材)の腐食を抑制するインヒビターを含有した酸(例えば10%の塩酸に1%のヒビロン(A-6)(スギムラ化学工業株式会社製)を加えた酸)でめっき層を剥離溶解する。剥離溶解後のめっき鋼板の重量変化を測定し、その結果から付着量を算出する。
本実施形態に係るめっき鋼板では、めっき層の表面に、酸化皮膜が存在し、その厚みが10nm以上である。酸化皮膜はホットスタンプ時などめっき鋼板が高温となった際にZnの蒸発を抑制することができる。
酸化皮膜の厚みが10nm未満であると、Zn蒸発を抑制することができず、その結果耐赤錆性が低下する。
酸化皮膜の厚みの上限は限定されないが、50nm以下であってもよい。
具体的には、試験片表面をAr雰囲気にし、グロープラズマを発生させた状態で、表面をスパッタリングしながら深さ方向に分析する。グロープラズマ中で原子が励起されて発せられる元素特有の発光スペクトル波長から、元素を同定し、同定した元素の発光強度を見積もる。
深さ方向のデータは、スパッタ時間から見積もる。予め標準サンプルを用いてスパッタ時間とスパッタ深さとの関係を求めておくことで、スパッタ時間をスパッタ深さに変換する。スパッタ時間から変換したスパッタ深さを、表面からの深さと定義する。得られた発光強度は検量線を作製することで質量%に換算する。
このようにして測定した、最表面からO含有量が5質量%となる位置までの深さを測定する。これを3カ所について行い、O含有量が5質量%となる位置までの深さの3カ所の平均を、酸化皮膜の厚さとする。
めっき層の形成方法は限定されないが、溶融めっき法が例示される。
溶融めっき法であれば、(I)~(III)を含む方法を採用できる。
(I)Scを含む溶融めっき浴に、鋼板(めっき原板)を浸漬し、
(II)鋼板をめっき浴から引き上げ、ワイピングガス等で付着量を制御し、
(III)室温まで冷却する。
鋼板を、Scを含有する溶融めっき浴へ浸漬することで、鋼板の表面にめっき層を形成する。めっき浴の化学組成は、例えば、Scを0.000010~4.0%含み、最終的に得たいめっき層の化学組成に応じてさらに、Al、Si、Mg、Ca、La、Ce、Y、Cr、Ti、Ni、Co、V、Nb、Cu、Mn、Sr、Sb、Pb、B、Li、Zr、Mo、W、Ag、P、Sn、Bi、Inを含み、残部がZn及び不純物とすればよい。
めっき浴へ浸漬する前の鋼板は、加熱還元処理を行ってもよい。例えば、めっき浴浸漬前の鋼板を、酸素濃度20ppm以下の炉内においてN2-5%H2ガス雰囲気にて800℃でめっき原板の表面を加熱還元処理し、N2ガスで空冷して浸漬板温度が浴温+20℃に到達した後、めっき浴に浸漬する。めっき浴への浸漬時間は、1~10秒程度が好ましい。
(I)でめっき浴に浸漬した後の鋼板を、めっき浴から引き上げ、N2ガスなどのワイピングガスでめっき付着量を制御する。
めっき層の付着量を制御した鋼板を、室温まで冷却する。浴温~(浴温-50℃)までの平均冷却速度を5℃/秒以下とし、(浴温-50℃)~100℃の平均冷却速度を20℃/秒以上とすることで、Scを含む円相当径が5.0μm以下の金属間化合物の形成が促進される。
浴温~(浴温-50℃)までの平均冷却速度が5℃/秒超であると、Scがα-Al相中に固溶した状態となる。α-Al相中に固溶したScは、金属間化合物相として晶出しない。そのため、Scをα-Al相中に固溶させないように、浴温~(浴温-50℃)までの平均冷却速度を5℃/秒以下とする。好ましくは3℃/秒以下である。
その後、浴温~(浴温-50℃)までの冷却の際に、α-Al相に固溶しなかったScはZn主体の液相へ濃化しており、(浴温-50℃)~100℃の平均冷却速度を20℃/秒以上で冷却することで、微細な金属間化合物相として晶出する。(浴温-50℃)~100℃の平均冷却速度が20℃/秒未満であると、粗大な金属間化合物が晶出し、円相当径が5.0μm以下のSc含有金属間化合物の個数密度が低下する。上記平均冷却速度は、好ましくは30℃/秒以上である。
めっき原板を200mm×100mmのサイズに切断した後、バッチ式の溶融めっき試験装置でめっきを施した。
めっき層の形成に際しては、めっき浴浸漬前のめっき原板を、酸素濃度20ppm以下の炉内においてN2-5%H2ガス雰囲気にて800℃でめっき原板の表面を加熱還元処理し、N2ガスで空冷して浸漬板温度が浴温+20℃に到達した後、400~700℃の浴温のめっき浴に約3秒浸漬した。
めっき浴浸漬後、引上速度20~200mm/秒で引上げた。引き抜き時、N2ワイピングガスでめっき付着量を制御した。
めっき浴から鋼板を引き抜いた後、めっき浴温から室温まで表1の条件で冷却した。これにより、No.1~No.35のめっき鋼板を製造した。
各工程において、板温はめっき原板の中心部にスポット溶接した熱電対を用いて測定した。
条件A:めっき鋼板を900℃の炉内に装入し、めっき鋼板の温度が炉内温度-10℃に到達後、炉内で100秒保持してから、炉から取り出し、室温程度の温度にあるハット成形金型を用いてハット成形及び金型急冷
条件B:めっき鋼板を900℃の炉内に装入し、めっき鋼板の温度が炉内温度-10℃に到達後、炉内で240秒保持してから、炉から取り出し、室温程度の温度にあるハット成形金型を用いてハット成形及び金型急冷
条件C:めっき鋼板を高周波誘導加熱あるいは通電加熱によって、900℃まで平均昇温速度80℃/秒で昇温した後、加熱を止め、室温程度の温度にあるハット成形金型を用いてハット成形及び金型急冷
ハット成形後のホットスタンプ成形品の形状は、図1に示す通りであった。
後述のめっき層の化学組成と化学組成分析と断面組織観察には図中の底部(点線で囲まれた部分)から採取したサンプルを使用した。
ハット型のホットスタンプ成形品の底部から30mm×30mmのサイズのサンプルを採取し、このサンプルを、ヒビロン(A-6)を1%添加した10%HCl水溶液に浸漬してめっき層を酸洗剥離した後、水溶液中に溶出した元素をICP分析することで、めっき層の化学組成を測定した。めっき層の化学組成は表2に示す通りであった。
また、ハット型のホットスタンプ成形品の底部から別の30×30mmのサンプルを採取し、めっき層にη-Zn相ならびにFe4Al13相が存在するか否か、上述の要領でめっき層の表面にX線を照射して評価した。
また、めっき層の付着量を、上述の要領で求めた。
また、ホットスタンプ成形品のめっき層の断面における、質量%で、Scを3~40%、Znを3~50%、Feを3~50%、Alを0~50%、Siを0~30%含有する金属間化合物相の面積率を、上述の要領で求めた。
結果を表2、表3に示す。なお、表2の中のA値は、Mg、Ca、La、Ce、Y、Cr、Ti、Ni、Co、V、Nb、Cu、Mn、Sr、Sb、Pb、B、Li、Zr、Mo、W、Ag、P、Sn、Bi、Inの含有量の合計である。
具体的には、ホットスタンプ成形品の底部から80×50mmのサイズのサンプルを採取し、このサンプルに、りん酸Zn処理をSD5350システム(日本ペイント・インダストリアルコーティングス社製規格)に従い実施した。その後、電着塗装(PN110パワーニクスグレー:日本ペイント・インダストリアルコーティングス社製規格)を、厚みが20μmとなるように実施して、焼き付け温度を150℃として、20分で焼き付けを行った。その後、サンプル中央に地鉄へ到達するカットを導入し、JIS H 8502:1999の8.1 中性塩水噴霧サイクル試験方法に準じた複合サイクル腐食試験に供して、カット部からの地鉄浸食深さと塗膜膨れ幅を測定した。
また、塗膜膨れ幅は、120サイクル時点で、カット部からの塗膜膨れ幅が、0.3mm未満の場合は、「AAA」、0.3~0.6mm未満の場合は「AA」、0.6~1.0mmの場合は「A」、1.0mm超の場合は、「B」とした。
結果を表3に示す。



また、これらについては、ホットスタンプ成形体の曲げ部において、LME割れは抑制された。
No.1では、めっき層のAl含有量が過剰であり、Zn含有量が低く、十分なη-Zn相が形成されなかったため、塗装後耐食性が低下した。
No.6、No.7、No.31では、めっき層にScが含まれない、または含有量が過少であったことで、十分なη-Zn相が形成されなかったため、塗装後耐食性が低下した。
No.18では、めっき層のFe含有量が過剰であり、Zn含有量が低くなったことで、十分なη-Zn相が形成されなかったため、塗装後耐食性が低下した。
No.23では、Si含有量が高く、Scの効果が十分得られなかったことで、十分なη-Zn相が形成されなかったため、塗装後耐食性が低下した。
No.9、No.14、No.28では、素材となるめっき鋼板において、円相当径5.0μm以下のScを含有する金属間化合物相が十分に形成されていなかったため、十分なη-Zn相が形成されなかった。その結果、塗装後耐食性が低下した。
Claims (4)
- 母鋼材と、
前記母鋼材の表面に形成されためっき層と、
を有し、
前記めっき層の化学組成が、質量%で、
Sc:0.000010~3.0%、
Fe:15.0%超、95.0%以下、
Al:0~80.0%、
Si:0~20.0%、
Mg:0~3.0%、
Ca:0~3.0%、
La:0~0.5%、
Ce:0~0.5%、
Y:0~0.5%、
Cr:0~1.0%、
Ti:0~1.0%、
Ni:0~1.0%、
Co:0~0.25%、
V:0~0.25%、
Nb:0~1.0%、
Cu:0~1.0%、
Mn:0~1.0%、
Sr:0~0.5%、
Sb:0~0.5%、
Pb:0~0.5%、
B:0~0.5%、
Li:0~1.0%、
Zr:0~1.0%、
Mo:0~1.0%、
W:0~0.5%、
Ag:0~1.0%、
P:0~0.5%、
Sn:0~1.0%、
Bi:0~1.0%、
In:0~1.0%、及び
残部:5.0%以上のZn、および不純物、
であり、
Mg、Ca、La、Ce、Y、Cr、Ti、Ni、Co、V、Nb、Cu、Mn、Sr、Sb、Pb、B、Li、Zr、Mo、W、Ag、P、Sn、Bi、及びInの含有量の合計が0~5.0%であり、
前記めっき層の表面付近に、η-Zn相が存在する、
ことを特徴とするホットスタンプ成形品。 - 前記めっき層の前記化学組成が、質量%で、
Zn:15.0%以上、及びSc:0.00050~0.30%を含有し、
前記めっき層の断面において、質量%で、Scを3~40%、Znを3~50%、Feを3~50%、Alを0~50%、Siを0~30%含有する金属間化合物相の面積率が0.1%以上である、
ことを特徴とする請求項1に記載のホットスタンプ成形品。 - 前記めっき層の前記化学組成が、質量%で、
Zn:15.0%以上、及びSc:0.010~0.30%を含有する、
ことを特徴とする請求項2に記載のホットスタンプ成形品。 - 前記めっき層の前記化学組成が、質量%で、Al:30.0~80.0%を含有し、
前記めっき層の表面付近にFe4Al13相が存在する、
ことを特徴とする請求項1~3のいずれか一項に記載のホットスタンプ成形品。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023573901A JP7755187B2 (ja) | 2022-01-13 | 2022-12-06 | ホットスタンプ成形品 |
| KR1020247022750A KR20240122491A (ko) | 2022-01-13 | 2022-12-06 | 핫 스탬프 성형품 |
| MX2024006983A MX2024006983A (es) | 2022-01-13 | 2022-12-06 | Producto estampado en caliente. |
| US18/723,180 US20250326206A1 (en) | 2022-01-13 | 2022-12-06 | Hot-stamped product |
| EP22920501.8A EP4464813A4 (en) | 2022-01-13 | 2022-12-06 | HOT-STAMPED SHAPED ITEM |
| CN202280088562.9A CN118541505A (zh) | 2022-01-13 | 2022-12-06 | 热冲压成形品 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-003723 | 2022-01-13 | ||
| JP2022003723 | 2022-01-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023135981A1 true WO2023135981A1 (ja) | 2023-07-20 |
Family
ID=87278781
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/044888 Ceased WO2023135981A1 (ja) | 2022-01-13 | 2022-12-06 | ホットスタンプ成形品 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20250326206A1 (ja) |
| EP (1) | EP4464813A4 (ja) |
| JP (1) | JP7755187B2 (ja) |
| KR (1) | KR20240122491A (ja) |
| CN (1) | CN118541505A (ja) |
| MX (1) | MX2024006983A (ja) |
| WO (1) | WO2023135981A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20250105019A (ko) * | 2023-12-29 | 2025-07-08 | 현대제철 주식회사 | 핫 스탬핑용 블랭크, 이를 이용하여 제조된 핫 스탬핑 부품 및 이의 제조방법 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018221738A1 (ja) * | 2017-06-02 | 2018-12-06 | 新日鐵住金株式会社 | ホットスタンプ部材 |
| WO2019093384A1 (ja) | 2017-11-13 | 2019-05-16 | Jfeスチール株式会社 | 熱間プレス鋼板部材およびその製造方法 |
| WO2020111230A1 (ja) * | 2018-11-30 | 2020-06-04 | 日本製鉄株式会社 | アルミめっき鋼板、ホットスタンプ部材及びホットスタンプ部材の製造方法 |
| WO2021106178A1 (ja) * | 2019-11-29 | 2021-06-03 | 日本製鉄株式会社 | ホットスタンプ用めっき鋼板およびホットスタンプ部材 |
| JP2022003723A (ja) | 2020-06-23 | 2022-01-11 | 株式会社東海理化電機製作所 | 通信制御装置及びそれを備える車両、並びに通信制御方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5556186B2 (ja) * | 2010-01-15 | 2014-07-23 | 新日鐵住金株式会社 | 高耐食性溶融亜鉛めっき鋼板 |
| CN108441696A (zh) * | 2018-05-25 | 2018-08-24 | 广州宇智科技有限公司 | 汽车热成型钢耐变形热浸镀含Ca-Mo-Cu锌铝合金 |
-
2022
- 2022-12-06 EP EP22920501.8A patent/EP4464813A4/en active Pending
- 2022-12-06 US US18/723,180 patent/US20250326206A1/en active Pending
- 2022-12-06 CN CN202280088562.9A patent/CN118541505A/zh active Pending
- 2022-12-06 JP JP2023573901A patent/JP7755187B2/ja active Active
- 2022-12-06 MX MX2024006983A patent/MX2024006983A/es unknown
- 2022-12-06 KR KR1020247022750A patent/KR20240122491A/ko active Pending
- 2022-12-06 WO PCT/JP2022/044888 patent/WO2023135981A1/ja not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018221738A1 (ja) * | 2017-06-02 | 2018-12-06 | 新日鐵住金株式会社 | ホットスタンプ部材 |
| WO2019093384A1 (ja) | 2017-11-13 | 2019-05-16 | Jfeスチール株式会社 | 熱間プレス鋼板部材およびその製造方法 |
| WO2020111230A1 (ja) * | 2018-11-30 | 2020-06-04 | 日本製鉄株式会社 | アルミめっき鋼板、ホットスタンプ部材及びホットスタンプ部材の製造方法 |
| WO2021106178A1 (ja) * | 2019-11-29 | 2021-06-03 | 日本製鉄株式会社 | ホットスタンプ用めっき鋼板およびホットスタンプ部材 |
| JP2022003723A (ja) | 2020-06-23 | 2022-01-11 | 株式会社東海理化電機製作所 | 通信制御装置及びそれを備える車両、並びに通信制御方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4464813A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20250105019A (ko) * | 2023-12-29 | 2025-07-08 | 현대제철 주식회사 | 핫 스탬핑용 블랭크, 이를 이용하여 제조된 핫 스탬핑 부품 및 이의 제조방법 |
| KR102908191B1 (ko) * | 2023-12-29 | 2026-01-06 | 현대제철 주식회사 | 핫 스탬핑용 블랭크, 이를 이용하여 제조된 핫 스탬핑 부품 및 이의 제조방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| MX2024006983A (es) | 2024-06-26 |
| US20250326206A1 (en) | 2025-10-23 |
| JP7755187B2 (ja) | 2025-10-16 |
| KR20240122491A (ko) | 2024-08-12 |
| CN118541505A (zh) | 2024-08-23 |
| JPWO2023135981A1 (ja) | 2023-07-20 |
| EP4464813A4 (en) | 2025-04-30 |
| EP4464813A1 (en) | 2024-11-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI682066B (zh) | Fe-Al系鍍敷熱壓印構件及Fe-Al系鍍敷熱壓印構件的製造方法 | |
| JP4724780B2 (ja) | 急速加熱ホットプレス用アルミめっき鋼板、その製造方法、及びこれを用いた急速加熱ホットプレス方法 | |
| WO2020111230A1 (ja) | アルミめっき鋼板、ホットスタンプ部材及びホットスタンプ部材の製造方法 | |
| US12385111B2 (en) | Hot stamped steel | |
| WO2019180852A1 (ja) | ホットスタンプ成形体 | |
| KR20200076741A (ko) | 알루미늄계 도금 강판, 알루미늄계 도금 강판의 제조 방법 및 자동차용 부품의 제조 방법 | |
| WO2019180853A1 (ja) | ホットスタンプ成形体 | |
| CN111511942B (zh) | 镀铝系钢板、镀铝系钢板的制造方法及汽车用部件的制造方法 | |
| JP2004263295A (ja) | めっき密着性に優れた合金化溶融亜鉛めっき鋼板およびその製造方法 | |
| JP7495009B2 (ja) | 熱間プレス用鋼板、熱間プレス用鋼板の製造方法、および熱間プレス部材の製造方法 | |
| JPWO2019189067A1 (ja) | 高強度合金化溶融亜鉛めっき鋼板およびその製造方法 | |
| JP7709078B2 (ja) | めっき鋼板 | |
| KR102845678B1 (ko) | 도금 강재 | |
| JP7755187B2 (ja) | ホットスタンプ成形品 | |
| KR102168599B1 (ko) | 코팅된 금속 기판 및 제조 방법 | |
| JP7243949B1 (ja) | 熱間プレス部材 | |
| JP3383122B2 (ja) | 耐熱性、高温強度、耐食性に優れた溶融アルミめっき鋼板及びその製造法 | |
| JP7727251B2 (ja) | ホットスタンプ成形体 | |
| KR20250103708A (ko) | 핫 스탬프 성형체 | |
| WO2023074115A1 (ja) | 熱間プレス部材 | |
| WO2024028642A1 (en) | Steel sheet having excellent powdering properties after press-hardening and method for manufacturing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22920501 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2023573901 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2024/006983 Country of ref document: MX |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202417045023 Country of ref document: IN |
|
| ENP | Entry into the national phase |
Ref document number: 20247022750 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280088562.9 Country of ref document: CN Ref document number: 2401004557 Country of ref document: TH |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022920501 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022920501 Country of ref document: EP Effective date: 20240813 |
|
| WWP | Wipo information: published in national office |
Ref document number: 18723180 Country of ref document: US |