WO2023176231A1 - プレス金型の設計方法、装置及びプログラム、並びにプレス成形品の製造方法 - Google Patents
プレス金型の設計方法、装置及びプログラム、並びにプレス成形品の製造方法 Download PDFInfo
- Publication number
- WO2023176231A1 WO2023176231A1 PCT/JP2023/004617 JP2023004617W WO2023176231A1 WO 2023176231 A1 WO2023176231 A1 WO 2023176231A1 JP 2023004617 W JP2023004617 W JP 2023004617W WO 2023176231 A1 WO2023176231 A1 WO 2023176231A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- press
- mold
- press forming
- design
- forming load
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F30/00—Computer-aided design [CAD]
- G06F30/20—Design optimisation, verification or simulation
- G06F30/23—Design optimisation, verification or simulation using finite element methods [FEM] or finite difference methods [FDM]
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F30/00—Computer-aided design [CAD]
- G06F30/10—Geometric CAD
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F30/00—Computer-aided design [CAD]
- G06F30/10—Geometric CAD
- G06F30/17—Mechanical parametric or variational design
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F30/00—Computer-aided design [CAD]
- G06F30/20—Design optimisation, verification or simulation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/20—Making tools by operations not covered by a single other subclass
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F2113/00—Details relating to the application field
- G06F2113/22—Moulding
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F2113/00—Details relating to the application field
- G06F2113/24—Sheet material
Definitions
- the press die is modeled as a non-rigid (elastic or elastoplastic) shell model (two-dimensional element) with a virtual thickness, and the rigidity is adjusted using boundary conditions. Granted. Therefore, it does not take time to perform FEM analysis calculations to obtain press forming loads, and there is no need to model the mold model each time the stiffness distribution settings are changed. This makes it possible to design a press mold structure that can reduce the stress forming load in a short time.
- the mold model stiffness distribution setting unit 15 sets the rigidity distribution of the mold model by varying the boundary conditions of the two-dimensional elements depending on the parts of the mold model, and is configured to set the rigidity distribution of the mold model by changing the boundary conditions of the two-dimensional elements depending on the parts of the mold model.
- a stiffness distribution setting step S3 is executed.
- the press mold design rigidity determination unit 21 determines the rigidity distribution of the changed mold model as the design rigidity distribution of the press mold when the predetermined press molding load falls within the range.
- the press mold design rigidity determination unit 21 executes the press mold design rigidity determination step S9 described in the first embodiment.
- the press forming load of mold model b (solid) was 248 tons, which was 1.2% higher than the maximum load of 245 tons, and it was determined that further reduction of the press forming load was necessary.
- we reexamined the press mold structure and created mold CAD data for a press mold in which the press mold structure was changed again (FIG. 5(e)).
- Press forming analysis was performed by FEM analysis using the created mold model c (solid), and the press forming load was obtained. 12.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- Geometry (AREA)
- General Physics & Mathematics (AREA)
- Evolutionary Computation (AREA)
- General Engineering & Computer Science (AREA)
- Computer Hardware Design (AREA)
- Computational Mathematics (AREA)
- Mathematical Analysis (AREA)
- Mathematical Optimization (AREA)
- Pure & Applied Mathematics (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
Abstract
Description
本実施の形態は、プレス成形荷重を低減できるプレス金型の設計方法である。図1に示すように、プレス金型の設計方法は、金型モデル作成工程(S1)と、金型モデル剛性分布設定工程(S3)と、プレス成形荷重取得工程(S5)と、プレス成形荷重判定工程(S7)と、プレス金型設計剛性決定工程(S9)とを含む。以下、各構成を説明する。
金型モデル作成工程S1は、プレス金型の表面を非剛体の二次元要素(シェル要素)によって仮想的な厚みを持たせた金型モデルを作成する工程である。非剛体とは、弾性体もしくは弾塑性体を指し、非剛体の二次元要素(シェル要素)は、弾性又は弾塑性の二次元要素を用いればよい。シェル要素に仮想的な厚みを持たせること自体は通常の成形解析でシェル要素を使用する際の手順の一つである。
金型モデル剛性分布設定工程S3は、二次元要素の境界条件を金型モデルの部位によって異ならせることによって金型モデルの剛性分布を設定する工程である。境界条件とは、変位拘束や弾性係数、板厚、密度、質量あるいは降伏強度でもよい。例えば、境界条件を変位拘束とする場合、プレス金型のある特定範囲を高剛性(high rigidity)とする場合には、高剛性とする部位の二次元要素の変位を拘束して変形しないように境界条件を設定すればよい。同様に、境界条件を弾性係数、板厚、密度、質量、降伏強度とする場合、プレス金型のある特定範囲を高剛性とする場合には、高剛性とする部位の二次元要素の弾性係数、板厚、密度、質量、降伏強度を大きくして変形しにくく境界条件を設定すればよい。
プレス成形荷重取得工程S5は、剛性分布を設定した金型モデルを用いてプレス成形解析を行い、プレス成形荷重を取得する工程である。取得するプレス成形荷重は、プレス金型全体にかかる荷重であっても、プレス金型の面圧分布(contact pressure distribution)であってもよい。
プレス成形荷重判定工程S7は、プレス成形荷重が所定のプレス成形荷重の範囲内かどうかを判定する工程である。所定のプレス成形荷重の範囲とは、プレス成形機(press forming machine)の最大荷重や、プレス金型の損耗(wear)を低減するための荷重制約や、プレス金型の振動(vibration)を低減するための荷重制約などである。
プレス金型設計剛性決定工程S9は、プレス成形荷重判定工程S7において、所定のプレス成形荷重の範囲内であると判定された場合は、設定した金型モデルの剛性分布をプレス金型の設計剛性分布として決定する。また、プレス成形荷重判定工程S7において前記所定のプレス成形荷重の範囲を満たさないと判定された場合には、所定のプレス成形荷重の範囲を満たすまで、金型モデル剛性分布設定工程S3における金型モデルの剛性分布を変更し、プレス成形荷重取得工程S5と、プレス成形荷重判定工程S7と、を繰り返す。そして、所定のプレス成形荷重の範囲になったときに、変更した金型モデルの剛性分布をプレス金型の設計剛性分布として決定する。
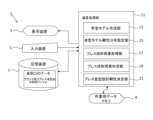
実施の形態1で説明したプレス金型の設計方法は、予め設定されたプログラムをコンピュータに実行させることで実現できる。そのような装置の一例であるプレス金型の設計装置を本実施の形態で説明する。本実施の形態に係るプレス金型の設計装置1は、図2に示すように、PC(パーソナルコンピュータ)等のコンピュータによって構成され、表示装置3、入力装置5、記憶装置7、作業用データメモリ9及び演算処理部11を有している。そして、表示装置(display device)3、入力装置(input device)5、記憶装置(memory storage)7及び作業用データメモリ(working data memory)9は、演算処理部(arithmetic processing unit)11に接続され、演算処理部11からの指令によってそれぞれの機能が実行される。以下、図3に示すプレス成形品31を解析対象とし、本実施の形態に係るプレス金型の設計装置1の各構成について説明する。
表示装置3は、解析結果の表示等に用いられ、液晶モニター(LCD monitor)等で構成される。
入力装置5は、ブランクやプレス成形品31等の表示指示や操作者の条件入力等に用いられ、キーボードやマウス等で構成される。
記憶装置7は、金型CADデータ、ブランク及びプレス成形品31の形状ファイル等の各種ファイルの記憶等に用いられ、ハードディスク等で構成される。
作業用データメモリ9は、演算処理部11で使用するデータの一時保存や演算に用いられ、RAM(Random Access Memory)等で構成される。
演算処理部11は、図2に示すように、金型モデル作成部13と、金型モデル剛性分布設定部15と、プレス成形荷重取得部17と、プレス成形荷重判定部19と、プレス金型設計剛性決定部21と、を有し、CPU(中央演算処理装置(central processing unit))によって構成される。これらの各部は、CPUが所定のプログラムを実行することによって機能する。演算処理部11における上記の各部の機能を以下に説明する。
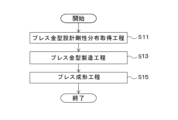
本発明の実施の形態3に係るプレス成形品の製造方法は、本実施の形態1で説明したプレス金型の設計方法によって取得しプレス金型の設計剛性分布に基づいて実プレス金型を製造し、該実プレス金型を用いてプレス成形品の製造するものである。図8に示すように、プレス成形品の製造方法は、プレス金型設計剛性分布取得工程S11と、プレス金型製造工程S13と、プレス成形工程S15と、を含む。
プレス金型設計剛性分布取得工程S11は、前述した本実施の形態1のプレス金型の設計方法によってプレス金型の設計剛性分布を取得する工程である。プレス金型設計剛性分布取得工程S11において取得するプレス金型の設計剛性分布は、前述したプレス金型設計剛性決定工程S9において、所定のプレス成形荷重の範囲になったときに、変更した金型モデルの剛性分布をプレス金型の設計剛性分布として決定したものである。
プレス金型製造工程S13は、プレス金型設計剛性分布取得工程S11において取得したプレス金型の設計剛性分布に基づき実プレス金型を製造する工程である。プレス金型製造工程S13では、プレス金型の設計剛性分布に基づいて、例えば、二次元要素の変形を拘束して変形しないように境界条件を設定した高剛性とする部位にリブ(rib)(補強部材(stiffened member))を配置し、それ以外の部位は、たわみ(deflection)量が金型モデルと同じになるように実プレス金型の厚みを決定する。
t=(Ec/E)1/3・tc・・・(1)
プレス成形工程S15は、プレス金型製造工程S13で製造した実プレス金型を用いて、実際にプレス成形を行い、プレス成形品を製造する工程である。
2.次にプレス金型のメッシュ(mesh model)を作成して剛体のソリッドモデル(三次元要素)による金型モデルa(ソリッド)を作成した(図4(B))。
3.金型モデルa(ソリッド)を用いたFEM解析により、図3に示す部品形状のプレス成形品31のプレス成形解析を実施し、プレス成形荷重を取得した。
4.次に金型モデルa(ソリッド)のプレス成形荷重が、最大荷重245ton以下かどうか、プレス成形荷重判定を実施した。その結果、プレス成形荷重は338tonであり、最大荷重245tonを38.0%も上回っていたので、さらなるプレス成形荷重の低減が必要と判定された。そこで、以降の5~13において、本実施の形態に係るプレス金型の設計方法及び装置を用いて、プレス成形荷重を低減できるプレス金型を設計した。
5.プレス金型の表面を弾性(非剛性)のシェル要素(二次元要素)によって仮想的な厚みを持たせた金型モデル(シェル)を作成した(図4(C)、金型モデル作成工程)。
6.そして、プレス金型の高剛性とする部位は、その範囲の金型モデル(シェル)の変位を拘束して変位しないように設定し、それ以外の範囲の金型モデル(シェル)の変位は拘束せずに、境界条件を金型モデル(シェル)の部位によって異ならせることにより金型モデル(シェル)の剛性分布を設定し、金型モデルb(シェル)を作成した(図4(D)、金型モデル剛性分布設定工程)。
7.剛性分布を設定した金型モデルb(シェル)を用いたFEM解析によるプレス成形解析を実施し、プレス成形荷重を取得した(プレス成形荷重取得工程)。
8.金型モデルb(シェル)のプレス成形荷重がプレス成形機の最大荷重245ton以下を満たすかどうかを判定した。取得した金型モデルb(シェル)のプレス成形荷重は250tonで最大荷重245tonを超えており、さらなるプレス成形荷重低減が必要であり、所定のプレス成形荷重の範囲を満たさないと判定された(プレス成形荷重判定工程)。
9.金型モデルb(シェル)で設定した金型モデル(シェル)の変位を拘束する部位を金型モデルb(シェル)よりも狭くなるように変更し、金型モデルの剛性分布を変更した金型モデルc(シェル)を作成した(図4(E)、プレス金型設計剛性決定工程において繰返し行う、金型モデル剛性分布設定工程)。
10.剛性分布を変更した金型モデルc(シェル)を用いたプレス成形解析を実施し、プレス成形荷重を取得した(プレス金型設計剛性決定工程において繰返し行う、プレス成形荷重取得工程)。
11.取得した金型モデルc(シェル)のプレス成形荷重が、最大荷重245ton以下を満たすかどうかを判定した(プレス金型設計剛性決定工程において繰返し行う、プレス成形荷重判定工程)。その結果、金型モデルc(シェル)のプレス成形荷重は234tonであり、最大荷重245tonを4.5%下回るまで低減できたので、所定のプレス成形荷重の範囲内であると判定された(プレス金型設計剛性決定工程において繰返し行う、プレス成形荷重判定工程)。
12.金型モデルc(シェル)のプレス成形荷重が所定のプレス成形荷重の範囲になったので、金型モデルc(シェル)の剛性分布を、図3に示す部品形状のプレス成形品31のプレス金型の設計剛性分布として決定した。
13.これによって、検討が終了した。上述の9~12で示した工程は、プレス成形荷重が所定のプレス成形荷重の範囲になるまで、さらに、プレス成形荷重を低減すべく、金型モデル(シェル)の剛性分布を変更し、プレス成形荷重取得工程と、プレス成形荷重判定工程と、を繰り返し、シェルモデルによる金型モデルの剛性分布をプレス金型の設計剛性分布として決定するという、本発明のプレス金型設計剛性決定工程に相当する。
2.次にプレス金型のメッシュを作成して剛体のソリッドモデル(三次元要素)による金型モデルa(ソリッド)(発明例の金型モデルaと同じ)を作成した(図5(b))。
3.金型モデルa(ソリッド)を用いたFEM解析により、図3に示す部品形状のプレス成形品31のプレス成形解析を実施し、プレス成形荷重を取得した。
4.次に金型モデルa(ソリッド)のプレス成形荷重が、最大荷重245ton以下かどうか、プレス成形荷重判定を実施した。このときプレス成形荷重は、発明例で説明したのと同様に338tonであり、最大荷重245tonを38.0%も上回っていたので、さらなるプレス成形荷重低減が必要と判定された。
5.プレス金型構造を再検討し、プレス金型構造を変更したプレス金型の金型CADデータを作成した(図5(c))。
6.プレス金型構造を変更したプレス金型の金型CADデータより、プレス金型のメッシュを作成して剛体のソリッドモデルによる金型モデルb(ソリッド)を作成した(図5(d))。
7.作成した金型モデルb(ソリッド)を用いたFEM解析によるプレス成形解析を実施し、プレス成形荷重を取得した。
8.金型モデルb(ソリッド)のプレス成形荷重は248tonであり、最大荷重245tonよりわずかではあるが1.2%上回っており、さらなるプレス成形荷重低減が必要と判定された。
9.プレス成形荷重をさらに低減すべく、プレス金型構造を再検討し、プレス金型構造を再度変更したプレス金型の金型CADデータを作成した(図5(e))。
10.プレス金型構造を再度変更したプレス金型の金型CADデータより、プレス金型のメッシュを作成して剛体のソリッドモデルによる金型モデルc(ソリッド)を作成した(図5(f))。
11.作成した金型モデルc(ソリッド)を用いたFEM解析によるプレス成形解析を実施し、プレス成形荷重を取得した。
12.金型モデルc(ソリッド)のプレス成形荷重は228tonであり、最大荷重245tonを6.9%下回るまで低減できたので、プレス成形荷重判定はOKとなった。
13.金型モデルc(ソリッド)のプレス成形荷重が所定のプレス成形荷重の範囲になったので、金型モデルc(ソリッド) の剛性分布を、図3に示す部品形状のプレス成形品31のプレス金型の設計剛性分布として決定した。
14.これによって、検討が終了した。
3 表示装置
5 入力装置
7 記憶装置
9 作業用データメモリ
11 演算処理部
13 金型モデル作成部
15 金型モデル剛性分布設定部
17 プレス成形荷重取得部
19 プレス成形荷重判定部
21 プレス金型設計剛性決定部
31 プレス成形品
33 天板部
35 縦壁部
37 フランジ部
39 パンチ肩R部
41 ダイ肩R部
43 プレス金型の設計剛性分布
45 高剛性とする部位
47 実プレス金型
49 溝形状部
51 第1R部
53 第2R部
55 リブ形状部
57 リブ形状相当部
Claims (6)
- プレス成形荷重を低減できるプレス金型の設計方法であって、
前記プレス金型の表面を非剛体の二次元要素によって仮想的な厚みを持たせた金型モデルを作成する金型モデル作成工程と、
前記二次元要素の境界条件を前記金型モデルの部位によって異ならせることによって前記金型モデルの剛性分布を設定する金型モデル剛性分布設定工程と、
該剛性分布を設定した金型モデルを用いてプレス成形解析を行い、プレス成形荷重を取得するプレス成形荷重取得工程と、
前記プレス成形荷重が所定のプレス成形荷重の範囲内かどうかを判定するプレス成形荷重判定工程と、
該プレス成形荷重判定工程において、前記所定のプレス成形荷重の範囲内であると判定された場合は、前記設定した金型モデルの剛性分布をプレス金型の設計剛性分布として決定し、前記プレス成形荷重判定工程において前記所定のプレス成形荷重の範囲を満たさないと判定された場合、該所定のプレス成形荷重の範囲を満たすまで、前記金型モデル剛性分布設定工程における前記金型モデルの剛性分布を変更し、前記プレス成形荷重取得工程と、前記プレス成形荷重判定工程と、を繰り返し、前記所定のプレス成形荷重の範囲になったときに、前記変更した金型モデルの剛性分布をプレス金型の設計剛性分布として決定するプレス金型設計剛性決定工程と、
を含む、プレス金型の設計方法。 - 前記金型モデル剛性分布設定工程における前記境界条件を、変位拘束、弾性係数、板厚、密度、質量、降伏強度のいずれか一つ又はこれらの組み合わせ、とする、請求項1に記載のプレス金型の設計方法。
- 前記非剛体の二次元要素は、弾性又は弾塑性の二次元要素である、請求項1又は2に記載のプレス金型の設計方法。
- プレス成形荷重を低減できるプレス金型の設計装置であって、
前記プレス金型の表面を非剛体の二次元要素によって仮想的な厚みを持たせた金型モデルを作成する金型モデル作成部と、
前記二次元要素の境界条件を前記金型モデルの部位によって異ならせることによって前記金型モデルの剛性分布を設定する金型モデル剛性分布設定部と、
該剛性分布を設定した金型モデルを用いてプレス成形解析を行い、プレス成形荷重を取得するプレス成形荷重取得部と、
前記プレス成形荷重が所定のプレス成形荷重の範囲内かどうかを判定するプレス成形荷重判定部と、
該プレス成形荷重判定部において、前記所定のプレス成形荷重の範囲であると判定された場合は、前記設定した金型モデルの剛性分布をプレス金型の設計剛性分布として決定し、前記プレス成形荷重判定部において前記所定のプレス成形荷重の範囲を満たさないと判定された場合、該所定のプレス成形荷重の範囲を満たすまで、前記金型モデル剛性分布設定部において前記金型モデルの剛性分布を変更し、プレス成形荷重取得部と前記プレス成形荷重判定部の処理を繰り返し、前記所定のプレス成形荷重の範囲になったときに、前記変更した金型モデルの剛性分布をプレス金型の設計剛性分布として決定するプレス金型設計剛性決定部と、
を備える、プレス金型の設計装置。 - コンピュータを請求項4に記載のプレス金型の設計装置として機能させる、プレス金型の設計プログラム。
- プレス成形品の製造方法であって、
請求項1又は2に記載のプレス金型の設計方法によってプレス金型の設計剛性分布を取得するプレス金型設計剛性分布取得工程と、
取得したプレス金型の設計剛性分布に基づき実プレス金型を製造するプレス金型製造工程と、
該実プレス金型を用いてプレス成形を行うプレス成形工程と、
を含む、プレス成形品の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP23770192.5A EP4475031B1 (en) | 2022-03-17 | 2023-02-10 | Design method, device, and program for press forming, and method for manufacturing press formed articles |
| US18/835,807 US20250128307A1 (en) | 2022-03-17 | 2023-02-10 | Method, device, and program of designing press forming die, and method of manufacturing press formed part |
| KR1020247030198A KR20240141331A (ko) | 2022-03-17 | 2023-02-10 | 프레스 금형의 설계 방법, 장치 및 프로그램, 그리고 프레스 성형품의 제조 방법 |
| MX2024010840A MX2024010840A (es) | 2022-03-17 | 2023-02-10 | Metodo, dispositivo y programa de dise?o de troqueles de conformacion a presion y metodo de fabricacion de piezas conformadas a presion. |
| CN202380027824.5A CN118805172A (zh) | 2022-03-17 | 2023-02-10 | 冲压模具的设计方法、装置、程序以及冲压成型件的制造方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022042034 | 2022-03-17 | ||
| JP2022-042034 | 2022-03-17 | ||
| JP2022-189757 | 2022-11-29 | ||
| JP2022189757A JP7338774B1 (ja) | 2022-03-17 | 2022-11-29 | プレス金型の設計方法、装置及びプログラム、並びにプレス成形品の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023176231A1 true WO2023176231A1 (ja) | 2023-09-21 |
Family
ID=87882199
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/004617 Ceased WO2023176231A1 (ja) | 2022-03-17 | 2023-02-10 | プレス金型の設計方法、装置及びプログラム、並びにプレス成形品の製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20250128307A1 (ja) |
| EP (1) | EP4475031B1 (ja) |
| JP (1) | JP7338774B1 (ja) |
| KR (1) | KR20240141331A (ja) |
| CN (1) | CN118805172A (ja) |
| MX (1) | MX2024010840A (ja) |
| WO (1) | WO2023176231A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024154404A1 (ja) * | 2023-01-18 | 2024-07-25 | Jfeスチール株式会社 | プレス金型の設計方法およびプレス金型の製造方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7740469B1 (ja) * | 2024-09-04 | 2025-09-17 | Jfeスチール株式会社 | プレス成形解析方法、プレス成形解析装置及びプレス成形解析プログラム |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005138119A (ja) * | 2003-11-04 | 2005-06-02 | Toyota Motor Corp | 板成形のシミュレーション方法 |
| JP2010207907A (ja) | 2009-03-12 | 2010-09-24 | Nissan Motor Co Ltd | プレス方法と装置 |
| WO2016017775A1 (ja) * | 2014-07-30 | 2016-02-04 | 新日鐵住金株式会社 | モデル設定方法、成形シミュレーション方法、成形用工具の製造方法、プログラム、プログラムを記録したコンピュータ読み取り可能な記録媒体および有限要素モデル |
| JP2020514060A (ja) * | 2016-12-22 | 2020-05-21 | ゲーカーエン シンター メタルズ エンジニアリング ゲーエムベーハー | プレス機用金型 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4221589B2 (ja) * | 2003-11-04 | 2009-02-12 | トヨタ自動車株式会社 | プレス成形中の金型たわみ分布のシミュレーション方法 |
| JP5795151B2 (ja) * | 2010-06-03 | 2015-10-14 | Jfeスチール株式会社 | プレス部品の成形解析方法 |
-
2022
- 2022-11-29 JP JP2022189757A patent/JP7338774B1/ja active Active
-
2023
- 2023-02-10 CN CN202380027824.5A patent/CN118805172A/zh active Pending
- 2023-02-10 WO PCT/JP2023/004617 patent/WO2023176231A1/ja not_active Ceased
- 2023-02-10 KR KR1020247030198A patent/KR20240141331A/ko active Pending
- 2023-02-10 US US18/835,807 patent/US20250128307A1/en active Pending
- 2023-02-10 EP EP23770192.5A patent/EP4475031B1/en active Active
- 2023-02-10 MX MX2024010840A patent/MX2024010840A/es unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005138119A (ja) * | 2003-11-04 | 2005-06-02 | Toyota Motor Corp | 板成形のシミュレーション方法 |
| JP2010207907A (ja) | 2009-03-12 | 2010-09-24 | Nissan Motor Co Ltd | プレス方法と装置 |
| WO2016017775A1 (ja) * | 2014-07-30 | 2016-02-04 | 新日鐵住金株式会社 | モデル設定方法、成形シミュレーション方法、成形用工具の製造方法、プログラム、プログラムを記録したコンピュータ読み取り可能な記録媒体および有限要素モデル |
| JP2020514060A (ja) * | 2016-12-22 | 2020-05-21 | ゲーカーエン シンター メタルズ エンジニアリング ゲーエムベーハー | プレス機用金型 |
Non-Patent Citations (2)
| Title |
|---|
| See also references of EP4475031A4 |
| SHOICHIRO OHMACHI: "Load examination of press forming computer aided engineering (CAE) using 3DSimSTAMP, and application of the same", vol. 53, March 2015, PRESS WORKING, pages: 62 - 65 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024154404A1 (ja) * | 2023-01-18 | 2024-07-25 | Jfeスチール株式会社 | プレス金型の設計方法およびプレス金型の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20240141331A (ko) | 2024-09-26 |
| JP7338774B1 (ja) | 2023-09-05 |
| EP4475031A4 (en) | 2025-04-23 |
| EP4475031B1 (en) | 2026-01-21 |
| MX2024010840A (es) | 2024-09-17 |
| JP2023138296A (ja) | 2023-10-02 |
| CN118805172A (zh) | 2024-10-18 |
| US20250128307A1 (en) | 2025-04-24 |
| EP4475031A1 (en) | 2024-12-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5445381B2 (ja) | 材料の曲げ破断予測方法および装置、ならびにプログラムおよび記録媒体 | |
| Firat | Computer aided analysis and design of sheet metal forming processes:: Part III: Stamping die-face design | |
| EP3151138A1 (en) | Model configuration method, forming simulation method, manufacturing method for forming tool, program, computer readable recording medium with program stored therein, and finite element model | |
| WO2023176231A1 (ja) | プレス金型の設計方法、装置及びプログラム、並びにプレス成形品の製造方法 | |
| KR20150042837A (ko) | 스프링백 억제 대책 부품 및 그의 제조 방법 | |
| EP3747566B1 (en) | Press-forming method, press-forming system, and press-formed product | |
| JP2014087817A (ja) | スプリングバック量評価方法 | |
| KR20250034442A (ko) | 응력-변형 관계 추정 방법 및 스프링백 예측 방법, 그리고 프레스 성형품의 제조 방법 | |
| KR20240054303A (ko) | 프레스 성형품의 형상 변화 예측 방법 | |
| Bhagwan et al. | Formability improvement in aluminum tailor-welded blanks via material combinations | |
| JP2012011458A (ja) | プレス成形シミュレーションにおける割れ判定方法およびそれを用いたプレス成形部品の製造方法 | |
| JP7452713B1 (ja) | プレス金型の設計方法およびプレス金型の製造方法 | |
| Firat | Computer aided analysis and design of sheet metal forming processes: Part II–Deformation response modeling | |
| JP7647800B2 (ja) | プレス成形解析方法、プレス成形品のプレス成形割れ判定方法、プレス成形品の製造方法、プレス成形解析装置、プレス成形解析プログラム | |
| JP7405215B1 (ja) | プレス成形解析方法及び装置、プレス成形解析プログラム、プレス成形品の製造方法 | |
| CN119744206A (zh) | 冲压成形分析方法、冲压成形件的冲压成形裂纹判定方法、冲压成形件的制造方法、冲压成形分析装置、冲压成形分析程序 | |
| WO2023037689A1 (ja) | プレス成形割れ判定方法、プレス成形割れ判定装置及びプレス成形割れ判定プログラム、並びにプレス成形割れ抑制方法 | |
| WO2024075380A1 (ja) | 成形荷重増要因部位特定方法、プレス成形品の製造方法、成形荷重増要因部位特定装置、成形荷重増要因部位特定プログラム | |
| JP7740469B1 (ja) | プレス成形解析方法、プレス成形解析装置及びプレス成形解析プログラム | |
| Mondal et al. | Miniature Hemispherical Bowl-Shaped Forming Using SLA Punch and Die: Modeling and Experimental Analysis | |
| Gauchía et al. | Material parameters in a simulation of metal sheet stamping | |
| Fallahiarezoodar et al. | Use of FE Simulation and Servo Press Capabilities in Forming of AHSS and Aluminum Alloys | |
| Dhoble et al. | Design & Development of forming dies & forming force analysis by using Hyper mesh (Hyper form) | |
| Pape | Engineering die structures for stamping advanced high strength steel parts |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23770192 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18835807 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202417063000 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023770192 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2024/010840 Country of ref document: MX |
|
| ENP | Entry into the national phase |
Ref document number: 20247030198 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020247030198 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2401005956 Country of ref document: TH |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380027824.5 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 2023770192 Country of ref document: EP Effective date: 20240903 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 18835807 Country of ref document: US |
|
| WWG | Wipo information: grant in national office |
Ref document number: 2023770192 Country of ref document: EP |