WO2024024765A1 - 積層体 - Google Patents
積層体 Download PDFInfo
- Publication number
- WO2024024765A1 WO2024024765A1 PCT/JP2023/027115 JP2023027115W WO2024024765A1 WO 2024024765 A1 WO2024024765 A1 WO 2024024765A1 JP 2023027115 W JP2023027115 W JP 2023027115W WO 2024024765 A1 WO2024024765 A1 WO 2024024765A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- water
- soluble
- nonwoven fabric
- film
- thickness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61P—SPECIFIC THERAPEUTIC ACTIVITY OF CHEMICAL COMPOUNDS OR MEDICINAL PREPARATIONS
- A61P17/00—Drugs for dermatological disorders
- A61P17/02—Drugs for dermatological disorders for treating wounds, ulcers, burns, scars, keloids, or the like
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L31/00—Materials for other surgical articles, e.g. stents, stent-grafts, shunts, surgical drapes, guide wires, materials for adhesion prevention, occluding devices, surgical gloves, tissue fixation devices
- A61L31/04—Macromolecular materials
- A61L31/042—Polysaccharides
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L31/00—Materials for other surgical articles, e.g. stents, stent-grafts, shunts, surgical drapes, guide wires, materials for adhesion prevention, occluding devices, surgical gloves, tissue fixation devices
- A61L31/04—Macromolecular materials
- A61L31/06—Macromolecular materials obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L31/00—Materials for other surgical articles, e.g. stents, stent-grafts, shunts, surgical drapes, guide wires, materials for adhesion prevention, occluding devices, surgical gloves, tissue fixation devices
- A61L31/14—Materials characterised by their function or physical properties, e.g. injectable or lubricating compositions, shape-memory materials, surface modified materials
- A61L31/148—Materials at least partially resorbable by the body
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/022—Mechanical properties
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/02—Prostheses implantable into the body
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2210/00—Particular material properties of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof
- A61F2210/0004—Particular material properties of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof bioabsorbable
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2210/00—Particular material properties of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof
- A61F2210/0076—Particular material properties of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof multilayered, e.g. laminated structures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/24—Organic non-macromolecular coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/712—Weather resistant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/716—Degradable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/716—Degradable
- B32B2307/7166—Water-soluble, water-dispersible
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/72—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/737—Dimensions, e.g. volume or area
- B32B2307/7375—Linear, e.g. length, distance or width
- B32B2307/7376—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2535/00—Medical equipment, e.g. bandage, prostheses or catheter
Definitions
- the present invention relates to a laminate.
- adhesiolysis which involves performing incisional surgery to remove the adhesion site, and in incisional surgery, it is important to prevent adhesions and delay healing.
- adhesion prevention materials using gelatin, collagen, etc. which are expected to be bioabsorbable, have been known for physically separating organ tissues.
- anti-adhesion materials need to be left in the body after surgery and are preferably decomposed after the surgical site has healed, so the risk of infection is low, and they are safe for living organisms and are safe to use in vivo. It must be highly decomposable and absorbable.
- anti-adhesion materials are known that have multiple functions by laminating multiple layers having specific functions.
- a laminate of a fibrous structure containing a water-soluble polymer and a polylactic acid resin with a thickness of nanometers has excellent handling properties due to the thickness of the fibrous structure when attached to an adherend.
- By attaching water to the fiber structure after application to the tissue it is possible to leave only the layer containing the polylactic acid resin on the tissue, and to create a layer between the polylactic acid resin and the fiber structure. It has been reported that the adhesion between a polylactic acid resin and a fiber structure is improved by providing a layer containing a polylactic acid polymer (Patent Document 1).
- the laminate described in Patent Document 1 is obtained by laminating a fiber structure containing a polylactic acid resin and a water-soluble polymer having a thickness on the order of nanometers with a layer containing the water-soluble polymer sandwiched between them.
- Patent Document 2 As a method for improving this problem, a laminate has been disclosed in which a membrane containing a water-soluble polymer is laminated on the surface of a fibrous structure, thereby achieving both water resistance during handling and water solubility after attachment to an organ.
- the raw materials used for anti-adhesion materials are often biocompatible and biodegradable, and generally, from the perspective of long-term storage stability, gas barrier packaging that does not allow oxygen to pass through or moisture-proof packaging that does not allow water to pass through. may be protected by.
- measures such as enclosing a desiccant material may be taken so that the inside of the packaging material can be kept at low humidity for a long period of time.
- Patent Documents 1 and 2 disclose the material, thickness, microstructure (membrane, fiber), and number of layers to be laminated, which are necessary to improve handling when applied to organs.
- durability in a dry environment or in a dry state such as when wrapped in packaging material or immediately after opening from packaging material.
- an object of the present invention is to provide a laminate that is easy to handle when attached to an adherend and has excellent durability in a dry state.
- a water-soluble nonwoven fabric (C) having a thickness of 80 to 550 ⁇ m; (B) / (C) / (B) / (A) are stacked in this order, and the image (X) is cut out at 720 x 720 pixels from a digital image whose cross section was observed at 500x magnification using a scanning electron microscope.
- the image (Y) binarized using the threshold value that maximizes the degree of separation using the analysis method is fast Fourier transformed, the resulting power spectrum intensity is converted into decibels, and the center is the origin and the positive x-axis is zero degrees.
- the scatter diagram obtained by integrating every 5 degrees from 0 to 180 degrees, with the counterclockwise direction as a positive angle, is as follows when the vertical axis is the average intensity (I) and the horizontal axis is the angle.
- the laminate of the present invention has a structure pattern having specific parameters on the cross section of the laminate, so that the laminate as a whole becomes brittle due to changes in mechanical strength of the water-soluble film and water-soluble nonwoven fabric under dry conditions. can be suppressed.
- FIG. 2 is a schematic diagram showing a method of testing the durability of the laminate of the present invention.
- the terms “film,” “membrane,” “sheet,” and “layer” are used to mean a planar structure that has a two-dimensional extent.
- the “laminate” of the present invention refers to a sheet-like structure consisting of a plurality of layers, such as a laminated membrane or film consisting of a single layer or multiple layers, and a nonwoven fabric consisting of a single layer or multiple layers.
- the term “cross section of a laminate” refers to a cut surface that occurs when a sheet-like laminate is cut perpendicular to the sheet plane, and is observed from a direction perpendicular to the thickness direction. Used to mean the aspect of being.
- the laminate of the present invention has a structure in which an anti-adhesion layer (A), a water-soluble film (B), and a water-soluble nonwoven fabric (C) shown below are laminated in a specific order.
- the anti-adhesion layer (A) is made of a polylactic acid resin, and the thickness is 10 nm to 500 nm from the viewpoint of conformability to the adherend, more preferably 10 nm to 300 nm, and even more preferably 50 nm to 200 nm. preferable. If the thickness is less than 10 nm, the laminate may have insufficient water resistance or may have difficulty retaining its shape as an anti-adhesion layer, and if the thickness exceeds 500 nm, when attached to an adherend. This may cause wrinkles on the skin, tend to cause misalignment between the intended application location and the anti-adhesion layer, and may take time to decompose in vivo.
- the anti-adhesion layer (A) may contain 2% by mass or more and 20% by mass or less of an impact resistance modifier based on 100% by mass of the entire layer of polylactic acid resin for the purpose of improving mechanical strength. Preferably it is 2.5% by mass or more and 15% by mass or less. As the content of the impact modifier increases, the effect of improving impact resistance improves; however, even if the content exceeds 20% by mass, a significant improvement in mechanical strength may not be obtained.
- various additives may be contained in an amount of 30% by mass or less based on 100% by mass of the entire anti-adhesion layer (A).
- antioxidants antioxidants, weathering agents, heat stabilizers, lubricants, crystal nucleating agents, ultraviolet absorbers, colorants, etc.
- the lower limit of the content of the additive is not particularly limited, and there is no problem even if it is 0% by mass based on 100% by mass of the entire anti-adhesion layer (A).
- bioabsorbable materials such as gelatin, collagen, hyaluronic acid, chitosan, and synthetic polypeptides may be added to adjust the biodegradation rate as appropriate.
- inorganic or organic particles may be contained in an amount of 20% by mass or less based on 100% by mass of the entire anti-adhesion layer (A).
- examples of inorganic or organic particles include calcium carbonate, titanium oxide, silicon oxide, calcium fluoride, lithium fluoride, alumina, barium sulfate, zirconia, calcium phosphate, crosslinked polystyrene particles, and metal nanoparticles.
- the lower limit of the content of inorganic or organic particles is not particularly limited, and may be 0% by mass based on 100% by mass of the entire anti-adhesion layer (A).
- the anti-adhesion layer (A) of the present invention is transparent, the surface to which it is applied is inconspicuous, so it can be applied not only to surgery but also to the skin, and can also be used as a bandage.
- the anti-adhesion layer (A) can be used as a base material to carry and release various drugs, and can also be used as a drug delivery system.
- the water-soluble film (B) in the present invention may be composed of one type of water-soluble resin, or may be composed of two or more types of water-soluble resin.
- the thickness of the water-soluble film (B) is preferably 1 ⁇ m to 18 ⁇ m from the viewpoint of adhesive strength to the water-soluble nonwoven fabric (C), ease of handling as a laminate, and conformability to the shape of the adherend. , 2 ⁇ m to 10 ⁇ m is more preferable. If it is thinner than 1 ⁇ m, it may break when peeled from the base film, or it may be difficult to handle in the form of a laminated film with an anti-adhesion layer due to lack of elasticity, making the process of attaching it to the water-soluble nonwoven fabric (C) difficult. There is.
- wrinkles may occur when pasted on an adherend, and it may take time to dissolve in water or an aqueous solution after pasting on an adherend, resulting in decreased adhesion to the adherend.
- the laminate is bent, creases, cracks, cracks, and deterioration of flatness may occur easily.
- the water-soluble nonwoven fabric (C) in the present invention may be composed of one type of water-soluble resin, or may be composed of two or more types of water-soluble resin.
- the method for manufacturing the above-mentioned nonwoven fabric is not particularly limited, but the fleece is formed using a dry method, a wet method, a melt blow method, a spunbond method, etc., and a chemical bond method, a thermal bond method, a needle punch method, a hydroentanglement method, etc.
- Non-woven fabrics can be produced by bonding fibers together.
- the thickness of the above nonwoven fabric is preferably 80 ⁇ m to 2000 ⁇ m.
- the thickness of the above-mentioned nonwoven fabric is preferably 80 ⁇ m to 2000 ⁇ m.
- the above thickness is based on JIS L1912:1997, in which 10 test pieces with a size of 2500 mm 2 or more are taken from the sample, and a constant pressure thickness measuring device (manufactured by Ozaki Seisakusho Co., Ltd., product name: PEACOCK (registered)) is measured.
- a constant pressure thickness measuring device manufactured by Ozaki Seisakusho Co., Ltd., product name: PEACOCK (registered)
- Digital gauge model PDN-21 measurement pressure 0.5 ⁇ 0.1 kPa, presser foot area 2500 mm 2 , dial gauge stand model SIS-6) is the average value measured at 10 points.
- the average fiber diameter of the fibers in the above-mentioned nonwoven fabric is preferably 0.001 ⁇ m to 100 ⁇ m from the viewpoint of water solubility and fiber strength. Further, the average fiber diameter of the fibers in the nonwoven fabric is more preferably 0.1 ⁇ m or more, and even more preferably 1 ⁇ m or more. If the average fiber diameter of the nonwoven fabric is 0.001 ⁇ m or more, stable yarn production can be achieved during spinning. Further, the average fiber diameter of the nonwoven fabric is preferably 100 ⁇ m or less, and even more preferably 50 ⁇ m or less. If the average fiber diameter of the nonwoven fabric is 100 ⁇ m or less, sufficient flexibility can be imparted.
- the nonwoven fabric preferably has a basis weight of 1 g/m 2 to 1,000 g/m 2 . Further, the basis weight of the nonwoven fabric is more preferably 10 g/m 2 or more, and even more preferably 15 g/m 2 or more. If the basis weight of the above-mentioned nonwoven fabric is 1 g/m2 or more , the morphological stability and dimensional stability of the fibrous structure will be improved, and processing unevenness and tearing due to elongation during lamination with the water-soluble film (B) will be improved. The occurrence can be suppressed. Further, the basis weight of the nonwoven fabric is more preferably 400 g/m 2 or less, and even more preferably 150 g/m 2 or less.
- the basis weight of the above-mentioned nonwoven fabric is 1,000 g/ m2 or less, it will be easy to handle when the nonwoven fabric is rolled, and the cushioning properties of the nonwoven fabric will be moderately suppressed, and the water-soluble film (B) At the time of lamination, the pressing pressure can be maintained at an appropriate level on the surface of the fiber structure, and efficient lamination processing can be performed.
- the above nonwoven fabric may be subjected to processing such as pressing.
- the press treatment may be carried out between any step after the step of obtaining the nonwoven fabric and after the bonding with the water-soluble film (B).
- the water-soluble nonwoven fabric (C) and the water-soluble film (B) each contain a water-soluble polymer, the adhesiveness between the water-soluble nonwoven fabric (C) and the water-soluble film (B) is A good laminate can be made, the laminate maintains a stable shape against external forces, and is easy to handle with forceps or by hand.
- the laminate of the present invention comprises: an anti-adhesion layer (A) made of a polylactic acid resin and having a thickness of 10 to 500 nm; a water-soluble film (B) made of a water-soluble resin and having a thickness of 1 to 18 ⁇ m; A water-soluble nonwoven fabric (C) made of a water-soluble resin and having a thickness of 80 to 550 ⁇ m.
- this laminate is arranged in the following order from one side: anti-adhesion layer (A)/water-soluble film (B)/water-soluble nonwoven fabric (C)/water-soluble film (B)/anti-adhesion layer (A). It is composed of layers.
- FIG. 1 is shown as an example of a schematic cross-sectional view of the laminate of the present invention.
- the laminate of the present invention has the highest degree of separation by discriminant analysis of an image (X) cut out at 720 x 720 pixels from a digital image of the cross section of the laminate observed at 500x magnification using a scanning electron microscope.
- the center is the origin
- the positive x-axis is zero degrees
- the counterclockwise direction is As a positive angle
- a scatter diagram obtained by integrating every 5 degrees from 0 to 180 degrees satisfies the following formula 1 when the vertical axis is the average intensity (I) and the horizontal axis is the angle. 0.90 ⁇ I 10-45 ⁇ I max ⁇ 0.99 ...Formula 1 (In Equation 1, I 10-45 is the average intensity from 10 degrees to 45 degrees, and I max indicates the maximum average intensity from 0 to 180 degrees.)
- the laminate of the present invention has the highest degree of separation by discriminant analysis of an image (X) cut out at 720 x 720 pixels from a digital image of the cross section of the laminate observed at 500x magnification using a scanning electron microscope.
- the image (Y) binarized using the threshold value may satisfy the following equation 2. 0.30 ⁇ a ⁇ a+b ⁇ 0.45 ...Formula 2 (In formula 2, a is the imaging area of the adhesion prevention layer (A), the water-soluble film (B), and the water-soluble nonwoven fabric (C), and b is the area of the adhesion prevention layer (A), the water-soluble film (C), (B) and the photographed area of the void surrounded by the water-soluble nonwoven fabric (C) are shown.)
- the cross-sectional thickness of the laminate of the present invention is measured by the following measuring method. Specifically, a specimen for observation (a cross-section of a laminate) prepared using a rotary microtome for section preparation and surface exposure (manufactured by Japan Microtome Institute Co., Ltd.) was examined using an ultra-deep multi-angle microscope VHX-D500 ( Adjust the magnification in the range of 500x to 100,000x so that each observation layer fits within 10% to 90% of the viewing angle using the functions of a scanning electron microscope (SEM) such as Keyence Corporation). It can be obtained by observing. An example of an image of the thus obtained laminate of the present invention taken with a scanning electron microscope is shown in FIG.
- the cross-sectional thickness refers to the thickness of a rectangular test piece measuring 14.7 cm long and 12.7 cm wide, parallel to the short axis direction or long axis direction at 5 cm intervals with the center of the test piece as the origin. It is defined as the average value obtained by taking observation test pieces from nine points in a grid pattern and measuring them. If the test piece is smaller than 14.7 cm in length and 12.7 cm in width and observation test pieces cannot be collected at 5 cm intervals, observation test pieces may be taken from multiple test pieces. Note that the cross section may be parallel to the short axis direction or parallel to the long axis direction.
- the observation specimen is coated with gold, platinum, and carbon using an ion sputtering device such as "Auto Fine Coater JEC-3000FC” (JEOL Ltd.) to prevent charging by electrons.
- the surface is preferably coated with a conductive material such as.
- the thickness of each layer is 100 nm or less and it is difficult to observe using the above method, use a transmission electron microscope (TEM) such as "JEM-2100Plus” (manufactured by JEOL Ltd.) at a magnification of 500,000 times or more. The same observation may be made at a magnification of 1,000,000 times. If it is still difficult to determine, the observed thickness may be calculated by saving the observed image and enlarging it appropriately (for example, printing it in A3 size, using image zoom, etc.).
- TEM transmission electron microscope
- the method for obtaining a digital image (W) of the cross section of the laminate is not particularly limited, but a desired image (magnification of 500 times) can be obtained by a method equivalent to the thickness measurement method.
- a desired image magnification of 500 times
- the field of view of the digital image (W) is equivalent to a rectangle with an actual size of 800 ⁇ m in width and 600 ⁇ m in height.
- the center of gravity of the cut laminate image should be the center of the image (X), and the two water-soluble films (B) should be the most parallel overall to the upper and lower limit lines of the area of the image (X).
- the location shall be selected so that
- the method of binarizing the image (X) is a method of binarizing using a threshold value that maximizes the degree of separation in the discriminant analysis method (so-called Otsu's binarization method).
- Otsu's binarization method For image information processing, commercially available image analysis software such as "Scion Image” (manufactured by Scion Corporation) can be used. Note that, before performing binarization, parts of the image (X) other than the laminate (outside of the laminate) are painted black (masked) to prevent noise.
- the area of the photographed area (b) of the void area surrounded by the nonwoven fabric (C) can be calculated by counting the number of pixels in the corresponding area, for example, using various image analysis software such as "Analyze Particle". can be used.
- the ratio of the photographed area (b) of the void area surrounded by the water-soluble nonwoven fabric (C) is calculated at 5 cm intervals with the center of the test piece as the origin for a rectangular test piece measuring 14.7 cm long and 12.7 cm wide. means the average value obtained by taking observation test pieces from nine points in a grid pattern parallel to the short axis direction or the long axis direction and evaluating them.
- observation test pieces may be collected from multiple test pieces.
- the cross section may be parallel to the short axis direction or parallel to the long axis direction.
- the laminate of the present invention has the highest degree of separation by discriminant analysis of an image (X) cut out at 720 x 720 pixels from a digital image of the cross section of the laminate observed at 500x magnification using a scanning electron microscope.
- the image (Y) which has been binarized using a threshold value, is analyzed by fast Fourier transform.
- This fast Fourier transform is performed using commercially available image analysis software such as "Image-Pro” (manufactured by Media Cybernetics).
- decibel conversion can also be performed using programming languages such as "C++", “Java” (registered trademark), "Python” (and multiple libraries such as OpenCV and NumPy), etc.
- FIG. 3 shows an example of an image of the laminate of the present invention before being Fourier-transformed
- FIG. 4 shows an example of an image after Fourier-transforming the image of FIG. 3.
- the laminate of the present invention is characterized by the structure of a specific cross-section of the laminate, so it can disperse the strain that occurs during bending, and it has excellent durability even in dry conditions in low-humidity environments. Can be done. As a result, even when packaged in a dry state for long-term storage, it is less likely to be damaged by external forces, and even immediately after opening the bag, it is less likely to break.
- Base material The base material in the section of the method for producing the anti-adhesion layer (A) and water-soluble film (B), which will be described later, will be explained.
- the base material used in the present invention is preferably a film made of a polymeric substance.
- Examples of the material of the film used for the base material include polyolefins such as polyethylene and polypropylene, polyesters such as polyethylene terephthalate, polybutylene terephthalate, and polyethylene-2,6-naphthalate, nylon 6, nylon 12, etc.
- polyamide polyvinyl chloride, ethylene vinyl acetate copolymer or its saponified product, polystyrene, polycarbonate, polysulfone, polyphenylene oxide, polyphenylene sulfide, aromatic polyamide, polyimide, polyamideimide, cellulose, cellulose acetate, polyvinylidene chloride, polyacrylonitrile , polyvinyl alcohol, and copolymers thereof.
- the material for the base film is polyethylene terephthalate, etc. Polyesters or polyolefins such as polyethylene and polypropylene are preferred. Polyesters such as polyethylene terephthalate are particularly preferred because of their high surface wetting tension.
- the base film Before forming the water-soluble film (B) on the base film using the water-soluble resin, it is more preferable to subject the base film to a surface treatment such as corona discharge treatment, flame treatment, plasma treatment, or ultraviolet irradiation treatment. .
- the base film may be an unstretched film, a uniaxially stretched film, or a biaxially stretched film, but from the viewpoint of dimensional stability and mechanical properties, a biaxially stretched film is preferable.
- the base film may contain various additives.
- the thickness of the base film is not particularly limited, but is preferably from 2 ⁇ m to 1,000 ⁇ m, more preferably from 10 ⁇ m to 500 ⁇ m from the economic standpoint.
- the polylactic acid resin used in the laminate of the present invention refers to a polymer containing poly-D-lactide, poly-L-lactide, and poly-D,L-lactide as monomers, and specifically, polylactic acid , poly-L-lactic acid (L-form), poly-D-lactic acid (D-form) and poly-DL-lactic acid (DL-form).
- the weight average molecular weight of the polylactic acid resin is preferably 10,000 to 400,000, more preferably 20,000 to 300,000, and still more preferably 30,000 to 200,000.
- the weight average molecular weight of the polylactic acid resin in the present invention is determined by gel permeation chromatography (hereinafter referred to as GPC) by adding sodium trifluoroacetate to hexafluoroisopropanol (HFIP) and dissolving it to a concentration of 5 mM. It refers to the weight average molecular weight calculated using the polymethyl methacrylate (PMMA) conversion method.
- the above polylactic acid resin may be a mixture of a crystalline homopolylactic acid resin and an amorphous homopolylactic acid resin for the purpose of improving solubility in a solvent when preparing a coating solution for a coating film.
- the proportion of the amorphous homopolylactic acid resin may be determined within a range that does not impair the effects of the present invention.
- at least one of the polylactic acid resins used has an optical purity of 95% or more.
- the polylactic acid resin preferably contains poly-L-lactic acid and/or poly-D-lactic acid as a main component.
- the main component here refers to a component derived from lactic acid that accounts for 70 mol% or more and 100 mol% or less in 100 mol% of all monomer components constituting the polylactic acid resin, and is substantially poly-L-lactic acid and/or Alternatively, a homopolylactic acid resin consisting only of polyD-lactic acid is preferably used.
- the amount of poly-D-lactic acid based on the total 100 mol% of the above-mentioned polylactic acid-based resin is preferably 4 mol% to 50 mol%, more preferably 6 mol% to 13 mol%. If the amount of polyD-lactic acid is 4 mol% or more based on the total 100 mol% of the above polylactic acid resin, it has appropriate solubility in organic solvents, so it is easy to form into a coating material. It is preferable that the amount of poly-D-lactic acid is 50 mol% or less relative to 100 mol%, since it does not adversely affect metabolism.
- the polylactic acid resin may be a copolymerized polylactic acid resin obtained by copolymerizing L-lactic acid, D-lactic acid, and other monomer components having ester-forming ability.
- Copolymerizable monomer components include hydroxycarboxylic acids such as glycolic acid, 3-hydroxybutyric acid, 4-hydroxybutyric acid, 4-hydroxyvaleric acid, and 6-hydroxycaproic acid, ethylene glycol, propylene glycol, butanediol, Compounds containing multiple hydroxyl groups in the molecule such as neopentyl glycol, polyethylene glycol, glycerin, polyglycerin, and pentaerythritol, or derivatives thereof, succinic acid, adipic acid, sebacic acid, fumaric acid, terephthalic acid, isophthalic acid, Compounds containing multiple carboxylic acid groups in the molecule, such as 2,6-naphthalene dicarboxylic acid, 5-sodium sulfoisophthalic acid, and 5-tetrabutylphosphonium sulfoisophthalic acid, or derivatives thereof, as well as glucose, fructose, xylose,
- these copolymerization components it is preferable to select biodegradable components depending on the intended use. It is preferable that these copolymerization components be contained in an amount of 40 mol% or less based on 100 mol% of all monomer components constituting the polylactic acid resin.
- Examples of methods for producing polylactic acid resins include a direct polymerization method from lactic acid, a ring-opening polymerization method using lactide, and the like, although the details will be described later.
- the above polylactic acid resin has a terminal carboxyl group concentration of 30 equivalents/103 kg or less from the viewpoint of suppressing strength loss due to hydrolysis and imparting good durability (long-term storage).
- the amount is preferably 20 equivalents/103 kg or less, and even more preferably 10 equivalents/103 kg or less.
- the terminal carboxyl group concentration in the polylactic acid resin is 30 equivalents/103 kg or less, since the concentration of the terminal carboxyl group, which also serves as an autocatalyst for hydrolysis, is sufficiently low, thereby imparting practically good durability.
- There is no particular restriction on the lower limit of the terminal carboxyl group concentration in the polylactic acid resin and there is no problem even if it is as close to 0 equivalent as possible.
- Methods for controlling the terminal carboxyl group concentration in the polylactic acid resin to 30 equivalents/103 kg or less include, for example, controlling the concentration using a catalyst or thermal history during the synthesis of the polylactic acid resin, and controlling the processing temperature when forming the polylactic acid resin into layers. Examples include a method of reducing the thermal history by reducing the heat resistance or shortening the heating time, and a method of blocking the terminal carboxyl group in the polylactic acid resin using a reactive compound.
- the method of blocking the terminal carboxyl groups in the polylactic acid resin using a reactive compound it is preferable that at least a portion of the terminal carboxyl groups in the polylactic acid resin are blocked, and it is preferable that the entire amount is blocked. More preferred.
- reactive compounds include condensation reaction compounds such as aliphatic alcohols and amide compounds, and addition reaction compounds such as carbodiimide compounds, epoxy compounds, and oxazoline compounds, but they do not generate excess byproducts during the reaction. Addition reaction type compounds are preferred because they are difficult to react with, and carbodiimide compounds are particularly preferred from the viewpoint of reaction efficiency.
- fats other than polylactic acid resins are preferred because they have suitable dispersibility in polylactic acid resins and a higher effect can be obtained with a small amount.
- Group polyesters are preferred.
- Aliphatic polyesters other than polylactic acid resins are not particularly limited, and specifically include polyglycolic acid, poly3-hydroxybutyric acid, poly4-hydroxybutyric acid, poly4-hydroxyvaleric acid, and poly3-hydroxybutyric acid.
- polyglycolic acid poly3-hydroxybutyric acid
- poly4-hydroxybutyric acid poly4-hydroxyvaleric acid
- poly3-hydroxybutyric acid poly3-hydroxybutyric acid.
- -Hydroxyhexanoic acid or polycaprolactone polyethylene adipate
- polyethylene succinate polybutylene succinate
- polybutylene succinate adipate and the like.
- polybutylene succinate-based polymer which is an aliphatic polyester other than polylactic acid-based resin. More preferred are polybutylene succinate and polybutylene succinate adipate, which are highly effective in improving mechanical strength and have good compatibility with polylactic acid resins.
- the weight average molecular weight of the above polybutylene succinate polymer is preferably 100,000 to 300,000. Note that the polybutylene succinate-based polymer is obtained by polycondensing 1,4-butanediol and succinic acid.
- the above polylactic acid resin can be obtained, for example, by the following method.
- a lactic acid component such as L-lactic acid or D-lactic acid
- a hydroxycarboxylic acid other than the above-mentioned lactic acid component can be used in combination.
- cyclic ester intermediates of hydroxycarboxylic acids such as lactide and glycolide, can also be used as raw materials.
- dicarboxylic acids, glycols, etc. can also be used.
- the polylactic acid resin can be obtained by directly dehydrating and condensing raw materials such as lactide and glycolide, or by ring-opening polymerization of the cyclic ester intermediates described above.
- lactic acids or lactic acids and hydroxycarboxylic acids are preferably subjected to azeotropic dehydration condensation in the presence of an organic solvent, particularly a phenyl ether solvent, preferably from a solvent distilled by azeotropy.
- a high molecular weight polymer can be obtained by polymerization by a method in which a substantially anhydrous solvent is returned to the reaction system by removing water.
- a high molecular weight polymer can be obtained by ring-opening polymerization of a cyclic ester intermediate such as lactide using a catalyst such as tin octylate under reduced pressure.
- a catalyst such as tin octylate under reduced pressure.
- methods to adjust the conditions for removing moisture and low-molecular compounds during heating under reflux in an organic solvent methods to deactivate the catalyst after the polymerization reaction is completed to suppress the depolymerization reaction, and methods to heat-treat the produced polymer.
- a polymer containing a small amount of lactide can be obtained.
- the water-soluble resin used in the present invention is a polymeric substance that can be dissolved in water or an aqueous solution such as warm water, physiological saline, or glucose solution.
- aqueous solution such as warm water, physiological saline, or glucose solution.
- polyvinyl alcohol or its copolymer dextran, agarose, pullulan, chitosan, mannan, carrageenan, alginic acid, starches (oxidized starch, etherified starch, dextrin, etc.), amylose, amylopectin, pectin, lentinan, hyaluronic acid.
- Acid, Hylan polysaccharides such as cellulose derivatives (methylcellulose, ethylcellulose, carboxymethylcellulose, carboxyethylcellulose, hydroxyethylcellulose, hydroxypropylcellulose, etc.), gelatin, collagen, elastin, albumin, hemoglobin, transferrin, globulin, fibrin, fibrinogen, keratin sulfate
- Polypeptides such as polyvinylpyrrolidone, copolyesters containing polar groups such as sulfoisophthalic acid, vinyl polymers such as polyhydroxyethyl methacrylate or its copolymers, acrylic polymers, urethane polymers, ether polymers
- Preferred examples include polymers.
- polymers obtained by modifying these various polymers with functional groups such as carboxyl groups, amino groups, and methylol groups can also be preferably used.
- functional groups such as carboxyl groups, amino groups, and methylol groups
- polyvinyl alcohol and pullulan are preferred from the viewpoints of manufacturing cost, availability, and hygiene.
- the above polyvinyl alcohol is a saponified product of polyvinyl acetate, and the degree of saponification is preferably 80 mol% to 99.9 mol%, more preferably 85 mol% to 98 mol%.
- the degree of saponification of polyvinyl alcohol is 99.9 mol% or less, the solubility of the obtained water-soluble nonwoven fabric and water-soluble film (B) in water or an aqueous solution falls within a preferable range.
- polyvinyl alcohol in the present invention also includes polyvinyl alcohol copolymers.
- the vinyl alcohol unit content is preferably 80 mol% to 98 mol%, more preferably 85 mol% to 98 mol%.
- the saponification degree mentioned above refers to the total number of moles of vinyl alcohol units and structural units (typically vinyl ester units) that can be converted into vinyl alcohol units by saponification of polyvinyl alcohol or its copolymer. It refers to the ratio (mol%) occupied by the number of moles of alcohol units. Note that the degree of saponification can be measured according to JIS K6726:1994.
- pullulan is usually advantageous in terms of availability and price
- pullulan produced by culturing yeast such as Aureobasidium in a medium containing starch decomposition products is advantageously used. It will be done.
- pullulan manufactured by Hayashibara Co., Ltd., Japanese Pharmacopoeia Pullulan
- the present invention is not limited thereto, and other pullulan products may be used without departing from the purpose of the present invention.
- maltotriose derivatized by modification such as esterification with an arbitrary degree of substitution may be used as the repeating unit.
- the weight average molecular weight of pullulan used in the present invention is usually 10,000 to 1,000,000, preferably 50,000 to 500,000. Note that the dissolution rate can be adjusted to a desired rate by selecting the weight average molecular weight and molecular weight distribution of pullulan. Although it depends on other components to be blended, a weight average molecular weight of 10,000 or more is preferable because it facilitates film formation, and a weight average molecular weight of 1,000,000 or less allows for preferable dissolution in an aqueous solvent.
- the present invention two or more types of water-soluble resins may be used in combination. This is preferable because a coating film having high mechanical strength and resolubility in an aqueous solution as well as good adhesion to the polylactic acid resin can be obtained.
- the weight average molecular weight of the water-soluble resin as used in the present invention is measured by GPC in a solvent in which sodium chloride is added and dissolved in distilled water to a concentration of 0.1M. , weight average molecular weight calculated using a glucose-based conversion method.
- the amount of various additives added may be 30% by mass or less based on 100% by mass of the total water-soluble resin.
- the lower limit is not particularly limited, and there is no problem even if the amount of the various additives added is 0% by mass based on the total 100% by mass.
- antioxidants heat stabilizers, lubricants, crystal nucleating agents, ultraviolet absorbers, X-ray absorbers, colorants, etc.
- inorganic or organic particles may be contained in an amount of 20% by mass or less based on 100% by mass of the whole, as long as the effects of the present invention are not impaired.
- the lower limit is not particularly limited, and there is no problem even if the amount of the various additives added is 0% by mass based on the total 100% by mass.
- calcium carbonate, magnesium oxide, titanium oxide, silicon oxide, calcium fluoride, lithium fluoride, alumina, barium sulfate, zirconia, calcium phosphate, crosslinked polystyrene particles, metal nanoparticles such as gold and silver, etc. can be used.
- the coating material containing the polylactic acid resin is preferably a solution in which the constituent components are uniformly dissolved.
- the solvent is not particularly limited, but at least one solvent or two selected from the group consisting of butyl alcohol, chloroform, cyclohexane, acetonitrile, dichloromethane, dichloroethane, ethyl acetate, ethyl propionate, ethyl ether, dipropyl ether, and toluene. It is preferable to use a mixed solution of more than one type. From the viewpoint of productivity and handleability, dichloromethane and ethyl acetate are particularly preferred.
- the solid content concentration of the coating material containing the polylactic acid resin is not particularly limited, but from the viewpoint of productivity such as viscosity, drying efficiency, and coatability of the coating material, it is preferably 1.0% by mass or more, and 10% by mass or less. preferable.
- organic compounds may be included in the solution as a third component as long as the stability of the coating material containing the polylactic acid resin is maintained.
- Coating material containing water-soluble resins can be used as an aqueous solution when creating water-soluble nonwoven fabrics (C) and water-soluble films (B), and when bonding water-soluble nonwoven fabrics (C) and water-soluble films (B) together. can.
- the coating material containing the water-soluble resin is preferably a solution in which the constituent components are uniformly dissolved.
- the solvent water or a mixed solution of water and lower alcohol is preferably used. It is more preferable to use a mixed solution of water and lower alcohol.
- the solid content concentration of the coating material containing a water-soluble resin should be 1.0% by mass or more from the viewpoint of productivity such as liquid transferability, drying efficiency, and coating properties. It is preferably 15% by mass or less. If a coating agent with a high concentration of more than 15% by mass is used, the solution viscosity becomes too high and it may become difficult to control the thickness of the water-soluble film (B). When used, the coating may be missed due to repelling or the like.
- water-soluble organic compounds may be included as a third component in the mixed solvent as long as the stability of the coating material containing the water-soluble resin is maintained. good.
- water-soluble organic compounds include alcohols such as methanol, ethanol, n-propanol, and isopropanol, glycols such as ethylene glycol and propylene glycol, glycol derivatives such as methyl cellosolve, ethyl cellosolve, and n-butyl cellosolve, glycerin, and wax.
- the pH of the dispersion solution is preferably 2 to 11 from the viewpoint of solution stability.
- the water-soluble nonwoven fabric (C) When used for the water-soluble nonwoven fabric (C), from the viewpoint of productivity such as spinnability and drying efficiency, it is preferably 10% by mass or more, and preferably 30% by mass or less. When a highly concentrated liquid exceeding 30% by mass is used, the viscosity of the solution becomes too high, and it may become difficult to discharge it from the nozzle. If it is less than 10% by mass, the shot occurrence rate may be high and the appearance may be impaired. When used as an aqueous solution for laminating the water-soluble nonwoven fabric (C) and the water-soluble film (B), it is preferably 20% by mass or less from the viewpoint of productivity such as dischargeability, drying efficiency, and lamination performance. If a highly concentrated solution exceeding 20% by mass is used, the solution viscosity becomes too high, which may cause clogging of the spray nozzle.
- the method for preparing coatings containing water-soluble resins and coatings containing polylactic acid resin is not particularly limited, but when adding various additives such as crosslinking agents and particles to the extent that does not impair the effects of the present invention, It is preferable that the polymer and the additive are uniformly dispersed in the coating material. If necessary, increase the solubility of the polymer by increasing the temperature of the solvent with a heater, etc., or use equipment that applies shear force or shear stress, such as a homomixer, jet agitator, ball mill, bead mill, kneader, sand mill, or three-roll machine. Alternatively, a method may be used in which mechanical forced dispersion processing is performed using
- the method for manufacturing the laminate in the present invention is not particularly limited, but for example, the following method can be used.
- a water-soluble film (B) made of a water-soluble resin is created on a base film, and an anti-adhesion layer (A) made of a polylactic acid resin is formed thereon.
- the formed laminated film in which the water-soluble film (B) and the anti-adhesion layer (A) are laminated is mechanically peeled off from the base film to separate the base film and the laminated film.
- a method may be used in which the surface of the water-soluble film (B) or water-soluble nonwoven fabric (C) is softened and dissolved with heat, an aqueous solution, etc., and then bonded or fused.
- the preparation method is not particularly limited, but dry spinning, in which a spinning solution obtained by dissolving in a solvent is extruded into heated air through a nozzle to evaporate and remove the solvent, is preferable because it is widely applicable to various types of water-soluble resins. .
- the coating method is not particularly limited, but examples include gravure coating, direct lip coating, slot coating, comma coating, inkjet, and silk screen printing.
- the base material include, but are not particularly limited to, glass plates, metal plates, plastic films, etc. From the viewpoint of economy, it is desirable to use a plastic film as the base film, particularly a plastic film having a smooth surface.
- an off-line coating is applied after the biaxially stretched film forming process, or a coating is applied during the biaxially stretched film forming process. Either method of inline coating may be used.
- in-line coating it is preferable to apply the coating before the film is heat set.
- Heat setting is to crystallize a stretched film by heat-treating the stretched film while maintaining it at a temperature higher than the stretching temperature and lower than the melting point of the film. Therefore, it is preferable to coat an unstretched film, a film immediately after being uniaxially stretched in the longitudinal or transverse direction, or a film immediately after being biaxially stretched. More preferably, the film is coated immediately after being uniaxially stretched, and it is even more preferred that the film is then further stretched uniaxially or more and heat-set.
- a heated roll contact method a heat medium (air, oil, etc.) contact method, an infrared heating method, a microwave heating method, etc. can be used.
- the method of forming a coating film on a base film by off-line coating is capable of coating a thin film at high speed.
- spray coating, kiss coating, comma coating, die coating, knife coating, air knife coating or metaling bar coating is suitable.
- the base film may be subjected to adhesion promoting treatment before coating, such as corona discharge treatment in air, nitrogen gas, nitrogen/carbon dioxide gas mixture, or other atmospheres, plasma treatment under reduced pressure, flame treatment, or ultraviolet treatment. It is more preferable to perform the following.
- anchor treatment may be performed using an anchor treatment agent such as urethane polymer, epoxy polymer, or polyethyleneimine.
- Drying of the coating film to obtain the water-soluble film (B) made of water-soluble resin is carried out within the range of 60°C to 180°C in the case of offline coating and 80°C to 250°C in the case of inline coating. It is preferable.
- the drying time is preferably 1 second to 60 seconds, more preferably 3 seconds to 30 seconds.
- Drying of the coating film to obtain the anti-adhesion layer (A) made of polylactic acid resin is carried out within the range of 60°C to 110°C in the case of offline coating and 80°C to 180°C in the case of inline coating. It is preferable that the The drying time is preferably 1 second to 60 seconds, more preferably 3 seconds to 30 seconds.
- the base film/water-soluble film (B)/adhesion prevention layer (A) be laminated in this order on the base film, without impairing the peelability of the laminated film from the base film. If so, it may be base film/anti-adhesion layer (A)/water-soluble film (B).
- the laminated film is fixed to the support/adhesion prevention layer (A)/water-soluble film (B).
- Laminated films are placed on the support so that they are lined up in this order.
- the support is not particularly limited, but examples include glass plates, metal plates, plastic films, etc. From an economical point of view, it is preferable to use a plastic film as the support, and in particular, a plastic film with surface releasability is preferable. .
- the method of laminating the laminate film with the water-soluble nonwoven fabric (C) is not particularly limited, but may include softening the water-soluble film (B) side of the laminate film or one side of the water-soluble nonwoven fabric (C) with heat. , a method of press-bonding both, or a method of dissolving the surface of the water-soluble film (B) or one side of the water-soluble nonwoven fabric (C) with a water-soluble resin, and pressing and welding the two to form the water-soluble nonwoven fabric (C).
- anti-adhesion layer (A) / water-soluble film (B) / water-soluble nonwoven fabric (C) / water-soluble film (B) / anti-adhesion layer (A) A laminate is formed by laminating the layers in this order.
- the aqueous solution is not particularly limited, and examples thereof include pure water, an alcohol aqueous solution, a mineral dispersion, a drug dispersion aqueous solution, a water-soluble resin solution (20% by mass or less), and from an economical point of view, pure water is preferable.
- the thickness of each layer of the nonwoven fabric and water-soluble film (B) will be smaller after lamination than before lamination. There is.
- the method of spraying the water or aqueous solution is not particularly limited, but it may be sufficient as long as the liquid can be uniformly dispersed in a fine shape over a wide range using an atomizer such as a sprayer or shower.
- Fluid nozzle, four-fluid nozzle), inkjet method, etc. can be used.
- Spray methods include an air spray method, an airless spray method, and an electrostatic method.
- the air spray method is based on the principle of atomization, in which liquid is blown out in the form of a mist along with compressed air from a spray gun.
- the airless spray method is a liquefaction atomization method in which pressure is applied to the liquid itself without using air, and fine water particles can be discharged from a nozzle with a micropore diameter, and any method may be used.
- the temperature of the water or aqueous solution to be sprayed is not particularly limited, but is preferably 5° C. to 35° C. from the viewpoint of shape stability of fine water particles.
- the environment during spraying work is preferably a temperature of 5°C to 35°C and a humidity of 45% RH to 85% RH from the viewpoint of workability, and a temperature of 10°C to 25% RH from the viewpoint of shape stability of fine water particles.
- °C and humidity are preferably 45% RH to 65% RH.
- the average water particle diameter is preferably 1 to 100 ⁇ m.
- the average water particle diameter here refers to the particle diameter of 10,000 water particles measured using a phase Doppler current meter at a point corresponding to the point immediately before the water particles vertically emitted from the spray nozzle collide with the nonwoven fabric.
- the Sauter average particle diameter was measured three times at each point in a grid pattern at 10 mm intervals horizontally to the bonding surface with the nozzle vertical as the center, and the total average value was calculated. It is.
- the adhesion density of water or aqueous solution to the nonwoven fabric to be sprayed is preferably 1.9 g/m 2 or less from the viewpoint of durability of the laminate in a dry state, and from the viewpoint of adhesion between the laminate film and the nonwoven fabric. It is preferably 0.7 g/m 2 or more, and more preferably 1.6 g/m 2 or less and 1.0 g/m 2 or more from the viewpoint of production efficiency.
- the water adhesion density referred to here is determined by placing a piece of water-sensitive paper (5cm square ), and after completing the spraying of water or aqueous solution, measure the weight of the wet water-sensitive paper using an electronic balance within 10 seconds, and calculate the difference in weight with the pre-measured weight of each water-sensitive paper before spraying. The average value was calculated and the value was divided by the area of the water-sensitive paper (5 cm square). If the spray pattern (wet trace) has anisotropy, the spray may be oscillated in the horizontal direction as appropriate while keeping the distance between the spray nozzle and the water-sensitive paper constant.
- the time for spraying water or an aqueous solution is preferably 20 seconds or less from the viewpoint of solubility of the nonwoven fabric fibers, and more preferably 10 seconds or less from the viewpoint of production efficiency.
- the time from the end of spraying water or an aqueous solution to the lamination of the laminated film and nonwoven fabric is preferably within 30 seconds from the viewpoint of natural drying of the water-soluble resin, and from the viewpoint of production efficiency, it is more preferably close to 0 seconds.
- the method of laminating the water-soluble film (B) side of the laminated film of the anti-adhesion layer (A) and the water-soluble film (B) to the water-soluble nonwoven fabric (C) is not particularly limited, but each is cut into sheets. There are two methods: one method is to sandwich the sheet between two flat plates of metal or the like, and another method is to press each continuous sheet by sandwiching it between two rolls.
- a digital image (X) of 720 x 720 pixels was cut out from the above image (W) using a trimming program created in the programming language "Python".
- the photographing area of the void portion surrounded by the water-soluble film (B) and the anti-adhesion layer (A) was calculated by counting the number of pixels in each corresponding portion.
- Ratio (r 1 ) means the apparent density of the laminate obtained by a digital image of the laminate cross section. When r1 is 0.30 or more, the laminate has sufficient stiffness and has excellent handling properties, and when it is 0.45 or less, the laminate cannot absorb the mechanical load that occurs during bending. No damage will occur.
- the ratio (r 2 ) is 10 degrees to 10 degrees, based on the angular component that shows the strongest feature in the spectrum obtained by Fourier transform of the structural pattern created by the resin constituting the laminate, which is obtained from a digital image of the cross section of the laminate. It shows the degree to which the 45 degree component contributes to the laminate structure pattern.
- r 2 is preferably 0.90 or more, and preferably as close to 1.0 as possible. When r 2 is 0.90 or more, the laminate can absorb the mechanical load that occurs during bending, and is less likely to be damaged.
- FIG. 6 shows a schematic diagram showing a method of testing the durability of a laminate.
- a dry room at a temperature of 20° C. and a humidity of 1% RH or less, rectangular test pieces measuring 14.7 cm long and 12.7 cm wide were placed on a flat table without overlapping each other, and left to stand for 48 hours or more.
- the test piece was bent horizontally by 180 degrees by hand so that its area (and horizontal length) was halved, and then returned to its original flat shape (first bending).
- the same test piece is further bent 180 degrees vertically by hand on the same side as the first bend so that the area (and width) of the test piece is halved, and then returned to its original flat shape. (Second fold).
- the same test piece was bent horizontally 180 degrees on the opposite side of the first fold, returned to its original flat shape (third bend), and then vertically bent 180 degrees. , return to the original flat shape (4th bend).
- Adhesion test A rectangular test piece measuring 14.7 cm long and 12.7 cm wide was cut into squares (3 cm x 3 cm) and placed in a Petri dish containing pure water to dissolve the water-soluble resin and form an anti-adhesion layer. A single film of only A) was created. The previously collected anti-adhesion layer (A ) and pressed with dry silicone rubber (manufactured by Kyowa Kogyo Co., Ltd., hardness 20 degrees, size: 3 cm x 1 cm) for 5 seconds to make them adhere.
- dry silicone rubber manufactured by Kyowa Kogyo Co., Ltd., hardness 20 degrees, size: 3 cm x 1 cm
- the polyester film with the anti-adhesion layer (A) pasted was placed vertically in a constant temperature and humidity chamber (manufactured by ESPEC Co., Ltd., LHU-113) at a temperature of 25°C and a relative humidity of 90% for 1 hour.
- the specimen was left to stand for more than 30 minutes, and excess water was removed from the specimen.
- PET-1 Polyethylene film-1
- Limirror registered trademark
- Polylactic acid resin used (Polylactic acid resin-1 (hereinafter referred to as "PLA-1"): A poly-L-lactic acid-D-lactic acid copolymer (PURASORB (registered trademark) PDL20 manufactured by Corbion) having a poly-D-lactic acid content of 50 mol% relative to the whole and a weight average molecular weight of 400,000 in terms of PMMA.
- PMMA-2 Polylactic acid resin-2 (hereinafter referred to as "PLA-2"): A poly-L-lactic acid-based polymer (manufactured by Nature Works, 4060D) with a poly-D-lactic acid content of 12 mol % based on the total weight and a weight average molecular weight of 200,000 in terms of PMMA.
- PLA-3 Polylactic acid resin-3 (hereinafter referred to as "PLA-3"): Under an argon stream, the following three raw materials were mixed in a flask while being heated at 110°C.
- polyhydroxyalkanoic acid and Using the integral value of the signal of the chemical shift of protons derived from each characteristic chemical structure with polyalkylene glycol, the number of hydrogen atoms contained in the repeating unit, and the number molecular weight of the repeating monomer, the number of moles of glycolic acid 1 When the ratio of the number of moles of lactic acid to .0 was calculated, it was 1:4. Moreover, the mass ratio of the polyethylene glycol block to the total mass was 6%.
- the weight average molecular weight of PLA-3 in terms of PMMA determined by GPC was 160,000.
- dichloromethane was used as a solvent when creating a coating solution for forming the anti-adhesion layer (A).
- PLA-4 Polylactic acid resin-4 (hereinafter referred to as "PLA-4"): A polylactic acid-polyethylene glycol block copolymer (PLA-4) was obtained in the same manner as in the production method of PLA-3 except that the raw materials were changed as follows.
- ⁇ DL-lactide (PURASORB (registered trademark) DL manufactured by Corbion): 340g ⁇ 8-branched polyethylene glycol derivative (NOF Corporation SUNBRIGHT (registered trademark) HGEO-150CS, molecular weight 15,000): 60 g
- the weight average molecular weight of PLA-4 in terms of PMMA determined by GPC was 110,000.
- the mass ratio of the polyethylene glycol block to the total mass was 13%, and the value obtained by dividing the average molecular weight of the polylactic acid block by 8, which is the number of branched chains, was 12,000.
- dichloromethane was used as a solvent when creating a coating solution for forming the anti-adhesion layer (A).
- PVA-1 Polyvinyl alcohol-1 (hereinafter referred to as "PVA-1")) Polyvinyl alcohol (JP-10, manufactured by Nippon Ace Vine & Poval Co., Ltd.) with a degree of saponification of 88 mol% and a viscosity of 10 mPa ⁇ s (4% by mass aqueous solution, 20°C).
- PVA-2 Polyvinyl alcohol-2 (hereinafter referred to as "PVA-2") Polyvinyl alcohol (JM-17, manufactured by Japan Vinyl Poval Co., Ltd.) with a degree of saponification of 96.5 mol% and a viscosity of 27.5 mPa ⁇ s (4% by mass aqueous solution, 20°C).
- gelatin-1 Pharmacopoeia purified gelatin (beMatrix (registered trademark) gelatin HG manufactured by Nitta Gelatin Co., Ltd.).
- Nonwoven fabric-1 Yarns with an average fiber diameter of 3 ⁇ m obtained by dry spinning using Pullulan-1 as a water-soluble resin were collected on a collecting conveyor to create a nonwoven fabric with a thickness of 370 ⁇ m and a basis weight of 32 g/m 2 .
- the thickness was determined in accordance with JIS L1912:1997, and 10 test pieces of 3600 mm 2 in size were taken from the sample, and a constant pressure thickness measuring device (manufactured by Ozaki Seisakusho Co., Ltd., product name: PEACOCK (registered trademark) digital gauge model) The values measured at 10 points using PDN-21, measuring pressure 0.5 ⁇ 0.1 kPa, presser foot area 2500 mm 2 and dial gauge stand model SIS-6 were averaged.
- PEACOCK registered trademark
- the average fiber diameter was measured as follows. Rectangular test pieces measuring 14.7 cm in length and 12.7 cm in width were placed on a stand without overlapping each other, and allowed to stand in standard conditions for 48 hours or more. Thereafter, the surface of the test piece was coated with gold using an "Auto Fine Coater JEC-3000FC" (JEOL Ltd.) at a sputtering time of 120 seconds and a current value of 30 mA. Next, using an ultra-deep multi-angle microscope VHX-D500 (manufactured by Keyence Corporation), a rectangular test piece of 14.7 cm x 12.7 cm was examined in the short axis direction or at 5 cm intervals with the center as the origin.
- VHX-D500 ultra-deep multi-angle microscope
- 3000x magnification surface images were taken at nine points in a grid pattern parallel to the long axis direction.
- 200 fibers that can be measured using a two-point planar function were measured at each point and averaged. If the total number of points was less than 200 points at one angle of view, another nearby angle of view that did not overlap was selected and the measurement was performed so that 200 points were obtained.
- Nonwoven fabric-2 A nonwoven fabric was prepared in the same manner as Nonwoven Fabric-1 except that the thickness was changed to 1100 ⁇ m and the basis weight was changed to 95 g/m 2 .
- Nonwoven fabric-3 A nonwoven fabric was prepared in the same manner as Nonwoven Fabric-1 except that the thickness was changed to 280 ⁇ m and the basis weight was changed to 24 g/m 2 .
- Nonwoven fabric-4 A nonwoven fabric was prepared in the same manner as Nonwoven Fabric-1 except that the thickness was changed to 1200 ⁇ m and the basis weight was changed to 110 g/m 2 .
- Nonwoven fabric-5 A nonwoven fabric was prepared in the same manner as Nonwoven Fabric-1 except that the thickness was changed to 200 ⁇ m and the basis weight was changed to 18 g/m 2 .
- Nonwoven fabric-6 A nonwoven fabric was prepared in the same manner as Nonwoven Fabric-1 except that the thickness was changed to 620 ⁇ m and the basis weight was changed to 50 g/m 2 .
- Nonwoven fabric-7 A nonwoven fabric was prepared in the same manner as Nonwoven Fabric-1 except that the thickness was changed to 140 ⁇ m and the basis weight was changed to 12 g/m 2 .
- Nonwoven fabric-8 A nonwoven fabric was prepared in the same manner as Nonwoven Fabric-1 except that the thickness was changed to 1700 ⁇ m and the basis weight was changed to 150 g/m 2 .
- Nonwoven fabric-9 A nonwoven fabric was prepared in the same manner as Nonwoven Fabric-1 except that the thickness was changed to 1300 ⁇ m and the basis weight was changed to 110 g/m 2 .
- Nonwoven fabric-10 As the material of the nonwoven fabric, the water-soluble resin was changed to PVA-1, and the manufacturing method was the same as that of the nonwoven fabric-1. As a result, a nonwoven fabric having a thickness of 370 ⁇ m and a basis weight of 32 g/m 2 was produced.
- Nonwoven fabric-11 As the material of the nonwoven fabric, the water-soluble resin was changed to PVA-2, and the manufacturing method was the same as that of nonwoven fabric-1. As a result, a nonwoven fabric having a thickness of 370 ⁇ m and a basis weight of 32 g/m 2 was produced.
- Nonwoven fabric-12 As the material of the nonwoven fabric, the water-soluble resin was changed to gelatin-1, and the manufacturing method was the same as that of nonwoven fabric-1. As a result, a nonwoven fabric having a thickness of 1300 ⁇ m and a basis weight of 110 g/m 2 was produced.
- Nonwoven fabric-13 As the material of the nonwoven fabric, the water-soluble resin was changed to gelatin-1, and the manufacturing method was the same as that of nonwoven fabric-1. As a result, a nonwoven fabric having a thickness of 1800 ⁇ m and a basis weight of 160 g/m 2 was produced.
- Example 1 Pullulan-1 was used as the water-soluble resin. Specifically, pullulan-1 was dissolved in water using a heating homogenizer to prepare an emulsion liquid. Pullulan-1 was applied to one side of the base film using the applicator method so that the film thickness after drying was 5 ⁇ m, and dried at 90°C for 20 seconds in a hot air dryer to form a water-soluble film (B). was deposited.
- an anti-adhesion layer (A) was created using PLA-1 as a polylactic acid resin. Specifically, a solution of PLA-1 dissolved in dichloromethane was added to the water-soluble film (B) formed on the base film using a metering bar so that the film thickness after drying would be 200 nm. A laminated film in which an anti-adhesion layer (A) made of a polylactic acid resin and a water-soluble film (B) were laminated was created by applying the mixture to a hot air dryer and drying it at 80°C for 20 seconds. Thereafter, the laminated film was mechanically peeled off from the base film.
- Example 2 The thickness of the anti-adhesion layer (A) was changed to 300 nm, the thickness of the water-soluble film (B) was changed to 7 ⁇ m, and the amount of pure water sprayed when laminating the laminated film and the water-soluble nonwoven fabric (C) was changed to 1.
- a laminate was produced in the same manner as in Example 1, except that the coating was applied at a concentration of 2 g/m 2 .
- Example 3 The thickness of the anti-adhesion layer (A) was changed to 120 nm, the thickness of the water-soluble film (B) was changed to 10 ⁇ m, and the amount of pure water sprayed when laminating the laminated film and the water-soluble nonwoven fabric (C) was changed to 1.
- a laminate was produced in the same manner as in Example 1, except that the coating was applied so that the coating density was 0 g/m 2 .
- Example 4 Example except that the thickness of the anti-adhesion layer (A) was changed to 150 nm, and the amount of pure water sprayed when laminating the laminated film and water-soluble nonwoven fabric (C) was 0.8 g/ m2 .
- a laminate was produced in the same manner as in Example 1.
- Example 5 The thickness of the anti-adhesion layer (A) was changed to 50 nm, the thickness of the water-soluble film (B) was changed to 18 ⁇ m, the water-soluble nonwoven fabric (C) was changed to nonwoven fabric-2, and the laminated film and water-soluble nonwoven fabric (C ) A laminate was prepared in the same manner as in Example 1, except that the amount of pure water sprayed during the lamination was 1.4 g/m 2 .
- Example 6 The thickness of the anti-adhesion layer (A) was changed to 150 nm, the thickness of the water-soluble film (B) was changed to 12 ⁇ m, the water-soluble nonwoven fabric (C) was changed to nonwoven fabric-3, and the laminated film and water-soluble nonwoven fabric (C ) A laminate was produced in the same manner as in Example 1, except that the amount of pure water sprayed during lamination was 1.0 g/m 2 .
- Example 7 The thickness of the anti-adhesion layer (A) was changed to 100 nm, the water-soluble nonwoven fabric (C) was changed to nonwoven fabric-4, and the amount of pure water sprayed when laminating the laminated film and the water-soluble nonwoven fabric (C) was changed to 1.
- a laminate was produced in the same manner as in Example 1, except that the coating was applied so that the coating density was 0 g/m 2 .
- Example 8 The thickness of the anti-adhesion layer (A) was changed to 500 nm, the thickness of the water-soluble film (B) was changed to 2 ⁇ m, the water-soluble nonwoven fabric (C) was changed to nonwoven fabric-2, and the laminated film and water-soluble nonwoven fabric (C ) A laminate was prepared in the same manner as in Example 1, except that the amount of pure water sprayed during the lamination was 1.4 g/m 2 .
- Example 9 The thickness of the anti-adhesion layer (A) was changed to 500 nm, the thickness of the water-soluble film (B) was changed to 8 ⁇ m, the water-soluble nonwoven fabric (C) was changed to nonwoven fabric-5, and the laminated film and water-soluble nonwoven fabric (C ) A laminate was produced in the same manner as in Example 1, except that the amount of pure water sprayed during lamination was 0.7 g/m 2 .
- Example 10 The thickness of the anti-adhesion layer (A) was changed to 300 nm, the resin used for the water-soluble film (B) was changed to PVA-1, the thickness of the water-soluble film (B) was changed to 7 ⁇ m, and the water-soluble nonwoven fabric (C ) was changed to nonwoven fabric-10, and the same procedure as Example 1 was carried out, except that the amount of pure water sprayed when laminating the laminated film and water-soluble nonwoven fabric (C) was 1.2 g/ m2 . A laminate was created.
- Example 11 The thickness of the anti-adhesion layer (A) was changed to 120 nm, the resin used for the water-soluble film (B) was changed to PVA-1, the thickness of the water-soluble film (B) was changed to 10 ⁇ m, and the water-soluble nonwoven fabric (C ) was changed to nonwoven fabric-10, and the same procedure as Example 1 was carried out, except that the amount of pure water sprayed when laminating the laminated film and water-soluble nonwoven fabric (C) was 1.0 g/ m2 . A laminate was created.
- Example 12 A laminate was produced in the same manner as in Example 1, except that the resin used for the water-soluble film (B) was changed to PVA-2, and the water-soluble nonwoven fabric (C) was changed to nonwoven fabric-11.
- Example 13 The thickness of the anti-adhesion layer (A) was changed to 400 nm, the resin used for the water-soluble film (B) was changed to gelatin-1, the thickness of the water-soluble film (B) was changed to 18 ⁇ m, and the water-soluble nonwoven fabric (C ) was changed to nonwoven fabric-12, and the process was repeated in the same manner as in Example 1, except that the amount of pure water sprayed when laminating the laminated film and water-soluble nonwoven fabric (C) was 1.4 g/ m2 . A laminate was created.
- Example 14 The thickness of the anti-adhesion layer (A) was changed to 180 nm, the resin used for the water-soluble film (B) was changed to gelatin-1, the thickness of the water-soluble film (B) was changed to 16 ⁇ m, and the water-soluble nonwoven fabric (C ) was changed to nonwoven fabric-13, and the method was repeated in the same manner as in Example 1, except that the amount of pure water sprayed when laminating the laminated film and water-soluble nonwoven fabric (C) was 1.4 g/ m2 . A laminate was created.
- Example 1 Example except that the thickness of the anti-adhesion layer (A) was changed to 150 nm, and the amount of pure water sprayed when laminating the laminated film and water-soluble nonwoven fabric (C) was 2.4 g/ m2 .
- a laminate was produced in the same manner as in Example 1.
- Example 2 Example except that the thickness of the anti-adhesion layer (A) was changed to 150 nm, and the amount of pure water sprayed when laminating the laminated film and water-soluble nonwoven fabric (C) was 2.0 g/ m2 .
- a laminate was produced in the same manner as in Example 1.
- Example 3 The thickness of the anti-adhesion layer (A) was changed to 150 nm, the water-soluble non-woven fabric (C) was changed to non-woven fabric-6, and the amount of pure water sprayed when laminating the laminated film and the water-soluble non-woven fabric (C) was 0.
- a laminate was produced in the same manner as in Example 1, except that the coating was applied at a concentration of 7 g/m 2 .
- Example 4 Same as Example 1 except that the thickness of the anti-adhesion layer (A) was changed to 150 nm, the thickness of the water-soluble film (B) was changed to 23 ⁇ m, and the water-soluble nonwoven fabric (C) was changed to nonwoven fabric-2. A laminate was created.
- the thickness of the anti-adhesion layer (A) was changed to 150 nm, the water-soluble nonwoven fabric (C) was changed to nonwoven fabric-7, and the amount of pure water sprayed when laminating the laminated film and the water-soluble nonwoven fabric (C) was changed to 2.
- a laminate was produced in the same manner as in Example 1, except that the coating was applied so that the coating density was 0 g/m 2 .
- the thickness of the anti-adhesion layer (A) was changed to 150 nm, the water-soluble nonwoven fabric (C) was changed to nonwoven fabric-2, and the amount of pure water sprayed when laminating the laminated film and the water-soluble nonwoven fabric (C) was changed to 1. Only one side of the water-soluble nonwoven fabric (C) is bonded to the laminated film, and the other side is sprayed with pure water at an amount of 1.0 g/ m2 .
- a laminate was prepared in the same manner as in Example 1, except that only the water-soluble film (B) was bonded together and the layer configuration was A/B/C/B.
- Example 7 The thickness of the anti-adhesion layer (A) was changed to 9 nm, the water-soluble nonwoven fabric (C) was changed to non-woven fabric -8, and the amount of pure water sprayed when laminating the laminated film and the water-soluble nonwoven fabric (C) was changed to 1.
- a laminate was produced in the same manner as in Example 1, except that the coating was applied at a concentration of 8 g/m 2 .
- the laminate cannot absorb the mechanical load that occurs during bending. Because it could not be done and damage occurred, it was given a B rating.
- Comparative Example 8 was given a B rating because the thickness of the anti-adhesion layer (A) was too thick at 1,500 nm, resulting in insufficient adhesion and easily slipping against the adherend. Ta.
- the laminate according to the present invention can be particularly suitably used for medical products such as wound dressings and anti-adhesion materials, and external skin materials such as skin care products and bandages.
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Veterinary Medicine (AREA)
- Public Health (AREA)
- General Health & Medical Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Surgery (AREA)
- Epidemiology (AREA)
- Textile Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Bioinformatics & Cheminformatics (AREA)
- General Chemical & Material Sciences (AREA)
- Medicinal Chemistry (AREA)
- Nuclear Medicine, Radiotherapy & Molecular Imaging (AREA)
- Organic Chemistry (AREA)
- Pharmacology & Pharmacy (AREA)
- Dermatology (AREA)
- Laminated Bodies (AREA)
Abstract
Description
(1) ポリ乳酸系樹脂からなり、厚みが10~500nmである癒着防止層(A)と、水溶性樹脂からなり、厚みが1~18μmである水溶性フィルム(B)と、水溶性樹脂からなり、厚みが80~550μmである水溶性不織布(C)と、を有し、上記癒着防止層(A)、上記水溶性フィルム(B)及び上記水溶性不織布(C)は、(A)/(B)/(C)/(B)/(A)の順に積層され、断面を走査型電子顕微鏡により倍率500倍で観察したデジタル画像から720×720画素で切り出した画像(X)を、判別分析法にて分離度が最大となる閾値により二値化した画像(Y)を高速フーリエ変換し、得られたパワースペクトル強度をデシベル換算した後に、中心部を原点、正のx軸をゼロ度とし、半時計周りの方向を正の角度として、0~180度まで角度5度毎に積分して得られる散布図が、縦軸を平均強度(I)、横軸を角度とした場合に以下の式1を満たす、積層体。
0.90≦I10-45÷Imax≦0.99 ・・・式1
(式1において、I10-45は、角度10~45度の平均強度であり、Imaxは、0~180度における最大平均強度を示す。)
(2) 断面を走査型電子顕微鏡により倍率500倍で観察したデジタル画像から720×720画素で切り出した画像(X)を、判別分析法にて分離度が最大となる閾値により二値化した画像(Y)が、以下の式2を満たす、(1)記載の積層体。
0.30≦a÷{a+b}≦0.45 ・・・式2
(式2において、aは、上記癒着防止層(A)、上記水溶性フィルム(B)及び上記水溶性不織布(C)の部分の撮影面積であり、bは、上記癒着防止層(A)、上記水溶性フィルム(B)及び上記水溶性不織布(C)に囲まれた空隙部分の撮影面積を示す。)
(3) 上記水溶性樹脂は、プルランである、(1)又は(2)記載の積層体。
癒着防止層(A)は、ポリ乳酸系樹脂からなり、厚みは被着体への形状追従性の観点から、10nm~500nmとされるが、10nm~300nmがより好ましく、50nm~200nmがさらにより好ましい。厚みが10nmより薄くなると、積層体としての耐水性が不十分であったり、癒着防止層としての形状の保持が困難となる場合があり、厚みが500nmを超えると被着体に貼り付けた際に皺が発生したり、目的の貼付位置と癒着防止層の間にズレが起きやすくなったり、生体内での分解に時間を要する場合がある。
本発明における水溶性フィルム(B)は、1種類の水溶性樹脂から構成されていてもよく、2種類以上の水溶性樹脂から構成されていても差し支えない。
本発明における水溶性不織布(C)は、1種類の水溶性樹脂から構成されていてもよく、2種類以上の水溶性樹脂から構成されていてもよい。
本発明の積層体は、ポリ乳酸系樹脂からなり、厚みが10~500nmである癒着防止層(A)と、水溶性樹脂からなり、厚みが1~18μmである水溶性フィルム(B)と、水溶性樹脂からなり、厚みが80~550μmである水溶性不織布(C)と、を有する。また、この積層体は、一方の面から順に、癒着防止層(A)/水溶性フィルム(B)/水溶性不織布(C)/水溶性フィルム(B)/癒着防止層(A)の順番で積層されて構成されている。本発明の積層体が有する断面の模式図の一例として、図1を示す。
0.90≦I10-45÷Imax≦0.99 ・・・式1
(式1において、I10-45は、角度10度~45度の平均強度であり、Imaxは、0~180度における最大平均強度を示す。)
0.30≦a÷{a+b}≦0.45 ・・・式2
(式2において、aは、癒着防止層(A)、水溶性フィルム(B)及び水溶性不織布(C)の部分の撮影面積であり、bは、癒着防止層(A)、水溶性フィルム(B)及び水溶性不織布(C)に囲まれた空隙部分の撮影面積を示す。)
後述する癒着防止層(A)及び水溶性フィルム(B)の製造方法の項における基材について説明する。
本発明の積層体に用いるポリ乳酸系樹脂とは、ポリ-D-ラクチド、ポリ-L-ラクチド及びポリ-D,L-ラクチドをモノマーとして含むポリマーのことであり、具体的には、ポリ乳酸、ポリ-L-乳酸(L体)、ポリ-D-乳酸(D体)及びポリ-DL-乳酸(DL体)等が挙げられる。
本発明に用いる水溶性樹脂は、水、温水や生理食塩水、グルコース溶液等の水溶液に溶解可能な高分子物質である。具体的には、ポリビニルアルコール又はその共重合体、デキストラン、アガロース、プルラン、キトサン、マンナン、カラギーナン、アルギン酸、デンプン類(酸化でんぷん、エーテル化でんぷん、デキストリン等)、アミロース、アミロペクチン、ペクチン、レンチナン、ヒアルロン酸、ハイラン、セルロース誘導体(メチルセルロース、エチルセルロース、カルボキシメチルセルロース、カルボキシエチルセルロース、ヒドロキシエチルセルロース、ヒドロキシプロピルセルロース等)等の多糖類、ゼラチン、コラーゲン、エラスチン、アルブミン、ヘモグロビン、トランスフェリン、グロブリン、フィブリン、フィブリノーゲン、ケラチン硫酸等のポリペプチド、ポリビニルピロリドン、スルホイソフタル酸等の極性基を含有する共重合ポリエステル、ポリヒドロキシエチルメタクリレート又はその共重合体等のビニル系重合体、アクリル系高分子、ウレタン系高分子、エーテル系高分子等が好ましく挙げられる。
ポリ乳酸系樹脂を含む塗剤としては、構成成分が均一に溶解した溶液が好ましい。溶媒としては、特に限定しないが、ブチルアルコール、クロロホルム、シクロヘキサン、アセトニトリル、ジクロロメタン、ジクロロエタン、酢酸エチル、プロピオン酸エチル、エチルエーテル、ジプロピルエーテル及びトルエンからなる群から選択される少なくとも単一溶媒又は2種類以上の混合溶液を用いることが好ましい。生産性、取扱い性の観点から、ジクロロメタン、酢酸エチルが特に好ましい。
水溶性樹脂を含む塗剤は、水溶性不織布(C)や水溶性フィルム(B)の作成及び、水溶性不織布(C)と水溶性フィルム(B)を貼り合わせる際の水溶液に使用することができる。
水溶性不織布(C)と水溶性フィルム(B)を貼り合わせる際の水溶液に用いる場合、吐出性、乾燥効率、貼合性等の生産性の観点から、20質量%以下が好ましい。20質量%を超える高濃度液を用いると溶液粘度が高くなりすぎ、スプレーノズルの目詰まりを生じる場合がある。
次に、本発明の積層体の代表的な製造方法について述べる。
水溶性樹脂を含む塗剤及びポリ乳酸系樹脂を含む塗剤の調製方法は、特に限定されないが、本発明の効果を損ねない範囲で架橋剤、粒子等の各種の添加剤を加える場合は、塗剤中でポリマーと該添加剤が均一に分散していることが好ましい。必要に応じて、ヒーター等で溶媒の温度を上げてポリマーの溶解度を上げたり、せん断力、ずり応力のかかるホモミキサー、ジェットアジター、ボールミル、ビーズミル、ニーダー、サンドミル及び3本ロール等の装置を用いて、機械的な強制分散処理をしたりする方法を用いてもよい。
本発明における積層体を製造する方法は、特に限定されないが、例えば次のような方法を用いることができる。
(1)基材フィルム上に、水溶性樹脂からなる水溶性フィルム(B)を作成し、その上に、ポリ乳酸系樹脂からなる癒着防止層(A)を形成する。
(2)形成した水溶性フィルム(B)と癒着防止層(A)が積層した積層フィルムを、基材フィルムから機械的に剥離し基材フィルムと積層フィルムを分離する。
(3)水溶性樹脂からなる不織布(C)の上記積層フィルムの水溶性フィルム面(B)と水溶性不織布(C)が接するように貼り合わせる。その後、水溶性不織布(C)のもう一つの面に、(2)とは別に準備した積層フィルムの水溶性フィルム(B)面と水溶性不織布(C)が接するように貼り合わせる。接着方法としては、水溶性フィルム(B)又は水溶性不織布(C)の表面を熱、水溶液等で軟化、溶解させ、接着、融着させる方法等を用いることができる。
作成方法は特に限定しないが、溶媒に溶解して得た紡糸原液を、ノズルを通して加熱空気中に押し出して溶媒を蒸発除去する乾式紡糸が、水溶性樹脂の種類に対して広く適応可能のため望ましい。
1.成膜方法
塗工方法は特に限定しないが、グラビアコーティング、ダイレクトリップコーティング、スロットコーティング、コンマコーティング、インクジェット、シルクスクリーン印刷等が挙げられる。基材としては特に限定しないが硝子板、金属板、プラスチックフィルム等が挙げられ、経済性の観点から、プラスチックフィルムを基材フィルムとして用いるのが望ましく、特に表面平滑性を有するプラスチックフィルムが望ましい。
次に、水溶性フィルム(B)と癒着防止層(A)の層が積層した積層フィルムを基材フィルムから機械的に剥離する。
さらに、積層フィルムは、水溶性不織布(C)との貼合わせ作業時の取扱い性を容易にするため、支持体/癒着防止層(A)/水溶性フィルム(B)の順に並ぶように、支持体の上に積層フィルムを設置する。支持体は特に限定しないが、硝子板、金属板、プラスチックフィルム等が挙げられ、経済性の観点から、プラスチックフィルムを支持体として用いるのが好ましく、特に、表面離型性を有するプラスチックフィルムが好ましい。
積層フィルムを水溶性不織布(C)と貼合せる方法は、特に限定されないが、積層フィルムの水溶性フィルム(B)面もしくは水溶性不織布(C)の一方の面を熱で軟化させ、両者を圧着させる方法や、水溶性フィルム(B)面もしくは水溶性不織布(C)の一方の面の表面を水溶性樹脂で溶解して、両者を圧着し溶着させ、水溶性不織布(C)のもう一方の面に対し、同様の作業を行うことにより、癒着防止層(A)/水溶性フィルム(B)/水溶性不織布(C)/水溶性フィルム(B)/癒着防止層(A)の順に積層された積層体を形成する。
上記水又は水溶液の噴霧方法は特に限定されないが、スプレーやシャワー等の噴霧器を用いて液体を微細な形状で広範囲に均一分散できればよく、例えば、蓄圧式スプレー、ノズルスプレー法(二流体ノズル、三流体ノズル、四流体ノズル)、インクジェット法等を用いることができる。また、スプレー方式には、エアースプレー方式とエアレススプレー方式と静電方式があり、エアースプレー方式は霧吹きの原理によるもので、スプレーガンから圧搾空気と共に液体を霧状に吹き出す。エアレススプレー方式は、エアーを使わず液体自体に圧力を負荷し微小孔径のノズルから微細水粒子を吐出できる液化霧化方式であり、いずれであってもよい。
水溶性不織布(C)に対し、癒着防止層(A)と水溶性フィルム(B)の積層フィルムの水溶性フィルム(B)面を貼合せる方法は、特に限定しないが、各々を枚葉にカットされた状態で、金属等の平板の間に挟んでプレスする方法や、各々を連続した長尺シートの状態で、2本ロールの間で挟んでプレスする方法等がある。
縦14.7cm、横12.7cmの長方形の試験片を重ねずに台の上に置き、標準状態で48時間以上静置した。その後、片作製用・面出し用ロータリー式ミクロトーム((株)日本ミクロトーム研究所製)にて作成した観察用試験片を、「オートファインコーター JEC-3000FC」(日本電子(株))を用いて、スパッタ時間:120秒、電流値:30mAで、表面を金コーティングした。なお、標準状態とは、JIS L 0105 5.2(2006)に従い、温度20±2℃、相対湿度65±4%を示す。
(1)と同様にして観察用試験片に対して、積層体の断面を超深度マルチアングル顕微鏡「VHX-D500」((株)キーエンス製)により倍率500倍で観察したデジタル画像(W)を得た。
r1=a ÷ {a+b} ・・・式3
なお、r1の値は小数点以下3桁を丸めた。
まず、上記(2)で用いた画像(Y)を用いて水溶性フィルム(B)が向いている方向をx軸、x軸に直行する方向をy軸とし、画像(Y)を、プログラミング言語「Python」にて作成した計算プログラムを用いて高速フーリエ変換し、さらにパワースペクトル強度をデシベル換算しスペクトル画像を得た。
r2=I10-45÷Imax ・・・式4
なお、r2の値は小数点以下3桁を丸めた。この一連の強度Iの位置から得られる散布図の一例を、図5に示す。
図6に、積層体の耐久性試験の方法を示す模式図を示す。温度20℃、湿度1%RH以下のドライルームにて、平らな台の上に縦14.7cm、横12.7cmの長方形の試験片を重ねずに置き、48時間以上静置した。その後、ドライルーム内にて試験片の面積(及び横の長さ)が半分となるように、手で横に180度折り曲げた後、一旦、元の平面状に戻す(1回目の折り曲げ)。同一の試験片を、さらに、試験片の面積(及び横の長さ)が半分となるように1回目の折り曲げと同じ面側に手で縦に180度折り曲げた後、元の平面状に戻す(2回目の折り曲げ)。次に、同一の試験片を、1回目の折り曲げ面の逆面に対し同様に、横に180度折り曲げた後、元の平面状に戻し(3回目の折り曲げ)、縦に180度折り曲げた後、元の平面状に戻す(4回目の折り曲げ)。
標準状態の実験室にて、平らな台の上に縦14.7cm、横12.7cmの長方形の試験片を重ねずに置き、48時間以上静置した。その後、試験片の中心を原点として、5cm間隔で、短軸方向及び長軸方向に対し並行する格子状となる9点に、マイクロピペットを用いて測り取った常温の水(約0.04ml)を、試験片の上面表面からマイクロピペットの先端までが10mmとなる位置から滴下した。水滴が試験片に接地したときを開始時間として、15秒後までの試験片の形状変化を目視観察した。積層体の溶解に伴う透明化が、15秒後に生じていない場合は評価S、15秒以内に生じるが5秒後に生じていない場合は評価A、5秒未満で溶解が生じている場合は評価Bとした。
縦14.7cm、横12.7cmの長方形の試験片を正方形(3cm×3cm)にカットし純水が入ったシャーレに投入し、水溶性樹脂を溶解し癒着防止層(A)のみの単膜を作成した。100mgの純水を噴霧し、湿らせた正方形のポリエステルフィルム(東レ株式会社製、“ルミラー”(登録商標)#100T60、サイズ:5cm×5cm)の中央に、先に採取した癒着防止層(A)を貼り付け、5秒間乾燥したシリコンゴム(共和工業株式会社製、硬度20度、サイズ:3cm×1cm)で押さえて密着させた。次に、癒着防止層(A)を貼り付けたポリエステルフィルムを温度25℃、相対湿度90%環境の恒温恒湿槽(エスペック株式会社製、LHU-113)内にて縦置きした状態で1時間以上放置し、余分な水分を試験片から取り除いた。
(ポリエステルフィルム-1(以下、「PET-1」):
2軸延伸ポリエステルフィルム(東レ株式会社製、“ルミラー”(登録商標)、タイプ:T60、厚み100μm)。
(ポリ乳酸系樹脂-1(以下、「PLA-1」)):
全体に対するポリD-乳酸量が50mol%、PMMA換算の重量平均分子量40万のポリL-乳酸-D-乳酸共重合系ポリマー(Corbion社製 PURASORB(登録商標)PDL20)。
全体に対するポリD-乳酸量が12mol%、PMMA換算の重量平均分子量20万のポリL-乳酸系ポリマー(Nature Works社製、4060D)。
アルゴン気流下において、フラスコに以下の3つの原料を110℃にて加熱しながら混合した。
・L-ラクチド
(Corbion社製 PURASORB(登録商標)L):220g
・グリコリド
(Corbion社製 PURASORB(登録商標)G):40g
・ペンタエリトリトールポリエチレングリコール
(日油株式会社製 SUNBRIGHT(登録商標)PTE-10000S、分子量1万):60g
原料を以下に変更したこと以外はPLA-3の作成方法と同様にして、ポリ乳酸-ポリエチレングリコールブロック共重合体(PLA-4)を得た。
(Corbion社製 PURASORB(登録商標)DL): 340g
・8分岐型ポリエチレングリコール誘導体
(日油株式会社製 SUNBRIGHT(登録商標)HGEO-150CS、分子量1.5万):60g
(プルラン-1)
重量平均分子量 約300,000、動粘度100~180mm2/秒(粘度の測定条件:温度30℃、固形分濃度10質量%水溶液)のプルラン(日本薬局方 プルラン)。
鹸化度88mol%、粘度10mPa・s(4質量%水溶液、20℃)のポリビニルアルコール(日本酢ビ・ポバール株式会社製 JP-10)。
鹸化度96.5mol%、粘度27.5mPa・s(4質量%水溶液、20℃)のポリビニルアルコール(日本酢ビ・ポバール(株)社製 JM-17)。
局方精製ゼラチン(新田ゼラチン(株)社製 beMatrix(登録商標) ゼラチン HG)。
(不織布-1)
水溶性樹脂としてプルラン-1を用いて乾式紡糸方式にて得られた平均繊維径3μmの糸条を捕集コンベア上に集積し、厚みが370μm、目付が32g/m2の不織布を作成した。なお、厚みはJIS L1912:1997に準じて、試料から3600mm2の大きさの試験片を10枚採取し、定圧厚み測定器(株式会社尾崎製作所製、商品名:PEACOCK(登録商標) デジタルゲージ 型式PDN-21、測定圧 0.5±0.1kPa、プレッサーフート面積2500mm2、ダイヤルゲージスタンド 型式SIS-6)を用い10点測定した数値を平均した。
Sm=W/A
ここに、Sm:標準状態における単位面積当たりの質量(g/m2)
W:標準状態における試験片の質量(g)
A:試験片の面積(m2)
厚みを1100μm、目付を95g/m2に変更した以外は、不織布-1と同様にして不織布を作成した。
厚みを280μm、目付を24g/m2に変更した以外は、不織布-1と同様にして不織布を作成した。
厚みを1200μm、目付を110g/m2に変更した以外は、不織布-1と同様にして不織布を作成した。
厚みを200μm、目付を18g/m2に変更した以外は、不織布-1と同様にして不織布を作成した。
厚みを620μm、目付を50g/m2に変更した以外は、不織布-1と同様にして不織布を作成した。
厚みを140μm、目付を12g/m2に変更した以外は、不織布-1と同様にして不織布を作成した。
厚みを1700μm、目付を150g/m2に変更した以外は、不織布-1と同様にして不織布を作成した。
厚みを1300μm、目付を110g/m2に変更した以外は、不織布-1と同様にして不織布を作成した。
不織布の材料として水溶性樹脂をPVA-1に変更し、製造方法は不織布-1と同様に行った。これにより、厚みが370μm、目付が32g/m2の不織布を作成した。
不織布の材料として水溶性樹脂をPVA-2に変更し、製造方法は不織布-1と同様に行った。これにより、厚みが370μm、目付が32g/m2の不織布を作成した。
不織布の材料として水溶性樹脂をゼラチン-1に変更し、製造方法は不織布-1と同様に行った。これにより、厚みが1300μm、目付が110g/m2の不織布を作成した。
不織布の材料として水溶性樹脂をゼラチン-1に変更し、製造方法は不織布-1と同様に行った。これにより、厚みが1800μm、目付が160g/m2の不織布を作成した。
水溶性樹脂としてプルラン-1を用いた。具体的には、加温式ホモジナイザーを用いてプルラン-1を水に溶解してエマルション液を作成した。基材フィルムの片面に、アプリケーター法にて乾燥後の膜厚が5μmになるようにプルラン-1を塗布し、熱風乾燥式ドライヤー内にて90℃で20秒間乾燥し、水溶性フィルム(B)を成膜した。
癒着防止層(A)の厚みを300nmに変更し、水溶性フィルム(B)の厚みを7μmに変更し、積層フィルムと水溶性不織布(C)を積層する際の純水の噴霧量を1.2g/m2となるように塗布した以外は実施例1と同様にして積層体を作成した。
癒着防止層(A)の厚みを120nmに変更し、水溶性フィルム(B)の厚みを10μmに変更し、積層フィルムと水溶性不織布(C)を積層する際の純水の噴霧量を1.0g/m2となるように塗布した以外は実施例1と同様にして積層体を作成した。
癒着防止層(A)の厚みを150nmに変更し、積層フィルムと水溶性不織布(C)を積層する際の純水の噴霧量を0.8g/m2となるように塗布した以外は実施例1と同様にして積層体を作成した。
癒着防止層(A)の厚みを50nmに変更し、水溶性フィルム(B)の厚みを18μmに変更し、水溶性不織布(C)を不織布-2に変更し、積層フィルムと水溶性不織布(C)を積層する際の純水の噴霧量を1.4g/m2となるように塗布した以外は実施例1と同様にして積層体を作成した。
癒着防止層(A)の厚みを150nmに変更し、水溶性フィルム(B)の厚みを12μmに変更し、水溶性不織布(C)を不織布-3に変更し、積層フィルムと水溶性不織布(C)を積層する際の純水の噴霧量を1.0g/m2となるように塗布した以外は実施例1と同様にして積層体を作成した。
癒着防止層(A)の厚みを100nmに変更し、水溶性不織布(C)を不織布-4に変更し、積層フィルムと水溶性不織布(C)を積層する際の純水の噴霧量を1.0g/m2となるように塗布した以外は実施例1と同様にして積層体を作成した。
癒着防止層(A)の厚みを500nmに変更し、水溶性フィルム(B)の厚みを2μmに変更し、水溶性不織布(C)を不織布-2に変更し、積層フィルムと水溶性不織布(C)を積層する際の純水の噴霧量を1.4g/m2となるように塗布した以外は実施例1と同様にして積層体を作成した。
癒着防止層(A)の厚みを500nmに変更し、水溶性フィルム(B)の厚みを8μmに変更し、水溶性不織布(C)を不織布-5に変更し、積層フィルムと水溶性不織布(C)を積層する際の純水の噴霧量を0.7g/m2となるように塗布した以外は実施例1と同様にして積層体を作成した。
癒着防止層(A)の厚みを300nmに変更し、水溶性フィルム(B)に用いる樹脂をPVA-1に変更し、水溶性フィルム(B)の厚みを7μmに変更し、水溶性不織布(C)を不織布-10に変更し、積層フィルムと水溶性不織布(C)を積層する際の純水の噴霧量を1.2g/m2となるように塗布した以外は実施例1と同様にして積層体を作成した。
癒着防止層(A)の厚みを120nmに変更し、水溶性フィルム(B)に用いる樹脂をPVA-1に変更し、水溶性フィルム(B)の厚みを10μmに変更し、水溶性不織布(C)を不織布-10に変更し、積層フィルムと水溶性不織布(C)を積層する際の純水の噴霧量を1.0g/m2となるように塗布した以外は実施例1と同様にして積層体を作成した。
水溶性フィルム(B)に用いる樹脂をPVA-2に変更し、水溶性不織布(C)を不織布-11に変更した以外は実施例1と同様にして積層体を作成した。
癒着防止層(A)の厚みを400nmに変更し、水溶性フィルム(B)に用いる樹脂をゼラチン-1に変更し、水溶性フィルム(B)の厚みを18μmに変更し、水溶性不織布(C)を不織布-12に変更し、積層フィルムと水溶性不織布(C)を積層する際の純水の噴霧量を1.4g/m2となるように塗布した以外は実施例1と同様にして積層体を作成した。
癒着防止層(A)の厚みを180nmに変更し、水溶性フィルム(B)に用いる樹脂をゼラチン-1に変更し、水溶性フィルム(B)の厚みを16μmに変更し、水溶性不織布(C)を不織布-13に変更し、積層フィルムと水溶性不織布(C)を積層する際の純水の噴霧量を1.4g/m2となるように塗布した以外は実施例1と同様にして積層体を作成した。
癒着防止層(A)の厚みを150nmに変更し、積層フィルムと水溶性不織布(C)を積層する際の純水の噴霧量を2.4g/m2となるように塗布した以外は実施例1と同様にして積層体を作成した。
癒着防止層(A)の厚みを150nmに変更し、積層フィルムと水溶性不織布(C)を積層する際の純水の噴霧量を2.0g/m2となるように塗布した以外は実施例1と同様にして積層体を作成した。
癒着防止層(A)の厚みを150nmに変更し、水溶性不織布(C)を不織布-6に変更し、積層フィルムと水溶性不織布(C)を積層する際の純水の噴霧量を0.7g/m2となるように塗布した以外は実施例1と同様にして積層体を作成した。
癒着防止層(A)の厚みを150nmに変更し、水溶性フィルム(B)の厚みを23μmに変更し、水溶性不織布(C)を不織布-2に変更した以外は実施例1と同様にして積層体を作成した。
癒着防止層(A)の厚みを150nmに変更し、水溶性不織布(C)を不織布-7に変更し、積層フィルムと水溶性不織布(C)を積層する際の純水の噴霧量を2.0g/m2となるように塗布した以外外は実施例1と同様にして積層体を作成した。
癒着防止層(A)の厚みを150nmに変更し、水溶性不織布(C)を不織布-2に変更し、積層フィルムと水溶性不織布(C)を積層する際の純水の噴霧量を1.0g/m2となるように塗布し、水溶性不織布(C)の一方の面のみを積層フィルムと貼り合わせ、他方の面には、純水の噴霧量を1.0g/m2となるように塗布し、水溶性フィルム(B)のみを貼り合わせて、層構成をA/B/C/Bとした以外は実施例1と同様にして積層体を作成した。
癒着防止層(A)の厚みを9nmに変更し、水溶性不織布(C)を不織布-8に変更し、積層フィルムと水溶性不織布(C)を積層する際の純水の噴霧量を1.8g/m2となるように塗布した以外外は実施例1と同様にして積層体を作成した。
癒着防止層(A)の厚みを1500nmに変更し、水溶性フィルム(B)の厚みを1.5μmに変更し、水溶性不織布(C)を不織布-9に変更し、積層フィルムと水溶性不織布(C)を積層する際の純水の噴霧量を1.8g/m2となるように塗布した以外外は実施例1と同様にして積層体を作成した。
癒着防止層(A)の厚みを150nmに変更し、水溶性不織布(C)を不織布-10に変更し、水溶性フィルム(B)に用いる樹脂を、PVA-1に変更し、積層フィルムと水溶性不織布(C)を積層する際の純水の噴霧量を2.4g/m2となるように塗布した以外は実施例1と同様にして積層体を作成した。

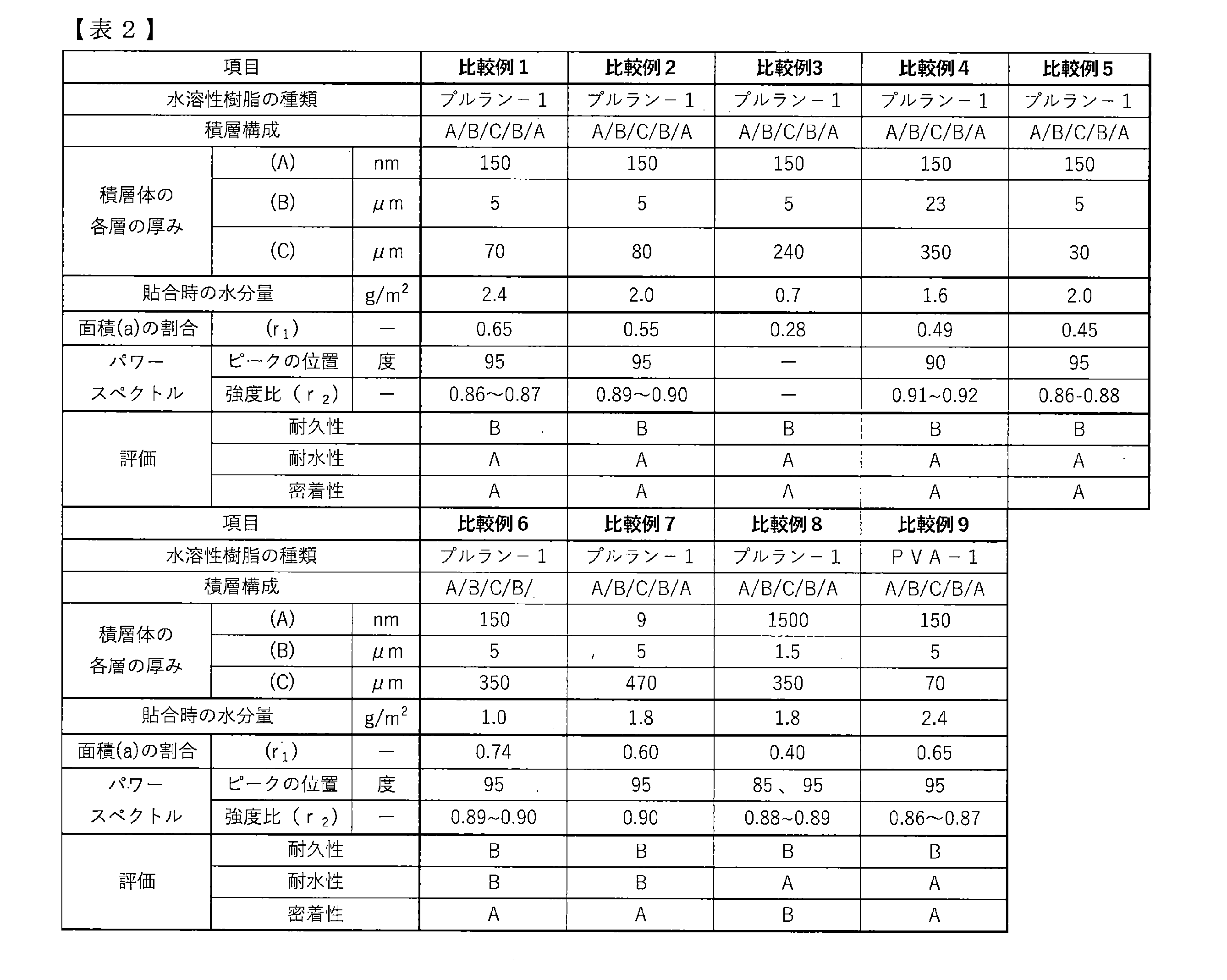
Claims (3)
- ポリ乳酸系樹脂からなり、厚みが10~500nmである癒着防止層(A)と、
水溶性樹脂からなり、厚みが1~18μmである水溶性フィルム(B)と、
水溶性樹脂からなり、厚みが80~550μmである水溶性不織布(C)と、
を有し、
前記癒着防止層(A)、前記水溶性フィルム(B)及び前記水溶性不織布(C)は、(A)/(B)/(C)/(B)/(A)の順に積層され、
断面を走査型電子顕微鏡により倍率500倍で観察したデジタル画像から720×720画素で切り出した画像(X)を、判別分析法にて分離度が最大となる閾値により二値化した画像(Y)を高速フーリエ変換し、得られたパワースペクトル強度をデシベル換算した後に、中心部を原点、正のx軸をゼロ度とし、半時計周りの方向を正の角度として、0~180度まで角度5度毎に積分して得られる散布図が、縦軸を平均強度(I)、横軸を角度とした場合に以下の式1を満たす、積層体。
0.90≦I10-45÷Imax≦0.99 ・・・式1
(式1において、I10-45は、角度10~45度の平均強度であり、Imaxは、0~180度における最大平均強度を示す。) - 断面を走査型電子顕微鏡により倍率500倍で観察したデジタル画像から720×720画素で切り出した画像(X)を、判別分析法にて分離度が最大となる閾値により二値化した画像(Y)が、以下の式2を満たす、請求項1記載の積層体。
0.30≦a÷{a+b}≦0.45 ・・・式2
(式2において、aは、前記癒着防止層(A)、前記水溶性フィルム(B)及び前記水溶性不織布(C)の部分の撮影面積であり、bは、前記癒着防止層(A)、前記水溶性フィルム(B)及び前記水溶性不織布(C)に囲まれた空隙部分の撮影面積を示す。) - 前記水溶性樹脂は、プルランである、請求項1又は2記載の積層体。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023545247A JPWO2024024765A1 (ja) | 2022-07-25 | 2023-07-25 | |
| US18/997,308 US20260034761A1 (en) | 2022-07-25 | 2023-07-25 | Multilayer object |
| EP23846495.2A EP4563346A4 (en) | 2022-07-25 | 2023-07-25 | MULTI-LAYER OBJECT |
| CN202380055595.8A CN119604412A (zh) | 2022-07-25 | 2023-07-25 | 层叠体 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022117800 | 2022-07-25 | ||
| JP2022-117800 | 2022-07-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024024765A1 true WO2024024765A1 (ja) | 2024-02-01 |
Family
ID=89706424
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/027115 Ceased WO2024024765A1 (ja) | 2022-07-25 | 2023-07-25 | 積層体 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20260034761A1 (ja) |
| EP (1) | EP4563346A4 (ja) |
| JP (1) | JPWO2024024765A1 (ja) |
| CN (1) | CN119604412A (ja) |
| WO (1) | WO2024024765A1 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012095731A (ja) * | 2010-10-29 | 2012-05-24 | Gunze Ltd | 生体吸収性医療材料 |
| JP2015016613A (ja) * | 2013-07-10 | 2015-01-29 | 日立化成株式会社 | ナノ薄膜転写シート及びナノ薄膜転写シートの製造方法 |
| WO2015152204A1 (ja) * | 2014-03-31 | 2015-10-08 | 東レ株式会社 | 多層シートおよびそれを用いた一体化シート並びにその製造方法 |
| JP6119863B2 (ja) | 2014-06-18 | 2017-04-26 | 東レ株式会社 | 積層体及びその製造方法 |
| WO2018062464A1 (ja) * | 2016-09-30 | 2018-04-05 | 東レ株式会社 | 癒着防止材 |
| JP2022523952A (ja) * | 2019-03-04 | 2022-04-27 | ハンス ウー.ベーア | 外科手術後の、特にヘルニア修復における癒着を予防するための、生体分解性の二層マトリックス |
| JP7077621B2 (ja) | 2016-03-23 | 2022-05-31 | 東レ株式会社 | 積層体 |
-
2023
- 2023-07-25 JP JP2023545247A patent/JPWO2024024765A1/ja active Pending
- 2023-07-25 CN CN202380055595.8A patent/CN119604412A/zh active Pending
- 2023-07-25 EP EP23846495.2A patent/EP4563346A4/en active Pending
- 2023-07-25 US US18/997,308 patent/US20260034761A1/en active Pending
- 2023-07-25 WO PCT/JP2023/027115 patent/WO2024024765A1/ja not_active Ceased
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012095731A (ja) * | 2010-10-29 | 2012-05-24 | Gunze Ltd | 生体吸収性医療材料 |
| JP2015016613A (ja) * | 2013-07-10 | 2015-01-29 | 日立化成株式会社 | ナノ薄膜転写シート及びナノ薄膜転写シートの製造方法 |
| WO2015152204A1 (ja) * | 2014-03-31 | 2015-10-08 | 東レ株式会社 | 多層シートおよびそれを用いた一体化シート並びにその製造方法 |
| JP6119863B2 (ja) | 2014-06-18 | 2017-04-26 | 東レ株式会社 | 積層体及びその製造方法 |
| JP7077621B2 (ja) | 2016-03-23 | 2022-05-31 | 東レ株式会社 | 積層体 |
| WO2018062464A1 (ja) * | 2016-09-30 | 2018-04-05 | 東レ株式会社 | 癒着防止材 |
| JP2022523952A (ja) * | 2019-03-04 | 2022-04-27 | ハンス ウー.ベーア | 外科手術後の、特にヘルニア修復における癒着を予防するための、生体分解性の二層マトリックス |
Non-Patent Citations (2)
| Title |
|---|
| INTERNATIONAL NONWOVENS JOURNAL, vol. 10, no. 2, 2001, pages 26 - 3 1 |
| See also references of EP4563346A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN119604412A (zh) | 2025-03-11 |
| EP4563346A4 (en) | 2026-04-15 |
| EP4563346A1 (en) | 2025-06-04 |
| JPWO2024024765A1 (ja) | 2024-02-01 |
| US20260034761A1 (en) | 2026-02-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6119863B2 (ja) | 積層体及びその製造方法 | |
| KR102157057B1 (ko) | 적층체 | |
| EP3132927B1 (en) | Multilayer sheet, integrated sheet using same, and manufacturing method therefor | |
| JP6422341B2 (ja) | ポリ乳酸系樹脂を用いた積層フィルム | |
| US10531988B2 (en) | Laminated film and medical sheet | |
| CN107001615A (zh) | 高分子膜和使用其得到的防粘连材料 | |
| WO2015163289A1 (ja) | 高分子積層体 | |
| WO2024024765A1 (ja) | 積層体 | |
| JP2018171725A (ja) | 積層体及びこれを用いた癒着防止材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023545247 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23846495 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18997308 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380055595.8 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023846495 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2023846495 Country of ref document: EP Effective date: 20250225 |
|
| WWP | Wipo information: published in national office |
Ref document number: 202380055595.8 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 2023846495 Country of ref document: EP |
|
| WWP | Wipo information: published in national office |
Ref document number: 18997308 Country of ref document: US |