WO2023189183A1 - ホットスタンプ成形体 - Google Patents
ホットスタンプ成形体 Download PDFInfo
- Publication number
- WO2023189183A1 WO2023189183A1 PCT/JP2023/007869 JP2023007869W WO2023189183A1 WO 2023189183 A1 WO2023189183 A1 WO 2023189183A1 JP 2023007869 W JP2023007869 W JP 2023007869W WO 2023189183 A1 WO2023189183 A1 WO 2023189183A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- hot
- content
- prior austenite
- stamped
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/19—Hardening; Quenching with or without subsequent tempering by interrupted quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/30—Ferrous alloys, e.g. steel alloys containing chromium with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
Definitions
- the present invention relates to a hot stamp molded article.
- Hot stamping is known as a technique for press forming materials that are difficult to form, such as high-strength steel plates.
- Hot stamping is a hot forming technique in which the material to be formed is heated and then formed. In this technique, the material is heated and then molded, so the steel material is soft and has good formability during molding. Therefore, even high-strength steel materials can be formed into complex shapes with high precision.Also, since the press mold is used to quench the material at the same time as forming, the steel material after forming has sufficient strength. It has been known.
- Z (mass % of one or two types of Nb and Mo at the grain boundary) / (mass % of one or two types of Nb and Mo at the time of dissolution)
- Z (mass % of one or two types of Nb and Mo at the grain boundary)
- Z (mass % of one or two types of Nb and Mo at the time of dissolution)
- a hot-stamped molded article is described in which the defined grain boundary solid solution ratio Z is 0.3 or more.
- Patent Document 1 describes that the above-mentioned hot-stamped
- Patent Document 1 teaches that a hot-stamped molded article having the above characteristics not only has a high tensile strength of 2000 MPa or more, but also suppresses early breakage.
- a hot-stamped molded article having the above characteristics not only has a high tensile strength of 2000 MPa or more, but also suppresses early breakage.
- the automobile industry and the like there is a demand for further weight reduction of steel materials, and in order to achieve such weight reduction, it is necessary to make steel materials higher in strength than ever before. Therefore, there is still a high need for steel materials that can solve the problem of early fracture even when the strength is increased to the same level or higher than conventional steel materials, and more specifically, for hot-stamped molded products.
- an object of the present invention is to provide a hot-stamped molded article with a novel configuration that has high strength and can suppress early breakage.
- the present inventors have aimed at suppressing the local increase in hardness, which becomes the starting point of fracture, by reducing the variation in prior austenite grain size in the microstructure of a hot-stamped molded product.
- the grain boundaries can be strengthened by segregating specific elements at the grain boundaries, and by combining such local hardness increase suppression and grain boundary strengthening, we can improve the It was further discovered that early breakage can be sufficiently suppressed despite having high tensile strength, and the present invention was completed.
- the present invention that achieves the above object is as follows. (1) In mass%, C: 0.40-0.70%, Si: 0.010-3.00%, Mn: 0.50-3.00%, P: 0.100% or less, S: 0.0100% or less, N: 0.0200% or less, O: 0.0200% or less, Al: 0.0010-0.500%, Nb: 0.0010 to 0.100%, Ti: 0.010-0.200%, Cr: 0.010-1.00%, Mo: 0.0010-1.000%, B: 0.0005-0.0200%, Co: 0-4.00%, Ni: 0-3.00%, Cu: 0-3.00%, V: 0-3.00%, Ca: 0-1.000%, Mg: 0-1.000%, REM: 0-1.000%, Sb: 0 to 1.00%, Sn: 0-1.00%, Zr: 0 to 1.00%, As: 0 to 0.100%, It has a chemical composition consisting of at least one of W, Ta, Re, Os, Ir and T
- the hot stamp molded article according to the embodiment of the present invention has, in mass%, C: 0.40-0.70%, Si: 0.010-3.00%, Mn: 0.50-3.00%, P: 0.100% or less, S: 0.0100% or less, N: 0.0200% or less, O: 0.0200% or less, Al: 0.0010-0.500%, Nb: 0.0010 to 0.100%, Ti: 0.010-0.200%, Cr: 0.010-1.00%, Mo: 0.0010-1.000%, B: 0.0005-0.0200%, Co: 0-4.00%, Ni: 0-3.00%, Cu: 0-3.00%, V: 0-3.00%, Ca: 0-1.000%, Mg: 0-1.000%, REM: 0-1.000%, Sb: 0 to 1.00%, Sn: 0-1.00%, Zr: 0 to 1.00%, As: 0 to 0.100%, It has a chemical composition consisting of at least one of W, Ta
- the present inventors conducted studies focusing on two viewpoints: reducing the hard region that can become a starting point for fracture, and strengthening grain boundaries to prevent or suppress fracture. More specifically, the present inventors first found that when the dispersion of prior austenite grain size is large in the microstructure, the hardness becomes higher in regions where the prior austenite grain size is smaller, and such local high strength regions It has been found that this can be the starting point for early rupture. In contrast, the present inventors have found that such local increases in hardness can be reliably suppressed by controlling the standard deviation in the particle size distribution of prior austenite grains to 5.0 ⁇ m or less. I found it.
- austenite grains having a larger grain size have lower hardness due to a higher initiation temperature of martensitic transformation than austenite grains having a smaller grain size.
- Austenite grains with smaller grain sizes undergo martensitic transformation at lower temperatures than larger grains, resulting in increased hardness. Therefore, in order to suppress or reduce such a local increase in hardness, it is important to reduce variations in austenite grain size before martensitic transformation.
- the present inventors focused on the microstructure of a hot-rolled steel sheet and aimed to uniformly disperse pearlite in the microstructure, as will be explained in detail later regarding the method for producing a hot-stamped molded body. It has been found that the standard deviation of prior austenite grains in the final microstructure of a hot-stamped molded product can be controlled to 5.0 ⁇ m or less. As the strength of steel materials increases, relatively large amounts of Mn are sometimes added to improve the hardenability of steel materials.
- the present inventors conducted further studies from the viewpoint of suppressing the propagation of cracks along grain boundaries. and Tc in an amount such that the total segregation amount is 0.10 at% or more at the prior austenite grain boundaries, thereby strengthening the prior austenite grain boundaries in the microstructure of the hot stamped compact. I found out that it can be done. As a result, the present inventors have achieved high tensile strength in hot-stamped compacts by combining the above-described suppression of local hardness increases and strengthening of prior austenite grain boundaries by such specific grain boundary-strengthening elements. It has been found that, despite having strength, early breakage can be sufficiently suppressed.
- the hot-stamped compact according to the embodiment of the present invention, by combining suppression of local increase in hardness and grain boundary strengthening due to grain boundary segregation of specific elements, areas that can become the starting point of early fracture are reduced. At the same time, even if a crack occurs in the hot-stamped molded article, the propagation of the crack along the grain boundaries can be reliably suppressed. Therefore, according to the hot-stamped molded article according to the embodiment of the present invention, it is possible to suppress early breakage even though it has a high tensile strength, for example, a high tensile strength of 2200 MPa or more.
- % which is the unit of content of each element, means “% by mass” unless otherwise specified.
- ⁇ indicating a numerical range is used to include the numerical values written before and after it as a lower limit value and an upper limit value, unless otherwise specified.
- C is an element that improves the strength of the hot stamp molded product. If the C content is less than 0.40%, the desired strength cannot be obtained in the hot-stamped molded product. Therefore, the C content is set to 0.40% or more.
- the C content is preferably 0.42% or more, 0.44% or more, or 0.45% or more.
- the C content is set to 0.70% or less.
- the C content is 0.67% or less, 0.65% or less or 0.60% or less.
- Si is an element that improves the strength of the hot stamp molded product through solid solution strengthening. If the Si content is less than 0.010%, desired strength cannot be obtained. Therefore, the Si content is set to 0.010% or more.
- the Si content is preferably 0.05% or more, 0.10% or more, 0.15% or more, or 0.20% or more.
- the Si content exceeds 3.00%, the amount of ferrite increases, making it impossible to obtain the desired metal structure. Therefore, the Si content is set to 3.00% or less.
- the Si content is preferably 2.50% or less, 2.00% or less, 1.00% or less, or 0.70% or less.
- Mn is an element that promotes transformation from austenite to pearlite in the hot-rolled steel sheet during the manufacturing process of the hot-stamped compact according to the present embodiment, and contributes to controlling the prior austenite grain size distribution of the hot-stamped compact.
- the Mn content is set to 0.50% or more.
- the Mn content is preferably 0.70% or more, 1.00% or more, or 1.30% or more.
- the Mn content is set to 3.00% or less.
- the Mn content is 2.70% or less, 2.50% or less, 2.30% or less or 2.00% or less.
- P is an impurity element, and when it segregates at grain boundaries, it becomes a starting point for fracture and deteriorates early rupture resistance. Therefore, the P content is set to 0.100% or less.
- the P content is preferably 0.050% or less or 0.010% or less.
- the lower limit of the P content is not particularly limited, but if it is reduced to less than 0.0001%, the cost for removing P will increase significantly, which is economically unfavorable. Therefore, the P content may be set to 0.0001% or more.
- S is an impurity element and forms inclusions in steel. Since this inclusion becomes a starting point for fracture and deteriorates early fracture resistance, the S content is set to 0.0100% or less.
- the S content is preferably 0.0080% or less, 0.0050% or less, or 0.0030% or less.
- the lower limit of the S content is not particularly limited, but if it is reduced to less than 0.0001%, the cost for removing S will increase significantly, which is economically unfavorable. Therefore, the S content may be set to 0.0001% or more.
- N is an impurity element and forms nitrides in steel. Since this nitride becomes a starting point for fracture and deteriorates early fracture resistance, the N content is set to 0.0200% or less.
- the N content is preferably 0.0150% or less, 0.0100% or less, 0.0060% or less, or 0.0040% or less.
- the lower limit of the N content is not particularly limited, but if it is reduced to less than 0.0001%, the cost for removing N will increase significantly, which is economically unfavorable. Therefore, the N content may be set to 0.0001% or more.
- the O content is set to 0.0200% or less.
- the O content is preferably 0.0100% or less, 0.0070% or less, or 0.0040% or less. From the viewpoint of reducing refining costs, the O content may be 0.0001% or more. In order to disperse a large number of fine oxides during deoxidation of molten steel, the O content may be set to 0.0005% or more.
- Al is an element that has the effect of deoxidizing molten steel and making the steel sound.
- the Al content is set to 0.0010% or more.
- the Al content is preferably 0.005% or more, 0.010% or more, or 0.030% or more.
- the Al content is set to 0.500% or less.
- the Al content is preferably 0.400% or less, 0.300% or less, 0.200% or less, or 0.100% or less.
- Nb is an element that forms carbonitrides in steel and improves the strength of hot stamped products through precipitation strengthening. If the Nb content is less than 0.0010%, desired strength cannot be obtained. Therefore, the Nb content is set to 0.0010% or more. The Nb content is preferably 0.005% or more, 0.009% or more, or 0.015% or more. On the other hand, if the Nb content exceeds 0.100%, a large amount of carbonitrides will be generated in the steel, and the early breakage resistance of the hot-stamped body will deteriorate. Therefore, the Nb content is set to 0.100% or less. The Nb content is preferably 0.080% or less, 0.060% or less, or 0.050% or less.
- Ti is an element that forms carbonitrides in steel and improves the strength of hot stamped products through precipitation strengthening. If the Ti content is less than 0.010%, desired strength cannot be obtained. Therefore, the Ti content is set to 0.010% or more. The Ti content is preferably 0.015% or more, 0.020% or more, or 0.025% or more. On the other hand, if the Ti content exceeds 0.200%, a large amount of carbonitrides will be generated in the steel, and the early breakage resistance of the hot stamped body will deteriorate. Therefore, the Ti content is set to 0.200% or less. The Ti content is preferably 0.150% or less, 0.100% or less, 0.080% or less, 0.060% or less, or 0.050% or less.
- Cr is an element that increases the strength of the hot-stamped molded product by forming a solid solution in the prior austenite grains during heating before hot-stamping. If the Cr content is less than 0.010%, desired strength cannot be obtained. Therefore, the Cr content is set to 0.010% or more.
- the Cr content is preferably 0.10% or more, 0.15% or more, or 0.20% or more.
- the Cr content is set to 1.00% or less.
- the Cr content is preferably 0.80% or less, 0.70% or less, 0.50% or less, or 0.40% or less.
- Mo is an element that segregates to austenite grain boundaries during heating in the hot stamp molding process, thereby increasing the strength of prior austenite grain boundaries and improving early fracture resistance in the hot stamp molded product. If the Mo content is less than 0.0010%, desired early rupture resistance cannot be obtained. Therefore, the Mo content is set to 0.0010% or more. Mo content is preferably 0.010% or more, 0.050% or more, or 0.100% or more. On the other hand, if the Mo content exceeds 1.000%, coarse intermetallic compounds are formed in the hot-stamped molded product, and the early rupture resistance deteriorates. Therefore, the Mo content is set to 1.000% or less. Mo content is preferably 0.800% or less, 0.600% or less, or 0.400% or less.
- B is an element that improves the hardenability of steel. If the B content is less than 0.0005%, desired strength cannot be obtained. Therefore, the B content is set to 0.0005% or more.
- the B content is preferably 0.0010% or more, 0.0015% or more, or 0.0020% or more.
- the B content is set to 0.0200% or less.
- the B content is preferably 0.0150% or less, 0.0100% or less, 0.0080% or less, 0.0060% or less, or 0.0040% or less.
- the hot-stamped molded product may contain at least one of the following optional elements in place of a portion of the remaining Fe, if necessary.
- the hot stamp molded body is selected from the group consisting of Co: 0 to 4.00%, Ni: 0 to 3.00%, Cu: 0 to 3.00%, and V: 0 to 3.00%. It may contain at least one kind.
- the hot stamp molded product may contain at least one selected from the group consisting of Ca: 0 to 1.000%, Mg: 0 to 1.000%, and REM: 0 to 1.000%. .
- the hot stamp molded product may contain at least one selected from the group consisting of Sb: 0 to 1.00%, Sn: 0 to 1.00%, and Zr: 0 to 1.00%. . Further, the hot stamp molded product may contain As: 0 to 0.100%. Further, the hot stamp molded body may contain at least one of W, Ta, Re, Os, Ir, and Tc: 0 to 1.00% in total. These optional elements will be explained in detail below.
- Co is an element that improves the strength of the hot stamp molded product through solid solution strengthening.
- the Co content may be 0.001% or more, but to ensure this effect, the Co content is preferably 0.01% or more or 0.05% or more.
- the Co content is preferably 4.00% or less.
- the Co content may be 3.00% or less, 2.50% or less, 2.00% or less, or 1.50% or less.
- Ni has the effect of increasing the strength of the hot stamp molded product by solidly dissolving in the austenite grains during heating in the hot stamp molding process.
- the Ni content may be 0.001% or more, but in order to ensure this effect, the Ni content is preferably 0.01% or more.
- the Ni content is 3.00% or less.
- the Ni content may be 2.50% or less, 2.00% or less, 1.50% or less, 1.00% or less, or 0.80% or less.
- Cu has the effect of increasing the strength of the hot stamp molded product by solidly dissolving in the austenite grains during heating in the hot stamp molding process.
- the Cu content may be 0.001% or more, but to ensure this effect, the Cu content is preferably 0.01% or more or 0.05% or more.
- the Cu content is preferably 3.00% or less.
- the Cu content may be 2.50% or less, 2.00% or less, 1.50% or less, 1.00% or less, or 0.80% or less.
- V has the effect of forming carbonitrides in the steel and improving the strength of the hot stamped product through precipitation strengthening.
- the V content may be 0.001% or more, but in order to ensure this effect, the V content is preferably 0.01% or more or 0.05% or more.
- the V content is preferably 3.00% or less.
- the V content may be 2.50% or less, 2.00% or less, 1.50% or less, 1.00% or less, or 0.80% or less.
- Ca is an element that suppresses the formation of oxides that become fracture starting points, and contributes to improving early fracture resistance.
- the Ca content may be 0.0001% or more, but to ensure this effect, the Ca content is preferably 0.0005% or more or 0.001% or more.
- the Ca content is 1.000% or less.
- the Ca content may be 0.100% or less, 0.050% or less, 0.010% or less, 0.005% or less, or 0.002% or less.
- Mg forms oxides and sulfides in molten steel, suppresses the formation of coarse MnS, disperses many fine oxides, refines the metal structure, and contributes to improving early fracture resistance.
- the Mg content may be 0.0001% or more, but in order to ensure these effects, the Mg content is preferably 0.0005% or more or 0.001% or more. On the other hand, since the above effect is saturated even if it is contained in a large amount, the Mg content is preferably 1.000% or less.
- the Mg content may be 0.100% or less, 0.050% or less, 0.010% or less, 0.005% or less, or 0.002% or less.
- REM 0-1.000%
- the REM content may be 0.0001% or more, but in order to ensure this effect, the REM content is preferably 0.0005% or more or 0.001% or more.
- the REM content is 1.000% or less.
- the REM content may be 0.100% or less, 0.050% or less, 0.010% or less, 0.005% or less or 0.002% or less.
- REM refers to scandium (Sc) with atomic number 21, yttrium (Y) with atomic number 39, and lanthanoids such as lanthanum (La) with atomic number 57 to lutetium with atomic number 71.
- Sc scandium
- Y yttrium
- La lanthanoids
- La lanthanum
- Lu is a general term for 17 elements, and the REM content is the total content of these elements.
- Sb suppresses the formation of oxides that become fracture starting points, and contributes to improving early fracture resistance.
- the Sb content is preferably 0.001% or more.
- the Sb content is 1.00% or less.
- the Sb content may be 0.80% or less, 0.50% or less, 0.20% or less, or 0.10% or less.
- Sn suppresses the formation of oxides that become a starting point for fracture, and contributes to improving early fracture resistance.
- the Sn content is preferably 0.001% or more.
- the Sn content is 1.00% or less.
- the Sn content may be 0.80% or less, 0.50% or less, 0.20% or less, or 0.10% or less.
- Zr 0 to 1.00%
- Zr suppresses the formation of oxides that become fracture starting points, and contributes to improving early fracture resistance.
- the Zr content is preferably 0.001% or more.
- the Zr content is 1.00% or less.
- the Zr content may be 0.80% or less, 0.50% or less, 0.20% or less, or 0.10% or less.
- the As content is preferably 0.001% or more.
- the As content is preferably 0.100% or less.
- the As content may be 0.080% or less, 0.050% or less, 0.020% or less, or 0.010% or less.
- W, Ta, Re, Os, Ir, and Tc are elements that segregate at prior austenite grain boundaries and increase the strength of the grain boundaries.
- the total content of at least one of W, Ta, Re, Os, Ir, and Tc may be 0%, it is preferably 0.001% or more in order to obtain such an effect.
- the total content of at least one of W, Ta, Re, Os, Ir, and Tc is preferably 0.01% or more, more preferably 0.10% or more, and still more preferably 0.15% or more.
- the total content of at least one of W, Ta, Re, Os, Ir, and Tc is preferably 1.00% or less. It may be 0.80% or less, 0.60% or less, or 0.40% or less.
- the chemical composition of the hot-stamped molded article described above may be measured by a general analytical method. For example, it may be measured using ICP-AES (Inductively Coupled Plasma-Atomic Emission Spectrometry). Note that C and S may be measured using a combustion-infrared absorption method, N may be measured using an inert gas melting-thermal conductivity method, and O may be measured using an inert gas melting-non-dispersive infrared absorption method. When a plating layer is provided on the surface of the hot stamp molded body, the chemical composition may be analyzed after removing the plating layer by mechanical grinding.
- ICP-AES Inductively Coupled Plasma-Atomic Emission Spectrometry
- the remainder other than the above elements consists of Fe and impurities.
- Impurities are components that are mixed in due to various factors in the manufacturing process, including raw materials such as ores and scraps, when hot-stamped molded bodies are manufactured industrially.
- the microstructure of the hot-stamped molded body contains at least one of martensite, bainite, and tempered martensite in an area ratio of 90% or more in total.
- the residual structure is not particularly limited, but may consist of 10% or less of at least one of ferrite, retained austenite, and pearlite. Martensite, bainite, and tempered martensite are very hard structures. Therefore, by including at least one of martensite, bainite, and tempered martensite in a total area ratio of 90% or more in the hot stamped body, It becomes possible to achieve high tensile strength, specifically, a tensile strength of 2200 MPa or more.
- the total area ratio of at least one of martensite, bainite, and tempered martensite is preferably 94% or more, and more preferably 97% or more.
- the upper limit of the total area ratio of at least one of martensite, bainite, and tempered martensite is not particularly limited, and may be 100%.
- Identification of the microstructure and calculation of area ratio in the hot-stamped molded body are performed as follows. A sample is cut out from an arbitrary position 50 mm or more away from the end surface of the hot-stamped molded body (if the sample cannot be taken from this position, avoid the end) so that the thickness cross section perpendicular to the surface can be observed. Although the size of the sample depends on the measuring device, it should be large enough to allow observation of about 10 mm in the direction perpendicular to the plate thickness direction.
- an EBSD analysis device consisting of a JEOL JSM-7001F and a TSL DVC5 type detector may be used. Just use it.
- the degree of vacuum in the EBSD analyzer may be 9.6 ⁇ 10 ⁇ 5 Pa or less
- the acceleration voltage may be 15 kV
- the irradiation current level may be 13.
- the remaining area (the area where "Grain Average Misorientation" exceeds 0.5°) is defined as the total area ratio of martensite, tempered martensite, and bainite.
- the area ratio of pearlite is calculated by subtracting the area ratio of retained austenite and the area ratio of bainite, tempered martensite, martensite, and ferrite from 100%.
- the standard deviation in the particle size distribution of prior austenite grains is 5.0 ⁇ m or less.
- a large variation in prior austenite grain size may lead to a local increase in hardness, leading to early fracture.
- by controlling the standard deviation in the particle size distribution of prior austenite grains to 5.0 ⁇ m or less and reducing the variation in prior austenite grain sizes local hardness that becomes the starting point of early fracture is achieved. This makes it possible to reliably suppress the increase in temperature.
- the standard deviation is 4.0 ⁇ m or less, 3.0 ⁇ m or less, or 2.5 ⁇ m or less.
- the standard deviation in the particle size distribution of prior austenite grains is as small as possible, and therefore there is no need to particularly limit its lower limit.
- the standard deviation in the particle size distribution of prior austenite grains may be 0.1 ⁇ m or more, 0.5 ⁇ m or more, 1.0 ⁇ m or more, 1.2 ⁇ m or more, 1.5 ⁇ m or more, or 1.7 ⁇ m or more.
- the prior austenite grain size is not particularly limited, but may be, for example, 10 ⁇ m or less.
- the prior austenite grain size refers to the average crystal grain size of prior austenite grains calculated in the standard deviation measurement described below.
- the standard deviation in the particle size distribution of prior austenite grains is obtained by the following method.
- a sample is cut out from an arbitrary position 50 mm or more away from the end surface of the hot-stamped molded body (if the sample cannot be taken from this position, avoid the end) so that the thickness cross section perpendicular to the surface can be observed.
- the size of the sample depends on the measuring device, it should be large enough to allow observation of about 10 mm in the direction perpendicular to the plate thickness direction.
- an EBSD analysis device consisting of a JEOL JSM-7001F and a TSL DVC5 type detector may be used. Just use it.
- the degree of vacuum in the EBSD analyzer may be 9.6 ⁇ 10 ⁇ 5 Pa or less
- the acceleration voltage may be 15 kV
- the irradiation current level may be 13.
- the crystal orientation of prior austenite grains is calculated from the crystal orientation relationship between general prior austenite grains and crystal grains with a body-centered structure after transformation, and this is used to calculate prior austenite grains. Calculate the average grain size of the grains.
- a crystal orientation map of prior austenite grains is created by the method described in Acta Materialia, 58 (2010), 6393-6403.
- the average value of the shortest diameter and the longest diameter is calculated, and the average value is taken as the grain size of the prior austenite grain.
- the standard deviation in the particle size distribution of the prior austenite grains is obtained.
- Total segregation amount of at least one of Mo, W, Ta, Re, Os, Ir, and Tc in prior austenite grain boundaries 0.10 atomic % or more
- the total amount of segregation of at least one of Mo, W, Ta, Re, Os, Ir, and Tc in the prior austenite grain boundaries is 0.10 atomic % or more.
- the total amount of segregation of at least one of Mo, W, Ta, Re, Os, Ir, and Tc in the prior austenite grain boundaries is preferably 0.13 at.% or more, more preferably 0.15 at.% or more, and even more preferably 0. .18 atom % or more or 0.20 atom % or more. From the viewpoint of grain boundary strengthening, the higher the total segregation amount of at least one of Mo, W, Ta, Re, Os, Ir, and Tc in the prior austenite grain boundaries, the more preferable, and therefore the upper limit of the total content is particularly limited.
- the total amount of segregation may be 3.00 atom% or less, 2.00 atom% or less, 1.50 atom% or less, 1.00 atom% or less, 0.80 atom% or less, It may be 0.60 atom % or less, 0.40 atom % or less, or 0.30 atom % or less.
- the amount of Mo segregation in the prior austenite grain boundaries is 0.10 atomic % or more, 0.13 atomic % or more, 0.15 atomic % or more, 0.18 atomic % or more, or 0.20 atomic % or more It may be.
- the amount of Mo segregation at prior austenite grain boundaries is 3.00 at % or less, 2.00 at % or less, 1.50 at % or less, 1.00 at % or less, 0.80 at % or less, 0. It may be 60 atom % or less, 0.40 atom % or less, or 0.30 atom % or less.
- the total amount of segregation of Mo in the prior austenite grain boundaries and the segregation amount of at least one of W, Ta, Re, Os, Ir, and Tc, for example, W in the prior austenite grain boundaries is 0. .10 atom% or more, 0.13 atom% or more, 0.15 atom% or more, 0.18 atom% or more, or 0.20 atom% or more, and/or 3.00 atom% or less, 2 .00 atom% or less, 1.50 atom% or less, 1.00 atom% or less, 0.80 atom% or less, 0.60 atom% or less, 0.40 atom% or less, or 0.30 atom% or less Good too.
- the total amount of segregation of at least one of Mo, W, Ta, Re, Os, Ir, and Tc at the prior austenite grain boundaries is determined as follows. First, a test piece is taken from a position 50 mm or more away from the end surface of the hot stamp molded body. At this time, the front and back surfaces of the test piece are finished by mechanical grinding. In addition, if the steel sheet has a plating layer on its surface, the plating layer is removed and the front and back surfaces of the steel sheet test piece are finished by mechanical grinding. At this time, the thickness is not specified as long as it is possible to measure the depth position of 1/4 of the thickness of the plate, but the front and back sides of the test piece are mechanically ground by the same amount so that the plate thickness is 1.2 mm.
- a test piece with a length of 20 mm and a width of 3.2 mm is processed, and a V-notch with an angle of 45° is inserted at a length of 11.5 mm.
- the specimen is immersed in a 20% ammonium thiocyanate solution.
- the immersion time is not particularly limited, and may be any condition as long as the prior austenite grain boundaries are exposed when the sample is set in an Auger electron emission spectrometer and broken, and may be set to 48 hours, for example. Galvanize the front and back surfaces of the test piece within 10 minutes after completion of immersion.
- the specimen is subjected to Auger electron emission spectroscopy and destroyed.
- the time from plating to destruction of the test piece is preferably within 1.5 hours, more preferably within 0.5 hours.
- the test piece is set in an Auger electron emission spectrometer, and the notch portion of the test piece is broken to expose the prior austenite grain boundaries.
- the device is not particularly limited as long as it is a field emission type Auger electron spectrometer, but PHI680 manufactured by ULVAC-PHI may be used, and the measurement conditions are an accelerating voltage of 10 keV and an irradiation current of 10 nA. Also good.
- the exposed prior austenite grain boundaries are irradiated with an electron beam at an accelerating voltage of 1 to 30 kV to remove specific elements (specifically, at least one of Mo, W, Ta, Re, Os, Ir, and Tc) at the grain boundaries.
- specific elements specifically, at least one of Mo, W, Ta, Re, Os, Ir, and Tc
- Measure atomic percent Measurements are performed at 10 prior austenite grain boundaries located at a depth of 1/4 of the plate thickness from the surface. In order to prevent grain boundary contamination, it is preferable to complete the measurement quickly after fracture, and the measurement may be completed within 30 minutes.
- the average value of the obtained atomic % of the specific element is calculated and determined as the total amount of segregation of at least one of Mo, W, Ta, Re, Os, Ir, and Tc.
- the hot stamp molded article according to this embodiment may have a plating layer on the surface.
- Plating layers include aluminum plating layer, aluminum-zinc plating layer, aluminum-silicon plating layer, hot-dip galvanizing layer, electrolytic galvanizing layer, alloyed hot-dip galvanizing layer, zinc-nickel plating layer, aluminum-magnesium-zinc system. Examples include a plating layer.
- the hot-stamped molded article According to the hot-stamped molded article according to the embodiment of the present invention, it is possible to achieve excellent mechanical properties, for example, a tensile strength of 2200 MPa or more.
- the tensile strength is preferably 2300 MPa or more, more preferably 2400 MPa or more, and most preferably 2500 MPa or more.
- the upper limit is not particularly limited, for example, the tensile strength may be 3500 MPa or less, 3300 MPa or less, or 3000 MPa or less.
- the tensile strength of the hot stamp molded product is measured by preparing a No. 5 test piece and conducting a tensile test in accordance with JIS Z 2241:2011. At this time, for the purpose of removing unevenness on the surface of the test piece, the surface layer portions of the front and back surfaces may be removed by machining or chemical polishing.
- the hot-stamped molded article according to the embodiment of the present invention can reliably suppress early breakage even though it has a high tensile strength of, for example, 2200 MPa or more. It is very useful for use as bumpers, bumpers, and other structural and reinforcing members that require strength.
- the method for producing a hot-stamped molded body according to the embodiment of the present invention it is particularly effective to control the finish rolling conditions and preheating conditions.
- the method for manufacturing a hot stamp molded body according to an embodiment of the present invention includes: A step of hot rolling a slab having the chemical composition described above in connection with a hot stamped compact, the step comprising heating the slab and then finishing rolling, the reduction rate of the final stage in the finishing rolling.
- thermoforming step is 40% or more (hot rolling process), a step of winding the obtained steel plate at a temperature of 750°C or less (winding step); a step of preheating the steel plate to a temperature of over 1200°C and then cooling it to below 350°C at an average cooling rate of 10°C/sec or more (preheating step); and hot stamping the steel plate,
- a slab having the chemical composition described above in connection with hot-stamped compacts is heated.
- the method for casting molten steel is not particularly limited, and it may be manufactured by a continuous casting method, an ingot casting method, or a thin slab casting method.
- Heating before hot rolling is not particularly limited, but since the slab used contains a relatively large amount of alloying elements in order to obtain high-strength steel sheets, the slab is heated before hot rolling to form an alloy.
- the heating temperature may be 1100° C. or higher for the purpose of dissolving the elements in the slab.
- the heated slab may be subjected to rough rolling before finish rolling in order to adjust the plate thickness or the like.
- the conditions for rough rolling are not particularly limited as long as the desired sheet bar dimensions can be ensured.
- the rolling reduction ratio in the final stage of finish rolling is not particularly limited.
- pearlite can be sufficiently dispersed and arranged in the microstructure of hot-rolled steel sheets, especially by appropriately controlling the reduction rate in the final stage of finish rolling. Therefore, it is possible to reduce the variation in prior austenite grain size and suppress a local increase in hardness.
- the dominant factors for the morphology of such a microstructure are the reduction rate in the final stage of finish rolling and the heating in the preheating process.
- the heating in the hot stamping process after the preheating process, or the It is not particularly affected by optional cold rolling, subsequent annealing, etc. This is because if a hot-rolled steel plate is formed with a reduction ratio of 40% or more in the final stage of finish rolling, even if the hot-rolled steel plate is cold rolled and then annealed at a relatively high temperature, This is because after cooling, there is a high tendency for a microstructure in which carbides, grain boundaries, and retained austenite, which are the starting points of austenite, are dispersed to be generated.
- the rolling reduction ratio in the final stage of finish rolling is made too high, there is a concern that the steel plate will crack during rolling. Furthermore, since the preheating step, which will be explained in detail later, is performed at a much higher temperature than the hot stamp molding step, more specifically at a temperature of over 1200° C., it can generally be a factor in increasing costs. Therefore, by setting the rolling reduction ratio in the final stage of finish rolling to 40% or more, and furthermore, by combining this with preheating at over 1200°C before the hot stamping process, the variation in prior austenite grain size can be reduced and the local hardness can be improved. The technical idea of suppressing the increase in the temperature is unprecedented, and was discovered for the first time by the present inventors.
- the finish-rolled hot-rolled steel sheet is wound up at a temperature of 750° C. or lower.
- the coiling temperature By setting the coiling temperature to 750° C. or lower, it is possible to suppress ferrite from being arranged in a connected manner in the hot-rolled steel sheet after rolling, and pearlite is uniformly dispersed.
- This pearlite becomes the starting point of austenite during heating in the preheating step. Therefore, when pearlite is uniformly dispersed, the standard deviation in the particle size distribution of prior austenite grains in the hot-stamped compact becomes smaller. As a result, the early breakage resistance of the hot-stamped molded product can be improved.
- the coil after winding may be subjected to a softening heat treatment.
- the method of softening heat treatment is not particularly limited, and general conditions may be used.
- pickling After the winding process and before the optional cold rolling process, pickling may be performed to remove oxide scale formed on the surface of the hot rolled steel sheet. Pickling may be carried out under conditions suitable for removing oxide scale, and may be carried out once or in multiple steps to ensure removal of oxide scale.
- Cold rolling After the winding step, cold rolling may optionally be performed.
- Cold rolling is not particularly limited and may be carried out under any appropriate conditions.
- the reduction ratio of cold rolling may be 30 to 80%.
- the number of rolling passes and the rolling reduction rate for each pass are not particularly limited, and may be appropriately set so that the rolling reduction rate of the entire cold rolling falls within the above range.
- an optional annealing may be performed to adjust the microstructure and/or properties.
- the heating temperature in the annealing step is not particularly limited, but may be, for example, 800° C. or lower.
- a plating treatment may be performed on the surface of a hot rolled steel sheet or a cold rolled steel sheet.
- the plating process may be hot-dip plating, alloyed hot-dip plating, electroplating, or the like.
- the steel plate may be subjected to hot-dip galvanizing treatment, or alloying treatment may be performed after hot-dip galvanizing treatment.
- Plating layers include aluminum plating layer, aluminum-zinc plating layer, aluminum-silicon plating layer, hot-dip galvanizing layer, electrolytic galvanizing layer, alloyed hot-dip galvanizing layer, zinc-nickel plating layer, aluminum-magnesium-zinc system. Examples include a plating layer. Specific conditions for the plating treatment and alloying treatment are not particularly limited, and may be any suitable conditions known to those skilled in the art.
- the steel plate may be subjected to temper rolling, for example, after the annealing process or the plating process.
- the obtained hot-rolled or cold-rolled steel sheet is preheated to a temperature above 1200°C before the hot stamping process, and then cooled to below 350°C at an average cooling rate of 10°C/sec or more. .
- a specific grain boundary strengthening element more specifically, at least one of Mo, W, Ta, Re, Os, Ir, and Tc is added to the prior austenite grain boundaries in a predetermined manner. It is extremely important to segregate by quantity.
- these grain boundary strengthening elements are present as carbides and/or intermetallic compounds.
- the heating temperature may be, for example, 1400° C. or lower. Moreover, after heating, it is cooled to less than 350° C. at an average cooling rate of 10° C./sec or more. By cooling to less than 350°C at an average cooling rate of 10°C/second or more, it is possible to suppress the grain boundary strengthening element dissolved in the steel sheet from precipitating as a compound.
- the upper limit of the average cooling rate is not particularly limited, for example, the average cooling rate may be 3000°C/second or less, 1500°C/second or less, or 1200°C/second or less.
- the upper limit of the cooling rate is not limited to any property.
- the cooling method is not particularly limited either, and may be mold cooling, water cooling, oil cooling, or gas cooling. In particular, even a very high average cooling rate can be achieved relatively easily by using mold cooling or water-cooled mold cooling.
- the steel plate after the preheating process is hot stamped in a hot stamping process to produce a hot stamped body having a desired chemical composition and microstructure.
- the grain boundary strengthening elements dissolved in the steel sheet in the previous preheating step diffuse into the austenite grain boundaries and segregate during heating in the hot stamping step. Therefore, a desired total segregation amount of grain boundary strengthening elements can be achieved at the prior austenite grain boundaries after martensitic transformation by the subsequent forming and cooling operations.
- Such diffusion and segregation of grain boundary strengthening elements can be achieved by conventional heating, shaping and cooling operations in hot stamping processes. Therefore, in terms of diffusion and segregation of grain boundary strengthening elements, these operations may be carried out under suitable conditions known to those skilled in the art.
- the steel plate for hot stamping is heated to a temperature range of 800°C to 1000°C and held in this temperature range for 60 to 600 seconds. It is preferable. If the heating temperature is less than 800°C, austenitization will be insufficient, and the desired area ratio of hard structure (at least one of martensite, bainite, and tempered martensite) and prior austenite grain size distribution cannot be obtained, and tensile strength Strength and early rupture resistance may deteriorate. On the other hand, if the heating temperature exceeds 1000°C, austenite grains will grow excessively, making it impossible to obtain the desired prior austenite grain size distribution, and the early rupture resistance may deteriorate.
- the holding time is less than 60 seconds, austenitization becomes insufficient, a desired prior austenite particle size distribution cannot be obtained, and the early rupture resistance may deteriorate. If the holding time exceeds 600 seconds, the austenite grains will grow excessively, making it impossible to obtain the desired prior austenite grain size distribution, and the early rupture resistance may deteriorate.
- the heating atmosphere is not particularly limited and may be under normal conditions, such as the atmosphere, a gas combustion atmosphere with a controlled ratio of air and fuel, or a nitrogen atmosphere, and the dew point of these gases is controlled. Also good.
- hot stamp molding is performed. After hot stamp molding, cooling may be performed to a temperature range of 250° C. or lower at an average cooling rate of 20° C./second or higher.
- heating methods before hot stamping include furnace heating using an electric furnace, gas furnace, etc., flame heating, electrical heating, high frequency heating, induction heating, and the like.
- a hot stamp molded article according to the present embodiment is obtained.
- a tempering treatment at 130 to 600° C. may be performed after hot stamp molding, or a baking hardening treatment may be performed after painting.
- a portion of the hot stamp molded body may be tempered by laser irradiation or the like to provide a partially softened region.
- hot-stamped molded bodies according to embodiments of the present invention were manufactured under various conditions, and the tensile strength and early rupture resistance of the obtained hot-stamped molded bodies were investigated.
- molten steel having the chemical composition shown in Table 1 was cast by a continuous casting method to produce a slab.
- the remainder other than the components shown in Table 1 is Fe and impurities.
- These slabs were heated to a temperature of 1100° C. or higher and rough rolled under predetermined conditions, and then finish rolled and wound up under the conditions shown in Table 2.
- After winding some of the hot rolled steel sheets were subjected to a predetermined softening heat treatment.
- the obtained hot rolled steel sheet was pickled to remove oxide scale, and cold rolled at a predetermined rolling reduction of 30 to 80% (cold rolling was not performed in Invention Example 337).
- some of the steel plates were annealed, plated, or temper rolled under predetermined conditions.
- the obtained steel plate was preheated under the conditions shown in Table 2, then cooled, and finally hot stamped under the same conditions shown in Table 2.
- the heating atmosphere and heating method in the hot stamp molding process were a gas combustion atmosphere (air-fuel ratio 0.85) and furnace heating, unless otherwise specified. After hot stamp molding, some of the hot stamp molded bodies were subjected to tempering treatment or partial softening treatment.
- the properties of the obtained hot-stamped molded product were measured and evaluated by the following methods.
- the tensile strength of the hot-stamped molded product was determined by preparing a No. 5 test piece from any position of the hot-stamped molded product in accordance with JIS Z 2241:2011, and removing the surface layer of the front and back surfaces of the test piece by mechanical grinding. It was obtained by conducting a tensile test. Note that the crosshead speed was 1 mm/min. In the case of early breakage during the tensile test, that is, in the case of breakage before reaching the maximum stress, the tensile strength of the hot-stamped molded article was taken as the stress at break.
- the early rupture resistance is calculated by dividing the tensile strength of the hot-stamped molded product obtained by the above method by the value obtained by multiplying the Vickers hardness obtained by the following method by 3.3 (tensile strength/(Vickers hardness) ⁇ 3.3)) was evaluated. When this value was 0.80 or more, it was determined to be excellent in early breakage resistance and was determined to be acceptable, and when this value was less than 0.80, it was determined to be rejected.
- the value obtained by multiplying the Vickers hardness by 3.3 is the tensile strength estimated from the hardness, and if the measured tensile strength is 0.80 times or more of the estimated tensile strength, the early rupture resistance is can be judged to be excellent.
- the Vickers hardness used to evaluate early breakage resistance was obtained by the following method. First, a sample was cut out so that a cross section perpendicular to the surface (thickness cross section) could be observed from an arbitrary position 50 mm or more away from the end surface of the hot stamp molded body. The sample was sized to allow observation of 10 mm in the direction perpendicular to the plate thickness direction, although it depends on the measuring device. After polishing the cross section of the sample using #600 to #1500 silicon carbide paper, it was finished to a mirror surface using a liquid in which diamond powder with a particle size of 1 to 6 ⁇ m was dispersed in diluted liquid such as alcohol and pure water. .
- the area ratio of hard structure in Table 3 means the sum of the area ratios of martensite, bainite, and tempered martensite. Further, the remaining structure other than the hard structure was ferrite, retained austenite, and/or pearlite. Although not shown in Table 3, when the standard deviation in the particle size distribution of prior austenite grains was measured, all of the prior austenite grain sizes of the hot-stamped molded bodies in the invention examples in Table 3 were 10 ⁇ m or less.
- Comparative Example 1 the tensile strength decreased because the C content was low.
- Comparative Example 14 the toughness decreased due to the high C content, and the early rupture resistance decreased.
- Comparative Example 15 the tensile strength decreased because the Si content was low.
- Comparative Example 29 the amount of ferrite increased due to the high Si content, and the desired metal structure could not be obtained. As a result, the tensile strength similarly decreased.
- Comparative Example 30 because the Mn content was low, the standard deviation in the particle size distribution of prior austenite grains became large, and the early rupture resistance deteriorated.
- Comparative Example 43 it is considered that the high Mn content promoted the transformation from austenite to pearlite in the hot rolled steel sheet too much.
- Comparative Examples 52, 61, 70, 78, 79, and 92 had inappropriate P, S, N, O, or Al contents, resulting in poor early rupture resistance.
- Comparative Examples 93, 107, and 119 the Nb, Ti, and Cr contents were low, so the strength could not be sufficiently improved by precipitation strengthening or solid solution strengthening, and the tensile strength decreased.
- Comparative Examples 106, 118, and 132 it is thought that a large amount of carbonitrides or coarse intermetallic compounds were formed in the steel due to the high Nb, Ti, and Cr contents, respectively, and as a result, the early fracture resistance Characteristics deteriorated.
- Comparative Example 133 since the Mo content was low, the total segregation amount of grain boundary strengthening elements at the prior austenite grain boundaries was low, and the early rupture resistance was decreased.
- Comparative Examples 145 and 156 since the Mo and B contents were high, it is thought that coarse intermetallic compounds were formed in the hot-stamped compacts, resulting in a decrease in early rupture resistance.
- Comparative Example 146 the tensile strength decreased because the B content was low.
- Comparative Example 325 it is considered that pearlite could not be uniformly dispersed in the hot rolled steel sheet after rolling because the rolling reduction ratio in the final stage of finish rolling in the hot rolling process was low. As a result, the standard deviation in the particle size distribution of prior austenite grains in the hot-stamped compact increased, and the early rupture resistance decreased. In Comparative Example 333, it is considered that the ferrite was arranged in a connected manner due to the high winding temperature, making it impossible to uniformly disperse the pearlite. As a result, the standard deviation in the particle size distribution of prior austenite grains in the hot-stamped compact increased, and the early rupture resistance decreased.
- Comparative Example 348 it is considered that the grain boundary strengthening element could not be sufficiently dissolved in the steel sheet because the heating temperature in the preheating step was low. As a result, the total segregation amount of grain boundary strengthening elements in prior austenite grain boundaries decreased, and the early rupture resistance decreased. In Comparative Example 354, it is thought that because the average cooling rate in the preheating step was slow, the grain boundary strengthening element dissolved in the steel sheet by preheating precipitated as a compound. As a result, the total segregation amount of grain boundary strengthening elements in prior austenite grain boundaries decreased, and the early rupture resistance decreased.
- Comparative Example 361 since the heating temperature in the hot stamping process was low, austenitization was insufficient, and it was difficult to control the area ratio of the hard structure and the standard deviation in the particle size distribution of prior austenite grains within the desired range. However, the tensile strength and early rupture resistance deteriorated. In Comparative Example 375, the heating temperature in the hot stamping process was high, resulting in excessive grain growth of austenite, making it impossible to control the standard deviation in the particle size distribution of prior austenite grains within the desired range. Early rupture resistance was reduced.
- Comparative Example 376 since the holding time in the hot stamping process was short, the austenitization was insufficient, and the standard deviation in the particle size distribution of prior austenite grains could not be controlled within the desired range, resulting in poor early fracture resistance. Characteristics deteriorated. In Comparative Example 392, due to the long holding time in the hot stamping process, austenite grains grew excessively, and the standard deviation in the particle size distribution of prior austenite grains could not be controlled within the desired range. Early rupture resistance was reduced.
- the hot-stamped molded bodies according to all the invention examples have a predetermined chemical composition and metal structure, and are controlled so that the standard deviation in the particle size distribution of prior austenite grains is 5.0 ⁇ m or less.
- the total segregation amount of at least one of grain boundary strengthening elements, namely Mo, W, Ta, Re, Os, Ir, and Tc in the prior austenite grain boundaries to be 0.10 at% or more, 2200 MPa Despite having such a high tensile strength, early breakage could be reliably suppressed.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
(1)質量%で、
C:0.40~0.70%、
Si:0.010~3.00%、
Mn:0.50~3.00%、
P:0.100%以下、
S:0.0100%以下、
N:0.0200%以下、
O:0.0200%以下、
Al:0.0010~0.500%、
Nb:0.0010~0.100%、
Ti:0.010~0.200%、
Cr:0.010~1.00%、
Mo:0.0010~1.000%、
B:0.0005~0.0200%、
Co:0~4.00%、
Ni:0~3.00%、
Cu:0~3.00%、
V:0~3.00%、
Ca:0~1.000%、
Mg:0~1.000%、
REM:0~1.000%、
Sb:0~1.00%、
Sn:0~1.00%、
Zr:0~1.00%、
As:0~0.100%、
W、Ta、Re、Os、Ir及びTcの少なくとも1種:合計で0~1.00%、並びに
残部:Fe及び不純物からなる化学組成を有し、
面積率で、マルテンサイト、ベイナイト及び焼き戻しマルテンサイトの少なくとも1種:合計で90%以上を含み、
旧オーステナイト粒の粒径分布における標準偏差が5.0μm以下であり、
旧オーステナイト粒界におけるMo、W、Ta、Re、Os、Ir及びTcの少なくとも1種の合計偏析量が0.10原子%以上であるミクロ組織を有する、ホットスタンプ成形体。
(2)前記旧オーステナイト粒界におけるMoの偏析量が0.10原子%以上である、上記(1)に記載のホットスタンプ成形体。
(3)前記合計偏析量が0.15原子%以上である、上記(1)又は(2)に記載のホットスタンプ成形体。
本発明の実施形態に係るホットスタンプ成形体は、質量%で、
C:0.40~0.70%、
Si:0.010~3.00%、
Mn:0.50~3.00%、
P:0.100%以下、
S:0.0100%以下、
N:0.0200%以下、
O:0.0200%以下、
Al:0.0010~0.500%、
Nb:0.0010~0.100%、
Ti:0.010~0.200%、
Cr:0.010~1.00%、
Mo:0.0010~1.000%、
B:0.0005~0.0200%、
Co:0~4.00%、
Ni:0~3.00%、
Cu:0~3.00%、
V:0~3.00%、
Ca:0~1.000%、
Mg:0~1.000%、
REM:0~1.000%、
Sb:0~1.00%、
Sn:0~1.00%、
Zr:0~1.00%、
As:0~0.100%、
W、Ta、Re、Os、Ir及びTcの少なくとも1種:合計で0~1.00%、並びに
残部:Fe及び不純物からなる化学組成を有し、
面積率で、マルテンサイト、ベイナイト及び焼き戻しマルテンサイトの少なくとも1種:合計で90%以上を含み、
旧オーステナイト粒の粒径分布における標準偏差が5.0μm以下であり、
旧オーステナイト粒界におけるMo、W、Ta、Re、Os、Ir及びTcの少なくとも1種の合計偏析量が0.10原子%以上であるミクロ組織を有することを特徴としている。
Cは、ホットスタンプ成形体の強度を向上させる元素である。C含有量が0.40%未満では、ホットスタンプ成形体において所望の強度を得ることができない。そのため、C含有量は0.40%以上とする。C含有量は、好ましくは0.42%以上、0.44%以上又は0.45%以上である。
一方、C含有量が0.70%超では、マルテンサイトの靭性が低すぎて優れた耐早期破断特性を得ることができない。そのため、C含有量は0.70%以下とする。好ましくは、C含有量は、0.67%以下、0.65%以下又は0.60%以下である。
Siは、固溶強化により、ホットスタンプ成形体の強度を向上する元素である。Si含有量が0.010%未満では、所望の強度を得ることができない。そのため、Si含有量は0.010%以上とする。Si含有量は、好ましくは0.05%以上、0.10%以上、0.15%以上又は0.20%以上である。
一方、Si含有量が3.00%超では、フェライト量が増加し、所望の金属組織を得ることができない。そのため、Si含有量は3.00%以下とする。Si含有量は、好ましくは2.50%以下、2.00%以下、1.00%以下又は0.70%以下である。
Mnは、本実施形態に係るホットスタンプ成形体の製造過程で熱延鋼板においてオーステナイトからパーライトへの変態を促進させ、ホットスタンプ成形体の旧オーステナイト粒径分布の制御に寄与する元素である。旧オーステナイト粒の粒径分布における標準偏差を所望の範囲とするために、Mn含有量は0.50%以上とする。Mn含有量は、好ましくは0.70%以上、1.00%以上又は1.30%以上である。
一方、Mn含有量が3.00%超であると、熱延鋼板においてオーステナイトからパーライトへの変態が促進されすぎてしまい、ホットスタンプ成形体において旧オーステナイト粒の粒径分布における標準偏差を所望の範囲とすることができない。そのため、Mn含有量は3.00%以下とする。好ましくは、Mn含有量は2.70%以下、2.50%以下、2.30%以下又は2.00%以下である。
Pは、不純物元素であり、粒界に偏析することで破壊の起点となり耐早期破断特性を劣化させる。そのため、P含有量は0.100%以下とする。P含有量は、好ましくは0.050%以下又は0.010%以下である。
P含有量の下限は特に限定しないが、0.0001%未満に低減すると、脱Pコストが大幅に上昇し、経済的に好ましくない。そのため、P含有量は0.0001%以上としてもよい。
Sは、不純物元素であり、鋼中に介在物を形成する。この介在物は破壊の起点となり耐早期破断特性を劣化させるため、S含有量は0.0100%以下とする。S含有量は、好ましくは0.0080%以下、0.0050%以下又は0.0030%以下である。
S含有量の下限は特に限定しないが、0.0001%未満に低減すると、脱Sコストが大幅に上昇し、経済的に好ましくない。そのため、S含有量は0.0001%以上としてもよい。
Nは、不純物元素であり、鋼中に窒化物を形成する。この窒化物は破壊の起点となり耐早期破断特性を劣化させるため、N含有量は0.0200%以下とする。N含有量は、好ましくは0.0150%以下、0.0100%以下、0.0060%以下又は0.0040%以下である。
N含有量の下限は特に限定しないが、0.0001%未満に低減すると、脱Nコストが大幅に上昇し、経済的に好ましくない。そのため、N含有量は0.0001%以上としてもよい。
Oは、鋼中に多く含まれると破壊の起点となる粗大な酸化物を形成し、ホットスタンプ成形体の耐早期破断特性を劣化させる。そのため、O含有量は0.0200%以下とする。O含有量は、0.0100%以下、0.0070%以下又は0.0040%以下とすることが好ましい。
精錬コスト低減の観点から、O含有量は0.0001%以上としてもよい。溶鋼の脱酸時に微細な酸化物を多数分散させるために、O含有量は0.0005%以上としてもよい。
Alは、溶鋼を脱酸して鋼を健全化する作用を有する元素である。Al含有量が0.0010%未満では、脱酸が十分に行われず、粗大な酸化物が生成して耐早期破断特性を劣化させる。そのため、Al含有量は0.0010%以上とする。Al含有量は、好ましくは0.005%以上、0.010%以上又は0.030%以上である。
一方、Al含有量が0.500%超であると、鋼中に粗大な酸化物が生成し、ホットスタンプ成形体の耐早期破断特性が低下する。そのため、Al含有量は0.500%以下とする。Al含有量は、好ましくは0.400%以下、0.300%以下、0.200%以下又は0.100%以下である。
Nbは、鋼中に炭窒化物を形成して、析出強化によりホットスタンプ成形体の強度を向上する元素である。Nb含有量が0.0010%未満であると、所望の強度を得ることができない。そのため、Nb含有量は0.0010%以上とする。Nb含有量は、好ましくは0.005%以上、0.009%以上又は0.015%以上である。
一方、Nb含有量が0.100%超であると、鋼中に多量に炭窒化物が生成してホットスタンプ成形体の耐早期破断特性が劣化する。そのため、Nb含有量は0.100%以下とする。Nb含有量は、好ましくは0.080%以下、0.060%以下又は0.050%以下である。
Tiは、鋼中に炭窒化物を形成して、析出強化によりホットスタンプ成形体の強度を向上する元素である。Ti含有量が0.010%未満であると、所望の強度を得ることができない。そのため、Ti含有量は0.010%以上とする。Ti含有量は、好ましくは0.015%以上、0.020%以上又は0.025%以上である。
一方、Ti含有量が0.200%超であると、鋼中に多量に炭窒化物が生成してホットスタンプ成形体の耐早期破断特性が劣化する。そのため、Ti含有量は0.200%以下とする。Ti含有量は、好ましくは0.150%以下、0.100%以下、0.080%以下、0.060%以下又は0.050%以下である。
Crは、ホットスタンプ前の加熱時に旧オーステナイト粒に固溶することで、ホットスタンプ成形体の強度を高める元素である。Cr含有量が0.010%未満であると、所望の強度を得ることができない。そのため、Cr含有量は0.010%以上とする。Cr含有量は、好ましくは0.10%以上、0.15%以上又は0.20%以上である。
一方、Cr含有量が1.00%超であると、ホットスタンプ成形体において粗大な金属間化合物が形成され、耐早期破断特性が劣化する。そのため、Cr含有量は1.00%以下とする。Cr含有量は、好ましくは0.80%以下、0.70%以下、0.50%以下又は0.40%以下である。
Moは、ホットスタンプ成形工程における加熱時にオーステナイト粒界に偏析することで、旧オーステナイト粒界の強度を上昇させてホットスタンプ成形体において耐早期破断特性を高める元素である。Mo含有量が0.0010%未満であると、所望の耐早期破断特性を得ることができない。そのため、Mo含有量は0.0010%以上とする。Mo含有量は、好ましくは0.010%以上、0.050%以上又は0.100%以上である。
一方、Mo含有量が1.000%超であると、ホットスタンプ成形体において粗大な金属間化合物が形成され、耐早期破断特性が劣化する。そのため、Mo含有量は1.000%以下とする。Mo含有量は、好ましくは0.800%以下、0.600%以下又は0.400%以下である。
Bは、鋼の焼き入れ性を向上させる元素である。B含有量が0.0005%未満であると、所望の強度を得ることができない。そのため、B含有量は0.0005%以上とする。B含有量は、好ましくは0.0010%以上、0.0015%以上又は0.0020%以上である。
一方、B含有量が0.0200%超であると、ホットスタンプ成形体において粗大な金属間化合物が形成され、耐早期破断特性が劣化する。そのため、B含有量は0.0200%以下とする。B含有量は、好ましくは0.0150%以下、0.0100%以下、0.0080%以下、0.0060%以下又は0.0040%以下である。
Coは、固溶強化により、ホットスタンプ成形体の強度を向上させる元素である。Co含有量は0.001%以上であってもよいが、この効果を確実に得る場合、Co含有量は0.01%以上又は0.05%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、Co含有量は4.00%以下とすることが好ましい。Co含有量は3.00%以下、2.50%以下、2.00%以下又は1.50%以下であってもよい。
Niは、ホットスタンプ成形工程における加熱時にオーステナイト粒に固溶することで、ホットスタンプ成形体の強度を高める作用を有する。Ni含有量は0.001%以上であってもよいが、この効果を確実に得る場合、Ni含有量は0.01%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、Ni含有量は3.00%以下とすることが好ましい。Ni含有量は2.50%以下、2.00%以下、1.50%以下、1.00%以下又は0.80%以下であってもよい。
Cuは、ホットスタンプ成形工程における加熱時にオーステナイト粒に固溶することで、ホットスタンプ成形体の強度を高める作用を有する。Cu含有量は0.001%以上であってもよいが、この効果を確実に得る場合、Cu含有量を0.01%以上又は0.05%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、Cu含有量は3.00%以下とすることが好ましい。Cu含有量は2.50%以下、2.00%以下、1.50%以下、1.00%以下又は0.80%以下であってもよい。
Vは、鋼中に炭窒化物を形成して、析出強化によりホットスタンプ成形体の強度を向上する効果を有する。V含有量は0.001%以上であってもよいが、この効果を確実に得る場合、V含有量を0.01%以上又は0.05%以上とすることが好ましい。
一方、V含有量を3.00%超とした場合には、鋼中に多量に炭窒化物が生成してホットスタンプ成形体の耐早期破断特性が劣化する場合がある。そのため、V含有量は3.00%以下とすることが好ましい。V含有量は2.50%以下、2.00%以下、1.50%以下、1.00%以下又は0.80%以下であってもよい。
Caは、破壊の起点となる酸化物の生成を抑制する元素であり、耐早期破断特性の向上に寄与する。Ca含有量は0.0001%以上であってもよいが、この効果を確実に得る場合、Ca含有量を0.0005%以上又は0.001%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、Ca含有量は1.000%以下とすることが好ましい。Ca含有量は0.100%以下、0.050%以下、0.010%以下、0.005%以下又は0.002%以下であってもよい。
Mgは、溶鋼中に酸化物や硫化物を形成して、粗大なMnSの形成を抑制し、微細な酸化物を多数分散させ、金属組織を微細化し、耐早期破断特性の向上に寄与する。Mg含有量は0.0001%以上であってもよいが、これらの効果を確実に得る場合、Mg含有量を0.0005%以上又は0.001%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、Mg含有量は、1.000%以下とすることが好ましい。Mg含有量は0.100%以下、0.050%以下、0.010%以下、0.005%以下又は0.002%以下であってもよい。
REMは、破壊の起点となる酸化物の生成を抑制し、耐早期破断特性の向上に寄与する。REM含有量は0.0001%以上であってもよいが、この効果を確実に得る場合、REM含有量を0.0005%以上又は0.001%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、REM含有量は1.000%以下とすることが好ましい。REM含有量は0.100%以下、0.050%以下、0.010%以下、0.005%以下又は0.002%以下であってもよい。
なお、本実施形態においてREMとは、原子番号21番のスカンジウム(Sc)、原子番号39番のイットリウム(Y)、及びランタノイドである原子番号57番のランタン(La)~原子番号71番のルテチウム(Lu)の17元素の総称であり、REM含有量はこれら元素の合計含有量である。
Sbは、破壊の起点となる酸化物の生成を抑制し、耐早期破断特性の向上に寄与する。この効果を確実に得る場合、Sb含有量は0.001%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、Sb含有量は1.00%以下とすることが好ましい。Sb含有量は0.80%以下、0.50%以下、0.20%以下又は0.10%以下であってもよい。
Snは、破壊の起点となる酸化物の生成を抑制し、耐早期破断特性の向上に寄与する。この効果を確実に得る場合、Sn含有量は0.001%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、Sn含有量は1.00%以下とすることが好ましい。Sn含有量は0.80%以下、0.50%以下、0.20%以下又は0.10%以下であってもよい。
Zrは、破壊の起点となる酸化物の生成を抑制し、耐早期破断特性の向上に寄与する。この効果を確実に得る場合、Zr含有量を0.001%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、Zr含有量は1.00%以下とすることが好ましい。Zr含有量は0.80%以下、0.50%以下、0.20%以下又は0.10%以下であってもよい。
Asは、オーステナイト単相化温度を低下させることにより、旧オーステナイト粒を細粒化させて、耐早期破断特性の向上に寄与する。この効果を確実に得る場合、As含有量を0.001%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、As含有量は0.100%以下とすることが好ましい。As含有量は0.080%以下、0.050%以下、0.020%以下又は0.010%以下であってもよい。
W、Ta、Re、Os、Ir及びTcは、Moと同様に旧オーステナイト粒界に偏析して粒界の強度を上昇させる元素である。W、Ta、Re、Os、Ir及びTcの少なくとも1種の含有量の合計は0%であってもよいが、このような効果を得るためには0.001%以上であることが好ましい。W、Ta、Re、Os、Ir及びTcの少なくとも1種の含有量の合計は好ましくは0.01%以上、より好ましくは0.10%以上、さらに好ましくは0.15%以上である。一方で、これらの元素を過度に含有しても効果が飽和し、それゆえこれらの元素を必要以上に鋼材中に含有させることは製造コストの上昇を招く虞がある。したがって、W、Ta、Re、Os、Ir及びTcの少なくとも1種の含有量の合計は1.00%以下であることが好ましく。0.80%以下、0.60%以下又は0.40%以下であってもよい。
ホットスタンプ成形体の表面にめっき層を備える場合は、機械研削によりめっき層を除去してから化学組成の分析を行えばよい。
ホットスタンプ成形体のミクロ組織は、面積率で、マルテンサイト、ベイナイト及び焼き戻しマルテンサイトの少なくとも1種を合計で90%以上含む。残部組織は、特に限定されないが、10%以下のフェライト、残留オーステナイト及びパーライトの少なくとも1種からなっていてもよい。マルテンサイト、ベイナイト及び焼き戻しマルテンサイトは非常に硬質な組織であり、それゆえホットスタンプ成形体においてマルテンサイト、ベイナイト及び焼き戻しマルテンサイトの少なくとも1種を面積率で合計90%以上含むことで、高い引張強さ、具体的には2200MPa以上の引張強さを達成することが可能となる。マルテンサイト、ベイナイト及び焼き戻しマルテンサイトの少なくとも1種の面積率の合計は好ましくは94%以上、さらに好ましくは97%以上であってもよい。マルテンサイト、ベイナイト及び焼き戻しマルテンサイトの少なくとも1種の面積率の合計の上限は、特に限定されず100%であってもよい。
ホットスタンプ成形体の端面から50mm以上離れた任意の位置(この位置からサンプルを採取できない場合は、端部を避けた位置)から表面に垂直な板厚断面が観察できるようにサンプルを切り出す。サンプルの大きさは、測定装置にもよるが、板厚方向と垂直な方向に10mm程度観察できる大きさとする。
本発明の実施形態においては、旧オーステナイト粒の粒径分布における標準偏差は5.0μm以下である。旧オーステナイト粒径のばらつきが大きいと、局所的な硬さの上昇を招いて早期破断を引き起こす場合がある。本発明の実施形態によれば、旧オーステナイト粒の粒径分布における標準偏差を5.0μm以下に制御して旧オーステナイト粒径のばらつきを低減することにより、早期破断の起点となる局所的な硬さの上昇を確実に抑制することが可能となる。好ましくは、当該標準偏差は4.0μm以下、3.0μm以下又は2.5μm以下である。早期破断の起点となる局所的な硬さの上昇を抑制する観点からは、旧オーステナイト粒の粒径分布における標準偏差は小さいほど好ましく、それゆえその下限は特に限定する必要は無い。例えば、旧オーステナイト粒の粒径分布における標準偏差は0.1μm以上としてもよく、0.5μm以上、1.0μm以上、1.2μm以上、1.5μm以上又は1.7μm以上であってもよい。
本発明の実施形態においては、上記のとおり、旧オーステナイト粒の粒径分布における標準偏差を5.0μm以下に制御して旧オーステナイト粒径のばらつきを低減することが重要であり、それゆえ旧オーステナイト粒径自体を特定の範囲に制御する必要はない。したがって、旧オーステナイト粒径は特に限定されないが、例えば10μm以下であってもよい。旧オーステナイト粒径とは、以下で説明する標準偏差の測定において算出される旧オーステナイト粒の平均結晶粒径をいうものである。
ホットスタンプ成形体の端面から50mm以上離れた任意の位置(この位置からサンプルを採取できない場合は、端部を避けた位置)から表面に垂直な板厚断面が観察できるようにサンプルを切り出す。サンプルの大きさは、測定装置にもよるが、板厚方向と垂直な方向に10mm程度観察できる大きさとする。
本発明の実施形態においては、旧オーステナイト粒界におけるMo、W、Ta、Re、Os、Ir及びTcの少なくとも1種の合計偏析量は0.10原子%以上である。Mo、W、Ta、Re、Os、Ir及びTcの少なくとも1種を旧オーステナイト粒界に合計の偏析量が0.10原子%以上となるような量で偏析させることにより、ホットスタンプ成形体のミクロ組織における旧オーステナイト粒界を強化することができる。旧オーステナイト粒径のばらつきを抑制して早期破断の起点となり得る領域を単に低減するだけでなく、き裂が発生した場合にその進展を抑制することにより早期破断を防ぐことが可能である。本発明の実施形態によれば、局所的な硬度の上昇抑制とこのような特定元素の粒界偏析による粒界強化とを組み合わせることで、早期破断の起点となり得る領域を低減するとともに、ホットスタンプ成形体においてき裂が発生した場合においても粒界に沿ったき裂の進展を抑制することができる。このため、高い引張強さ、例えば2200MPa以上の高い引張強さを有するにもかかわらず、早期破断を抑制することが可能となる。旧オーステナイト粒界におけるMo、W、Ta、Re、Os、Ir及びTcの少なくとも1種の合計偏析量は好ましくは0.13原子%以上、より好ましくは0.15原子%以上、さらに好ましくは0.18原子%以上又は0.20原子%以上である。粒界強化の観点からは、旧オーステナイト粒界におけるMo、W、Ta、Re、Os、Ir及びTcの少なくとも1種の合計偏析量は高いほど好ましく、それゆえ上記合計含有量の上限は特に限定されないが、例えば、上記合計偏析量は3.00原子%以下であってもよく、2.00原子%以下、1.50原子%以下、1.00原子%以下、0.80原子%以下、0.60原子%以下、0.40原子%以下又は0.30原子%以下であってもよい。
本実施形態に係るホットスタンプ成形体は、表面にめっき層を有していてもよい。表面にめっき層を有することで、ホットスタンプ後において、耐食性を向上することができる。めっき層としては、アルミめっき層、アルミ-亜鉛めっき層、アルミ-珪素めっき層、溶融亜鉛めっき層、電気亜鉛めっき層、合金化溶融亜鉛めっき層、亜鉛-ニッケルめっき層、アルミ-マグネシウム-亜鉛系めっき層などが例示される。
本発明の実施形態に係るホットスタンプ成形体によれば、優れた機械特性、例えば2200MPa以上の引張強さを達成することができる。引張強さは、好ましくは2300MPa以上であり、より好ましくは2400MPa以上であり、最も好ましくは2500MPa以上ある。上限は特に限定されないが、例えば、引張強さは3500MPa以下、3300MPa以下又は3000MPa以下であってもよい。ホットスタンプ成形体の引張強さはJIS Z 2241:2011に準拠して、5号試験片を作製し、引張試験を行うことで測定される。この際、試験片表面の凹凸を除去する目的で、機械加工や化学研磨により表裏面の表層部を除去しても良い。
次に、本発明の実施形態に係るホットスタンプ成形体の好ましい製造方法について説明する。以下の説明は、本発明の実施形態に係るホットスタンプ成形体を製造するための特徴的な方法の例示を意図するものであって、当該ホットスタンプ成形体を以下に説明するような製造方法によって製造されるものに限定することを意図するものではない。
ホットスタンプ成形体に関連して上で説明した化学組成を有するスラブを熱間圧延する工程であって、前記スラブを加熱し、次いで仕上げ圧延することを含み、前記仕上げ圧延における最終段の圧下率が40%以上である工程(熱間圧延工程)、
得られた鋼板を750℃以下の温度で巻き取る工程(巻取工程)、
前記鋼板を1200℃超の温度に予備加熱し、次いで10℃/秒以上の平均冷却速度で350℃未満まで冷却する工程(予備加熱工程)、及び
前記鋼板をホットスタンプ成形する工程であって、前記鋼板を800~1000℃の温度域に加熱し、次いで60~600秒間保持することを含む工程(ホットスタンプ成形工程)
を含むことを特徴としている。以下、各工程について詳しく説明する。
[スラブの加熱]
まず、ホットスタンプ成形体に関連して上で説明した化学組成を有するスラブが加熱される。溶鋼の鋳造方法は特に限定されず、連続鋳造法、造塊法又は薄スラブ鋳造法によって製造してもよい。熱間圧延前の加熱は特に限定されないが、使用されるスラブは、高強度鋼板を得るために合金元素を比較的多く含有しているため、スラブを熱間圧延に供する前に加熱して合金元素をスラブ中に固溶させる目的で加熱温度は1100℃以上であってもよい。
本方法では、例えば、加熱されたスラブに対し、板厚調整等のために、仕上げ圧延の前に粗圧延を施してもよい。粗圧延は、所望のシートバー寸法が確保できればよく、その条件は特に限定されない。
加熱されたスラブ又はそれに加えて必要に応じて粗圧延されたスラブは、次に仕上げ圧延を施される。本方法では、仕上げ圧延における最終段の圧下率を40%以上とすることが重要である。仕上げ圧延における最終段の圧下率を40%以上とすることで、圧延後の熱延鋼板においてパーライトが均一に分散する。このパーライトは、後で詳しく説明する予備加熱工程における加熱時にオーステナイトの起点となる。そのため、パーライトが均一に分散すると、ホットスタンプ成形体において旧オーステナイト粒の粒径分布における標準偏差が小さくなる。その結果、ホットスタンプ成形体の耐早期破断特性を向上することができる。より好ましくは、仕上げ圧延における最終段の圧下率は43%以上又は50%以上である。
次に、仕上げ圧延された熱延鋼板は、750℃以下の温度で巻き取られる。巻取温度を750℃以下とすることにより、圧延後の熱延鋼板においてフェライトが連結して配置することを抑制することができ、パーライトが均一に分散する。このパーライトは、予備加熱工程における加熱時にオーステナイトの起点となる。そのため、パーライトが均一に分散すると、ホットスタンプ成形体において旧オーステナイト粒の粒径分布における標準偏差が小さくなる。その結果、ホットスタンプ成形体の耐早期破断特性を向上することができる。
また、熱延鋼板の軟質化を目的として、巻取後のコイルに軟質化熱処理を施してもよい。軟質化熱処理の方法は特に限定されず、一般的な条件とすればよい。
巻取工程後、任意選択の冷間圧延工程前に、熱延鋼板の表面に形成された酸化スケールを除去するために酸洗を実施してもよい。酸洗は、酸化スケールを除去するのに適切な条件下で実施すればよく、一回でもよいし、又は酸化スケールを確実に取り除くために複数回に分けて実施してもよい。
巻取工程後、任意選択で冷間圧延を実施してもよい。冷間圧延は特に限定されず、任意の適切な条件下で実施すればよい。例えば、冷間圧延の圧下率は30~80%であってよい。圧延パスの回数及びパス毎の圧下率は特に限定されず、冷間圧延全体の圧下率が上記範囲となるように適宜設定すればよい。
例えば、冷間圧延工程後に、ミクロ組織及び/又は特性を調整するために任意選択で焼鈍を実施してもよい。焼鈍工程の加熱温度は特に限定されないが、例えば800℃以下であってよい。
耐食性の向上等を目的として、熱延鋼板又は冷延鋼板の表面にめっき処理を施してもよい。めっき処理は、溶融めっき、合金化溶融めっき、電気めっき等の処理であってよい。例えば、めっき処理として鋼板に溶融亜鉛めっき処理を行ってもよく、溶融亜鉛めっき処理後に合金化処理を行ってもよい。めっき層としては、アルミめっき層、アルミ-亜鉛めっき層、アルミ-珪素めっき層、溶融亜鉛めっき層、電気亜鉛めっき層、合金化溶融亜鉛めっき層、亜鉛-ニッケルめっき層、アルミ-マグネシウム-亜鉛系めっき層などが例示される。めっき処理及び合金化処理の具体的な条件は特に限定されず、当業者に公知の任意の適切な条件であってよい。
鋼板の形状矯正や表面粗さの調整等を目的として、例えば焼鈍工程後又はめっき工程後の鋼板に調質圧延を施してもよい。
本方法では、得られた熱延鋼板又は冷延鋼板は、ホットスタンプ成形工程前に1200℃超の温度に予備加熱され、次いで10℃/秒以上の平均冷却速度で350℃未満まで冷却される。本発明の実施形態に係るホットスタンプ成形体では、特定の粒界強化元素、より具体的にはMo、W、Ta、Re、Os、Ir及びTcの少なくとも1種を旧オーステナイト粒界に所定の量で偏析させることが極めて重要である。しかしながら、熱間圧延工程後の熱延鋼板又は任意選択の冷間圧延工程若しくは焼鈍工程後の冷延鋼板においては、これらの粒界強化元素は炭化物及び/又は金属間化合物として存在している。したがって、このような鋼板を予備加熱工程なしでホットスタンプ成形工程に提供して通常の加熱及び成形操作を行っても、これらの粒界強化元素を旧オーステナイト粒界に十分に偏析させることはできない。この場合には、これらの元素の粒界偏析に基づく粒界強化作用を十分に発揮させることができなくなる。このため、本方法では、鋼板をホットスタンプ成形工程前に1200℃超の比較的高温下で予備加熱することにより、粒界強化元素の炭化物及び/又は金属間化合物を十分に溶解させて当該粒界強化元素を鋼板中に固溶させることが極めて重要となる。予備加熱の加熱温度の上限は特に限定されないが、当該加熱温度は、例えば1400℃以下であってよい。また、加熱後は、10℃/秒以上の平均冷却速度で350℃未満まで冷却する。10℃/秒以上の平均冷却速度で350℃未満まで冷却することにより、鋼板中に固溶させた当該粒界強化元素が化合物として析出することを抑制することができる。平均冷却速度の上限は特に限定されないが、例えば、平均冷却速度は3000℃/秒以下、1500℃/秒以下又は1200℃/秒以下であってよい。冷却速度の上限は特性に限定されない。冷却方法も特に限定されず、金型冷却、水冷、油冷、ガス冷却であってもよい。特に、非常に高い平均冷却速度であっても、金型冷却や水冷された金型冷却を利用することで比較的容易に実現可能である。
最後に、予備加熱工程後の鋼板は、ホットスタンプ成形工程においてホットスタンプ成形されて所望の化学組成及びミクロ組織を有するホットスタンプ成形体が製造される。とりわけ、先の予備加熱工程において鋼板中に固溶された粒界強化元素が、ホットスタンプ成形工程における加熱時にオーステナイト粒界へと拡散して偏析する。このため、以降の成形及び冷却操作によってマルテンサイト変態した後の旧オーステナイト粒界において所望の粒界強化元素の合計偏析量を達成することができる。粒界強化元素のこのような拡散及び偏析は、ホットスタンプ成形工程における通常の加熱、成形及び冷却操作によって達成することができる。したがって、粒界強化元素の拡散及び偏析の観点では、これらの操作は当業者に公知の適切な条件下で実施すればよい。しかしながら、とりわけ所望の硬質組織の面積率及び旧オーステナイト粒径分布を得る観点からは、ホットスタンプ用鋼板を800℃~1000℃の温度域に加熱し、この温度域にて60~600秒間保持することが好ましい。加熱温度が800℃未満ではオーステナイト化が不十分となり、所望の硬質組織(マルテンサイト、ベイナイト及び焼き戻しマルテンサイトの少なくとも1種)の面積率及び旧オーステナイト粒径分布を得ることができず、引張強さ及び耐早期破断特性が劣化する場合がある。一方、加熱温度が1000℃を超えると、オーステナイトが過度に粒成長してしまい、所望の旧オーステナイト粒径分布を得ることができず、耐早期破断特性が劣化する場合がある。保持時間が60秒未満では、オーステナイト化が不十分となり、所望の旧オーステナイト粒径分布を得ることができず、耐早期破断特性が劣化する場合がある。保持時間が600秒を超えると、オーステナイトが過度に粒成長してしまい、所望の旧オーステナイト粒径分布を得ることができず、耐早期破断特性が劣化する場合がある。
800℃~1000℃の温度域で保持してから、ホットスタンプ成形する。ホットスタンプ成形後には、250℃以下の温度域まで、20℃/秒以上の平均冷却速度で冷却すればよい。

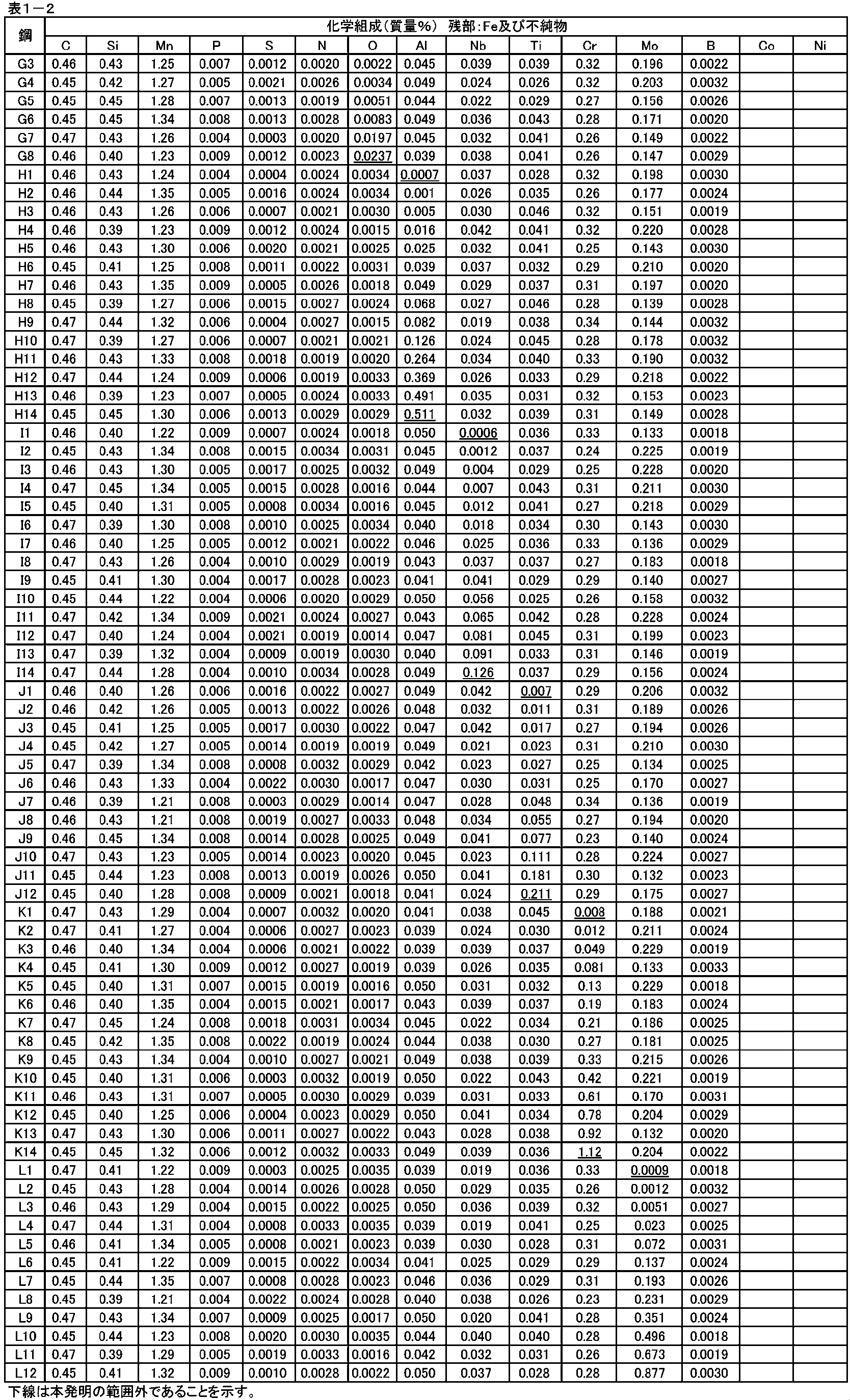
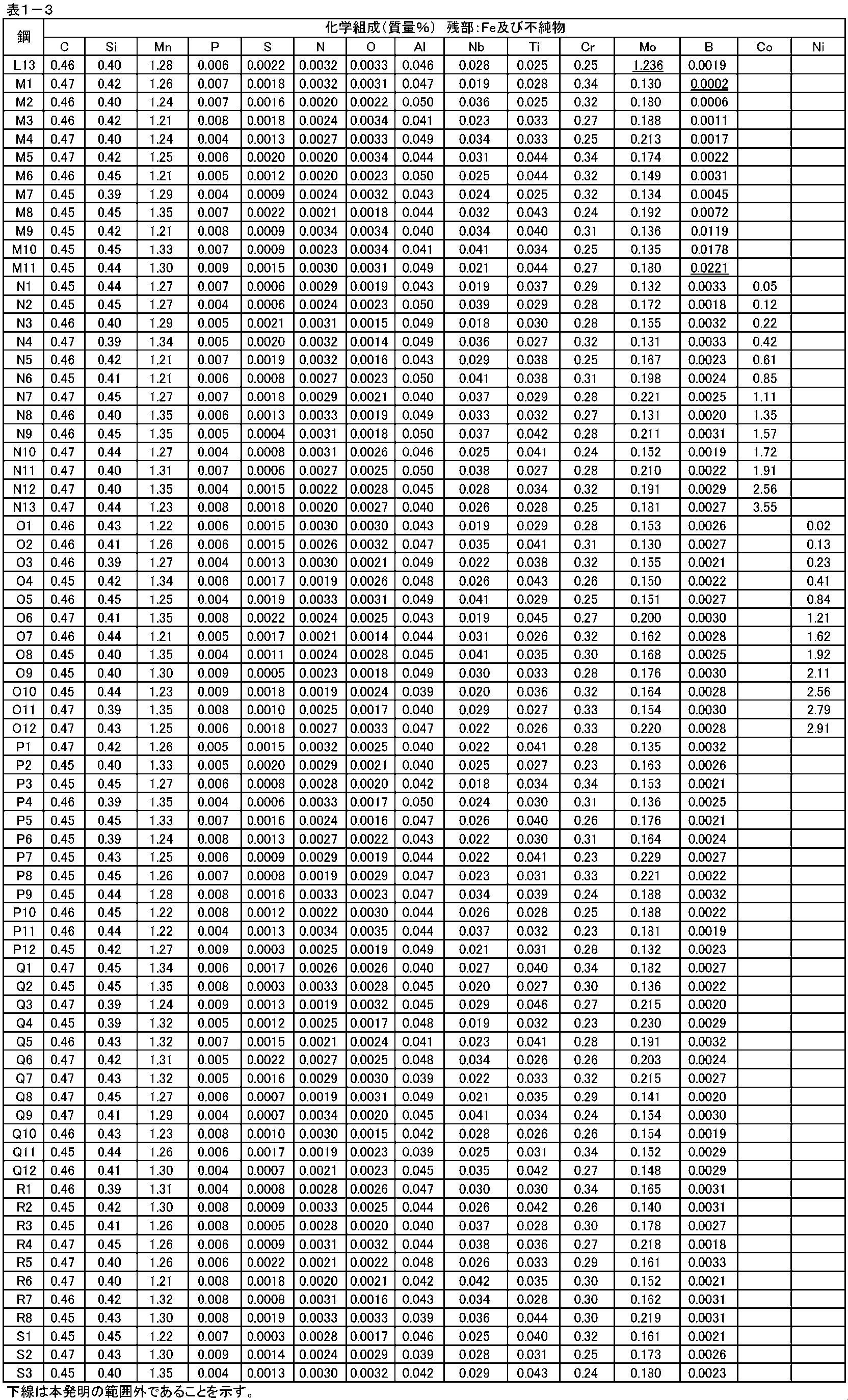
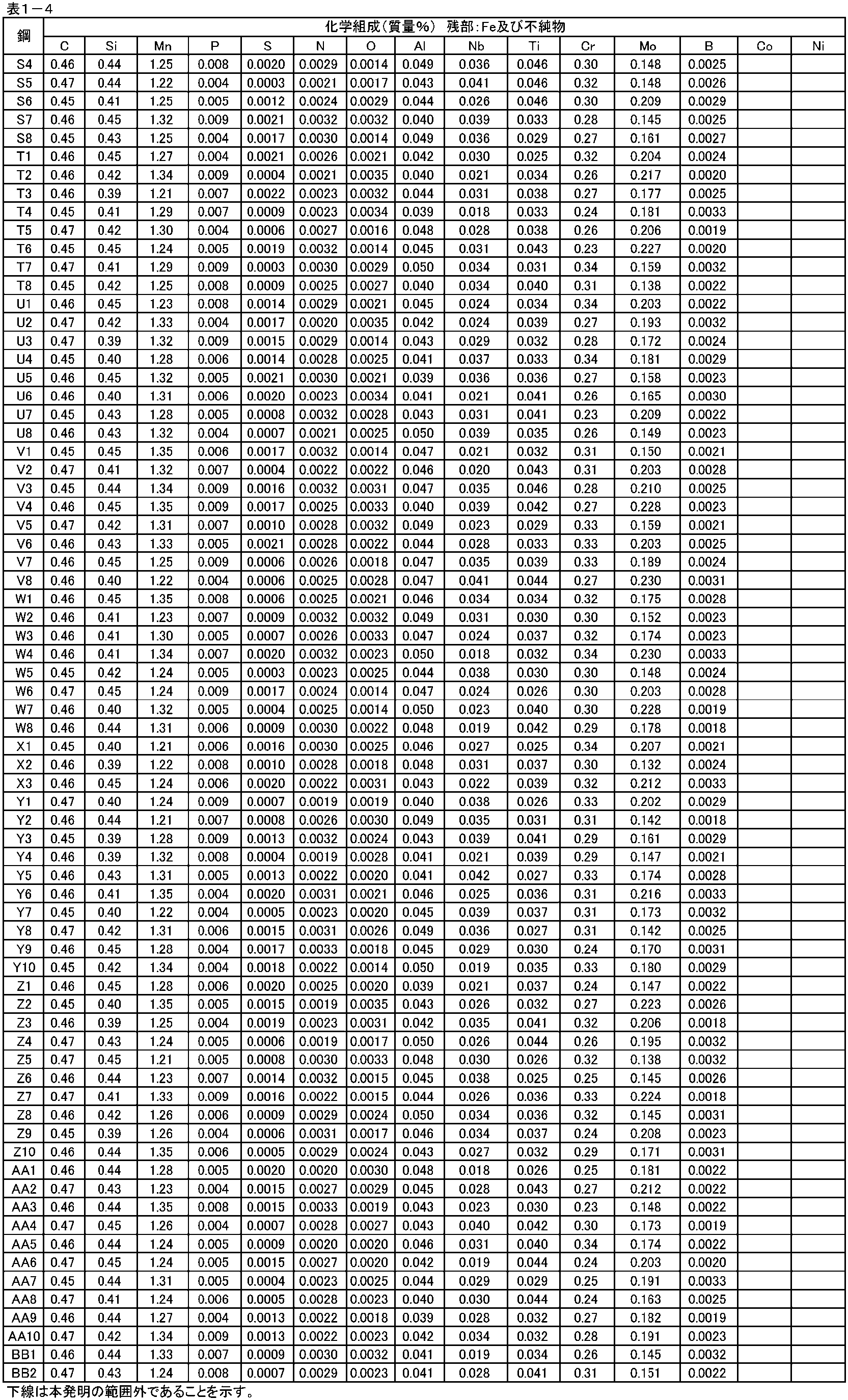

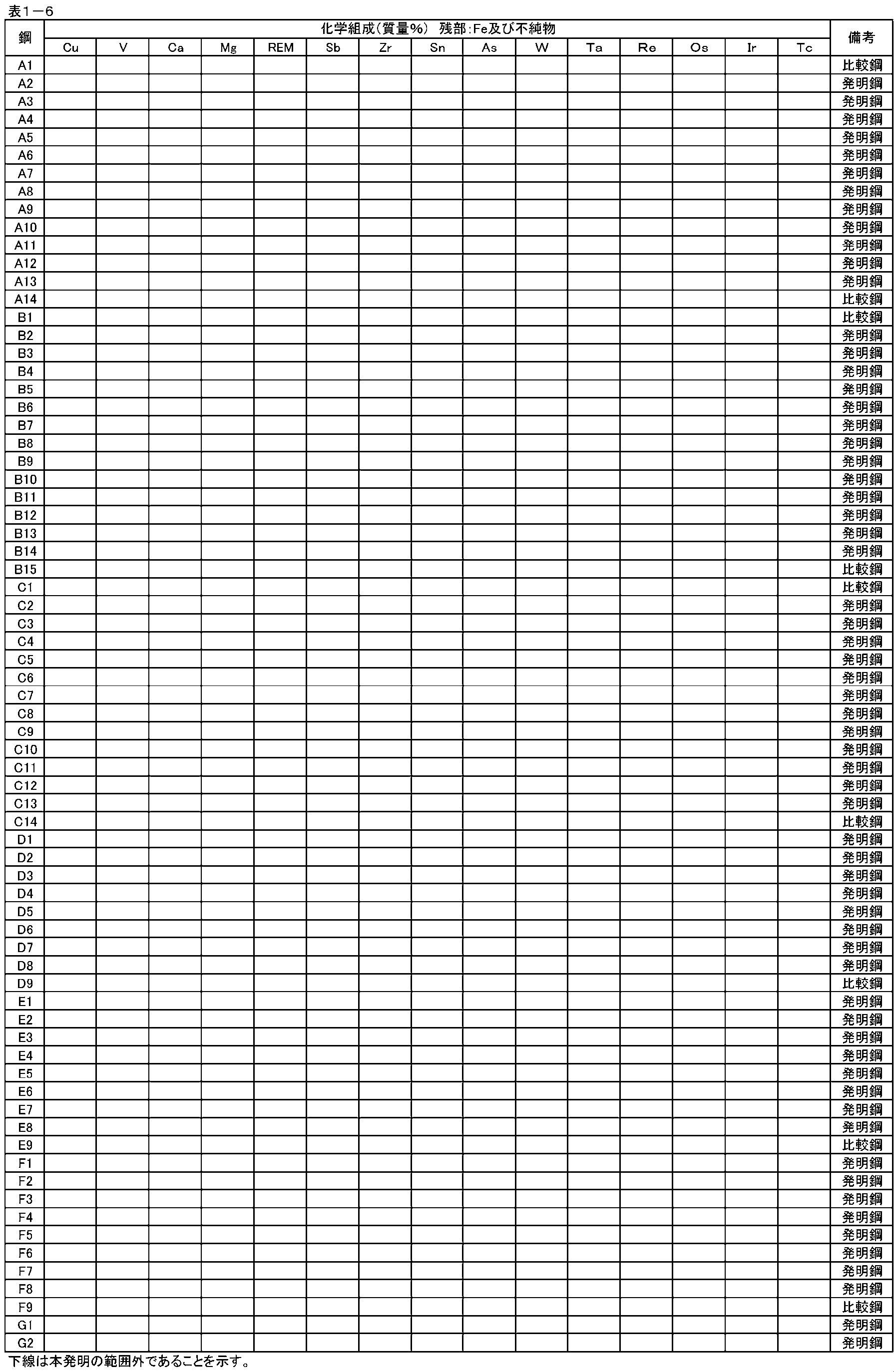
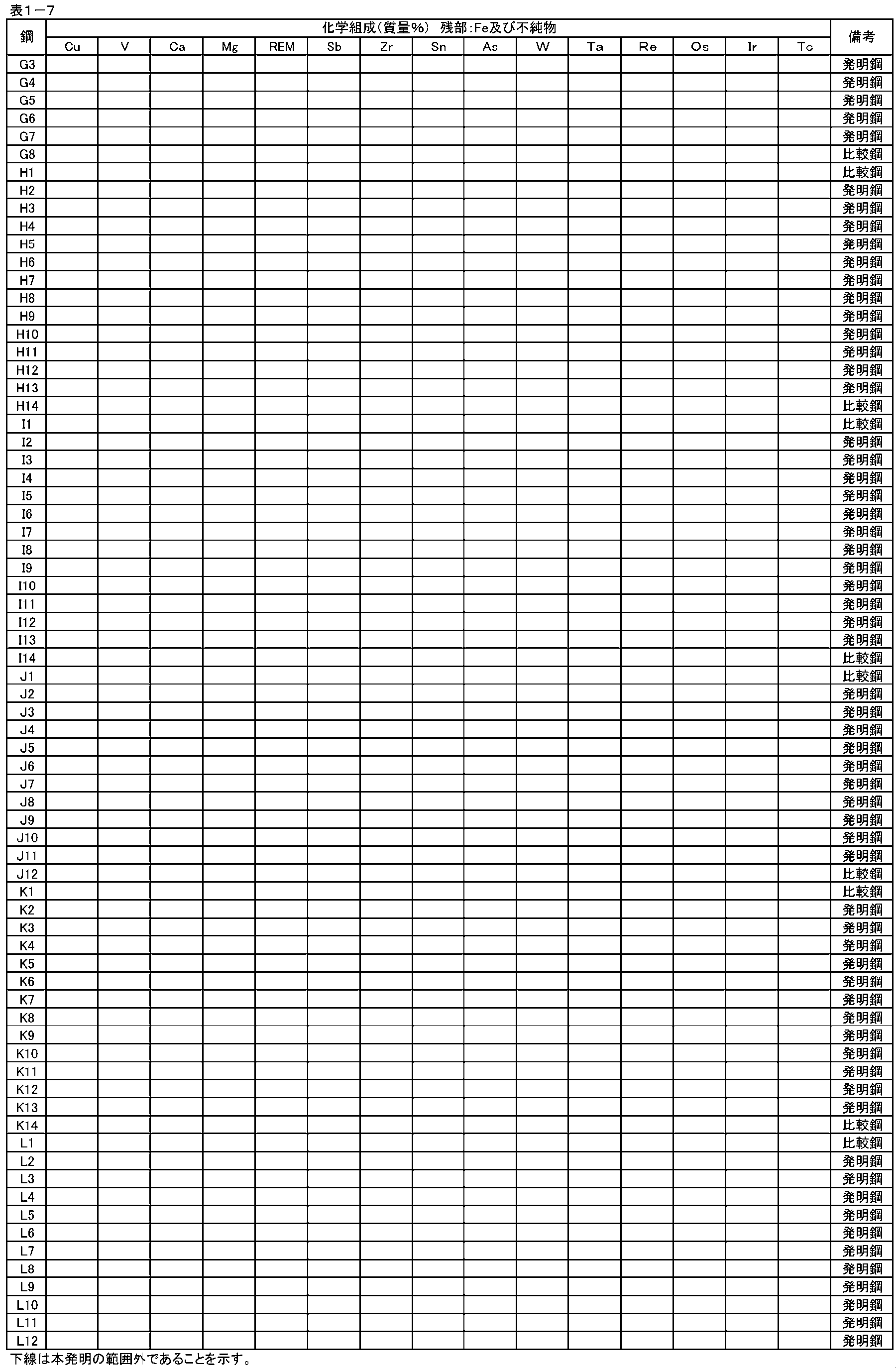


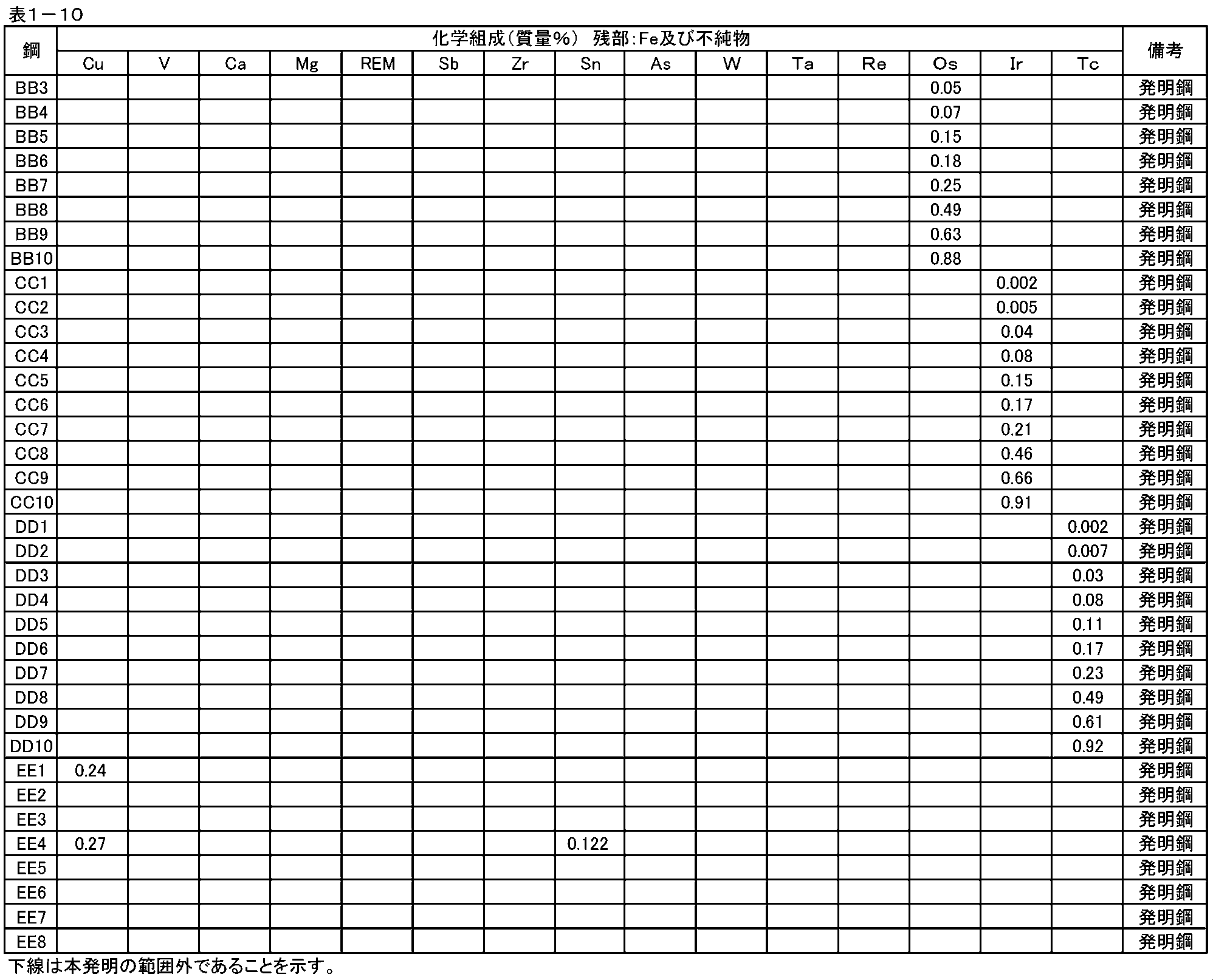



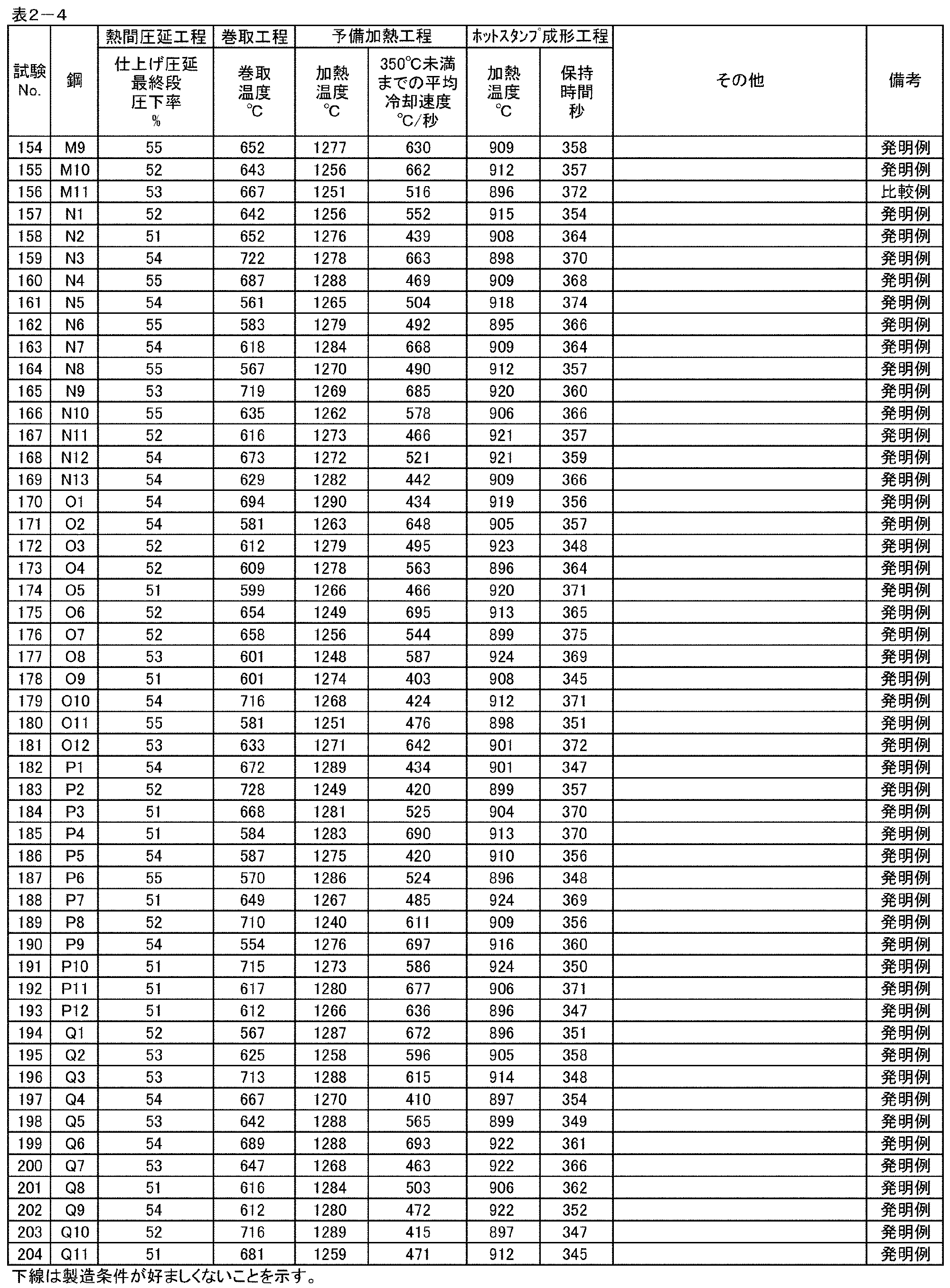
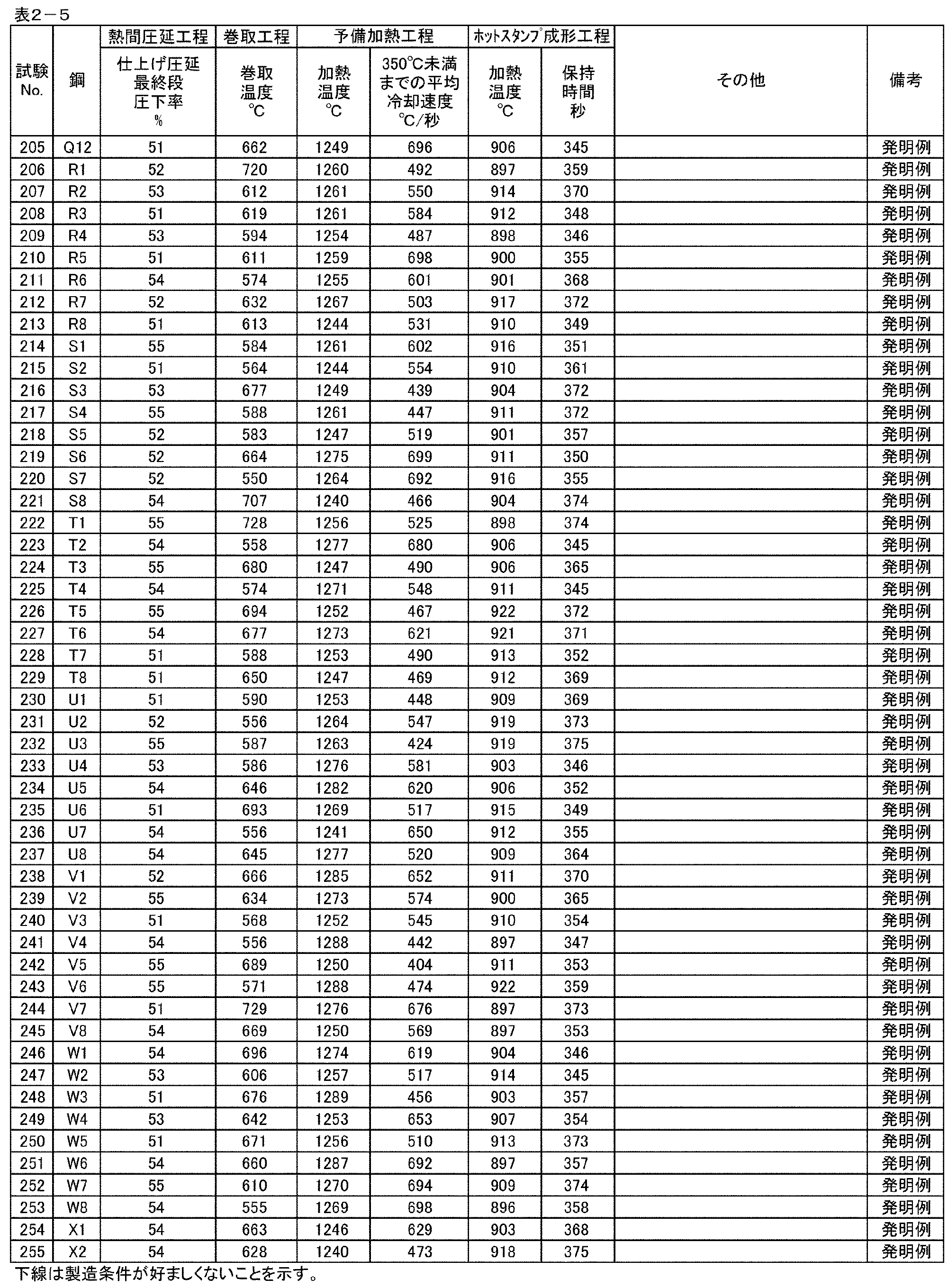
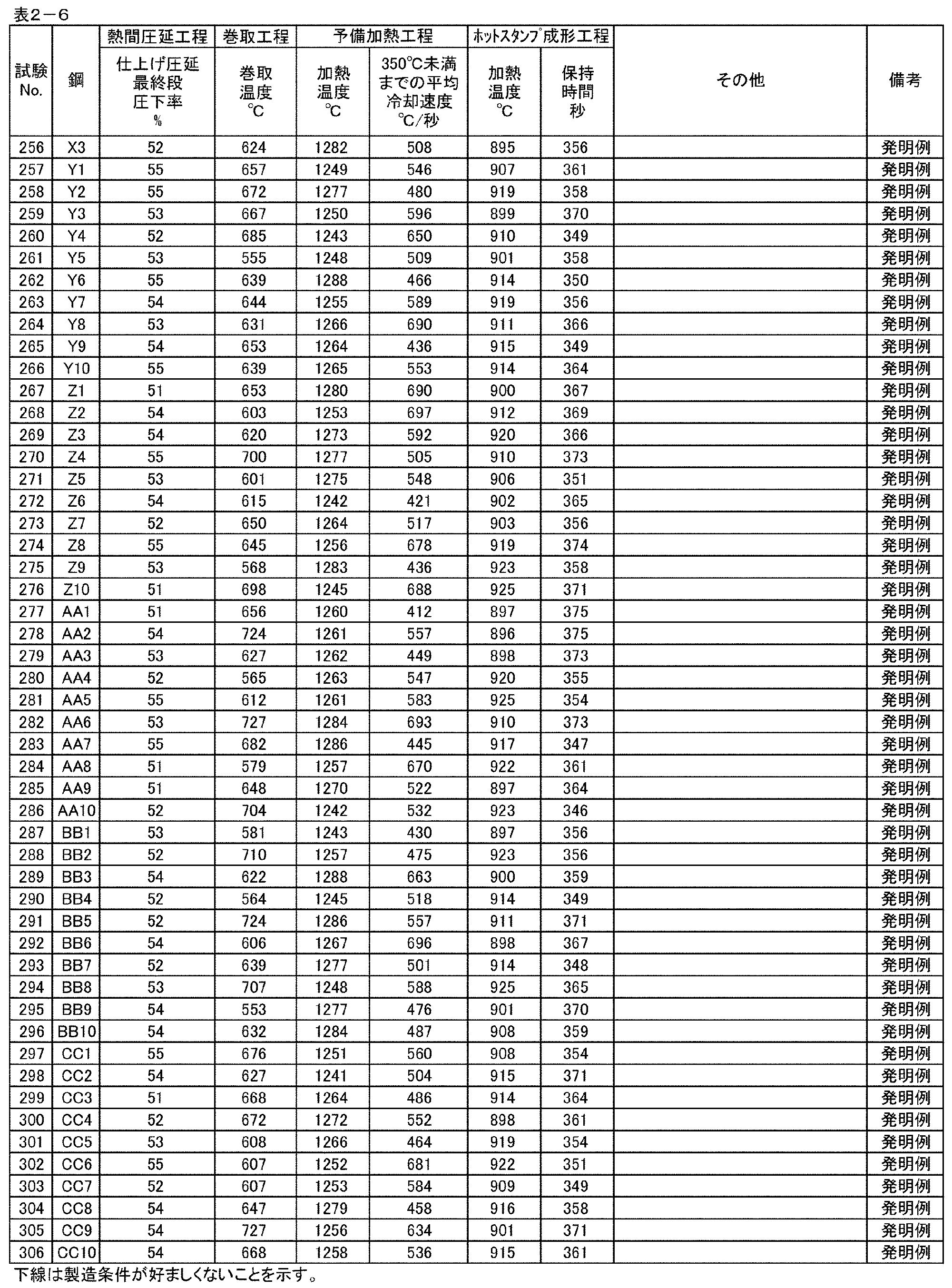

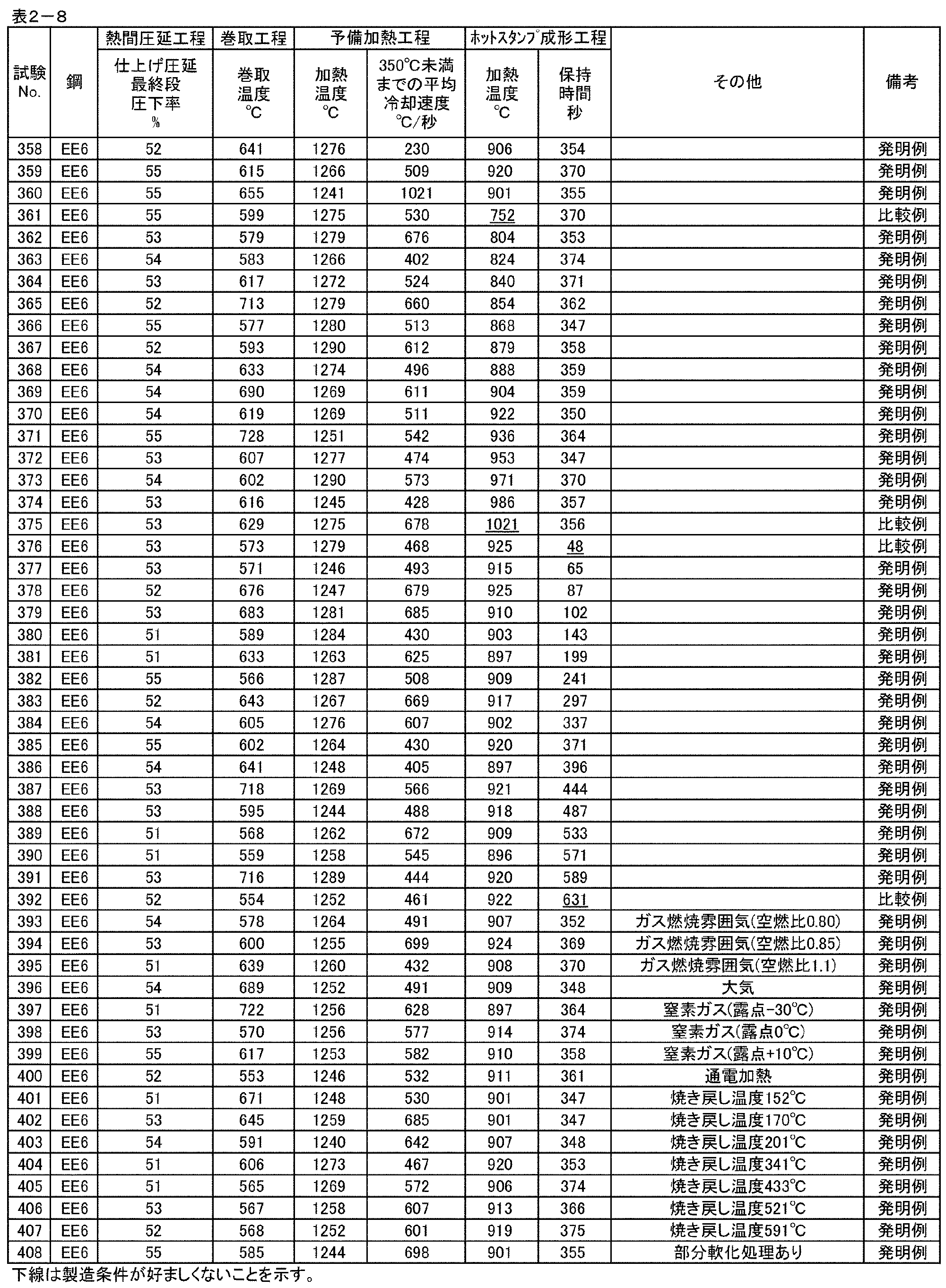
ホットスタンプ成形体の引張強さは、ホットスタンプ成形体の任意の位置からJIS Z 2241:2011に準拠して、5号試験片を作製し、試験片の表裏面の表層部を機械研削によって除去し、引張試験を行うことで得た。なお、クロスヘッド速度は1mm/minとした。引張試験の際に早期破断した場合、すなわち最大応力に到達する前に破断した場合には、ホットスタンプ成形体の引張強さは破断時の応力とした。
耐早期破断特性は、上記方法により得たホットスタンプ成形体の引張強さを、下記方法により得たビッカース硬さに3.3を乗じた値で除した数値(引張強さ/(ビッカース硬さ×3.3))により評価した。この数値が0.80以上である場合を耐早期破断特性に優れるとして合格と判定し、0.80未満である場合を不合格と判定した。ビッカース硬さに3.3を乗じた値は、硬さから推定される引張強さであり、引張強さの実測値が推定引張強さの0.80倍以上であれば、耐早期破断特性に優れると判断することができる。
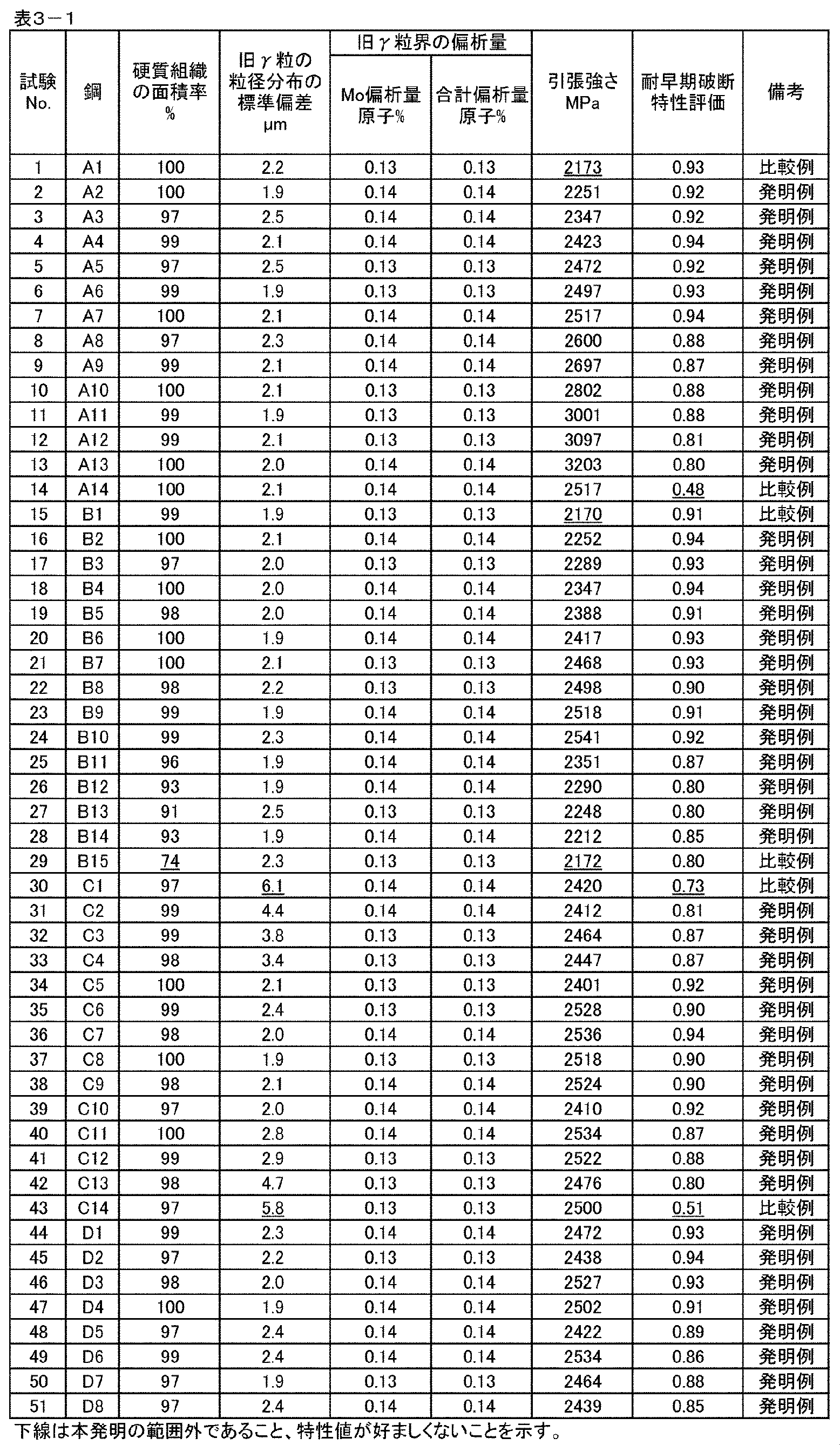
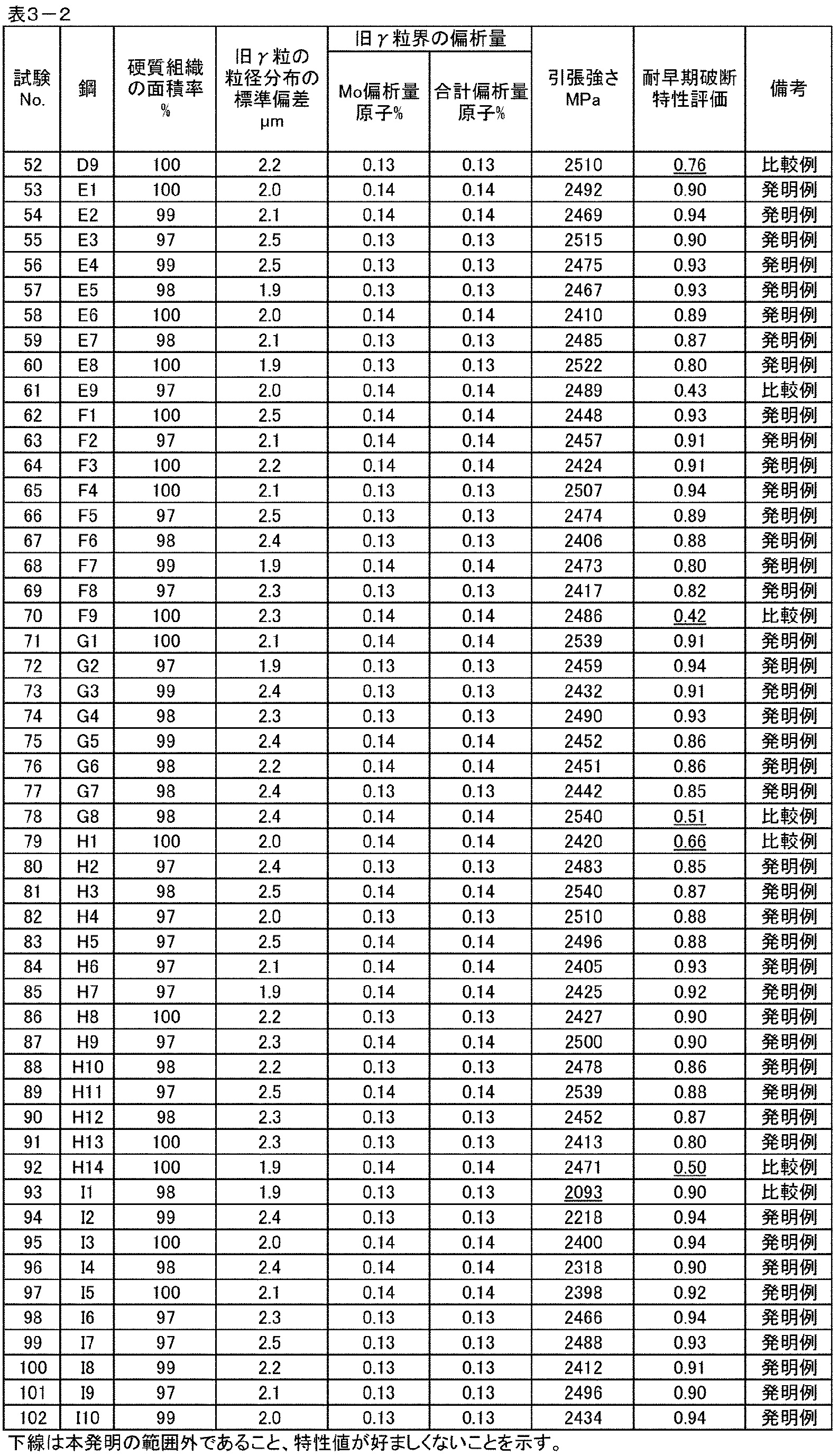

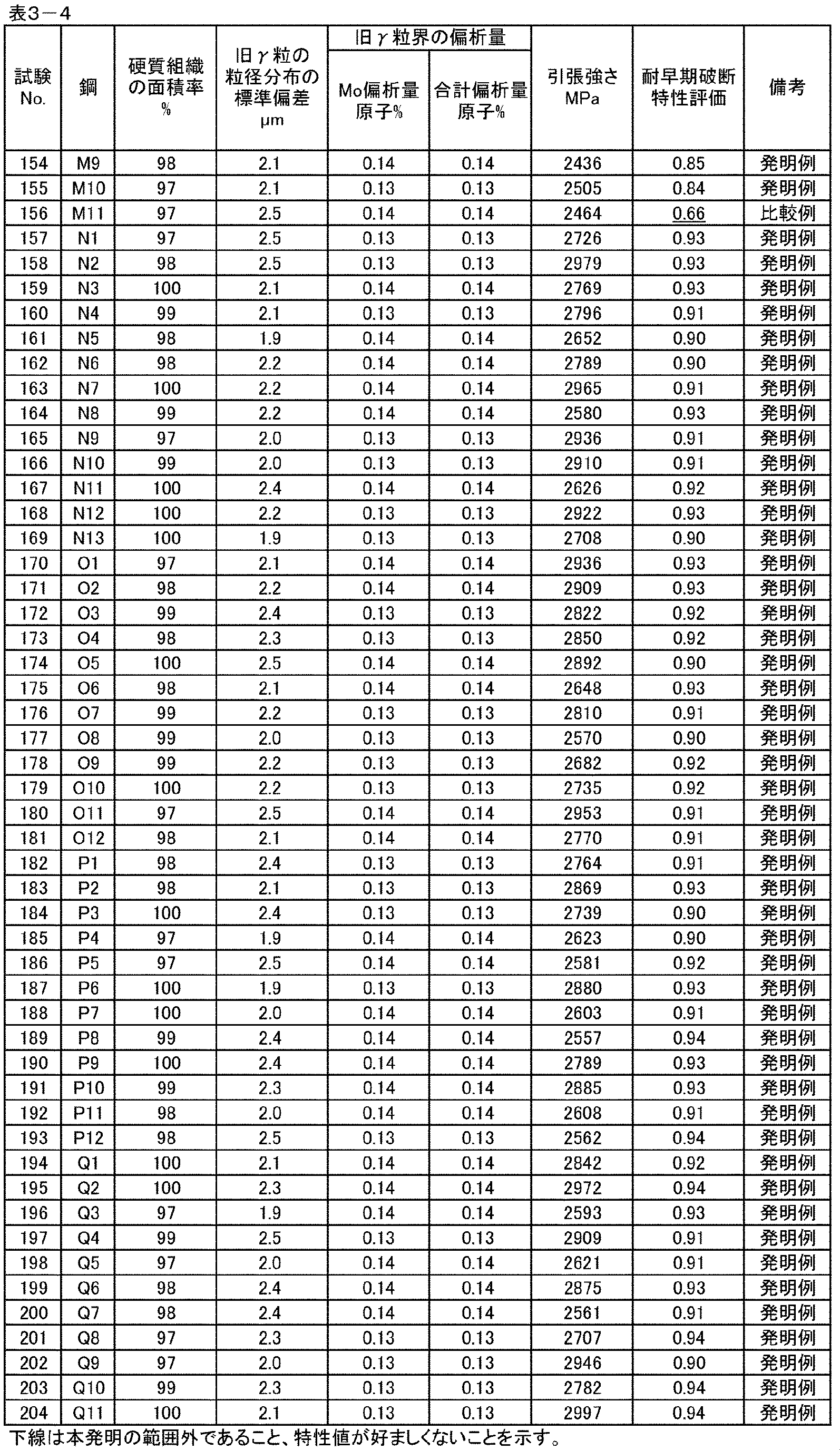

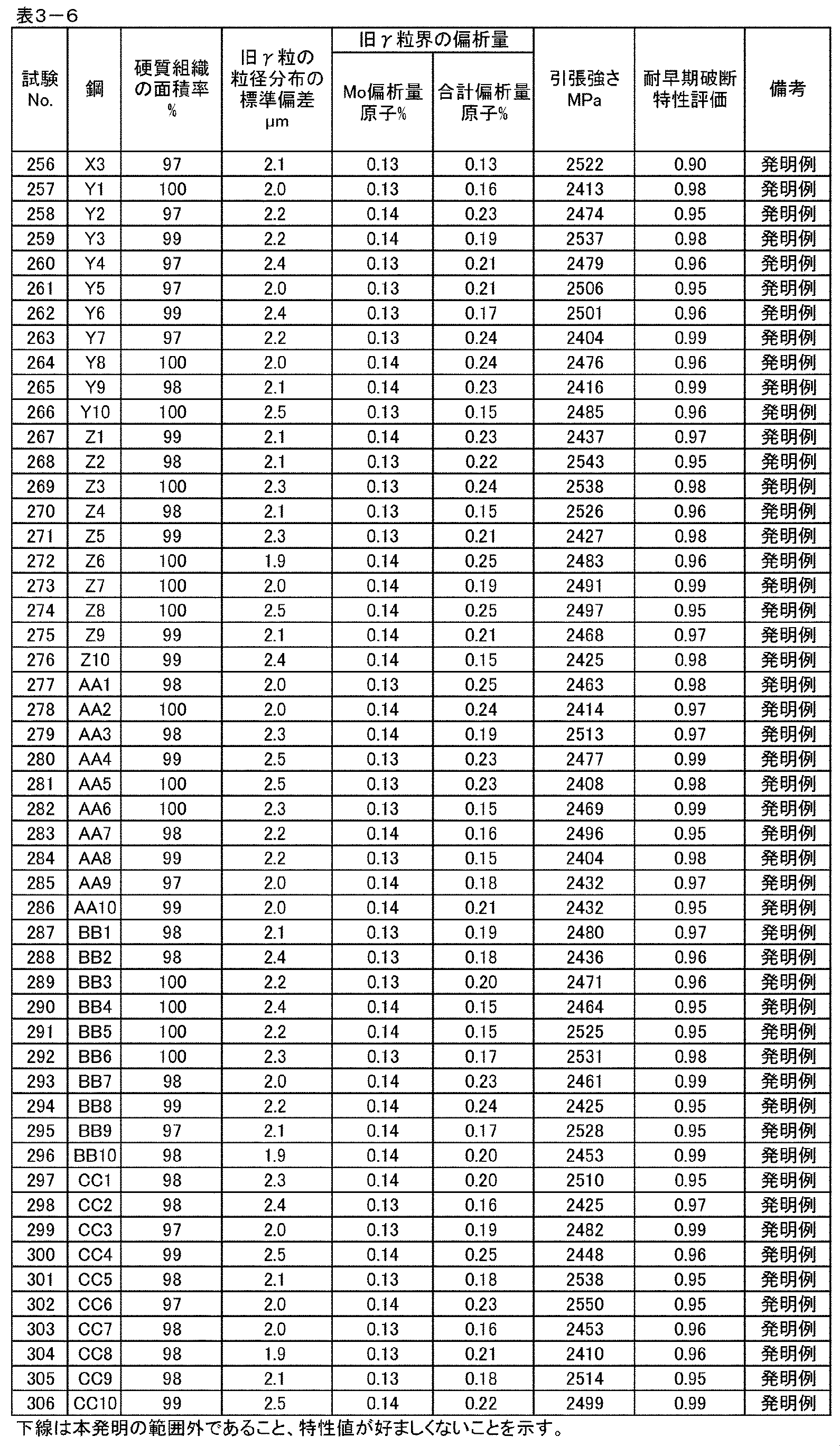

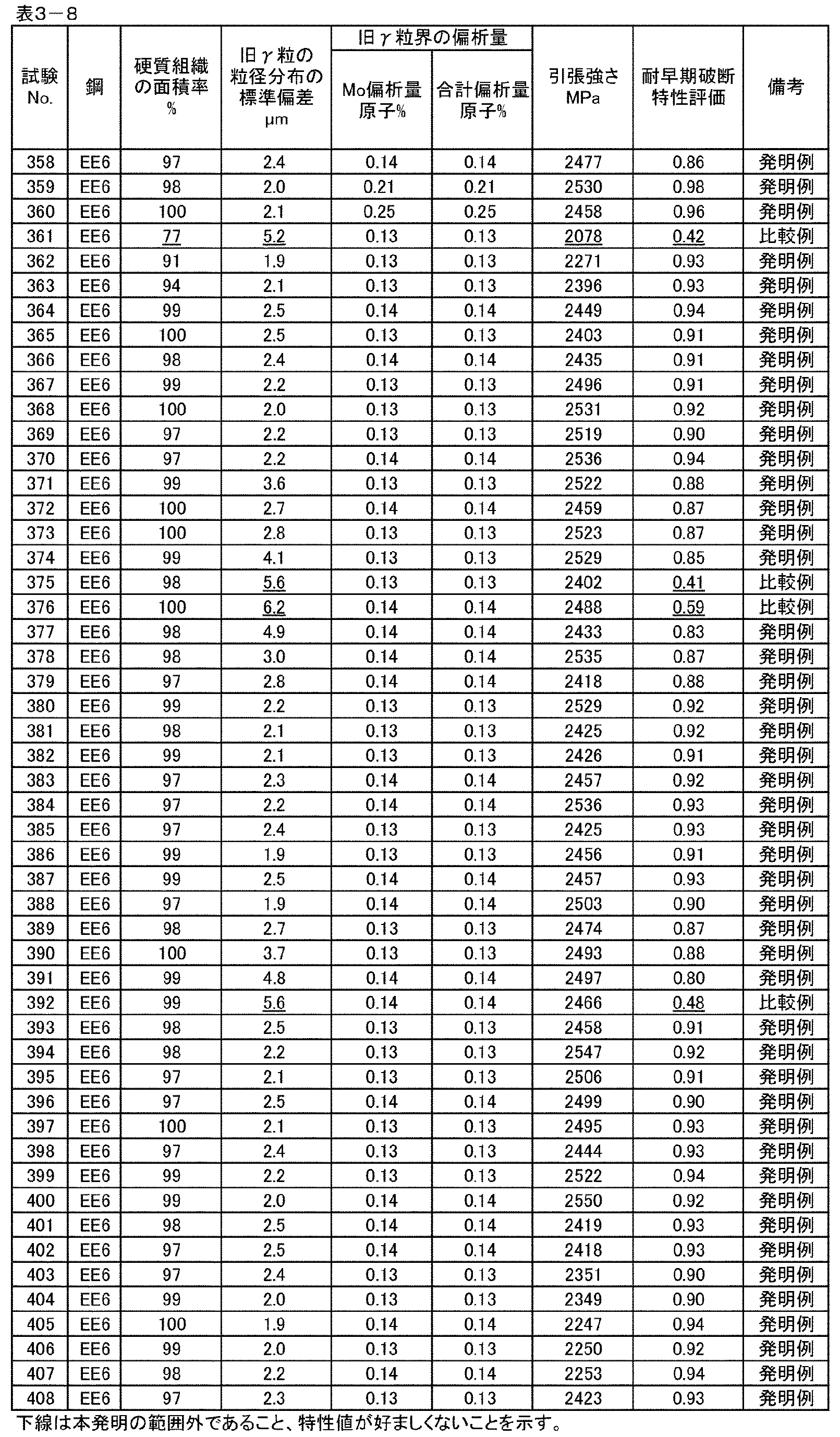
Claims (3)
- 質量%で、
C:0.40~0.70%、
Si:0.010~3.00%、
Mn:0.50~3.00%、
P:0.100%以下、
S:0.0100%以下、
N:0.0200%以下、
O:0.0200%以下、
Al:0.0010~0.500%、
Nb:0.0010~0.100%、
Ti:0.010~0.200%、
Cr:0.010~1.00%、
Mo:0.0010~1.000%、
B:0.0005~0.0200%、
Co:0~4.00%、
Ni:0~3.00%、
Cu:0~3.00%、
V:0~3.00%、
Ca:0~1.000%、
Mg:0~1.000%、
REM:0~1.000%、
Sb:0~1.00%、
Sn:0~1.00%、
Zr:0~1.00%、
As:0~0.100%、
W、Ta、Re、Os、Ir及びTcの少なくとも1種:合計で0~1.00%、並びに
残部:Fe及び不純物からなる化学組成を有し、
面積率で、マルテンサイト、ベイナイト及び焼き戻しマルテンサイトの少なくとも1種:合計で90%以上を含み、
旧オーステナイト粒の粒径分布における標準偏差が5.0μm以下であり、
旧オーステナイト粒界におけるMo、W、Ta、Re、Os、Ir及びTcの少なくとも1種の合計偏析量が0.10原子%以上であるミクロ組織を有する、ホットスタンプ成形体。 - 前記旧オーステナイト粒界におけるMoの偏析量が0.10原子%以上である、請求項1に記載のホットスタンプ成形体。
- 前記合計偏析量が0.15原子%以上である、請求項1又は2に記載のホットスタンプ成形体。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020247031416A KR20240155270A (ko) | 2022-03-31 | 2023-03-02 | 핫 스탬프 성형체 |
| US18/716,021 US20250034686A1 (en) | 2022-03-31 | 2023-03-02 | Hot stamped body |
| JP2024511547A JP7737060B2 (ja) | 2022-03-31 | 2023-03-02 | ホットスタンプ成形体 |
| MX2024011299A MX2024011299A (es) | 2022-03-31 | 2023-03-02 | Cuerpo estampado en caliente. |
| EP23779212.2A EP4502214A4 (en) | 2022-03-31 | 2023-03-02 | ARTICLE FORMED BY HOT STAMPING |
| CN202380016871.XA CN118647741A (zh) | 2022-03-31 | 2023-03-02 | 热冲压成形体 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-060624 | 2022-03-31 | ||
| JP2022060624 | 2022-03-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023189183A1 true WO2023189183A1 (ja) | 2023-10-05 |
Family
ID=88201243
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/007869 Ceased WO2023189183A1 (ja) | 2022-03-31 | 2023-03-02 | ホットスタンプ成形体 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20250034686A1 (ja) |
| EP (1) | EP4502214A4 (ja) |
| JP (1) | JP7737060B2 (ja) |
| KR (1) | KR20240155270A (ja) |
| CN (1) | CN118647741A (ja) |
| MX (1) | MX2024011299A (ja) |
| WO (1) | WO2023189183A1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019186928A1 (ja) * | 2018-03-29 | 2019-10-03 | 日本製鉄株式会社 | ホットスタンプ成形体 |
| WO2020189767A1 (ja) * | 2019-03-20 | 2020-09-24 | 日本製鉄株式会社 | ホットスタンプ成形体 |
| JP2021181616A (ja) * | 2020-05-15 | 2021-11-25 | Jfeスチール株式会社 | 熱間プレス部材およびその製造方法 |
| WO2022239731A1 (ja) * | 2021-05-13 | 2022-11-17 | 日本製鉄株式会社 | ホットスタンプ用鋼板およびホットスタンプ成形体 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019003449A1 (ja) * | 2017-06-30 | 2019-01-03 | Jfeスチール株式会社 | 熱間プレス部材およびその製造方法ならびに熱間プレス用冷延鋼板 |
-
2023
- 2023-03-02 CN CN202380016871.XA patent/CN118647741A/zh active Pending
- 2023-03-02 JP JP2024511547A patent/JP7737060B2/ja active Active
- 2023-03-02 WO PCT/JP2023/007869 patent/WO2023189183A1/ja not_active Ceased
- 2023-03-02 KR KR1020247031416A patent/KR20240155270A/ko active Pending
- 2023-03-02 MX MX2024011299A patent/MX2024011299A/es unknown
- 2023-03-02 EP EP23779212.2A patent/EP4502214A4/en active Pending
- 2023-03-02 US US18/716,021 patent/US20250034686A1/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019186928A1 (ja) * | 2018-03-29 | 2019-10-03 | 日本製鉄株式会社 | ホットスタンプ成形体 |
| WO2020189767A1 (ja) * | 2019-03-20 | 2020-09-24 | 日本製鉄株式会社 | ホットスタンプ成形体 |
| JP2021181616A (ja) * | 2020-05-15 | 2021-11-25 | Jfeスチール株式会社 | 熱間プレス部材およびその製造方法 |
| WO2022239731A1 (ja) * | 2021-05-13 | 2022-11-17 | 日本製鉄株式会社 | ホットスタンプ用鋼板およびホットスタンプ成形体 |
Non-Patent Citations (2)
| Title |
|---|
| ACTA MATERIALIA, vol. 58, 2010, pages 6393 - 6403 |
| See also references of EP4502214A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20250034686A1 (en) | 2025-01-30 |
| MX2024011299A (es) | 2024-09-27 |
| CN118647741A (zh) | 2024-09-13 |
| JPWO2023189183A1 (ja) | 2023-10-05 |
| EP4502214A1 (en) | 2025-02-05 |
| JP7737060B2 (ja) | 2025-09-10 |
| KR20240155270A (ko) | 2024-10-28 |
| EP4502214A4 (en) | 2025-10-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102643398B1 (ko) | 핫 스탬프 성형체 | |
| CN115003841B (zh) | 钢板、部件及它们的制造方法 | |
| WO2020203979A1 (ja) | 被覆鋼部材、被覆鋼板およびそれらの製造方法 | |
| JP7787431B2 (ja) | ホットスタンプ用鋼板およびホットスタンプ成形体 | |
| JP7553837B2 (ja) | ホットスタンプ用鋼板及びその製造方法、並びに、ホットスタンプ部材及びその製造方法 | |
| JP7549277B2 (ja) | ホットスタンプ用鋼板およびホットスタンプ成形体 | |
| WO2023190867A1 (ja) | 鋼部材及び鋼板 | |
| KR20250028466A (ko) | 강판 | |
| WO2023095920A1 (ja) | 鋼部材及び鋼板 | |
| CN115003835A (zh) | 热轧钢板 | |
| CN114945690B (zh) | 钢板及其制造方法 | |
| WO2023002910A1 (ja) | 冷延鋼板及びその製造方法 | |
| JP7817621B2 (ja) | ホットスタンプ用鋼板及びホットスタンプ成形体 | |
| CN114829651A (zh) | 热压成形体 | |
| KR102930683B1 (ko) | 핫 스탬프 성형체 | |
| WO2023199776A1 (ja) | ホットスタンプ成形体 | |
| WO2023132344A1 (ja) | 鋼板およびその製造方法 | |
| WO2023095870A1 (ja) | 亜鉛めっき鋼板 | |
| JP7737060B2 (ja) | ホットスタンプ成形体 | |
| JP7737059B2 (ja) | ホットスタンプ成形体 | |
| JP7708344B1 (ja) | 亜鉛めっき鋼板および部材、ならびに、それらの製造方法 | |
| JP7127735B2 (ja) | ホットスタンプ成形品およびその製造方法 | |
| CN120712372A (zh) | 钢构件和钢板 | |
| WO2024195680A1 (ja) | 鋼板 | |
| CN120787268A (zh) | 钢构件和钢板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23779212 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2024511547 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202417042965 Country of ref document: IN Ref document number: 18716021 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380016871.X Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2401005212 Country of ref document: TH |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2024/011299 Country of ref document: MX |
|
| ENP | Entry into the national phase |
Ref document number: 20247031416 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020247031416 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023779212 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2023779212 Country of ref document: EP Effective date: 20241031 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |