WO2023234337A1 - ホットスタンプ成形体 - Google Patents
ホットスタンプ成形体 Download PDFInfo
- Publication number
- WO2023234337A1 WO2023234337A1 PCT/JP2023/020238 JP2023020238W WO2023234337A1 WO 2023234337 A1 WO2023234337 A1 WO 2023234337A1 JP 2023020238 W JP2023020238 W JP 2023020238W WO 2023234337 A1 WO2023234337 A1 WO 2023234337A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- hot
- content
- stamped
- molded product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/19—Hardening; Quenching with or without subsequent tempering by interrupted quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/30—Ferrous alloys, e.g. steel alloys containing chromium with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/52—Ferrous alloys, e.g. steel alloys containing chromium with nickel with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the present invention relates to a hot stamp molded article.
- This application claims priority based on Japanese Patent Application No. 2022-090847 filed in Japan on June 3, 2022, the contents of which are incorporated herein.
- Hot stamping technology is progressing, in which press forming is performed after heating the steel plate to a high temperature in the austenite region where the steel plate becomes soft.
- Hot stamping is attracting attention as a technology that achieves both moldability into automobile parts and strength of automobile parts by performing quenching treatment in a mold at the same time as press working.
- Patent Document 1 discloses a quench-hardenable steel that has excellent cold formability properties and can be reheated and quench-hardened to obtain a steel with excellent impact strength and hardness. There is.
- Patent Document 1 does not consider bendability.
- the present invention has been made in view of the above problems, and an object of the present invention is to provide a hot stamp molded product having high strength and excellent bendability.
- the hot stamp molded article according to one embodiment of the present invention has a chemical composition in mass %, C: 0.40-0.70%, Si: 0.010-3.000%, Mn: 0.10% or more, less than 0.60%, P: 0.100% or less, S: 0.0100% or less, N: 0.0100% or less, O: 0.0200% or less, Al: 0.0010-0.5000%, Nb: 0.0010-0.1000%, Ti: 0.010 to 0.100%, Cr: 0.010-1.000%, Mo: 0.050-1.000%, B: 0.0005-0.0100%, Co: 0-3.00%, Ni: 0-3.00%, Cu: 0-3.00%, V: 0 to 3.00%, W: 0-3.00%, Ca: 0-0.1000%, Mg: 0 to 1.0000%, REM: 0-1.0000%, Sb: 0 to 1.000%, Sn: 0-1.000%, Zr: 0 to 1.000%
- the hot-stamped molded article according to (1) above has the chemical composition in mass %, Co: 0.01 to 3.00%, Ni: 0.01 to 3.00%, Cu: 0.01-3.00%, V: 0.01 to 3.00%, W: 0.01-3.00%, Ca: 0.0001-0.1000%, Mg: 0.0001 to 1.0000%, REM: 0.0001-1.0000%, Sb: 0.001 to 1.000%, Sn: 0.001 to 1.000%, Zr: 0.001 to 1.000%, and As: 0.001 to 0.100% It may contain one or more selected from the group consisting of:
- the present inventors have attempted to control the texture of prior austenite and the average value of the block grain sizes of martensite, tempered martensite, and bainite at a position of 1/4 of the plate thickness from the surface of the hot-stamped compact. It was discovered that the bendability of hot-stamped products could be improved. In particular, the present inventors found that the hot-stamped body does not have a texture such as martensite, tempered martensite, or bainite, which is the metallographic structure of the hot-stamped body, but before the transformation into martensite, bainite, etc. It has been discovered that the bendability of hot-stamped products can be improved by controlling the texture of prior austenite (in the high-temperature austenite state) within a specific range.
- the present inventors have found that it is particularly effective to strictly control the finish rolling conditions during hot rolling in order to obtain a hot-stamped molded product having the above characteristics.
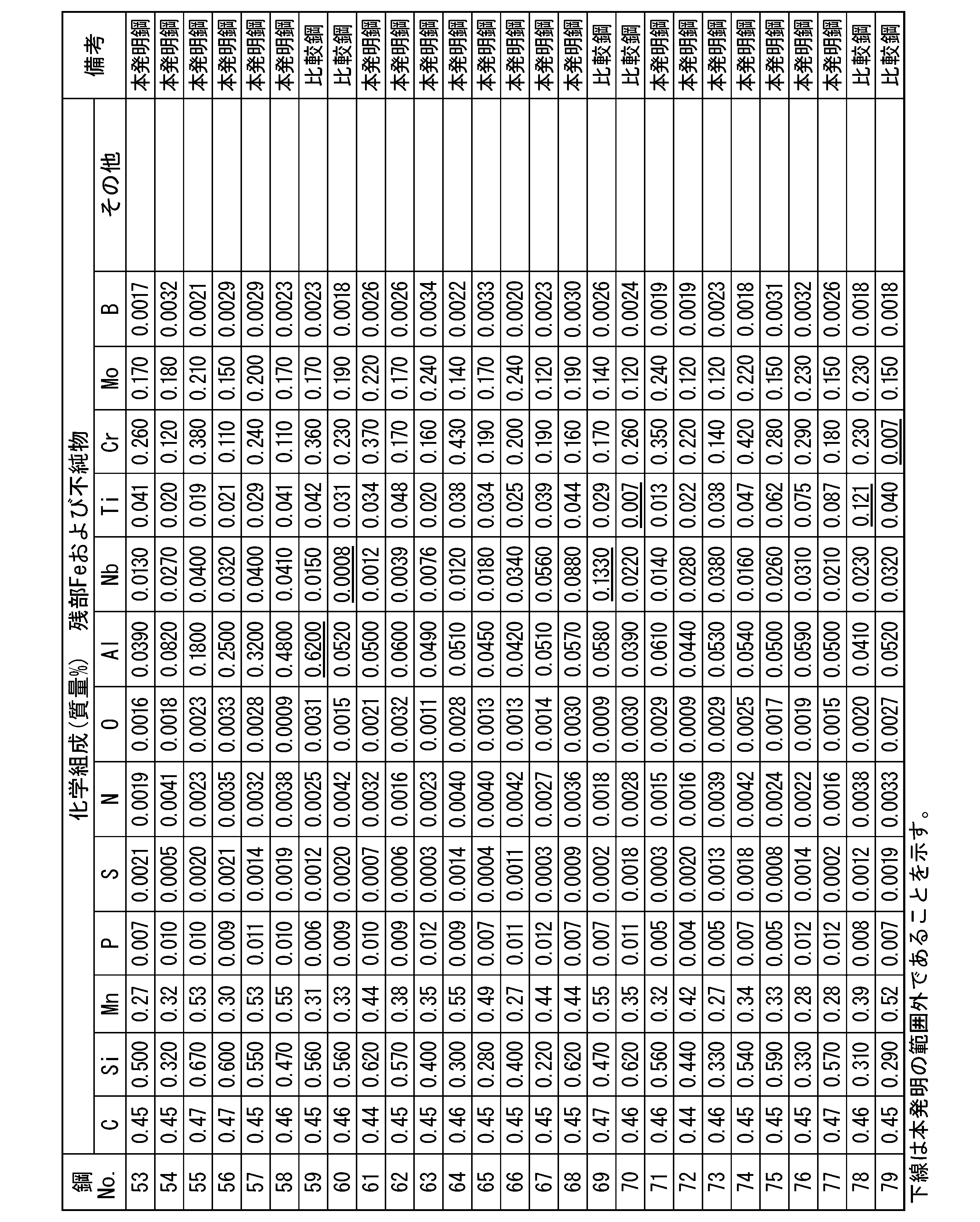
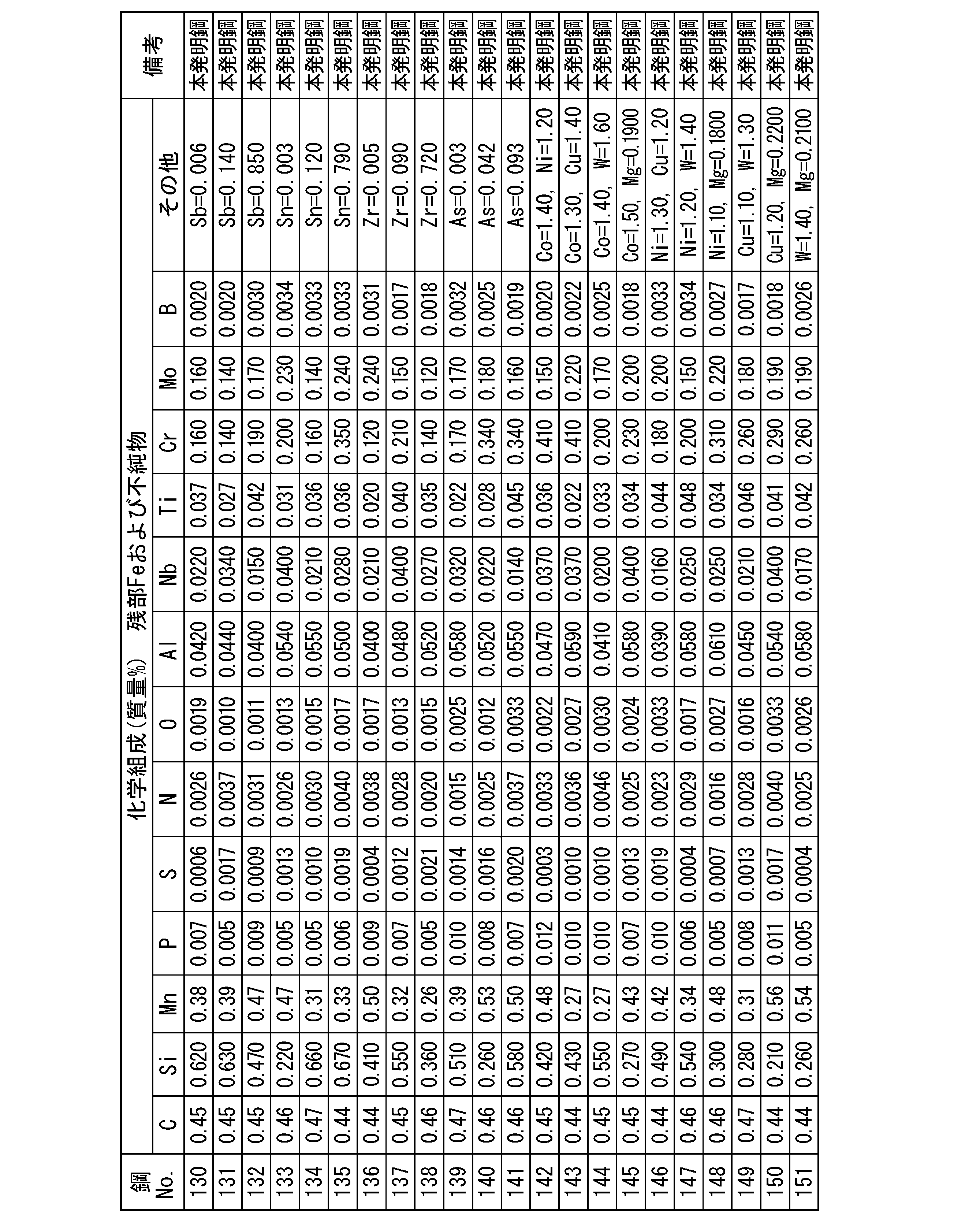
- the hot-stamped molded article according to the present embodiment has a chemical composition, in mass %, of C: 0.40 to 0.70%, Si: 0.010 to 3.000%, Mn: 0.10% or more, 0. Less than .60%, P: 0.100% or less, S: 0.0100% or less, N: 0.0100% or less, O: 0.0200% or less, Al: 0.0010 to 0.5000%, Nb: 0.0010-0.1000%, Ti: 0.010-0.100%, Cr: 0.010-1.000%, Mo: 0.050-1.000%, B: 0.0005-0. 0100%, and the balance: Contains Fe and impurities. Each element will be explained below.
- C 0.40-0.70%
- C is an element that improves the strength of the hot stamp molded product. If the C content is less than 0.40%, the desired strength cannot be obtained in the hot-stamped molded product. Therefore, the C content is set to 0.40% or more. The C content is preferably more than 0.40%, 0.42% or more, or 0.44% or more. On the other hand, if the C content exceeds 0.70%, the strength becomes too high and the bendability of the hot stamped product deteriorates. Therefore, the C content is set to 0.70% or less. Preferably, the C content is 0.65% or less or 0.60% or less.
- Si 0.010-3.000% Si is an element that improves the strength of the hot stamp molded product through solid solution strengthening. If the Si content is less than 0.010%, the desired strength cannot be obtained in the hot-stamped molded product. Therefore, the Si content is set to 0.010% or more. The Si content is preferably 0.100% or more, 0.300% or more, or 0.500% or more. On the other hand, if the Si content exceeds 3.000%, the amount of ferrite increases, making it impossible to obtain the desired strength in the hot-stamped molded product. Therefore, the Si content is set to 3.000% or less. The Si content is preferably 2.000% or less, 1.000% or less, or 0.800% or less.
- Mn 0.10% or more, less than 0.60%
- Mn is an element that improves the hardenability of steel and increases the strength of hot stamped compacts. If the Mn content is less than 0.10%, the desired strength cannot be obtained in the hot-stamped molded product. Therefore, the Mn content is set to 0.10% or more. The Mn content is preferably 0.20% or more or 0.35% or more. On the other hand, if the Mn content is 0.60% or more, a desired texture cannot be obtained in prior austenite. Therefore, the Mn content is made less than 0.60%. Preferably, the Mn content is 0.55% or less or 0.50% or less.
- P 0.100% or less P reduces grain boundary strength by segregating at grain boundaries. This deteriorates the bendability of the hot stamp molded product. If the P content exceeds 0.100%, the bendability of the hot-stamped product will be significantly deteriorated. Therefore, the P content is set to 0.100% or less.
- the P content is preferably 0.050% or less or 0.010% or less.
- the P content may be 0%. However, reducing the P content to less than 0.0001% significantly increases the cost of removing P, which is economically unfavorable. Therefore, the P content may be set to 0.0001% or more.
- S 0.0100% or less S forms inclusions in steel. If the S content exceeds 0.0100%, the bendability of the hot-stamped molded product will be significantly deteriorated. Therefore, the S content is set to 0.0100% or less.
- the S content is preferably 0.0080% or less, 0.0050% or less, or 0.0030% or less.
- the S content may be 0%. However, if the S content is reduced to less than 0.0001%, the cost for removing S will increase significantly, which is economically unfavorable. Therefore, the S content may be set to 0.0001% or more.
- N 0.0100% or less N forms nitrides in steel. If the N content exceeds 0.0100%, the bendability of the hot-stamped molded product will be significantly deteriorated. Therefore, the N content is set to 0.0100% or less.
- the N content is preferably 0.0080% or less, 0.0060% or less, or 0.0040% or less.
- the N content may be 0%. However, reducing the N content to less than 0.0001% significantly increases the cost of removing N, which is economically unfavorable. Therefore, the N content may be set to 0.0001% or more.
- O 0.0200% or less
- O content is set to 0.0200% or less.
- the O content is preferably 0.0100% or less, 0.0070% or less, 0.0040% or less, or 0.0030% or less.
- the O content may be 0%.
- the O content may be set to 0.0005% or more.
- Al 0.0010-0.5000%
- Al is an element that has the effect of deoxidizing molten steel and making the steel sound (suppressing the occurrence of defects such as blowholes in the steel).
- the Al content is set to 0.0010% or more.
- the Al content is preferably 0.0050% or more, 0.0100% or more, or 0.0300% or more.
- the Al content is set to 0.5000% or less.
- the Al content is preferably 0.4000% or less, 0.3000% or less, 0.2000% or less, or 0.1000% or less.
- Nb 0.0010-0.1000%
- Nb is an element that forms carbonitrides in steel and improves the strength of hot stamped products through precipitation strengthening. If the Nb content is less than 0.0010%, the desired strength cannot be obtained in the hot stamp molded product. Therefore, the Nb content is set to 0.0010% or more.
- the Nb content is preferably 0.0050% or more, 0.0100% or more, or 0.0200% or more.
- the Nb content exceeds 0.1000%, a large amount of carbonitrides will be generated in the steel, resulting in deterioration of the bendability of the hot stamped product. Therefore, the Nb content is set to 0.1000% or less.
- the Nb content is preferably 0.0800% or less or 0.0600% or less.
- Ti 0.010-0.100%
- Ti is an element that forms carbonitrides in steel and improves the strength of hot stamped products through precipitation strengthening. If the Ti content is less than 0.010%, the desired strength cannot be obtained in the hot stamp molded product. Therefore, the Ti content is set to 0.010% or more. The Ti content is preferably 0.020% or more or 0.025% or more. On the other hand, if the Ti content exceeds 0.100%, a large amount of coarse carbonitrides will be generated in the steel, and the bendability of the hot stamped product will deteriorate. Therefore, the Ti content is set to 0.100% or less. The Ti content is preferably 0.080% or less, 0.060% or less, or 0.050% or less.
- Cr:0.010 ⁇ 1.000% Cr is an element that increases the strength of the hot-stamped molded product by forming a solid solution in the prior austenite grains during heating before hot-stamping. If the Cr content is less than 0.010%, the desired strength cannot be obtained in the hot stamp molded product. Therefore, the Cr content is set to 0.010% or more. The Cr content is preferably 0.100% or more, 0.150% or more, or 0.200% or more. On the other hand, if the Cr content exceeds 1.000%, the desired texture cannot be obtained in prior austenite. Therefore, the Cr content is set to 1.000% or less. The Cr content is preferably 0.700% or less, 0.500% or less, or 0.400% or less.
- Mo 0.050-1.000%
- Mo is an element that increases the strength of the hot-stamped molded product by forming a solid solution in the prior austenite grains during heating before hot-stamping. If the Mo content is less than 0.050%, desired strength cannot be obtained in the hot-stamped molded product. Therefore, the Mo content is set to 0.050% or more. Mo content is preferably 0.100% or more or 0.150% or more. On the other hand, if the Mo content exceeds 1.000%, a desired texture cannot be obtained in prior austenite. Therefore, the Mo content is set to 1.000% or less. Mo content is preferably 0.800% or less, 0.600% or less, or 0.400% or less.
- B 0.0005-0.0100%
- B is an element that improves the hardenability of steel. If the B content is less than 0.0005%, the desired strength cannot be obtained in the hot stamp molded product. Therefore, the B content is set to 0.0005% or more.
- the B content is preferably 0.0020% or more or 0.0030% or more.
- the B content exceeds 0.0100%, coarse intermetallic compounds will be formed in the hot stamped body. This deteriorates the bendability of the hot stamp molded product. Therefore, the B content is set to 0.0100% or less.
- the B content is preferably 0.0080% or less, 0.0060% or less, or 0.0040% or less.
- the chemical composition of the hot-stamped molded body may contain the following elements as optional elements in place of a part of Fe. When the following arbitrary elements are not included, the content is 0%.
- Co is an element that improves the strength of the hot stamp molded product through solid solution strengthening.
- the Co content is preferably 0.01% or more, more preferably 0.05% or more.
- the Co content is set to 3.00% or less. If necessary, the Co content may be limited to 2.00% or less, 1.50% or less, 1.00% or less, or 0.50% or less.
- Ni 0.01-3.00%
- Ni has the effect of increasing the strength of the hot-stamped molded product by solidly dissolving in the prior austenite grains during heating before hot-stamping.
- the Ni content is preferably 0.01% or more.
- the Ni content is set to 3.00% or less. If necessary, the Ni content may be limited to 2.00% or less, 1.50% or less, 1.00% or less, or 0.50% or less.
- Cu 0.01 ⁇ 3.00%
- Cu has the effect of increasing the strength of the hot-stamped molded product by solidly dissolving in the prior austenite grains during heating before hot-stamping.
- the Cu content is preferably 0.01% or more, more preferably 0.05% or more.
- the Cu content is set to 3.00% or less. If necessary, the Cu content may be limited to 2.00% or less, 1.50% or less, 1.00% or less, or 0.50% or less
- V has the effect of forming carbonitrides in the steel and improving the strength of the hot stamped product through precipitation strengthening.
- the V content is preferably 0.01% or more, more preferably 0.05% or more.
- the V content is set to 3.00% or less. If necessary, the V content may be limited to 2.00% or less, 1.50% or less, 1.00% or less, or 0.50% or less
- W 0.01 ⁇ 3.00% W has the effect of improving the strength of the hot stamp molded product.
- the W content is preferably 0.01% or more, more preferably 0.05% or more.
- the W content is set to 3.00% or less. If necessary, the W content may be limited to 2.00% or less, 1.50% or less, 1.00% or less, or 0.50% or less
- Ca is an element that suppresses the formation of oxides that become the starting point of fracture, and contributes to improving the bendability of the hot-stamped molded product.
- the Ca content is preferably 0.0001% or more, more preferably 0.0010% or more.
- the Ca content is set to 0.1000% or less. If necessary, the Ca content may be limited to 0.0500% or less, 0.0200% or less, 0.0100% or less, or 0.0060% or less.
- Mg 0.0001-1.0000% Mg forms oxides and sulfides in molten steel, suppresses the formation of coarse MnS, and disperses many fine oxides, thereby refining the metal structure. This contributes to improving the bendability of the hot stamp molded product.
- the Mg content is preferably 0.0001% or more, more preferably 0.0010% or more.
- the Mg content is set to 1.0000% or less. If necessary, the Mg content may be limited to 0.0500% or less, 0.0200% or less, 0.0100% or less, or 0.0060% or less.
- REM 0.0001-1.0000% REM suppresses the formation of coarse oxides. This contributes to improving the bendability of the hot stamp molded product.
- the REM content is preferably 0.0001% or more, more preferably 0.0010% or more.
- the REM content is set to 1.0000% or less. If necessary, the REM content may be limited to 0.0500% or less, 0.0200% or less, 0.0100% or less, or 0.0060% or less.
- REM refers to Sc, It refers to a total of 17 elements consisting of Y and lanthanoids, and the content of REM refers to the total content of these elements.
- Sb 0.001-1.000% Sb suppresses the formation of coarse oxides. This contributes to improving the bendability of the hot stamp molded product. To ensure this effect, the Sb content is preferably 0.001% or more. On the other hand, since the above effect is saturated even if it is contained in a large amount, the Sb content is set to 1.000% or less. If necessary, the Sb content may be limited to 0.500% or less, 0.200% or less, 0.100% or less, or 0.050% or less.
- Sn 0.001-1.000% Sn suppresses the formation of coarse oxides. This contributes to improving the bendability of the hot stamp molded product. To ensure this effect, the Sn content is preferably 0.001% or more. On the other hand, since the above effect is saturated even if it is contained in a large amount, the Sn content is set to 1.000% or less. If necessary, the Sn content may be limited to 0.500% or less, 0.200% or less, 0.100% or less, or 0.050% or less.
- Zr 0.001-1.000% Zr suppresses the formation of coarse oxides. This contributes to improving the bendability of the hot stamp molded product. To ensure this effect, the Zr content is preferably 0.001% or more. On the other hand, since the above effect is saturated even if it is contained in a large amount, the Zr content is set to 1.000% or less. If necessary, the Zr content may be limited to 0.500% or less, 0.200% or less, 0.100% or less, or 0.050% or less.
- the As content is preferably 0.001% or more.
- the As content is set to 0.100% or less. If necessary, the As content may be limited to 0.500% or less, 0.200% or less, 0.100% or less, or 0.050% or less.
- the remainder of the chemical composition of the hot-stamped molded body may be Fe and impurities.
- impurities include elements that are unavoidably mixed in from steel raw materials or scraps and/or during the steel manufacturing process and are allowed within a range that does not impede the properties of the hot-stamped molded product according to the present embodiment.
- the chemical composition of the hot-stamped molded article described above may be measured by a general analytical method. For example, it may be measured using ICP-AES (Inductively Coupled Plasma-Atomic Emission Spectrometry). Note that C and S may be measured using a combustion-infrared absorption method, N using an inert gas melting-thermal conductivity method, and O using an inert gas melting-non-dispersive infrared absorption method. When a plating layer, a paint film, etc. are provided on the surface of the hot stamp molded article, the chemical composition may be analyzed after removing the plating layer, paint film, etc. by mechanical grinding.
- ICP-AES Inductively Coupled Plasma-Atomic Emission Spectrometry
- the maximum value of the polar density of the orientation group expressed in degrees is 3.0 or more, and the average value of the block grain sizes of martensite, tempered martensite, and bainite is 1.20 ⁇ m or less.
- the metal structure is defined at a position of 1/4 of the plate thickness from the surface of the hot-stamped compact (an area from 1/8 depth of the plate thickness from the surface to 3/8 depth of the plate thickness from the surface). .
- the reason is that the metal structure at this position shows a typical metal structure of a hot-stamped molded body.
- the "surface” here refers to the interface between the plating layer, paint film, etc. and the base steel plate.
- the maximum value of (as may be described) is set to 3.0 or more.
- it is 5.0 or more.
- the maximum value of the polar density of the texture of the prior austenite in the orientation group may be 50.0 or less, 20.0 or less, 15.0 or less, or 10.0 or less.
- the polar density of the texture of prior austenite is measured by the following method.
- the extreme density of the texture of prior austenite is measured using an EBSD analysis device consisting of a thermal field emission scanning electron microscope and an EBSD detector, and the software “OIM Analysis (registered trademark)” included with the EBSD analysis device. .
- EBSD Electro Back Scattering Diffraction
- ODF crystal orientation distribution function
- a cross section parallel to the rolling direction and perpendicular to the plate surface is mechanically polished, and distortions are removed by chemical polishing, electrolytic polishing, or the like.
- the length was 150 ⁇ m
- the thickness was 50 ⁇ m in the thickness direction.
- the EBSD measurement is performed with the area as the measurement range and the measurement interval as 0.2 ⁇ m.
- an EBSD analysis device consisting of a thermal field emission scanning electron microscope and an EBSD detector may be used.
- an EBSD analysis device consisting of a JEOL JSM-7001F and a TSL DVC5 type detector may be used. Just use it.
- the degree of vacuum in the EBSD analyzer may be 9.6 ⁇ 10 ⁇ 5 Pa or less
- the acceleration voltage may be 15 kV
- the irradiation current level may be 13.
- the crystal orientation of prior austenite is calculated by the following method. The crystal orientation of prior austenite is calculated by the method described in Non-Patent Document 1, and the crystal orientation of prior austenite at each coordinate of the region measured by EBSD is specified.
- the average value of the block grain size of martensite, tempered martensite, and bainite is set to 1.20 ⁇ m or less. Preferably it is 1.00 ⁇ m or less, more preferably 0.90 ⁇ m or less. Although the lower limit is not particularly specified, it may be 0.30 ⁇ m or more, 0.40 ⁇ m or more, or 0.50 ⁇ m or more.
- the average value of block grain sizes of martensite, tempered martensite, and bainite is measured by the following method. Take the sample so that the thickness section parallel to the rolling direction can be observed from any position 50 mm or more away from the end face of the hot stamped product (if it is not possible to take a sample from this position, avoid the end as much as possible). break the ice. Although the size of the sample depends on the measuring device, it should be large enough to allow observation of at least 10 mm in the rolling direction.
- an EBSD analysis device consisting of a thermal field emission scanning electron microscope and an EBSD detector may be used.
- an EBSD analysis device consisting of a JEOL JSM-7001F and a TSL DVC5 type detector may be used. Just use it.
- the degree of vacuum in the EBSD analyzer may be 9.6 ⁇ 10 ⁇ 5 Pa or less
- the acceleration voltage may be 15 kV
- the irradiation current level may be 13.
- the grain boundaries with a crystal orientation difference of 15 degrees or more are regarded as grain boundaries, and the "Grain Size (diamiter)" function is used to calculate the size using the Number method.
- the average value of the block grain sizes of martensite, tempered martensite, and bainite is obtained.
- the rolling direction of the hot stamp molded body is determined by the following method. First, a test piece is taken so that the thickness cross section of the hot stamped body can be observed. After finishing the thickness section of the collected test piece with mirror polishing, it is observed using an optical microscope. The observation range is a width of 500 ⁇ m x total board thickness, and areas with low brightness are determined to be inclusions. Next, using the plate thickness cross section initially observed by the above method as a reference, the cross section is observed in a plane parallel to the plane rotated in 5° increments in the range of 0° to 180° with the plate thickness direction as an axis.
- the average value of the length of the long axis of the inclusion in each cross section obtained is calculated for each cross section, and the long axis direction of the inclusion in the cross section where the average value of the length of the long axis of the inclusion is the maximum is calculated.
- the parallel direction is determined as the rolling direction. Note that if the rolling direction of the hot stamp molded body is known in advance, the rolling direction of the hot stamp molded body may be determined without using the above-described determination method.
- the metal structure of the hot-stamped molded product is not particularly limited as long as desired strength and bendability can be obtained.
- it may consist of a total of 90% or more of martensite, bainite, and tempered martensite, and 10% or less of ferrite and retained austenite, in terms of area %.
- the area ratio of each tissue is measured by the following method. Take the sample so that the thickness section parallel to the rolling direction can be observed from any position 50 mm or more away from the end face of the hot stamped product (if it is not possible to take a sample from this position, avoid the end as much as possible). break the ice. Although the size of the sample depends on the measuring device, it should be large enough to allow observation of at least 10 mm in the rolling direction.
- an EBSD analysis device consisting of a thermal field emission scanning electron microscope and an EBSD detector may be used.
- an EBSD analysis device consisting of a JEOL JSM-7001F and a TSL DVC5 type detector may be used. Just use it.
- the degree of vacuum in the EBSD analyzer may be 9.6 ⁇ 10 ⁇ 5 Pa or less
- the acceleration voltage may be 15 kV
- the irradiation current level may be 13.
- the remaining region (the region where "Grain Average Misorientation" exceeds 0.5°) is set to the total area ratio of martensite, tempered martensite, and bainite.
- the hot stamp molded article according to this embodiment may have a plating layer, a paint film, etc. on the surface.
- Plating layers include aluminum plating layer, aluminum-zinc plating layer, aluminum-silicon plating layer, hot-dip galvanizing layer, electrolytic galvanizing layer, alloyed hot-dip galvanizing layer, zinc-nickel plating layer, aluminum-magnesium-zinc system. Examples include a plating layer.
- the thickness of the hot stamp molded product according to this embodiment is not particularly limited, but from the viewpoint of reducing the weight of the vehicle body, it is preferably 0.5 to 3.5 mm. There is no need to particularly limit the shape of the hot stamp molded body. Examples include flat shapes, curved shapes, and three-dimensional shapes such as hat shapes.
- the hot-stamped molded article according to this embodiment preferably has a tensile strength of 2300 MPa or more. More preferably it is 2400 MPa or more, even more preferably 2500 MPa or more. Although it is not necessary to specify the upper limit of the tensile strength, the tensile strength may be set to 3000 MPa or less or 2800 MPa or less, if necessary.
- the tensile strength is determined by preparing a No. 5 test piece as described in JIS Z 2241:2011 from a flat position of the hot-stamped molded product and according to the test method described in JIS Z 2241:2011.
- the crosshead speed is 1 mm/min.
- the load at 1/2 stroke of the maximum load is 8050 N or more. More preferably it is 8100N or more, even more preferably 8150N or more.
- these standards are based on a case where the thickness of the hot stamp molded body is 1.6 mm.
- the load at 1/2 stroke was determined by performing a bending test under the following conditions based on the VDA standard (VDA238-100:2017-04) stipulated by the German Automobile Manufacturers Association. Obtained by finding the load. If the thickness of the hot-stamped molded product exceeds 1.6 mm, the thickness is reduced to 1.6 mm, and then the bending test is performed.
- the load at 1/2 stroke of the stroke at the maximum load is 8050 x t/1. It is preferable that it is 6 (N) or more.
- the load at 1/2 stroke of the stroke at the maximum load (however, if the thickness of the hot stamp molded object is less than 1.6 mm, the load at 1/2 stroke was multiplied by 1.6/t).
- the value (t is the plate thickness in mm) rarely exceeds 8500N, 8300N or 8200N.
- Test piece size 60mm (rolling direction) x 30mm (direction parallel to the plate width direction) Bending ridgeline: parallel to the sheet width direction
- Test method roll support, punch pushing Roll diameter: ⁇ 30mm
- Punch shape: Tip R 0.4mm Distance between rolls: 2.0 x plate thickness (mm) + 0.5 mm
- the hot stamping steel plate has the above-mentioned chemical composition.
- the metal structure of the hot stamping steel sheet is not particularly limited as long as desired strength and bendability can be obtained after hot stamping.
- it may consist of ferrite: 0 to 90%, bainite and martensite: 0 to 100%, pearlite: 0 to 80%, and retained austenite: 0 to 5% in area %.
- the steel plate for hot stamping may have a plating layer, a paint film, etc. on the surface.
- Plating layers include aluminum plating layer, aluminum-zinc plating layer, aluminum-silicon plating layer, hot-dip galvanizing layer, electrolytic galvanizing layer, alloyed hot-dip galvanizing layer, zinc-nickel plating layer, aluminum-magnesium-zinc system. Examples include a plating layer.
- finish rolling it is preferable that the rolling of the stage before the final stage and the rolling of the final stage are each performed at a rolling reduction ratio of 50% or more.
- Prior austenite can be controlled to have a predetermined texture by rolling at a reduction rate of 50% or more in each of the rolling stage before the final stage and the final stage rolling.
- the rolling reduction ratio here can be expressed as (1-t1/t0) ⁇ 100(%), where t0 is the inlet side plate thickness of each stage and t1 is the outlet side plate thickness.
- cooling After completion of finish rolling (after final stage rolling), it is preferable to start cooling after 5.0 seconds or more have elapsed. By allowing 5.0 seconds or more to elapse before cooling starts, granular austenite grains can be generated. As a result, flat austenite grains are reduced, and a sufficient number of granular austenite grains can be secured.
- cooling here does not include air cooling (cooling with an average cooling rate of less than 10°C/s), and includes, for example, water cooling with an average cooling rate of 10°C/s or more.
- the cooling stop temperature is preferably 550 to 650°C.
- the coil after winding may be subjected to a softening heat treatment.
- the method of softening heat treatment is not particularly limited, and general conditions may be used.
- the total rolling reduction during cold rolling is preferably 50% or less.
- the total rolling reduction ratio here can be expressed as (1-t3/t2) ⁇ 100(%), where the plate thickness after cold rolling is t3 and the plate thickness before cold rolling is t2.
- Hot Stamping A hot-stamped molded body according to the present embodiment is obtained by hot-stamping the hot-stamping steel plate manufactured by the method described above.
- conditions for hot stamping for example, it is preferable to heat the steel plate for hot stamping to a temperature range of 800° C. to 1000° C. and hold it in this temperature range for 60 to 1200 seconds.
- Heating during hot stamping causes reverse transformation from pearlite to austenite. Since pearlite has a predetermined texture, the texture of austenite produced by reverse transformation develops. Cooling after hot stamping causes transformation of austenite to martensite. If the final structure becomes martensite, the austenite texture is preserved. Therefore, in the structure after hot stamping, the texture of prior austenite remains developed.
- the heating temperature is less than 800° C. or the holding time is less than 60 seconds, austenitization will be insufficient, and the hot-stamped product may have poor bendability or may not have the desired strength.
- the heating temperature exceeds 1000°C or the holding time exceeds 1200 seconds, prior austenite may grow excessively, leading to deterioration in bendability or the failure to obtain the desired strength in the hot stamped product. There is.
- the heating atmosphere may be, for example, the atmosphere, a gas combustion atmosphere with a controlled ratio of air and fuel, or a nitrogen atmosphere, and the dew point of these gases may be controlled.
- hot stamping is performed. After hot stamping, cooling may be performed to a temperature range of 250°C or lower at an average cooling rate of 20°C/s or higher.
- heating methods before hot stamping include heating in an electric furnace, gas furnace, etc., flame heating, electrical heating, high frequency heating, induction heating, and the like.
- a hot stamp molded article according to the present embodiment is obtained.
- a tempering treatment at 130 to 600° C. may be performed after hot stamp molding, or a baking hardening treatment may be performed after painting.
- a portion of the hot stamp molded body may be tempered by laser irradiation or the like to provide a partially softened region.
- the conditions in the example are examples of conditions adopted to confirm the feasibility and effects of the present invention, and the present invention is based on this example of conditions. It is not limited.
- the present invention can adopt various conditions as long as the purpose of the present invention is achieved without departing from the gist of the present invention.
- the obtained steel plate for hot stamping was hot stamped under the conditions listed in Tables 2A to 2E, and then cooled to a temperature range of 250° C. or lower at an average cooling rate of 20° C./s or higher.
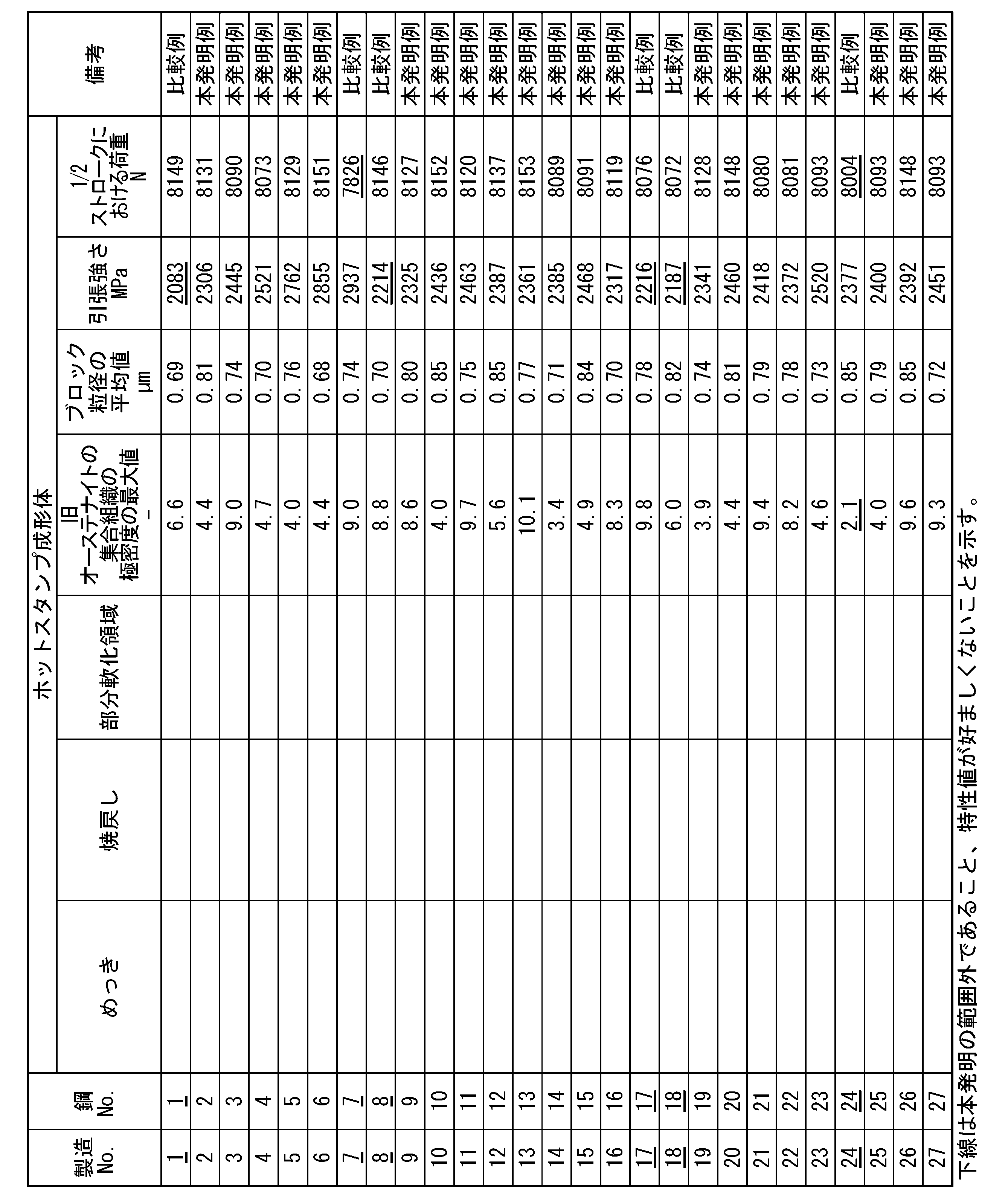
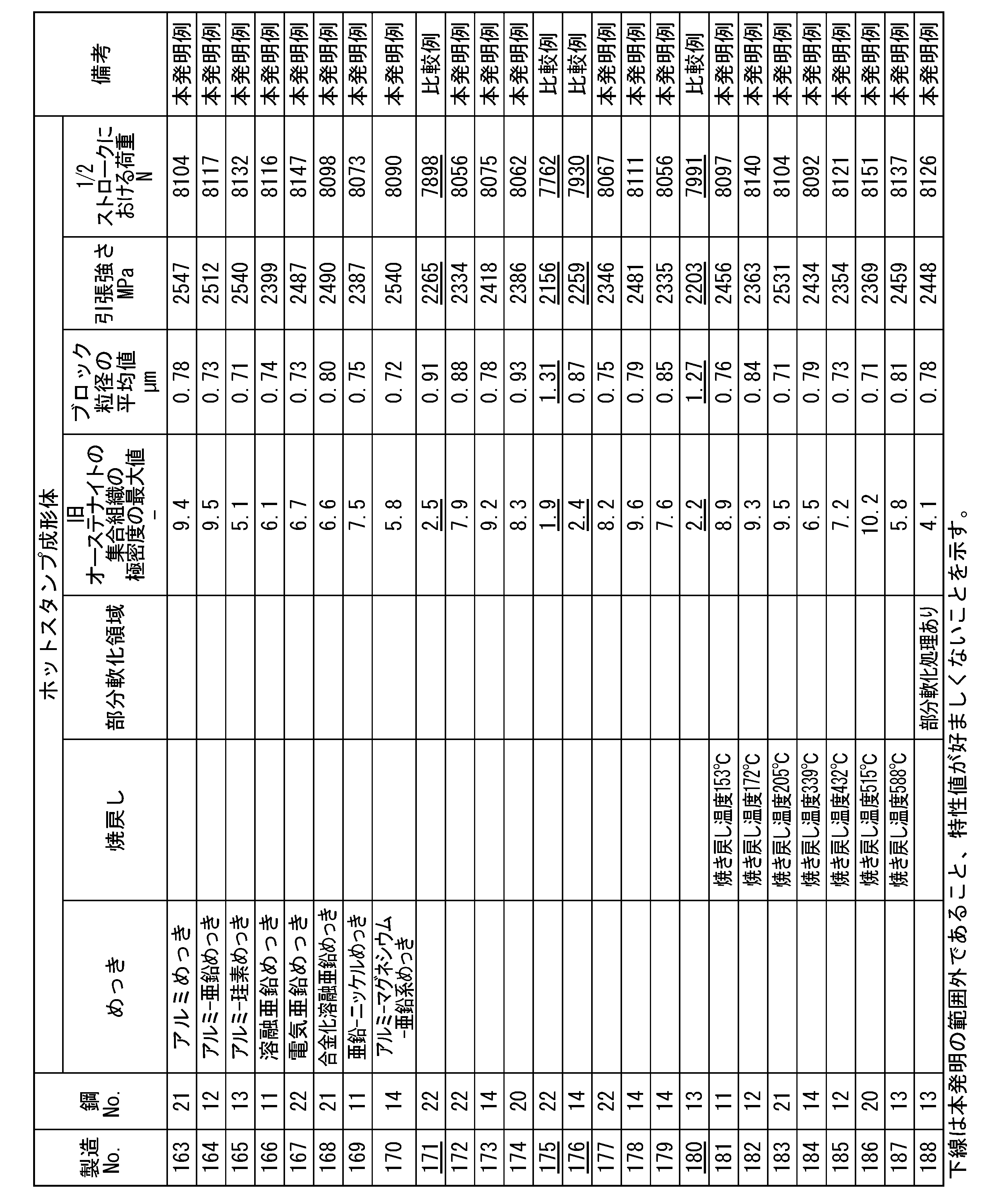
- hot-stamped molded bodies shown in Tables 3A to 3G were obtained.
- some examples were subjected to heat treatment for plating or softening as described in the table.
- the underline in the table indicates that it is outside the scope of the present invention, that it falls outside the preferred manufacturing conditions, or that the characteristic value is unfavorable.
- the metal structure of the hot-stamped molded body according to the example of the present invention consisted of a total of 90% or more of martensite, bainite, and tempered martensite, and 10% or less of ferrite and retained austenite, in terms of area %. .
- the plate thickness of the hot stamp molded article according to the example of the present invention was 0.5 to 3.5 mm.
- the metallographic structure and mechanical properties of the hot-stamped molded body were measured by the above-mentioned measurement method.
- the bending test according to the above-mentioned VDA standard (VDA238-100:2017-04) is widely performed on automobile parts, etc., but only flat plates are tested. Therefore, according to this VDA standard, it is not possible to evaluate the bendability of a hot stamp molded product having a shape other than a flat plate shape.
- the hot stamp molded product has a bent part, it is affected by the degree of curvature of the bent part. For this reason, the inventors considered it appropriate to evaluate the bendability using the VDA standard using a flat hot-stamped molded product as a test material.
- the bending test was performed on a flat hot-stamped body obtained by hot-stamping without bending (using a mold that can yield a hot-stamped body without bending). went.
- the rolling direction of the hot-stamped compact was known in advance, the rolling direction of the hot-stamped compact was determined without determining the rolling direction using the above-described discrimination method.
- a SHIMADZU AUTOGRAPH 20kN tester was used for the bending test.
- the load at 1/2 stroke of the maximum load was 8050 N or more, it was judged as having excellent bendability and passed. On the other hand, when the load at 1/2 stroke was less than 8050N, it was determined that the product did not have excellent bendability and was rejected. However, if the thickness of the hot stamped product is less than 1.6 mm, the load at 1/2 stroke of the maximum load is 8050 x t/, where t is the thickness of the hot stamped product. When it was 1.6 (N) or more, it was judged as having excellent bendability and passed. On the other hand, when the load at 1/2 stroke was less than 8050 ⁇ t/1.6 (N), it was determined that the product did not have excellent bendability and was rejected.
- the hot-stamped molded articles that are examples of the present invention have high strength and excellent bendability.
- the hot-stamped molded article as a comparative example is inferior in one or more properties.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
Description
本願は、2022年6月3日に、日本に出願された特願2022-090847号に基づき優先権を主張し、その内容をここに援用する。
(1)本発明の一態様に係るホットスタンプ成形体は、化学組成が、質量%で、
C :0.40~0.70%、
Si:0.010~3.000%、
Mn:0.10%以上、0.60%未満、
P :0.100%以下、
S :0.0100%以下、
N :0.0100%以下、
O :0.0200%以下、
Al:0.0010~0.5000%、
Nb:0.0010~0.1000%、
Ti:0.010~0.100%、
Cr:0.010~1.000%、
Mo:0.050~1.000%、
B :0.0005~0.0100%、
Co:0~3.00%、
Ni:0~3.00%、
Cu:0~3.00%、
V :0~3.00%、
W :0~3.00%、
Ca:0~0.1000%、
Mg:0~1.0000%、
REM:0~1.0000%、
Sb:0~1.000%、
Sn:0~1.000%、
Zr:0~1.000%、
As:0~0.100%、
残部:Feおよび不純物であり、
表面から板厚の1/4位置において、
旧オーステナイトの集合組織において、オイラー角で、Φ=60~90°、φ1=60~90°、φ2=45°で表現される方位群の極密度の最大値が3.0以上であり、
マルテンサイト、焼き戻しマルテンサイトおよびベイナイトのブロック粒径の平均値が1.20μm以下である。
(2)上記(1)に記載のホットスタンプ成形体は、前記化学組成が、質量%で、
Co:0.01~3.00%、
Ni:0.01~3.00%、
Cu:0.01~3.00%、
V :0.01~3.00%、
W :0.01~3.00%、
Ca:0.0001~0.1000%、
Mg:0.0001~1.0000%、
REM:0.0001~1.0000%、
Sb:0.001~1.000%、
Sn:0.001~1.000%、
Zr:0.001~1.000%、および
As:0.001~0.100%
からなる群から選択される1種または2種以上を含有してもよい。
以下、各元素について説明する。
Cは、ホットスタンプ成形体の強度を向上させる元素である。C含有量が0.40%未満では、ホットスタンプ成形体において所望の強度を得ることができない。そのため、C含有量は0.40%以上とする。C含有量は、好ましくは0.40%超、0.42%以上または0.44%以上である。
一方、C含有量が0.70%超では、強度が高くなりすぎて、ホットスタンプ成形体の曲げ性が劣化する。そのため、C含有量は0.70%以下とする。好ましくは、C含有量は、0.65%以下または0.60%以下である。
Siは、固溶強化により、ホットスタンプ成形体の強度を向上する元素である。Si含有量が0.010%未満では、ホットスタンプ成形体において所望の強度を得ることができない。そのため、Si含有量は0.010%以上とする。Si含有量は、好ましくは0.100%以上、0.300%以上または0.500%以上である。
一方、Si含有量が3.000%超では、フェライト量が増加し、ホットスタンプ成形体において所望の強度を得ることができない。そのため、Si含有量は3.000%以下とする。Si含有量は、好ましくは2.000%以下、1.000%以下または0.800%以下である。
Mnは、鋼の焼き入れ性を高め、ホットスタンプ成形体の強度を高める元素である。Mn含有量が0.10%未満では、ホットスタンプ成形体において所望の強度を得ることができない。そのため、Mn含有量は0.10%以上とする。Mn含有量は、好ましくは0.20%以上または0.35%以上である。
一方、Mn含有量が0.60%以上であると、旧オーステナイトにおいて所望の集合組織を得ることができない。そのため、Mn含有量は0.60%未満とする。好ましくは、Mn含有量は0.55%以下または0.50%以下である。
Pは、粒界に偏析することで粒界強度を低下させる。これにより、ホットスタンプ成形体の曲げ性を劣化させる。P含有量が0.100%超であるとホットスタンプ成形体の曲げ性が顕著に劣化する。そのため、P含有量は0.100%以下とする。P含有量は、好ましくは0.050%以下または0.010%以下である。
P含有量は0%であってもよい。ただし、P含有量を0.0001%未満に低減すると、脱Pコストが大幅に上昇し、経済的に好ましくない。そのため、P含有量は0.0001%以上としてもよい。
Sは、鋼中に介在物を形成する。S含有量が0.0100%超であると、ホットスタンプ成形体の曲げ性が顕著に劣化する。そのため、S含有量は0.0100%以下とする。S含有量は、好ましくは0.0080%以下、0.0050%以下または0.0030%以下である。
S含有量は0%であってもよい。ただし、S含有量を0.0001%未満に低減すると、脱Sコストが大幅に上昇し、経済的に好ましくない。そのため、S含有量は0.0001%以上としてもよい。
Nは、鋼中に窒化物を形成する。N含有量が0.0100%超であると、ホットスタンプ成形体の曲げ性が顕著に劣化する。そのため、N含有量は0.0100%以下とする。N含有量は、好ましくは0.0080%以下、0.0060%以下または0.0040%以下である。
N含有量は0%であってもよい。ただし、N含有量を0.0001%未満に低減すると、脱Nコストが大幅に上昇し、経済的に好ましくない。そのため、N含有量は0.0001%以上としてもよい。
Oは、鋼中に多く含まれると粗大な酸化物を形成する。O含有量が0.0200%超であると、ホットスタンプ成形体の曲げ性が顕著に劣化する。そのため、O含有量は0.0200%以下とする。O含有量は、好ましくは0.0100%以下、0.0070%以下、0.0040%以下または0.0030%以下である。
O含有量は0%であってもよい。ただし、溶鋼の脱酸時に微細な酸化物を多数分散させるために、O含有量は0.0005%以上としてもよい。
Alは、溶鋼を脱酸して鋼を健全化する(鋼にブローホールなどの欠陥が生じることを抑制する)作用を有する元素である。Al含有量が0.0010%未満では、脱酸が十分に行われず、粗大な酸化物が生成する。これにより、ホットスタンプ成形体の曲げ性が劣化する。そのため、Al含有量は0.0010%以上とする。Al含有量は、好ましくは0.0050%以上、0.0100%以上または0.0300%以上である。
一方、Al含有量が0.5000%超であると、鋼中に粗大な酸化物が生成する。これにより、ホットスタンプ成形体の曲げ性が劣化する。そのため、Al含有量は0.5000%以下とする。Al含有量は、好ましくは0.4000%以下、0.3000%以下0.2000%以下または0.1000%以下である。
Nbは、鋼中に炭窒化物を形成して、析出強化によりホットスタンプ成形体の強度を向上する元素である。Nb含有量が0.0010%未満であると、ホットスタンプ成形体において所望の強度を得ることができない。そのため、Nb含有量は0.0010%以上とする。Nb含有量は、好ましくは0.0050%以上、0.0100%以上または0.0200%以上である。
一方、Nb含有量が0.1000%超であると、鋼中に炭窒化物が多量に生成してホットスタンプ成形体の曲げ性が劣化する。そのため、Nb含有量は0.1000%以下とする。Nb含有量は、好ましくは0.0800%以下または0.0600%以下である。
Tiは、鋼中に炭窒化物を形成して、析出強化によりホットスタンプ成形体の強度を向上する元素である。Ti含有量が0.010%未満であると、ホットスタンプ成形体において所望の強度を得ることができない。そのため、Ti含有量は0.010%以上とする。Ti含有量は、好ましくは0.020%以上または0.025%以上である。
一方、Ti含有量が0.100%超であると、鋼中に多量の粗大な炭窒化物が生成して、ホットスタンプ成形体の曲げ性が劣化する。そのため、Ti含有量は0.100%以下とする。Ti含有量は、好ましくは0.080%以下、0.060%以下または0.050%以下である。
Crは、ホットスタンプ前の加熱時に旧オーステナイト粒に固溶することで、ホットスタンプ成形体の強度を高める元素である。Cr含有量が0.010%未満であると、ホットスタンプ成形体において所望の強度を得ることができない。そのため、Cr含有量は0.010%以上とする。Cr含有量は、好ましくは0.100%以上、0.150%以上または0.200%以上である。
一方、Cr含有量が1.000%超であると、旧オーステナイトにおいて所望の集合組織が得られない。そのため、Cr含有量は1.000%以下とする。Cr含有量は、好ましくは0.700%以下、0.500%以下または0.400%以下である。
Moは、ホットスタンプ前の加熱時に旧オーステナイト粒に固溶することで、ホットスタンプ成形体の強度を高める元素である。Mo含有量が0.050%未満であると、ホットスタンプ成形体において所望の強度を得ることができない。そのため、Mo含有量は0.050%以上とする。Mo含有量は、好ましくは0.100%以上または0.150%以上である。
一方、Mo含有量が1.000%超であると、旧オーステナイトにおいて所望の集合組織が得られない。そのため、Mo含有量は1.000%以下とする。Mo含有量は、好ましくは0.800%以下、0.600%以下または0.400%以下である。
Bは、鋼の焼き入れ性を向上させる元素である。B含有量が0.0005%未満であると、ホットスタンプ成形体において所望の強度を得ることができない。そのため、B含有量は0.0005%以上とする。B含有量は、好ましくは0.0020%以上または0.0030%以上である。
一方、B含有量が0.0100%超であると、ホットスタンプ成形体において粗大な金属間化合物が形成される。これにより、ホットスタンプ成形体の曲げ性が劣化する。そのため、B含有量は0.0100%以下とする。B含有量は、好ましくは0.0080%以下、0.0060%以下または0.0040%以下である。
Coは、固溶強化により、ホットスタンプ成形体の強度を向上させる元素である。この効果を確実に得る場合、Co含有量は0.01%以上とすることが好ましく、0.05%以上とすることがより好ましい。
一方、多量に含有させても上記効果は飽和するため、Co含有量は3.00%以下とする。必要に応じて、Co含有量を2.00%以下、1.50%以下、1.00%以下または0.50%以下に制限してもよい。
Niは、ホットスタンプ前の加熱時に旧オーステナイト粒に固溶することで、ホットスタンプ成形体の強度を高める作用を有する。この効果を確実に得る場合、Ni含有量は0.01%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、Ni含有量は3.00%以下とする。必要に応じて、Ni含有量を2.00%以下、1.50%以下、1.00%以下または0.50%以下に制限してもよい。
Cuは、ホットスタンプ前の加熱時に旧オーステナイト粒に固溶することで、ホットスタンプ成形体の強度を高める作用を有する。この効果を確実に得る場合、Cu含有量を0.01%以上とすることが好ましく、0.05%以上とすることがより好ましい。
一方、多量に含有させても上記効果は飽和するため、Cu含有量は3.00%以下とする。必要に応じて、Cu含有量を2.00%以下、1.50%以下、1.00%以下または0.50%以下に制限してもよい
Vは、鋼中に炭窒化物を形成して、析出強化によりホットスタンプ成形体の強度を向上する効果を有する。この効果を確実に得る場合、V含有量を0.01%以上とすることが好ましく、0.05%以上とすることがより好ましい。
一方、V含有量が3.00%超であると、鋼中に粗大な炭窒化物が多量に生成する。これにより、ホットスタンプ成形体の曲げ性が劣化する。そのため、V含有量は3.00%以下とする。必要に応じて、V含有量を2.00%以下、1.50%以下、1.00%以下または0.50%以下に制限してもよい
Wは、ホットスタンプ成形体の強度を向上する効果を有する。この効果を確実に得る場合、W含有量を0.01%以上とすることが好ましく、0.05%以上とすることがより好ましい。
一方、多量に含有させても上記効果は飽和するため、W含有量は3.00%以下とする。必要に応じて、W含有量を2.00%以下、1.50%以下、1.00%以下または0.50%以下に制限してもよい
Caは、破壊の起点となる酸化物の生成を抑制する元素であり、ホットスタンプ成形体の曲げ性の向上に寄与する。この効果を確実に得る場合、Ca含有量を0.0001%以上とすることが好ましく、0.0010%以上とすることがより好ましい。
一方、多量に含有させても上記効果は飽和するため、Ca含有量は0.1000%以下とする。必要に応じて、Ca含有量を0.0500%以下、0.0200%以下、0.0100%以下または0.0060%以下に制限してもよい。
Mgは、溶鋼中に酸化物や硫化物を形成して、粗大なMnSの形成を抑制し、微細な酸化物を多数分散させることで、金属組織を微細化する。これにより、ホットスタンプ成形体の曲げ性の向上に寄与する。これらの効果を確実に得る場合、Mg含有量は0.0001%以上とすることが好ましく、0.0010%以上とすることがより好ましい。
一方、多量に含有させても上記効果は飽和するため、Mg含有量は、1.0000%以下とする。必要に応じて、Mg含有量を0.0500%以下、0.0200%以下、0.0100%以下または0.0060%以下に制限してもよい。
REMは、粗大な酸化物の生成を抑制する。これにより、ホットスタンプ成形体の曲げ性の向上に寄与する。この効果を確実に得る場合、REM含有量は0.0001%以上とすることが好ましく、0.0010%以上とすることがより好ましい。
一方、多量に含有させても上記効果は飽和するため、REM含有量は1.0000%以下とする。必要に応じて、REM含有量を0.0500%以下、0.0200%以下、0.0100%以下または0.0060%以下に制限してもよい
なお、本実施形態においてREMとは、Sc、Y及びランタノイドからなる合計17元素を指し、REMの含有量とはこれらの元素の合計含有量を指す。
Sbは、粗大な酸化物の生成を抑制する。これにより、ホットスタンプ成形体の曲げ性の向上に寄与する。この効果を確実に得る場合、Sb含有量は0.001%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、Sb含有量は1.000%以下とする。必要に応じて、Sb含有量を0.500%以下、0.200%以下、0.100%以下または0.050%以下に制限してもよい。
Snは、粗大な酸化物の生成を抑制する。これにより、ホットスタンプ成形体の曲げ性の向上に寄与する。この効果を確実に得る場合、Sn含有量は0.001%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、Sn含有量は1.000%以下とする。必要に応じて、Sn含有量を0.500%以下、0.200%以下、0.100%以下または0.050%以下に制限してもよい。
Zrは、粗大な酸化物の生成を抑制する。これにより、ホットスタンプ成形体の曲げ性の向上に寄与する。この効果を確実に得る場合、Zr含有量は0.001%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、Zr含有量は1.000%以下とする。必要に応じて、Zr含有量を0.500%以下、0.200%以下、0.100%以下または0.050%以下に制限してもよい。
Asは、オーステナイト単相化温度を低下させることにより、旧オーステナイト粒を細粒化させる。これにより、ホットスタンプ成形体の曲げ性の向上に寄与する。この効果を確実に得る場合、As含有量は0.001%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、As含有量は0.100%以下とする。必要に応じて、As含有量を0.500%以下、0.200%以下、0.100%以下または0.050%以下に制限してもよい。
ホットスタンプ成形体の表面にめっき層や塗装皮膜等を備える場合は、機械研削によりめっき層や塗装皮膜等を除去してから化学組成の分析を行えばよい。
本実施形態に係るホットスタンプ成形体は、表面から板厚の1/4位置において、旧オーステナイトの集合組織において、オイラー角で、Φ=60~90°、φ1=60~90°、φ2=45°で表現される方位群の極密度の最大値が3.0以上であり、マルテンサイト、焼き戻しマルテンサイトおよびベイナイトのブロック粒径の平均値が1.20μm以下である。
なお、ホットスタンプ成形体が表面にめっき層や塗装皮膜等を有する場合、ここでいう「表面」とはめっき層や塗装皮膜等と母材鋼板との界面のことをいう。
本発明者らは、旧オーステナイトの集合組織について以下の知見を得た。
旧オーステナイトの集合組織を発達させることで、曲げ変形によって導入される歪集中を緩和することができる。これにより、曲げ変形初期の荷重上昇量が低減され、ホットスタンプ成形体の曲げ性を高めることができる。
上限は特に規定しないが、前記方位群の旧オーステナイトの集合組織の極密度の最大値を50.0以下、20.0以下、15.0以下、10.0以下としてもよい。
旧オーステナイトの集合組織の極密度は、サーマル電界放射型走査電子顕微鏡とEBSD検出器とで構成されるEBSD解析装置およびEBSD解析装置に付属のソフトウェア「OIM Analysis(登録商標)」を用いて測定する。EBSD(Electron Back Scattering Diffraction)法で測定した方位データと、球面調和関数を用いて計算して算出した3次元集合組織を表示する結晶方位分布関数(ODF:Orientation Distribution Function)とを用いることで、旧オーステナイトの集合組織の極密度を求めることができる。
また、旧オーステナイトの結晶方位は次の方法により計算する。非特許文献1に記載の方法で旧オーステナイトの結晶方位を計算し、EBSD測定した領域の各座標における旧オーステナイトの結晶方位を特定する。次にEBSD解析装置に付属のソフトウェア「OIM Analysis(登録商標)」に搭載された「Inverse Pole Figure」機能を用いて、旧オーステナイトの結晶方位マップを作成する。当該結晶方位マップに基づいて、φ2=45°断面におけるΦ=60~90°、φ1=60~90°の範囲内での方位群の極密度の最大値を算出する。これにより、旧オーステナイトの集合組織における、オイラー角で、Φ=60~90°、φ1=60~90°、φ2=45°で表現される方位群の極密度の最大値を得る。
オイラー角(φ1、Φ、φ2)を用いた集合組織の解析は、広く行われている。例えば、井上博史:「講座(やさしい材料解析技術)-集合組織の三次元方位解析」、軽金属、Vo.41、No.6(1992)、358)に、オイラー角(φ1、Φ、φ2)の定義などが記載されている。前述のソフトウェアを用いた解析を行えば、オイラー角(φ1、Φ、φ2)の定義などを十分理解していない者であっても、φ2=45°断面におけるΦ=60~90°、φ1=60~90°の範囲内での方位群の極密度の最大値を容易に算出できる。
マルテンサイト、焼き戻しマルテンサイトおよびベイナイトのブロック粒径の平均値が1.20μm超であると、ホットスタンプ成形体において所望の曲げ性を得ることができない。そのため、マルテンサイト、焼き戻しマルテンサイトおよびベイナイトのブロック粒径の平均値は1.20μm以下とする。好ましくは1.00μm以下であり、より好ましくは0.90μm以下である。
下限は特に規定しないが、0.30μm以上、0.40μm以上または0.50μm以上としてもよい。
ホットスタンプ成形体の端面から50mm以上離れた任意の位置(この位置からサンプルを採取できない場合は、出来るだけ端部を避けた位置)から圧延方向に平行な板厚断面が観察できるようにサンプルを切り出す。サンプルの大きさは、測定装置にもよるが、圧延方向に少なくとも10mm程度観察できる大きさとする。
まず、ホットスタンプ成形体の板厚断面が観察できるように試験片を採取する。採取した試験片の板厚断面を鏡面研磨で仕上げた後、光学顕微鏡を用いて観察する。観察範囲は、幅500μm×板厚全厚の範囲とし、輝度が暗い領域を介在物と判定する。次に、上記方法により初めに観察した板厚断面を基準として、板厚方向を軸に0°~180°の範囲において5°刻みで回転させた面と平行となる面を断面観察する。得られた各断面における介在物の長軸の長さの平均値を各断面ごとに算出し、介在物の長軸の長さの平均値が最大となる断面における、介在物の長軸方向と平行な方向を圧延方向と判別する。
なお、ホットスタンプ成形体の圧延方向が予め判明している場合には、上記の判別方法によらず、ホットスタンプ成形体の圧延方向を決定してもよい。
ホットスタンプ成形体の端面から50mm以上離れた任意の位置(この位置からサンプルを採取できない場合は、出来るだけ端部を避けた位置)から圧延方向に平行な板厚断面が観察できるようにサンプルを切り出す。サンプルの大きさは、測定装置にもよるが、圧延方向に少なくとも10mm程度観察できる大きさとする。
ホットスタンプ成形体の形状を特に限定する必要はない。例えば、平板状の形状や湾曲した形状などに加え、ハット形状などの立体的な形状が挙げられる。
引張強さは、ホットスタンプ成形体の平坦な位置から、JIS Z 2241:2011に記載の5号試験片を作製して、JIS Z 2241:2011に記載の試験方法に従って求める。クロスヘッド速度は1mm/minとする。
1/2ストロークにおける荷重は、ドイツ自動車工業会で規定されたVDA規格(VDA238-100:2017-04)に基づいて、下記条件により曲げ試験を行い、最大荷重時のストロークの1/2ストロークにおける荷重を求めることで得る。
ホットスタンプ成形体の板厚が1.6mm超である場合には、減厚することで板厚を1.6mmとしてから曲げ試験を行う。
ホットスタンプ成形体の板厚が1.6mm未満である場合には、tをホットスタンプ成形体の板厚としたとき、最大荷重時のストロークの1/2ストロークにおける荷重は8050×t/1.6(N)以上であることが好ましい。
なお、最大荷重時のストロークの1/2ストロークにおける荷重(ただし、ホットスタンプ成形体の板厚が1.6mm未満である場合には、1/2ストロークにおける荷重に1.6/tを掛けた値(tはmm単位の板厚である。))は、8500N、8300Nまたは8200Nを超えることは殆どない。
曲げ稜線:板幅方向に平行な方向
試験方法:ロール支持、ポンチ押し込み
ロール径:φ30mm
ポンチ形状:先端R=0.4mm
ロール間距離:2.0×板厚(mm)+0.5mm
押し込み速度:20mm/min
試験機:例えば、SHIMADZU AUTOGRAPH 20kN
ホットスタンプ用鋼板は、上述の化学組成を有する。ホットスタンプ用鋼板の金属組織は、ホットスタンプ後に所望の強度および曲げ性を得ることができれば特に限定されない。例えば、面積%で、フェライト:0~90%、ベイナイトおよびマルテンサイト:0~100%、パーライト:0~80%および残留オーステナイト:0~5%からなってもよい。
以下、本実施形態に係るホットスタンプ成形体を得るための、ホットスタンプ用鋼板の製造方法について説明する。上述したホットスタンプ成形体を得るためには、ホットスタンプ用鋼板の製造方法において、特に、熱間圧延時の仕上げ圧延条件を制御することが効果的である。
仕上げ圧延では、最終段から1段前の圧延および最終段の圧延をそれぞれ50%以上の圧下率で行うことが好ましい。最終段から1段前の圧延および最終段の圧延においてそれぞれ50%以上の圧下率で圧延を行うことで、旧オーステナイトを所定の集合組織に制御することができる。
なお、ここでいう圧下率は、各段の入側板厚をt0、出側板厚をt1としたとき、(1-t1/t0)×100(%)で表すことができる。
なお、ここでいう冷却には空冷(平均冷却速度が10℃/s未満の冷却)は含まれず、例えば平均冷却速度が10℃/s以上である水冷等が挙げられる。冷却停止温度は550~650℃であることが好ましい。
また、熱延鋼板の軟質化を目的として、巻取後のコイルに軟質化熱処理を施してもよい。軟質化熱処理の方法は特に限定されず、一般的な条件とすればよい。
冷間圧延時の合計圧下率は50%以下とすることが好ましい。ここでいう合計圧下率は、冷間圧延後の板厚をt3、冷間圧延前の板厚をt2としたとき、(1-t3/t2)×100(%)で表すことができる。
上述の方法により製造したホットスタンプ用鋼板をホットスタンプすることで、本実施形態に係るホットスタンプ成形体を得る。ホットスタンプの条件としては、例えば、ホットスタンプ用鋼板を800℃~1000℃の温度域に加熱し、この温度域にて60~1200秒間保持することが好ましい。
当該温度域で保持してから、ホットスタンプする。ホットスタンプ後には、250℃以下の温度域まで、20℃/s以上の平均冷却速度で冷却すればよい。
なお、仕上げ圧延完了後、5.0秒以上経過してからの冷却は、平均冷却速度が10℃/s以上で、冷却停止温度は550~650℃であった。また、冷間圧延の合計圧下率は50%以下であった。
ただし、一部の例については、表中に記載のように、めっき付与、または軟質化のための熱処理を行った。
また、本発明例に係るホットスタンプ成形体の金属組織は、面積%で、合計で90%以上のマルテンサイト、ベイナイトおよび焼き戻しマルテンサイト、並びに、10%以下のフェライトおよび残留オーステナイトからなっていた。また、本発明例に係るホットスタンプ成形体の板厚は、0.5~3.5mmであった。
なお、前述のVDA規格(VDA238-100:2017-04)による曲げ試験は、自動車用部品などで広く行われているが、平板のみを試験対象としている。このため、このVDA規格により、平板状以外の形状のホットスタンプ成形体の曲げ性を評価することができない。一方、ホットスタンプ成形体に曲げ部がある場合、曲げ部の湾曲度などの影響を受ける。このため、発明者らは、平板状のホットスタンプ成形体を供試材として、このVDA規格により曲げ性を評価することが適切と考えた。そこで、曲げ試験は、(曲げ部がないホットスタンプ成形体が得られるような金型を用いて)曲げ加工を行うことなくホットスタンプすることで得た、平板状のホットスタンプ成形体に対して行った。また、ホットスタンプ成形体の圧延方向は予め判明していたため、上述の判別方法による圧延方向の判別は行わずに、ホットスタンプ成形体の圧延方向を決定した。曲げ試験の試験機は、SHIMADZU AUTOGRAPH 20kNを用いた。














一方、比較例であるホットスタンプ成形体は、1つ以上の特性が劣ることが分かる。
Claims (2)
- 化学組成が、質量%で、
C :0.40~0.70%、
Si:0.010~3.000%、
Mn:0.10%以上、0.60%未満、
P :0.100%以下、
S :0.0100%以下、
N :0.0100%以下、
O :0.0200%以下、
Al:0.0010~0.5000%、
Nb:0.0010~0.1000%、
Ti:0.010~0.100%、
Cr:0.010~1.000%、
Mo:0.050~1.000%、
B :0.0005~0.0100%、
Co:0~3.00%、
Ni:0~3.00%、
Cu:0~3.00%、
V :0~3.00%、
W :0~3.00%、
Ca:0~0.1000%、
Mg:0~1.0000%、
REM:0~1.0000%、
Sb:0~1.000%、
Sn:0~1.000%、
Zr:0~1.000%、
As:0~0.100%、
残部:Feおよび不純物であり、
表面から板厚の1/4位置において、
旧オーステナイトの集合組織において、オイラー角で、Φ=60~90°、φ1=60~90°、φ2=45°で表現される方位群の極密度の最大値が3.0以上であり、
マルテンサイト、焼き戻しマルテンサイトおよびベイナイトのブロック粒径の平均値が1.20μm以下であることを特徴とするホットスタンプ成形体。 - 前記化学組成が、質量%で、
Co:0.01~3.00%、
Ni:0.01~3.00%、
Cu:0.01~3.00%、
V :0.01~3.00%、
W :0.01~3.00%、
Ca:0.0001~0.1000%、
Mg:0.0001~1.0000%、
REM:0.0001~1.0000%、
Sb:0.001~1.000%、
Sn:0.001~1.000%、
Zr:0.001~1.000%、および
As:0.001~0.100%
からなる群から選択される1種または2種以上を含有することを特徴とする請求項1に記載のホットスタンプ成形体。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202380035266.7A CN119053720A (zh) | 2022-06-03 | 2023-05-31 | 热冲压成形体 |
| US18/847,167 US20250188579A1 (en) | 2022-06-03 | 2023-05-31 | Hot stamped component |
| CA3245235A CA3245235A1 (en) | 2022-06-03 | 2023-05-31 | ITEM FORMED BY HOT STAMPING |
| JP2024524901A JP7780113B2 (ja) | 2022-06-03 | 2023-05-31 | ホットスタンプ成形体 |
| EP23816094.9A EP4534715A4 (en) | 2022-06-03 | 2023-05-31 | ARTICLE FORMED BY HOT STAMPING |
| KR1020247034901A KR20240165417A (ko) | 2022-06-03 | 2023-05-31 | 핫 스탬프 성형체 |
| MX2024011406A MX2024011406A (es) | 2022-06-03 | 2023-05-31 | Componente estampado en caliente. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022090847 | 2022-06-03 | ||
| JP2022-090847 | 2022-06-03 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023234337A1 true WO2023234337A1 (ja) | 2023-12-07 |
Family
ID=89024868
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/020238 Ceased WO2023234337A1 (ja) | 2022-06-03 | 2023-05-31 | ホットスタンプ成形体 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20250188579A1 (ja) |
| EP (1) | EP4534715A4 (ja) |
| JP (1) | JP7780113B2 (ja) |
| KR (1) | KR20240165417A (ja) |
| CN (1) | CN119053720A (ja) |
| CA (1) | CA3245235A1 (ja) |
| MX (1) | MX2024011406A (ja) |
| WO (1) | WO2023234337A1 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019003539A1 (ja) * | 2017-06-30 | 2019-01-03 | Jfeスチール株式会社 | 熱間プレス部材およびその製造方法ならびに熱間プレス用冷延鋼板およびその製造方法 |
| WO2019186930A1 (ja) * | 2018-03-29 | 2019-10-03 | 日本製鉄株式会社 | ホットスタンプ成形体 |
| JP2020508393A (ja) | 2017-01-26 | 2020-03-19 | エスエスアーベー テクノロジー アーベー | 焼入硬化鋼 |
| WO2021230149A1 (ja) * | 2020-05-13 | 2021-11-18 | 日本製鉄株式会社 | ホットスタンプ成形体 |
| WO2021230150A1 (ja) * | 2020-05-13 | 2021-11-18 | 日本製鉄株式会社 | ホットスタンプ用鋼板およびホットスタンプ成形体 |
| JP2022090847A (ja) | 2020-12-08 | 2022-06-20 | 日本電産サンキョー株式会社 | 電源測定制御回路及びロボットコントローラ |
| WO2022239731A1 (ja) * | 2021-05-13 | 2022-11-17 | 日本製鉄株式会社 | ホットスタンプ用鋼板およびホットスタンプ成形体 |
-
2023
- 2023-05-31 JP JP2024524901A patent/JP7780113B2/ja active Active
- 2023-05-31 US US18/847,167 patent/US20250188579A1/en active Pending
- 2023-05-31 WO PCT/JP2023/020238 patent/WO2023234337A1/ja not_active Ceased
- 2023-05-31 KR KR1020247034901A patent/KR20240165417A/ko active Pending
- 2023-05-31 EP EP23816094.9A patent/EP4534715A4/en active Pending
- 2023-05-31 MX MX2024011406A patent/MX2024011406A/es unknown
- 2023-05-31 CN CN202380035266.7A patent/CN119053720A/zh active Pending
- 2023-05-31 CA CA3245235A patent/CA3245235A1/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020508393A (ja) | 2017-01-26 | 2020-03-19 | エスエスアーベー テクノロジー アーベー | 焼入硬化鋼 |
| WO2019003539A1 (ja) * | 2017-06-30 | 2019-01-03 | Jfeスチール株式会社 | 熱間プレス部材およびその製造方法ならびに熱間プレス用冷延鋼板およびその製造方法 |
| WO2019186930A1 (ja) * | 2018-03-29 | 2019-10-03 | 日本製鉄株式会社 | ホットスタンプ成形体 |
| WO2021230149A1 (ja) * | 2020-05-13 | 2021-11-18 | 日本製鉄株式会社 | ホットスタンプ成形体 |
| WO2021230150A1 (ja) * | 2020-05-13 | 2021-11-18 | 日本製鉄株式会社 | ホットスタンプ用鋼板およびホットスタンプ成形体 |
| JP2022090847A (ja) | 2020-12-08 | 2022-06-20 | 日本電産サンキョー株式会社 | 電源測定制御回路及びロボットコントローラ |
| WO2022239731A1 (ja) * | 2021-05-13 | 2022-11-17 | 日本製鉄株式会社 | ホットスタンプ用鋼板およびホットスタンプ成形体 |
Non-Patent Citations (3)
| Title |
|---|
| ACTA MATERIALIA, vol. 58, 2010, pages 6393 - 6403 |
| HIROSHI INOUE: "Lecture (Easy Material Analysis Techniques) - Three-dimensional Orientation Analysis of Texture", LIGHT METALS, vol. 41, no. 6, 1992, pages 358 |
| See also references of EP4534715A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4534715A4 (en) | 2025-10-01 |
| KR20240165417A (ko) | 2024-11-22 |
| JPWO2023234337A1 (ja) | 2023-12-07 |
| MX2024011406A (es) | 2024-09-23 |
| CA3245235A1 (en) | 2025-06-13 |
| EP4534715A1 (en) | 2025-04-09 |
| JP7780113B2 (ja) | 2025-12-04 |
| US20250188579A1 (en) | 2025-06-12 |
| CN119053720A (zh) | 2024-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107532255B (zh) | 热处理钢板构件以及其的制造方法 | |
| CN105793455B (zh) | 热成形钢板构件及其制造方法以及热成形用钢板 | |
| CN115135790B (zh) | 热冲压用钢板及热冲压成形体 | |
| JP7436916B2 (ja) | ホットスタンプ成形体 | |
| CN110337505B (zh) | 高强度钢板及其制造方法 | |
| JP7319571B2 (ja) | ホットスタンプ成形体 | |
| WO2023190867A1 (ja) | 鋼部材及び鋼板 | |
| JP7549277B2 (ja) | ホットスタンプ用鋼板およびホットスタンプ成形体 | |
| CN118302555A (zh) | 钢构件及钢板 | |
| CN120641587A (zh) | 热冲压成型体及钢板、以及它们的制造方法 | |
| CN114829651A (zh) | 热压成形体 | |
| JP7795130B2 (ja) | ホットスタンプ成形体 | |
| WO2023189175A1 (ja) | ホットスタンプ用鋼板及びホットスタンプ成形体 | |
| WO2023199777A1 (ja) | ホットスタンプ成形体 | |
| JP7780113B2 (ja) | ホットスタンプ成形体 | |
| JP7737060B2 (ja) | ホットスタンプ成形体 | |
| JP7319570B2 (ja) | ホットスタンプ成形体 | |
| WO2025084167A1 (ja) | ホットスタンプ成形体 | |
| CN120712372A (zh) | 钢构件和钢板 | |
| KR20240130760A (ko) | 핫 스탬프 성형체 | |
| WO2025198021A1 (ja) | ホットスタンプ用鋼板及びホットスタンプ成形体 | |
| WO2023199635A1 (ja) | ホットスタンプ成形体 | |
| WO2024128245A1 (ja) | 鋼板および鋼板の製造方法 | |
| WO2023189174A1 (ja) | ホットスタンプ成形体 | |
| CN120787268A (zh) | 钢构件和钢板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23816094 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2024524901 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18847167 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2024/011406 Country of ref document: MX |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202417070842 Country of ref document: IN |
|
| ENP | Entry into the national phase |
Ref document number: 20247034901 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020247034901 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380035266.7 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2401007041 Country of ref document: TH |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023816094 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2023816094 Country of ref document: EP Effective date: 20250103 |
|
| WWP | Wipo information: published in national office |
Ref document number: 202417070842 Country of ref document: IN |
|
| WWP | Wipo information: published in national office |
Ref document number: 2023816094 Country of ref document: EP |
|
| WWP | Wipo information: published in national office |
Ref document number: 18847167 Country of ref document: US |