WO2023157897A1 - サワー環境での使用に適した鋼材 - Google Patents
サワー環境での使用に適した鋼材 Download PDFInfo
- Publication number
- WO2023157897A1 WO2023157897A1 PCT/JP2023/005359 JP2023005359W WO2023157897A1 WO 2023157897 A1 WO2023157897 A1 WO 2023157897A1 JP 2023005359 W JP2023005359 W JP 2023005359W WO 2023157897 A1 WO2023157897 A1 WO 2023157897A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel
- content
- test
- steel material
- ssc resistance
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/25—Hardening, combined with annealing between 300 degrees Celsius and 600 degrees Celsius, i.e. heat refining ("Vergüten")
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/10—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
Definitions
- the present disclosure relates to steel, and more particularly to steel suitable for use in sour environments.
- oil wells Due to the deepening of oil wells and gas wells (hereinafter collectively referred to as "oil wells"), there is a demand for higher strength steel materials for oil wells, represented by steel pipes for oil wells.
- oil well steel pipes of 80 ksi class yield strength of 80 to less than 95 ksi, that is, 552 to 655 MPa
- 95 ksi class yield strength of 95 to less than 110 ksi, that is, 655 to 758 MPa
- yield strength of 758 MPa yield strength of 758 MPa or more.
- a sour environment means an acidified environment containing hydrogen sulfide.
- the sour environment may contain carbon dioxide.
- Oil well steel pipes used in such a sour environment are required to have not only high strength but also sulfide stress cracking resistance (hereinafter referred to as SSC resistance). Thus, steel materials with high strength and excellent SSC resistance are beginning to be demanded.
- Patent Document 1 JP-A-2000-297344
- Patent Document 2 JP-A-2001-271134
- Patent Document 3 International Publication No. 2008/ No. 123422
- the oil well steel disclosed in Patent Document 1 contains, in mass %, C: 0.15 to 0.3%, Cr: 0.2 to 1.5%, Mo: 0.1 to 1%, V: 0.05-0.3%, Nb: 0.003-0.1%.
- the total amount of precipitated carbides is 1.5 to 4% by mass
- the proportion of MC type carbides in the total amount of carbides is 5 to 45% by mass
- M 23 C 6 type carbides are The ratio is not more than (200/t) mass % when the thickness of the product is t (mm).
- Patent Document 1 describes that this oil well steel has excellent SSC resistance.
- the low-alloy steel material disclosed in Patent Document 2 has, in mass %, C: 0.2 to 0.35%, Si: 0.05 to 0.5%, Mn: 0.1 to 1%, P: 0.025% or less, S: 0.01% or less, Cr: 0.1-1.2%, Mo: 0.1-1%, B: 0.0001-0.005%, Al: 0.005 ⁇ 0.1%, N: 0.01% or less, V: 0.05-0.5%, Ni: 0.1% or less, W: 1.0% or less, O: 0.01% or less
- the remainder is composed of Fe and impurities, satisfies the formula (0.03 ⁇ Mo x V ⁇ 0.3) and the formula (0.5 x Mo-V + GS / 10 ⁇ 1), and has a yield strength of 1060 MPa or more .
- GS in the formula means the ASTM grain size number of prior austenite grains. Patent Document 2 describes that this low-alloy steel material has excellent SSC resistance.
- This low-alloy steel has 0.1/mm 2 or less of M 23 C 6 type precipitates with a grain size of 1 ⁇ m or more. Patent Document 3 describes that this low-alloy steel has improved SSC resistance.
- An object of the present disclosure is to provide a steel material that has high strength and excellent SSC resistance in a sour environment.
- the steel according to the present disclosure is in % by mass, C: 0.15 to 0.45%, Si: 0.05 to 1.00%, Mn: 0.05-0.30%, P: 0.030% or less, S: 0.0050% or less, Al: 0.005 to 0.100%, Cr: 0.30 to 1.10%, Mo: 0.40-2.00%, Ti: 0.002 to 0.020%, Nb: 0.002 to 0.100%, B: 0.0005 to 0.0040%, N: 0.0100% or less, O: less than 0.0040%, V: 0 to 0.30%, Cu: 0-0.50%, Ni: 0 to 0.50%, W: 0 to 1.50%, Ca: 0 to 0.0100%, Mg: 0-0.0100%, Zr: 0 to 0.0100%, Rare earth element: 0 to 0.0100%, and The balance consists of Fe and impurities, Yield strength is 862 MPa or more, In the steel material, In mass %, the Si content is 20% or more, the O content is
- the steel material according to the present disclosure has high strength and excellent SSC resistance in sour environments.
- FIG. 1 shows the number density (pieces/100 mm 2 ) of coarse Si oxides with a major axis of 5.0 ⁇ m or more in steel materials with a yield strength of less than 862 to 931 MPa, and the occurrence of SSC in the SSC resistance test. It is a figure which shows the relationship with the number (book).
- FIG. 2 shows the number density (pieces/200 mm 2 ) of coarse Si oxides having a major axis of 5.0 ⁇ m or more and the number of SSCs generated in the SSC resistance test ( It is a diagram showing the relationship with the book).
- the inventors considered obtaining a steel material having a yield strength of 125 ksi (862 MPa) or more as high strength.
- the present inventors investigated and examined methods for obtaining a yield strength of 125 ksi or more and excellent SSC resistance in sour environments in steel materials that are assumed to be used in sour environments. As a result, the inventors obtained the following knowledge.
- the inventors focused on the chemical composition and studied obtaining a steel material having a yield strength of 125 ksi or more and excellent SSC resistance in a sour environment.
- Mn manganese
- S sulfur
- Mn sulfide is easily stretched by rolling, and tends to become inclusions having a long major diameter.
- Mn sulfides with long major diameters tend to be starting points of destruction in sour environments. Therefore, by reducing the Mn content to 0.30% or less, it is possible to suppress the formation of Mn sulfides and improve the SSC resistance of the steel material.
- the present inventors in mass%, C: 0.15 to 0.45%, Si: 0.05 to 1.00%, Mn: 0.05 to 0.30%, P: 0.030 % or less, S: 0.0050% or less, Al: 0.005-0.100%, Cr: 0.30-1.10%, Mo: 0.40-2.00%, Ti: 0.002- 0.020%, Nb: 0.002-0.100%, B: 0.0005-0.0040%, N: 0.0100% or less, O: less than 0.0040%, V: 0-0.30 %, Cu: 0-0.50%, Ni: 0-0.50%, W: 0-1.50%, Ca: 0-0.0100%, Mg: 0-0.0100%, Zr: 0
- a steel material consisting of up to 0.0100%, rare earth elements: 0 to 0.0100%, and the balance being Fe and impurities has a yield strength of 125 ksi or more, and furthermore, excellent SSC resistance in a sour environment. I thought it might be possible.
- the present inventors have made a detailed study of the factors that reduce the SSC resistance of the steel material having the chemical composition described above and a yield strength of 125 ksi or more. As a result, it became clear that there is a concern that coarse Si oxides may be contained in the steel material having the chemical composition described above. If the steel material contains coarse Si oxides, the SSC resistance of the steel material may decrease.
- a Si oxide having a Si content of 20% or more, an O content of 10% or more, and a major axis of 5.0 ⁇ m or more is also referred to as a "coarse Si oxide".
- the inventors of the present invention have further studied in detail the factors that reduce the SSC resistance for each yield strength of the steel material having the chemical composition described above. As a result, the present inventors obtained the following findings.
- the number density of coarse Si oxides is set to 5/100 mm 2 or less, so that a high yield strength of 125 ksi or more and excellent SSC resistance can be compatible. This point will be specifically described with reference to the drawings.
- FIG. 1 shows the number density (pieces/100 mm 2 ) of coarse Si oxides (Si oxides having a major axis of 5.0 ⁇ m or more) and the SSC resistance in steel materials with a yield strength of less than 125 to 135 ksi in this example.
- FIG. 2 is a diagram showing the relationship with the number of SSCs (lines) generated in a sex test.
- FIG. 1 shows the number density of coarse Si oxides obtained by the method described later and the number density of coarse Si oxides obtained by the method described later for the steel material having the above chemical composition and the yield strength of less than 125 to 135 ksi among the examples described later. As a result of the SSC resistance test, it was created using the number of SSCs generated.
- steel materials with a yield strength of 125 ksi or more steel materials with a yield strength of 135 ksi or more (931 MPa or more) have excellent SSC resistance in a sour environment even if the number density of coarse Si oxides is 5 pieces/100 mm 2 or less. Sometimes it wasn't.
- steel materials with a yield strength of 135 ksi or more by further reducing the number density of coarse Si oxides to 5 pieces/200 mm 2 or less, high yield strength and excellent It became clear that both the SSC resistance and the SSC resistance can be achieved. This point will be specifically described with reference to the drawings.
- FIG. 2 shows the number density (pieces/200 mm 2 ) of coarse Si oxides (Si oxides having a major axis of 5.0 ⁇ m or more) in steel materials with a yield strength of 135 ksi or more in this example, and the SSC resistance test.
- FIG. 10 is a diagram showing the relationship between the number of SSCs (lines) generated in .
- FIG. 2 shows the number density of coarse Si oxides obtained by the method described later, and the number density of coarse Si oxides obtained by the method described later, and the endurance It was created using the number of SSC generated as a result of the SSC property test.
- the steel material according to the present embodiment has the chemical composition described above, a yield strength of 862 MPa or more, a number density of coarse Si oxides in the steel material of 5 pieces/100 mm 2 or less, and a yield strength of 931 MPa or more.
- the number density of coarse Si oxides in the steel material is 5 pieces/200 mm 2 or less.
- the gist of the steel material according to this embodiment completed based on the above knowledge is as follows.
- [1] is steel, in % by mass, C: 0.15 to 0.45%, Si: 0.05 to 1.00%, Mn: 0.05-0.30%, P: 0.030% or less, S: 0.0050% or less, Al: 0.005 to 0.100%, Cr: 0.30 to 1.10%, Mo: 0.40-2.00%, Ti: 0.002 to 0.020%, Nb: 0.002 to 0.100%, B: 0.0005 to 0.0040%, N: 0.0100% or less, O: less than 0.0040%, V: 0 to 0.30%, Cu: 0-0.50%, Ni: 0 to 0.50%, W: 0 to 1.50%, Ca: 0 to 0.0100%, Mg: 0-0.0100%, Zr: 0 to 0.0100%, Rare earth element: 0 to 0.0100%, and The balance consists of Fe and impurities, Yield strength is 862 MPa or more, In the steel material, In mass %, the Si content is 20% or more, the O content is 10% or
- the steel material according to [1] or [2] is an oil well steel pipe, steel.
- oil country tubular goods may be oil country tubular goods.
- the oil well steel pipe may be a seamless steel pipe or a welded steel pipe.
- Oil country tubular goods are, for example, steel pipes used for casing and tubing applications.
- the oil well steel pipe according to this embodiment is preferably a seamless steel pipe. If the oil well steel pipe according to the present embodiment is a seamless steel pipe, it has a yield strength of 125 ksi or more and excellent SSC resistance in a sour environment even if the wall thickness is 15 mm or more.
- the shape of the steel material according to this embodiment is not particularly limited. That is, the steel material according to the present embodiment may be a steel pipe, a round steel (solid material), or a steel plate.
- the round steel means a bar having a circular cross section perpendicular to the axial direction.
- the steel pipe may be a seamless steel pipe or a welded steel pipe.
- C 0.15-0.45% Carbon (C) enhances the hardenability of the steel material and enhances the strength of the steel material. Further, C promotes spheroidization of carbides during tempering during the manufacturing process and enhances the SSC resistance of the steel material. Dispersed carbides further increase the strength of the steel material. If the C content is too low, the above effect cannot be sufficiently obtained even if the content of other elements is within the range of the present embodiment. On the other hand, if the C content is too high, even if the contents of the other elements are within the ranges of the present embodiment, the amount of carbides will be too large and the toughness of the steel material will be lowered. If the C content is too high, quench cracks may easily occur during quenching during the manufacturing process.
- the C content is 0.15-0.45%.
- the lower limit of the C content is preferably 0.18%, more preferably 0.20%, still more preferably 0.22%, still more preferably 0.25%.
- a preferable upper limit of the C content is 0.40%, more preferably 0.38%, and still more preferably 0.35%.
- Si 0.05-1.00% Silicon (Si) deoxidizes steel. If the Si content is too low, the above effect cannot be sufficiently obtained even if the content of other elements is within the range of the present embodiment. On the other hand, if the Si content is too high, the SSC resistance of the steel deteriorates even if the content of other elements is within the range of the present embodiment. Therefore, the Si content is 0.05-1.00%.
- the lower limit of the Si content is preferably 0.10%, more preferably 0.15%, still more preferably 0.20%.
- the preferred upper limit of the Si content is 0.85%, more preferably 0.75%, still more preferably 0.60%, still more preferably 0.50%, still more preferably 0.40 %.
- Mn 0.05-0.30%
- Manganese (Mn) deoxidizes steel. Mn further enhances the hardenability of the steel material. If the Mn content is too low, the above effect cannot be sufficiently obtained even if the content of other elements is within the range of the present embodiment. On the other hand, if the Mn content is too high, coarse sulfide-based inclusions are formed even if the contents of other elements are within the ranges of the present embodiment, and the SSC resistance of the steel is lowered. Therefore, the Mn content is 0.05-0.30%. A preferable lower limit of the Mn content is 0.06%, more preferably 0.08%, and still more preferably 0.10%. A preferable upper limit of the Mn content is 0.28%, more preferably 0.25%, and still more preferably 0.20%.
- Phosphorus (P) is an impurity. That is, the lower limit of the P content is over 0%. If the P content is too high, even if the content of other elements is within the range of the present embodiment, P will segregate at the grain boundaries and the SSC resistance of the steel material will decrease. Therefore, the P content is 0.030% or less.
- a preferable upper limit of the P content is 0.025%, more preferably 0.020%, and still more preferably 0.015%. The lower the P content is, the better. However, an extreme reduction in the P content greatly increases manufacturing costs. Therefore, considering industrial production, the preferable lower limit of the P content is 0.001%, more preferably 0.002%, and still more preferably 0.003%.
- S 0.0050% or less Sulfur (S) is an impurity. That is, the lower limit of the S content is over 0%. If the S content is too high, even if the contents of other elements are within the range of the present embodiment, S will segregate at the grain boundaries and the SSC resistance of the steel material will decrease. Therefore, the S content is 0.0050% or less.
- a preferable upper limit of the S content is 0.0040%, more preferably 0.0030%, and still more preferably 0.0020%. It is preferable that the S content is as low as possible. However, an extreme reduction in the S content greatly increases manufacturing costs. Therefore, considering industrial production, the preferred lower limit of the S content is 0.0001%, more preferably 0.0002%, and still more preferably 0.0003%.
- Al 0.005-0.100%
- Aluminum (Al) deoxidizes steel. If the Al content is too low, even if the content of other elements is within the range of the present embodiment, the above effects cannot be obtained sufficiently, and the SSC resistance of the steel material is lowered. On the other hand, if the Al content is too high, even if the contents of other elements are within the ranges of the present embodiment, coarse oxide-based inclusions are formed, and the SSC resistance of the steel is lowered. Therefore, the Al content is 0.005-0.100%.
- a preferable lower limit of the Al content is 0.010%, more preferably 0.015%, and still more preferably 0.020%.
- a preferable upper limit of the Al content is 0.080%, more preferably 0.060%, and still more preferably 0.040%.
- the "Al" content referred to in this specification means the content of "acid-soluble Al", that is, "sol. Al".
- Chromium (Cr) enhances the hardenability of steel materials. Cr also increases the resistance to temper softening of the steel and enables high temperature tempering. As a result, the SSC resistance of the steel is enhanced. If the Cr content is too low, the above effect cannot be sufficiently obtained even if the content of other elements is within the range of the present embodiment. On the other hand, if the Cr content is too high, the SSC resistance of the steel deteriorates even if the content of other elements is within the range of the present embodiment. Therefore, the Cr content is 0.30-1.10%. A preferable lower limit of the Cr content is 0.35%, more preferably 0.40%, and still more preferably 0.50%. A preferable upper limit of the Cr content is 1.00%, more preferably 0.90%, and still more preferably 0.80%.
- Mo 0.40-2.00%
- Molybdenum (Mo) enhances the hardenability of steel materials. Mo also increases the resistance to temper softening of the steel material and enables high temperature tempering. As a result, the SSC resistance of the steel is enhanced. If the Mo content is too low, the above effect cannot be sufficiently obtained even if the content of other elements is within the range of the present embodiment. On the other hand, if the Mo content is too high, the above effects are saturated. Therefore, the Mo content is 0.40-2.00%.
- a preferable lower limit of the Mo content is 0.45%, more preferably 0.50%, and still more preferably 0.60%.
- a preferable upper limit of the Mo content is 1.80%, more preferably 1.60%, and still more preferably 1.40%.
- Ti 0.002-0.020% Titanium (Ti) combines with N to form nitrides, and refines the crystal grains of the steel due to the pinning effect. As a result, the strength of the steel material increases. If the Ti content is too low, the above effect cannot be sufficiently obtained even if the content of other elements is within the range of the present embodiment. On the other hand, if the Ti content is too high, even if the contents of other elements are within the ranges of the present embodiment, Ti nitrides will coarsen and the SSC resistance of the steel material will deteriorate. Therefore, the Ti content is 0.002-0.020%. A preferable lower limit of the Ti content is 0.003%, more preferably 0.004%. A preferable upper limit of the Ti content is 0.018%, more preferably 0.015%, and still more preferably 0.010%.
- Niobium combines with C and/or N to form carbides, nitrides, or carbonitrides (hereinafter referred to as “carbonitrides, etc.”). Carbonitrides and the like refine the crystal grains of the steel due to the pinning effect, and improve the low-temperature toughness and SSC resistance of the steel. Nb also forms fine carbides during tempering to increase the resistance to temper softening of the steel material and increase the strength of the steel material. If the Nb content is too low, the above effect cannot be sufficiently obtained even if the content of other elements is within the range of the present embodiment.
- the Nb content is 0.002-0.100%.
- the lower limit of the Nb content is preferably 0.005%, more preferably 0.010%, still more preferably 0.015%, still more preferably 0.020%.
- a preferable upper limit of the Nb content is 0.080%, more preferably 0.060%, and still more preferably 0.040%.
- B 0.0005 to 0.0040% Boron (B) forms a solid solution in steel to enhance the hardenability of the steel and increase the strength of the steel. If the B content is too low, the above effect cannot be sufficiently obtained even if the content of other elements is within the range of the present embodiment. On the other hand, if the B content is too high, even if the content of other elements is within the range of the present embodiment, coarse nitrides are formed and the SSC resistance of the steel material is lowered. Therefore, the B content is 0.0005-0.0040%. A preferable lower limit of the B content is 0.0006%, more preferably 0.0008%. The preferred upper limit of the B content is 0.0035%, more preferably 0.0030%, still more preferably 0.0025%, still more preferably 0.0020%.
- N Nitrogen (N) is inevitably contained. That is, the lower limit of the N content is over 0%. N combines with Ti to form nitrides, and refines the crystal grains of the steel due to the pinning effect. As a result, the strength of the steel material increases. However, if the N content is too high, coarse nitrides are formed even if the content of other elements is within the range of the present embodiment, and the SSC resistance of the steel is lowered. Therefore, the N content is 0.0100% or less. A preferable upper limit of the N content is 0.0080%, more preferably 0.0060%, and still more preferably 0.0040%. A preferable lower limit of the N content for obtaining the above effect more effectively is 0.0005%, more preferably 0.0010%, still more preferably 0.0015%, still more preferably 0.0020% is.
- Oxygen (O) is an impurity. That is, the lower limit of the O content is over 0%. If the O content is too high, coarse oxides are formed even if the content of other elements is within the range of the present embodiment, and the SSC resistance of the steel is lowered. Therefore, the O content is less than 0.0040%.
- the upper limit of the O content is preferably 0.0035%, more preferably 0.0030%, still more preferably 0.0025%, still more preferably 0.0020%. It is preferable that the O content is as low as possible. However, the drastic reduction of the O content greatly increases the manufacturing cost. Therefore, considering industrial production, the lower limit of the O content is preferably 0.0001%, more preferably 0.0002%, and still more preferably 0.0003%.
- the remainder of the chemical composition of the steel material according to this embodiment consists of Fe and impurities.
- the impurities are those that are mixed from ore, scrap, or the manufacturing environment as raw materials when the steel material is industrially manufactured, and are within a range that does not adversely affect the steel material according to the present embodiment. means acceptable.
- V 0-0.30% Vanadium (V) is an optional element and may not be contained. That is, the V content may be 0%.
- V forms carbonitrides and the like. Carbonitrides and the like refine the crystal grains of the steel due to the pinning effect, and improve the SSC resistance of the steel. V also forms fine carbides during tempering to increase the resistance to temper softening of the steel material and increase the strength of the steel material. If even a small amount of V is contained, the above effect can be obtained to some extent. However, if the V content is too high, carbonitrides and the like are excessively formed even if the content of other elements is within the range of the present embodiment, and the SSC resistance of the steel material is lowered.
- the V content is 0-0.30%.
- the preferred lower limit of the V content is more than 0%, more preferably 0.01%, more preferably 0.02%, still more preferably 0.05%, still more preferably 0.07% is.
- a preferable upper limit of the V content is 0.25%, more preferably 0.20%, and still more preferably 0.15%.
- the chemical composition of the steel material described above may further contain one or more elements selected from the group consisting of Cu and Ni in place of part of Fe. All of these elements are optional elements and enhance the hardenability of the steel material.
- Cu 0-0.50% Copper (Cu) is an optional element and may not be contained. That is, the Cu content may be 0%. When contained, Cu enhances the hardenability of the steel material and enhances the strength of the steel material. If even a small amount of Cu is contained, the above effects can be obtained to some extent. However, if the Cu content is too high, the hardenability of the steel becomes too high and the SSC resistance of the steel deteriorates even if the content of other elements is within the range of the present embodiment. Therefore, the Cu content is 0-0.50%.
- the lower limit of the Cu content is preferably over 0%, more preferably 0.01%, still more preferably 0.02%, still more preferably 0.05%.
- a preferred upper limit of the Cu content is 0.35%, more preferably 0.25%, still more preferably 0.15%, still more preferably 0.10%.
- Ni 0-0.50%
- Nickel (Ni) is an optional element and may not be contained. That is, the Ni content may be 0%. When contained, Ni enhances the hardenability of the steel material and enhances the strength of the steel material. Furthermore, Ni dissolves in steel and enhances the low-temperature toughness of the steel material. These effects can be obtained to some extent if even a small amount of Ni is contained. However, if the Ni content is too high, even if the content of the other elements is within the range of the present embodiment, local corrosion is promoted and the SSC resistance of the steel is lowered. Therefore, the Ni content is 0-0.50%. A preferable lower limit of the Ni content is more than 0%, more preferably 0.01%, and still more preferably 0.02%. A preferable upper limit of the Ni content is 0.30%, more preferably 0.20%, and still more preferably 0.10%.
- the chemical composition of the steel material described above may further contain W instead of part of Fe.
- W 0-1.50% Tungsten (W) is an optional element and may not be contained. That is, the W content may be 0%. When included, W forms a protective corrosion film in a sour environment and inhibits the penetration of hydrogen into the steel material. This enhances the SSC resistance of the steel material. If even a small amount of W is contained, the above effect can be obtained to some extent. However, if the W content is too high, coarse carbides are formed in the steel material even if the content of other elements is within the range of the present embodiment, and the low temperature toughness and SSC resistance of the steel material are lowered. Therefore, the W content is 0-1.50%.
- the lower limit of the W content is preferably over 0%, more preferably 0.01%, still more preferably 0.03%, still more preferably 0.05%.
- a preferable upper limit of the W content is 1.30%, more preferably 1.10%.
- the chemical composition of the steel material described above may further contain one or more elements selected from the group consisting of Ca, Mg, Zr, and rare earth elements instead of part of Fe. All of these elements are optional elements, and detoxify S in the steel material as sulfides. As a result, these elements enhance the SSC resistance of the steel.
- Ca 0-0.0100% Calcium (Ca) is an optional element and may not be contained. That is, the Ca content may be 0%. When Ca is contained, it detoxifies S in the steel material as sulfide, and enhances the SSC resistance of the steel material. If even a little Ca is contained, the above effect can be obtained to some extent. However, if the Ca content is too high, even if the contents of other elements are within the range of the present embodiment, the oxides in the steel material will coarsen and the SSC resistance of the steel material will decrease. Therefore, the Ca content is 0-0.0100%.
- the lower limit of the Ca content is preferably over 0%, more preferably 0.0001%, still more preferably 0.0003%, still more preferably 0.0006%.
- a preferable upper limit of the Ca content is 0.0040%, more preferably 0.0025%, and still more preferably 0.0020%.
- Mg 0-0.0100%
- Mg Magnesium (Mg) is an optional element and may not be contained. That is, the Mg content may be 0%. When contained, Mg detoxifies S in the steel material as sulfide and enhances the SSC resistance of the steel material. If even a small amount of Mg is contained, the above effect can be obtained to some extent. However, if the Mg content is too high, even if the contents of other elements are within the range of the present embodiment, the oxides in the steel material will coarsen and the SSC resistance of the steel material will decrease. Therefore, the Mg content is 0-0.0100%.
- a preferable lower limit of the Mg content is more than 0%, more preferably 0.0001%, still more preferably 0.0003%, still more preferably 0.0006%.
- a preferable upper limit of the Mg content is 0.0040%, more preferably 0.0025%, and still more preferably 0.0020%.
- Zr Zirconium
- Zr Zirconium
- Zr is an optional element and may not be contained. That is, the Zr content may be 0%.
- Zr detoxifies S in the steel material as sulfides and enhances the SSC resistance of the steel material. If even a small amount of Zr is contained, the above effect can be obtained to some extent. However, if the Zr content is too high, even if the contents of other elements are within the ranges of the present embodiment, the oxides in the steel material will coarsen, and the SSC resistance of the steel material will decrease. Therefore, the Zr content is 0-0.0100%.
- a preferable lower limit of the Zr content is more than 0%, more preferably 0.0001%, still more preferably 0.0003%, still more preferably 0.0006%.
- a preferable upper limit of the Zr content is 0.0040%, more preferably 0.0025%, and still more preferably 0.0020%.
- Rare earth element 0-0.0100%
- a rare earth element (REM) is an optional element and may not be contained. That is, the REM content may be 0%.
- REM detoxifies S in the steel material as sulfides and enhances the SSC resistance of the steel material.
- REM further binds with P in the steel material and suppresses the segregation of P at grain boundaries. Therefore, deterioration of the SSC resistance of the steel due to the segregation of P is suppressed.
- the above effect can be obtained to some extent even if the content of other elements is within the range of the present embodiment.
- the REM content is 0-0.0100%.
- a preferable lower limit of the REM content is more than 0%, more preferably 0.0001%, more preferably 0.0003%, still more preferably 0.0006%.
- a preferable upper limit of the REM content is 0.0040%, more preferably 0.0025%, and still more preferably 0.0020%.
- REM refers to scandium (Sc) with atomic number 21, yttrium (Y) with atomic number 39, and lanthanoid (La) with atomic number 57 to atomic number 71. It means one or more elements selected from the group consisting of lutetium (Lu). Moreover, the REM content in this specification means the total content of these elements.
- yield strength of the steel material according to this embodiment is 862 MPa or more. Yield strength as used herein means the stress at 0.65% elongation (0.65% proof stress) obtained in a tensile test.
- the steel material according to the present embodiment has the chemical composition described above and satisfies the number density of coarse Si oxides described later, so that even if the yield strength is 862 MPa or more, it has excellent SSC resistance in a sour environment.
- the upper limit of the yield strength of the steel material is not particularly limited, but is, for example, 1069 MPa (155 ksi), preferably 1034 MPa (150 ksi).
- the yield strength of the steel material according to this embodiment can be obtained by the following method. Specifically, a tensile test is performed by a method conforming to ASTM E8/E8M (2021). A round bar test piece is produced from the steel material according to the present embodiment. When the steel material is a steel plate, a round bar test piece is produced from the central portion of the plate thickness. In this case, the axial direction of the round bar test piece is parallel to the rolling direction of the steel plate. When the steel material is a steel pipe, a round bar test piece is produced from the center of the wall thickness. In this case, the axial direction of the round bar test piece is parallel to the axial direction of the steel pipe.
- the steel material is a round bar
- a round bar specimen is produced from the R/2 position.
- the R/2 position means the center position of the radius R in the cross section perpendicular to the axial direction of the round bar.
- the axial direction of the round bar test piece is parallel to the axial direction of the round bar.
- the size of the round bar test piece is, for example, a parallel portion diameter of 8.9 mm and a gauge length of 35.6 mm.
- yield strength (MPa) is obtained by rounding off the obtained numerical value to the first decimal place.
- the steel material according to the present embodiment has the above-described chemical composition and the above-described yield strength, and further has a Si content of 20% or more and an O content of 10% or more in terms of mass% in the steel material.
- the number density of Si oxides (coarse Si oxides) having a major axis of 5.0 ⁇ m or more is 5 pieces/100 mm 2 or less. Further, in the steel material according to the present embodiment, when the yield strength is 931 MPa or more, the number density of coarse Si oxides is 5 pieces/200 mm 2 or less.
- the steel material according to the present embodiment when the yield strength is less than 862 to 931 MPa, the number density of coarse Si oxides is 5/100 mm 2 or less (that is, 10/200 mm 2 or less), and the yield strength is In the case of 931 MPa or more, the number density of coarse Si oxides is 5 pieces/200 mm 2 or less.
- the steel material according to this embodiment can achieve both a yield strength of 125 ksi or more and excellent SSC resistance.
- the upper limit of the number density of coarse Si oxides is preferably 4/100 mm 2 , more preferably 3/100 mm 2 .
- the upper limit of the number density of coarse Si oxides is preferably 4/200 mm 2 , more preferably 3/200 mm 2 .
- the lower limit of the number density of coarse Si oxides is not particularly limited, and may be 0/100 mm 2 , that is, 0/200 mm 2 .
- the number density of coarse Si oxides in the steel material can be obtained by the following method.
- a test piece having a surface including the rolling direction and the rolling direction as an observation surface is produced.
- the steel material is a steel plate
- a test piece is prepared from the central portion of the plate thickness, the observation surface being a plane including the rolling direction and the plate thickness direction.
- the steel material is a steel pipe
- a test piece is prepared from the center of the wall thickness, the observation surface being a plane including the pipe axial direction and the pipe radial direction.
- the steel material is a round bar
- a test piece is prepared whose observation surface is a plane including the R/2 position in the center and including the axial direction and the radial direction.
- the measurement is performed.
- the area of the viewing surface is not limited, it is assumed to be 300 mm 2 (20 mm ⁇ 15 mm), for example.
- the number of Si oxides having a major axis of 5.0 ⁇ m or more on the observed surface is determined.
- the particles on the observation plane are identified from the contrast.
- An elemental concentration analysis (EDS analysis) is performed on each identified particle.
- EDS analysis the acceleration voltage is set to 20 kV, and the target elements are quantified as N, O, Mg, Al, Si, P, S, Ca, Ti, Cr, Mn, Fe, Cu, Zr, and Nb. Based on the EDS analysis results of each particle, if the Si content is 20% or more and the O content is 10% or more in mass %, the particle is specified as "Si oxide".
- Si oxides (coarse Si oxides) having a major axis of 5.0 ⁇ m or more are identified, and the total number of coarse Si oxides is determined.
- the major axis of the Si oxide can be determined by a well-known method.
- the major axis of the Si oxide means the largest line segment ( ⁇ m) among the line segments connecting any two points on the outer periphery of the Si oxide on the viewing surface. Based on the total number of coarse Si oxides and the total area of the observation surface, the number density of coarse Si oxides (pieces/100 mm 2 or pieces/200 mm 2 ) is obtained.
- the number density of coarse Si oxides is obtained by rounding off the obtained numerical value to the first decimal place.
- the number density of coarse Si oxides can be measured using a scanning electron microscope equipped with a composition analysis function (SEM-EDS apparatus).
- SEM-EDS apparatus for example, an automatic analyzer manufactured by FEI (ASPEX) under the trade name of Metals Quality Analyzer can be used.
- the SSC resistance of the steel material according to this embodiment can be evaluated by an SSC resistance test carried out in accordance with NACE TM0177-2016 Method A. Specifically, it can be evaluated by the following method.
- a mixed aqueous solution of 5.0% by mass sodium chloride and 0.4% by mass sodium acetate (NACE solution B) adjusted to pH 3.5 with acetic acid is used as the test solution.
- a round bar test piece is produced from the steel material according to the present embodiment.
- the steel material is a steel plate
- a round bar test piece is produced from the central portion of the plate thickness. In this case, the axial direction of the round bar test piece is parallel to the rolling direction of the steel plate.
- the steel material is a steel pipe
- a round bar test piece is produced from the center of the wall thickness. In this case, the axial direction of the round bar test piece is parallel to the axial direction of the steel pipe. If the steel material is a round bar, a round bar specimen is produced from the R/2 position.
- the axial direction of the round bar test piece is parallel to the axial direction of the round bar.
- the size of the round bar test piece is, for example, a diameter of 6.35 mm and a parallel portion length of 25.4 mm.
- the axial direction of the round bar test piece is parallel to the rolling direction of the steel material.
- the total volume fraction of tempered martensite and tempered bainite is 90% or more.
- the remainder of the microstructure is for example ferrite or perlite. If the microstructure of the steel material having the above chemical composition contains 90% or more of the total volume fraction of tempered martensite and tempered bainite, it is excellent in a sour environment on the condition that other configurations of the present embodiment are satisfied. It shows SSC resistance. That is, in the present embodiment, if the steel material has excellent SSC resistance, the microstructure is judged to have a total volume fraction of tempered martensite and tempered bainite of 90% or more.
- a test piece having an observation surface is produced from the steel material according to the present embodiment.
- the steel material is a steel plate
- a test piece is prepared from the central portion of the plate thickness, the observation surface being a plane including the rolling direction and the plate thickness direction.
- the steel material is a steel pipe
- a test piece is prepared from the center of the wall thickness, the observation surface being a plane including the pipe axial direction and the pipe radial direction.
- the steel material is a round bar
- a test piece is prepared whose observation surface is a plane including the R/2 position in the center and including the axial direction and the radial direction.
- the etched observation surface is observed in 10 fields of view with secondary electron images using a scanning electron microscope (SEM).
- SEM scanning electron microscope
- the visual field area is, for example, 0.01 mm 2 (1000 times magnification).
- Tempered martensite and tempered bainite are identified from the contrast in each field.
- the area ratios of the specified tempered martensite and tempered bainite are determined.
- a method for obtaining the area ratio is not particularly limited, and a well-known method may be used.
- image analysis can determine the area ratio of tempered martensite and tempered bainite.
- the arithmetic average value of the area ratios of tempered martensite and tempered bainite obtained in all fields of view is defined as the volume ratio of tempered martensite and tempered bainite.
- the shape of the steel material according to this embodiment is not particularly limited.
- Steel materials are, for example, steel pipes, steel plates, and round steel.
- the wall thickness is preferably 9 to 60 mm. More preferably, the steel material according to this embodiment is a seamless steel pipe.
- the steel material according to the present embodiment is a seamless steel pipe, even a thick seamless steel pipe having a wall thickness of 15 mm or more has a yield strength of 125 ksi or more and excellent SSC resistance in a sour environment.
- a method for manufacturing a steel material according to this embodiment will be described.
- a method for manufacturing a seamless steel pipe will be described below as an example of the steel material according to the present embodiment.
- the manufacturing method of seamless steel pipes consists of a process of preparing materials (steelmaking process), a process of hot working the materials to manufacture mother pipes (hot working process), and performing quenching and tempering of the mother pipes. and a process (quenching process and tempering process) to form a seamless steel pipe.
- the manufacturing method according to the present embodiment is not limited to the manufacturing method described below. Each step will be described in detail below.
- Stepmaking process In the steelmaking process, first, molten iron manufactured by a known method is subjected to refining (primary refining) in a converter. Secondary refining is performed on the primary refined molten steel. In secondary refining, addition of alloying elements for component adjustment is performed to produce molten steel that satisfies the chemical composition described above.
- RH Rasterstahl-Hausen vacuum degassing
- VAD Vauum Arc Degassing
- Materials are manufactured using molten steel that has undergone secondary refining.
- a slab (slab, bloom, or billet) is produced by a continuous casting method using molten steel that has undergone secondary refining.
- the continuous casting method first, molten steel is poured from a ladle into a tundish. At this time, in order to seal the nozzle of the ladle, the nozzle is usually filled with packing sand. Therefore, packing sand may be mixed with the molten steel from the ladle to the tundish.
- Si oxide may be used as packing sand when manufacturing a material having the chemical composition described above. In this case, there is a concern that Si oxide may be introduced into the manufactured material.
- the molten steel and the Si oxide are separated in order to prevent the Si oxide enclosed in the nozzle of the ladle from being introduced into the tundish.
- the method for separating the Si oxide is not particularly limited, the following method can be used, for example.
- a beveled metal plate is placed below the nozzle of the ladle and above the opening of the tundish.
- Si oxide is discharged from the nozzle first, and then molten steel is discharged.
- Si oxide is lighter than molten steel. Therefore, the Si oxide discharged from the nozzle is guided out of the opening of the tundish along the slope of the metal plate.
- the inclination of the metal plate may be provided, for example, by arranging a metal plate processed into a conical shape without a bottom so that the apex is directly below the nozzle of the ladle, or provided by other methods. good too. Also, one metal plate may be used, or a plurality of metal plates may be stacked and used. Furthermore, although the thickness of the metal plate is not particularly limited, it is, for example, about 1 to 10 mm.
- the metal plate in the present embodiment is preferably a metal plate made of an alloying element contained in molten steel.
- an aluminum plate can be used as the metal plate made of an alloy element contained in molten steel.
- the aluminum plate means a metal plate composed of aluminum and impurities.
- the metal plate is removed from below the nozzle after the Si oxide is discharged from the nozzle and before the molten steel is discharged.
- the number density of coarse Si oxides can sometimes be reduced to 5 pieces/200 mm 2 or less. Therefore, in this embodiment, it is preferable to remove the metal plate from below the nozzle after the Si oxide is discharged from the nozzle and before the molten steel is discharged.
- the method of removing the metal plate from below the nozzle is not particularly limited, but for example, a hole may be formed in a part of the metal plate and a rod having a hook formed at the tip thereof may be used to remove the metal plate.
- the metal plate can be removed by hooking the hook at the tip of the rod to the hole in the metal plate and pulling the rod.
- the Si oxide can be separated from the molten steel and the molten steel can be introduced into the tundish.
- the method for separating Si oxide from molten steel is not limited to the method described above.
- molten steel is cast to manufacture materials.
- the material is preferably a billet with a circular cross section (round billet).
- a method for manufacturing the material is not particularly limited. For example, a continuous casting process may be used to cast molten steel into round billets. Alternatively, a billet having a rectangular cross section may be produced by casting molten steel, or a bloom may be produced. In these cases, blooming is preferably performed to produce a round billet from a billet having a rectangular cross section or a bloom.
- the prepared material is hot worked to produce an intermediate steel material. If the steel material is a seamless steel pipe, the intermediate steel material corresponds to the base pipe.
- the billet is heated in a heating furnace.
- the heating temperature is not particularly limited, it is, for example, 1100 to 1300.degree.
- a billet extracted from a heating furnace is subjected to hot working to produce a blank pipe (seamless steel pipe).
- the method of hot working is not particularly limited, and a known method may be used.
- the Mannesmann method may be carried out as hot working to produce a mother tube.
- the round billet is pierced and rolled by a piercing machine.
- the piercing ratio is not particularly limited, but is, for example, 1.0 to 4.0.
- the pierced-rolled round billet is further hot-rolled by a mandrel mill, a reducer, a sizing mill, or the like to form a mother pipe.
- the cumulative area reduction rate in the hot working process is, for example, 20 to 70%.
- a blank tube may be manufactured from a billet by implementing other hot working methods.
- a blank pipe may be manufactured by forging such as the Ehrhardt method.
- a blank pipe is manufactured by the above steps.
- the wall thickness of the blank tube is not particularly limited, it is, for example, 9 to 60 mm.
- the blank tube manufactured by hot working may be air-cooled (As-Rolled).
- a mother tube manufactured by hot working may be quenched directly after hot working without cooling to room temperature, or may be quenched after supplementary heating (reheating) after hot working. good.
- SR stress relief annealing
- the material is first heated in a heating furnace.
- the heating temperature is not particularly limited, it is, for example, 1100 to 1300.degree.
- the raw material extracted from the heating furnace is subjected to hot working to produce an intermediate steel material having a circular cross section perpendicular to the axial direction.
- Hot working is, for example, blooming by a blooming mill or hot rolling by a continuous rolling mill.
- a horizontal stand having a pair of grooved rolls arranged vertically and a vertical stand having a pair of grooved rolls arranged horizontally are arranged alternately.
- the material is first heated in a heating furnace.
- the heating temperature is not particularly limited, it is, for example, 1100 to 1300.degree.
- the raw material extracted from the heating furnace is subjected to hot rolling using a blooming mill and a continuous rolling mill to produce an intermediate steel material in the form of a steel plate.
- the prepared materials are hot worked to produce intermediate steel materials.
- the hardening process will be described in detail below.
- quenching means quenching an intermediate steel material having a point of A3 or higher.
- a preferred quenching temperature is 800-1000°C. If the quenching temperature is too high, the crystal grains of the prior ⁇ grains become coarse, and the SSC resistance of the steel material may deteriorate. Therefore, the quenching temperature is preferably 800-1000°C.
- the quenching temperature is the surface temperature of the intermediate steel measured by a thermometer installed on the delivery side of the device that performs the final hot working when quenching is performed directly after hot working. Equivalent to.
- the quenching temperature further corresponds to the temperature of the furnace in which the supplementary heating or reheating is carried out when the quenching is carried out after supplementary heating or reheating after hot working.
- the intermediate steel material (base pipe) is continuously cooled from the quenching start temperature, and the surface temperature of the base pipe is continuously lowered.
- a method of continuous cooling treatment is not particularly limited, and a known method may be used.
- the method of continuous cooling treatment includes, for example, a method of cooling the tube by immersing it in a water tank, and a method of accelerating cooling the tube by shower water cooling or mist cooling.
- the microstructure will not be mainly composed of martensite and bainite, and the mechanical properties specified in this embodiment (yield strength of 125 ksi or more) cannot be obtained. Furthermore, good low temperature toughness and good SSC resistance are not obtained in this case.
- the intermediate steel is rapidly cooled during quenching.
- the average cooling rate when the surface temperature of the intermediate steel material (base tube) during quenching is in the range of 800 to 500° C. is defined as the cooling rate during quenching CR 800-500 .
- the cooling rate during quenching, CR 800-500 is the slowest cooling part in the cross section of the intermediate steel material to be quenched (for example, when forced cooling is performed on both surfaces, the central part of the intermediate steel thickness) determined from the temperature measured at
- a preferable cooling rate during quenching CR 800-500 is 300° C./min or more.
- a more preferable lower limit of the cooling rate during quenching CR 800-500 is 450°C/min, more preferably 600°C/min.
- the upper limit of the cooling rate CR 800-500 during quenching is not specified, it is, for example, 60000° C./min.
- the blank pipe is heated in the austenitic region multiple times, and then quenched.
- the SSC resistance of the steel is enhanced.
- heating in the austenite region may be repeated multiple times, and by performing normalizing and quenching, heating in the austenite region may be repeated multiple times.
- quenching and tempering which will be described later, may be combined and performed multiple times. That is, quenching and tempering may be performed multiple times. In this case, the SSC resistance of the steel is further enhanced.
- the tempering process will be described in detail below.
- tempering is performed on the shell that has been quenched as described above.
- the term "tempering” means reheating the intermediate steel material after quenching at a temperature lower than the Ac1 point and maintaining it.
- the tempering temperature corresponds to the temperature of the furnace when the intermediate steel material after quenching is heated and held.
- the tempering time means the time from when the temperature of the intermediate steel material reaches a predetermined tempering temperature to when it is extracted from the heat treatment furnace.
- the tempering temperature is appropriately adjusted according to the chemical composition of the seamless steel pipe and the desired yield strength. That is, the yield strength of the seamless steel pipe is adjusted to 862 MPa or more by adjusting the tempering temperature for the mother pipe having the chemical composition of the present embodiment.
- a person skilled in the art can naturally adjust the tempering temperature to adjust the yield strength of the seamless steel pipe to 862 MPa or more and 931 MPa or more.
- the preferred tempering temperature is 650-690°C.
- a more preferable lower limit of the tempering temperature is 655°C.
- a more preferable upper limit of the tempering temperature is 685°C.
- the tempering time is preferably 10 to 90 minutes.
- a more preferable lower limit of the tempering time is 15 minutes.
- a more preferable upper limit of the tempering time is 80 minutes.
- the steel material according to this embodiment can be manufactured by the manufacturing method described above.
- the method for manufacturing a seamless steel pipe has been described as an example.
- the steel material according to this embodiment may be a steel plate or other shapes.
- a method of manufacturing a steel sheet or other shape may also comprise, for example, a preparation step, a quenching step, and a tempering step, similar to the manufacturing method described above.
- the manufacturing method described above is merely an example, and other manufacturing methods may be used.
- Example 1 steel materials with a yield strength of less than 862 to 931 MPa were evaluated. Specifically, first, molten steel having chemical compositions shown in Tables 1-1 and 1-2 was produced. "-" in Table 1-2 means that the content of each element is at the impurity level. Specifically, it means that the V content, Cu content, Ni content, and W content of Steel A were 0% after rounding off to the third decimal place. Furthermore, the Ca content, Mg content, Zr content, and rare earth element (REM) content of Steel A were rounded off to the fifth decimal place, meaning that they were 0%.
- REM rare earth element
- a round billet was manufactured by continuous casting.
- a metal plate processed into a conical shape with no bottom is placed above the opening of the tundish so that the apex is directly below the nozzle of the ladle. placed.
- Table 2 shows whether or not the metal plate having the above shape was placed above the opening of the tundish. Specifically, when a metal plate having the above shape is arranged above the opening of the tundish, it is indicated as "A" in the "metal plate” column of Table 2. When the metal plate having the above shape was not arranged above the opening of the tundish, "B" is shown in the "metal plate” column of Table 2.
- the metal plate having the shape described above and placed above the opening of the tundish was an aluminum plate. Specifically, three aluminum plates with a thickness of 2 mm were stacked and used. In test numbers 3, 8 to 10, and 12, after the Si oxide was discharged from the nozzle and before the molten steel was discharged, a rod with a hook formed at the tip was used to pour metal from below the nozzle. Removed the plate.
- test numbers 1 to 19 After holding the produced round billets of test numbers 1 to 19 at 1250° C. for 1 hour, hot rolling was performed by the Mannesmann-mandrel system to produce blank pipes (seamless steel pipes) of test numbers 1 to 19. Further, quenching was performed on the obtained blank pipes of test numbers 1 to 19. Specifically, the blank pipes of test numbers 1 to 19 were held at the quenching temperature (°C) listed in the "quenching" column of Table 2 for the quenching time (minutes), and then quenched by shower water cooling. In test numbers 1 to 19, the cooling rate CR 800-500 during quenching was all within the range of 480 to 30000° C./min.
- the quenching temperature (°C) described in Table 2 was the temperature (°C) of the heat treatment furnace in which the mother tube was heated. Furthermore, the quenching time (minutes) listed in Table 2 was the time (minutes) during which the blank tube was held at the quenching temperature.
- Tempering was performed on the obtained blank pipes of test numbers 1 to 19. Specifically, the blank pipes of test numbers 1 to 19 were tempered at the tempering temperature (°C) listed in the "Tempering" column of Table 2 for the tempering time (minutes).
- the tempering temperature (°C) described in Table 2 was the temperature (°C) of the tempering furnace in which the tube was heated.
- the tempering time (minutes) listed in Table 2 was the time (minutes) during which the tube was held at the tempering temperature. Seamless steel pipes of test numbers 1 to 19 were obtained through the above manufacturing process.
- the SSC resistance test was performed on the seamless steel pipes of test numbers 1 to 19 by a method conforming to NACE TM0177-2016 Method A to evaluate the SSC resistance. Specifically, a round bar test piece having a diameter of 6.35 mm and a parallel portion length of 25.4 mm was prepared from the thickness central portion of the seamless steel pipes of test numbers 1 to 19. An SSC resistance test was performed on three of the prepared test pieces. The axial direction of the test piece was parallel to the tube axial direction.
- a tensile stress was applied in the axial direction of the round bar test pieces of test numbers 1 to 19. At this time, the applied stress was adjusted to 90% of the actual yield stress of each steel plate.
- the test solution used was a mixed aqueous solution of 5.0% by mass sodium chloride and 0.4% by mass sodium acetate adjusted to pH 3.5 with acetic acid (NACE solution B).
- a test solution at 24° C. was poured into each of three test containers to form a test bath. Three stressed round bar specimens were immersed in test baths of different test containers. After degassing each test bath, a mixed gas of 0.1 atm H 2 S gas and 0.9 atm CO 2 gas was blown into the test bath to saturate it. A test bath saturated with a mixed gas of 0.01 atm H 2 S gas and 0.99 atm CO 2 gas was held at 24° C. for 1440 hours.
- SSC sulfide stress cracking
- the Mn content of the seamless steel pipe of test number 15 was too high. As a result, SSC occurred in the test piece in the SSC resistance test. That is, the seamless steel pipe of test number 15 did not have excellent SSC resistance.
- the Mo content of the seamless steel pipe of test number 16 was too low. As a result, SSC occurred in the test piece in the SSC resistance test. That is, the seamless steel pipe of test number 16 did not have excellent SSC resistance.
- the S content of the seamless steel pipe of test number 17 was too high. As a result, SSC occurred in the test piece in the SSC resistance test. That is, the seamless steel pipe of test number 17 did not have excellent SSC resistance.
- the P content of the seamless steel pipe of test number 18 was too high. As a result, SSC occurred in the test piece in the SSC resistance test. That is, the seamless steel pipe of test number 18 did not have excellent SSC resistance.
- the seamless steel pipe of test number 19 had too high an O content. As a result, SSC occurred in the test piece in the SSC resistance test. That is, the seamless steel pipe of test number 19 did not have excellent SSC resistance.
- Example 2 steel materials with a yield strength of 931 MPa or more were evaluated. Specifically, first, molten steel having chemical compositions shown in Tables 3-1 and 3-2 was produced. "-" in Table 3-2 means that the content of each element is at the impurity level. Specifically, it means that the Cu content, Ni content, and W content of Steel R were 0% after rounding off to the third decimal place. Furthermore, the Ca content, Mg content, Zr content, and rare earth element (REM) content of steel R were rounded to the fifth decimal place, meaning that they were 0%.
- REM rare earth element
- a round billet was manufactured by continuous casting.
- a metal plate processed into a conical shape with no bottom is placed above the opening of the tundish so that the apex is directly below the nozzle of the ladle. placed.
- Table 4 shows whether or not the metal plate having the above shape was placed above the opening of the tundish. Specifically, when a metal plate having the above shape is arranged above the opening of the tundish, it is shown as "A" in the "metal plate” column of Table 4. When the metal plate having the above shape was not arranged above the opening of the tundish, "B" is indicated in the "metal plate” column of Table 4.
- the metal plate having the shape described above and placed above the opening of the tundish was an aluminum plate. Specifically, three aluminum plates with a thickness of 2 mm were stacked and used.
- a rod having a hook formed at the tip is used to push the metal plate from below the nozzle. removed.
- test numbers 20 to 40 After holding the manufactured round billets of test numbers 20 to 40 at 1250° C. for 1 hour, hot rolling was performed by the Mannesmann-mandrel system to manufacture blank pipes (seamless steel pipes) of test numbers 20 to 40. Furthermore, hardening was performed on the obtained blank pipes of test numbers 20 to 40. Specifically, the blank pipes of test numbers 20 to 40 were held at the quenching temperature (°C) listed in the "quenching" column of Table 4 for the quenching time (minutes), and then quenched by shower water cooling. In test numbers 20 to 40, the cooling rates CR 800 to 500 during quenching were all within the range of 480 to 30000°C/min.
- the quenching temperature (°C) described in Table 4 was the temperature (°C) of the heat treatment furnace in which the mother tube was heated. Furthermore, the quenching time (minutes) shown in Table 4 was the time (minutes) during which the tube was held at the quenching temperature.
- the second quenching was performed on the blank pipe of test number 22.
- the blank pipe of Test No. 3 was held in a heat treatment furnace at 900° C. for 10 minutes, and then quenched by shower water cooling.
- the cooling rates CR800-500 during quenching were all within the range of 480 to 30000°C/min.
- Tempering was performed on the obtained blank pipes with test numbers 20 to 40. Specifically, the blank pipes of test numbers 20 to 40 were tempered at the tempering temperature (°C) listed in the "Tempering" column of Table 4 for the tempering time (minutes).
- the tempering temperature (°C) described in Table 4 was the temperature (°C) of the tempering furnace in which the tube was heated.
- the tempering time (minutes) listed in Table 4 was the time (minutes) during which the tube was held at the tempering temperature. Seamless steel pipes with test numbers 20 to 40 were obtained through the above manufacturing process.
- the SSC resistance test was performed on the seamless steel pipes of test numbers 20 to 40 by a method conforming to NACE TM0177-2016 Method A to evaluate the SSC resistance. Specifically, a round bar test piece having a diameter of 6.35 mm and a parallel portion length of 25.4 mm was prepared from the thickness central portion of the seamless steel pipes of test numbers 20 to 40. An SSC resistance test was performed on three of the prepared test pieces. The axial direction of the test piece was parallel to the tube axial direction.
- Tensile stress was applied in the axial direction of round bar test pieces of test numbers 20 to 40. At this time, the applied stress was adjusted to 90% of the actual yield stress of each steel plate.
- the test solution used was a mixed aqueous solution of 5.0% by mass sodium chloride and 0.4% by mass sodium acetate adjusted to pH 3.5 with acetic acid (NACE solution B).
- a test solution at 24° C. was poured into each of three test containers to form a test bath. Three stressed round bar specimens were immersed in test baths of different test containers. After degassing each test bath, a mixed gas of 0.01 atm H 2 S gas and 0.99 atm CO 2 gas was blown into the test bath to saturate it. A test bath saturated with a mixed gas of 0.01 atm H 2 S gas and 0.99 atm CO 2 gas was held at 24° C. for 1440 hours.
- SSC sulfide stress cracking
- the O content of the seamless steel pipe of test number 38 was too high. As a result, SSC occurred in the test piece in the SSC resistance test. That is, the seamless steel pipe of Test No. 38 did not have excellent SSC resistance.
- the Mo content of the seamless steel pipe of test number 39 was too low. As a result, SSC occurred in the test piece in the SSC resistance test. That is, the seamless steel pipe of Test No. 39 did not have excellent SSC resistance.
- the S content of the seamless steel pipe of test number 40 was too high. As a result, SSC occurred in the test piece in the SSC resistance test. That is, the seamless steel pipe of test number 40 did not have excellent SSC resistance.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Heat Treatment Of Steel (AREA)
- Treatment Of Steel In Its Molten State (AREA)
Abstract
Description
質量%で、
C:0.15~0.45%、
Si:0.05~1.00%、
Mn:0.05~0.30%、
P:0.030%以下、
S:0.0050%以下、
Al:0.005~0.100%、
Cr:0.30~1.10%、
Mo:0.40~2.00%、
Ti:0.002~0.020%、
Nb:0.002~0.100%、
B:0.0005~0.0040%、
N:0.0100%以下、
O:0.0040%未満、
V:0~0.30%、
Cu:0~0.50%、
Ni:0~0.50%、
W:0~1.50%、
Ca:0~0.0100%、
Mg:0~0.0100%、
Zr:0~0.0100%、
希土類元素:0~0.0100%、及び、
残部がFe及び不純物からなり、
降伏強度が862MPa以上であり、
前記鋼材中において、
質量%で、Si含有量が20%以上であり、O含有量が10%以上であり、長径が5.0μm以上のSi酸化物の個数密度が、5個/100mm2以下であり、
前記降伏強度が931MPa以上の場合、前記Si酸化物の個数密度が、5個/200mm2以下である。
鋼材であって、
質量%で、
C:0.15~0.45%、
Si:0.05~1.00%、
Mn:0.05~0.30%、
P:0.030%以下、
S:0.0050%以下、
Al:0.005~0.100%、
Cr:0.30~1.10%、
Mo:0.40~2.00%、
Ti:0.002~0.020%、
Nb:0.002~0.100%、
B:0.0005~0.0040%、
N:0.0100%以下、
O:0.0040%未満、
V:0~0.30%、
Cu:0~0.50%、
Ni:0~0.50%、
W:0~1.50%、
Ca:0~0.0100%、
Mg:0~0.0100%、
Zr:0~0.0100%、
希土類元素:0~0.0100%、及び、
残部がFe及び不純物からなり、
降伏強度が862MPa以上であり、
前記鋼材中において、
質量%で、Si含有量が20%以上であり、O含有量が10%以上であり、長径が5.0μm以上のSi酸化物の個数密度が、5個/100mm2以下であり、
前記降伏強度が931MPa以上の場合、前記Si酸化物の個数密度が、5個/200mm2以下である、
鋼材。
[1]に記載の鋼材であって、
V:0.01~0.30%、
Cu:0.01~0.50%、
Ni:0.01~0.50%、
W:0.01~1.50%、
Ca:0.0001~0.0100%、
Mg:0.0001~0.0100%、
Zr:0.0001~0.0100%、及び、
希土類元素:0.0001~0.0100%からなる群から選択される1元素以上を含有する、
鋼材。
[1]又は[2]に記載の鋼材であって、
前記鋼材は油井用鋼管である、
鋼材。
本実施形態による鋼材の化学組成は、次の元素を含有する。
炭素(C)は鋼材の焼入れ性を高め、鋼材の強度を高める。Cはさらに、製造工程中の焼戻しにおいて、炭化物の球状化を促進し、鋼材の耐SSC性を高める。炭化物が分散されればさらに、鋼材の強度が高まる。C含有量が低すぎれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、C含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、炭化物が多くなりすぎ、鋼材の靭性が低下する。C含有量が高すぎればさらに、製造工程中の焼入れにおいて、焼割れが発生しやすくなる場合がある。したがって、C含有量は0.15~0.45%である。C含有量の好ましい下限は0.18%であり、さらに好ましくは0.20%であり、さらに好ましくは0.22%であり、さらに好ましくは0.25%である。C含有量の好ましい上限は0.40%であり、さらに好ましくは0.38%であり、さらに好ましくは0.35%である。
ケイ素(Si)は、鋼を脱酸する。Si含有量が低すぎれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、Si含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、鋼材の耐SSC性が低下する。したがって、Si含有量は0.05~1.00%である。好ましいSi含有量の下限は0.10%であり、さらに好ましくは0.15%であり、さらに好ましくは0.20%である。Si含有量の好ましい上限は0.85%であり、さらに好ましくは0.75%であり、さらに好ましくは0.60%であり、さらに好ましくは0.50%であり、さらに好ましくは0.40%である。
マンガン(Mn)は鋼を脱酸する。Mnはさらに、鋼材の焼入れ性を高める。Mn含有量が低すぎれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、Mn含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、粗大な硫化物系介在物が生成して、鋼材の耐SSC性が低下する。したがって、Mn含有量は0.05~0.30%である。Mn含有量の好ましい下限は0.06%であり、さらに好ましくは0.08%であり、さらに好ましくは0.10%である。Mn含有量の好ましい上限は0.28%であり、さらに好ましくは0.25%であり、さらに好ましくは0.20%である。
燐(P)は不純物である。すなわち、P含有量の下限は0%超である。P含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、Pが粒界に偏析し、鋼材の耐SSC性が低下する。したがって、P含有量は0.030%以下である。P含有量の好ましい上限は0.025%であり、さらに好ましくは0.020%であり、さらに好ましくは0.015%である。P含有量はなるべく低い方が好ましい。ただし、P含有量の極端な低減は、製造コストを大幅に高める。したがって、工業生産を考慮した場合、P含有量の好ましい下限は0.001%であり、さらに好ましくは0.002%であり、さらに好ましくは0.003%である。
硫黄(S)は不純物である。すなわち、S含有量の下限は0%超である。S含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、Sが粒界に偏析し、鋼材の耐SSC性が低下する。したがって、S含有量は0.0050%以下である。S含有量の好ましい上限は0.0040%であり、さらに好ましくは0.0030%であり、さらに好ましくは0.0020%である。S含有量はなるべく低い方が好ましい。ただし、S含有量の極端な低減は、製造コストを大幅に高める。したがって、工業生産を考慮した場合、S含有量の好ましい下限は0.0001%であり、さらに好ましくは0.0002%であり、さらに好ましくは0.0003%である。
アルミニウム(Al)は鋼を脱酸する。Al含有量が低すぎれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られず、鋼材の耐SSC性が低下する。一方、Al含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、粗大な酸化物系介在物が生成して、鋼材の耐SSC性が低下する。したがって、Al含有量は0.005~0.100%である。Al含有量の好ましい下限は0.010%であり、さらに好ましくは0.015%であり、さらに好ましくは0.020%である。Al含有量の好ましい上限は0.080%であり、さらに好ましくは0.060%であり、さらに好ましくは0.040%である。本明細書にいう「Al」含有量は「酸可溶Al」、つまり、「sol.Al」の含有量を意味する。
クロム(Cr)は鋼材の焼入れ性を高める。Crはさらに、鋼材の焼戻し軟化抵抗を高め、高温焼戻しを可能にする。その結果、鋼材の耐SSC性が高まる。Cr含有量が低すぎれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、Cr含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、鋼材の耐SSC性が低下する。したがって、Cr含有量は0.30~1.10%である。Cr含有量の好ましい下限は0.35%であり、さらに好ましくは0.40%であり、さらに好ましくは0.50%である。Cr含有量の好ましい上限は1.00%であり、さらに好ましくは0.90%であり、さらに好ましくは0.80%である。
モリブデン(Mo)は鋼材の焼入れ性を高める。Moはさらに、鋼材の焼戻し軟化抵抗を高め、高温焼戻しを可能にする。その結果、鋼材の耐SSC性が高まる。Mo含有量が低すぎれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、Mo含有量が高すぎれば、上記効果が飽和する。したがって、Mo含有量は0.40~2.00%である。Mo含有量の好ましい下限は0.45%であり、さらに好ましくは0.50%であり、さらに好ましくは0.60%である。Mo含有量の好ましい上限は1.80%であり、さらに好ましくは1.60%であり、さらに好ましくは1.40%である。
チタン(Ti)はNと結合して窒化物を形成し、ピンニング効果により、鋼材の結晶粒を微細化する。その結果、鋼材の強度が高まる。Ti含有量が低すぎれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、Ti含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、Ti窒化物が粗大化して、鋼材の耐SSC性が低下する。したがって、Ti含有量は0.002~0.020%である。Ti含有量の好ましい下限は0.003%であり、さらに好ましくは0.004%である。Ti含有量の好ましい上限は0.018%であり、さらに好ましくは0.015%であり、さらに好ましくは0.010%である。
ニオブ(Nb)はC及び/又はNと結合して、炭化物、窒化物又は炭窒化物(以下、「炭窒化物等」という)を形成する。炭窒化物等はピンニング効果により、鋼材の結晶粒を微細化し、鋼材の低温靭性及び耐SSC性を高める。Nbはさらに、焼戻し時に微細な炭化物を形成して鋼材の焼戻し軟化抵抗を高め、鋼材の強度を高める。Nb含有量が低すぎれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、Nb含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、炭窒化物等が過剰に生成して、鋼材の耐SSC性が低下する。したがって、Nb含有量は0.002~0.100%である。Nb含有量の好ましい下限は0.005%であり、さらに好ましくは0.010%であり、さらに好ましくは0.015%であり、さらに好ましくは0.020%である。Nb含有量の好ましい上限は0.080%であり、さらに好ましくは0.060%であり、さらに好ましくは0.040%である。
ホウ素(B)は鋼に固溶して鋼材の焼入れ性を高め、鋼材の強度を高める。B含有量が低すぎれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、B含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、粗大な窒化物が生成して、鋼材の耐SSC性が低下する。したがって、B含有量は0.0005~0.0040%である。B含有量の好ましい下限は0.0006%であり、さらに好ましくは0.0008%である。B含有量の好ましい上限は0.0035%であり、さらに好ましくは0.0030%であり、さらに好ましくは0.0025%であり、さらに好ましくは0.0020%である。
窒素(N)は不可避に含有される。すなわち、N含有量の下限は0%超である。NはTiと結合して窒化物を形成し、ピンニング効果により、鋼材の結晶粒を微細化する。その結果、鋼材の強度が高まる。しかしながら、N含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、粗大な窒化物が形成され、鋼材の耐SSC性が低下する。したがって、N含有量は0.0100%以下である。N含有量の好ましい上限は0.0080%であり、さらに好ましくは0.0060%であり、さらに好ましくは0.0040%である。上記効果をより有効に得るためのN含有量の好ましい下限は0.0005%であり、さらに好ましくは0.0010%であり、さらに好ましくは0.0015%であり、さらに好ましくは0.0020%である。
酸素(O)は不純物である。すなわち、O含有量の下限は0%超である。O含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、粗大な酸化物が形成し、鋼材の耐SSC性が低下する。したがって、O含有量は0.0040%未満である。O含有量の好ましい上限は0.0035%であり、さらに好ましくは0.0030%であり、さらに好ましくは0.0025%であり、さらに好ましくは0.0020%である。O含有量はなるべく低い方が好ましい。ただし、O含有量の極端な低減は、製造コストを大幅に高める。したがって、工業生産を考慮した場合、O含有量の好ましい下限は0.0001%であり、さらに好ましくは0.0002%であり、さらに好ましくは0.0003%である。
上述の鋼材の化学組成はさらに、Feの一部に代えて、Vを含有してもよい。
バナジウム(V)は任意元素であり、含有されなくてもよい。すなわち、V含有量は0%であってもよい。含有される場合、Vは炭窒化物等を形成する。炭窒化物等はピンニング効果により、鋼材の結晶粒を微細化し、鋼材の耐SSC性を高める。Vはさらに、焼戻し時に微細な炭化物を形成して鋼材の焼戻し軟化抵抗を高め、鋼材の強度を高める。Vが少しでも含有されれば、上記効果がある程度得られる。しかしながら、V含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、炭窒化物等が過剰に生成して、鋼材の耐SSC性が低下する。したがって、V含有量は0~0.30%である。V含有量の好ましい下限は0%超であり、さらに好ましくは0.01%であり、さらに好ましくは0.02%であり、さらに好ましくは0.05%であり、さらに好ましくは0.07%である。V含有量の好ましい上限は0.25%であり、さらに好ましくは0.20%であり、さらに好ましくは0.15%である。
銅(Cu)は任意元素であり、含有されなくてもよい。すなわち、Cu含有量は0%であってもよい。含有される場合、Cuは鋼材の焼入れ性を高め、鋼材の強度を高める。Cuが少しでも含有されれば、上記効果がある程度得られる。しかしながら、Cu含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、鋼材の焼入れ性が高くなりすぎ、鋼材の耐SSC性が低下する。したがって、Cu含有量は0~0.50%である。Cu含有量の好ましい下限は0%超であり、さらに好ましくは0.01%であり、さらに好ましくは0.02%であり、さらに好ましくは0.05%である。Cu含有量の好ましい上限は0.35%であり、さらに好ましくは0.25%であり、さらに好ましくは0.15%であり、さらに好ましくは0.10%である。
ニッケル(Ni)は任意元素であり、含有されなくてもよい。すなわち、Ni含有量は0%であってもよい。含有される場合、Niは鋼材の焼入れ性を高め、鋼材の強度を高める。Niはさらに、鋼に固溶して、鋼材の低温靭性を高める。Niが少しでも含有されれば、これらの効果がある程度得られる。しかしながら、Ni含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、局部的な腐食が促進され、鋼材の耐SSC性が低下する。したがって、Ni含有量は0~0.50%である。Ni含有量の好ましい下限は0%超であり、さらに好ましくは0.01%であり、さらに好ましくは0.02%である。Ni含有量の好ましい上限は0.30%であり、さらに好ましくは0.20%であり、さらに好ましくは0.10%である。
タングステン(W)は任意元素であり、含有されなくてもよい。すなわち、W含有量は0%であってもよい。含有される場合、Wはサワー環境において、保護性の腐食被膜を形成し、鋼材への水素の侵入を抑制する。これにより、鋼材の耐SSC性を高める。Wが少しでも含有されれば、上記効果がある程度得られる。しかしながら、W含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、鋼材中に粗大な炭化物が生成して、鋼材の低温靭性及び耐SSC性が低下する。したがって、W含有量は0~1.50%である。W含有量の好ましい下限は0%超であり、さらに好ましくは0.01%であり、さらに好ましくは0.03%であり、さらに好ましくは0.05%である。W含有量の好ましい上限は1.30%であり、さらに好ましくは1.10%である。
カルシウム(Ca)は任意元素であり、含有されなくてもよい。すなわち、Ca含有量は0%であってもよい。含有される場合、Caは鋼材中のSを硫化物として無害化し、鋼材の耐SSC性を高める。Caが少しでも含有されれば、上記効果がある程度得られる。しかしながら、Ca含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、鋼材中の酸化物が粗大化して、鋼材の耐SSC性が低下する。したがって、Ca含有量は0~0.0100%である。Ca含有量の好ましい下限は0%超であり、さらに好ましくは0.0001%であり、さらに好ましくは0.0003%であり、さらに好ましくは0.0006%である。Ca含有量の好ましい上限は0.0040%であり、さらに好ましくは0.0025%であり、さらに好ましくは0.0020%である。
マグネシウム(Mg)は任意元素であり、含有されなくてもよい。すなわち、Mg含有量は0%であってもよい。含有される場合、Mgは鋼材中のSを硫化物として無害化し、鋼材の耐SSC性を高める。Mgが少しでも含有されれば、上記効果がある程度得られる。しかしながら、Mg含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、鋼材中の酸化物が粗大化して、鋼材の耐SSC性が低下する。したがって、Mg含有量は0~0.0100%である。Mg含有量の好ましい下限は0%超であり、さらに好ましくは0.0001%であり、さらに好ましくは0.0003%であり、さらに好ましくは0.0006%である。Mg含有量の好ましい上限は0.0040%であり、さらに好ましくは0.0025%であり、さらに好ましくは0.0020%である。
ジルコニウム(Zr)は任意元素であり、含有されなくてもよい。すなわち、Zr含有量は0%であってもよい。含有される場合、Zrは鋼材中のSを硫化物として無害化し、鋼材の耐SSC性を高める。Zrが少しでも含有されれば、上記効果がある程度得られる。しかしながら、Zr含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、鋼材中の酸化物が粗大化して、鋼材の耐SSC性が低下する。したがって、Zr含有量は0~0.0100%である。Zr含有量の好ましい下限は0%超であり、さらに好ましくは0.0001%であり、さらに好ましくは0.0003%であり、さらに好ましくは0.0006%である。Zr含有量の好ましい上限は0.0040%であり、さらに好ましくは0.0025%であり、さらに好ましくは0.0020%である。
希土類元素(REM)は任意元素であり、含有されなくてもよい。すなわち、REM含有量は0%であってもよい。含有される場合、REMは鋼材中のSを硫化物として無害化し、鋼材の耐SSC性を高める。REMはさらに、鋼材中のPと結合して、結晶粒界におけるPの偏析を抑制する。そのため、Pの偏析に起因した鋼材の耐SSC性の低下が抑制される。REMが少しでも含有されれば、他の元素含有量が本実施形態の範囲内であっても、上記効果がある程度得られる。しかしながら、REM含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、鋼材中の酸化物が粗大化して、鋼材の耐SSC性が低下する。したがって、REM含有量は0~0.0100%である。REM含有量の好ましい下限は0%超であり、さらに好ましくは0.0001%であり、さらに好ましくは0.0003%であり、さらに好ましくは0.0006%である。REM含有量の好ましい上限は0.0040%であり、さらに好ましくは0.0025%であり、さらに好ましくは0.0020%である。
本実施形態による鋼材の降伏強度は862MPa以上である。本明細書でいう降伏強度は、引張試験で得られた0.65%伸び時の応力(0.65%耐力)を意味する。本実施形態による鋼材は、上述の化学組成を有し、後述する粗大Si酸化物の個数密度を満たすことで、降伏強度が862MPa以上であっても、サワー環境における優れた耐SSC性を有する。なお、本実施形態において、鋼材の降伏強度の上限は特に限定されないが、たとえば、1069MPa(155ksi)であり、好ましくは1034MPa(150ksi)である。
上述のとおり、本明細書において、質量%で、Si含有量が20%以上であり、O含有量が10%以上であり、長径が5.0μm以上のSi酸化物を、「粗大Si酸化物」ともいう。本実施形態による鋼材は、上述の化学組成と上述の降伏強度とを有し、さらに、鋼材中において、質量%で、Si含有量が20%以上であり、O含有量が10%以上であり、長径が5.0μm以上のSi酸化物(粗大Si酸化物)の個数密度が、5個/100mm2以下である。本実施形態による鋼材はさらに、降伏強度が931MPa以上の場合、粗大Si酸化物の個数密度が、5個/200mm2以下である。
本実施形態による鋼材の耐SSC性は、NACE TM0177-2016 Method Aに準拠した方法で実施する耐SSC性試験によって評価できる。具体的に、次の方法で評価することができる。
鋼材の降伏強度が931MPa未満の場合、作製した丸棒試験片に対し、実降伏応力の90%に相当する応力を負荷する。試験容器に24℃の試験溶液を、応力を付加した丸棒試験片が浸漬するように注入し、試験浴とする。試験浴を脱気した後、0.1atmのH2Sガスと0.9atmのCO2ガスとの混合ガスを試験浴に吹き込み、試験浴に飽和させる。混合ガスを飽和させた試験浴を、24℃で1440時間、保持する。本実施形態による鋼材は、降伏強度が931MPa未満の場合、上記条件で実施した耐SSC性試験において、1440時間経過後に、割れが確認されない。
鋼材の降伏強度が931MPa以上の場合、作製した丸棒試験片に対し、実降伏応力の90%に相当する応力を負荷する。試験容器に24℃の試験溶液を、応力を付加した丸棒試験片が浸漬するように注入し、試験浴とする。試験浴を脱気した後、0.01atmのH2Sガスと0.99atmのCO2ガスとの混合ガスを試験浴に吹き込み、試験浴に飽和させる。混合ガスを飽和させた試験浴を、24℃で1440時間、保持する。本実施形態による鋼材は、降伏強度が931MPa以上の場合、上記条件で実施した耐SSC性試験において、1440時間経過後に、割れが確認されない。
本実施形態による鋼材のミクロ組織は、焼戻しマルテンサイト及び焼戻しベイナイトの体積率の合計が90%以上である。ミクロ組織の残部はたとえば、フェライト、又は、パーライトである。上述の化学組成を有する鋼材のミクロ組織が、焼戻しマルテンサイト及び焼戻しベイナイトの体積率の合計が90%以上を含有すれば、本実施形態の他の構成を満たすことを条件に、サワー環境において優れた耐SSC性を示す。すなわち、本実施形態では、鋼材が優れた耐SSC性を有していれば、ミクロ組織は焼戻しマルテンサイト及び焼戻しベイナイトの体積率の合計が90%以上であると判断する。
上述のとおり、本実施形態による鋼材の形状は特に限定されない。鋼材は、たとえば、鋼管、鋼板、及び、丸鋼である。鋼材が油井用鋼管である場合、好ましい肉厚は9~60mmである。より好ましくは、本実施形態による鋼材は、継目無鋼管である。本実施形態による鋼材が継目無鋼管である場合、肉厚が15mm以上の厚肉の継目無鋼管であっても、125ksi以上の降伏強度と、サワー環境における優れた耐SSC性を有する。
本実施形態による鋼材の製造方法を説明する。以下、本実施形態による鋼材の一例として、継目無鋼管の製造方法を説明する。継目無鋼管の製造方法は、素材を準備する工程(製鋼工程)と、素材を熱間加工して素管を製造する工程(熱間加工工程)と、素管に対して焼入れ及び焼戻しを実施して、継目無鋼管とする工程(焼入れ工程及び焼戻し工程)とを備える。なお、本実施形態による製造方法は、以下に説明する製造方法に限定されない。以下、各工程について詳述する。
製鋼工程では、初めに、周知の方法で製造された溶銑に対して、転炉での精錬(一次精錬)を実施する。一次精錬された溶鋼に対して、二次精錬を実施する。二次精錬において、成分調整の合金元素の添加を実施して、上述の化学組成を満たす溶鋼を製造する。
熱間加工工程では、準備された素材を熱間加工して中間鋼材を製造する。鋼材が継目無鋼管である場合、中間鋼材は素管に相当する。始めに、ビレットを加熱炉で加熱する。加熱温度は特に限定されないが、たとえば、1100~1300℃である。加熱炉から抽出されたビレットに対して熱間加工を実施して、素管(継目無鋼管)を製造する。熱間加工の方法は、特に限定されず、周知の方法でよい。
焼入れ工程では、準備された中間鋼材(素管)に対して、焼入れを実施する。本明細書において、「焼入れ」とは、A3点以上の中間鋼材を急冷することを意味する。好ましい焼入れ温度は800~1000℃である。焼入れ温度が高すぎれば、旧γ粒の結晶粒が粗大になり、鋼材の耐SSC性が低下する場合がある。したがって、焼入れ温度は800~1000℃であるのが好ましい。
焼戻し工程では、上述の焼入れが実施された素管に対して、焼戻しを実施する。本明細書において、「焼戻し」とは、焼入れ後の中間鋼材をAc1点未満の温度で再加熱して、保持することを意味する。ここで、焼戻し温度とは、焼入れ後の中間鋼材を加熱して、保持する際の炉の温度に相当する。焼戻し時間とは、中間鋼材の温度が所定の焼戻し温度に到達してから、熱処理炉から抽出されるまでの時間を意味する。



上記の焼戻し後の試験番号1~19の継目無鋼管に対して、以下に説明する引張試験、粗大Si酸化物の個数密度測定試験、及び、耐SSC性試験を実施した。
試験番号1~19の継目無鋼管に対して、引張試験を実施して、降伏強度を求めた。引張試験はASTM E8/E8M(2021)に準拠して行った。試験番号1~19の継目無鋼管の肉厚中央部から、平行部直径8.9mm、標点距離35.6mmの丸棒試験片を作製した。丸棒試験片の軸方向は、継目無鋼管の管軸方向と平行であった。作製した丸棒試験片を用いて、常温(25℃)、大気中にて引張試験を実施して、試験番号1~19の継目無鋼管の降伏強度(MPa)を得た。なお、本実施例では、引張試験で得られた0.65%伸び時の応力(0.65%耐力)を、降伏強度と定義した。試験番号1~19について、得られた降伏強度(MPa)を「YS(MPa)」として表2に示す。
試験番号1~19の継目無鋼管に対して、粗大Si酸化物の個数密度測定試験を実施して、長径5.0μm以上のSi酸化物(粗大Si酸化物)の個数密度を求めた。試験番号1~19の継目無鋼管の肉厚中央部から作製した試験片を用いて、上述の方法で、粗大Si酸化物の個数密度を求めた。試験番号1~19について、得られた粗大Si酸化物の個数密度(個/100mm2)を、表2の「粗大Si酸化物(個/100mm2)」欄に示す。
試験番号1~19の継目無鋼管に対して、NACE TM0177-2016 Method Aに準拠した方法で耐SSC性試験を実施して、耐SSC性を評価した。具体的には、試験番号1~19の継目無鋼管の肉厚中央部から、径6.35mm、平行部の長さ25.4mmの丸棒試験片を作製した。作製した試験片のうち3本に対して、耐SSC性試験を実施した。なお、試験片の軸方向は、管軸方向に平行であった。
表1-1、表1-2、及び、表2を参照して、試験番号1~12の継目無鋼管の化学組成は適切であり、製造方法も上述の好ましい条件を満たしていた。その結果、これらの継目無鋼管は、降伏強度が862~931MPa未満であり、粗大Si酸化物の個数密度が5個/100mm2以下であった。その結果、これらの継目無鋼管は、耐SSC性試験において、SSCが発生しなかった。すなわち、試験番号1~12の継目無鋼管は、862~931MPa未満の降伏強度と、優れた耐SSC性とを有していた。

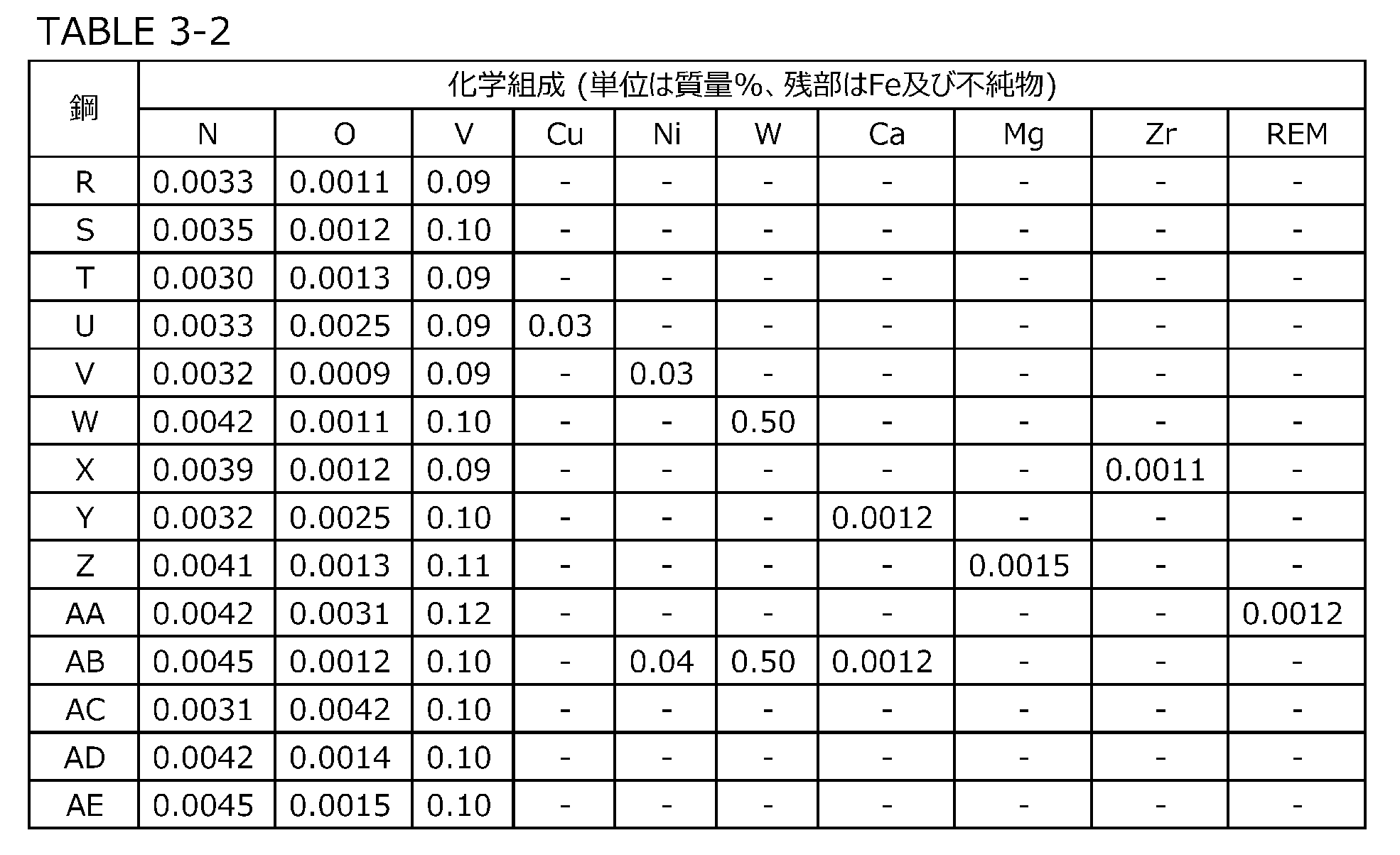

上記の焼戻し後の試験番号20~40の継目無鋼管に対して、以下に説明する引張試験、粗大Si酸化物の個数密度測定試験、及び、耐SSC性試験を実施した。
試験番号20~40の継目無鋼管に対して、引張試験を実施して、降伏強度を求めた。引張試験はASTM E8/E8M(2021)に準拠して行った。試験番号20~40の継目無鋼管の肉厚中央部から、平行部直径8.9mm、標点距離35.6mmの丸棒試験片を作製した。丸棒試験片の軸方向は、継目無鋼管の管軸方向と平行であった。作製した丸棒試験片を用いて、常温(25℃)、大気中にて引張試験を実施して、試験番号20~40の継目無鋼管の降伏強度(MPa)を得た。なお、本実施例では、引張試験で得られた0.65%伸び時の応力(0.65%耐力)を、降伏強度と定義した。試験番号20~40について、得られた降伏強度(MPa)を「YS(MPa)」として表4に示す。
試験番号20~40の継目無鋼管に対して、粗大Si酸化物の個数密度測定試験を実施して、長径5.0μm以上のSi酸化物(粗大Si酸化物)の個数密度を求めた。試験番号20~40の継目無鋼管の肉厚中央部から作製した試験片を用いて、上述の方法で、粗大Si酸化物の個数密度を求めた。試験番号20~40について、得られた粗大Si酸化物の個数密度(個/200mm2)を、表4の「粗大Si酸化物(個/200mm2)」欄に示す。
試験番号20~40の継目無鋼管に対して、NACE TM0177-2016 Method Aに準拠した方法で耐SSC性試験を実施して、耐SSC性を評価した。具体的には、試験番号20~40の継目無鋼管の肉厚中央部から、径6.35mm、平行部の長さ25.4mmの丸棒試験片を作製した。作製した試験片のうち3本に対して、耐SSC性試験を実施した。なお、試験片の軸方向は、管軸方向に平行であった。
表3-1、表3-2、及び、表4を参照して、試験番号20~32の継目無鋼管の化学組成は適切であり、製造方法も上述の好ましい条件を満たしていた。その結果、これらの継目無鋼管は、降伏強度が931MPa以上であり、粗大Si酸化物の個数密度が5個/200mm2以下であった。その結果、これらの継目無鋼管は、耐SSC性試験において、SSCが発生しなかった。すなわち、試験番号20~32の継目無鋼管は、931MPa以上の降伏強度と、優れた耐SSC性とを有していた。
Claims (3)
- 鋼材であって、
質量%で、
C:0.15~0.45%、
Si:0.05~1.00%、
Mn:0.05~0.30%、
P:0.030%以下、
S:0.0050%以下、
Al:0.005~0.100%、
Cr:0.30~1.10%、
Mo:0.40~2.00%、
Ti:0.002~0.020%、
Nb:0.002~0.100%、
B:0.0005~0.0040%、
N:0.0100%以下、
O:0.0040%未満、
V:0~0.30%、
Cu:0~0.50%、
Ni:0~0.50%、
W:0~1.50%、
Ca:0~0.0100%、
Mg:0~0.0100%、
Zr:0~0.0100%、
希土類元素:0~0.0100%、及び、
残部がFe及び不純物からなり、
降伏強度が862MPa以上であり、
前記鋼材中において、
質量%で、Si含有量が20%以上であり、O含有量が10%以上であり、長径が5.0μm以上のSi酸化物の個数密度が、5個/100mm2以下であり、
前記降伏強度が931MPa以上の場合、前記Si酸化物の個数密度が、5個/200mm2以下である、
鋼材。 - 請求項1に記載の鋼材であって、
V:0.01~0.30%、
Cu:0.01~0.50%、
Ni:0.01~0.50%、
W:0.01~1.50%、
Ca:0.0001~0.0100%、
Mg:0.0001~0.0100%、
Zr:0.0001~0.0100%、及び、
希土類元素:0.0001~0.0100%からなる群から選択される1元素以上を含有する、
鋼材。 - 請求項1又は請求項2に記載の鋼材であって、
前記鋼材は油井用鋼管である、
鋼材。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP23756422.4A EP4481062A4 (en) | 2022-02-17 | 2023-02-16 | SUITABLE STEEL MATERIAL FOR USE IN ACID ENVIRONMENTS |
| US18/724,764 US20250066891A1 (en) | 2022-02-17 | 2023-02-16 | Steel material suitable for use in sour environment |
| MX2024009724A MX2024009724A (es) | 2022-02-17 | 2023-02-16 | Material de acero adecuado para su uso en entornos amargos. |
| JP2023532799A JP7406177B1 (ja) | 2022-02-17 | 2023-02-16 | サワー環境での使用に適した鋼材 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022022696 | 2022-02-17 | ||
| JP2022-022696 | 2022-02-17 | ||
| JP2022-168936 | 2022-10-21 | ||
| JP2022168936 | 2022-10-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023157897A1 true WO2023157897A1 (ja) | 2023-08-24 |
Family
ID=87578377
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/005359 Ceased WO2023157897A1 (ja) | 2022-02-17 | 2023-02-16 | サワー環境での使用に適した鋼材 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20250066891A1 (ja) |
| EP (1) | EP4481062A4 (ja) |
| JP (1) | JP7406177B1 (ja) |
| MX (1) | MX2024009724A (ja) |
| WO (1) | WO2023157897A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024209921A1 (ja) * | 2023-04-06 | 2024-10-10 | 日本製鉄株式会社 | 鋼材 |
| WO2025033003A1 (ja) * | 2023-08-07 | 2025-02-13 | 日本製鉄株式会社 | 鋼材 |
| WO2025033002A1 (ja) * | 2023-08-07 | 2025-02-13 | 日本製鉄株式会社 | 鋼材 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025169959A1 (ja) * | 2024-02-05 | 2025-08-14 | 日本製鉄株式会社 | 鋼材及び機械構造用部品 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000297344A (ja) | 1999-04-09 | 2000-10-24 | Sumitomo Metal Ind Ltd | 靭性と耐硫化物応力腐食割れ性に優れる油井用鋼およびその製造方法 |
| JP2001271134A (ja) | 2000-03-24 | 2001-10-02 | Sumitomo Metal Ind Ltd | 耐硫化物応力割れ性と靱性に優れた低合金鋼材 |
| WO2008123422A1 (ja) | 2007-03-30 | 2008-10-16 | Sumitomo Metal Industries, Ltd. | 低合金鋼、油井用継目無鋼管および継目無鋼管の製造方法 |
| JP2008254051A (ja) * | 2007-04-06 | 2008-10-23 | Nippon Steel Corp | 連続鋳造方法 |
| CN106399862A (zh) * | 2016-09-28 | 2017-02-15 | 睿智钢业有限公司 | 一种高强防腐钢材及其制备方法和应用 |
| WO2018074109A1 (ja) * | 2016-10-17 | 2018-04-26 | Jfeスチール株式会社 | 油井用高強度継目無鋼管およびその製造方法 |
| WO2021039431A1 (ja) * | 2019-08-27 | 2021-03-04 | 日本製鉄株式会社 | サワー環境での使用に適した鋼材 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111961973B (zh) * | 2020-08-18 | 2021-11-16 | 达力普石油专用管有限公司 | 一种低合金高强度抗硫油套管材料及其制备方法 |
-
2023
- 2023-02-16 JP JP2023532799A patent/JP7406177B1/ja active Active
- 2023-02-16 WO PCT/JP2023/005359 patent/WO2023157897A1/ja not_active Ceased
- 2023-02-16 MX MX2024009724A patent/MX2024009724A/es unknown
- 2023-02-16 US US18/724,764 patent/US20250066891A1/en active Pending
- 2023-02-16 EP EP23756422.4A patent/EP4481062A4/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000297344A (ja) | 1999-04-09 | 2000-10-24 | Sumitomo Metal Ind Ltd | 靭性と耐硫化物応力腐食割れ性に優れる油井用鋼およびその製造方法 |
| JP2001271134A (ja) | 2000-03-24 | 2001-10-02 | Sumitomo Metal Ind Ltd | 耐硫化物応力割れ性と靱性に優れた低合金鋼材 |
| WO2008123422A1 (ja) | 2007-03-30 | 2008-10-16 | Sumitomo Metal Industries, Ltd. | 低合金鋼、油井用継目無鋼管および継目無鋼管の製造方法 |
| JP2008254051A (ja) * | 2007-04-06 | 2008-10-23 | Nippon Steel Corp | 連続鋳造方法 |
| CN106399862A (zh) * | 2016-09-28 | 2017-02-15 | 睿智钢业有限公司 | 一种高强防腐钢材及其制备方法和应用 |
| WO2018074109A1 (ja) * | 2016-10-17 | 2018-04-26 | Jfeスチール株式会社 | 油井用高強度継目無鋼管およびその製造方法 |
| WO2021039431A1 (ja) * | 2019-08-27 | 2021-03-04 | 日本製鉄株式会社 | サワー環境での使用に適した鋼材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4481062A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024209921A1 (ja) * | 2023-04-06 | 2024-10-10 | 日本製鉄株式会社 | 鋼材 |
| WO2025033003A1 (ja) * | 2023-08-07 | 2025-02-13 | 日本製鉄株式会社 | 鋼材 |
| WO2025033002A1 (ja) * | 2023-08-07 | 2025-02-13 | 日本製鉄株式会社 | 鋼材 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4481062A1 (en) | 2024-12-25 |
| JPWO2023157897A1 (ja) | 2023-08-24 |
| MX2024009724A (es) | 2024-08-19 |
| JP7406177B1 (ja) | 2023-12-27 |
| EP4481062A4 (en) | 2026-04-01 |
| US20250066891A1 (en) | 2025-02-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7364962B2 (ja) | 鋼材 | |
| JP7406177B1 (ja) | サワー環境での使用に適した鋼材 | |
| JP7036238B2 (ja) | サワー環境での使用に適した鋼材 | |
| JP7036237B2 (ja) | サワー環境での使用に適した鋼材 | |
| JP7633586B1 (ja) | 鋼材 | |
| JP6981527B2 (ja) | サワー環境での使用に適した鋼材 | |
| JP7428953B1 (ja) | マルテンサイト系ステンレス鋼材 | |
| JP7712598B1 (ja) | 鋼材 | |
| JP7534676B2 (ja) | 鋼材 | |
| US11905580B2 (en) | Seamless steel pipe suitable for use in sour environment | |
| JP7759016B2 (ja) | 鋼材 | |
| JP7759015B2 (ja) | 鋼材 | |
| JP7741467B1 (ja) | マルテンサイト系ステンレス鋼材 | |
| JP7564499B1 (ja) | 鋼材 | |
| JP7564498B1 (ja) | 鋼材 | |
| JP2024148631A (ja) | 鋼材 | |
| WO2026013963A1 (ja) | マルテンサイト系ステンレス鋼材 | |
| WO2025215963A1 (ja) | 鋼材 | |
| JP2024137052A (ja) | 鋼材 | |
| WO2026094452A1 (ja) | 鋼材 | |
| JP2024125075A (ja) | 鋼材 | |
| WO2024214486A1 (ja) | 鋼材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023532799 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23756422 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18724764 Country of ref document: US |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112024014347 Country of ref document: BR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2024/009724 Country of ref document: MX |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023756422 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2023756422 Country of ref document: EP Effective date: 20240917 |
|
| ENP | Entry into the national phase |
Ref document number: 112024014347 Country of ref document: BR Kind code of ref document: A2 Effective date: 20240712 |
|
| WWP | Wipo information: published in national office |
Ref document number: 18724764 Country of ref document: US |