WO2024042860A1 - 二段式コールドヘッドの分解方法、およびディスプレーサ取出ジグ - Google Patents
二段式コールドヘッドの分解方法、およびディスプレーサ取出ジグ Download PDFInfo
- Publication number
- WO2024042860A1 WO2024042860A1 PCT/JP2023/024273 JP2023024273W WO2024042860A1 WO 2024042860 A1 WO2024042860 A1 WO 2024042860A1 JP 2023024273 W JP2023024273 W JP 2023024273W WO 2024042860 A1 WO2024042860 A1 WO 2024042860A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- displacer
- stage
- cold head
- cylinder
- stage displacer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25B—REFRIGERATION MACHINES, PLANTS OR SYSTEMS; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS
- F25B9/00—Compression machines, plants or systems, in which the refrigerant is air or other gas of low boiling point
- F25B9/14—Compression machines, plants or systems, in which the refrigerant is air or other gas of low boiling point characterised by the cycle used, e.g. Stirling cycle
- F25B9/145—Compression machines, plants or systems, in which the refrigerant is air or other gas of low boiling point characterised by the cycle used, e.g. Stirling cycle pulse-tube cycle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/26—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass heat exchangers or the like
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25B—REFRIGERATION MACHINES, PLANTS OR SYSTEMS; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS
- F25B9/00—Compression machines, plants or systems, in which the refrigerant is air or other gas of low boiling point
- F25B9/10—Compression machines, plants or systems, in which the refrigerant is air or other gas of low boiling point with several cooling stages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING, OR HOLDING
- B25B27/00—Hand tools, specially adapted for fitting together or separating parts or objects whether or not involving some deformation, not otherwise provided for
- B25B27/02—Hand tools, specially adapted for fitting together or separating parts or objects whether or not involving some deformation, not otherwise provided for for connecting objects by press fit or detaching same
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING, OR HOLDING
- B25B27/00—Hand tools, specially adapted for fitting together or separating parts or objects whether or not involving some deformation, not otherwise provided for
- B25B27/02—Hand tools, specially adapted for fitting together or separating parts or objects whether or not involving some deformation, not otherwise provided for for connecting objects by press fit or detaching same
- B25B27/023—Hand tools, specially adapted for fitting together or separating parts or objects whether or not involving some deformation, not otherwise provided for for connecting objects by press fit or detaching same using screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B66—HOISTING; LIFTING; HAULING
- B66C—CRANES; LOAD-ENGAGING ELEMENTS OR DEVICES FOR CRANES, CAPSTANS, WINCHES, OR TACKLES
- B66C1/00—Load-engaging elements or devices attached to lifting or lowering gear of cranes or adapted for connection therewith for transmitting lifting forces to articles or groups of articles
- B66C1/10—Load-engaging elements or devices attached to lifting or lowering gear of cranes or adapted for connection therewith for transmitting lifting forces to articles or groups of articles by mechanical means
- B66C1/22—Rigid members, e.g. L-shaped members, with parts engaging the under surface of the loads; Crane hooks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/04—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25B—REFRIGERATION MACHINES, PLANTS OR SYSTEMS; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS
- F25B2309/00—Gas cycle refrigeration machines
- F25B2309/14—Compression machines, plants or systems characterised by the cycle used
- F25B2309/1414—Pulse-tube cycles characterised by pulse tube details
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25B—REFRIGERATION MACHINES, PLANTS OR SYSTEMS; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS
- F25B9/00—Compression machines, plants or systems, in which the refrigerant is air or other gas of low boiling point
- F25B9/14—Compression machines, plants or systems, in which the refrigerant is air or other gas of low boiling point characterised by the cycle used, e.g. Stirling cycle
Definitions
- the present invention relates to a two-stage cold head disassembly method and a displacer extraction jig.
- a mounting structure provided with a sleeve in order to mount a cryogenic refrigerator to a cryogenic vacuum container such as a cryostat.
- An object to be cooled such as a superconducting coil, is housed in the cryogenic vacuum vessel, and this object is in thermal contact with the end of the sleeve.
- the cold head of the cryogenic refrigerator is installed inside the sleeve, and cools the object through the sleeve.
- the cold head is somewhat movable relative to the sleeve so that thermal contact between the cold head and the sleeve can be broken.
- the cold head is heated to a temperature convenient for maintenance work, such as room temperature, while the object to be cooled can be maintained at an extremely low temperature. There is no need to heat up and re-cool the object to be cooled for maintenance of the cryogenic refrigerator, thereby reducing the time required for maintenance of the cryogenic refrigerator.
- the cold head is disassembled during maintenance.
- a displacer assembly consisting of a single-stage displacer and a two-stage displacer is withdrawn from the cold head.
- the displacer assembly thus removed is subjected to maintenance such as replacing consumable parts, or replaced with a new one, and the cold head is reassembled.
- One exemplary object of an embodiment of the present invention is a method for disassembling a two-stage cold head that makes it possible to take out a two-stage displacer left in the two-stage cold head, and a displacer extraction jig suitable for this method.
- Our goal is to provide the following.
- a method for disassembling a two-stage cold head includes attaching a displacer removal jig to the two-stage displacer left in the two-stage cold head, and removing the two-stage displacer from the two-stage cold head. operating the displacer extraction jig so that it is pulled out.
- a method for disassembling a two-stage coldhead includes a displacer assembly including a first-stage displacer and a second-stage displacer, and a displacer drive shaft coupled to the first-stage displacer.
- the disassembly method includes attaching a displacer extraction jig to the displacer drive shaft and operating the displacer extraction jig such that the displacer assembly is withdrawn from the two-stage cold head.
- the displacer extraction jig includes a gripper that can engage the two-stage displacer of the two-stage cold head, and a lifter that is configured to raise and lower the gripper.
- the present invention it is possible to provide a method for disassembling a two-stage cold head that makes it possible to take out the two-stage displacer left in the two-stage cold head, and a displacer extraction jig suitable for this method.
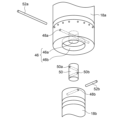
- FIG. 1 is a diagram schematically showing a cryogenic refrigerator according to an embodiment.
- FIG. 1 is a diagram schematically showing a cryogenic refrigerator according to an embodiment.
- FIG. 3 is an exploded perspective view schematically showing an example of a connection structure of a single-stage displacer and a two-stage displacer in the displacer assembly shown in FIGS. 1 and 2.
- FIG. FIGS. 4(a) to 4(c) are diagrams schematically showing a displacer extraction jig according to an embodiment.
- FIGS. 5A and 5B are diagrams schematically showing a displacer extraction jig according to an embodiment. It is a schematic diagram showing a method of disassembling a cold head according to an embodiment. It is a schematic diagram showing a method of disassembling a cold head according to an embodiment.
- FIGS. 8A and 8B are diagrams schematically showing other examples of the gripping tool of the displacer extraction jig according to the embodiment.
- FIG. 1 and 2 are diagrams schematically showing a cryogenic refrigerator 10 according to an embodiment.
- FIG. 1 shows the external appearance of the cryogenic refrigerator 10
- FIG. 2 shows the internal structure of the cryogenic refrigerator 10.
- the cryogenic refrigerator 10 is, for example, a two-stage Gifford-McMahon (GM) refrigerator.
- GM Gifford-McMahon
- the cryogenic refrigerator 10 includes a compressor 12 and a two-stage cold head 14.
- the compressor 12 is configured to recover the working gas of the cryogenic refrigerator 10 from the cold head 14, pressurize the recovered working gas, and supply the working gas to the cold head 14 again.
- Cold head 14 is also called an expander.
- the working gas also referred to as refrigerant gas, is typically helium gas, although other suitable gases may be used.
- the pressure of the working gas supplied from the compressor 12 to the cold head 14 and the pressure of the working gas recovered from the cold head 14 to the compressor 12 are both significantly higher than atmospheric pressure, and are respectively at the first high pressure and It can be called the second high pressure.
- the first high pressure and the second high pressure are also simply referred to as high pressure and low pressure, respectively.
- the high pressure is for example 2-3 MPa.
- the low pressure is, for example, 0.5 to 1.5 MPa, for example about 0.8 MPa.
- the direction of flow of the working gas is indicated by arrows.
- the cold head 14 includes a refrigerator cylinder 16 and a displacer assembly 18.
- the refrigerator cylinder 16 guides the linear reciprocating motion of the displacer assembly 18, and forms an expansion chamber (32, 34) for working gas between the refrigerator cylinder 16 and the displacer assembly 18.
- the cold head 14 includes a pressure switching valve 40 that determines the timing at which the intake of working gas into the expansion chamber starts and the timing at which the exhaust of the working gas from the expansion chamber starts.
- the side near the top dead center of the reciprocating motion of the displacer in the axial direction is referred to as "upper”, and the side closer to the bottom dead center is referred to as “lower”. ”.
- the top dead center is the position of the displacer where the volume of the expansion space is maximum
- the bottom dead center is the position of the displacer where the volume of the expansion space is the minimum.
- a temperature gradient occurs in which the temperature decreases from the upper side to the lower side in the axial direction, so the upper side can also be called the high temperature side and the lower side can also be called the low temperature side.
- the refrigerator cylinder 16 has a first-stage cylinder 16a and a second-stage cylinder 16b.
- the first-stage cylinder 16a and the second-stage cylinder 16b are, for example, members having a cylindrical shape, and the second-stage cylinder 16b has a smaller diameter than the first-stage cylinder 16a.
- the first-stage cylinder 16a and the second-stage cylinder 16b are arranged coaxially, and the lower end of the first-stage cylinder 16a is rigidly connected to the upper end of the second-stage cylinder 16b.
- the displacer assembly 18 includes a single-stage displacer 18a and a two-stage displacer 18b that are connected to each other and move together.
- the first-stage displacer 18a and the second-stage displacer 18b are, for example, members having a cylindrical shape, and the second-stage displacer 18b has a smaller diameter than the first-stage displacer 18a.
- the first stage displacer 18a and the second stage displacer 18b are arranged coaxially.
- the first stage displacer 18a is housed in the first stage cylinder 16a, and the second stage displacer 18b is housed in the second stage cylinder 16b.
- the first-stage displacer 18a can reciprocate in the axial direction along the first-stage cylinder 16a, and the second-stage displacer 18b can reciprocate in the axial direction along the second-stage cylinder 16b.
- the single-stage displacer 18a accommodates the first regenerator 26.
- the first regenerator 26 is formed by filling the cylindrical main body of the one-stage displacer 18a with a wire mesh made of copper or other appropriate first regenerator material, for example.
- the upper lid part and the lower lid part of the single-stage displacer 18a may be provided as separate members from the main body part of the single-stage displacer 18a, and the upper lid part and the lower lid part of the single-stage displacer 18a are attached to the main body by an appropriate means such as fastening or welding. , and thereby the first regenerator material may be accommodated in the one-stage displacer 18a.
- the two-stage displacer 18b accommodates the second regenerator 28.
- the second regenerator 28 is constructed by filling the cylindrical main body of the two-stage displacer 18b with a non-magnetic regenerator material such as bismuth, a magnetic regenerator material such as HoCu 2 , or any other appropriate second regenerator material. is formed by.
- the second cold storage material may be formed into granules.
- the upper lid part and the lower lid part of the two-stage displacer 18b may be provided as separate members from the main body of the two-stage displacer 18b, and the upper lid part and the lower lid part of the two-stage displacer 18b may be fastened, welded, or otherwise
- the second regenerator material may be fixed to the main body by means such that the second regenerator material is accommodated in the two-stage displacer 18b.
- the displacer assembly 18 forms an indoor chamber 30, a first expansion chamber 32, and a second expansion chamber 34 inside the refrigerator cylinder 16.
- the cold head 14 comprises a first cooling stage 33 and a second cooling stage 35.
- the indoor greenhouse 30 is formed between the upper lid part of the single-stage displacer 18a and the upper part of the single-stage cylinder 16a.
- the first expansion chamber 32 is formed between the lower lid portion of the single-stage displacer 18a and the first cooling stage 33.
- the second expansion chamber 34 is formed between the lower lid portion of the two-stage displacer 18b and the second cooling stage 35.
- the first cooling stage 33 is fixed to the lower part of the first stage cylinder 16a so as to surround the first expansion chamber 32
- the second cooling stage 35 is fixed to the lower part of the second stage cylinder 16b so as to surround the second expansion chamber 34.
- the first cooling stage 33 and the second cooling stage 35 are formed of, for example, pure copper (eg, oxygen-free copper, tough pitch copper, etc.) or other high heat conductive metal.
- the first regenerator 26 is connected to the indoor greenhouse 30 through a working gas passage 36a formed in the upper lid of the single-stage displacer 18a, and is first expanded through a working gas passage 36b formed in the lower lid of the single-stage displacer 18a. It is connected to the chamber 32.
- the second regenerator 28 is connected to the first regenerator 26 through a working gas passage 36c formed from the lower lid of the single-stage displacer 18a to the upper lid of the second-stage displacer 18b. Further, the second regenerator 28 is connected to the second expansion chamber 34 through a working gas flow path 36d formed in the lower lid portion of the two-stage displacer 18b.
- the working gas flow between the first expansion chamber 32, the second expansion chamber 34, and the indoor greenhouse 30 is not limited to the clearance between the refrigerator cylinder 16 and the displacer assembly 18;
- a first seal 38a and a second seal 38b may be provided to guide the liquid to the vessel 28.
- the first seal 38a may be attached to the upper lid portion of the single-stage displacer 18a so as to be disposed between the single-stage displacer 18a and the single-stage cylinder 16a.
- the second seal 38b may be attached to the upper lid portion of the two-stage displacer 18b so as to be disposed between the two-stage displacer 18b and the two-stage cylinder 16b.
- the cold head 14 includes a refrigerator housing 20 that houses a pressure switching valve 40.
- Refrigerator housing 20 is coupled to refrigerator cylinder 16, thereby forming an airtight container housing pressure switching valve 40 and displacer assembly 18.
- Refrigerator housing 20 and refrigerator cylinder 16 are formed of a metallic material, such as stainless steel, or other suitable high-strength material so as to be airtight containers and withstand internal and external pressure differences.
- the pressure switching valve 40 includes a high pressure valve 40a and a low pressure valve 40b, and is configured to generate periodic pressure fluctuations within the refrigerator cylinder 16.
- a working gas discharge port of the compressor 12 is connected to the indoor room 30 via a high pressure valve 40a, and a working gas inlet of the compressor 12 is connected to the indoor room 30 via a low pressure valve 40b.
- High pressure valve 40a and low pressure valve 40b are configured to open and close selectively and alternately (ie, when one is open, the other is closed).
- the pressure switching valve 40 may take the form of a rotary valve. That is, the pressure switching valve 40 may be configured such that the high pressure valve 40a and the low pressure valve 40b are alternately opened and closed by rotational sliding of the valve disk with respect to a stationary valve body. In that case, the expander motor 42 may be coupled to the pressure switching valve 40 to rotate the valve disc of the pressure switching valve 40.
- the pressure switching valve 40 is arranged such that the valve rotation axis is coaxial with the rotation axis of the expander motor 42.
- the high pressure valve 40a and the low pressure valve 40b may each be individually controllable valves, and in that case, the pressure switching valve 40 does not need to be connected to the expander motor 42.
- the cold head 14 includes an expander motor 42 and a motion conversion mechanism 43.
- the expander motor 42 is a drive source that drives the cold head 14, and is, for example, an electric motor driven by three-phase alternating current. Expander motor 42 is attached to refrigerator housing 20.
- the motion conversion mechanism 43 like the pressure switching valve 40, is housed in the refrigerator housing 20.
- the expander motor 42 is connected to a displacer drive shaft 44 via a motion conversion mechanism 43 such as a Scotch yoke mechanism.
- the motion conversion mechanism 43 converts the rotational motion output by the expander motor 42 into linear reciprocating motion of the displacer drive shaft 44.
- the displacer drive shaft 44 extends from the motion conversion mechanism 43 into the indoor greenhouse 30, and is fixed to the upper lid portion of the single-stage displacer 18a.
- the rotation of the expander motor 42 is converted by the motion converting mechanism 43 into an axial reciprocating motion of the displacer drive shaft 44, and the displacer assembly 18 linearly reciprocates in the axial direction within the refrigerator cylinder 16.
- the cryogenic refrigerator 10 is configured such that when the compressor 12 and the expander motor 42 are operated, periodic volume fluctuations occur in the first expansion chamber 32 and the second expansion chamber 34, and the working gas is synchronized with the periodic volume fluctuations. This causes pressure fluctuations.
- the low pressure valve 40b is closed and the high pressure valve 40a is opened, so that high pressure working gas flows from the compressor 12 into the indoor room 30 through the high pressure valve 40a, passes through the first regenerator 26, and then flows into the room temperature chamber 30 through the first regenerator 26. It is supplied to the first expansion chamber 32 and then to the second expansion chamber 34 through the second regenerator 28 .
- the pressure in the first expansion chamber 32 and the second expansion chamber 34 is increased from low pressure to high pressure.
- the displacer assembly 18 is moved upward from the bottom dead center to the top dead center, and the volumes of the first expansion chamber 32 and the second expansion chamber 34 are increased.
- the high pressure valve 40a closes, the intake stroke ends.
- the high-pressure valve 40a closes and the low-pressure valve 40b opens, thereby opening the high-pressure first expansion chamber 32 and the second expansion chamber 34 to the low-pressure working gas inlet of the compressor 12.
- the working gas expands in the first expansion chamber 32 and the second expansion chamber 34, and as a result, the working gas with a low pressure is transferred from the first expansion chamber 32 and the second expansion chamber 34 to the first regenerator 26 and the second expansion chamber 34. It is discharged to the indoor greenhouse 30 through the regenerator 28.
- the displacer assembly 18 is moved downward from the top dead center to the bottom dead center, and the volumes of the first expansion chamber 32 and the second expansion chamber 34 are reduced.
- Working gas is recovered from the cold head 14 to the compressor 12 through the low pressure valve 40b. When the low pressure valve 40b closes, the exhaust process ends.
- a refrigeration cycle such as a GM cycle is configured, and the first cooling stage 33 and the second cooling stage 35 are cooled to a desired extremely low temperature.
- the first cooling stage 33 may be cooled to a first cooling temperature ranging from about 30K to about 70K, for example.
- the second cooling stage 35 may be cooled to a second cooling temperature (eg, about 1K to about 4K) lower than the first cooling temperature.
- FIG. 3 is an exploded perspective view schematically showing an example of the connection structure of the single-stage displacer 18a and the two-stage displacer 18b in the displacer assembly 18 shown in FIGS. 1 and 2.
- a cylindrical recess 46 is provided at the low temperature end (lower lid portion in FIGS. 1 and 2) of the single-stage displacer 18a, coaxially with the central axis of the single-stage displacer 18a.
- the recess 46 has a small diameter part 46a on the upper side and a large diameter part 46b on the lower side.
- a single-stage displacer pin hole 48a is further provided at the low-temperature end of the single-stage displacer 18a, passing through the first-stage displacer 18a and the small diameter portion 46a of the recess 46 in the radial direction and perpendicular to the central axis of the single-stage displacer 18a.
- a cylindrical recess 47 (see FIG. 6) is provided at the high temperature end (upper lid portion in FIGS. 1 and 2) of the two-stage displacer 18b coaxially with the central axis of the two-stage displacer 18b.
- the high-temperature end of the two-stage displacer 18b is further provided with a two-stage displacer pin hole 48b that extends through the two-stage displacer 18b and the recess 47 in the radial direction and perpendicular to the central axis of the two-stage displacer 18b.
- a short cylindrical connecting body 50 is provided between the first stage displacer 18a and the second stage displacer 18b.
- a first pin hole 50a is provided at one end (the upper end in FIG. 3) of the connecting body 50 and extends through the connecting body 50 in the radial direction perpendicular to the central axis of the connecting body 50.
- a second pin hole 50b is provided at the lower end in FIG. 3, which extends through the connecting body 50 in the radial direction and perpendicularly to the central axis thereof.
- the first pin hole 50a and the second pin hole 50b are provided at different positions along the central axis of the connecting body 50 so as to be perpendicular to each other.
- One end of the connecting body 50 can be inserted into the small diameter portion 46a of the recess 46 provided in the single-stage displacer 18a, and when the connecting body 50 is inserted, the first pin hole 50a communicates with the single-stage displacer pin hole 48a. do.
- the first connecting pin 52a is inserted into the first stage displacer pin hole 48a and the first pin hole 50a, thereby connecting the connecting body 50 with the first stage displacer 18a.
- the other end of the connecting body 50 can be inserted into the recess of the two-stage displacer 18b, and when the connecting body 50 is inserted, the second pin hole 50b communicates with the two-stage displacer pin hole 48b.
- the second connecting pin 52b is inserted into the two-stage displacer pin hole 48b and the second pin hole 50b, thereby connecting the connecting body 50 with the two-stage displacer 18b. In this way, the first stage displacer 18a and the second stage displacer 18b are connected via the connecting body 50.
- connection structure between the single-stage displacer 18a and the two-stage displacer 18b may have other configurations.
- the connecting body 50 it is not essential to use the connecting body 50, and the two-stage displacer 18b may be inserted into the recess 46 of the one-stage displacer 18a, and the one-stage displacer 18a and the second-stage displacer 18b may be connected with one connecting pin.
- the cold head 14 may be disassembled for maintenance of the cryogenic refrigerator 10.
- the fastening between the refrigerator housing 20 and the refrigerator cylinder 16 is released, and the refrigerator housing 20 is lifted from the refrigerator cylinder 16.
- the displacer assembly 18 is also raised relative to the refrigerator cylinder 16 along with the displacer drive mechanism, such as the expander motor 42 and the motion conversion mechanism 43 within the refrigerator housing 20 .
- the first stage displacer 18a and the second stage displacer 18b are pulled out from the first stage cylinder 16a and the second stage cylinder 16b, respectively, and finally the refrigerator housing 20 and the displacer assembly 18 are removed from the cold head 14.
- Only the first-stage displacer 18a may be pulled out, and the second-stage displacer 18b may be left behind in the second-stage cylinder 16b. If the two-stage displacer 18b remains in the cold head 14, maintenance of the cold head 14 cannot be completed, and operation of the cryogenic refrigerator 10 cannot be restarted.
- a method of disassembling the cold head 14 that can be easily performed on site is proposed.
- the two-stage displacer 18b remaining in the cold head 14 can be taken out using a displacer removal jig 60, which will be described below.
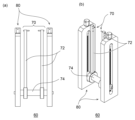
- FIGS. 4(a) to 4(c) are diagrams schematically showing a displacer extraction jig 60 according to an embodiment.
- 4A shows a front view of the displacer removal jig 60
- FIG. 4B shows a side view of the displacer removal jig 60
- FIG. 4C shows a partially cutaway perspective view of the displacer removal jig 60. It will be done.
- the displacer extraction jig 60 includes a gripping tool 70 that can engage with the two-stage displacer 18b of the cold head 14, and a lifter 80 configured to raise and lower the gripping tool 70.
- the gripping tool 70 includes two vertical rods 72 that extend parallel to each other in the vertical direction (vertical direction in the figure), and a horizontal rod that extends in the horizontal direction that is perpendicular to the vertical direction and supports these vertical rods 72.
- a suspension rod 74 is provided.
- Each vertical rod 72 includes a base 72a and a tip 72b.
- the longitudinal rod 72 has a rectangular cross-section in this example, but may have other cross-sectional shapes.
- the base 72a of the vertical rod 72 has a ring-like shape with a through hole in its center that receives the horizontal rod 74.
- the vertical rod 72 is connected to the horizontal rod 74 so as to be movable in the horizontal direction with respect to the horizontal rod 74.
- the horizontal rod 74 has a circular cross section
- the through hole in the base 72a of the vertical rod 72 also has the same circular cross section, so that the vertical rod 72 can rotate around the horizontal rod 74. It's also possible.
- the horizontal rod 74 may have another cross-sectional shape such as a rectangular cross-section, and the through hole in the base 72a of the vertical rod 72 may also have a corresponding shape.
- the gripping tool 70 includes a gripping pin 76 having a shape that can be inserted into the two-stage displacer pin hole 48b. Therefore, the grip pin 76 has a shape corresponding to the two-stage displacer pin hole 48b. For example, if the two-stage displacer pin hole 48b is a round hole, the grip pin 76 is a cylindrical pin correspondingly.
- a gripping pin 76 is provided on each longitudinal rod 72, that is, in this embodiment, the gripping tool 70 is provided with two gripping pins 76.
- a gripping pin hole into which a gripping pin 76 is inserted is provided at the tip 72b of the vertical rod 72. This gripping pin hole passes through the tip 72b of the vertical rod 72 in the horizontal direction. The grip pin 76 is attached to the vertical rod 72 by being inserted into the grip pin hole.
- the gripping pin 76 is replaceable. That is, the gripping pin 76 is removably attached to the vertical rod 72. If necessary, pull out the attached grip pin 76 from the grip pin hole, insert another grip pin 76 (for example, a new grip pin 76) into the grip pin hole, and attach it to the vertical rod 72. I can do it.
- a large force acts on the gripping pin 76, and the gripping pin 76 may be deformed.
- the same displacer extraction jig 60 can be used for the next cold head disassembly operation.
- the lifter 80 includes a support body 82 and a feed screw mechanism 84 built into the support body 82.
- the support body 82 consists of two support rods extending parallel to each other in the longitudinal direction, and each support rod includes a base portion 82a and a tip portion 82b. Each support rod is provided with a slit 82c extending vertically from the base 82a to the tip 82b.
- the feed screw mechanism 84 includes a feed screw 86 that is rotatably supported by the support 82 and a nut portion 88 that is screwed into the feed screw 86.
- the nut portion 88 is supported by the rotation of the feed screw 86 with respect to the support 82.
- the body 82 is configured to move relative to the body 82.
- one support rod of the support body 82 is cut away and illustrated on a plane passing through the center axis of the feed screw 86 and the center axis of the horizontal rod 74 for ease of understanding. There is.
- the feed screw 86 is rotatably supported by the tip end 82b of the support rod, and extends vertically within the slit 82c.
- a screw head 86a of the feed screw 86 is provided on the tip 82b of the support rod, and the feed screw mechanism 84 can be operated by an operator rotating the screw head 86a.
- a threaded portion 86b of the feed screw 86 is arranged within the slit 82c.
- the nut portions 88 are provided at both ends of the horizontal rod 74 and are a part of the horizontal rod 74.
- the feed screw 86 is screwed into the nut portion 88 at the tip of the threaded portion 86b of the feed screw 86 adjacent to the base portion 82a of the support rod.
- the nut portion 88 is disposed in the slit 82c of the support body 82 in a state where it is screwed with the feed screw 86, and is movable in the vertical direction along the slit 82c by rotation of the feed screw 86.
- the gripper 70 is connected to the nut part 88 so as to move together with the nut part 88.
- FIGS. 5(a) and 5(b) are diagrams schematically showing a displacer extraction jig 60 according to an embodiment.
- FIG. 5A shows a front view of the displacer removal jig 60
- FIG. 5B shows a perspective view of the displacer removal jig 60.
- 4(a) to 4(c) show the unfolded state of the displacer extracting jig 60
- FIGS. 5(a) and 5(b) show the displacer extracting jig 60 in the stored state. is shown.
- the vertical rod 72 of the gripper 70 is connected to the horizontal rod as compared to the deployed state shown in FIGS. 4(a) to 4(c). It is rotated about 180 degrees around 74 and folded into a lifter 80.
- the displacer extraction jig 60 according to the embodiment is foldable.
- the length of the displacer extraction jig 60 in the stored state in the vertical direction is approximately half that of the displacer extraction jig 60 in the expanded state. In this way, by making the displacer removal jig 60 compact by folding it, the storage space for the displacer removal jig 60 can be reduced.
- displacer removal jig 60 may be disassembled and stored, such as by removing the gripper 70 from the lifter 80.
- FIG. 6 is a schematic diagram showing a method of disassembling the cold head 14 according to the embodiment.
- the refrigerator cylinder 16 is shown cut along a plane including its central axis.
- This disassembly method starts with only the second-stage displacer 18b left behind in the second-stage cylinder 16b of the refrigerator cylinder 16, as shown on the left side of FIG. 6 (S10).
- This state is a result of the connecting portion between the first-stage displacer 18a and the second-stage displacer 18b being damaged and only the first-stage displacer 18a being pulled out from the first-stage cylinder 16a, as described above.
- the second connecting pin 52b (see FIG. 3), which was inserted into the second-stage displacer pin hole 48b of the second-stage displacer 18b, breaks when the connecting body 50 is pulled up together with the first-stage displacer 18a, and It is assumed that the displacer pin has fallen out from the displacer pin hole 48b. However, if the second connecting pin 52b remains in the second stage displacer pin hole 48b, the second connecting pin 52b is removed from the second stage displacer pin hole 48b at this stage.
- a displacer extraction jig 60 is prepared, and as described below, the displacer extraction jig 60 is attached to the remaining two-stage displacer 18b (S11).
- the support 82 of the displacer removal jig 60 is placed on the refrigerator cylinder 16.
- the refrigerator cylinder 16 includes a cylinder flange 17 at the upper end of the first-stage cylinder 16a (the end opposite to the second-stage cylinder 16b).
- the cylinder flange 17 extends radially outward from the upper end of the first-stage cylinder 16a.
- the support body 82 ie the bases 82a of the two support rods, is placed on the upper surface of the cylinder flange 17.
- the support body 82 is merely placed on the cylinder flange 17, and the support body 82 is not fixed to the cylinder flange 17. However, if necessary, the support body 82 may be fixed to the cylinder flange 17 by an appropriate method such as screwing. Further, instead of placing or fixing the support body 82 on the cylinder flange 17, pedestals for placing or fixing the support body 82 may be prepared on both sides of the refrigerator cylinder 16, and the support body 82 is supported on the pedestal. The body 82 may be mounted or fixed.
- the displacer extraction jig 60 is in the unfolded state, and the vertical rod 72 extends from the horizontal rod 74 toward the opposite side (lower side in the figure) from the tip end 82b of the support rod.
- the distance between the vertical rods 72 is adjusted in advance by sliding the vertical rods 72 relative to the horizontal rods 74.
- the interval between the vertical rods 72 is adjusted to be smaller than the inner diameter of the first stage cylinder 16a.
- the interval between the vertical rods 72 is such that the interval between the tips of the gripping pins 76 is larger than the outer diameter of the two-stage displacer 18b in order to avoid interference between the gripping pin 76 attached to the tip 72b and the two-stage displacer 18b. It is adjusted as follows.
- the vertical rod 72 is inserted into the first stage cylinder 16a.
- the vertical length of the vertical rod 72 is set to be approximately the same length as the depth of the first-stage cylinder 16a. Therefore, when the support body 82 is placed on the cylinder flange 17, the gripping pin 76 attached to the vertical rod 72 is placed at the bottom of the first stage cylinder 16a, and the second stage at the upper end of the remaining two stage displacer 18b. It will be located near the displacer pin hole 48b.
- the vertical alignment of the gripping pin 76 and the two-stage displacer pin hole 48b is made possible by rotating the feed screw 86 and finely adjusting the position of the nut portion 88, that is, the horizontal rod 74, in the vertical direction. Furthermore, circumferential alignment of the gripping pin 76 and the two-stage displacer pin hole 48b is made possible by moving the displacer extraction jig 60 on the cylinder flange 17. In this way, the positional relationship between the gripping pins 76 and the second-stage displacer pin hole 48b can be adjusted such that the two gripping pins 76 are located on both sides of the second-stage displacer pin hole 48b.
- the two gripping pins 76 are inserted into the second stage displacer pin holes. 48b.
- the gripper 70 is engaged with the two-stage displacer 18b, and the displacer extraction jig 60 is attached to the two-stage displacer 18b.
- the tips 72b of the two vertical rods 72 to which the gripping pins 76 are attached may be inserted into the recesses 47 of the two-stage displacer 18b. Then, the vertical rods 72 may be slid with respect to the horizontal rods 74 so as to widen the interval between the vertical rods 72, and the grip pins 76 may be inserted from the inside into the two-stage displacer pin holes 48b.
- the displacer extraction jig 60 is operated so that the two-stage displacer 18b is pulled out from the refrigerator cylinder 16 (S12). Specifically, by rotating the feed screw 86 (arrow 90), the nut portion 88, that is, the horizontal rod 74 is raised (arrow 91), thereby moving the two-stage displacer 18b gripped by the gripper 70 into two stages. It can be pulled out from the cylinder 16b.
- the gripping tool 70 can be pulled up together with the two-stage cylinder 16b. Thereafter, by lifting the displacer removal jig 60 itself from the cylinder flange 17, the two-stage cylinder 16b can be pulled out and removed from the refrigerator cylinder 16.
- Another functioning displacer assembly 18 eg, a new displacer assembly 18
- a method for disassembling the cold head 14 using the displacer extracting jig 60 is provided to take out the two-stage displacer 18b left in the cold head 14 by using the displacer extracting jig 60. can be provided. Even if the two-stage displacer 18b is left behind in the refrigerator cylinder 16, maintenance of the cold head 14 can be completed on-site without removing the entire cold head 14 from the cryogenic equipment to which the cold head 14 is attached. Then, operation of the cryogenic refrigerator 10 can be restarted.
- FIG. 7 is a schematic diagram showing a method of disassembling the cold head 14 according to the embodiment.
- the displacer removal jig 60 can be used not only to remove the two-stage displacer 18b left in the refrigerator cylinder 16 but also to remove the undamaged displacer assembly 18. The following describes how to remove the displacer assembly 18 from the cold head 14 using the displacer removal jig 60.
- a typical example of the motion conversion mechanism 43 for driving the displacer assembly 18 is a Scotch yoke mechanism.
- the displacer drive shaft 44 connected to the single-stage displacer 18a has a Scotch yoke plate 45.
- the Scotch yoke plate 45 is provided with a horizontally long window 45a for reciprocating the crank pin (not shown) of the Scotch yoke mechanism.
- the disassembly method shown in FIG. 7 starts with the displacer assembly 18 housed in the refrigerator cylinder 16, as shown on the left side of the figure (S20).
- the first stage displacer 18a is within the first stage cylinder 16a
- the second stage displacer 18b is within the second stage cylinder 16b.
- a displacer drive shaft 44 having a Scotch yoke plate 45 projects out of the refrigerator cylinder 16 from the single-stage displacer 18a.
- a displacer removal jig 60 is prepared, and the displacer removal jig 60 is attached to the Scotch yoke plate 45 (S21).
- the vertical rod 72 is removed from the horizontal rod 74, unlike the method of FIG.
- the feed screw mechanism 84 is assembled to the support body 82 with the horizontal rod 74 inserted into the horizontally long window 45a of the Scotch yoke plate 45 (that is, the nut portions at both ends of the horizontal rod 74 88 are screwed into corresponding feed screws 86).
- the support 82 is placed on the cylinder flange 17.
- the displacer extraction jig 60 is operated so that the displacer assembly 18 is pulled out from the refrigerator cylinder 16 (S22). Specifically, by rotating the feed screw 86 (arrow 90), the nut portion 88, that is, the horizontal rod 74 is raised (arrow 91), thereby moving the Scotch yoke plate 45 and displacer assembly 18 to the refrigerator cylinder 16. It can be lifted from Thereafter, by lifting the displacer removal jig 60 itself from the cylinder flange 17, the displacer assembly 18 can be pulled out and removed from the refrigerator cylinder 16.
- the gripping tool 70 of the displacer extraction jig 60 has a configuration in which the gripping pin 76 is attached to the tip end 72b of the vertical rod 72, but other configurations are also possible.
- the gripper 70 includes one vertical rod 72, and this vertical rod 72 may be coupled to the two-stage displacer 18b. may be fitted into the recess 47 of the two-stage displacer 18b.
- a threaded portion may be formed at the tip of the vertical rod 72, and the vertical rod 72 may be coupled to the two-stage displacer 18b by biting this threaded portion into the inner wall surface of the recess 47 of the two-stage displacer 18b. good.
- the gripping tool 70 may have a gripping wire 78, and by inserting this gripping wire 78 into the second-stage displacer pin hole 48b, the second-stage cylinder 16b can be gripped. It may be held by the tool 70.
- the present invention can be used in the fields of a two-stage cold head disassembly method and a displacer extraction jig.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Compressors, Vaccum Pumps And Other Relevant Systems (AREA)
- Automatic Assembly (AREA)
Abstract
Description
Claims (10)
- 二段式コールドヘッドの分解方法であって、
前記二段式コールドヘッド内に残置された二段ディスプレーサにディスプレーサ取出ジグを取り付けることと、
前記二段ディスプレーサが前記二段式コールドヘッドから引き抜かれるように前記ディスプレーサ取出ジグを操作することと、を備えることを特徴とする方法。 - 前記ディスプレーサ取出ジグは、前記二段ディスプレーサに係合可能な把持具と、前記把持具を昇降させるように構成されたリフターと、を備え、
前記取り付けることは、前記把持具を前記二段ディスプレーサに係合させることを備え、
前記操作することは、前記把持具を引き上げるように前記リフターを操作することを備えることを特徴とする請求項1に記載の方法。 - 前記把持具は、前記二段ディスプレーサのピン穴に挿し込まれる把持ピンを備えることを備えることを特徴とする請求項2に記載の方法。
- 前記把持ピンは、交換可能であることを備えることを特徴とする請求項3に記載の方法。
- 前記把持具は、前記二段ディスプレーサのピン穴に挿し込まれる把持ワイヤを備えることを備えることを特徴とする請求項2に記載の方法。
- 前記把持具は、縦ロッドを備え、
前記取り付けることは、前記縦ロッドの先端を前記二段ディスプレーサに嵌め込むことを備えることを特徴とする請求項2に記載の方法。 - 前記リフターは、支持体と、前記支持体に回転可能に支持された送りねじと前記送りねじに螺合するナット部とを有し、前記支持体に対する前記送りねじの回転により前記ナット部が前記支持体に対して移動するように構成された送りねじ機構と、を備え、
前記把持具は、前記ナット部と一体に移動するように前記ナット部に連結されており、
前記操作することは、前記送りねじを回転させることを備えることを特徴とする請求項2に記載の方法。 - 前記二段ディスプレーサに前記ディスプレーサ取出ジグを取り付ける前に、前記ディスプレーサ取出ジグを展開することをさらに備えることを特徴とする請求項1から7のいずれかに記載の方法。
- 二段式コールドヘッドの分解方法であって、前記二段式コールドヘッドは、一段ディスプレーサと二段ディスプレーサを備えるディスプレーサ組立体と、前記一段ディスプレーサと連結されたディスプレーサ駆動軸とを備え、前記分解方法は、
前記ディスプレーサ駆動軸にディスプレーサ取出ジグを取り付けることと、
前記ディスプレーサ組立体が前記二段式コールドヘッドから引き抜かれるように前記ディスプレーサ取出ジグを操作することと、を備えることを特徴とする方法。 - 二段式コールドヘッドの二段ディスプレーサに係合可能な把持具と、
前記把持具を昇降させるように構成されたリフターと、を備えることを特徴とするディスプレーサ取出ジグ。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2024542611A JPWO2024042860A1 (ja) | 2022-08-24 | 2023-06-29 | |
| CN202380061429.9A CN119768651A (zh) | 2022-08-24 | 2023-06-29 | 二段式冷头的拆解方法及置换器取出夹具 |
| KR1020257003316A KR20250056182A (ko) | 2022-08-24 | 2023-06-29 | 2단식 콜드헤드의 분해방법, 및 디스플레이서취출지그 |
| EP23856977.6A EP4579142A4 (en) | 2022-08-24 | 2023-06-29 | TWO-STAGE COLD HEAD DISASSEMBLY METHOD, AND AUXILIARY PISTON REMOVAL JIG |
| US19/059,164 US20250196276A1 (en) | 2022-08-24 | 2025-02-20 | Disassembly method for two-stage cold head, and displacer removal jig |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-133296 | 2022-08-24 | ||
| JP2022133296 | 2022-08-24 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US19/059,164 Continuation US20250196276A1 (en) | 2022-08-24 | 2025-02-20 | Disassembly method for two-stage cold head, and displacer removal jig |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024042860A1 true WO2024042860A1 (ja) | 2024-02-29 |
Family
ID=90012861
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/024273 Ceased WO2024042860A1 (ja) | 2022-08-24 | 2023-06-29 | 二段式コールドヘッドの分解方法、およびディスプレーサ取出ジグ |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20250196276A1 (ja) |
| EP (1) | EP4579142A4 (ja) |
| JP (1) | JPWO2024042860A1 (ja) |
| KR (1) | KR20250056182A (ja) |
| CN (1) | CN119768651A (ja) |
| TW (1) | TWI884496B (ja) |
| WO (1) | WO2024042860A1 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005123313A (ja) * | 2003-10-15 | 2005-05-12 | Sumitomo Heavy Ind Ltd | 単結晶引上げ装置用超電導磁石装置における冷凍機の装着構造及び冷凍機のメンテナンス方法 |
| JP2015166665A (ja) * | 2014-03-04 | 2015-09-24 | 住友重機械工業株式会社 | 蓄冷器および仕切ユニット |
| JP2020134006A (ja) | 2019-02-19 | 2020-08-31 | 住友重機械工業株式会社 | コールドヘッドの分解方法、およびリフトアップジグ |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5784517B2 (ja) * | 2012-02-01 | 2015-09-24 | 住友重機械工業株式会社 | 冷凍機装着構造 |
| DE102014012730A1 (de) * | 2014-08-26 | 2016-03-03 | Saurer Germany Gmbh & Co. Kg | Verfahren zum Betreiben einer Arbeitsstelle einer Kreuzspulen herstellenden Textilmaschine bzw. zugehörige Arbeitsstelle |
| JP6509473B1 (ja) * | 2017-10-12 | 2019-05-08 | 住友重機械工業株式会社 | 極低温冷凍機の装着構造および装着方法 |
-
2023
- 2023-06-29 EP EP23856977.6A patent/EP4579142A4/en active Pending
- 2023-06-29 WO PCT/JP2023/024273 patent/WO2024042860A1/ja not_active Ceased
- 2023-06-29 CN CN202380061429.9A patent/CN119768651A/zh active Pending
- 2023-06-29 JP JP2024542611A patent/JPWO2024042860A1/ja active Pending
- 2023-06-29 KR KR1020257003316A patent/KR20250056182A/ko active Pending
- 2023-08-02 TW TW112128975A patent/TWI884496B/zh active
-
2025
- 2025-02-20 US US19/059,164 patent/US20250196276A1/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005123313A (ja) * | 2003-10-15 | 2005-05-12 | Sumitomo Heavy Ind Ltd | 単結晶引上げ装置用超電導磁石装置における冷凍機の装着構造及び冷凍機のメンテナンス方法 |
| JP2015166665A (ja) * | 2014-03-04 | 2015-09-24 | 住友重機械工業株式会社 | 蓄冷器および仕切ユニット |
| JP2020134006A (ja) | 2019-02-19 | 2020-08-31 | 住友重機械工業株式会社 | コールドヘッドの分解方法、およびリフトアップジグ |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4579142A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202409486A (zh) | 2024-03-01 |
| EP4579142A4 (en) | 2025-12-10 |
| EP4579142A1 (en) | 2025-07-02 |
| CN119768651A (zh) | 2025-04-04 |
| TWI884496B (zh) | 2025-05-21 |
| KR20250056182A (ko) | 2025-04-25 |
| JPWO2024042860A1 (ja) | 2024-02-29 |
| US20250196276A1 (en) | 2025-06-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11278994B2 (en) | Method of disassembling a cold head and lifting-up jig | |
| WO2024042860A1 (ja) | 二段式コールドヘッドの分解方法、およびディスプレーサ取出ジグ | |
| JP6117090B2 (ja) | 極低温冷凍機 | |
| US11846458B2 (en) | Cryocooler and control method of cryocooler | |
| US12516858B2 (en) | Cryocooler and method for operating cryocooler | |
| EP4350249A2 (en) | Method for operating cryocooler and cryocooler | |
| US20240318875A1 (en) | Method for disassembling cryocooler | |
| US20240418438A1 (en) | Gas replacement method for expander of cryocooler, cryocooler, and gas replacement pipe | |
| JP6275602B2 (ja) | 超電導システムおよび電流リード | |
| EP4502499A1 (en) | Method for operating cryogenic refrigerator | |
| EP4361527B1 (en) | Cryocooler and method for operating cryocooler | |
| JP2019095090A (ja) | 極低温冷凍機 | |
| JP2007205607A (ja) | Gm冷凍機 | |
| WO2025069944A1 (ja) | 極低温冷凍機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23856977 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024542611 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380061429.9 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023856977 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 11202500778P Country of ref document: SG |
|
| WWP | Wipo information: published in national office |
Ref document number: 11202500778P Country of ref document: SG |
|
| ENP | Entry into the national phase |
Ref document number: 2023856977 Country of ref document: EP Effective date: 20250324 |
|
| WWP | Wipo information: published in national office |
Ref document number: 202380061429.9 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 1020257003316 Country of ref document: KR |
|
| WWP | Wipo information: published in national office |
Ref document number: 2023856977 Country of ref document: EP |