WO2023149249A1 - 無方向性電磁鋼板およびその製造方法 - Google Patents
無方向性電磁鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2023149249A1 WO2023149249A1 PCT/JP2023/001793 JP2023001793W WO2023149249A1 WO 2023149249 A1 WO2023149249 A1 WO 2023149249A1 JP 2023001793 W JP2023001793 W JP 2023001793W WO 2023149249 A1 WO2023149249 A1 WO 2023149249A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel sheet
- group
- oriented electrical
- rolled
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/74—Methods of treatment in inert gas, controlled atmosphere, vacuum or pulverulent material
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/74—Methods of treatment in inert gas, controlled atmosphere, vacuum or pulverulent material
- C21D1/76—Adjusting the composition of the atmosphere
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/001—Heat treatment of ferrous alloys containing Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/007—Heat treatment of ferrous alloys containing Co
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the working steps
- C21D8/1222—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the working steps
- C21D8/1233—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the heat treatment
- C21D8/1255—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the heat treatment with diffusion of elements, e.g. decarburising, nitriding
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the heat treatment
- C21D8/1261—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the heat treatment
- C21D8/1266—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the heat treatment between cold rolling steps
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the heat treatment
- C21D8/1272—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1277—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a particular surface treatment
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/004—Very low carbon steels, i.e. having a carbon content of less than 0,01%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/10—Ferrous alloys, e.g. steel alloys containing cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/30—Ferrous alloys, e.g. steel alloys containing chromium with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/52—Ferrous alloys, e.g. steel alloys containing chromium with nickel with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G1/00—Cleaning or pickling metallic material with solutions or molten salts
- C23G1/02—Cleaning or pickling metallic material with solutions or molten salts with acid solutions
- C23G1/08—Iron or steel
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/147—Alloys characterised by their composition
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/147—Alloys characterised by their composition
- H01F1/14766—Fe-Si based alloys
- H01F1/14775—Fe-Si based alloys in the form of sheets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/147—Alloys characterised by their composition
- H01F1/14766—Fe-Si based alloys
- H01F1/14791—Fe-Si-Al based alloys, e.g. Sendust
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/16—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2201/00—Treatment for obtaining particular effects
- C21D2201/05—Grain orientation
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C2202/00—Physical properties
- C22C2202/02—Magnetic
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Definitions
- the present invention relates to a non-oriented electrical steel sheet and a manufacturing method thereof.
- FCEV fuel cell vehicles
- Motors used in these vehicles are generally driven in a high frequency range, which is advantageous for high-speed rotation, in order to increase efficiency.
- Non-oriented electrical steel sheets are often used as iron core materials for drive motors of these HEVs and EVs. strongly sought after.
- Patent Document 1 discloses adding 1.5 to 20% by mass of Cr to increase the specific resistance of steel and achieve low iron loss in the high frequency range. A method for doing so is disclosed.
- Patent Document 1 since Cr is an element that lowers the saturation magnetic flux density, the technology disclosed in Patent Document 1, which requires the addition of a large amount of Cr, cannot achieve both high magnetic flux density and low iron loss at high frequencies.
- the present invention has been made in view of the above actual situation, without adding a large amount of alloying elements such as Cr that reduce the magnetic flux density, without reducing the plate thickness that reduces productivity.
- An object of the present invention is to provide a non-oriented electrical steel sheet with reduced iron loss in a high frequency range.
- the present inventors focused on the effects of surface conditions on the magnetic properties of non-oriented electrical steel sheets and conducted extensive studies. As a result, the content of Co contained in the steel is controlled within a predetermined range, and after cold rolling, the steel sheet before final annealing is subjected to an acid treatment to reduce the nitrogen content of the surface layer to a predetermined level. It was found that iron loss can be reduced without causing a decrease in magnetic flux density by controlling the range.
- the present invention has been completed based on the above findings, and the gist thereof is as follows.
- N 0.0050% or less
- Co 0.0005 to 0.0050%
- Ti 0.0030% or less
- Nb 0.0030% or less
- O 0.0050% or less
- the amount of N present as AlN is 0.003% by mass or less in a range from the surface to a depth of 1/20 of the plate thickness
- a non-oriented electrical steel sheet having, on the surface, an oxide layer containing one or both of Al and Si and having a thickness of 10 nm or more and less than 80 nm.
- the steel material Prior to the cold rolling, the steel material is hot-rolled into a hot-rolled steel sheet, The hot-rolled steel sheet is subjected to hot-rolled sheet annealing to obtain a hot-rolled annealed sheet, 5.
- the present invention it is possible to provide a non-oriented electrical steel sheet with reduced iron loss in a high frequency range without causing a decrease in magnetic flux density or a decrease in productivity. That is, in the present invention, high frequency low iron loss can be realized by adding a small amount of Co and controlling the nitrogen content of the surface layer by acid treatment, so that a large amount of alloying elements such as Cr that lowers the magnetic flux density are added. No need. In addition, excellent magnetic properties can be achieved without reducing the plate thickness, which causes a decrease in productivity.
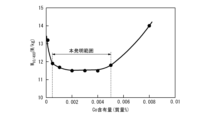
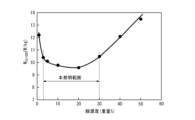
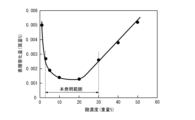
- 4 is a graph showing the correlation between Co content and high-frequency iron loss (W 10/400 ); 4 is a graph showing the correlation between surface nitriding amount and high-frequency iron loss (W 10/400 ). 4 is a graph showing the correlation between acid concentration and high-frequency iron loss (W10 /400 ). 4 is a graph showing the correlation between acid concentration and surface layer nitridation amount. 4 is a graph showing the correlation between acid treatment time and high-frequency iron loss (W 10/400 ). 4 is a graph showing the correlation between the acid treatment time and the amount of surface layer nitridation.
- % as a unit of content means “% by mass” unless otherwise specified.
- the unit of acid concentration is “% by weight”.
- a test piece with a width of 30 mm and a length of 180 mm is cut out from the rolling direction (L direction) and width direction (C direction) of the non-oriented electrical steel sheet obtained by the above procedure, and the high-frequency iron loss of the test piece is evaluated. bottom.
- the iron loss W 10/400 in the (L+C) direction at a maximum magnetic flux density of 1.0 T and a frequency of 400 Hz of the test piece was measured by the Epstein test.
- the relationship between the Co content and the measured W 10/400 is shown in FIG.
- iron loss is significantly reduced when the Co content is in the range of 0.0005 to 0.0050%.
- the rolling direction cross-section of the non-oriented electrical steel sheet produced in the above experiment was observed with a scanning electron microscope (SEM).
- SEM scanning electron microscope
- nitrides such as AlN are formed on the surface layer (in this way, nitrides are precipitated).
- the surface layer that has been formed is sometimes referred to as a nitride layer).
- the amount of nitride (AlN) in the surface layer is reduced for some reason, As a result, the iron loss is considered to have decreased.
- FIG. 2 shows the relationship between the measured surface nitridation amount and W 10/400 .
- the surface of the non-oriented electrical steel sheet in which the iron loss was reduced was observed with a transmission electron microscope (TEM), it was found that the surface contained one or both of Al and Si and had a thickness of 10 nm or more and less than 80 nm. It was found that an oxide layer was formed.
- TEM transmission electron microscope
- the cause of the decrease in iron loss in the steel sheet that was acid-treated before the final annealing by adding a small amount of Co is that the oxide layer generated by the acid treatment and the added Co caused nitriding during the final annealing. This is thought to be due to the suppression of In other words, it is considered that the oxide layer functioned as a nitriding suppression layer.
- the obtained cold-rolled steel sheet was sequentially subjected to acid treatment and finish annealing to obtain a non-oriented electrical steel sheet.
- the acid treatment was carried out by immersing the steel sheet in hydrochloric acid for 10 seconds, and the concentration of the hydrochloric acid used was changed in the range of 1 to 50%.
- a test piece with a width of 30 mm and a length of 180 mm is cut out from the rolling direction (L direction) and width direction (C direction) of the non-oriented electrical steel sheet obtained by the above procedure, and the high frequency iron loss (W 10/400 ) was evaluated.
- the iron loss W 10/400 in the (L+C) direction at a maximum magnetic flux density of 1.0 T and a frequency of 400 Hz of the test piece was measured by the Epstein test.
- the concentration of N present as AlN in the range from the surface of the non-oriented electrical steel sheet to the depth of 1/20 of the sheet thickness was measured by electrolytic extraction. The measurement results are shown in FIGS. 3 and 4.
- C 0.0050% or less
- C is a harmful element that deteriorates iron loss due to magnetic aging. That is, if the C content is excessive, C forms carbides and precipitates over time, increasing iron loss. Therefore, the C content is limited to 0.0050% or less. Preferably, it is 0.0040% or less.
- the lower limit of the C content is not particularly limited, but from the viewpoint of suppressing the decarburization cost in the refining process, the C content is preferably 0.0001% or more.
- Si 2.0-6.5%
- Si is an element that has the effect of increasing the specific resistance of steel and reducing iron loss. Si also has the effect of increasing the strength of steel through solid-solution strengthening. In order to obtain these effects, the Si content should be 2.0% or more, preferably 2.5% or more. On the other hand, if the Si content exceeds 6.5%, slab cracking is likely to occur during production, resulting in a decrease in productivity. Therefore, the Si content should be 6.5% or less, preferably 6.0% or less.
- Mn 0.05-2.0% Mn, like Si, is an element that has the effect of increasing the specific resistance of steel and reducing iron loss. Mn also has the effect of forming sulfides to improve hot shortness. In order to obtain these effects, the Mn content should be 0.05% or more, preferably 0.1% or more. On the other hand, if the Mn content exceeds 2.0%, slab cracking is likely to occur during production, resulting in a decrease in productivity. Therefore, the Mn content should be 2.0% or less, preferably 1.5% or less.
- the P content should be 0.10% or less, preferably 0.05% or less.
- the lower limit of the P content is not particularly limited, and may be 0%.
- the P content is preferably 0.001% or more, more preferably 0.003% or more.
- S 0.0050% or less S becomes a sulfide to form precipitates and inclusions, and lowers the manufacturability (hot rollability) and the magnetic properties of the non-oriented electrical steel sheet. Therefore, the S content should be 0.0050% or less, preferably 0.0030% or less. On the other hand, the lower the S content, the better, so the lower limit is not particularly limited, and may be 0%. However, excessive reduction causes an increase in manufacturing cost, so the S content is preferably 0.0001% or more, more preferably 0.0005% or more.
- Al 0.3-3.0%
- Al is an element that has the effect of increasing the specific resistance of steel and reducing iron loss.
- the Al content should be 3.0% or less, preferably 2.0% or less, and more preferably 1.5% or less.
- Al when Al is less than 0.3%, fine nitrides are formed and precipitated, which rather increases iron loss. Therefore, the Al content should be 0.3% or more, preferably 0.4% or more.
- N 0.0050% or less
- N is a harmful element that forms nitrides and deteriorates magnetic properties. Therefore, the N content should be 0.0050% or less, preferably 0.0040% or less.
- the lower the N content the better, so the lower limit is not particularly limited, and may be 0%. However, excessive reduction causes an increase in manufacturing costs, so the N content is preferably 0.0005% or more, more preferably 0.0010% or more.
- Co 0.0005-0.0050%
- Co is an element that has the effect of suppressing nitridation of the surface layer of the steel sheet during final annealing, as described above. Therefore, the Co content should be 0.0005% or more, preferably 0.001% or more.
- the Co content should be 0.0050% or less, preferably 0.0040% or less.
- Ti 0.0030% or less
- Ti is a harmful element that forms fine carbonitrides and precipitates to increase iron loss.
- the Ti content should be 0.0030% or less, preferably 0.0020% or less.
- the lower the Ti content the better, so the lower limit is not particularly limited, and may be 0%.
- the Ti content is preferably 0.0001% or more, more preferably 0.0005% or more.
- Nb is a harmful element that forms and precipitates fine carbonitrides to increase iron loss.
- the Nb content should be 0.0030% or less, preferably 0.0020% or less.
- the lower the Nb content the better, so the lower limit is not particularly limited, and may be 0%.
- the Nb content is preferably 0.0001% or more, more preferably 0.0005% or more.
- O 0.0050% or less
- O is a harmful element that forms oxides and degrades magnetic properties. Therefore, the O content is limited to 0.0050% or less. Preferably, it is 0.0040% or less.
- the lower the O content the better, so the lower limit is not particularly limited, and may be 0%. However, excessive reduction causes an increase in manufacturing cost, so the O content is preferably 0.0005% or more, more preferably 0.0010% or more.
- a non-oriented electrical steel sheet in one embodiment of the present invention has a chemical composition consisting of the above components and the balance of Fe and unavoidable impurities.
- the above component composition can optionally further contain one or both of Sn and Sb with the following contents.
- Sn 0.005-0.20%
- Sn is an element that has the effect of improving the recrystallized texture and improving the magnetic flux density and core loss.
- the Sn content should be 0.005% or more to obtain the above effect.
- the Sn content exceeds 0.20%, the effect is saturated. Therefore, the Sn content is set to 0.20% or less.
- Sb 0.005-0.20%
- Sb is an element that has the effect of improving the recrystallized texture and improving the magnetic flux density and core loss.
- Sb is added, the Sb content is made 0.005% or more to obtain the above effect.
- the Sb content exceeds 0.20%, the effect is saturated. Therefore, the Sb content is set to 0.20% or less.
- the component composition can optionally further include at least one selected from the group consisting of Ca, Mg, and REM (rare earth metal) with the following content.
- Ca, Mg, REM total 0.0005 to 0.020%
- Ca, Mg, and REM are components that form stable sulfides and have the effect of improving grain growth.
- the total content of Ca, Mg, and REM is set to 0.0005% or more in order to obtain the above effects.
- the total content exceeds 0.020%, the effect is saturated. Therefore, the said total content shall be 0.020% or less.
- the above component composition can optionally further include at least one selected from the group consisting of Cu, Cr, and Ni in the following content.
- Cu, Cr, Ni 0.03 to 1.0% in total Cu, Cr, and Ni are elements that have the effect of increasing the specific resistance of steel and further reducing iron loss.
- the total content of Cu, Cr, and Ni is set to 0.03% or more in order to obtain the above effect.
- excessive addition lowers the magnetic flux density. Therefore, the said total content shall be 1.0% or less.
- the above component composition can optionally further contain one or both of Ge and Ga in the following contents.
- Ge, Ga: 0.0005 to 0.01% in total Ge and Ga are elements that have the effect of improving the texture.
- the total content of Ge and Ga should be 0.0005% or more, preferably 0.0020% or more, in order to obtain the above effect.
- the total content should be 0.01% or less, preferably 0.0050% or less.
- the above component composition can optionally further contain Zn with the following content.
- Zn 0.001-0.05%
- Zn is an element that has the effect of suppressing nitriding during final annealing.
- the Zn content should be 0.001% or more, preferably 0.002% or more.
- the Zn content exceeds 0.05%, Zn forms sulfides, which rather increases iron loss. Therefore, the Zn content should be 0.05% or less, preferably 0.01% or less.
- the above component composition can optionally further contain one or both of Mo and W in the following contents.
- Mo, W: 0.001 to 0.05% in total Mo and W are elements that have the effect of improving high-temperature strength, and by adding one or both of Mo and W, surface defects (scouring) of the non-oriented electrical steel sheet can be suppressed.
- the steel sheet of the present invention is a high-alloy steel, and the surface is easily oxidized, so that the occurrence rate of scabs due to surface cracks is high. Therefore, by adding one or both of Mo and W, the above cracks can be suppressed.
- the total content of Mo and W should be 0.001% or more, preferably 0.005% or more, in order to sufficiently obtain the above effects. On the other hand, if the total content exceeds 0.05%, the above effect is saturated and the alloy cost increases. Therefore, the total content is made 0.05% or less, preferably 0.020% or less.
- the surface nitridation amount may be 0.0001% or more, or may be 0.0005% or more.
- the "surface nitriding amount” is the amount of N present as AlN in the range from the surface of the non-oriented electrical steel sheet to a depth of 1/20 of the sheet thickness.
- the surface nitridation amount can be measured by electrolytic extraction analysis, and more specifically, by the method described in the Examples.
- the non-oriented electrical steel sheet of the present invention has an oxide layer containing one or both of Al and Si and having a thickness of 10 nm or more and less than 80 nm on at least one surface.
- the oxide layer is formed by acid treatment before final annealing as described later.
- the oxide layer may contain Al oxide, may contain Si oxide, or may contain Al oxide and Si oxide.
- the oxide layer may optionally contain other elements, for example, at least one selected from Fe, Co, and Mn.
- the Fe concentration in the oxide layer is not particularly limited, but is preferably less than 100% by mass relative to the total concentration of Al and Si.
- Thickness of oxide layer 10 nm or more and less than 80 nm
- the thickness of the oxide layer is set to 10 nm or more.
- the thickness of the oxide layer is set to less than 80 nm.
- the thickness of the oxide layer can be measured by a scanning transmission electron microscope-energy dispersive X-ray spectroscopy (STEM-EDS), and more specifically by the method described in the Examples. can.
- the concentration of Si contained in the oxide layer is not particularly limited, and may be any concentration. However, when the Si concentration in the oxide layer is 12 atomic % or more, the iron loss after strain relief annealing can be reduced. This is because when the oxide layer contains 12 atomic % or more of Si, Al is preferentially oxidized during stress relief annealing to form a dense coating, exhibiting an excellent nitriding suppression effect. Therefore, the Si concentration in the oxide layer is preferably 12 atomic % or more. On the other hand, although the upper limit of the Si concentration in the oxide layer is not particularly limited, it is preferably 40 atomic % or less. The Si concentration in the oxide layer can be measured by STEM-EDS, and more specifically by the method described in Examples.
- the oxide layer may be amorphous, crystalline, or a composite oxide of amorphous and crystalline.
- the ratio of the crystalline phase to the total of the amorphous phase and the crystalline phase contained in the oxide layer is preferably 0% or more and 30% or less, more preferably 0% or more and 10% or less.
- a non-oriented electrical steel sheet can be manufactured by sequentially performing the following treatments (1) to (3) on a steel material (slab) having the chemical composition described above.
- (1) Cold rolling (2) Acid treatment (3) Finish annealing
- hot rolling and hot-rolled sheet annealing can be performed prior to the cold rolling.
- a non-oriented electrical steel sheet can be manufactured by sequentially performing the following treatments (1) to (5) on a steel material (slab) having the chemical composition described above. .
- Hot rolling (2) Hot rolled sheet annealing (3) Cold rolling (4) Acid treatment (5) Finish annealing
- steel material any steel material can be used as long as it has the chemical composition described above.
- a steel slab can typically be used as the steel material.
- the manufacturing method of the steel material is not particularly limited, and it can be manufactured by any method.
- steel can be melted by a refining process using a converter, an electric furnace, a vacuum degasser, or the like, and then made into a steel material by a continuous casting method or an ingot casting-slabbing rolling method.
- a thin cast piece having a thickness of 100 mm or less manufactured by a direct casting method may be used as the steel material.
- Hot rolling When hot rolling is performed, the above steel material is hot rolled to obtain a hot rolled steel sheet.
- the conditions for the hot rolling are not particularly limited, and generally known conditions can be used.
- the steel material is rolled after being reheated in a heating furnace or the like, but the cast steel material may be subjected to hot rolling immediately without being reheated.
- the steel material When hot rolling is not performed, the steel material can be directly subjected to cold rolling. When omitting hot rolling, it is preferable to use a thin cast piece as the steel material.
- Hot-rolled sheet annealing When hot rolling is performed, the obtained hot-rolled steel sheet is subjected to hot-rolled sheet annealing to obtain a hot-rolled annealed sheet.
- the conditions for the hot-rolled sheet annealing are also not particularly limited. However, if the soaking temperature is less than 800° C., the effect of hot-rolled sheet annealing is small, and a sufficient effect of improving magnetic properties may not be obtained. Therefore, the soaking temperature in the hot-rolled sheet annealing is preferably 800° C. or higher, more preferably 850° C. or higher.
- the soaking temperature is higher than 1100° C., the manufacturing cost increases, and crystal grains become coarse, so that brittle fracture (rupture) is likely to occur in the subsequent cold rolling. Therefore, the soaking temperature is preferably 1100° C. or lower, more preferably 1000° C. or lower.
- the soaking time in the hot-rolled sheet annealing is preferably 3 minutes or less, more preferably 1 minute or less.
- the lower limit of the soaking time is not particularly limited, it is preferably 1 sec or longer, more preferably 5 sec or longer.
- Cold rolling is performed.
- the hot-rolled annealed sheet is subjected to cold rolling to obtain a cold-rolled steel sheet having a final sheet thickness.
- the steel material is directly cold-rolled to obtain a cold-rolled steel sheet having the final sheet thickness.
- the cold rolling may be performed only once, or may be performed twice or more. If cold rolling is performed more than once, intermediate annealing is performed between the cold rollings. Conditions for the cold rolling are not particularly limited, and generally known conditions can be used.
- the final plate thickness in the cold rolling that is, the plate thickness of the finally obtained non-oriented electrical steel sheet is not particularly limited, and can be any thickness. However, if the thickness is excessive, iron loss increases, so the final plate thickness is preferably 0.35 mm or less. On the other hand, although the lower limit of the plate thickness is not particularly limited, it is preferably 0.1 mm or more.
- the surface of the steel sheet is subjected to acid treatment prior to the subsequent finish annealing.
- acid treatment it is necessary to use an acid containing at least one of hydrochloric acid, phosphoric acid, sulfuric acid, and nitric acid at a total concentration of 3% or more.
- the total concentration of the acid is preferably 5% or more.
- the concentration of the acid is set to 30% or less, preferably 25% or less.
- the acid treatment time is set to 1 to 60 sec.
- the acid treatment time is set to 2 sec or more.
- the method of acid treatment is not particularly limited, and any method can be used.
- the steel plate may be immersed in acid, or the surface of the steel plate may be sprayed with the acid.
- finish annealing is applied to the acid-treated steel sheet.
- the conditions for the finish annealing are not particularly limited, and generally known conditions can be used.
- the soaking temperature in the finish annealing is preferably 900 to 1200°C, more preferably 1000 to 1100°C.
- the soaking time in the final annealing is preferably 1 to 120 sec, more preferably 5 to 60 sec.
- a non-oriented electrical steel sheet can be manufactured by the above method. After the finish annealing, an insulating coating may optionally be formed on the surface of the non-oriented electrical steel sheet.
- the insulating coating can be formed under generally known conditions.
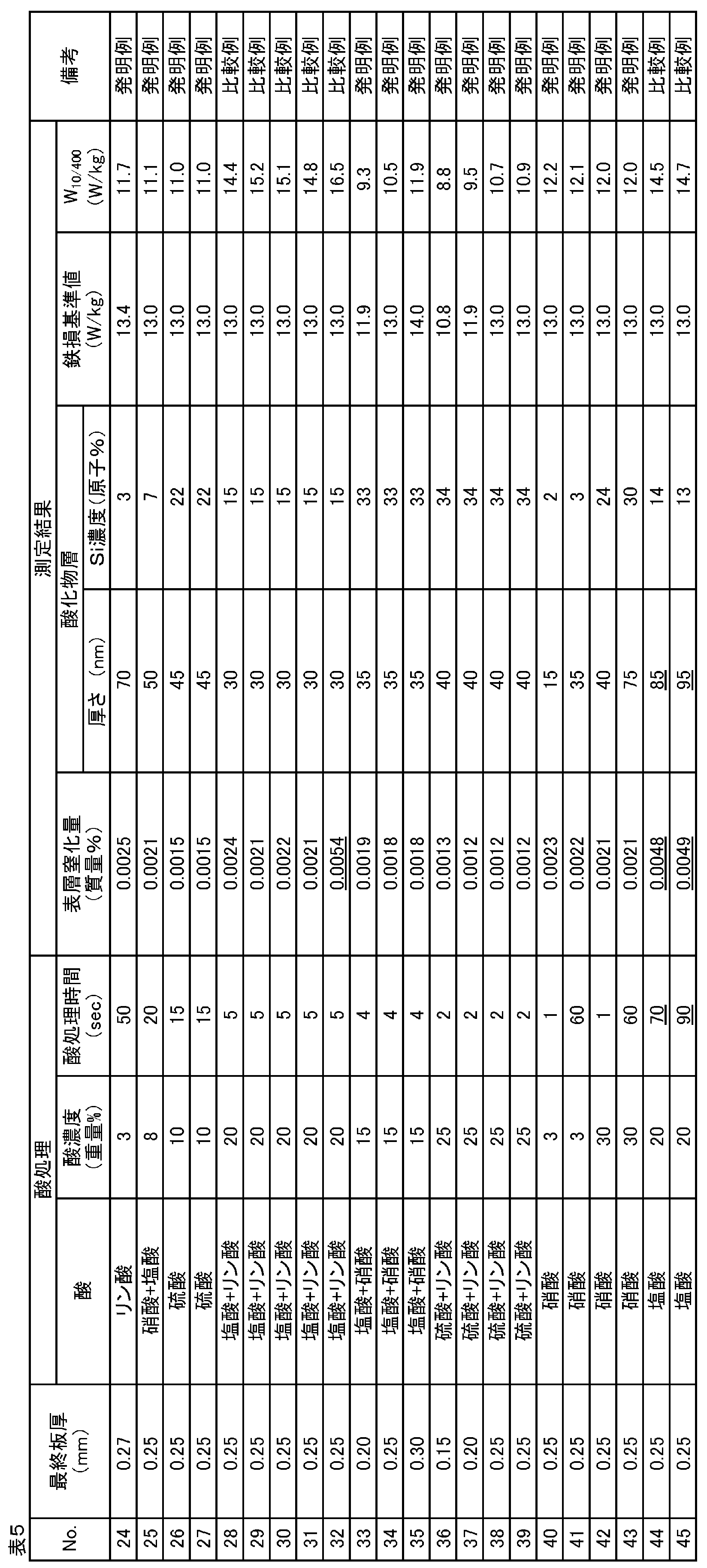
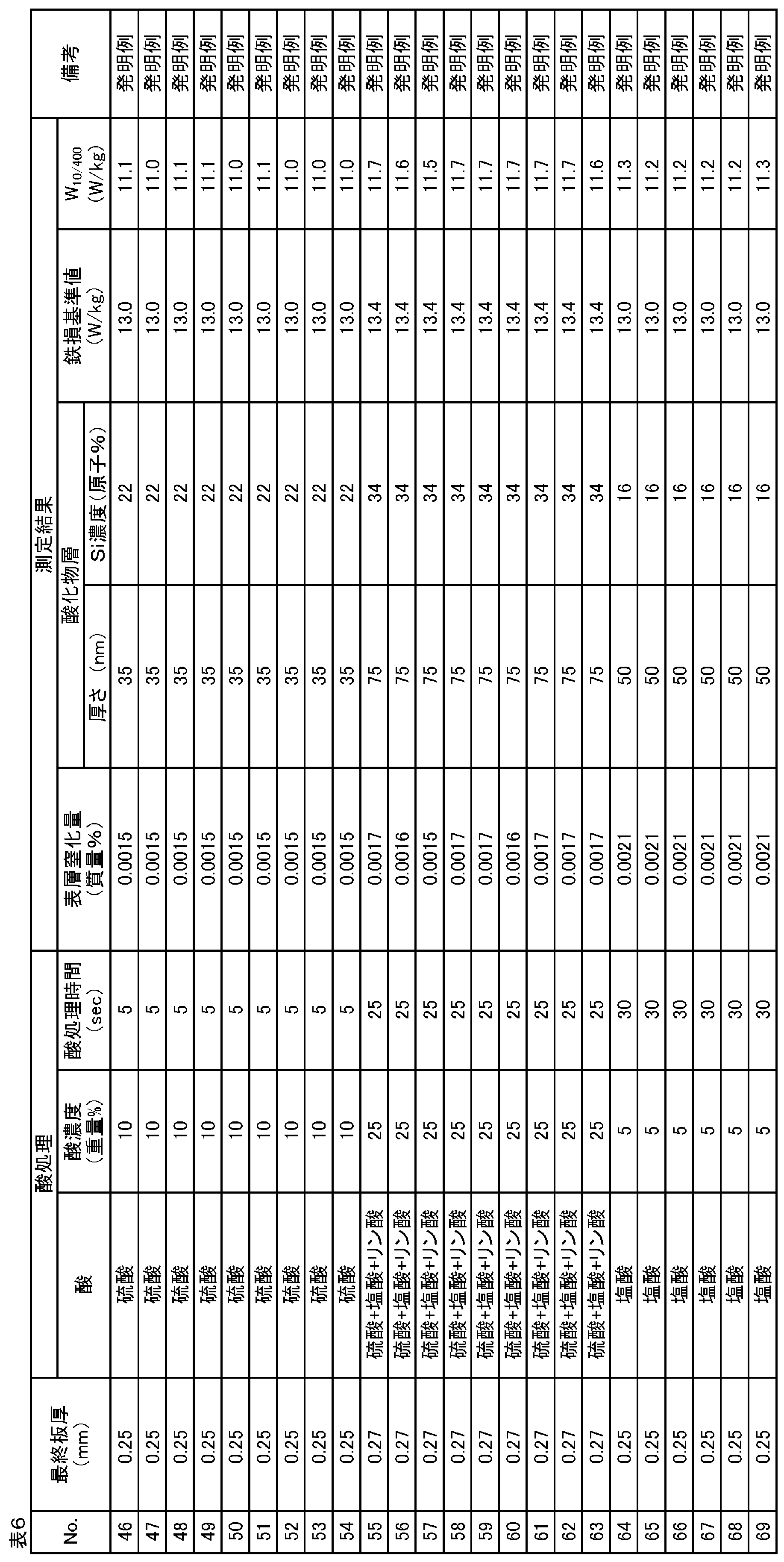
- a non-oriented electrical steel sheet was produced by the following procedure and its magnetic properties were evaluated.
- a steel slab having the chemical composition shown in Tables 1 to 3 was heated at 1120°C for 30 minutes and then hot rolled into a hot rolled steel sheet with a thickness of 1.9 mm. Then, the hot-rolled steel sheet was subjected to hot-rolled sheet annealing under conditions of 950° C. ⁇ 30 sec to obtain a hot-rolled annealed sheet. The hot-rolled and annealed steel sheets were pickled and then cold-rolled to obtain cold-rolled steel sheets having final thicknesses shown in Tables 4 to 6.
- the cold-rolled steel sheets were acid-treated under the conditions shown in Tables 4 to 6, and then subjected to finish annealing to obtain non-oriented electrical steel sheets.
- Comparative Example No. 1 which has an excessive amount of Mn. In No. 14, slab cracking occurred during hot rolling, so production was discontinued. Similarly, Comparative Example No. 1 with an excessive amount of Al. 15, and Comparative Example No. 1, which has an excessive amount of Si. Production of No. 18 was also discontinued because slab cracks occurred during hot rolling. Moreover, Comparative Example No. 1 with an excessive amount of P. No. 21 was discontinued due to cracking during cold rolling.
- thickness of oxide layer Moreover, an oxide layer containing one or both of Al and Si was formed on the surface of the obtained non-oriented electrical steel sheet.
- the thickness of the oxide layer was measured by Scanning Transmission Electron Microscopy-Energy Dispersive X-ray Spectroscopy (STEM-EDS). Specifically, EDS map measurement was performed at intervals of 0.5 nm to obtain an elemental analysis map. In the elemental analysis map, a layered region having an O concentration of 15 atomic % or more on the surface of the steel sheet was regarded as an oxide layer, and its thickness was determined.
- Si concentration in oxide layer The Si concentration in the oxide layer was measured by STEM-EDS. Specifically, the average Si concentration in the oxide layer was obtained from the elemental analysis map obtained by the STEM-EDS measurement.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Electromagnetism (AREA)
- Manufacturing & Machinery (AREA)
- Power Engineering (AREA)
- Dispersion Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Soft Magnetic Materials (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
Abstract
Description
C :0.0050%以下、
Si:2.0~6.5%、
Mn:0.05~2.0%、
P :0.10%以下、
S :0.0050%以下、
Al:0.3~3.0%、
N :0.0050%以下、
Co:0.0005~0.0050%、
Ti:0.0030%以下、
Nb:0.0030%以下、および
O :0.0050%以下を含有し、
残部がFeおよび不可避不純物からなる成分組成を有し、
少なくとも一方の表面において、前記表面から板厚の1/20の深さまでの範囲において、AlNとして存在するNの量が0.003質量%以下であり、
前記表面に、AlおよびSiの一方または両方を含有する、厚さ10nm以上80nm未満の酸化物層を有する、無方向性電磁鋼板。
A群:Sn:0.005~0.20%、およびSb:0.005~0.20%の一方または両方
B群:Ca、Mg、およびREMからなる群より選択される少なくとも1つを、合計で0.0005~0.020%
C群:Cu、Cr、およびNiからなる群より選択される少なくとも一つを、合計で0.03~1.0%
D群:GeおよびGaの一方または両方を、合計で0.0005~0.01%
E群:Zn:0.001~0.05%
F群:MoおよびWの一方または両方を、合計で0.001~0.05%
C :0.0050%以下、
Si:2.0~6.5%、
Mn:0.05~2.0%、
P :0.10%以下、
S :0.0050%以下、
Al:0.3~3.0%、
N :0.0050%以下、
Co:0.0005~0.0050%、
Ti:0.0030%以下、
Nb:0.0030%以下、および
O :0.0050%以下を含有し、
残部がFeおよび不可避不純物からなる成分組成を有する鋼素材に、1回の冷間圧延または中間焼鈍を挟む2回以上の冷間圧延を施してて冷延鋼板とし、
前記冷延鋼板に仕上焼鈍を施して無方向性電磁鋼板を製造する方法であって、
前記冷間圧延の後、前記仕上焼鈍の前に、塩酸、リン酸、硫酸、および硝酸からなる群より選択される少なくとも1つを合計濃度3~30重量%で含む酸を用い、1~60sec、鋼板表面に酸処理を施す、無方向性電磁鋼板の製造方法。
前記熱延鋼板に熱延板焼鈍を施して熱延焼鈍板とし、
前記熱延焼鈍板を前記冷間圧延に供する、上記4に記載の無方向性電磁鋼板の製造方法。
A群:Sn:0.005~0.20%、およびSb:0.005~0.20%の一方または両方
B群:Ca、Mg、およびREMからなる群より選択される少なくとも1つを、合計で0.0005~0.020%
C群:Cu、Cr、およびNiからなる群より選択される少なくとも1つを、合計で0.03~1.0%
D群:GeおよびGaの一方または両方を、合計で0.0005~0.01%
E群:Zn:0.001~0.05%
F群:MoおよびWの一方または両方を、合計で0.001~0.05%
以下の手順でCo含有量の異なる複数の無方向性電磁鋼板を作製し、得られた無方向性電磁鋼板の高周波域における鉄損を評価した。
次に、無方向性電磁鋼板の磁気特性に及ぼす酸処理条件の影響を評価するため、様々な条件で酸処理を行い、得られた無方向性電磁鋼板の高周波鉄損を測定した。
さらに、酸処理における塩酸の濃度を20%とし、酸処理時間(浸漬時間)を0.5~100secの範囲で変化させた点以外は上記実験2と同様の手順で無方向性電磁鋼板を作製し、高周波鉄損(W10/400)および表層窒化量を測定した。測定結果を図5、図6に示す。
本発明において、無方向性電磁鋼板の成分組成を上記の範囲に限定する理由について説明する。
Cは、磁気時効により鉄損を劣化させる有害な元素である。すなわち、C含有量が過剰であると、時間の経過に伴いCが炭化物を形成して析出し、鉄損が高くなる。そのため、C含有量は0.0050%以下に制限する。好ましくは、0.0040%以下である。一方、C含有量の下限は特に限定されないが、精錬工程での脱炭コストを抑制する観点からは、C含有量を0.0001%以上とすることが好ましい。
Siは、鋼の固有抵抗を高め、鉄損を低減する効果を有する元素である。また、Siは、固溶強化により鋼の強度を高める効果も有している。これらの効果を得るために、Si含有量は2.0%以上、好ましくは2.5%以上とする。一方、Si含有量が6.5%を超えると、製造時にスラブ割れが生じやすくなり、生産性が低下する。そのため、Si含有量は6.5%以下、好ましくは6.0%以下とする。
Mnは、Siと同様、鋼の固有抵抗を高め、鉄損を低減する効果を有する元素である。また、Mnは、硫化物を形成して熱間脆性を改善する効果も有している。これらの効果を得るために、Mn含有量は0.05%以上、好ましくは0.1%以上とする。一方、Mn含有量が2.0%を超えると、製造時にスラブ割れが生じやすくなり、生産性が低下する。そのため、Mn含有量は2.0%以下、好ましくは1.5%以下とする。
Pの過剰な添加は、冷間圧延性の悪化を招く。そのため、P含有量は0.10%以下、好ましくは0.05%以下とする。一方、P含有量の下限は特に限定されず、0%であってよい。しかし、Pは固有抵抗を高めて、渦電流損を低減する効果が大きい元素であるため、上記の範囲内であれば任意に添加することができる。渦電流損を低減するという観点からは、P含有量を0.001%以上とすることが好ましく、0.003%以上とすることがより好ましい。
Sは、硫化物となって析出物や介在物を形成し、製造性(熱間圧延性)および無方向性電磁鋼板の磁気特性を低下させる。そのため、S含有量は0.0050%以下、好ましくは0.0030%以下とする。一方、S含有量は低ければ低いほどよいため、下限は特に限定されず、0%であってよい。しかし、過度の低減は製造コストの上昇を招くため、S含有量は0.0001%以上とすることが好ましく、0.0005%以上とすることがより好ましい。
Alは、Siと同様、鋼の固有抵抗を高めて、鉄損を低減する効果を有する元素である。しかし、Al含有量が3.0%を超えると鋼が脆化し、製造時にスラブ割れが生じやすくなる。そのため、Al含有量は3.0%以下、好ましくは2.0%以下、より好ましくは1.5%以下とする。一方、Alが0.3%未満であると、微細な窒化物を形成して析出し、かえって鉄損が増大する。そのため、Al含有量は0.3%以上、好ましくは0.4%以上とする。
Nは、窒化物を形成して磁気特性を劣化させる有害元素である。そのため、N含有量は0.0050%以下、好ましくは0.0040%以下とする。一方、N含有量は低ければ低いほどよいため、下限は特に限定されず、0%であってよい。しかし、過度の低減は製造コストの上昇を招くため、N含有量は0.0005%以上とすることが好ましく、0.0010%以上とすることがより好ましい。
Coは、上述したように仕上焼鈍時の鋼板表層の窒化を抑制する効果を有する元素である。そのため、Co含有量は0.0005%以上、好ましくは0.001%以上とする。一方、Co含有量が0.0050%を超えると、酸処理時に酸化膜の形成が進む結果、仕上焼鈍時の窒化が促進されてしまう。そのため、Co含有量は0.0050%以下、好ましくは0.0040%以下とする。
Tiは、微細な炭窒化物を形成して析出し、鉄損を増加させる有害元素である。特に、Ti含有量が0.0030%を超えるとTiの悪影響が顕著となる。そのため、Ti含有量は0.0030%以下、好ましくは0.0020%以下とする。一方、Ti含有量は低ければ低いほどよいため、下限は特に限定されず、0%であってよい。しかし、過度の低減は製造コストの上昇を招くため、Ti含有量は0.0001%以上とすることが好ましく、0.0005%以上とすることがより好ましい。
Nbは、微細な炭窒化物を形成して析出し、鉄損を増加させる有害元素である。特に、Nb含有量が0.0030%を超えるとNbの悪影響が顕著となる。そのため、Nb含有量は0.0030%以下、好ましくは0.0020%以下とする。一方、Nb含有量は低ければ低いほどよいため、下限は特に限定されず、0%であってよい。しかし、過度の低減は製造コストの上昇を招くため、Nb含有量は0.0001%以上とすることが好ましく、0.0005%以上とすることがより好ましい。
Oは、酸化物を形成し、磁気特性を劣化させる有害元素である。そのため、O含有量は0.0050%以下に制限する。好ましくは0.0040%以下である。一方、O含有量は低ければ低いほどよいため、下限は特に限定されず、0%であってよい。しかし、過度の低減は製造コストの上昇を招くため、O含有量は0.0005%以上とすることが好ましく、0.0010%以上とすることがより好ましい。
上記成分組成は、任意に、SnおよびSbの一方又は両方を、下記の含有量でさらに含むことができる。
Snは、再結晶集合組織を改善し、磁束密度および鉄損を改善する効果を有する元素である。Snを添加する場合、上記効果を得るためにSn含有量を0.005%以上とする。一方、Sn含有量が0.20%を超えると効果が飽和する。そのため、Sn含有量は0.20%以下とする。
Sbは、Snと同様、再結晶集合組織を改善し、磁束密度および鉄損を改善する効果を有する元素である。Sbを添加する場合、上記効果を得るためにSb含有量を0.005%以上とする。一方、Sb含有量が0.20%を超えると効果が飽和する。そのため、Sb含有量は0.20%以下とする。
上記成分組成は、任意に、Ca、Mg、およびREM(希土類金属)からなる群より選択される少なくとも1つを、下記の含有量でさらに含むことができる。
Ca、Mg、およびREMは、安定な硫化物を形成し、粒成長性を改善する効果を有する成分である。Ca、Mg、およびREMからなる群より選択される少なくとも1つを添加する場合、上記効果を得るためにCa、Mg、およびREMの合計含有量を0.0005%以上とする。一方、前記合計含有量が0.020%を超えると効果が飽和する。そのため、前記合計含有量は0.020%以下とする。
上記成分組成は、任意に、Cu、Cr、およびNiからなる群より選択される少なくとも1つを、下記の含有量でさらに含むことができる。
Cu、Cr、およびNiは、鋼の固有抵抗を高め、鉄損をさらに低減する効果を有する元素である。Cu、Cr、Niの少なくとも1つを添加する場合、前記効果を得るために、Cu、Cr、およびNiの合計含有量を0.03%以上とする。一方、過度の添加は磁束密度を低下させる。そのため、前記合計含有量は1.0%以下とする。
上記成分組成は、任意に、GeおよびGaの一方または両方を、下記の含有量でさらに含むことができる。
GeおよびGaは、集合組織を改善する効果を有する元素である。GeおよびGaの一方または両方を添加する場合、前記効果を得るために、GeおよびGaの合計含有量を0.0005%以上、好ましくは0.0020%以上とする。一方、前記合計含有量が0.01%を超えると上記効果が飽和し、合金コストが上昇するだけである。そのため、前記合計含有量は、0.01%以下、好ましくは0.0050%以下とする。
上記成分組成は、任意に、Znを下記の含有量でさらに含むことができる。
Znは、仕上焼鈍時の窒化を抑制する効果を有する元素である。Znを添加する場合、Zn含有量を0.001%以上、好ましくは0.002%以上とする。一方、Zn含有量が0.05%を超えると、Znが硫化物を形成し、かえって鉄損が増加する。そのため、Zn含有量は、0.05%以下、好ましくは0.01%以下とする。
上記成分組成は、任意に、MoおよびWの一方または両方を、下記の含有量でさらに含むことができる。
MoおよびWは、高温強度を向上させる効果を有する元素であり、MoおよびWの一方または両方を添加することにより、無方向性電磁鋼板の表面欠陥(ヘゲ)を抑制することができる。本発明の鋼板は、高合金鋼であり、表面が酸化され易いため、表面割れに起因するヘゲの発生率が高い。そこで、MoおよびWの一方または両方を添加することにより、上記割れを抑制することができる。MoおよびWの一方または両方を添加する場合、上記効果を十分に得るために、MoおよびWの合計含有量を0.001%以上、好ましくは0.005%以上とする。一方、前記合計含有量が0.05%を超えると上記効果が飽和し、合金コストが上昇する。そのため、前記合計含有量を0.05%以下、好ましくは0.020%以下とする。
表層窒化量:0.003%以下
上述した実験で確認したとおり、表層窒化量と高周波鉄損との間には強い相関があり、表層窒化量が0.003%以下で鉄損が大きく低下する。そこで、本発明では、無方向性電磁鋼板の少なくとも一方の面における表層窒化量を0.003%以下とする。一方、高周波鉄損低減の観点からは表層窒化量は低ければ低いほどよいため、表層窒化量の下限は特に限定されず、0%であってよい。しかし、製造上の観点からは、表層窒化量は0.0001%以上であってよく、0.0005%以上であってもよい。なお、ここで「表層窒化量」とは、無方向性電磁鋼板の表面から板厚の1/20の深さまでの範囲において、AlNとして存在するNの量である。前記表層窒化量は、電解抽出分析により測定することができ、より具体的には、実施例に記載した方法で測定することができる。また、無方向性電磁鋼板の両方の面における表層窒化量が上記条件を満たすことが好ましい。
本発明の無方向性電磁鋼板は、少なくとも一方の表面に、AlおよびSiの一方または両方を含有する、厚さ10nm以上80nm未満の酸化物層を有する。前記酸化物層は、後述するように仕上焼鈍前に酸処理することによって形成される。
窒化を抑制する観点から、上記酸化物層の厚さは10nm以上とする。一方、酸化物層が過度に厚い場合、かえって窒化が促進されてしまうことに加え、鋼板の占積率が低下する。そのため、酸化物層の厚さは80nm未満とする。前記酸化物層の厚さは、走査透過電子顕微鏡-エネルギー分散型X線分光法(STEM-EDS)により測定することができ、より具体的には、実施例に記載した方法で測定することができる。
次に、本発明の一実施形態における無方向性電磁鋼板の製造方法について説明する。
(1)冷間圧延
(2)酸処理
(3)仕上焼鈍
(1)熱間圧延
(2)熱延板焼鈍
(3)冷間圧延
(4)酸処理
(5)仕上焼鈍
前記鋼素材としては、上述した成分組成を有するものであれば任意の鋼素材を用いることができる。前記鋼素材としては、典型的には鋼スラブを用いることができる。
熱間圧延を行う場合、上記鋼素材を熱間圧延して熱延鋼板とする。前記熱間圧延の条件は特に限定されず、一般的に知られた条件で実施することができる。
熱間圧延を行った場合、得られた熱延鋼板に熱延板焼鈍を施して熱延焼鈍板とする。前記熱延板焼鈍の条件も特に限定されない。しかし、均熱温度が800℃未満では、熱延板焼鈍の効果が小さく、十分な磁気特性改善効果が得られない場合がある。そのため、前記熱延板焼鈍における均熱温度は800℃以上とすることが好ましく、850℃以上とすることがより好ましい。一方、均熱温度が1100℃より高いと、製造コストが増加することに加え、結晶粒が粗大化することにより続く冷間圧延において脆性破壊(破断)が生じやすくなる。そのため、前記均熱温度は1100℃以下とすることが好ましく、1000℃以下とすることがより好ましい。
次に、冷間圧延を行う。熱間圧延および熱延板焼鈍を実施した場合は、前記熱延焼鈍板に冷間圧延を施して、最終板厚を有する冷延鋼板とする。一方、熱間圧延および熱延板焼鈍を実施しない場合は、鋼素材に直接冷間圧延を施して、最終板厚を有する冷延鋼板とする。前記冷間圧延は、1回のみ行ってもよく、2回以上行ってもよい。冷間圧延を2回以上行う場合は、冷間圧延の間に中間焼鈍を実施する。前記冷間圧延の条件は特に限定されず、一般的に知られた条件で実施することができる。
前記冷間圧延の後、次の仕上焼鈍に先だって鋼板表面に酸処理を施す。前記酸処理によって酸化物層を形成することにより、次の仕上焼鈍における窒化を抑制することができる。前記酸処理には、塩酸、リン酸、硫酸、および硝酸からなる少なくとも1つを合計濃度3%以上で含む酸を用いる必要がある。特に、酸化物層中のSi濃度を12原子%以上とするためには、前記酸の合計濃度は5%以上とすることが好ましい。一方、前記酸の濃度が高すぎると、使用後の酸の処理が困難となる。そのため、廃液処理のしやすさの観点からは、前記酸の合計濃度を30%以下、好ましくは25%以下とする。
次いで、上記酸処理された鋼板に対して仕上焼鈍を施す。前記仕上焼鈍の条件は特に限定されず、一般的に知られた条件で実施することができる。しかし、結晶粒径を粗大化させて鉄損をさらに低減する観点から、前記仕上焼鈍における均熱温度は900~1200℃とすることが好ましく、1000~1100℃とすることがより好ましい。同様の理由から、前記仕上焼鈍における均熱時間は1~120secとすることが好ましく、5~60secとすることがより好ましい。
次に、得られた無方向性電磁鋼板から試験片を採取し、電解抽出分析して、該無方向性電磁鋼板の一方の表面から板厚の1/20の深さまでの範囲において、AlNとして存在するNの量(表層窒化量)を測定した。
また、得られた無方向性電磁鋼板表面には、AlおよびSiの一方または両方を含有する酸化物層が形成されていた。前記酸化物層の厚さを、走査透過電子顕微鏡-エネルギー分散型X線分光法(STEM-EDS)により測定した。具体的には、0.5nm間隔でEDSマップ測定を行って元素分析マップを得た。前記元素分析マップにおいて、鋼板の表面に存在するO濃度が15原子%以上である層状の領域を酸化物層と見なし、その厚さを求めた。
酸化物層中のSi濃度を、STEM-EDSにより測定した。具体的には、上記STEM-EDS測定で得た元素分析マップから、酸化物層中のSi濃度の平均値を求めた。
鉄損基準値(W/kg)=21.8×t+7.5…(1)
ここで、t:無方向性電磁鋼板の板厚(mm)




Claims (6)
- 質量%で、
C :0.0050%以下、
Si:2.0~6.5%、
Mn:0.05~2.0%、
P :0.10%以下、
S :0.0050%以下、
Al:0.3~3.0%、
N :0.0050%以下、
Co:0.0005~0.0050%、
Ti:0.0030%以下、
Nb:0.0030%以下、および
O :0.0050%以下を含有し、
残部がFeおよび不可避不純物からなる成分組成を有し、
少なくとも一方の表面において、前記表面から板厚の1/20の深さまでの範囲において、AlNとして存在するNの量が0.003質量%以下であり、
前記表面に、AlおよびSiの一方または両方を含有する、厚さ10nm以上80nm未満の酸化物層を有する、無方向性電磁鋼板。 - 前記酸化物層中のSi濃度が、12原子%以上である、請求項1に記載の無方向性電磁鋼板。
- 前記成分組成が、さらに、質量%で、下記A群~F群の内、1群以上を含有する、請求項1または2に記載の無方向性電磁鋼板。
A群:Sn:0.005~0.20%、およびSb:0.005~0.20%の一方または両方
B群:Ca、Mg、およびREMからなる群より選択される少なくとも1つを、合計で0.0005~0.020%
C群:Cu、Cr、およびNiからなる群より選択される少なくとも一つを、合計で0.03~1.0%
D群:GeおよびGaの一方または両方を、合計で0.0005~0.01%
E群:Zn:0.001~0.05%
F群:MoおよびWの一方または両方を、合計で0.001~0.05% - 質量%で、
C :0.0050%以下、
Si:2.0~6.5%、
Mn:0.05~2.0%、
P :0.10%以下、
S :0.0050%以下、
Al:0.3~3.0%、
N :0.0050%以下、
Co:0.0005~0.0050%、
Ti:0.0030%以下、
Nb:0.0030%以下、および
O :0.0050%以下を含有し、
残部がFeおよび不可避不純物からなる成分組成を有する鋼素材に、1回の冷間圧延または中間焼鈍を挟む2回以上の冷間圧延を施してて冷延鋼板とし、
前記冷延鋼板に仕上焼鈍を施して無方向性電磁鋼板を製造する方法であって、
前記冷間圧延の後、前記仕上焼鈍の前に、塩酸、リン酸、硫酸、および硝酸からなる群より選択される少なくとも1つを合計濃度3~30重量%で含む酸を用い、1~60sec、鋼板表面に酸処理を施す、無方向性電磁鋼板の製造方法。 - 前記冷間圧延に先だって、前記鋼素材を熱間圧延して熱延鋼板とし、
前記熱延鋼板に熱延板焼鈍を施して熱延焼鈍板とし、
前記熱延焼鈍板を前記冷間圧延に供する、請求項4に記載の無方向性電磁鋼板の製造方法。 - 前記成分組成が、さらに、質量%で、下記A群~F群の内、1群以上を含有する、請求項4または5に記載の無方向性電磁鋼板の製造方法。
A群:Sn:0.005~0.20%、およびSb:0.005~0.20%の一方または両方
B群:Ca、Mg、およびREMからなる群より選択される少なくとも1つを、合計で0.0005~0.020%
C群:Cu、Cr、およびNiからなる群より選択される少なくとも1つを、合計で0.03~1.0%
D群:GeおよびGaの一方または両方を、合計で0.0005~0.01%
E群:Zn:0.001~0.05%
F群:MoおよびWの一方または両方を、合計で0.001~0.05%
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP23749565.0A EP4467668B1 (en) | 2022-02-02 | 2023-01-20 | Non-oriented electrical steel sheet and method of producing same |
| US18/729,166 US20250179601A1 (en) | 2022-02-02 | 2023-01-20 | Non-oriented electrical steel sheet and method of producing same |
| KR1020247024351A KR20240125976A (ko) | 2022-02-02 | 2023-01-20 | 무방향성 전자 강판 및 그의 제조 방법 |
| CN202380016499.2A CN118510932A (zh) | 2022-02-02 | 2023-01-20 | 无取向性电磁钢板及其制造方法 |
| JP2023528195A JP7613583B2 (ja) | 2022-02-02 | 2023-01-20 | 無方向性電磁鋼板およびその製造方法 |
| MX2024009555A MX2024009555A (es) | 2022-02-02 | 2023-01-20 | Chapa de acero electrico no orientado y metodo de produccion de la misma. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022015255 | 2022-02-02 | ||
| JP2022-015255 | 2022-02-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023149249A1 true WO2023149249A1 (ja) | 2023-08-10 |
Family
ID=87552131
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/001793 Ceased WO2023149249A1 (ja) | 2022-02-02 | 2023-01-20 | 無方向性電磁鋼板およびその製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20250179601A1 (ja) |
| EP (1) | EP4467668B1 (ja) |
| JP (1) | JP7613583B2 (ja) |
| KR (1) | KR20240125976A (ja) |
| CN (1) | CN118510932A (ja) |
| MX (1) | MX2024009555A (ja) |
| TW (1) | TWI834484B (ja) |
| WO (1) | WO2023149249A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025047016A1 (ja) * | 2023-08-30 | 2025-03-06 | Jfeスチール株式会社 | 無方向性電磁鋼板用の熱延焼鈍板とその製造方法ならびに無方向性電磁鋼板の製造方法 |
| EP4596744A4 (en) * | 2023-09-12 | 2026-04-08 | Baoshan Iron & Steel | NON-ORIENTED SILICON STEEL WITH EXCELLENT OVERALL PERFORMANCE AND ASSOCIATED MANUFACTURING PROCESS |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN120092101A (zh) * | 2022-10-31 | 2025-06-03 | 杰富意钢铁株式会社 | 无取向性电磁钢板及其制造方法 |
| CN121866667A (zh) | 2023-09-22 | 2026-04-14 | 株式会社Lg新能源 | 非水性电解质及包含其的锂二次电池 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11343544A (ja) | 1997-11-04 | 1999-12-14 | Kawasaki Steel Corp | 高周波磁気特性に優れるFe−Cr−Si系合金及びその製造方法 |
| JP2006241563A (ja) * | 2005-03-07 | 2006-09-14 | Nippon Steel Corp | 磁気特性に優れた無方向性電磁鋼板およびその製造方法 |
| JP2019014927A (ja) * | 2017-07-04 | 2019-01-31 | 新日鐵住金株式会社 | 無方向性電磁鋼板およびその製造方法 |
| WO2020136993A1 (ja) * | 2018-12-27 | 2020-07-02 | Jfeスチール株式会社 | 無方向性電磁鋼板およびその製造方法 |
| WO2020262063A1 (ja) * | 2019-06-28 | 2020-12-30 | Jfeスチール株式会社 | 無方向性電磁鋼板の製造方法とモータコアの製造方法およびモータコア |
| KR20210080657A (ko) * | 2019-12-20 | 2021-07-01 | 주식회사 포스코 | 무방향성 전기강판 및 그 제조방법 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5092352B2 (ja) * | 2006-03-28 | 2012-12-05 | Jfeスチール株式会社 | 無方向性電磁鋼板 |
| US12331376B2 (en) * | 2019-01-24 | 2025-06-17 | Jfe Steel Corporation | Non-oriented electrical steel sheet and method for producing same |
| TWI688658B (zh) * | 2019-03-20 | 2020-03-21 | 日商新日鐵住金股份有限公司 | 無方向性電磁鋼板 |
| KR102794669B1 (ko) * | 2020-04-10 | 2025-04-15 | 닛폰세이테츠 가부시키가이샤 | 무방향성 전자 강판, 코어, 냉간 압연 강판, 무방향성 전자 강판의 제조 방법 및 냉간 압연 강판의 제조 방법 |
-
2023
- 2023-01-20 WO PCT/JP2023/001793 patent/WO2023149249A1/ja not_active Ceased
- 2023-01-20 MX MX2024009555A patent/MX2024009555A/es unknown
- 2023-01-20 CN CN202380016499.2A patent/CN118510932A/zh active Pending
- 2023-01-20 JP JP2023528195A patent/JP7613583B2/ja active Active
- 2023-01-20 KR KR1020247024351A patent/KR20240125976A/ko active Pending
- 2023-01-20 US US18/729,166 patent/US20250179601A1/en active Pending
- 2023-01-20 EP EP23749565.0A patent/EP4467668B1/en active Active
- 2023-01-27 TW TW112102893A patent/TWI834484B/zh active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11343544A (ja) | 1997-11-04 | 1999-12-14 | Kawasaki Steel Corp | 高周波磁気特性に優れるFe−Cr−Si系合金及びその製造方法 |
| JP2006241563A (ja) * | 2005-03-07 | 2006-09-14 | Nippon Steel Corp | 磁気特性に優れた無方向性電磁鋼板およびその製造方法 |
| JP2019014927A (ja) * | 2017-07-04 | 2019-01-31 | 新日鐵住金株式会社 | 無方向性電磁鋼板およびその製造方法 |
| WO2020136993A1 (ja) * | 2018-12-27 | 2020-07-02 | Jfeスチール株式会社 | 無方向性電磁鋼板およびその製造方法 |
| WO2020262063A1 (ja) * | 2019-06-28 | 2020-12-30 | Jfeスチール株式会社 | 無方向性電磁鋼板の製造方法とモータコアの製造方法およびモータコア |
| KR20210080657A (ko) * | 2019-12-20 | 2021-07-01 | 주식회사 포스코 | 무방향성 전기강판 및 그 제조방법 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4467668A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025047016A1 (ja) * | 2023-08-30 | 2025-03-06 | Jfeスチール株式会社 | 無方向性電磁鋼板用の熱延焼鈍板とその製造方法ならびに無方向性電磁鋼板の製造方法 |
| JPWO2025047016A1 (ja) * | 2023-08-30 | 2025-03-06 | ||
| EP4596744A4 (en) * | 2023-09-12 | 2026-04-08 | Baoshan Iron & Steel | NON-ORIENTED SILICON STEEL WITH EXCELLENT OVERALL PERFORMANCE AND ASSOCIATED MANUFACTURING PROCESS |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4467668A4 (en) | 2025-05-07 |
| TWI834484B (zh) | 2024-03-01 |
| EP4467668A1 (en) | 2024-11-27 |
| JP7613583B2 (ja) | 2025-01-15 |
| CN118510932A (zh) | 2024-08-16 |
| MX2024009555A (es) | 2024-08-19 |
| EP4467668B1 (en) | 2026-05-06 |
| TW202334452A (zh) | 2023-09-01 |
| US20250179601A1 (en) | 2025-06-05 |
| KR20240125976A (ko) | 2024-08-20 |
| JPWO2023149249A1 (ja) | 2023-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6738056B1 (ja) | 無方向性電磁鋼板およびその製造方法 | |
| TWI665313B (zh) | 無方向性電磁鋼板及其製造方法 | |
| JP7613583B2 (ja) | 無方向性電磁鋼板およびその製造方法 | |
| CN114008224A (zh) | 无方向性电磁钢板的制造方法和马达铁芯的制造方法以及马达铁芯 | |
| JP7392902B1 (ja) | 無方向性電磁鋼板およびその製造方法 | |
| RU2755916C1 (ru) | Неориентированный лист электротехнической стали и способ его получения | |
| KR20190077025A (ko) | 무방향성 전기 강판 및 그 제조 방법 | |
| JP5167824B2 (ja) | エッチング加工用無方向性電磁鋼板とモータコアの製造方法 | |
| JP7392901B1 (ja) | 無方向性電磁鋼板およびその製造方法 | |
| CN112930408B (zh) | 无取向性电磁钢板的制造方法 | |
| JP7541638B1 (ja) | 無方向性電磁鋼板とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023528195 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23749565 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202417047873 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380016499.2 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18729166 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20247024351 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2024/009555 Country of ref document: MX |
|
| ENP | Entry into the national phase |
Ref document number: 2023749565 Country of ref document: EP Effective date: 20240822 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 18729166 Country of ref document: US |