WO2024043131A1 - 固体潤滑被膜形成用の薬剤、薬剤の製造方法、薬剤の塗布方法、油井管、及び油井管ねじ継手 - Google Patents
固体潤滑被膜形成用の薬剤、薬剤の製造方法、薬剤の塗布方法、油井管、及び油井管ねじ継手 Download PDFInfo
- Publication number
- WO2024043131A1 WO2024043131A1 PCT/JP2023/029433 JP2023029433W WO2024043131A1 WO 2024043131 A1 WO2024043131 A1 WO 2024043131A1 JP 2023029433 W JP2023029433 W JP 2023029433W WO 2024043131 A1 WO2024043131 A1 WO 2024043131A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- water
- solid lubricant
- soap
- metal soap
- solvent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M173/00—Lubricating compositions containing more than 10% water
- C10M173/02—Lubricating compositions containing more than 10% water not containing mineral or fatty oils
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D133/00—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Coating compositions based on derivatives of such polymers
- C09D133/02—Homopolymers or copolymers of acids; Metal or ammonium salts thereof
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/02—Emulsion paints including aerosols
- C09D5/024—Emulsion paints including aerosols characterised by the additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/60—Additives non-macromolecular
- C09D7/63—Additives non-macromolecular organic
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F218/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an acyloxy radical of a saturated carboxylic acid, of carbonic acid or of a haloformic acid
- C08F218/02—Esters of monocarboxylic acids
- C08F218/04—Vinyl esters
- C08F218/08—Vinyl acetate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/09—Carboxylic acids; Metal salts thereof; Anhydrides thereof
- C08K5/098—Metal salts of carboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/02—Water
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/02—Hydroxy compounds
- C10M2207/021—Hydroxy compounds having hydroxy groups bound to acyclic or cycloaliphatic carbon atoms
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/10—Carboxylix acids; Neutral salts thereof
- C10M2207/12—Carboxylix acids; Neutral salts thereof having carboxyl groups bound to acyclic or cycloaliphatic carbon atoms
- C10M2207/125—Carboxylix acids; Neutral salts thereof having carboxyl groups bound to acyclic or cycloaliphatic carbon atoms having hydrocarbon chains of eight up to twenty-nine carbon atoms, i.e. fatty acids
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2209/00—Organic macromolecular compounds containing oxygen as ingredients in lubricant compositions
- C10M2209/02—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- C10M2209/08—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds containing monomers having an unsaturated radical bound to a carboxyl radical, e.g. acrylate type
- C10M2209/084—Acrylate; Methacrylate
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2020/00—Specified physical or chemical properties or characteristics, i.e. function, of component of lubricating compositions
- C10N2020/01—Physico-chemical properties
- C10N2020/02—Viscosity; Viscosity index
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2020/00—Specified physical or chemical properties or characteristics, i.e. function, of component of lubricating compositions
- C10N2020/01—Physico-chemical properties
- C10N2020/055—Particles related characteristics
- C10N2020/06—Particles of special shape or size
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2030/00—Specified physical or chemical properties which is improved by the additive characterising the lubricating composition, e.g. multifunctional additives
- C10N2030/06—Oiliness; Film-strength; Anti-wear; Resistance to extreme pressure
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2030/00—Specified physical or chemical properties which is improved by the additive characterising the lubricating composition, e.g. multifunctional additives
- C10N2030/12—Inhibition of corrosion, e.g. anti-rust agents or anti-corrosives
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/34—Lubricating-sealants
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2050/00—Form in which the lubricant is applied to the material being lubricated
- C10N2050/023—Multi-layer lubricant coatings
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2050/00—Form in which the lubricant is applied to the material being lubricated
- C10N2050/023—Multi-layer lubricant coatings
- C10N2050/025—Multi-layer lubricant coatings in the form of films or sheets
Definitions
- the present disclosure relates to a chemical agent for forming a solid lubricating film that imparts lubricity and corrosion resistance to a metal surface, and a technique using the chemical agent.
- the present disclosure also relates to an agent that can simultaneously improve the lubrication and prevent rust of two sliding objects that are made of metal surfaces, and a solid lubricant coating that can be achieved thereby.
- the present disclosure mainly relates to a solid lubricant coating intended for lubrication and rust prevention of oil country pipe threads. Further, the present disclosure is intended to simultaneously achieve sufficient lubrication under tightening/unfastening conditions in an actual well and rust prevention in the usage environment. It is also intended that early drying can be performed when forming a film by drying in the air, blower drying, hot air blower drying, infrared irradiation, ultraviolet irradiation, and heat treatment.
- full-length pins are removed one by one or in units of two or three and collected near the well.
- full-length pins are removed one by one.
- they are removed in units of two or three. In that case, the oil country tubular goods are lined up and cleaned.
- the present disclosure is also intended to be utilized as a chemical agent applied to the screw surface for the purpose of rust prevention, and as a coating formed thereby.
- Patent Document 1 exemplifies a threaded joint for steel pipes that is mainly composed of an ultraviolet curable resin film and has an acrylic/silicon surface film on its surface.
- Patent Document 1 exemplifies an epoxy acrylic resin as an ultraviolet curable resin, and also specifies that an oil-based resin or an aqueous-based resin may be used, but an oil-based resin is preferable. In other words, water-based systems are not actively adopted.
- the acrylic/silicon surface film a quick-drying lacquer-based film is exemplified, and a solid lubricant containing metal soap is exemplified.
- Patent Document 2 is an example of an oil country pipe threaded joint in which a dry solid coating is further formed on a viscous liquid or semisolid lubricating coating. It is exemplified that either a water-soluble or water-dispersible polymer compound or an organic solvent-based composition is formed in the dry lubricant film. Patent Document 2 exemplifies the use of metal soap in a viscous liquid or semi-solid lubricating film. However, Patent Document 2 is an example in which metal soap is used as a thickening agent. Note that Patent Document 2 does not aim at solid lubricants as the effect of metal soap.
- Patent Document 3 specifies a lubricating coating consisting of one or both of rosin and calcium fluoride, a metal soap, a wax, and a basic aromatic organic acid metal salt.
- a lubricating coating consisting of one or both of rosin and calcium fluoride, a metal soap, a wax, and a basic aromatic organic acid metal salt.
- thermoplastic resins are exemplified, and acrylic resins are exemplified.
- Solvents include examples using volatile organic compounds.
- Patent Documents 4 and 5 examples of conventional techniques that take into account tightening in actual wells include Patent Documents 4 and 5 and Non-Patent Document 1.
- Patent Document 4 describes that an initial set was tested at an angle of 6 degrees using vertical power tongs and a short pin of 7" size, assuming misalignment.
- Patent Document 5 is an example in which misalignment was tested and evaluated at 5 degrees using vertical power tongs and a short pin of 9-5/8" size.
- Non-Patent Document 1 is a paper that evaluates lubrication using vertical power tongs.
- Non-Patent Document 1 describes that a weight of 5 kN is placed on the tip of the short pin on the opposite side to the tightening side, that is, when the pin is stood up and tightened, a weight of 5 kN is placed on the upper end of the pin.
- JP2016-028211A Japanese Patent Application Publication No. 2008-537062 Re-publication No. 2009-057754 Japanese Patent Application Publication No. 2002-327874 WO2017/110685
- the present disclosure relates to a chemical that simultaneously improves the lubrication of two sliding objects and prevents rust, and a solid lubricant coating created thereby.
- the present disclosure is primarily intended for a solid lubricant coating intended for lubrication and rust prevention of oil country tubular threads.
- the present disclosure intends to simultaneously achieve sufficient lubrication and rust prevention in the usage environment even under the tightening/unfastening conditions in an actual well.
- the present disclosure relates to a drug in which a water-soluble or water-dispersible polymer contains a component based on a metal soap as a solid lubricant.
- the present disclosure also relates to solid lubricant coatings formed using the agent.
- the water-soluble or water-dispersible polymer is a water-based polymer.
- the water-based polymer referred to herein refers to a polymer that has hydrophilic properties due to the inclusion of a polar or charged functional group in the polymer structure. For example, it refers to those containing a carboxy group, amine functional group, sulfonic acid, etc. in the main chain or side chain.
- Patent Document 1 also requires a device capable of irradiating ultraviolet rays at the wellhead. Therefore, in Patent Document 1, a device capable of doing so and equipment such as electricity distribution are required, and it must be said that the possibility of implementation is poor.
- Oil country pipe threads have a tapered thread structure, and the taper angle is approximately at this level. However, it is structurally impossible for the pin to tilt at this angle with respect to the coupling. However, it is possible to just place the screws in place without interlocking them. However, it is not related to lubrication behavior. The initial setting position is only slightly different, and the rest is just tightening along the thread taper.
- the pin screw should be inserted and set along the taper of the screw. There should also be an inclination due to the looseness between the screw threads when the screw is inserted.
- an inclination due to the looseness between the screw threads when the screw is inserted.
- the inclination can only be set by 1 to 2 degrees due to the play between the screw threads. In reality, even in that state, if the screws engage, the pin screw will immediately stand up straight. Therefore, it is estimated that when the screws are hardly engaged with each other and the screws are tilted by about 5 degrees, the damage to the solid lubricant coating is small and cannot simulate actual well conditions.
- Non-Patent Document 1 the method of placing a 500 kN weight on a pin screw to carry the actual load of one pin, as described in Non-Patent Document 1, also has problems in terms of evaluation.
- the initial set position is important for simulating the backlash of the pin screw in an actual well.
- Fig. As evidenced by 5, if you tighten it by hand until it reaches the point where it can be tightened in about half a turn, the weight will act as a balancer and tighten it straight and in the ideal pin state.
- the severe situation is, for example, a situation similar to an actual well.
- the inventor intentionally sets the initial set position of the pin screw as follows, and unless tightening and tightening is performed, the results will not be estimated in accordance with the situation in the actual well or simulated well. I learned that this is not possible.
- the setting is such that the pin screw is exposed from the box screw, and a weight equivalent to one to three full-sized pins is placed on the end of the pin.
- the evaluation results of a solid lubricant film using a simple short pin tend to deviate from the results of an actual well. is necessary. Specifically, the evaluation results are too lenient. In other words, even if a short pin test results in a pass, it does not mean that the test results in an actual well. For this reason, in the case of solid lubricant coatings, it was found that unless the lubrication evaluation is done properly, the specification of upper and lower limits of parameters will not support the lubrication that can withstand wells.
- the present disclosure has been made with a focus on the above-mentioned problems.
- the present disclosure also provides an environmentally friendly agent, even if it is a water-solvent agent, using a water-soluble or water-dispersible polymer as a binder resin and a metal soap as a solid lubricant. It is an object of the present invention to provide a solid lubricating film having lubricating performance that can withstand use.
- oil country tubular thread lubrication has consisted of, for example, a combination of a lubricating compound containing harmful heavy metals and a surface treatment on the box thread side.
- the surface treatment consists of, for example, a Mn phosphate base or an electroplated layer.
- the commonly used API-mod compound, or wet lubricant is already becoming difficult to use in areas with high environmental awareness.
- the API-mod compound contains harmful heavy metals such as Pb and Zn as main components. For this reason, when the belt is tightened, harmful heavy metals may be washed away or spilled out to the outside, potentially polluting the ocean.
- the present disclosure employs solid lubricant coatings in place of these lubricating compounds. Furthermore, in the present disclosure, a water-soluble or water-dispersible polymer is employed as the binder resin of the solid lubricant coating. Thereby, the present disclosure seeks to avoid the problem of harmful heavy metal leakage.
- the solvent for the solid lubricant film-forming agent that is the subject of this application is water, which itself is said to pose no problem in terms of environmental resistance. It is sufficient that the binder resin and solid lubricant satisfy international regulations and rules for pharmaceutical products. Therefore, in order to simultaneously achieve HSE and ensure the safety and health of workers, replacing the conventional lubrication of oil country pipe threads with a solid lubricant film is effective in solving the HSE problem. be.
- HSE stands for Health, Safety and Environment.
- the wet compound used in the conventional lubrication method is different from the compound used during lubrication and the compound used during storage.
- the technology that replaces the wet compound-based lubrication method with a solid lubricant coating should be a dry film, that is, a dry film, even for rust prevention during storage. Additionally, it is not recommended to use conventional wet compounds to protect pin screws from rust, except in emergencies. In other words, it is considered that it is preferable that the solid lubricant film is designed as a film that is both a lubricant film and a film that has rust prevention properties during storage.
- both lubricating compounds and corrosion-resistant compounds are viscous liquid compounds. Therefore, these compounds function while wet. In other words, with wet compounds, there was no need to consider drying time.
- a solid lubricant film is a dry film and functions in a dry state. Therefore, when forming a solid lubricant film, it is necessary to design a chemical that takes into account the work of evaporating the solvent from the applied chemical to form a film and the time required for this process.
- metal soaps are dispersed as the main component of solid lubricants in a dry, soft polymeric resin film formed using simple water-soluble or water-dispersible polymers.
- a dry, soft polymeric resin film formed using simple water-soluble or water-dispersible polymers is not publicly known.
- the polymer resin film is a matrix component. It has conventionally been thought that it would be difficult to incorporate water-repellent and water-insoluble metal soap into a water-based solvent alone, provided that no oil or thinner is mixed.
- metallic soap has water repellency, and even if you try to mix it with water, it simply floats on the surface and does not disperse or dissolve.
- the present disclosure relates to a design in which a dry, soft polymeric resin film is formed using a water-soluble or water-dispersible polymer, and a solid lubricant is dispersed in the film. Furthermore, in the present disclosure, metal soap is positioned as the main component of the solid lubricant. The metal soap itself is water repellent and insoluble in water. At the same time, metal soaps themselves are said to be insoluble in alcohol groups. The substance that metal soap itself is said to be slightly soluble is VOC (volatile organic compound), which is a group of chemicals called thinners. However, these drugs are often considered harmful to health and are often widely referred to as thinners. These chemicals are classified into toluene, xylene, benzene, the VOC group belonging to mineral spirits, the ether group, and oils that are broadly called mineral oils. This information is widely known.
- VOC volatile organic compound
- alkaline soap is also dispersed.
- the alkaline soap is a soap containing either Na salt or K salt of fatty acid, or both.
- alkaline soap will also be simply referred to as soap.
- the present disclosure also envisions the use of trace amounts of alkaline soap to assist and reinforce lubrication.
- the design of the present disclosure is such that a water-soluble or water-dispersible polymer becomes a dry, soft polymer-based resin film, and the solid lubricant is dispersed within the film.
- water-based polymers refer to polymers that use water as a solvent, and when forming into a film, it is necessary to remove this water component by drying.
- Water-based polymers are water-soluble or water-dispersible polymers. Since water-based polymers use water as a solvent, they heat the object they are coated with. On the other hand, there is also a method of warming up the target area and then applying it. In either case, unless there is a process that promotes water volatilization and evaporation, the coated product will remain in the production plant until it dries. This significantly reduces manufacturing efficiency. That is, when drying the product by leaving it in the air, it takes a long time to dry and it is necessary to secure a drying place.
- Patent Document 1 states that it is better to choose an oil-based acrylic silicone surface film because it becomes a dry film in a short time at a relatively low temperature, and it is particularly preferable to use a room-temperature curing type. It is stated that. That is, Patent Document 1 is an example in which the volatilization of an oily solvent is utilized to achieve early drying without selecting an aqueous solvent.
- Patent Document 2 exemplifies a water-based system, a water + volatile organic solvent system, and a system using an ultraviolet curing resin. Of the three points, the latter two can be dried early. However, in the case of the first single water-based polymer, it is necessary to evaporate water by some method. However, Patent Document 2 does not explicitly describe the method.
- Patent Document 3 discloses a method to speed up the drying time by using a volatile solvent with a flash point of 30° C. or higher.
- a volatile solvent with a flash point of 30° C. or higher.
- the flash point is around 30°C, there is a high risk that in hot regions such as desert areas in the middle of summer, if there is a risk factor such as a spark, a fire may ignite at the well base.
- materials with low flash points have the problem of increasing the risk of fire and other accidents unless they are used in a well-controlled environment. That is, conventionally, there has been a problem in how to dry safely and quickly.
- a material with a low flash point is a material that is easily flammable.
- the solid lubricant coating is composed of a water-soluble or water-dispersible polymer-based solid lubricant coating.
- VOCs volatile organic compounds
- thinners a group of chemicals called thinners.
- organic solvents such as toluene, xylene, and benzene must be used, no matter how volatile and effective they are for early drying. The inventor has determined that the use of this method should be avoided. Even if an exhaust system is provided, it may require a large capital investment.
- fluorine-based compounds have been treated as the king of surface treatments because of their quick-drying properties, as well as their excellent lubrication and anti-corrosion properties.
- fluorine-based compounds are no longer usable.
- F-based alkyl compounds F-(CF 2 ) n -
- PFOS perfluorooctane sulfonic acid
- PFOA perfluorooctanoic acid
- PFAS organofluorine compounds: perfluoroalkyl compounds and polyfluoroalkyl compounds
- PFAS binder resins containing fluorine compounds
- the only drugs and products that can contain fluorine are Teflon (registered trademark) (PTFE: polytetrafluoroethylene) and PFPE (perfluoropolyether), which are exempt from TSCA.
- PTFE Teflon
- PFPE perfluoropolyether
- the present disclosure uses water as a solvent in order to be environmentally friendly, makes the binder resin a drug with a water-soluble composition, and forms the drug from an appropriate solid lubricant and other additives. We thought of using this chemical to form a solid lubricating film.
- water as a solvent has a problem in that it is difficult to evaporate and takes a long time to evaporate.
- drying was fraught with many problems, such as requiring large-scale investment in equipment such as heat treatment furnaces.
- tubing screws may be pulled out of the well in groups of one to three while being tightened and tightened.
- a wet lubricating compound containing Pb and Zn, such as API-mod compound is not applied, but a compound called a wet storage compound is applied. It has been established that the government will respond accordingly.
- Patent Documents 1 to 3 are examples, but conventionally, highly volatile organic solvents with low or likely low flash points are used in order to quickly form a film. It is presumed that the drug was designed on the assumption that oil country tubing would be produced and transported away from oil/gas wells. Agents based on chemicals with low flash points are extremely dangerous to use near oil/gas wells where open flames are prohibited. The present disclosure provides a drug that does not contain highly volatile organic solvents as much as possible.
- the inventor does not intend for the corrosion resistance issues and lubrication issues that are the subject of the present disclosure to be at a level that can be evaluated through simple laboratory experiments or simulations that are often performed on a daily basis. .
- the inventor studied conventional laboratory tests and found that they needed to be set up to handle even the most severe conditions imaginable.
- corrosion resistance we assume a situation in which the solid lubricant film is damaged, rather than corrosion protection in a state where the film is simply formed. It is assumed that corrosion resistance must be maintained after the solid lubricant coating surface of an oil country pipe thread is tightened and untightened with a protector under what can be assumed to be the most severe conditions. In other words, the present disclosure assumes that corrosion resistance must be maintained even when the solid lubricant film is damaged by contact with the protector.
- the present disclosure assumes that it is necessary to ensure good lubricity under sliding conditions under high loads.
- the solid lubricant coating will inevitably be scraped off to some extent during tightening and tightening.
- the inventor has found that the scraped fragments can cause seizure problems in the following cases. Examples of such cases include when the gap between a box screw and a pin screw becomes clogged, when a high load or unbalanced load is applied to the joint, or when a part of the membrane is uprooted.
- FIGS. 2 and 3 This is specifically shown in FIGS. 2 and 3.
- the cases shown in FIGS. 2 and 3 are examples in which the tightening/retightening test conditions were such that the bolt was rotated at 15 to 25 rpm until torque was established, and then rotated at 2.5 to 1.5 rpm once torque was established. This is the result of testing under severe conditions, that is, at high rotational speeds, exceeding the conditions specified in the screw handling instructions, that is, the tightening instructions in the technical package.
- the case shown in FIGS. 2 and 3 is an example of the evaluation of solid lubricant coating using JFELION TM screws for well fastening material and strength grade 9-5/8"53.5# Q125 material.
- Figure 2 is a torque turn chart when a short pin of about 1 m was used and tightened with vertical power tongs, based on the conventional laboratory evaluation method. Because the pins are short, handling is not difficult and the pins can be set straight. Therefore, the pin can be set by hand-tightening until the pin thread is hardly exposed (FIG. 2(b)). In the torque turn chart in this case, the torque starts to rise from the beginning of tightening, and tightening is performed after exceeding the shoulder torque bending point. That is, in this case, the chart becomes a very general chart (FIG. 2(a)).
- the reason why the torque builds up immediately is because the pin screw and box screw are sufficiently engaged at the initial setting stage, and tightening is performed from the preset position.
- FIG. 3 is a torque turn chart when using Range-3, that is, one actual size pin of over 40 feet (over 12 m).
- FIG. 3 shows the results of a test conducted using a simulated well.
- the unit (size) of the horizontal axis is different from that in FIG.
- a simulated well is not an actual well that produces oil or gas, but rather an experiment in which a hole is drilled to allow three full-sized pins to go underground, that is, downward. It is a well.
- the term "simulation well” refers to a group of equipment and experimental facilities that have a rig in the shed that can suspend and set two to three connected pins, and can perform tightening and loosening tests.
- This case shows a tendency in a setting situation similar to that in an actual well, but is different from the case of the short pin shown in FIG. 2.
- steady torque is not established until approximately 6.3 rotations, and during this rotation, spike-like torque is sometimes observed irregularly.
- the inventors have found that this phenomenon is directly linked to damage to the solid lubricant coating, and that it is important to evaluate the solid lubricant coating based on this fact.
- the example torque chart in FIG. 3 is what happens when setting and tightening a Range-3 pin, that is, a little over 40 feet (just over 12 meters). In this case, since the actual size of the pin is about 12 meters or more, the pin cannot be set completely straight and is inserted diagonally in most cases. Note that this is the same condition as in the case of a real well. For this reason, even if you set the pin by hand-tightening, the pin screw and box screw will hit too hard in some areas. For this reason, if the pin is manually tightened, five or more threads, and in many cases about half of the total threads, will be exposed from the box and will not advance any further. From this state, tightening with tongs begins.
- Non-Patent Document 1 when the pin is set up and tightened, lubrication is evaluated by placing a weight of 5 kN on the upper end of the pin.
- Non-Patent Document 1 intends to apply the weight of one full-length pin, that is, approximately 40 feet (approximately 12 m), judging from the torque turn chart of a 7" 29# pin.
- judging from the torque turn chart, that is, Fig. 5 of the document Non-Patent Document 1 assumes that the test is conducted with a tightening behavior close to that shown in Fig. 2, rather than that shown in Fig. 3.
- Non-Patent Document 1 the initial setting position is manual tightening to a level where the pin screw is not exposed, and the pin screw and box screw are fully engaged, and then the tightened test is performed. Therefore, it is not always possible to obtain a good range.
- the present disclosure is based on the premise that oils and volatile organic solvents such as those belonging to thinners are not used. Based on this premise, the present disclosure considers creating a drug by dispersing a solid lubricant component mainly consisting of a metal soap into a binder resin made of a water-soluble or water-dispersible polymer. Furthermore, we will consider using this chemical to create a lubricant film that is a solid lubricant film and has corrosion resistance. We have found that such a configuration has the following problems. For this reason, it was found that further efforts were needed.
- PFAS fluorine-containing acrylic groups, including PFOS and PFOA.
- PFAS fluorine-containing acrylic group including PFOS and PFOA.
- the present disclosure is a drug in which a water-soluble or water-dispersible polymer, that is, a water-based polymer, is used as a binder resin, a solid lubricant has a metal soap as its main component, and water is a solvent's main component. It is also a solid lubricant film formed by the chemical.
- Metal soap functions as a solid lubricant with water repellency. Having water repellency refers to not being soluble in water. It is assumed that properties such as good lubricity, corrosion resistance, and early drying properties are achieved within the range specified in the present disclosure, on the premise that the metal soap can be successfully blended in the drug.
- the present disclosure is defined using the following solution means and constitutes an invention.
- a method for solving the first problem involves the technique of mixing metal soap into solvent water.
- metal soaps are said to be insoluble in water and alcohol; they are soluble in volatile organic solvents such as thinners, ethers, and oils.
- Non-Patent Document 2 specifies that metal soaps are insoluble in ethyl alcohol, methyl alcohol, and butyl alcohol. That is, if you select water as the solvent and use a thinner based VOC that easily evaporates even at room temperature and requires a special mask for the operator or draft equipment, the metal soap will dissolve.
- the present inventor considered and conducted experiments on mixing a metal soap that is considered insoluble in water with water, which is a water-soluble or water-dispersible polymer, that is, a solvent for water-based polymers.
- metal soaps were insoluble in both water and ethanol, but when they were actually dissolved, when comparing water with lower alcohols such as ethanol, the dispersion of metal soaps was significantly lower. I noticed something different while observing the experiment.
- metal soaps are less likely to clump and tend to become fine particles, and that metal soaps can be kept as fine particles. You can also mix metal soap with alcohol and then vigorously stir or apply ultrasonic vibration. On the other hand, in water, the metal soaps aggregated and became large and lumpy, making it impossible for the metal soaps to be homogeneously dispersed. From this, it was found that by dissolving the metal soap in a lower alcohol group such as ethanol, it is possible to disperse the metal soap, albeit in an insoluble state. After that, they discovered that by developing and mixing it with a water-based polymer, it was possible to create a homogeneous drug.
- a lower alcohol group such as ethanol
- the metal soap separates as time passes.
- the container containing the drug of the present disclosure is shaken or otherwise turbid before application, if the solvent water is blown off after application, that is, evaporated or volatilized, it will not be homogeneous. It was confirmed that it becomes a solid lubricating film. Note that when metal soap is directly dissolved in water, the metal soap tends to clump, so there is a high possibility that the solid lubricant film will be non-uniform.
- lower alcohols such as ethanol also have high volatility and fall into the category of VOCs. Therefore, there is a concern that it may easily catch fire in environments where open flames are strictly prohibited. For this reason, it is necessary to specify upper limits regarding the amount that can be used and the concentration in the drug for the lower alcohol used to dissolve the metal soap. From this perspective, the present disclosure defines the upper limit of the lower alcohol. Further, the more metal soap is dissolved, the better, in order to utilize it as a solid lubricant. However, the upper limit of the amount of metal soap that can be dissolved is determined by the solubility limit of alcohol, volatility, and flash point. The lower limit of metal soap is determined by the minimum amount of lubrication that can be achieved.
- the second issue is how to mix in a small amount of alkaline soap to play a supporting role in lubrication.
- the question is how to mix a small amount of alkaline soap into a system in which the binder resin is a water-based polymer, the main component of the solid lubricant is metal soap, and the solvent is water, without adding VOCs such as thinners. .
- Alkaline soaps are soluble in water, so they can be mixed in.
- the solvent water tends to become highly viscous and gelatinous.
- a drug when applied, it becomes difficult to dry, and it takes a long time for the drug to dry as a solid film.
- Semi-solid to viscoelastic films tend to remain sticky on the surface, making it easy for dirt and sand to adhere to them. If dirt gets on it, it will be difficult to remove. This creates resistance when tightening and unfastening, and there is a possibility that the necessary lubrication cannot be achieved.
- alkaline soap in order to maintain the effect of solid lubrication by adding alkaline soap in an amount that can be supported by containing alkaline soap and not to change the viscosity of the solvent water, alkaline soap is added in a trace amount, and the upper limit is need to be set. From this viewpoint, the present disclosure defines the amount of alkaline soap added.
- the third problem is that since water-based polymers use water as a solvent, it may take a long time to dry when a chemical is applied.
- adding a large amount of VOC and using its volatility to evaporate water is not adopted, assuming an environment where fire is strictly prohibited.
- Toluene, xylene, and benzene-based VOCs, also known as thinners cannot be used due to worker health and safety considerations.
- the lower alcohols listed in the first problem that is, the alcohol group such as ethanol, methanol, isopropyl alcohol, normal propyl alcohol, and industrial ethanol, are used to dissolve the metal soap.
- the alcohol group such as ethanol, methanol, isopropyl alcohol, normal propyl alcohol, and industrial ethanol
- the flash point of the drug must be 60°C or higher, preferably 150°C or higher, and more preferably 250°C or higher.
- lower alcohols are added in excess of what is necessary to dissolve the metal soap to take advantage of their volatility.
- the higher the above flash point is set the lower the amount and content of alcohol added.
- the lower alcohol group is contained at least 0.5% or more.
- aqueous ammonia and its volatility may be utilized.
- Ammonia water is sometimes used to adjust the pH of paint. When used for pH adjustment, aqueous ammonia is added to the formulation to bring it to the upper limit of the specified pH of the drug, that is, to the high pH side.
- increase volatility by adding ammonia water (28-30%) up to 1% in Vol/Vol% to the solvent water. You can try it.
- ammonia water 28-30%) up to 1% in Vol/Vol% to the solvent water. You can try it.
- the conditions for simultaneous use of ethanol and ammonia were clarified through experiments, and the optimum range was clarified.
- Commercially available ammonia water is available in dilute levels such as 10% or 5%. However, in this disclosure, the discussion will be based on concentrated ammonia water (28-30%).
- the present disclosure chooses a small particle size of the metal soap. Then, by dispersing the metal soap in the drug so that it does not associate with each other, the contact surface area of the metal soap is increased, and early drying is realized.
- the average particle size of the metal soap is 10 ⁇ m or less, preferably 5 ⁇ m or less, and more preferably 1 ⁇ m or less to accelerate the drying of the applied drug.
- the drug is prepared by dissolving it in a lower alcohol such as ethanol, as specified in the response to the first problem. It is also important to adjust the viscosity of the drug. It is also important to lower the viscosity to create a situation where it can be applied thinly, and to create a situation where it is difficult to apply thickly.
- the conditions are a combination of the above-mentioned use of alcohol and ammonia, selection of the particle size of the metal soap, consideration to prevent the metal soap from aggregating and clumping, adjustment of the viscosity of the chemical, and consideration to prevent thick coating. This is the condition.
- the fourth challenge is how to design a drug suite that does not include heavy metals and PFAS.
- PFAS refers to fluorine-containing acrylic groups, including PFOS and PFOA.
- the problems can be solved by themselves by implementing the means for solving problems 1 to 3 above.
- the fifth issue is that it is necessary to define the upper and lower limits of each material by evaluating the characteristics of this lubricating and anticorrosive film using an appropriate evaluation method.
- the anti-corrosion properties and anti-corrosion properties of the present disclosure assume the lubrication of oil country pipe threaded joints, taking into consideration the most severe conditions. If you simply evaluate the corrosion resistance with a film attached to the plate or the lubrication behavior using short pins, you may be able to screen out cases that are NG, but it cannot be said that they pass. In this disclosure, regarding corrosion resistance, we do not assume only the corrosion resistance of the film as it is by applying a chemical to form a film. Therefore, it is necessary to assume that the membrane is damaged.
- a Range-3 full-length pin that is, a pin of approximately 40 feet (approximately 12 m), is erected, suspended with a derrick crane, etc., and tightened.
- the weight equivalent to one 9-5/8" 53.8 # is about 1 ton. Because of that large load, it is necessary to assume a situation in which the solid lubricant film is seriously damaged.
- the initial setting position of the full-length pin unlike the short pin, it is assumed that the pin cannot be set until almost all of the threads of the pin are hidden by the box screw.
- the solution to this problem is as follows. Attach a weight of 1 to 3 full-length pins to the upper end of the short pin. Further, the initial setting position of the screw is such that about half of the pin thread is exposed to the box screw. This simulates tightening in an actual well by applying a weight when tightening and not applying a weight when tightening back, and then determining the upper and lower limits of the parameters in accordance with the actual conditions. That is, in the present disclosure, the initial set position of the pin screw is intentionally set to a position where the pin screw is exposed from the box screw. Furthermore, in the present disclosure, a weight equivalent to one to three full-sized pins is placed on the end of the pin, and the evaluation is performed by tightening and loosening.
- the drug of the present disclosure is a drug in which the main component of the solid lubricant is a metal soap, the main component of the binder resin is a water-soluble or water-dispersible polymer, and the main component of the solvent is water.
- the drug of the present disclosure is based on the above configuration, it is possible to provide an environment-friendly drug that does not use a group of drugs called thinners, heavy metals, and a set of drugs including PFAS. Further, the drug of the present disclosure can also achieve early drying without using a group of drugs called thinners. Therefore, it can be used even in environments where fire is strictly prohibited.
- PFAS refers to fluorine-containing acrylic groups, including PFOS and PFOA.
- the agent of the present disclosure can provide a solid lubricant coating that has lubricity and corrosion resistance that can withstand use in actual wells.
- FIG. 3 is a schematic diagram of a tightening chart, in which (a) is a case of an actual well, and (b) is a case of a conventional laboratory test. It is a figure explaining the conditions (weight tongs) of a new laboratory test. It is a figure showing an example of installation of a weight under new laboratory test conditions (weight tongs).
- FIG. 3 is a schematic diagram showing an example of a method of applying a coating onto a pipe using a brush.
- the present disclosure provides, for example, a solid lubricant film formed on one or both sides of a lubricated surface in a situation where two opposing objects made of the same metal are required to slide with high lubrication, and Regarding the drug for forming it.
- the present disclosure is particularly directed to solid lubricant coatings and agents for forming the same in thread-shaped lubrication, and more particularly, oil country tubular thread lubrication.
- the present disclosure intends to simultaneously provide anti-corrosion properties through the lubricating film.
- the present disclosure is intended to provide sufficient lubrication at the threaded portion even under tightening/untightening conditions in actual oil and natural gas wells.
- a solid lubricant component mainly composed of metal soap is used, and a water-soluble or water-dispersible polymer is used as the binder resin.
- instant drying such as drying from the coated end.
- it is intended for products that can dry quickly in about 30 minutes even when a chemical is applied and left to dry in the air.
- the present disclosure provides protection for corrosion protection by covering with a soft membrane. Further, the present disclosure aims to achieve lubrication by using the soft film as a film that also has a lubricating function. And we intend to develop drugs to create these membranes. In the present disclosure, we focused on meeting international regulations regarding environmental resistance and drugs, and designed the product to include early drying properties for practical ease of use. Furthermore, the drug of the present disclosure can also be used when there is trouble in a well or when there is a workover. Then, the agent of the present disclosure removes the full-length pins one by one or in units of two or three, collects them near the well, arranges them, and cleans them. It is also intended that it can be used as a coating for protective purposes. Removing full-length pins one by one assumes an onshore well, and removing two or three pins at a time assumes an offshore well.
- the chemical of this embodiment is a chemical for imparting lubrication performance and corrosion resistance to the metal surface of metal parts such as oil country tubular goods.
- the drug consists of a solid lubricant, a binder resin, and a solvent component, and may contain a small amount of additive components depending on the situation.
- the solvent component has water as a main component.
- a lower alcohol having 3 or less carbon atoms is added to the water as an additive.
- the volume of the additive relative to water is 0.5 or more and 45 or less per 100 volumes of water.
- One of the characteristics of the composition of the solvent of the present disclosure is that 95% or more of the volume of the solvent is composed of the above-mentioned water and the above-mentioned lower alcohol, and the composition is mainly composed of water.
- the lower alcohol consists of one or more lower alcohols selected from, for example, methanol, ethanol, isopropyl alcohol, normal propyl alcohol, and industrial ethanol.
- the additive may further contain at least one of aqueous ammonia and a primary amine.
- the content of at least one of the aqueous ammonia and the primary amine is, for example, 2 or less per 100 volumes of water.
- the addition of the lower alcohol, aqueous ammonia, and primary amine are added in order to take advantage of their volatility and to dry the film quickly.
- the lower alcohol functions as follows in the solvent of the present disclosure which is characterized by being water-soluble, that is, the solvent in which water is the main component. That is, the lower alcohol functions effectively when dissolving a solid lubricant that has water repellency.
- the lower alcohol serves to disperse and dissolve the solid lubricant throughout the solvent, avoiding extreme aggregation.
- the water-repellent solid lubricant will not be homogeneously dispersed and will phase separate from the water.
- lower alcohols end up on the water surface.
- lower alcohols have low flash points.
- the solid lubricant film formed by drying does not contain lower alcohol or other solvent components.
- the solvent component is only a matter of drug drying time. For this reason, if the environment is not one where fire is strictly prohibited, a large amount of lower alcohol may be used to speed up drying.
- the preferred range of lower alcohol addition is 20 or less. Although it correlates with the volatilization point described below, when it is 20 or less, early drying becomes easier to achieve. Further, within this range, the volatile point is ensured to be 70° C. or higher, or a level at which it is treated as non-flammable, making it even more possible to safely use it at a site near a well where fire is strictly prohibited.
- the solid lubricant contains a soap component containing at least metal soap among metal soap and alkali soap components.
- the metal soap component is 95% or more of the total weight of the metal soap and alkali soap components. That is, the main component of the solid lubricant is metal soap.
- the weight of the metal soap shall be 95% or more of the total weight of the metal soap and the alkaline soap. If there is a large amount of alkaline soap, it may dissolve in the aqueous solvent, making the viscosity of the solvent too high, making it difficult to apply uniformly and causing the film to dry slowly. In other words, since the alkaline soap component is small, the above concerns are alleviated. However, if the alkaline soap is zero, the lubrication improvement effect brought about by the alkaline soap cannot be expected, so it is preferable to design the ingredients to be contained.
- the particle size of the metal soap should not exceed the thickness of the solid lubricant coating.
- the average particle size of the metal soap is preferably 10 ⁇ m or less. If the thickness exceeds the thickness of the solid lubricant coating, it means that metal soap is present and has penetrated the solid lubricant coating. In this case, if tightening and unfastening is performed with a strong torque, the damage to the solid lubricant coating will be greater than when the metal soap is dispersed within the solid lubricant coating. For example, there is a concern that significant peeling may occur, resulting in poor lubrication properties. Therefore, the thickness needs to be equal to or less than the thickness of the solid lubricant coating. On the other hand, assuming that the solid lubricating film is thin enough to achieve lubrication and rust prevention, the film thickness is at least about 10 ⁇ m. Therefore, the particle size is preferably 10 ⁇ m or less.
- the metal soap and alkali soap components constituting the solid lubricant include one or more soaps that are compounds consisting of a fatty acid selected from Group A below and a metal element selected from Group B below.
- Group A stearic acid, behenic acid, lauric acid, 12-hydroxystearic acid, oleic acid, montanic acid
- Group B Na, K, Mg, Ca, Zn
- the binder resin is a water-soluble or water-dispersible polymer, and is a polymer or copolymer containing 90% or more of the total weight of the binder resin, including a polymer having an acrylate or methacrylate structure.
- the water-soluble or water-dispersible polymer constituting the binder resin is, for example, a polymer composed of one or more monomers selected from the following (1) to (4), or a copolymer composed of two or more monomers. It is a combination.
- a water-soluble or water-dispersible polymer and containing 90% or more of the total weight of the binder resin is treated as follows.
- the copolymer if a part of the copolymer structure contains even a part of an acrylate or methacrylate structure, the copolymer is The polymeric binder resin will be treated as a "polymer having an acrylate or methacrylate structure.”
- the polymers that are allowed to be mixed in at less than 10% refer to those that do not form a copolymer with the polymer having an acrylate or methacrylate structure that is the subject of this application. That is, structures having an acryloyl group, a vinyl group, etc. in the monomer are excluded.
- the drug of the present disclosure is a drug dissolved in an aqueous solvent
- the polymer that is allowed to be mixed must have a water-soluble composition in addition to the above information.
- water-soluble types such as polyamideimide resin, phenol resin, and urea resin (urea formaldehyde) can be used.
- the weight of the solvent is preferably 0.7 times or more and 100 times or less the total weight of the solid lubricant and the binder resin, for example, when the volume of the solvent is converted into weight, assuming that the specific gravity of the solvent is 1.
- the weight of the solid lubricant is desirably 0.1 times or more and 1.0 times or less the weight of the binder resin.
- the flash point of the drug it is preferable to make the flash point of the drug higher than 60° C. or to make it flame retardant (non-combustible). Further, it is preferable that the viscosity of the drug be 1000 mPa ⁇ sec or less by adjusting the above-mentioned components.
- the appropriate range and preferred range of these parameters can be defined as follows.
- the lower limit of 0.7 or more is defined as the amount of solvent required to dissolve the solid lubricant.
- the metal soap which is the main component of the solid lubricant, could be dissolved up to 0.7 as shown in the examples below.
- the lubricating component to be mixed becomes insufficiently dissolved, so 0.7 was set as the lower limit.
- the lubricating components to be mixed include metal soap components, alkaline soap components, and the like.
- the upper limit is assumed to be 100 times or less, but a preferable range is 10 times or less.
- a high weight percentage of solvent means more drug and thinner membrane components.
- the film components include binder resin components, solid lubricant components, and the like. If you intend to apply multiple coats by repeating application and drying, there is no particular problem as long as the upper limit is 100 times. On the other hand, if you are willing to go through the trouble of multiple coatings and multiple drying, it is possible to use the coating even if it is more than 100 times larger. At the same time, there is a growing concern that the thinness of the drug will make the film more likely to become uneven. For this reason, the number of times of tightening and untightening is slightly reduced, but it may still be usable. Hereinafter, the "number of times of tightening and loosening" will also be referred to as the "number of times of M/B".
- the preferred range is 10 times or less. If it is 10 times or less, it will be easier to form the required film thickness using a conceivable coating method, for example, 1 to 3 coats, the M/B number will be good, and no particular deterioration will be observed. In the examples described later, it has been confirmed that a solid lubricant film can be formed without any problem up to a weight ratio of 7.6 or less, and that the necessary lubricating properties can be achieved. Therefore, it can be said that a more preferable range is 7.6 or less. As will be described later, it is also preferable for the solvent weight to be lower in terms of rust prevention. In this application, the solvent is mainly water. Therefore, in order to avoid rusting in the insufficiently dried areas, the drying temperature is more preferably twice or less.
- the lower limit is preferably 0.1 times or more and the upper limit is preferably 1.0 times or less.
- the amount of solid lubricant is small relative to the binder resin, the total amount of solid lubricant mainly responsible for lubrication is small, so lubrication tends to deteriorate.
- the amount is too high, the content may be more than necessary, and the solid lubricants will interfere with each other, and the tendency to improve the lubricating properties will become saturated or deteriorate.
- the actual deterioration of the characteristics to the level where the M/B number passes at the lower limit of the pass range was 0.08 at the lower limit and 5.0 at the upper limit within the experimental range. .
- the desirable range of the flash point is preferably 60°C or higher, and more preferably defined as nonflammable.
- the agent and film for forming the solid lubricant film of the present invention can be used. These are purely operator and well site safety parameters. It is not a factor that affects lubrication evaluated by the number of M/B. With the exception of CFC substitutes, a lower flash point often means higher volatility, which affects the premature drying and early film-forming behavior of the drug.
- the temperature should be set at 60°C or higher, and more preferably, the temperature should be higher or the design should be classified as non-flammable.
- the viscosity of a drug is defined for the resulting drug when it is formulated with solvents, solid lubricants, binder resins, and other additives.
- the viscosity varies depending on the concentration of the formulation.
- the reason why the viscosity is preferably 1000 mPa ⁇ sec or less is to prevent uneven coating of the drug and uneven film thickness. This is because when the viscosity is high, there is a high tendency for film thickness unevenness to occur. In the following examples, no particular deterioration is observed at a pressure of 740 mPa ⁇ sec or less, which can be said to be a more preferable range.
- the chemical is applied to a metal surface in a coating amount of 0.1 g/mm 2 or less by adjusting the above-mentioned components.
- the composition it is preferable to adjust the composition to have early drying properties such that it can dry within 30 minutes when left to dry in a windless atmospheric environment at room temperature.
- the chemical is applied to a metal surface in a coating amount of 0.1 g/mm 2 or less by adjusting the above-mentioned components.
- "normal temperature” as used herein refers to a temperature in the range of 15 to 30°C.
- the coating amount of 0.1 g/mm 2 or less means the typical coating amount achieved by spin coating, using a JIS No. 20 brush with a bristle width of 50 mm, while drawing the coating only once in each direction. Then, the drying time at that time is defined. It is preferable to realize drying within 30 minutes when left to dry, and within 5 minutes when drying with air blowing at a rate of 1 m/sec or more. This means is realized using a plurality of parameters defined in this application. At least one of a lower alcohol and aqueous ammonia is contained to take advantage of its volatility, and metal soap as a solid lubricant is dispersed and contained in an appropriate size to increase the volatilization area and strengthen drying.
- Metal soap by dispersing and turbidizing the metal soap in a lower alcohol, and then adding it to water as a solvent.
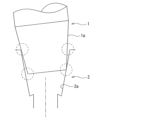
- the oil country tubular goods are, as shown in FIG. 1, a box 2 having a female thread 2a and a pin 1 having a male thread 1a.
- the oil country pipe threaded joint consists of a box 2, such as a coupling, having a female thread 2a, and a pin 1 having a male thread 1a.
- a lubricating coating including the solid lubricating coating of the present disclosure is formed on the contact surface (fastening surface 10) of the threaded portion of at least one of the box 2 and the pin 1.
- a lubricating coating having a solid lubricating coating is formed on the threaded portion of the oil country tubular goods of this embodiment.
- the solid lubricant coating includes a binder resin and a solid lubricant dispersed in the binder resin.
- the solid lubricant contains a soap component containing at least a metal soap among metal soap and alkali soap components, and the metal soap component accounts for 95% or more of the total weight of the metal soap and alkali soap components.
- the metal soap and alkali soap components constituting the solid lubricant include, for example, one or more soaps that are compounds consisting of a fatty acid selected from Group A below and a metal element selected from Group B below.
- Group B Na, K, Mg, Ca, Zn
- the weight of the metal soap is, for example, 95% or more of the total weight of the metal soap and the alkaline soap.
- the particle size of the metal soap is preferably 10 ⁇ m or less.
- the binder resin is made of a water-soluble or water-dispersible polymer, and the polymer is a polymer or copolymer containing 90% or more of monomers belonging to acrylate or methacrylate.
- the water-soluble or water-dispersible polymer constituting the binder resin is, for example, a polymer composed of one or more monomers selected from the following (1) to (4).
- a copolymer is a copolymer of two or more monomers.
- the phrase "composed of a water-soluble or water-dispersible polymer and containing 90% or more of the total weight of the binder resin" is treated as follows. In other words, in the case of a copolymer, if a part of the copolymer structure contains even a part of an acrylate or methacrylate structure, the copolymer is The polymeric binder resin will be treated as a "polymer having an acrylate or methacrylate structure.” It does not simply mean the weight of "acrylate or methacrylate.”
- the solid lubricating film has a thickness of, for example, 1 ⁇ m or more and 100 ⁇ m or less, and is soft with a pencil hardness of H or less.
- a base film (not shown) may be provided below the solid lubricant film.
- At least one of the box and the above-mentioned pin is made of an oil country country pipe on which the lubricating coating of the present disclosure is formed.
- a coating having a harder hardness than the solid lubricating coating is formed on the threaded portion of the other OCTG. It is preferable that
- the lower limit of the film thickness of 1 ⁇ m or more was determined in order to comply with the regulations that the film thickness required for lubrication and the size of the metal soap must be below the thickness that does not exceed the solid lubricant film. .
- the upper limit of 100 ⁇ m or less is determined by the gap between the female thread/male thread (coupling/pin) of the oil country tubular thread.
- the solid lubricant film is inevitably scraped to some extent during tightening and unfastening. In addition, the scraped solid lubricant film may move during tightening and unfastening, or it may be reformed and reattached, or it may not be able to do this and become stuck in the thread gap.
- the screw gap "between the peak of the pin and the valley of the coupling" is about 100 ⁇ m.
- the screw gap "the valley of the pin and the peak of the coupling” has a structure in which they are in close contact. If the solid lubricant film exceeds 100 ⁇ m, it is estimated that the absolute amount of the solid lubricant film will inevitably be scraped to some extent during tightening and tightening, and that the amount will exceed the amount that can be absorbed by the above gap. , burn-in often occurs. Therefore, the upper limit was set to a preferable range of 100 ⁇ m or less. If it exceeds this, it is difficult to say that it is always NG, but it is likely that the number of M/Bs will not meet the specification and that the image will be burned.
- the drug of the present disclosure has a binder resin component mainly composed of a water-soluble or water-dispersible polymer.
- metal soap is the main component of the solid lubricant, and a trace amount of alkaline soap and other additives that function as a solid lubricant are added thereto.
- the drug of the present disclosure consists of a solvent containing water as a main component and a component system that allows addition of a small amount of an organic solvent.
- the chemical with this structure enables early drying after application, and furthermore, the solid lubricant film formed using the chemical achieves lubrication and rust prevention that can withstand use in wells.
- the present disclosure takes into consideration the lubrication of oil country pipe threaded joints as the most severe conditions in the environment in which they are used.
- “Targeted early drying, corrosion resistance, and lubrication properties” refers to the ability to dry within 5 minutes, preferably within 1 minute, without heating and by blowing air. Alternatively, it means that it can be dried in 30 minutes or less, preferably 15 minutes, and more preferably 5 minutes or less when left outdoors or indoors at room temperature. Dry here means a semi-hardened level or a hardened dry level beyond a touch-dry level.
- the paint terms dry to the touch and semi-dry are defined in accordance with JIS K5500-2000.
- the present disclosure is an invention that aims at a drug with low viscosity and good fluidity. Therefore, it can be assumed that the coated drug inevitably gathers at the 6 o'clock position, that is, the lowest position, and the liquid accumulates or drips in that area. Therefore, we will discuss the drying state of the screw position on the upper side of the watch from 8 o'clock to 4 o'clock in terms of the above-mentioned early drying property.
- the area from 4 o'clock to 8 o'clock, or more precisely, from 5 o'clock to 7 o'clock, where the medicine has accumulated or dripped and remains without drying, is excluded from early drying. The reason why there is no problem in removing it is as follows.
- the coated chemical may remain semi-wet, but the bottom layer of the coating liquid applied to that area may consist of a solid lubricant film, and the film is not suitable for rust prevention.
- the film is not suitable for rust prevention. This is because there is no problem with soundness.
- the corrosion resistance of the present disclosure is not intended only to be the corrosion resistance of a surface where a chemical is applied and water remains volatilized and evaporated.
- the corrosion resistance of the present disclosure assumes a threaded tubular structure, such as an oil country tubular thread, which is assumed to be the most severe condition.
- the present disclosure is directed to corrosion resistance with the protector removed, for example after the protective cover, such as a protector, has been tightened and untightened, that is, installed once and removed again.
- an actual oil country tubular screw when a protector is attached after a solid lubricant film is formed, it can be assumed that the solid lubricant film partially hits the protector and the film is damaged. This is because they are left in that state, with a protector attached, outdoors or indoors.
- the lubrication properties are ensured by evaluation results from an actual well or a simulated well, or a tightening test using power tongs that can be approximated.
- the present disclosure does not evaluate the superiority or inferiority of lubricity by simply using a conventional tightening/unfastening test using a short pin.
- the present inventors have found that solid lubricant coatings cannot be properly evaluated by evaluation using conventional short pins.
- lubrication using a lubricating compound has traditionally been, and still is, the mainstream.
- the lubricating compound is in the form of a viscous liquid, the compound moves in conjunction with tightening and loosening, working in a direction that provides good lubrication. Therefore, there is no big difference between lubrication evaluation in a laboratory using short pins and evaluation in an actual well.
- the solid lubricant film may be unavoidably scraped off, and its fragments and powder cannot be moved in conjunction with tightening and loosening, as in the case of a compound. There is.
- a water-soluble or water-dispersible polymer is used as the binder resin.
- the polymer of the present disclosure refers to a synthetic polymer in a narrow sense.
- the polymers of the present disclosure exclude pectin, agar, starch-based materials, cellulose-based, and natural gum-like (alginate-based) materials, which are well-known natural polymers.
- the polymers of the present disclosure also exclude those that maintain semi-dry moisture after drying, that is, after removing water.
- the water-soluble or water-dispersible polymers in the present disclosure include those composed of one polymer as well as copolymers composed of two or more types of monomers.
- the individual monomers correspond to the following monomers (1) to (4).
- At least one polymer defined in (1) to (4), a copolymer consisting of two or more monomers, or a polymer consisting of a single monomer of (1) to (3) , (1) to (3), or both of them include copolymers made with (4) or other compounds.
- Other compounds refer to monomers of maleic acid, sulfonic acid, styrene, carboxylic acid, and salts thereof.
- the phrase "composed of a water-soluble or water-dispersible polymer and containing 90% or more of the total weight of the binder resin" is treated as follows. In the case of a copolymer, if a part of the copolymer structure contains even a part of an acrylate or methacrylate structure, the copolymer is The binder resin will be treated as a "polymer having an acrylate or methacrylate structure.” It does not simply mean the weight of "acrylate or methacrylate.”
- the water-based polymer referred to herein refers to a polymer that has hydrophilicity by containing a polar or charged functional group in the polymer structure. For example, it refers to those containing a carboxy group, amine functional group, sulfonic acid, etc. in the main chain or side chain.
- the binder resin of the present disclosure is dissolved in a solvent whose main component is water, and when a chemical is applied, water is evaporated, that is, evaporated and volatilized to form a film.
- the drug of this disclosure does not contain heavy metals such as lead, which have recently become a problem, and F of a group called PFAS. Design without using materials containing alkyl groups (including fluorine). The requirements for achieving early drying of the film after application of the drug directly and indirectly affect the film properties of the drug. Next, the items related to early drying properties will be described in detail.
- the film is preferably a polymer or copolymer containing 90% or more of monomers belonging to acrylates and methacrylates.
- a product containing acrylate or methacrylate and copolymerized with other monomers is considered to be an acrylate or methacrylate-based polymer and satisfies the above-mentioned requirement of 90% or more.
- the setting of 90% or more means that it is mostly composed of acrylate and methacrylate polymers, and that it is acceptable even if 10% or less of other polymers are contained. It is assumed that substantially 100% of the copolymer is acrylate or methacrylate type polymer.
- a storage compound is applied.
- an oil-based viscous liquid such as KENDEX TM , OCTG ORANGE CORROSION INHIBITOR & STORAGE COMPOUND.
- a lubricating compound containing heavy metals Pb and Zn will be applied to prevent rust. In that case, it would no longer be green either. In other words, products containing harmful heavy metals are used.
- the agent since the agent forms a solid lubricant film, it is assumed that the agent is applied in the wellhead environment. In other words, in the present disclosure, it is required to dry as quickly as possible to form a solid lubricant film in an environment where fire is strictly prohibited, without using anything that could cause a fire, including a heater.
- 30 minutes means that one worker unfolds and lines up about 30 pin screws and box screws, coats one end of each OCTG in order from the end, returns to the original position, and then reverses the process. Assume that you repeat the process of painting the side edges starting from the edge. The 30 minutes assumes that it will be almost dry when you return. Also, the time is set so that the protector can be prepared and tightened one by one without waiting. If the drying time is 15 minutes, there will be no problem even when processing a small number of pieces. Drying in less than 5 minutes is the most desirable goal.
- the drying may be accelerated not only by leaving the material in the air but also by passing it through a blower equipment such as a jet fan, a heater blower equipment that produces hot air, a heat treatment furnace, or the like. In that case, it is preferable to dry within 5 minutes, preferably within 3 minutes, and more preferably within 1 minute. In order to ensure that the line speed and handling at the site where products with solid lubricant coatings with excellent lubrication and anti-corrosion properties are manufactured are not hindered, or even if they are inhibited, the drying time is within this level.
- a normal electrically activated fan has an air flow rate of 2 to 4 m/sec.
- drying can be performed using a handheld fan with no power, so the drying time will be evaluated based on drying assuming air blowing at 1 m/sec.
- the basic composition of the drug of the present disclosure is a solvent (water + a trace amount of lower alcohol, ammonia, and a primary amine), a binder resin (mainly a water-based polymer), and a solid lubricant (metallic soap + a trace amount of alkaline soap). .
- the viscosity of the drug is also an important parameter. As one factor for achieving early drying, it is preferable to design the liquid so that the viscosity of the drug is on the lower side. At this time, if you apply it on a sloped surface, it will tend to flow rather than stay there. That is, it is preferable to adjust the viscosity of the drug so that it feels fluid when applied.
- the viscosity is 1000 mPa ⁇ sec or less. This level is such that when applied to an obliquely placed member or a tubular member, it appears to flow along the slope.
- the viscosity in the present disclosure refers to the viscosity when the medicine is opened or when it is started to be applied. By regulating this viscosity, it is possible to avoid unintentionally forming a thick film when applying the drug.
- the lower limit of the viscosity is not set, it is, for example, 40 mPa ⁇ sec or more.
- the viscosity of water does not reach 1 mPa ⁇ sec, but the viscosity tends to increase. Therefore, the viscosity is at least about 40 mPa ⁇ sec.
- the coating film can be made homogeneous and thinner, although overcoating or build-up coating becomes difficult. Adjustment of viscosity is achieved by adjusting the selection of monomers that make up the water-based polymer, the concentration of metal soap and alkaline soap, and the blending ratio including solvent.
- the viscosity of the drug is 1000 mPa ⁇ sec or less, the viscosity is small and it is easy to flow. For this reason, the drug in the dry area tends to drip and accumulate at the 6 o'clock position on a clock. Then, since that part becomes a thick film inadvertently, even if the base layer dries and forms a film, the accumulated part may not dry within the above drying time.
- the drying state at 12 o'clock on a clock or broadly speaking, the drying state in the upper half of the 9 o'clock to 3 o'clock position. . It's true that liquid collects at the 6 o'clock position, but it's just the undried drug that accumulates on top of the already dry area. Therefore, the lower part is dry at the initial stage of application. Any method of application, such as brush application, spraying, dipping, hand application, or machine application, is acceptable. You can actively take advantage of the tendency to drip, and after applying the agent, you can point the object to be applied downward or tilt it diagonally so that the paint flows down.
- tubular metal parts it is better to paint with a brush or spray while rotating the metal parts, rather than leaving them to stand still. By doing so, drying is strengthened, and the remaining amount of the chemical that has not formed into a film is uniformly reapplied to the metal surface while rotating, resulting in a uniform coating. It helps to form a membrane. Also, it is possible to avoid accumulation in one place.
- One of the essential components is lower alcohol. That is, since lower alcohols are intended to be used in environments where open flames are strictly prohibited, lower alcohols, which are volatile organic solvents whose concentration is adjusted to have a flash point of 60° C. or higher, are used to achieve early drying.
- the flash point of the drug is preferably adjusted to a concentration of 150°C or higher, more preferably 250°C or higher. Also, avoid using VOC thinners. This is for the safety and health of the workers and to allow them to work while avoiding the need to set up exhaust equipment such as drafts.
- aqueous ammonia Another component of choice is aqueous ammonia.
- the volatile nature of ammonia water can also be utilized to control the concentration within an appropriate range at a level that allows use without draft equipment.
- concentration and particle size of the metal soap Early drying is achieved by controlling the concentration and particle size of the metal soap contained within an appropriate range.
- the particle size of the metal soap is 10 ⁇ m or less.
- the particle size is preferably 5 ⁇ m or less, more preferably 1 ⁇ m or less, thereby increasing the surface area of the metal soap and enhancing drying.
- the metal soap also serves as the main component of the lubricant, and the metal soap should constitute 95% or more of the total weight of the solid lubricant together with the alkaline soap described below.
- the total weight of the solid lubricant when looking at the solid lubricant film formed by volatilization and evaporation of the solvent, the total weight of the solid lubricant is 0.05 to 1.0% per 100% of the weight of the binder resin. occupies 0. Note that the total weight of the solid lubricant is composed of 95% or more of metal soap.
- the present disclosure may use alkaline soap as a supporting role for lubrication.
- the addition of soap that is easily soluble in water tends to cause the water, which is a solvent, to become highly viscous and gelatinous. For this reason, there is an adverse effect that the viscosity of the drug increases and it takes time to form a film. If it gels too much, the water will not drain completely and it will not be possible to form a solid lubricating film in a dry state. Therefore, it is necessary to define an upper limit for the appropriate amount of alkaline soap at a trace level. Then, adjust the viscosity to be within the proper viscosity range shown below.
- the metal soap as the main component should be at least 95%, that is, the alkali soap component should be at most 5% or less.
- the viscosity of the drug is prepared to be 1000 mPa ⁇ sec or less.
- a drug including water-soluble or water-dispersible polymer materials, additives such as metal soaps, and the above-mentioned lower alcohols, it is necessary to have this viscosity. In short, it is intended to have low viscosity and smooth liquid viscosity.
- the lower limit of the viscosity is not set, it is approximately 40 mPa ⁇ sec or more.
- the viscosity of water cannot be 1 mPa ⁇ sec, and the viscosity becomes high. Then, the level is approximately 40 mPa ⁇ sec.
- ⁇ Preferred configuration> When applying a drug to a tubular metal component that is a structure, it is preferable to apply the drug while rotating the tubular structure. It is better to keep rotating it even after applying it. This is because the medicine that has not dried after application will not accumulate at 6 o'clock due to rotation, and the same effect as that of promoting drying by blowing air can be expected. Furthermore, in the case of tubular metal parts (structures), liquid inevitably accumulates at the 6 o'clock position, and it takes time for only the outermost layer to dry. It takes a long time for it to dry completely. For this reason, when applying to the outside of the tube, it is preferable to take advantage of the fact that it drips down from the 6 o'clock position.
- the tube it is preferable to tilt the tube obliquely, whether on the outside of the tube or on the inside of the tube, to release the drug that tends to accumulate at the 6 o'clock position.
- early drying may be achieved by utilizing processes that enhance drying, such as blower drying, hot air blower drying, infrared irradiation, ultraviolet irradiation, and heat treatment. In that case, a synergistic effect with the case where the above configuration is adopted can also be expected.
- lower alcohol refers to, for example, one type or a combination of two or more types selected from methanol, ethanol, isopropyl alcohol, normal propyl alcohol, and industrial ethanol.
- the drug is blended so that the flash point of the final blended drug is 60°C or higher, preferably 150°C or higher. More preferably, it is formulated to a level that can be classified as nonflammable.
- the lower alcohol group in an amount of at least 0.5%, early drying can be achieved by utilizing its volatility. Most desirable is a situation in which the flash point does not rise or can be measured, and is defined as non-flammable.
- the lower alcohol group serves to strengthen the dryness, and at the same time, has the role of blending the additive metal soap without clumping it up and avoiding it from aggregating in the same size as when added. If metal soap is simply dissolved in water, due to its water-repellent properties, the metal soaps will not mix with the water and will combine with each other to form clumps. Even if you try to mix metal soap particles with a particle size that is less than the specified value into coating paint, if you mix metal soap directly into water, it will not disperse sufficiently. For this reason, even in the film state, the film is uneven, which is bad for both lubrication and corrosion resistance.
- metal soap is added to lower alcohol and dissolved. Then, a method is adopted in which a mixture of lower alcohol and metal soap is mixed with a dispersion of a water-soluble or water-dispersible polymer and water. At this time, it is necessary to adjust the concentration of lower alcohol and the content of metal soap so that they fall within the range prescribed by the present disclosure. Furthermore, in order to strengthen early drying, lower alcohols may be used as the main ingredient, and the volatility of ammonia and primary amines may also be utilized. Ammonia here means ammonia water. It is a commercially available drug and is aqueous ammonia formulated at 28-30%. By the way, ammonia water itself is nonflammable. Note that commercially available ammonia water is available at a dilute level of 10% or 5%. However, in this disclosure, the discussion will be based on concentrated ammonia water (28-30%).
- Aqueous ammonia is sometimes used as a chemical for preparing aqueous polymers at a neutral pH range, specifically at a pH of about 5 to 9.
- Aqueous ammonia may be used with the volatilization effect of lower alcohols.
- the use of primary amines belonging to the highly volatile group is also permissible under conditions where the pH does not exceed the above.
- a primary amine may be added to shift the pH toward the alkaline side. Then, by using ammonia and primary amine added in order to shift from the neutral side to the alkaline side, volatility is combined and utilized.
- the drug of the present disclosure does not contain CFC substitute solvents that are poorly soluble in water, halogenated solvents such as trichlorethylene and tetrachlorethylene, and a group of drugs called thinners. It is not good to use these drugs because of the global environment and health problems.
- a group of drugs called thinners include toluene, xylene, benzene, mineral spirits, and ethers, which are often considered harmful to health, and drugs that are classified into oils, which are broadly called mineral oils. It is.
- the reason why the flash point of the drug of the present disclosure is set to 60°C is as follows.
- the temperature that can be assumed to occur when installing an oil country pipe threaded joint while tightening it at an actual wellhead is thought to be at most less than 60°C. For this reason, first of all, make sure that the temperature does not fall below this temperature. This reduces the risk of ignition and fire caused by volatile chemicals to virtually zero.
- the reason why the desirable flash point is set at 150°C and the more desirable flash point is set at 250°C is as follows. In other words, as the temperature at the well base, 250°C is the highest temperature at the bottom of the well, and 150°C is the highest temperature that can be assumed to be the temperature at the well base due to heat transfer. I set it like this. To reduce the risk to zero, the flash point cannot be measured and the substance must be classified as nonflammable.
- metal soaps and alkaline soaps function as solid lubricants. Further, the metal soap increases the surface area by reducing the particle size of the metal soap to enhance early drying.
- the alkaline soap is dissolved in a water-based solvent, it is either incorporated into the membrane or a precipitated soap appears on the membrane surface or inside the membrane.
- the solid lubricant refers to a soap component containing metal soap and alkaline soap.
- enhanced early drying is achieved through multiple factors being achieved simultaneously.
- Appropriate amounts of additives consisting of the above-mentioned volatile lower alcohol group, ammonia and primary amines are added to the solvent to take advantage of their volatility.
- the size of the metal soap is determined based on promoting volatilization and evaporation of the aqueous solvent, and the metal soap is uniformly dispersed without forming lumps.
- the viscosity of the drug will be set to 1000 mPa ⁇ sec or less to prevent the drug from being applied too thickly.
- the particle size of the metal soap those having an average size of 10 ⁇ m or less, preferably 5 ⁇ m or less, and more preferably 1 ⁇ m or less are used. This enhances drying by increasing the surface area of the metal soap. The smaller the particle size of the metal soap, the faster the drug dries. However, what is important is that the metal soaps are dispersed with each other, that the particle size of the metal soaps is maintained, and that the metal soaps do not clump. At the same time, in order to achieve the integrity of the solid lubricant coating, it is necessary that the particle size of the metal soap does not exceed the thickness of the solid lubricant coating. When the film thickness is exceeded, it feels like the metal soap is protruding from the film. Then, when a strong torque is applied, damage to the film, such as peeling or scraping, increases. On the other hand, since alkaline soap is soluble in water, there are no regulations regarding its size.
- Metal soap is the main component as a solid lubricant and is the key to enhancing dryness.
- alkaline soap was formulated with the expectation that it would play an auxiliary role in lubricating.
- the pin screw is unavoidably set at a slight angle. Therefore, even if the pin screw is manually tightened, it can only be set with approximately half of the thread of the pin screw exposed.
- the screws contact each other unevenly, which tends to damage the surface of the solid lubricant coating.
- the hope is that the alkaline soap will provide lubrication support that will allow the box screw and pin screw to slide from their fully engaged state to a stable position. It is hoped that the alkaline soap will provide lubrication that will allow it to slide into a stable position before the torque builds up, as shown in Figure 3, to prevent spike-like torque from building up.
- the metal soap has water repellency. Therefore, even if there is small damage to the solid lubricant coating, it can be expected to work effectively to improve corrosion resistance due to its water repelling effect. In other words, the metal soap ensures corrosion resistance.
- the solid lubricant shall be 95% or more by weight of metal soap and alkaline soap. In short, although about 5% of other solid lubricants are allowed to be mixed in, most of the solid lubricants are intended to be composed of materials that broadly belong to soaps.
- the content of metal soap and alkaline soap should be considered based on the balance of all drugs.
- the solvent is mixed in such a way that it accounts for 0.7 to 100 times the weight of the total solid lubricant component forming the film when converted into weight assuming that the volume of the solvent is 1 with a specific gravity.
- the total solid lubricant component weight consists of the sum of the weights of the solid lubricant and the binder resin.
- solvents mainly composed of water can be mixed in a wide range of formulations, except when the solvent is extremely concentrated or diluted. If it exceeds 100, there is too much water and it becomes difficult to dry.
- it is preferably 10 times or less, more preferably 2 times or less.
- the solvent evaporates during the drying process, so what remains as a film becomes the binder resin component and solid lubricant. It is desirable that the weight ratio of the solid lubricant to the weight of the binder resin is 0.01 to 1 times, and that the weight of the metal soap is 95% or more in the solid lubricant.
- the lower limit is 0.1 times, because if it is less than that, there will be too little area to support solid lubrication, and no improvement in lubrication can be expected. In this case, if a strong force is applied to the binder resin, there is a high possibility that the film will be completely peeled off. This is because, as a result, there is a high risk of burn-in.
- the upper limit is 1x is because if the metal soap content is too high compared to the solvent, the membrane itself will lose its integrity, and there is a significant risk that the membrane will crack under a slight load and be exposed to the environment. There is also. In addition, this concentration can be said to be the limit in order to maintain fine-sized metal soap without clumping it up.
- the metal soap and the alkaline soap are composed of one type or a combination of two or more types of soaps made of a compound consisting of a fatty acid of group A and a metal element of group B below.
- ⁇ Group A stearic acid, behenic acid, lauric acid, 12-hydroxystearic acid, oleic acid, montanic acid
- Group B Na, K, Mg, Ca, Zn
- the metal soap is composed of one or more metal salts of group B Mg salts, Ca salts, and Zn salts for fatty acids of group A.
- the metal salt of the alkaline soap is composed of metal salts of group B, either Na salt or K salt, or both. Although other alkali metal salts are commercially available, other metal salts were excluded because they are not used for purposes such as dissolving them in water and using them for cleaning.
- the coating uniformly in an amount of 0.1 g/mm 2 or less while maintaining the above conditions. Under these conditions, if left at room temperature in the atmosphere, it can be expected to dry within 30 minutes at room temperature (15° C.-30° C., for example, 24° C.). Further, in the case of air blow drying, when drying is performed by air blowing at a rate of 3 mm/sec or more, early drying properties can be expected, such as drying within 5 minutes at room temperature.
- the preferred coating amount is, for example, 0.2 to 0.05 g/mm 2 . If you apply it thicker than this, it will tend to take longer to dry and will inevitably drip. In some cases, only the surface layer of the area does not dry. Furthermore, if it is less than 0.05 g/mm 2 , drying tends to be faster, but there may be concerns about anti-corrosion properties.
- the film thickness is in the range of 1 ⁇ m to 100 ⁇ m and that the film is soft with a pencil hardness of H or less. Normally, a uniform film thickness of about 10 ⁇ m to 50 ⁇ m is sufficient.
- a chemical having the above-mentioned viscosity is applied, since the viscosity is low, the paint that cannot be formed into a film tends to drip and move, no matter how much the drying is strengthened.
- the structure has threads, such as an oil country tubular thread structure, there is an undeniable tendency for chemicals to accumulate in the valleys of the threads, especially at the 6 o'clock position on a clock. Furthermore, due to the surface tension of the chemical solution, the corners of the crests of the thread structure tend to become thinner. Therefore, in order to achieve both lubrication and corrosion resistance, the film thickness is preferably within the above range. If the thickness at the thinnest point is less than 1 ⁇ m, there is a high risk of burning. Moreover, if it exceeds 100 ⁇ m, it will be scraped off during lubrication, and the peeled pieces and powdery substances will tend to cause seizure. There is also a possibility that the roots may peel off and burn.
- the film thickness is the film thickness at the stage when the chemical dries and becomes a solid lubricating film, as described above.
- the thickness of the film can be determined, for example, by cutting longitudinally at four locations along the circumferential direction of the threaded portion (for example, at four locations at 90-degree intervals) and observing each section using a microscope. Execute. Through the observation, the thickness of each film at the thickest and thinnest parts of the film is determined. Then, check whether the thickness of each film is within the above range. Note that if the tendency of the film thickness distribution is known from past measurement results, the film thickness may be estimated as follows. In other words, if the method of applying and drying the drug is the same, the maximum and minimum values of the film thickness on the entire threaded part can be estimated by measuring the film thickness at a predetermined specific part with an electromagnetic film thickness meter. is also possible.
- the hardness of the solid lubricant coating is preferably a pencil hardness of H or less. This is because the solid lubricant film of the present disclosure is purposely made to have a soft film quality, and is intended to achieve lubricating properties on the assumption that it will be slightly scraped away if it is strongly hit. In addition, if the pencil hardness exceeds H, there is a risk that the pencil will peel off completely, increasing the risk of burning. In addition, the measurement of film hardness is based on pencil hardness. The measurement method shall be as specified in JIS K 5600-5-4 (1999). The JIS standard states that this standard is a translation of the "ISO/DIS 15184, Paints and varnishes-Determination of film hardness by pencil test" standard.
- the pencil hardness test method of the present disclosure is evaluated based on the provisions of the JIS standard. That is, 6B to B to HB to F to H to 9H are to be evaluated, and hardness of 9H or more is evaluated as ⁇ 6B and ⁇ 9H, respectively.
- the present disclosure encompasses all cases where the solid lubricant coating of the present disclosure comprising the agent of the present disclosure is applied to both sides of the surface to be lubricated or only to one side and nothing is applied to the other side. do.
- the solid lubricant coating of the present disclosure is formed only on one part, it is preferable that the pencil hardness of the solid lubricant coating of the present disclosure is softer than that of another type of lubricant coating on the opposing surface.
- the solid lubricant coating of the present disclosure is designed to be a soft film. This is because during lubrication, the lubrication properties are achieved by assuming that the material will be slightly abraded, and this effect cannot be achieved if the material itself is hard.
- Corrosion resistance evaluation in this disclosure is performed on a structure with a threaded structure, such as an oil country pipe thread on a steel pipe, after once tightening and untightening a protector used to protect the thread. With the protector removed, salt water spray is applied to the solid lubricant coating. Then, the judgment was made based on the criteria that those with red rust appearing all over were considered unacceptable. In short, as an evaluation of corrosion resistance, an evaluation was carried out using salt water spray after the membrane had suffered possible damage.
- the conditions for salt water spraying were in accordance with JIS K 5600-7-1, with neutral salt water spraying conditions of 5% NaCl (35°C, humidity 98-99%, spray 1-2 mL/Hr/80 cm 2 , pH 6). .5-7.2) and is based on an 8-hour evaluation.
- the metal surface of the metal component targeted by the present disclosure includes, for example, a lathe-processed or cut-processed surface, a polished surface, and the like.
- mill scale may be included in the thread structure of the sample.
- mill scale is cleaned before forming a solid lubricant film, water will enter into minute defects, holes, and scratches in mill scale.
- spots of rust may appear from the underlying steel.
- the spot rust is not rust of the solid lubricant coating, it is excluded from the evaluation.
- “Lubrication evaluation method” This is considered to be the most severe lubrication condition in the environment in which the solid lubricant coating of the present disclosure is used. In other words, the lubrication will be evaluated under the tightening and loosening conditions of oil country pipe screws in accordance with the tightening conditions in an actual well. However, it is not practical to evaluate the solid lubrication behavior of oil country tubular threads in an actual well or a simulated well, both in terms of cost and the time it takes to arrange experiments. Therefore, in the present disclosure, evaluation was performed using the apparatus shown in FIGS. 5 and 6.
- a weight of one to three full-length pins is attached to the upper end of the short pin so that a load can be applied.
- tightening with tongs is performed with the initial setting position of the screw in such a state that about half of the pin thread is exposed with respect to the box screw.
- a weight is applied during tightening, but no weight is applied during tightening to destabilize the pin screw, simulating the tightening situation in an actual well.
- the upper and lower limits of each parameter regarding the lubrication characteristics can be set to values that meet actual conditions.
- This evaluation method is also referred to below as "evaluation using weighted tongs.” According to the knowledge of the present inventor, it has been confirmed that the evaluation using the weighted tongs can sufficiently reproduce the evaluation during tightening and tightening in an actual well.
- the background of using this weighted tongs evaluation is as follows. In other words, relying on evaluation using horizontal power tongs using short pins of about 1 meter length or simply relying on evaluation using vertical power tongs using short pins is not subject to the present disclosure. This is because in the "evaluation of solid lubricant coatings", it is mistakenly evaluated as being excellent. In other words, the upper and lower limits of the parameters that define the invention no longer have any meaning.
- the solid lubricant coating may be unavoidably damaged when tightening and loosening, and flakes and powder-like flakes do not always move in conjunction with tightening and loosening. If they do not work together, they will get stuck in the screw gaps and cause seizure.
- the conventional evaluation using short pins there is a concern that something that is inherently bad may be evaluated as good because it is less susceptible to damage.
- the compound is in the form of a viscous liquid, so the compound moves when tightening and loosening. Therefore, there is no large discrepancy between the evaluation results for short pins and the evaluation for actual wells.
- the positions where the pin screw makes strong contact are the tip of the pin screw 1a and the middle of the thread of the threaded portion 2a of the box screw, and the center of the pin screw 1a and the entrance of the threaded portion 2a of the box screw. Tends to take damage. "Near the middle of the thread” is the vicinity of the position where the pin screw is inserted and touches the box screw. "Near the entrance of the threaded portion 2a of the box screw” means the vicinity of the entrance of the box screw 2a when the pin screw is inserted.
- FIG. 5 is an overall conceptual diagram of the test method
- FIG. 6 is an enlarged view of the part related to the weight 3.
- vertical power tongs 4 are used for the weight tong test.
- the short screw 1 and the box screw 2 are tightened by the thread of the pin thread part 1a and the thread of the box thread part 2a.
- set the initial temporary tightening position so that half of the total number of threads of the pin thread part 1a is exposed from the box screw 2. .
- This is one of the causes of rattling.
- tightening with the power tongs 4 is started.
- a weight 3 is attached to the opposite side of the pin 1 from the tightening screw.
- the weight of the weight 3 is calculated based on the outer diameter and wall thickness of the actual size pin, and is equivalent to one to three actual size pins. If it is 9-5/8"53.5#, it will be about 1 ton (2,200Lb) per well, and if it is equivalent to 3 wells connected, it will be about 3 tons (6,600Lb).
- the equivalent of 1 well is assumed to be an onshore well, and 3 wells are equivalent. The equivalent is assumed to be tightened in offshore wells.
- the weight 3 in FIG. 5 has an insertion rod 13 welded to the weight main body 3A at an axially symmetrical position of the weight. Insert the insertion rod 13 from above the pin 1 and attach the weight to the upper end of the pin 1. Through holes 1d and 13a are made in advance in the pin 1 and the insertion rod 13. A piercing rod 12 is inserted and set into the through holes 1d and 13a in order to integrate the weight 3 and the pin 1. A swivel type hook 11 is welded to the center of the upper axis of the weight 3, and the weight is suspended from a hanging device 20 on the ceiling via a hanging chain 21.
- the load of the weight 3 may be applied or the load of the weight 3 may not be applied. It is preferable not to apply the load of the weight 3 during tightening and unfastening. In the embodiment described below, the load of the weight 3 is not applied during tightening and unfastening. If you untighten with a load applied, the weight acts as a "weight" or balancer when loosening from the tightened position, and the pin screw loosens as if it were coming straight up. For this reason, the pin does not wobble, and the solid lubricant film is not damaged when tightened back. Even if the load is not zero, the test is carried out by lifting the load.
- the casing size is determined to pass tightening and unfastening three or more times, and the tubing size is determined to pass the tightening and unfastening ten or more times.
- the M/B frequency tends to be worse than when using conventional lubrication using a grease-like compound. The reasons for this are as follows. In the conventional method of using a grease-like compound, each time the product is tightened or loosened, the grease-like compound on the surface is washed away with an organic solvent, the surface is inspected, and then a new grease-like compound is reapplied.
- the casing size was determined to pass if the casing size was tightened and unfastened three or more times.
- the tubing size was determined to be acceptable if it was tightened and undone five times or more. Further, the casing size was determined as 7" or more, and the tubing was determined as less than 7".
- the torque turn chart was checked to see if there were any abnormalities.
- NG The judgment of NG was made as follows. If the screw did not loosen during the M/B number of tightening and unfastening, it was determined that the screw had seized up based on the number of tightening and unfastening times, and the number of tightening and unfastening was determined as the previous number. For items that have been completely loosened and the surface can be observed, if there is slight burn-in on the seal part, an NG judgment is made on the spot. Then, the number of times of tightening and unfastening is determined to be seizing at the next number of times, and the tightening test using the weighted tongs is completed on the spot. If there is very slight seizure on the threaded part, repair it and continue the test. Based on the number of tightening and loosening operations performed in this manner, good and bad were judged based on the above-mentioned criteria.
- Example 1 How to prepare metal soap and how to mix it uniformly
- the conditions for mixing metal soaps were selected based on how they were mixed into the liquid.
- the solvent used was mainly water, mixed with industrial ethanol and aqueous ammonia.
- As a solid lubricant Ca stearate (metal soap: particle size of 8 to 10 ⁇ m or less) and Na stearate (alkali soap) were mixed in a weight ratio of 99:1.
- the binder resin a copolymer of vinyl acetate and methacrylic acid was used as a monomer, which was prepared by mixing 100 parts by weight of vinyl acetate with 10 parts by weight of methacrylic acid. Note that the copolymer herein corresponds to 100% of the "polymer having an acrylate or methacrylate structure" described in the present disclosure.
- the solvent water (measured by volume and converted to weight with a specific gravity of 1) is three times the total weight of the solid lubricant (metallic soap + alkaline soap) and binder resin. I mixed it like this. Further, the blended weight ratio of the solid lubricant was 0.1 times the weight of the binder resin.
- a mixture of water and monomers for making a copolymer of vinyl acetate and methacrylic acid was prepared. As shown below, metal soap was mixed with industrial ethanol, and aqueous ammonia was added to adjust the pH to 7-8. Then, finally, sodium stearate was prepared and mixed. We considered the idea of mixing metal soap into this basic drug.
- Condition 1 is an example in which Ca stearate was directly added to the basic drug and stirred according to the above mixing ratio.
- Condition 1 is an example in which no industrial ethanol is used. Under condition 1, the metal soaps were not sufficiently mixed and some metal soaps floated on the surface and aggregated together. In other words, it was not possible to mix well and homogeneously.
- Condition 2 Ca stearate was added to the base drug according to the above mixing ratio and stirred. After that, industrial ethanol: 20 was added to water: 100 in a Vol/Vol ratio. Under condition 2, some particles floated on the surface and aggregated together without being thoroughly mixed. In other words, it was not possible to mix well and homogeneously. Condition 2 shows that the metal soap does not mix well even if ethanol is mixed later.
- Condition 3 is that Ca stearate is stirred in industrial ethanol in an amount of 100 parts water to 20 parts industrial ethanol in a separate container, that is, mixed homogeneously, and then added to the basic drug. This is an example of stirring.
- Condition 3 can be said to be an example of almost homogeneous mixture. Although it is said to be insoluble in both water and alcohol, we have confirmed that in alcohol (ethanol), Ca stearate can be finely dispersed without causing particles to associate with each other and form clumps. Therefore, it was found that by dissolving the metal soap in ethanol (alcohol) and then applying that state to the base chemical and stirring it, it was possible to create a situation in which the metal soap was homogeneously dissolved.
- Condition 4 was as follows: Ca stearate was sufficiently stirred in industrial ethanol in an amount of 100 parts water to 1 part industrial ethanol in a separate container, and then added to the basic drug.
- Condition 4 is an example in which 19 parts of industrial ethanol was subsequently added to the basic chemical and stirred.
- the metallic soap Ca stearate was added to a small amount of ethanol and made turbid, the metallic soap was not sufficiently mixed, and some of the metallic soap floated to the surface and associated with each other to form clumps. In other words, this is an example of mixing it into a basic drug, but it was not possible to mix it homogeneously.
- Condition 5 was as follows: Ca stearate was sufficiently stirred in industrial ethanol in an amount of 100 parts water to 15 parts industrial ethanol in a separate container, and then added to the basic drug.
- Condition 5 is an example in which 5 parts of industrial ethanol were subsequently added to the basic chemical and stirred.
- the metal soap Ca stearate was already homogeneously mixed in industrial ethanol:15. Therefore, even if industrial ethanol is further added to this state, it can be said that the mixture is almost homogeneous.
- an appropriate amount of an appropriate lower alcohol that is, an amount that can sufficiently mix the metal soap, and a homogeneous solution of less than the appropriate amount of metal soap is prepared, and then added to the drug body and stirred.
- the metal soap can be mixed into a water-based solvent.
- metallic soaps that cannot be mixed uniformly based on the volume of lower alcohol, it was found that there is a high tendency for them to not mix even if industrial ethanol is added after adding it to the basic chemical. .
- Example 2 Early drying property, application amount, and drying method
- Example 2 Early drying property, application amount, and drying method
- a chemical was applied to the structure of an oil country tubular screw, and good or bad was determined based on the degree of dryness.
- the following individual chemicals were systematically prepared under different conditions, and their early drying properties were investigated.
- the solvent was made up of alcohol and aqueous ammonia, and the solid lubricant was made up of metal soap and alkali soap for 100 parts of the water used as the solvent.
- the binder resin a copolymer prepared by containing 100 parts by weight of acrylic acid and 6 parts by weight of polyvinyl alcohol as a monomer was used.
- Polyvinyl alcohol is obtained by saponifying polyvinyl acetate obtained by polymerizing vinyl acetate monomer with poval, for example. The mixing ratio of each corresponds to the content of this study.
- For solvent-based systems we prepared formulation conditions for industrial ethanol and ammonia water, assuming that the solvent (water) is 100 (measured by volume and converted to weight with a specific gravity of 1). .
- the total weight of the solid lubricant (metal soap + alkali soap) and binder resin, the blending balance with the solvent, and the weight ratio of the metal soap and the alkali soap in the solid lubricant coating are prepared. Furthermore, we prepared metal soaps of different sizes. Then, we looked at each drying condition. The preparation method was to prepare and mix sodium stearate before the last step. Finally, aqueous ammonia (approximately 28%) was mixed in at the end to adjust the pH to 6.5-8.5. The method known in the study group of Example 1 above was used, that is, the method of mixing metal soap with "lower alcohol (ethanol: Example 1)" in advance and then mixing the mixture. The industrial ethanol referred to here is highly pure ethanol. However, this refers to products that contain methanol or isopropyl alcohol at a level that is not subject to the Liquor Tax Law.
- the oil country pipe screws were made of carbon steel, L80 grade, 5.5"23#, JFEBEAR TM pin screws, and were machined at both ends with a short length of 700-1000 mm.
- To apply the chemical first, soak a general paint brush (Japanese standard for brushes: No. 20: 50 mm width) in the chemical. Then, move the short pin using two rollers that rotate at the same number of times. Place it on the top and apply it by rotating it at a speed of about 10 to 20 seconds per revolution (see Figure 8). It has two shaft-rotating rollers that touch each other at certain positions.
- one side was painted and then left to dry.
- Apply the other side while rotating, and while continuing to rotate use the hand dryer's atmospheric air blowing mode at the smaller of the two air flow rates, for example, at 1 m/sec. I dried it by applying it. The drying time was then recorded. After that, the rotation of the pipe was stopped, and the drying time on the stationary drying side was also recorded. When you touch it with your hand, if it leaves no fingerprints and is not sticky, it is considered dry.
- the dryness was determined by the dryness at the top of the pipe, from 8 o'clock to 4 o'clock on a clock. Note that the same judgment position was used on the left-to-dry side. When a large amount of coating liquid was applied, the coating liquid sometimes accumulated at the 6 o'clock position when the coating liquid was left at rest. However, since areas other than the very surface had already been cured, this criterion was used based on the judgment that there would be no problem in drying the paint. When standing drying was not considered dry after 30 minutes, it was recorded as 30 minutes or longer. The indoor temperature on that day was 25 to 28 degrees Celsius, and it stays at about that temperature even when it's dry.
- the coating weight was calculated from the difference in brush weight. However, since the agent has low viscosity and high fluidity, especially on the side where I left it after application, it felt like half-dry paint was piling up at the 6 o'clock position. Ultimately, there is some dripping from the 6 o'clock position, but that amount is ignored and the amount applied is simply the difference in the weight of the brush before and after application. In addition, the viscosity of the liquid was approximately 850 mPa ⁇ sec, and did not change significantly under all conditions, with exceptions. An exception was when the blending ratio of the solvent was increased, the pressure was less than 850 mPa ⁇ sec. An exception with low liquidity is No. 1 below. This applies to 2-10 to 2-14. The case where the blending ratio of the solvent is increased is, for example, the case where a drug mixed thinly with an aqueous solvent is used.
- the film weight will be explained, but the film thickness will not be discussed.
- the film thickness was measured, and No. 2-5 cross-sectional microscopy was performed. It had the shape of a pin thread of an oil country tubular screw, with a thread valley of 20 to 50 ⁇ m and a crest of about 20 to 40 ⁇ m.
- the stabbing flank portion (the vertical wall portion of the screw that comes into contact when tightening the screw) and the loading flank portion (the vertical wall portion of the screw that comes into contact when loosening the screw) was 5 to 10 ⁇ m.
- the reality was that there were variations depending on how the brush was applied, for example, at the seams of the brush.
- a seam in brush application is an irregular part, such as when the brush is dipped in the chemical and applied again, or when the brush is pressed strongly to squeeze out the liquid from the brush when the amount of liquid coming out is low. be. Therefore, in the study of this example, the coating was applied with a brush, and the pipe itself was also rotating. This was intended to be applied evenly. However, because the viscosity of the liquid itself is low, it forms a film when it dries, but on the other hand, paint tends to accumulate in dry areas due to rotation. In other words, the movement into the groove of the screw root appeared to be the cause of this difference in film thickness. Characteristics were evaluated with this level of film thickness difference. However, when evaluating the drying itself, as long as the pipe was rotated, there was a strong tendency for the pipe to dry uniformly, so the completion of the drying was determined based on the drying time at the slowest drying location.
- Tables 1 to 3 These are examples of studies regarding drying time. Note that the lubrication characteristics of oil country tubular screws, represented by the number of M/Bs, are not subject to evaluation in Tables 1 to 3. "*" in the table means outside the regulations. "**” means beyond the preferred range. The evaluation here was based on the examples of the present invention (drying OK)/examples of the present invention ( ⁇ : drying time outside the preferred range)/comparative examples.
- drying OK the drying time is within the appropriate range specified in claims 10 and 11 of the present application, and clears the range shown in claims 1 to 9. did.
- the invention example ( ⁇ : drying time outside the preferred range) is a case that includes conditions that are unacceptable from the viewpoint of drying time. In other words, it deviates from the preferred range. However, it refers to those that fall within the scope of the invention as defined by this disclosure.
- the tightening/untightening test is not shown.
- the comparative example was either NG in terms of drying time or the solid film formation was not good and it cannot be expected to pass the M/B test. For this reason, the tightening/untightening test itself is difficult and may be rejected. Furthermore, it refers to anything that deviates from the scope of the invention defined by this disclosure.
- No. 2-1 ⁇ No. 2-3 is an example where alkaline soap is not included.
- No. 2-1 is also an example in which neither alcohol nor aqueous ammonia is included in the solvent.
- No. 2-1 is a result of examining the drying state of the binder resin (copolymer of acrylic acid and vinyl alcohol) examined in the example in a state where the thick coating limit was slightly exceeded. This is the drying characteristic of the binder resin in this formulation.
- the solvent is only water and does not contain alcohol, aqueous ammonia, or the like. Because it is only water, Ca stearate, which is characterized by water repellency, may not be homogeneously dispersed and dissolved even at the drug stage.
- No. 2-4 is No. This is an example in which a small amount of alkaline soap component was added to 2-3. Metal soap (Ca stearate) and alkaline soap (Na stearate) are added in a weight ratio of 99:1. No. The drying time is comparable to 2-3, and is an example of the present invention.
- No. 2-5 is No. 2-4 is an example of ammonia water containing methylamine, which is a primary amine. No. It has the same level of drying performance as 2-4 and is an example of the present invention.
- the above-mentioned No. 2-4 and No. 2-6 to 2-9 are examples in which the proportion of industrial ethanol was increased to 6, 10, 25, 25, and 43 relative to the water volume of 100. Moreover, these cases correspond to cases in which ammonia is 0.5, 1.0, 1.0, no addition, and 2.0, in this order.
- No. Examples 2-10 to 2-15 are the results of examining the weight ratio of the solvent to the solid content (solid lubricant component weight + total binder resin weight).
- the weight of the solvent refers to the weight change assuming that the volume of the solvent consisting of water, alcohol, and ammonia has a specific gravity of 1.
- No. 2-10 ⁇ No. 2-11 is a case study in which the volume of industrial ethanol is 25% per 100% water volume.
- No. 2-12 to 2-15 are examples of studies using industrial ethanol at 40.
- the former group is a case in which the weight ratio of solvent to solid content is 0.7 and 30, respectively. In the latter group, there are 20, 50, 100, and 130 cases, in order.
- the drying time targeted in the present disclosure can be met, which corresponds to the examples of the present invention (drying OK) (Nos. 2-11 to 2-14).
- the No. 130 cases exceeded 100.
- the drying by leaving the drying time did not meet the target and was classified as an example of the present invention ( ⁇ : drying time outside the preferred range). This means that although the drying time standard has not been met, the basic structure of the present disclosure is satisfied. However, the lubrication behavior is not listed in Example 2.
- No. 2-16 to 2-20 are the results of studies when the alkaline soap content was increased. This is a case study in which a large amount of solvent was used (the weight ratio of the solvent was 2.5), and the content of alcohol was also large.
- the weight ratios of metal soap and alkaline soap are 99:1, 99:1, 95:5, 90:10, and 80:20 in this order.
- the amount of coating was different, the former was 6 g and the latter was 12 g, and the latter was also a case where the amount of coating slightly exceeded the target value of 0.1 g/ mm2 . .
- No. 2-16 and 2-17 cleared the standards for air drying. However, when left to dry, the former meets the standards, while the latter does not. Since the amount applied in the latter case was twice that of the former, it is presumed that the drying time standard was exceeded. If the coating amount exceeds the specified value: 0.1 g/mm 2 , it is suggested that the preferred range standard for drying time may not be satisfied, especially when left to dry.
- the former corresponds to an example of the present invention (drying OK), and the latter corresponds to an example of the present invention ( ⁇ : drying time deviates from the preferred range). This is because, except for a suitable drying time, the range specified in the present application is met.
- No. 2-18 is an example of the upper limit of the specified value for alkaline soap content.
- the drying time has increased compared to 2-15, but the target has been met. This corresponds to an example of the present invention (drying OK).
- No. 2-19 and 2-20 exceeded the target and had too much alkaline soap component (Na stearate), increasing the viscosity of the solvent and making it difficult to apply uniformly. Furthermore, even if it is applied, it takes too long to dry and the target value cannot be achieved. This shows that it is not good to add too much alkaline soap.
- No. No. 2-20 is a case in which the drying time exceeds the standard of the suitable range and the viscosity increases too much, making it difficult to apply uniformly. No. For No. 2-20, the drying time was very slow, with unevenness and dripping, and I could not find the exact drying time. Therefore, No. 2-19 and 2-20 are comparative examples.
- No. Cases 2-21 to 2-26 are a series of studies on lower alcohols.
- No. 2-21 is methanol
- No. 2-22 to 2-24 are isopropyl alcohol
- No. 2-25 is normal propyl alcohol
- No. 2-26 corresponds to the case study of isobutyl alcohol.
- No. 2-22 to 2-24 are the results of investigating the influence of the film thickness of the solid lubricant film (solid lubricant film).
- No. Examples are 2-21 to 2-25 with up to 3 carbon atoms.
- the metal soap content is a specified amount.
- the drying target can be satisfied as long as the target value of the film thickness is 0.1 g/mm 2 or less.
- No. 2-21 to 2-23, No. 2-25 corresponds to an example of the present invention (drying OK).
- No. 2-24 is a case in which the film thickness exceeded the target value using isopropyl alcohol, and the drying time did not meet the target value in the preferred range. Since the basic structure of the present disclosure is satisfied (experimental data is omitted), this corresponds to an example of the present invention ( ⁇ : drying time deviates from the preferred range).
- No. 2-26 was a case of isobutyl alcohol having 4 carbon atoms.
- the problem before coating was that the metal soap did not mix well with the aqueous solvent when preparing the drug, so it was used as a comparative example.
- the solid solution performance with water gradually becomes poorer. From this, even if metal soap can be uniformly dispersed and dissolved in isobutyl alcohol, the following can be said when considering it as a paint by expanding and mixing them in water. In other words, it is presumed that the dissolved isobutyl alcohol and metal soap did not mix well with the water-based solvent. Therefore, before discussing the drying time, since a uniform coating film was not formed, this was ranked as a comparative example.
- Examples 2-27 to 2-33 are the results of investigating the effects of the types of metal soap and alkaline soap, and the particle size of the metal soap.
- No. 2-27 to 2-29 are examples of Ca stearate and Na stearate.
- No. 2-30 is an example of Zn stearate and Na oleate.
- No. 2-31 is an example of Mg stearate and K stearate.
- No. 2-32 is an example of Ca montanate and Na 12-hydroxystearate, and
- No. 2-33 is an example of Ca behenate and Na laurate. The effect of fine particles of metal soap was investigated.
- No. No. 2-29 can be determined as an example of the present invention ( ⁇ : drying time outside the preferred range); 2-27 to 2-34 correspond to examples of the present invention (drying OK).
- ⁇ drying time outside the preferred range
- the reason why No. 2-29 corresponds to an example of the present invention ( ⁇ : drying time outside the preferred range) is as follows. That is, the metal soap (Ca stearate) is 25 ⁇ m, and as mentioned above, there are regions where the film thickness of the vertical wall portion, stabbing flank, and load flank of the oil country tubular thread is smaller than the particle size of the metal soap. often exist. For this reason, it can be assumed that the integrity of the film cannot be maintained at all times during lubrication, and that problems may arise in long-term rust prevention.
- Example 3 Effects of various conditions from the perspective of lubricity
- the invention is explained using the results of applying a chemical to the structure of an oil country tubular thread to form a film and investigating the lubrication behavior using a weight tong test.
- the weight was designed to apply the full weight when tightening.
- the weight load was brought close to zero by lifting it up with the overhead crane 20 shown in FIG. 5 to simulate rattling.
- the metal soap component was dispersed in lower alcohol in advance so as to be homogeneously dispersed and uniformly dissolved to prepare a drug.
- the criteria for determining the lubrication properties using the weight tongs was that the casing size was determined to pass if it was tightened and unfastened three or more times.
- the tubing size was determined to be acceptable if it was tightened and undone five times or more. Further, the casing size was determined as 7" or more, and the tubing was determined as less than 7".
- thread test standards such as API-5C5
- the standard for tubing-equivalent materials is to achieve 10 or more M/B times with the conventional lubrication required characteristics with API-mod compound.
- API-5C5 the standard for tubing-equivalent materials is to achieve 10 or more M/B times with the conventional lubrication required characteristics with API-mod compound.
- the pin was released to the top when it was completely loosened. Then, the pin thread surface and the box thread surface are observed after air blowing to directly visually confirm the presence or absence of seizure. We also checked the torque turn chart to see if there were any abnormalities. The determination method was as follows. If the screw did not loosen during the M/B number of tightening and unfastening, it was determined that the screw had seized up based on the number of tightening and unfastening times, and the number of tightening and unfastening was determined as the previous number.
- Solid lubricant coating A with a pencil hardness of 3H that appears frequently is as follows. That is, in the case of carbon steel, a Mn phosphate chemical conversion treatment film is formed, and in the case of stainless steel materials, a solid lubricant film is formed on a Cu-Sn electroplated film (Sn; 45-47%) as an underlayer. was formed.
- the structure is such that the binder resin is a polyamide-imide film, the solid lubricant is PTFE, and a small amount of MoS 2 (1-3%) is almost uniformly dispersed. And, it refers to a solid lubricant coating having a thickness of 50 ⁇ m to 80 ⁇ m.
- the film thickness is the measured value of the film thickness of the thread. Commonly refers to the same solid lubricant coating, including the fact that the pencil hardness is 3H. Note that the distribution of the film thickness of each part of the screw thread is as follows. That is, the thread design of the oil country tubular screw has an inverted hook type structure. For this reason, although a homogeneous film thickness is aimed at by applying a chemical in a devised manner, the film thickness at the vertical wall portions where the threads of the load flank portion and the stabbing flank portion inevitably tend to decrease. However, by devising the method of forming the solid lubricant coating, we were able to ensure a film thickness of more than half of the measured thickness of the screw thread, even on the vertical walls.
- No. 3-1 to 3-12 are material grade, carbon steel: P110 material, and 7"38# JFELION TM screws are treated with styrene-acrylic acid copolymer (100 parts by weight of acrylate type) as a chemical. 500 parts by weight of styrene).This is an example in which it was formed on the pin thread side.In addition, the box thread side was coated with the above-mentioned "solid lubricant coating A with a pencil hardness of 3H". is the condition under which it is formed. In this case, a Mn phosphate chemical conversion treatment film is formed on the base. We conducted a tightening and unfastening test using a 2 ton weight equivalent to tightening when three wires are connected, and judged whether or not it was possible.
- the solvent was composed of 15 parts industrial ethanol and 2 parts ammonia water per 100 parts water volume. They all have the same blending ratio and are blended under the same conditions within the specified range. This is a case study in which the size of the metal soap, the presence or absence of alkaline soap, and the film thickness are different.
- No. Examples 3-1 to 3-4 are examples in which the particle size of the metal soap (Ca stearate) is 5 ⁇ m, 1 ⁇ m, 10 ⁇ m (only this example does not contain alkaline soap), and 10 ⁇ m. No.
- Samples 3-1, 2, and 4 exhibited good lubrication behavior when the number of M/B operations using the weight tongs was 10 times or more (stopped after 10 times), and they correspond to examples of the present invention.
- No. In case 3-3 the number of M/Bs is only three, which corresponds to the example of the present invention.
- No. 3-3 is No. 3-3, which contained an alkaline soap component.
- the lubricating properties were worse than those of 3-1, 2, and 4. This shows that the addition of alkaline soap is effective in improving lubrication.
- the size of the metal soap is 25 ⁇ m.
- the thickness of the solid lubricating film is 20 ⁇ m, 50 ⁇ m, 100 ⁇ m, and 180 ⁇ m in this order.
- the drying time was, in order, 7 minutes for air drying, 23 minutes for air drying, 8 minutes for hot air drying, and 10 minutes for hot air drying.
- No. 3-5 is a case where the film thickness is 20 ⁇ m, and the size of the metal soap is large compared to the film thickness. These are cases where when the metal soap is larger than the film thickness, there are parts where it is difficult to maintain the integrity of the film, and the film breaks down from that part, causing seizure.
- No. 3-6 film thickness 50 ⁇ m
- No. 3-7 and 3-8 investigate the effect of film thickness. With the former, the M/B number can be cleared with a film thickness of 100 ⁇ m, but with the latter, with a film thickness of 180 ⁇ m, some M/B times may not meet the standard of 3. . In other words, this shows that when the film thickness exceeds 100 ⁇ m, the lubrication performance may deteriorate.
- No. 3-9 and 10 are examples of comparative studies conducted using different drying methods. These are No. This will be explained in comparison with 3-1.
- the above-mentioned No. 3-1 is a case where the number of M/Bs was 10 or more (the M/B was stopped after 10 times).
- No. Step 3-9 is the same as applying one coat with a brush while rotating the pipe. However, this is an example where only the pin threaded pipe was rotated and dried in the atmosphere, and it dried in 15 minutes. No. In case 3-10, after spin coating, drying was carried out in a state where the rotation was stopped and the coating was allowed to stand still, which resulted in an extra drying time.
- the dryness was determined on the upper side of the pipe from the 8 o'clock position to the 4 o'clock position, as described above. This can be determined because the lower part of the paint film has already formed a film, which can be estimated by drying from the 8 o'clock position to the 4 o'clock position.
- the surface of the area between 5 and 7 o'clock where there is a puddle is dry, but the inside is not completely dry yet, so it is considered that there is no problem with corrosion resistance. This is because it is possible.
- the lubrication can be considered to be in the acceptable range, although it is slightly inferior, and can be considered as an example of the present invention.
- the reason for this appears to be related to the fact that the agent has high fluidity due to its low viscosity, and that the paint that had not completely dried could move (drip) along the threads when painting was completed.
- Ta At the 5 o'clock to 7 o'clock positions, the surface is dry, but the inside is still within the acceptable range, although this can be considered to be due to the area not being completely dry.
- Cases No. 3-11 to 3-12 are examples of cases where the binder resin contains something other than an acrylate-based or methacrylate-based binder resin component. These are examples in which 11 parts by weight and 35 parts by weight of water-soluble phenol resin were prepared, respectively, when the binder resin component other than methacrylate resin was 100 parts by weight.
- the former corresponds to an example of the present invention, and the latter corresponds to a comparative example as it is a case in which the formulation exceeds the upper limit of the specification.
- the weight percentage of binder resins other than acrylate or methacrylate based on the total binder resin is 90% and 74% (*less than the standard 90%), respectively.
- the former is an invention example in which the number of M/Bs satisfies the regulation.
- the former is an example in which the blending ratio of solvent/(solid lubricant + binder resin) is 1.8, the weight ratio of solid lubricant/binder resin is 0.12, and the viscosity is 650 mPa ⁇ sec.
- the latter are cases of 1.8, 0.12, and 1300 mPa ⁇ sec, respectively.
- a solid lubricant film was applied with a thickness of 25 ⁇ m, it did not completely dry. Even after waiting one night after application, it did not dry and was in a semi-wet state, making it impossible to perform a tightening and unfastening test, so it was determined to be a comparative example.
- No. Cases 3-13 to 3-17 are made of material grade carbon steel: Q125 material, 9-5/8"53.5# JFELION TM screw, and the chemicals are vinyl acetate-butyl acrylate and polyvinyl. Polymer (420:100:75).This is an example in which it was formed on the pin thread side.In addition, the box thread side was formed under the conditions under which the above-mentioned "solid lubricant coating A with a pencil hardness of 3H" was formed. It is. Under these conditions, a Mn phosphate chemical conversion treatment film is formed. We conducted a tightening and unfastening test using a 3 ton weight equivalent to tightening when three pieces are connected, and determined whether or not it was possible. This is a study example in which the addition of lower alcohol (ethanol) was increased to increase volatility and strengthen drying.
- ethanol lower alcohol
- Examples are examples in which the solvent is 100 parts water to 35 parts, 35 parts, 35 parts, 45 parts, and 6 parts of industrial ethanol.
- the application methods are, in order, spin coating/blowing drying, spin coating/blowing drying, standing coating (hand painting)/standing standing drying, spinning coating/standing standing drying, standing applying (hand painting)/standing standing drying. This is an example. No. 6 containing 60 lower alcohols exceeding the standard upper limit of 45. It happens that only No. 3-17 does not meet the criteria for the number of times of tightening and unfastening. When a tightening and unfastening test was performed using weighted tongs, the number of M/B times was generally poor, although the test was passed 5 times, 1 time, and 2 times.
- the number of M/Bs met the passing standard criteria. No. The reason why the number of M/Bs in 3-13 remained at the lower limit of 3 is presumed to be that the solid lubricant/binder resin exceeded the preferable range of 1.0. This is presumed to be due to the fact that in the case of a solid lubricant film containing a large amount of solid lubricant, the soundness of the film is somewhat poor. Also, No. From the examples examined in 3-15 to 3-17, cases of hand painting and/or stationary drying (no air blowing) tend to have slightly lower M/B times. It is assumed that this is due to uneven film thickness due to the undried drug gradually flowing down and forming a film at the 6 o'clock position during drying.
- Examples 3-18 to 34 are made of martensitic stainless steel HP2-13CR-110 (13Cr-5Ni-2Mo series) and are for JFELION TM screws of size 9-5/8” 43.5#.
- a drug it is an ethylene/methacrylic acid copolymer resin.
- the ethylene here is ethylene/methacrylic acid polymerized based on a random copolymer of ethylene oxide and propylene oxide. This is an example of the formation.On the box screw side, a "solid lubricant film A with a pencil hardness of 3H" was formed, and a Cu-Sn binary electroplating indicator film was formed on the base. . A tightening and unfastening test using a 2 ton weight was conducted to determine whether the test could be carried out, and the conditions were such that a weight equivalent to tightening when connecting less than three bolts in an actual well was applied.
- No. Tests 3-19 to 22 and 3-24 to 33 had a number of tightening and loosening operations in the passing range in the tightening and tightening test using weighted tongs, and correspond to examples of the present invention.
- No. 3-18, 23, and 34 are comparative examples.
- No. Cases 3-18 to 3-21 are a group of examples in which the lower limit of the content ratio of lower alcohols is investigated.
- No. 3-18 is an example of a pure water solvent without addition of alcohol. Then, it was dried with hot air at 100° C., and the drying time was not particularly long. However, the tightening and unfastening test using weighted tongs was judged to be a failure after only one test, and the test was classified as a comparative example.
- the metal soap which is the main component of the solid lubricant, has water repellency. This is thought to be related to the fact that even at the stage of forming a solid lubricant film, the quality of the film is non-uniform because it cannot be uniformly dispersed.
- No. 3-19 to 21 are examples of industrial ethanol of 0.5, 1, and 5, respectively.
- No. 3-19 (industrial ethanol: 0.5), it can be confirmed that the M/B number is within the acceptable range.
- No. 3-22 to 3-24 are examples of cases in which a third solid lubricant other than metal soap and alkali soap was contained, and graphite, graphite, and BN were added in that order.
- No. adjusted within the specified range. 3-22 and 24 have M/B times within the acceptable range and are examples of the present invention.
- No. 3-23 is a case in which a large amount of the third solid lubricant (graphite in this case) is contained, and the metal soap and alkaline soap exceed the specified weight % of the total solid lubricant.
- the number of M/Bs does not meet the acceptance criteria and the result is NG, which constitutes a comparative example.
- the graphite created a tape-like product along the groove of the thread, exceeding 20 mm or more, which caused seizure.
- Examples 3-28 to 32 compare the effects of the weight ratio of the solvent (calculated assuming the specific gravity of the solvent is 1) and the weight ratio of the solid lubricant/binder resin to the total weight of the solid lubricant and binder resin. This has been considered. Both parameters are considered as 100-0.6, 150 ⁇ -5.0 ⁇ , 0.7-0.1, 0.5 ⁇ -0.08 ⁇ , and 0.6 ⁇ -1.1 ⁇ . This is what I did. Note that ⁇ : exceeds the upper limit of the preferred range; ⁇ : exceeds the lower limit of the preferred range. All conditions are examples of the invention. For those in the suitable range, the number of M/Bs is No. 3-28 in the 6th inning, No. Shows a good M/B number, as he stopped after 10 times at 3-30. However, when the lubrication performance exceeded the suitable range, the lubrication performance was only about 3 or 4 times.
- No. Cases 3-33 and 3-4 are examples in which a different solvent was added to the solvent in addition to water and alcohol, and DMSO (dimethyl sulfoxide) was added to the solvent.
- DMSO dimethyl sulfoxide
- the former case when the volume of water is 100, DMSO is added to the base agent with a volume of 14 as industrial ethanol and 6 as a volume.
- the volume of water and lower alcohol is 95% and the other solvents are 5% of the total weight of the solvent, which is an example of the study at the limit values of the solvent composition of the present application.
- These cases contain stable polar solvents that do not easily volatize, and can be dried in about 5 minutes with hot air drying.
- No. No. 3-34 is a case in which even more DMSO was added, and the solvent contained a large amount of DMSO with a high boiling point (approximately 190° C.). For this reason, it does not dry and cannot be formed into a film either by drying in the air or by blowing air (including hot air). This can be formed into a film by heat treatment at 200° C. or higher. However, because the viscosity of the blended solvent is low, it is not possible to form a film instantly during the firing process, and dripping occurs even during the firing process.
- No. 3-35 to 3-39 are examples in which solid lubricant films were formed by changing the coating method and drying method.
- the five examples are, in order, rotational coating - rotational transfer wind drying, rotational coating - stationary drying, standing and hand coating - stationary drying, rotational coating - rotational transfer air drying, and rotational coating - rotational transfer air drying.
- the M/B times of the weight tongs were, in order, ⁇ 10 times (stopped 10 times), ⁇ 10 times (stopped 10 times), 9 times, 8 times, and 9 times, all of which were passed and corresponded to examples of the present invention. No.
- Cases 3-40 to 43 are cases where a copolymer of acrylic acid and polyvinyl acetate is used as a drug for JFEBEAR TM screws of material grade: carbon steel T95 and size: 3.5"9.2#.
- This is an example of a drug in which acrylic acid is 100 parts by weight and polyvinyl acetate is mixed at 30 parts by weight.
- "solid lubricant coating A with a pencil hardness of 3H” is used for box screws.
- Mn phosphate chemical conversion film As a condition, there is a Mn phosphate chemical conversion film on the base.
- pin screws examples in which both screw surfaces are formed using only chemicals, and examples that include only Mn phosphate chemical conversion treatment films.
- a tightening/retightening test was performed by applying a weight of 500 kg to determine whether or not the tightening was possible, and this corresponds to the condition in which a weight equivalent to tightening when connecting three pipes in an actual well was applied.
- No. 3-40 is the same as the series of cases above, and is a case in which a solid lubricant film is applied to the pin thread side, and "solid lubricant film A with a pencil hardness of 3H" is formed on the box thread side.
- this is an example of the present invention in which the number of M/Bs was ⁇ 10 (stopped 10 times).
- No. 3-41 is an example in which a solid lubricant coating is applied to the pin screw side, and the box screw has only a Mn phosphate coating and does not have "solid lubricant coating A with a pencil hardness of 3H", but after tightening and unfastening three times. This is an example of the present invention.
- 3-42 is an example in which both sides of the screw have the solid lubricant coating of the present disclosure, and it was confirmed that the screw was tightened and unfastened five times, and this is also an example of the invention.
- No. 3-43 is an example in which the box screw has a solid lubricant coating and the pin screw side is coated with "solid lubricant coating A with a pencil hardness of 3H", and the M/B number is ⁇ 10 times (stopped 10 times). This is also an example of invention.
- Corrosion resistance evaluation in the present disclosure is performed on a structure in which a threaded structure is attached, such as an oil country pipe screw on a steel pipe, after a protector used to protect the threaded structure is tightened and then untightened. With the protector removed, the solid lubricant coating was sprayed with salt water. Then, the judgment was made based on the criteria that those with red rust appearing all over were considered unacceptable. Once the possible damage was caused to the membrane, an evaluation was conducted using salt water spray. Corrosion resistance was examined using some of the materials and conditions examined in Tables 1 to 12.
- the conditions for salt water spraying were based on JIS K 5600-7-1, with neutral salt water spraying conditions of 5% NaCl (35°C, humidity 98-99%, spray 1-2 mL/Hr/80 cm 2 , pH 6). .5-7.2) and is based on an 8-hour evaluation.
- the metal surface of the metal component (oil country pipe thread surface) to which the present disclosure is directed includes, for example, a lathe-processed or cut-processed surface, a polished surface, and the like.
- a lathe-processed or cut-processed surface for corrosion resistance evaluation, parts where mill scale remained were removed.
- mill scale may be included in the thread structure of the sample.
- water-based chemicals get into the minute defects, holes, and scratches of mill scale.
- spots of rust may appear from the underlying steel.
- the spot rust is not rust of the solid lubricant coating, it is excluded from the evaluation.
- the sample No. means a drug composition based on the ingredients and configurations used in Tables 1 to 12.
- the coating method was applied with a brush while the pipe was rotating, and the drying method was rotation and blow drying to completely dry the sample.
- all materials are L80, 3.5" 9.2 # JFELION TM PIN screw (male thread).
- the material is made of HDPE resin (high density polyethylene). ) protector was tightened and untightened once, and a salt spray test was conducted.As comparison materials, SPCC materials of general-purpose thin steel plates were used, and Nos. 3-1, 13, 17, 20, 38, The experiment was conducted using a pin screw coated with No. 42 chemical. However, the comparative material SPCC was not coated with anti-rust oil, and the test was equivalent to one tightening and untightening of the protector. have not done so. The results clearly show that all the products coated with the drug of the present application have excellent corrosion resistance.
- the present disclosure can also take the following configuration.
- a chemical for forming a solid lubricant film on a metal surface The main ingredients are solid lubricant, binder resin, and solvent,
- the above-mentioned solvent has water as a main component, and a lower alcohol having 3 or less carbon atoms is added to the water as an additive, and the volume of the above-mentioned additive is 0.5 or more and 45% per 100% of the volume of water in the solvent.
- the solid lubricant has a soap component containing at least a metal soap among metal soap and alkali soap components, and the metal soap component accounts for 95% or more of the total weight of the metal soap and alkali soap components;
- the particle size of the metal soap does not exceed the thickness of the solid lubricant coating
- the binder resin is composed of a water-soluble or water-dispersible polymer and a copolymer, and the polymer and copolymer having an acrylate or methacrylate structure accounts for 90% or more of the total weight of the binder resin.
- the additive further contains at least one of aqueous ammonia and a primary amine.
- the lower alcohol consists of one or more lower alcohols selected from methanol, ethanol, isopropyl alcohol, normal propyl alcohol, and industrial ethanol, and the volume of the lower alcohol is equal to the volume of water in the solvent. It is 0.5 or more per 100 volume.
- the metal soap and alkali soap components that constitute the solid lubricant include one or more soaps that are compounds consisting of a fatty acid selected from Group A below and a metal element selected from Group B below. , The weight of the metal soap is 95% or more of the total weight of the metal soap and the alkaline soap.
- the particle size of the metal soap is 10 ⁇ m or less.
- the water-soluble or water-dispersible polymer constituting the binder resin is a polymer composed of one or more monomers selected from the following (1) to (4); It is a copolymer consisting of two or more monomers selected from (1) to (4).
- the weight of the solvent is 0.7 times or more and 100 times or less of the total weight of the solid lubricant and binder resin, The weight of the solid lubricant is 0.1 times or more and 1.0 times or less the weight of the binder resin.
- the viscosity of the drug is 1000 mPa ⁇ sec or less.
- a method for producing a drug for forming a solid lubricant film of the present disclosure comprising: Metal soap is prepared by dispersing and turbidizing metal soap in lower alcohol and then adding it to solvent water.
- a method of applying the agent for forming a solid lubricant film of the present disclosure to the surface of a tubular component comprising: The above drug is applied while rotating the tubular component.
- the above-mentioned solid lubricant film has a solid lubricant dispersed in a binder resin
- the solid lubricant contains a soap component containing at least a metal soap among metal soap and alkali soap components, and the metal soap component accounts for 95% or more of the total weight of the metal soap and alkali soap components;
- the particle size of the metal soap does not exceed the thickness of the solid lubricant coating
- the binder resin is composed of a water-soluble or water-dispersible polymer and a copolymer, and the polymer and copolymer having an acrylate or methacrylate structure accounts for 90% or more of the total weight of the binder resin.
- the metal soap and alkali soap components constituting the solid lubricant include one or more soaps that are compounds consisting of a fatty acid selected from Group A below and a metal element selected from Group B below. , The weight of the metal soap is 95% or more of the total weight of the metal soap and the alkaline soap.
- Group A stearic acid, behenic acid, lauric acid, 12-hydroxystearic acid, oleic acid, montanic acid
- Group B Na, K, Mg, Ca, Zn
- the particle size of the metal soap is 10 ⁇ m or less.
- the water-soluble or water-dispersible polymer constituting the binder resin is a polymer composed of one or more monomers selected from the following (1) to (4), and the copolymer is It is a copolymer consisting of two or more monomers selected from (1) to (4).
- the solid lubricant coating has a thickness of 1 ⁇ m or more and 100 ⁇ m or less, and is soft with a pencil hardness of H or less.
- An oil country pipe threaded joint that connects a box with a female thread and a pin with a male thread, At least one of the box and the pin is an oil country tubular product on which the solid lubricant coating of the present disclosure is formed.
- An oil country pipe threaded joint that connects a box with a female thread and a pin with a male thread,
- One of the box and the pin is an oil country pipe on which the solid lubricant coating of the present disclosure is formed;
- a coating harder than the solid lubricant coating is formed on the threaded portion of the other OCTG.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Dispersion Chemistry (AREA)
- Lubricants (AREA)
- Paints Or Removers (AREA)
Abstract
Description
特許文献1には、紫外線硬化樹脂膜が主体で、表層にアクリル・シリコンの表層膜がある鋼管ねじ継手の事例が例示されている。特許文献1には、紫外線硬化樹脂としては、エポキシアクリル系が例示されていて、油性系、水性系でもよい事例であるが、油性が好ましいとも明記されている。すなわち水性系を積極的に採用するものではない。また、アクリル・シリコンの表層膜として、速乾性のラッカーベースのものが例示され、固体潤滑に金属石鹸が入っているものが例示されている。
特許文献4には、縦型のパワートングを使い、ミス・アラインメントを想定して、7”サイズの短尺ピンを使って、初期セットを角度6度で試験したことが記載されている。
特許文献5は、縦型のパワートングを使い、9-5/8”サイズの短尺ピンを使って、ミスアライメントを5度で試験評価した事例である。
非特許文献1は、縦型のパワートングを使い、潤滑を評価した論文である。そして、非特許文献1には、短尺ピンの締め付け側の逆側の先端、つまり、ピンを立てて締め付ける際に、ピンの上端部に5kNの重りを乗せることが記載されている。
ここで言う水系ポリマーとは、ポリマーの構造中に、極性又は荷電官能基を含むことによって、親水性を有するものを指す。例えば、カルボキシ基、アミン官能基、スルホン酸他を主鎖若しくは側鎖に含むものを指す。
(1)油やエーテル類やVOC(揮発性有機化合物)で、しかも、シンナーと呼ばれる薬剤群を使わないで、水系ポリマーに、金属石鹸を水からなる溶剤に混ぜる技術についての発想が無い。
本来、水に対し不溶で且つアルコールに不溶であると考えられた金属石鹸を、水系アクリルに混ぜるときに、どのように混濁させるかということについて、従来、発想がない。
(2)水系ポリマーにアルカリ石鹸を入れる場合、石鹸が水に溶ける。このため、水系ポリマーにアルカリ石鹸を入れる場合、逆に、溶媒である水が、粘度の高い、ゲル化した状態になる傾向がある。従来、油井管において、これに対する検討がなされていない。
(3)水系ポリマーと水からなる溶剤とを用いた薬剤の場合、乾燥に時間がかかる懸念が高いこという課題がある。
(5)発明者は、本開示の固体潤滑被膜や薬剤は、実際の井戸で使う環境に即した評価方法で、潤滑性能の可否を評価し、パラメータの上下限設定をすることが重要であるとの知見を得た。
すなわち、1m程度の短尺ピンを使った従来のラボ評価では、実際の使用条件に沿った評価方法にならないという課題がある。
ただし、ねじ同士も噛み合わずに、ただ置くことはできる。しかし、それは、潤滑挙動とは関係しない。極々初期のセット位置が一瞬だけ違うだけで、あとは、ねじテーパーに沿って締まるだけである。
ここで、固体潤滑被膜の潤滑評価は、粘性液体状の従来のコンパウンドを使う潤滑とは違って、単なる短尺ピンでの評価結果では、実際の井戸の結果とは乖離する傾向にあることに注意が必要である。具体的には、甘めの評価結果になりすぎる。即ち、短尺ピンでの試験で合格の評価であっても、実井戸で合格を意味しない。このため、固体潤滑被膜の場合、潤滑の評価をキチンとしない限りは、パラメータの上下限の規定が、井戸で耐えうる潤滑の裏付けとならないことになるとの知見を得た。
従来、油井管ねじの潤滑は、例えば、有害な重金属を含む潤滑コンパウンドと、ボックスねじ側の表面処理の組み合わせから成り立ってきた。なお、表面処理は、例えば、リン酸Mn下地又は電気めっき層からなる。しかしながら、汎用的に使われるAPI-modコンパウンド、つまり湿式の潤滑剤は、環境意識が高い地区・地域では、すでに使いにくくなっている。具体的には、API-modコンパウンドは、主成分としてPb、Zn等の有害な重金属を含んでいる。このため、締め付け時に、有害な重金属が、洗い流されたり外側にあふれてきたりして、結果として、海を汚す懸念がある。
そもそも、本願が対象とする、固体潤滑被膜形成用の薬剤は、溶剤が水であり、それ自体、耐環境的には問題がないとされる。バインダー樹脂や固体潤滑剤が、薬剤系の国際規約、ルールを満足させればよい。それにより、HSEを同時に達成し、同時に、作業者の安全衛生も確保するためにも、従来からの油井管ねじの潤滑を固体潤滑被膜に代えることは、HSE問題を解決するのにも有効である。HSEは、衛生・安全・環境の略である。
固体潤滑被膜で、湿式のコンパウンドに基づく潤滑方法を代替する技術は、保管時の防錆についても、乾式の膜、つまりドライ膜であることが貫徹されるべきである。また、ピンねじの防錆保護するために、従来の湿式のコンパウンドを使うことは、緊急時を除けば、あまり好ましくない。
つまり、固体潤滑被膜は、潤滑膜であると同時に、保管時の防錆性を有する被膜として設計されることが好ましいと考える。
一方で、固体潤滑被膜は、乾いた膜であり、乾いた状態で機能を果たすものである。よって、固体潤滑被膜を形成する際に、塗布した薬剤から、溶剤を蒸発させて膜化する作業や、それに要する時間を含めて、薬剤を設計する必要がある。
ここで、水溶性若しくは水分散性のポリマーをマトリクス成分した薬剤を使って、乾いた軟質のポリマー系樹脂膜を設計する技術、特に、油井管ねじ継手の表面潤滑に使う技術は、従来から存在する。また、固体潤滑剤についても、金属石鹸を主成分にして高潤滑ならしめる技術は、従来から存在する。
油やシンナーを混ぜない前提では、撥水性を有し且つ水に不溶な金属石鹸を、水系溶剤単体に入れることは、従来、適用は困難であると考えられていた。水系単味の溶剤に、金属石鹸を固体潤滑剤に使う発想は全くないとは言えないが、本開示が対象とする条件では成立しにくい。金属石鹸は、撥水性を有し、単に、水と混ぜようとしても、表面に浮いて分散せず溶けない。
金属石鹸自体は、撥水性を持ち、水に不溶である。同時に、金属石鹸自体は、アルコール群にも不溶であるとされる。金属石鹸自体がやや溶けるとされるものは、VOC(揮発性有機化合物)で、しかも、シンナーと呼ばれる薬剤群である。しかし、これらの薬剤は、健康に有害とされることが多く、広くシンナーと呼ばれることが多い薬剤である。そして、これらの薬剤は、トルエン、キシレン、ベンゼン、ミネラルスピリッツに属するVOC群やエーテル群、及び、広く鉱油と呼ばれるような油に分類される薬剤である。これらの情報は、広く知られている公知なことである。
一方で、世の中には、水濡れのままで使用される石鹸ベースの潤滑剤が、産業用であっても多く市販されている。ただし、これは、乾燥せずに、ハードゲル化した状態での潤滑を活用したものである。よって、これは、本開示とは、技術の系統が異なるものである。
水系溶媒の乾燥を早くするためには、VOC(揮発性有機化合物)で、しかも、シンナーと呼ばれる薬剤群を使って、これらの揮発性を活用する方法は考えうる。しかし、VOCの排出抑制ルールもあり、かつ、作業者を俗悪な環境に置かないためには、トルエン、キシレン、ベンゼン他の有機溶剤は、いくら揮発性が高く、早期乾燥に有効であっても、使うことを避けるべきと、本発明者は判断した。排気装置を用意するにしても、大掛かりな設備投資になる可能性もある。また、固体潤滑被膜を形成するにあたり、薬剤に、体に有害な揮発性有機溶剤は使いづらい。よって、早期乾燥を図るために、健康に害があるとともに、あまりに揮発性の高いVOC(揮発性有機化合物)で、しかも、シンナーと呼ばれる薬剤群は使うことができないと、本発明者は判断した。
また、元々速乾性がある、フッ素系の溶媒や、それに溶け込ませて塗料のバインダー樹脂成分とすることができるフッ素系樹脂については、最近使ってはいけない方向で変わりつつある。フッ素系の溶媒は、フロン代替材等である。
しかし、溶剤としての水は、揮発し難く、蒸発には時間が掛かるといった課題があった。また、乾燥には、熱処理炉等の大掛かりの設備投資が必要になるなど、課題が山積していた。
油井管に形成した潤滑被膜のトラブル等を想定した場合、固体潤滑被膜形成のための薬剤を、井戸元で使うことも想定する必要がある。井戸元では、火気厳禁の環境であり、また、足場もしっかりしない状況もある。また、井戸元で、水溶性若しくは水分散性のポリマーを塗る状況では、素早く乾くことが求められる要請がある。
これに対し、固体潤滑被膜の場合は、固体潤滑被膜の技術だけで完結させるためには、湿式のコンパウンドと異なり、早期乾燥できる固体被膜ベースを井戸元で形成させる必要がある。しかしながら、井戸元は、火気厳禁である。早期乾燥を促進するような、引火点が低く、揮発性の良好な有機溶剤を使うことは、危険ゆえにできない。
本開示では、揮発性の高い有機溶剤を極力しない薬剤を提供する。
本開示では、防食性については、単なる製膜したままの状態での防食ではなくて、固体潤滑被膜がダメージを受けたような状況を想定する。最も厳しい条件と想定しうる条件で、油井管ねじの固体潤滑被膜表面を、プロテクタで締付け締戻しをした後に、耐食性が維持できる必要があることを想定する。つまり、本開示では、プロテクタとの接触で固体潤滑被膜がダメージを受けた状態でも、耐食性が維持できる必要があることを想定する。
なお、従来の油井管ねじの潤滑で汎用的に使われている、粘性液体状の潤滑コンパウンドの場合は、ラボでの短尺ピンを使った締付け締戻評価と実際の井戸での状況に、あまり大きな差はない。また、ラボでの評価に準じて、実際の井戸での判定も連動する傾向がある。粘性液体状の潤滑コンパウンドがゆえに、締め付け締戻し時に、コンパウンドが連動して動くことが効いていると想定されるためである。
実際の井戸で、実長のピンねじがボックスねじに締め付けられる状況は、教科書に書いてあるような理想状態では実施されない。理想状態では、ボックスねじに対して、実寸ピンが直立して、はめ込んでセットされ、かつ、真っ直ぐ締めこまれるイメージになると思われる。しかし、実際はそうでない。油井管ねじの構造は、差し込む形でピンねじがボックスねじに入っている状態では、不完全ねじ部分がある。そして、その部分のガタ(遊び、余裕)の分だけ、初期セット時に、ピンがわずかに斜めにセットされる場合が数多くある。そして、ねじの締付け当初には、遊びの分だけ、ピンねじが触れ回る。このため、ねじ同士が噛み合うまでには、固体潤滑被膜は、大荷重であるピン自重と、ピンが偏在して動くための偏荷重が重畳する。そのため、どうしても、固体潤滑被膜が異常に削られたり、根こそぎ剥離されたりする懸念が高くなる。一方、湿式の潤滑コンパウンドは、粘性液体的な潤滑剤であるがゆえに、締め付け・締戻しに連動して動く。このため潤滑コンパウンドでは、短尺ピンを使ったラボでの潤滑の評価方法と、実際の井戸での結果が、ほぼ同じになることと、好対照である。
図2、図3に示す事例は、締付け締戻し試験条件が、トルクが立つまでは、15~25rpmで回し、トルクが立ったら、2.5~1.5rpmで回した条件の事例である。これは、ねじの取り扱い説明、つまりTechnical package中の締付け説明で規定されている条件を超えて、厳しい条件、つまり速い回転数で試験した結果である。図2、図3に示す事例は、井戸締付け材料・強度グレードは、9-5/8” 53.5# Q125素材に、JFELIONTMねじで、固体潤滑被膜の評価の一例である。
ここで、特許文献4、5の方法は、短尺ピンを使っての試験評価した事例であって、必ずしも良好な範囲を意図しているわけでもない。
本開示は、油剤や、シンナーに属するような揮発性有機溶剤を使用しないことを前提とする。その前提のもと、本開示は、金属石鹸を主体とした固体潤滑剤成分を、水溶性若しくは水分散性のポリマーからなるバインダー樹脂に分散して、薬剤を作ることを考える。更に、その薬剤を使って、固体潤滑被膜からなる耐食性を有する潤滑膜にすることを考える。
このような構成について、以下のような課題があるとの知見を得た。このため、更なる工夫が必要であるとの知見を得た。
水系ポリマーに金属石鹸を混ぜる場合の課題である。すなわち、水に不溶な金属石鹸を混ぜるときに、油や揮発性有機化合物で、しかも、シンナーと呼ばれる薬剤群を使わないで、いかに混濁させるか、その工夫が必要である。
水系ポリマーにアルカリ石鹸を入れると、アルカリ石鹸が水に溶けるがゆえに、溶剤が粘性の高い、ゲル化した状態になる傾向がある。このため、水系ポリマーにアルカリ石鹸を入れると、アルカリ石鹸で潤滑性能を持たせるにしても、膜化するのに時間が掛かるようになってしまうおそれがある。同時に、乾いた状態の固体潤滑被膜にするために、アルカリ石鹸の適正量を規定する必要がある。
水系ポリマーを用い、且つ水を溶剤とするため、塗布後の乾燥に時間が掛かる懸念が高い。そのために、早期乾燥を実現するために、なんらかの工夫が必要な点が課題として挙げられる。要は、どこでも塗れて早期に乾くようにすることが好ましい。
火気厳禁の環境のような究極の状況なら、熱処理炉も電気も使えず、大気放置されるだけの環境もある。ただし、本開示は、この固体潤滑被膜、薬剤を、油井管製品の製造現場ばかりではなく、井戸元でも使えることも想定している。このため、速乾性能を向上するために、シンナー系VOCを使うことは、火気厳禁な井戸元では避けることが必要である。同時に、作業者の安全・健康の配慮、及び、ドラフト等の設営を含めての配慮が必要である。そのため、シンナー系VOCを使うことは避けるべきであることを前提に、固体潤滑被膜、薬剤を設計する必要がある。
昨今の環境意識の高まりに対応するために、重金属、及び、PFAS(PFOS、PFOAを含めた、フッ素含有アクリル基)を含む薬剤一式使用しないようにする必要がある。なお、PFASは、PFOS、PFOAを含めた、フッ素含有アクリル基である。
本開示は、水溶性若しくは水分散性のポリマー、つまり水系ポリマーをバインダー樹脂とし、固体潤滑剤の主成分を金属石鹸とし、溶剤の主成分を水にした薬剤である。また、その薬剤によって形成した固体潤滑被膜である。
金属石鹸は、撥水性を有する固体潤滑剤として機能する。撥水性を有するとは、水に溶けないことを指す。薬剤中で、金属石鹸がうまく調合できる前提で、本開示で規定する範囲内で良好な潤滑性、耐食性、早期乾燥性等の特性が成立することを考える。本開示は、上記課題を解決するために、以下の解決手段を用いて規定し、発明を構成するものである。
一般に、金属石鹸は、水にもアルコールにも不溶と説明されており、溶けるのは、シンナー系の揮発性有機溶剤とエーテル系と油剤と言われている。例えば、非特許文献2には、金属石鹸が、エチルアルコール、メチルアルコール、ブチルアルコールには溶けないことが明記されている。すなわち、溶剤に水を選択し、しかも、室温でも容易に揮発するようなVOCで、かつ作業者に専用マスクとか、ドラフト設備を要するようなシンナー系を用いれば、金属石鹸は溶ける。しかし、従来、そのような物質を入れないという選択をする限り、金属石鹸を水に溶け込ませる解決方法がないように考えられていた。
また、油井管ねじの潤滑を視野に入れ、薬剤を井戸元での塗ることを想定すると、火気厳禁の井戸元環境で、シンナー系の溶剤を使うことは、厳禁である困難さがある。シンナー系の溶剤は、形成された膜に残らない溶剤物質とはいえ、使用はできない。
このことから、金属石鹸を一旦、エタノール等の低級アルコール群に溶かすことで、金属石鹸を不溶な状態ではあるが分散させることが可能であるとの知見を得た。その後に、水系ポリマーに展開して混ぜることで、均質な薬剤に近づけることができるとの知見を得た。
なお、金属石鹸を直接、水に溶かした場合には、金属石鹸がダマになる傾向があるため、固体潤滑被膜になったときに、不均質な膜になる懸念が高くなってしまう。
定性的には、水は単なる極性溶媒である。一方、エタノールをはじめとする低級アルコール群は、水に溶けると同時に、油にもやや溶ける傾向がある。金属石鹸は、水に不溶であるが、一般にアルコールにも不溶と説明される。しかし一方で、金属石鹸は、油や、シンナーと呼ばれるようなVOCには溶解することができる。そのため、不溶というレベル観が、おそらく、分子レベルでは違いがあるため、以上のような、現象の違いに効いていると推定される。
また、溶かし込む金属石鹸は、固体潤滑剤として活用するためには、多いほど良い。しかし、金属石鹸を溶け込ませる限界量は、アルコールの溶け込み限界量と、揮発性や引火点の都合で、上限量が規定される。そして、金属石鹸の下限は、潤滑が達成しうる最低量から決まってくる。
すなわち、バインダー樹脂に水系ポリマー、固体潤滑剤の主成分に金属石鹸、溶剤を水とした系に対し、シンナーの類のVOCを添加しない前提で、微量なアルカリ石鹸をいかに混ぜるかということである。
以上から、固体潤滑の効果を、アルカリ石鹸を含有することによってサポートできる添加量で、かつ、溶剤である水の粘度を変えないようにするために、アルカリ石鹸を微量な範囲で添加し、上限を設定する必要がある。本開示は、このような観点から、アルカリ石鹸の添加量を規定した。
本開示では、VOCを大量に入れて、その揮発性を使って水を蒸発させることは、火気厳禁な環境も想定し採用しない。シンナーと呼ばれるトルエン、キシレン、ベンゼン系のVOCも、作業者の健康、安全配慮を含めると、使うことはできない。また、電気ヒーターが使えない環境とか、その土地での環境の屋外に放置されるだけで乾燥して膜化する状況も含めて、膜を安全に乾燥させる必要がある。
火気厳禁な環境で使えるように、薬剤の引火点60℃以上、望ましくは、引火点150℃以上、更に望ましくは引火点250℃以上とすることを条件とする。そして、その条件で、金属石鹸を溶け込ませるのに必要以上に、余分に低級アルコール群を入れて、これらの揮発性を活用する。
ただし、上記の引火点を高く設定するほど、アルコールの添加量・含有量は減ることを意味する。しかし、低級アルコール群は最低でも0.5%以上含有することが好ましい。
アンモニア水は、塗料のpH調整に活用する場合もある。pH調整に使う場合には、薬剤の規定pHの上限つまり高pH側に振らせるべく、アンモニア水を追加添加して調合する。また、pH調整に指定がない場合には、溶剤の水に対してVol/Vol%で、アンモニア水(28-30%)を、1%を上限に添加する等して、揮発性の促進を図ってもよい。本開示では、実験により、エタノールとアンモニアの同時使用条件を明らかにして、最適範囲を明確にした。アンモニア水は、市販されているものとして、10%とか5%とか薄いレベルのものも存在する。しかし、本開示では、濃アンモニア水(28-30%)をベースに換算して議論する。
金属石鹸のサイズは、平均粒径で、10μm以下、望ましくは5μm以下、更に望ましくは1μm以下のものを使うことで、塗布した薬剤の乾燥を促進させる。また、これらを分散して薬剤に混ぜておくために、第1の課題に対する対応で明示したように、エタノールをはじめとした低級アルコールに溶解させることを通して、薬剤を準備する。
また、薬剤の粘度の調整も重要である。粘度を低くして薄く塗る状況を作り出し、厚く塗りにくい状況を作ることも重要である。
よって、早期乾燥のためには、薬剤を塗布した金属面を、大気環境で、屋内・屋外に放置する状況であっても、次の条件で、早期乾燥性を実現可能にする。その条件とは、上記のアルコール、アンモニアの活用や金属石鹸の粒径を選定して、金属石鹸を会合させずダマにしない配慮を行い、薬剤の粘度を調整して、厚塗りできない配慮の組み合わせという条件である。
これに対し、本開示は、水系のポリマーで有害な物質を使って構成しないので、上記1~3の課題に対する解決手段を実施すれば、自ずから解決できる。
5つ目の課題は、この潤滑・防食膜の特性を、適正な評価方法で評価することによって、各材料の上下限の規定を行う必要があるということである。
本開示では、防食性については、薬剤を塗布して膜化して、そのままの膜の耐食性だけを想定しない、すなわち、防食性については、プロテクタで締め付けたときに、部分的に膜とプロテクタが接触して、膜にダメージがあることを想定する必要がある。
実長ピンの初期セット位置についても、短尺ピンとは違って、ピンのねじ山のほとんど全てが、ボックスねじに隠れるまではセットできない状況を想定する。つまり、ねじが途中でこれ以上進めない位置で、つまり、ねじ山が露出した位置までにしか締付けできない状況を想定して、潤滑を評価する必要がある。例えば、実際の井戸では、図3(b)の符号1a(10)に相当するような位置までしか、ピンねじをセットできない。
もっとも、実際の井戸や模擬井戸で、油井管ねじの固体潤滑挙動を評価することは、コスト費用の点からも、実験手配の時間の観点からも現実的ではない。
短尺ピンの上端部に、実長ピン1本~3本程度の重錘を付ける。更に、ねじの初期セット位置を、ピンねじ山がボックスねじに対して半分程度露出する位置とする。これによって、締付け時には重錘を印加し、且つ締戻し時には重錘を印加しないようにして、実際の井戸での締付けを模擬したうえで、パラメータ上下限を、実際の条件に沿って決定する。
すなわち、本開示では、ピンねじの初期セット位置を意図的に、ピンねじがボックスねじから露出位置とする。更に、本開示では、実寸ピン1本~3本相当の重錘をピン端部に乗せて、締付け締戻しを行って評価する。締付けの時には実寸ピンの1本~3本相当の重錘を印加して締付けを行う。なお、1本相当は、陸上井戸を想定したもので、3本相当は、海上井戸を想定したものである。締戻しの時には、重錘を天井クレーンで吊って荷重調整を行い、荷重ゼロを含み、荷重を軽減して締戻しを行う。締戻しの時に、重錘をそのまま掛けたままにすると、逆に重錘がバランサーになって、ピンが真っ直ぐ上がってきてガタつかない。このため、固体潤滑被膜が、ボックスねじもピンねじも全くダメージを受けない状況になり、実際の井戸で起こっていることを模擬できていないことになる。
本開示の薬剤は、上記構成を前提としつつも、シンナーと呼ばれる薬剤群や、重金属、及び、PFASを含む薬剤一式を使わない、環境に優しい薬剤を提供することが可能となる。
また、本開示の薬剤は、シンナーと呼ばれる薬剤群を使用することなく、早期乾燥を実現することも可能である。このため、火気厳禁の環境であっても、使用することが可能となる。PFASは、PFOS、PFOAを含めた、フッ素含有アクリル基を指す。
しかも、本開示の薬剤は、実際の井戸での使用に耐えうる潤滑性及び耐食性を有する固体潤滑被膜を提供可能となる。
本開示では、金属石鹸を主体とした固体潤滑剤成分を採用し、水溶性若しくは水分散性のポリマーをバインダー樹脂にしたものである。また、薬剤を塗布して、固体潤滑被膜へ膜化する際に、塗った先から乾くような瞬間乾燥までは期待しない。しかし、薬剤を塗布して大気放置乾燥においても、30分程度に乾燥できるような早期乾燥を持つものを対象としたものである。
また、本開示の薬剤は、井戸でトラブルがあったときや、ワークオーバーのときも想定する。そして、本開示の薬剤は、実長ピンが1本ずつか、2~3本単位で取り外して、井戸近くで回収されて並べられ、洗浄して、その時の、ねじ表面に防錆のための保護目的で形成させる被膜として活用できることも意図したものである。実長ピンを1本ずつ取り外すことは、陸上井戸を想定し、2~3本単位で取り外すことは、海上井戸を想定したものである。
本実施形態では、潤滑性能を付与する面を有する金属部品として油井管を想定して説明する。他の金属部品に適用しても良い。
<薬剤>
本実施形態の薬剤は、油井管などの金属部品の金属面に対し潤滑性能と耐食性を付与するための薬剤である。
薬剤は、固体潤滑剤と、バインダー樹脂と、溶剤成分とからなり、状況によっては、僅かな添加成分を含む場合がある。
溶剤成分は、水を主成分とする。その水に対し炭素数3以下の低級アルコールが添加物として添加される。その添加物の水に対する体積は、水の体積100に対し0.5以上45以下である。
本開示の溶剤の組成は、溶剤の体積の95%以上が、上記水と上記低級アルコールで構成され、水が主体の成分系であることを特徴の一つとする。
低級アルコールは、例えば、メタノール、エタノール、イソプロピルアルコール、ノルマルプロピルアルコール、及び工業用エタノールの中から選択した1又は2以上の低級アルコールからなる。
上記の低級アルコールの添加と、アンモニア水及び第1アミンとは、これらの揮発性を生かして、被膜の早期乾燥を図るために添加させるものである。同時に、低級アルコールは、本開示の水溶性であることを特徴の一つとする溶剤、つまり、水が主成分を占める溶剤において、次のように機能する。すなわち、低級アルコールは、固体潤滑剤を溶かし込む際に、撥水性を有するような固体潤滑剤を溶かす際に有効に機能する。そして、低級アルコールは、溶剤全体に固体潤滑剤が、極端な会合状態を避けて、分散溶解するのに役立つ。
なお、好適な低級アルコールの添加の範囲は、20以下である。後述する揮発点とも相関するが、20以下の場合、早期乾燥が実現しやすくなる。またに、この範囲は、揮発点が70℃以上、または、不燃扱いになるレベルを確保して、井戸元の火気厳禁サイトでの利用を安全にできることが一層可能になる。また、早期乾燥を期待して多く低級アルコールを含んだ際の悪い事例の場合、次の問題がある。すなわち、早期に乾燥しすぎて、当該の固体潤滑被膜の不均質さが増し、膜が割れて膜質が悪化する懸念がある。
固体潤滑剤として、金属石鹸及びアルカリ石鹸成分のうちの少なくとも金属石鹸を含む石鹸成分を含有する。その金属石鹸の成分が、金属石鹸及びアルカリ石鹸成分の全重量の95%以上である。すなわち、固体潤滑剤の主体成分は金属石鹸である。
金属石鹸の重量は、金属石鹸とアルカリ石鹸の合計重量の95%以上とする。アルカリ石鹸が多い場合には、水系溶剤に溶けることもあって、溶剤の粘性が高くなりすぎて、均質に塗りにくくなり、かつ、膜の乾燥も遅くなる懸念がある。つまり、アルカリ石鹸成分が少なくことで、上記の懸念が低くなる。しかし、アルカリ石鹸がゼロの条件では、アルカリ石鹸がもたらす潤滑改善効果を期待できないので、含有する成分設計することが好ましい。
A群:ステアリン酸、ベヘン酸、ラウリン酸、12-ヒドロキシステアリン酸、オレイン酸、モンタン酸
B群:Na、K、Mg、Ca、Zn
上記バインダー樹脂は、水溶性若しくは水分散性のポリマーからなり、アクリレート又はメタクリレート構造を有するポリマーをバインダー樹脂全重量の90%以上含む、ポリマー又は共重合体である。
バインダー樹脂を構成する水溶性若しくは水分散性のポリマーは、例えば、下記の(1)~(4)から選択した1以上のモノマーから構成されるポリマー、又は、2個以上のモノマーならなる共重合体である。
(2)アクリレート、メタクリレート、これらの個々の誘導体に、アルキルエステル、ビニルエステル、スチレンエステル、カルボン酸エステル、及び、これらの個々の誘導体を含んだモノマーがついたモノマー
(3)上記(1)(2)に対してグラフト化したモノマー
(4)ビニル化合物、ウレタン化合物のうち、いずれか一方又は両方のモノマー
10%未満であれば、混入することが許容されるポリマーとは、本願が対象とするアクリレート又はメタクリレート構造を有するポリマーとは共重合体を作らないものを指す。つまり、モノマーの中に、アクリロイル基やビニル基等を有する構造は除外される。
溶剤の重量は、例えば、溶剤の比重1として溶剤の体積を重量に換算した場合、固体潤滑剤とバインダー樹脂の合計重量の0.7倍以上100倍以下が望ましい。
また、固体潤滑剤の重量は、バインダー樹脂の重量の0.1倍以上1.0倍以下が望ましい。
上記成分の調整によって、薬剤の引火点を、60℃を超える引火点とするか、難燃性(不燃性)とすることが好ましい。
また、上記成分の調整によって、薬剤の粘度を1000mPa・sec以下とすることが好ましい。
まず、溶剤の重量については、下限が0.7以上となっているのは、固体潤滑剤を溶かすために、必要な溶剤量として規定されたものである。実際、固体潤滑剤の主成分の金属石鹸は、後述の実施例にあるように、0.7までは溶解できた。また、0.5では、混入したい潤滑成分が十分に溶けきらない条件になってしまうので、0.7を下限値とした。混入したい潤滑成分とは、金属石鹸成分、アルカリ石鹸成分他である。上限については、100倍以下が想定されるが、10倍以下が好適な範囲である。溶剤の重量割合が高いことは、薬剤の多く、膜成分が薄いことを意味する。膜成分とは、バインダー樹脂構成成分、固体潤滑剤成分他である。塗布と乾燥を繰り返すような、複数回の重ね塗りを志向するなら、上限は100倍までなら特に問題がない。一方で、多重塗り・多重乾燥の手間をいとわないならば100倍を超えても利用は可能ではある。同時に、薬剤が薄いことで膜質にムラができやすくなる懸念が高くなる。このため締付け締め戻し回数がやや悪くなるが、使える場合がある。
以下、「締付け締戻し回数」を、「M/B回数」とも記載する。
また、上記成分の調整によって、薬剤を、金属面に対し塗布量0.1g/mm2以下で塗布した場合を考える。この場合、常温の無風の大気環境で放置乾燥した場合に、30分以内に乾燥可能な早期乾燥性を有するように調整することが好ましい。
又は、上記成分の調整によって、薬剤を、金属面に対し塗布量0.1g/mm2以下で塗布した場合を考える。この場合、常温の大気環境で1m/sec以上の送風による乾燥した場合に、5分以内に乾燥可能な早期乾燥性を有するように調整することが好ましい。
なお、ここで言う「常温」というのは、15~30℃の範囲の温度を指す。
薬剤は、低級アルコールに金属石鹸を分散混濁させたあと、溶剤の水へ投入することによって、金属石鹸を調合することが好ましい。
薬剤は、塗布する前に、薬剤を収容した容器を振って、撹拌してから塗布することが好ましい。
また、本実施形態の薬剤を、管状部品の表面に塗布する場合、管状部品を軸回転させながら、薬剤を円周方向に沿って塗布することが好ましい。
油井管は、図1に示すような、雌ねじ2aを有するボックス2や、雄ねじ1aを有するピン1である。
油井管ねじ継手は、図1に示すように、雌ねじ2aを有するカップリングなどのボックス2と、雄ねじ1aを有するピン1とからなる。そして、ボックス2及びピン1のうちの少なくとも一方の部品における、ねじ部の接触面(締結面10)に、本開示の固体潤滑被膜を備える潤滑被膜が形成されている。
固体潤滑被膜は、バインダー樹脂と、バインダー樹脂中分散した固体潤滑剤とを有する。
固体潤滑剤は、金属石鹸及びアルカリ石鹸成分のうちの少なくとも金属石鹸を含む石鹸成分を含有し、上記金属石鹸の成分が、金属石鹸及びアルカリ石鹸成分の全重量の95%以上である。
固体潤滑剤を構成する金属石鹸及びアルカリ石鹸成分は、例えば、下記のA群から選択した脂肪酸と、下記のB群から選択下金属元素からなる化合物である石鹸を1種類若しくは2種類以上含む。
A群:ステアリン酸、ベヘン酸、ラウリン酸、12-ヒドロキシステアリン酸、オレイン酸、モンタン酸
B群:Na、K、Mg、Ca、Zn
上記金属石鹸の粒径は、10μm以下が好ましい。
バインダー樹脂は、水溶性若しくは水分散性のポリマーからなり、そのポリマーは、アクリレート又はメタクリレートに属するモノマーを90%以上含むポリマー若しくは共重合体である。
バインダー樹脂を構成する水溶性若しくは水分散性のポリマーは、例えば、下記の(1)~(4)から選択した1以上のモノマーから構成されるポリマーである。共重合体は、その2個以上のモノマーならなる共重合体である。
(2)アクリレート、メタクリレート、これらの個々の誘導体に、アルキルエステル、ビニルエステル、スチレンエステル、カルボン酸エステル、及び、これらの個々の誘導体を含んだモノマーがついたモノマー
(3)上記(1)(2)に対してグラフト化したモノマー
(4)ビニル化合物、ウレタン化合物のうち、いずれか一方又は両方のモノマー
なお、固体潤滑被膜の下層に下地膜(不図示)を有していても良い。
ボックス及び上記ピンのうちの少なくとも一方の油井管が、本開示の潤滑被膜が形成された油井管からなる。
ボックス及び上記ピンのうちの一方の油井管を、本開示の潤滑被膜が形成された油井管とする場合、他方の油井管のねじ部には、上記固体潤滑被膜より硬度が高い被膜が形成されていることが好ましい。
この構成の薬剤により、塗布後の早期乾燥を実現させ、更に、それを使って形成した固体潤滑被膜によって、井戸での使用に耐えられる潤滑と防錆を達成するものである。本開示は、使用される環境としては、もっとも厳しい条件として、油井管ねじ継手の潤滑を視野に入れたものである。
本開示では、早期乾燥性、耐食性、潤滑特性を、薬剤と、この薬剤を使って構成する固体潤滑被膜に期待するものである。
しかし、個々の必要特性を実現ならしめるパラメータは、必要特性に相互に関わり合ったもので、本開示で規定する上下限範囲にて実現されるものである。まず、目標とする必要特性について述べて、その後に、個々のパラメータの範囲と、その意味を説明する。
本開示でいう早期乾燥性とは、非加熱で、且つ送風による乾燥で、5分以内、望ましくは1分以内で乾燥することができることを指す。又は、常温で屋外や屋内に放置した際に、30分以下、望ましくは15分、更に望ましくは5分以内で乾燥できることを意味する。
ここでいう乾燥は、指触乾燥レベルを超えて、半硬化レベル又は硬化乾燥レベルを意味する。なお、指触乾燥、半乾燥という塗料用語は、JIS K5500-2000に沿った定義である。
実際の油井管ねじでは、固体潤滑被膜が形成されてから、プロテクタを取り付ける際に、固体潤滑被膜がプロテクタとの部分的に当たって、膜がダメージを受ける状況が想定できる。その状態のまま、プロテクタが付けられて、屋外や屋内に静置されるゆえである。
本開示は、単に短尺ピンを使った従来の締付け締戻し試験で、潤滑性の優劣を評価しない。従来の短尺ピンを使った評価では固体潤滑被膜は正当に評価出来ない、との知見を本発明者は得た。
ここで、油井管ねじ継手の潤滑において、従来から、また、今もなお主流なのは、潤滑コンパウンドによる潤滑である。潤滑コンパウンドは粘性液体状であるために、締付け締戻しに連動して、コンパウンドが動き、潤滑を良好な方法にする方向で働く。このため、短尺ピンを使ったラボでの潤滑評価でも、実際の井戸での評価でも、大きな差はなく評価できる。しかし、本開示のような固体潤滑被膜による潤滑では、固体潤滑被膜が不可避的に削り取られる場合があって、その破片、粉末が、コンパウンドのように、締付け締戻しに連動して動き得ない場合がある。これについて、後で詳細を再度述べるが、ラボによって、実際の井戸に近い条件で評価する方法を工夫し、その工夫した試験で評価した潤滑挙動で、固体潤滑被膜の可否判断を行うこととする。
本開示では、水溶性若しくは水分散性のポリマーをバインダー樹脂とした。
本開示では、水が飛んでから、つまり揮発・蒸発してから膜になるものを想定しているので、本開示のポリマーは、狭い意味で、合成ポリマーを指す。本開示のポリマーは、天然系ポリマーでよく知られるペクチン、寒天、でんぷん系材料、セルロース系、天然ガム類(アルギン酸系)材料を除外する。また、本開示のポリマーは、乾燥させた、つまり水を飛ばした段階で、半乾燥的な湿潤を保つものも除外する。完全に乾燥しないものは、塗布した対象が、炭素鋼の場合には、水が起因となって腐食を誘因する懸念がある。
具体的に、本開示での水溶性若しくは水分散性のポリマーには、1つのポリマーから構成されるものも、2種以上のモノマーからなる共重合体を含む。個々のモノマーは、次の(1)~(4)のモノマーが相当する。
(2)更に、これらアクリレート、メタクリレート、これらの個々の誘導体に、水系であるために、アルキルエステル、ビニルエステル、スチレンエステル、カルボン酸エステル、及び、これらの個々の誘導体を含んだモノマー
(3)上記(1)(2)に対してグラフト化したモノマー
(4)ビニル化合物、ウレタン化合物のうち、いずれか一方か、両方のモノマー
他化合物とは、マレイン酸、スルホン酸、スチレン、カルボン酸、及び、その塩これらのモノマーを指す。
なお、本開示では、環境に配慮するという基本前提があるので、本開示の薬剤は、昨今問題視されるようになってきた、鉛をはじめとする重金属類、及び、PFASと呼ばれる群のF(フッ素)を含むアルキル基を含有する素材を使わずに設計する。
薬剤を塗布後の膜の早期乾燥性を実現するための規定事項は、直接的及び間接的に、薬剤の膜特性に影響する。
次に、早期乾燥性に係る項目群について詳細を述べる。
90%以上と設定したのは、ほとんどが、アクリレート、メタクリレート系のポリマーから構成され、10%以下の別のポリマーが入っていても、許容できるという意味である。実質的には、共重合体としては、アクリレート、メタクリレート系のポリマーが100%に近いことを想定する。
早期乾燥性が必要な理由は、単に本開示の薬剤、それを使って形成した固体潤滑被膜が、その製造現場で使って膜化すると共に、使用現場でも使うことを求められている現実があるからである。
特に油井管ねじ継手での適用を想定した場合に、次の薬剤の使用も想定する。すなわち、特に、井戸元でのトラブルとかで一時的にチュービング用の油井管を引き上げる際とか、焼き付きが起こって、当該の油井管を取り出して、ワークショップへ送るような事態が発生したときの、薬剤の使用も想定する。この場合、クリーンであり、グリーンとされる固体潤滑被膜のカテゴリーの中で、完結した作業をさせる必要がある。井戸から引き挙げられた油井管は水等で洗浄され、ねじ部分が錆びないようするために、本開示の薬剤で固体潤滑用の防錆膜を形成させることも可能である。そういう需要は、井戸元での使用では当然ある。
これに対し、本開示では、固体潤滑被膜を形成する薬剤である以上、井戸元の環境で塗られることを想定する。つまり、本開示では、火気厳禁な環境で、ヒーター等を含め、火災の原因になるようなものが使わずに、固体潤滑被膜になるべく、早期乾くことが求められる。
ねじ切りをするワークショップは、機械加工をするに際して十分な設備を有する。従来のコンパウンドを使う方法であれば、ボックスねじの表面処理加工は、外注ですることが多く、自前で持っていることは少ない。表面処理加工は、例えばリン酸Mn処理や、Cuめっき等で行われる。同時に、ピンねじは、粘性液体状の保管用コンパウンドを塗って、乾くことをむしろ求められていない。このため、ピンねじは、通常は乾燥の工程を経ずに、塗布後そのままプロテクタをつけて出荷する。
この現場に、本開示の薬剤を採用する場合、送風とか熱風の乾燥機とか、熱処理装置を期待することは困難と判断される。よって、本開示の薬剤としては、屋内や屋外で30分以下、望ましくは15分、更に望ましくは5分以内の時間、放置することで、乾燥できることが必要と判断した。
なお、扇風機、送風機の風量で説明する場合、通常の電気起動のファンは2~4m/秒である。ただし、本開示は、手持ちの非力なハンドファン程度のものでも乾燥することを想定しているので、1m/秒の送風を想定した乾燥で乾燥時間を評価することにする。
本開示の薬剤の基本組成は、溶剤(水+微量加えるものとして、低級アルコール、アンモニア、第1アミン)、バインダー樹脂(水系ポリマー主体)、固体潤滑剤(金属石鹸+微量なアルカリ石鹸)である。
薬剤の粘度も重要なパラメータである。そして、早期乾燥を実現させる1つの要素として、薬剤の粘度を低い側に寄せる形で液設計することが好ましい。このとき、傾斜面に塗ったなら、そこに留まるよりは、流れる感じになる傾向にする。すなわち、薬剤の粘度としては、塗ったら、流れる感じなる粘性に調整することが好ましい。
一方で、薬剤の粘度が1000mPa・sec以下であるがために、粘性が小さく流動しやすい。このため、乾かなった部分の薬剤は、液だれが起きて、時計でいうところの、6時位置に液が溜まる傾向がある。そして、その部分は、不用意に厚膜になるので、下地は乾いて膜化していたとしても、上記の溜った部分だけは、上記の乾燥時間で乾かないことが起こる場合がある。
塗り方は、刷毛塗り、スプレー、浸漬、及び、手塗り、機械塗り等、いずれの方法でも許容される。液だれをするような傾向を積極的に活用して、塗ったあと、下に塗料を流れ落ちるように、薬剤を塗る物体を下に向けたり、斜めに傾ける工程をとってもよい。また、金属部品が管状のものは、静置して塗るよりも、金属部品を回転しながら、刷毛やスプレーで塗った方がよい。そうすることで、乾燥を強化していることにもなり、かつ、膜化されなかった薬剤の残量分が、回転しながら、一様に金属表面に再度塗られることにつながり、一様な膜になる助けになる。また、一箇所に溜ることも避けることができる。
本開示では、水溶性若しくは水分散性のポリマーの早期乾燥性の実現のために、下記の4つの構成からなる、必須構成と好ましい構成を考案し、活用した。
必須構成の1つは低級アルコールである。
すなわち、低級アルコールは、火気厳禁な環境でも使えることを意図するため、引火点60℃以上になるように濃度調整した揮発性有機溶剤である、低級アルコールを活用して、早期乾燥を図る。薬剤の引火点は、望ましくは、150℃以上、更に望ましくは250℃以上まで濃度調整されるとよい。なお、シンナー系のVOCの使用を避ける。作業者の安全衛生と、ドラフト等の排気設備の設営等を避けて、作業できるようにするためである。
状況により、アンモニア水の揮発性も併せて活用し、ドラフト設備なく使うことができるレベルで、これらの濃度を適切な範囲に制御する。
構成の1つは金属石鹸の濃度と粒径である。
含有する金属石鹸の濃度と粒径を、適切な範囲に制御して、早期乾燥を実現させる。金属石鹸の粒径は10μm以下とする。粒径は、望ましくは、5μm以下、更に望ましくは、1μm以下のものを使うことで、金属石鹸の表面積を増やすことで乾燥を強化する。
このとき、金属石鹸が互いに会合してダマになって、見かけの大きさが個々のサイズを超えて大きくなってしまわないように工夫が必要である。それは、金属石鹸を上記の低級アルコールと一旦は溶解させたうえで、水からなる溶剤、水系ポリマーの混合液へ混ぜることで実現を図る。
水溶性若しくは水分散性のポリマー材料、金属石鹸等の添加物、上記の低級アルコールを含めて、薬剤として調合した際に、この粘度である必要がある。要は、粘性が低く、サラサラの液粘性にすることを意図する。粘度の下限は、設定しないが、おおよそ40mPa・sec以上にはなる。水溶性若しくは水分散性のポリマー材料を入れて、水溶剤に調合した際には、水の粘度:1mPa・secにはなるはずはなく、粘度の高いものになる。そして、そのレベルがおおよそ40mPa・secということになる。
薬剤を、構造体である管状の金属部品に塗布する際には、好ましくは、管状の構造体を回転させながら塗布した方がよい。塗ったあとも、そのまま回転させ続けた方が好ましい。塗布後に乾いていない薬剤が、回転によって6時に溜ることなく、送風等の乾燥促進を図るのと同様な効果を期待できるからである。
また、管状の金属部品(構造体)の場合、どうしても、6時位置に液が溜まって、最表層だけが乾燥に時間が掛かってしまう。それを含めた完全乾燥までには、長い時間が掛かる。このため、管外側に塗るときには、6時位置から垂れ落ちることを活用することが好ましい。又は、管外側でも菅内側でも、管を斜めに傾けて6時位置に溜る傾向がある薬剤を外に出すことを活用することが好ましい。
また、送風ブロアー乾燥、熱風ブロアー乾燥、赤外線照射、紫外線照射、熱処理等の乾燥強化するようなプロセスを活用することで、早期乾燥を図ってもよい。その場合、上記構成を採用した場合との相乗効果も期待できる。
本開示では、低級アルコールとアンモニアの揮発性を活用し、固体潤滑剤の主成分の金属石鹸のサイズとして細かいものを選択する。この結果、表面積を増やして早期乾燥し、薬剤自体の粘性を小さく流動性の高いものにする。これによって、厚膜化を避けて、水の揮発・蒸発を促進する。
ここでいう、低級アルコールとは、例えば、メタノール、エタノール、イソプロピルアルコール、ノルマルプロピルアルコール、工業用エタノールの中から選択した1種類若しくは2種類以上の組み合わせを指す。
水にただ金属石鹸を溶かすと、撥水性があることも影響して、金属石鹸は水に混じることなく、かつ、互いに会合してダマになってしまう。せっかく、規定値以下の金属石鹸の粒径を、コーティング塗料に混ぜようとしても、金属石鹸を水に直接混ぜると、十分に分散しない。このため、膜になった状態でも片寄りのある膜になり、潤滑にも、耐食性にもよくない。
また、早期乾燥強化のために、低級アルコールを主とし、更に、アンモニアや第1アミンの揮発性を活用してもよい。
ここでいうアンモニアとは、アンモニア水である。市販された薬剤で、28-30%に調合されたアンモニア水である。ちなみに、アンモニア水自体は不燃である。なお、アンモニア水は、市販されているものとして、10%とか、5%とか薄いレベルのものも存在する。しかし、本開示では、濃アンモニア水(28-30%)をベースに換算して議論する。
なお、揮発性の高い群に属する第1アミンの利用も、上記pHを超えない条件下において許容される。第1アミンを、pHをアルカリ側に振らせるように添加してもよい。そして、中性側からアルカリ側に振らせるために添加したアンモニア及び第1アミンを使って、揮発性を合わせて活用する。
本開示では、金属石鹸とアルカリ石鹸が、固体潤滑剤として機能する。更に、金属石鹸は、早期乾燥を強化するために、金属石鹸の粒径を小さくすることで表面積を増やして乾燥を促進させる。アルカリ石鹸は水主体溶媒に一旦は溶けてから、膜に取り込まれるか、膜の表面や膜の内部に析出した石鹸が現れる。しかし、アルカリ石鹸は、最終的には液状ではないので、固体潤滑剤として扱う。
以下の説明では、固体潤滑剤に、金属石鹸とアルカリ石鹸を含んだ石鹸成分のものを意味する。
一方、アルカリ石鹸については、水に溶けるので、サイズに関して規定はない。
実際の井戸では、実寸ピンがボックスねじにセットされるときに、理想状態で想定するように、ピンねじがまっすぐボックスねじに差し込まれて、手締めで、ピンねじのねじ山がボックスねじに差し込まれるような状況になるのは稀である。実際には、ピンねじが不可避的に少しだけ斜めにセットされる。このため、ピンねじを手締めでセットしても、ピンねじのねじ山が略半分程度が露出した状態でしかセットできない。そのため、トングによる締付け初期には、ねじ同士の不均一な当たりがあって、固体潤滑被膜の表面にダメージが与えられることになりがちである。このとき、アルカリ石鹸によって、ボックスねじとピンねじが完全に噛み合う状態から、安定位置に滑り込むような潤滑サポートを期待するものである。図3にあった、トルクが立つまでに、スパイク状のトルクが立たないように、アルカリ石鹸によって、安定位置に滑り込ませるような潤滑を期待するものである。
固体潤滑剤は、金属石鹸とアルカリ石鹸の重量で95%以上占めるものとする。要は、5%程度の別の固体潤滑剤が混入するのを許容するが、固体潤滑剤のほとんどが、広く石鹸に属する材料で構成されることを意図したものである。
バインダー樹脂の重量に対する、固体潤滑剤の重量比が0.01~1倍であり、その固体潤滑剤の中で、金属石鹸の重量が95%以上を占めるように調合されていることが望ましい。下限が0.1倍なのは、それ未満であると、固体潤滑をサポートする部分が少なすぎて、潤滑の改善効果が期待できない。この場合、バインダー樹脂に強く力が掛かってしまった時には、膜が根こそぎ剥離してしまう可能性が高くなる。その結果として、焼き付きに至る懸念が高くなるためである。上限が1倍の理由は、溶剤に対して、金属石鹸分が多すぎて、膜自体の健全性がなくなり、少しの荷重で、膜が割れて、環境に曝される懸念が著しく高くなるからでもある。また、金属石鹸がダマにならず、細かいサイズの金属石鹸を維持するには、これくらいの濃度が限界ともいえる。
本開示では、金属石鹸とアルカリ石鹸は、以下のものを想定する。すなわち、金属石鹸とアルカリ石鹸は、下記のA群の脂肪酸とB群の金属元素からなる化合物からなる石鹸の、1種類若しくは2種類以上の組合わせからなる。
・A群(ステアリン酸、ベヘン酸、ラウリン酸、12-ヒドロキシステアリン酸、オレイン酸、モンタン酸)
・B群(Na、K、Mg、Ca、Zn)
アルカリ金属塩は他にも市販されているが、その他の金属塩は、いわゆる、水に溶かして洗浄に使うような用途では使われていないため除外した。
上述において、早期乾燥強化は、複数の因子が同時に達成されて実現するものとして説明した。すなわち、上述した揮発性を有する低級アルコール群と、アンモニア及び第1アミンが、引火点が低くなりすぎないという制限のもとに、適切な量を溶剤に入れる。そして、これらの揮発性を活用して、水系溶剤の揮発・蒸発を促進することをベースに、金属石鹸のサイズを小さく、かつ、金属石鹸がダマにならずに均質に分散させる。また、薬剤が厚く塗れないように、薬剤の粘度を1000mPa・sec以下に調整する。
塗布量は、例えば0.2~0.05g/mm2が好ましい範囲である。これ以上、厚塗りすると、乾燥時間が遅くなる傾向と、どうしても垂れてくる分がある。そして、その部分の表層のみが乾かないことが起こる場合がある。また、0.05g/mm2を切ると、乾燥は早くなる傾向があるが、防食性に不安が出てくる場合がある。
本開示では、薬剤が乾いて、固体潤滑被膜になった段階において、膜厚が1μm~100μmの範囲で、かつ、鉛筆硬度がH以下の軟質であることが好ましい。
本来ならば、10μm~50μm程度の均質な膜厚であればよい。しかし、上述のような粘度を有する薬剤を塗布した場合には、粘度が小さいがゆえに、いくら乾燥を強化しても、膜化できない塗料が垂れながら移動する傾向がある。油井管ねじ構造のように、ねじ山がある構造であれば、なおさら、ねじ山の谷部分、特に、時計で言うところの6時位置では、薬剤に溜る傾向も否定できない。また、薬液の表面張力によって、ねじ山構造の山のコーナー部分は薄くなる傾向もある。よって、膜厚を潤滑と耐食性を両立させるために、上記の範囲であることが好ましい。もっとも薄いところで1μm未満である場合には、焼き付く懸念が高くなる。また、100μm超える場合には、潤滑時に削り取られて、その剥離片や粉状物質が、焼き付きの原因になる傾向がある。また、根こそぎ剥離して焼き付く可能性もある。
なお、過去の測定結果から、膜厚分布の傾向が掴めている場合は、次のようにして膜厚を推定しても良い。すなわち、薬剤の塗布・乾燥方法が同じであれば、予め決めた特定の部位の膜厚を電磁膜厚計で測定することで、ねじ部全体における膜厚の最大値と最小値を推定することも可能である。
本開示の固体潤滑被膜は、あえて柔らかい膜質にして、強く当たったところでは、自らがわずかに削れていくことを想定して、潤滑特性の実現を図っているためである。また、鉛筆硬度がHを超えて硬い場合には、根こそぎ剥離して、焼き付き懸念が高くなるおそれがあるからである。
なお、膜硬度の測定は、鉛筆硬度による。その測定方法は、JIS K 5600-5-4(1999)で規定して方法で測定するものとする。この規格は、「ISO/DIS 15184、 Paints and varnishes-Determination of film hardness by pencil test」規格を翻訳したものであることが、JIS規格には書いてある。本開示の鉛筆硬度の試験方法は、JIS規格での規定に基づき評価したものとする。つまり、6B~B~HB~F~H~9Hまでは評価対象であり、9H以上の硬質は、それぞれ、≦6B、≧9Hと評価される。
本開示は、本開示の薬剤で構成される本開示の固体潤滑被膜が、潤滑対称面の両側に塗られる場合も、片側だけに塗って、もう片方には何も塗らない場合も、すべて包含する。
本開示の固体潤滑被膜が一方の部品にだけ形成される場合、本開示の固体潤滑被膜の鉛筆硬度が、対向する面にある別種の潤滑被膜に比べて、軟質であることが好ましい。本開示の固体潤滑被膜は軟質な膜であるように設計する。潤滑の際には、わずかに削れていくことを想定して、潤滑特性の実現を図っているため、自らが硬質であった際には、この効果を実現しえないからである。
本開示での耐食性評価は、鋼管に油井管ねじであるような、ねじ山構造を付けた構造体に対して、ねじ山を守るために使われるプロテクタを、一旦締付けてから締戻した後に、プロテクタを外した状態で、固体潤滑被膜に対して塩水噴霧を実施する。そして、全面的に赤さびが出てくるものをNGとする基準で判断した。要は、耐食性の評価として、一旦膜に想定されうるダメージを与えてからの塩水噴霧による評価を実施した。
なお塩水噴霧の条件は、JIS K 5600-7-1に即した方法で、5%NaClの中性塩水噴霧条件(35℃、湿度98-99%、噴霧1-2mL/Hr/80cm2、pH6.5-7.2)で実施し、8時間での評価に基づく。
本開示の固体潤滑被膜が使われる環境の中で、もっとも厳しい潤滑条件とされる。すなわち、実井戸での締付けに沿った油井管ねじの締付け締戻し条件にて、潤滑を評価することにする。
ただし、実際の井戸や模擬井戸で、油井管ねじの固体潤滑挙動を評価することは、コスト費用の点からも、実験手配の時間の観点からも現実的ではない。
このため、本開示では、図5及び図6に示すような装置を用いて評価した。
この重錘トングでの評価を用いる背景は、次の通りである。すなわち、1m程度の長さの短尺ピンを使った水平型のパワートングでの評価や、単純に短尺ピンを使った縦型のパワートングでの評価に頼ってしまうと、本開示の対象である「固体潤滑被膜の評価」においては、優れたものと誤解して評価してしまうためである。すなわち、発明を規定するパラメータの上下限が、意味のあるものではなくなってしまうことが挙げられる。
以上のような考えから、後述の実施例での評価方法では、図5及び図6に示す装置を用いた重錘トング試験で評価した。模擬するのは、実際の井戸や模擬井戸で起こる締付け締戻試験を模擬する条件で、図3や図4(a)で見られるような、締め込み条件になることを模擬して、固体潤滑被膜の潤滑性を評価する。
その際に、ピン1の締付けねじとは反対側に、重錘3を取り付けておく。重錘3の重量は、実寸ピンを1本~3本に相当する荷重として、ピンの外径・肉厚の実寸ピンをもとに算出したものを載せる。9-5/8” 53.5#なら、1本約1ton(2、200Lb)、3本連結相当なら約3トン(6、600Lb)となる。1本相当は陸上井戸の想定で、3本相当は海上井戸での締付けを想定している。
ISO13679の規定では、ケーシングサイズは3回以上の締付け締戻しを合格、チュービングサイズは10回以上の締付け締戻しを合格と判断される。しかし、固体潤滑被膜による潤滑を考えた場合には、従来のグリース状のコンパウンドを使った潤滑と比べて、M/B回数は悪くなる傾向にある。その理由として挙げられるのは、次の通りである。グリース状のコンパウンドを使う従来の方法では、締付け締戻しのたびに、表面についたグリース状コンパウンドを有機溶剤で洗い流して表面を検査したあと、再度新しく、グリース状コンパウンドを塗りなおす。つまり、潤滑の主体が再度供給されることを意味する。一方で、固体潤滑被膜を使う潤滑では、ねじ表面をエアーブロー等でキレイにはするが、特段、潤滑成分を途中で足すことはない。この結果、どうしても、固体潤滑被膜を使う締付け締戻し回数が、少な目になる傾向は否定できない。
(実施例1: 金属石鹸の調合の仕方と、一様に混ぜる方法)
本実施例1の検討群では、金属石鹸の混合方法について、液への混じり方で条件の選別を行う。下記の調合比の薬剤を使って、金属石鹸の調合の具合を調査した。
溶剤は、水を主体として、工業用エタノールとアンモニア水を混ぜたものを用いた。固体潤滑剤として、ステアリン酸Ca(金属石鹸:粒径8~10μm以下)とステアリン酸Na(アルカリ石鹸)が、重量比で99:1に調合した。バインダー樹脂として、酢酸ビニル100重量部の時に、メタクリル酸を10重量部として調合させた、モノマーとして酢酸ビニル、メタクリル酸の共重合体を用いた。なお、ここでいう共重合体は、本開示で記載した、「アクリレート又はメタクリレート構造を有するポリマー」が100%であることに相当する。
これらの調合を実行するにあたり、水に対して、酢酸ビニル、メタクリル酸の共重合体を作るためのモノマーを混ぜたものを用意した。下記に示すように、金属石鹸を工業用エタノールと調合させ、更に、アンモニア水を入れて、pHを7~8に調整した。そのうえで、最後にステアリン酸Naを調合して混ぜた。この基礎薬剤の中に、金属石鹸を混ぜる工夫を検討した。
条件1は、ステアリン酸Caを上記の調合比にしたがって、基礎薬剤中に直接投入して撹拌した事例である。条件1は、工業用エタノールを一切使わない事例である。
条件1では、金属石鹸が十分に混じり切らずに、表面に金属石鹸が浮いて互いに集合しているものがあった。すなわち、うまく均質に混ぜることができなかった。金属石鹸が水に不溶である従来からの知見を裏付けるような結果になった。
条件2では、ステアリン酸Caを上記の調合比にしたがって、基礎薬剤中に投入して撹拌した。そのあとから、Vol/Vol比で、水:100に対して、工業用エタノール:20を投入した。
条件2では、十分に混じり切らずに、表面に浮いて互いに集合しているものがあった。すなわち、うまく均質に混ぜることができなかった。条件2は、エタノールを後で混ぜても、金属石鹸はうまく混ざらないことを示している。
条件3は、水:100に対して、工業用エタノール:20の量の、工業用エタノール中にステアリン酸Caを別容器で撹拌させてから、つまり均質に混じってから、基礎薬剤中に投入して撹拌した例である。
条件3は、ほぼ均質に混じった例といえる。水にもアルコールにも不溶と言われているが、アルコール(エタノール)では、ステアリン酸Caが、互いの粒が会合して、ダマになることなく、微細分散する状況が実現できることを確認した。よって、一旦エタノール(アルコール)に溶かしたあと、その状態を、基礎薬剤へ展開して撹拌することで、金属石鹸を均質に溶かした状況を作りだすことができることが分かった。
条件4は、水:100に対して、工業用エタノール:1の量の、工業用エタノール中にステアリン酸Caを別容器で十分撹拌させてから、基礎薬剤中に投入した。条件4は、そのあとに続けて、工業用エタノール:19の量を基礎薬剤中に投入して撹拌した例である。
条件4では、金属石鹸ステアリン酸Caを少量のエタノール入れて混濁させた段階では、金属石鹸が十分に混じり切らずに、表面に浮いて互いに会合してダマになっているものがあった。すなわち、それを基礎薬剤中に混ぜた例であるが、うまく均質に混ぜることができなかった例にあたる。
条件5は、水:100に対して、工業用エタノール:15の量の、工業用エタノール中にステアリン酸Caを別容器で十分撹拌させてから、基礎薬剤中に投入した。条件5は、そのあとに続けて、工業用エタノール:5の量を基礎薬剤中に投入して撹拌した例である。
条件5の系では、金属石鹸ステアリン酸Caは、工業用エタノール:15に、すでに均質に混じっている状態であった。このため、その状態から、更に工業用エタノールを加えても、ほぼ均質に混じった例といえる。
(実施例2: 早期乾燥性と、塗布量と、乾燥方法)
本実施例2の検討群は、薬剤を油井管ねじの構造に塗って、乾燥具合で良悪を選別する。アルコールとアンモニア水の調合比、アルコールの種別の違い、金属石鹸のサイズについて検討した。下記の個々の薬剤の条件を変えたものを系統的に用意して、早期乾燥性について調査した。
それぞれの調合比は、今回の検討内容に相当している。そして、溶剤系では、溶剤(水)を100としたとき(容積で測定して、比重1として重量に変換したもの)に、工業用エタノールとアンモニア水について、調合条件を振った条件を用意した。
調合方法は、最後の一つ前にステアリン酸Naを調合して混ぜた。最後に、アンモニア水(約28%)は、pHを6.5~8.5に調整するために最後にまぜた。
上述の実施例1の検討群で判明している方法、すなわち、金属石鹸を「低級アルコール(エタノール:実施例1)」に事前に混ぜてから混入する方法を使った。ここで言う工業用エタノールとは、高純度なエタノールである。ただし、酒税法にかからないレベルで、メタノールやイソプロピルアルコールが混入しているものを指す。
静置乾燥は、30分で乾燥と見なせない場合には、30分以上として記録した。なお、当日の屋内気温は25~28℃で、乾燥時もほぼその温度になっている。強制乾燥条件を、単なる送風条件にしたのは、熱風送付条件よりも乾燥が遅く、厳しめの条件ではある。しかし、この乾燥条件でOKであれば、どんな強制乾燥条件でも合格と判定できるため、もっとも想定されうる厳しい条件での検討という意味である。
これらは、乾燥時間に関する検討例である。なお、M/B回数に代表される油井管ねじの潤滑特性は、表1~3では評価判断の対象にしていない。表中の「*」は、規定を外れることを意味する。「**」は、好適な範囲を超えたものを意味する。
ここでの評価判定は、本発明例(乾燥OK)/本発明例(△:乾燥時間が好適範囲を逸脱)/比較例で評価した。
本発明例(△:乾燥時間が好適範囲を逸脱)は、乾燥時間の観点でNGである条件を含んだ事例ではある。つまり、好適な範囲を逸脱するものである。しかし、本開示が規定する発明範囲内になるものを指す。但し、締付け締戻し試験は示されていない。
比較例は、乾燥時間の観点でNGか、固体被膜の形成が良好でなくM/B回数の合格を期待できない。それがために、締付け締戻し試験自体が困難であるためNGであることを含んでいる。更に、本開示が規定する発明範囲から逸脱したものを指す。



No.2-1は、実施例で検討したバインダー樹脂(アクリル酸とビニルアルコールの共重合体)の、厚塗りの限界の若干超えた状態での乾燥状態を調べたものである。これが、この配合のバインダー樹脂がもつ乾燥の特性ということになる。これは比較例にあたる。具体的には、溶剤は水だけであり、アルコール、アンモニア水等を含まない。水だけであるために、撥水性が特徴のステアリン酸Caが、薬剤段階でも均質分散して溶けていないこともある。このため、固体被膜になった状態でも、多くのステアリン酸Ca成分が、膜内に取り込まれず、膜の上に載った状態になっていて、固体潤滑被膜としては良好とは言えない。また、乾燥時間も長くなっている事例で、比較例の位置づけになる。
No.2-5は、No.2-4のアンモニア水が、第一アミンのメチルアミンが入った事例である。No.2-4と同レベルの乾燥性能を有し、本発明例である。
上述のNo.2-4と、No.2-6~2-9は、工業用エタノールの割合を、順に、水容積100に対して、順に6、10、25、25、43と増やした事例である。また、これらの事例は、アンモニアは、順に、0.5、1.0、1.0、添加無し、2.0の事例に相当する。
No.2-7の事例は、アンモニアはなくても、工業用エタノールだけの揮発能力だけで、乾燥強化できることを示している。No.2-4、2-5、2-6、2-8の例から、アンモニアは、早期乾燥に良好な影響を与えていると解釈できる。
また、No.2-9の事例は、アルコールとアンモニア水の和が、水容積に対して45の事例で、この範囲までは乾燥も何ら問題がないことを意味している。
No.2-10~No.2-11は、水容積100に対して、工業用エタノールが25での検討事例である。No.2-12~15は、工業用エタノールが40での検討事例である。固形分に対する溶剤の重量比が、前者のグループは順に、0.7、30の事例である。後者のグループでは順に、20、50、100、130の事例である。
一方、No.2-19、2-20は、目標を超えて、アルカリ石鹸成分(ステアリン酸Na)が多すぎて、溶剤の粘度が増して、一様に塗りにくくなった。更に、塗っても、乾くのに時間がかかりすぎて、目標値をクリアできない。したがって、多すぎる量のアルカリ石鹸を入れるのが、よくないことを示している。特に、No.2-20は、乾燥時間の好適範囲の基準を超えて長くなると共に、粘性が上がりすぎて、一様で塗布できない、塗布しにくい事例である。No.2-20は、ムラとか、液だれ的な乾燥が非常に遅いところがあり、正確に乾燥時間を見いだせなかった。ゆえに、No.2-19、2-20は、比較例にあたる。
No.2-21が、メタノール、No.2-22~2-24が、イソプロピルアルコール、No.2-25が、ノルマルプロピルアルコール、No.2-26が、イソブチルアルコールの検討事例にあたる。
No.2-22~2-24は、固体潤滑被膜(固体潤滑被膜)の膜厚の影響も併せて調査した結果である。
一方で、No.2-24は、イソプロピルアルコールで、膜厚が目標値を超えていた事例で、乾燥時間好適範囲の目標値に満たなかった事例である。本開示の基本構造は満足することから(実験データは省略)、本発明例(△:乾燥時間が好適範囲を逸脱)にあたる。
No.2-29が本発明例(△:乾燥時間が好適範囲を逸脱)にあたるのは、次の理由である。すなわち、金属石鹸(ステアリン酸Ca)が25μmであり、上述したように、油井管ねじの縦壁状部分、スタビング・フランク、ロード・フランクの膜厚が、金属石鹸の粒径よりも小さい領域が存在することが多い。このため、潤滑時に、常時、膜の健全性が保つことができないこと、及び長期の防錆性に問題が起こることがあることも想定できる。
本実施例3の検討群は、油井管ねじの構造に、薬剤を塗って、膜化して、重錘トング試験にて、潤滑挙動を調査した結果で発明を説明するものである。
重錘は締付け時に全重量印加するようにした。一方、締戻す時には、重錘荷重をゼロに近づけるように、図5の天井クレーン20で吊り上げるように、ガタツキを模擬しるように図った。様々な条件の組み合わせ検討内容を系統的に用意して、潤滑挙動、つまり、M/B回数で以って可否を判断した。
すでに、実施例1で検討した内容を反映して、金属石鹸分は、均質分散するように事前に低級アルコールに分散して一様に溶解させて薬剤とした。
条件及び結果を表4~12に示す。表中の各パラメータにある、符号「*」は、規定を外れることを意味する。符号「**」は、好適な範囲を超えたものを意味する。
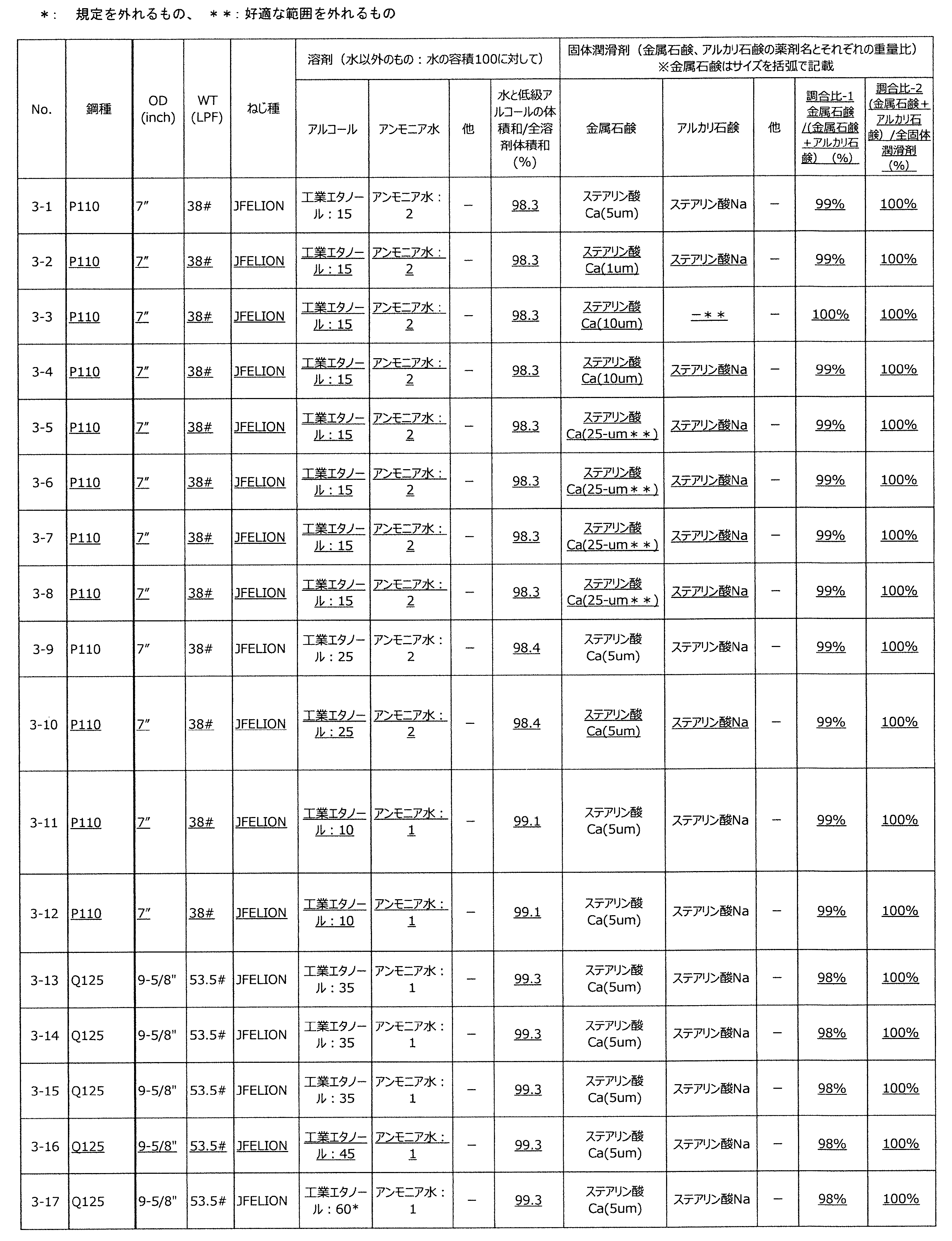


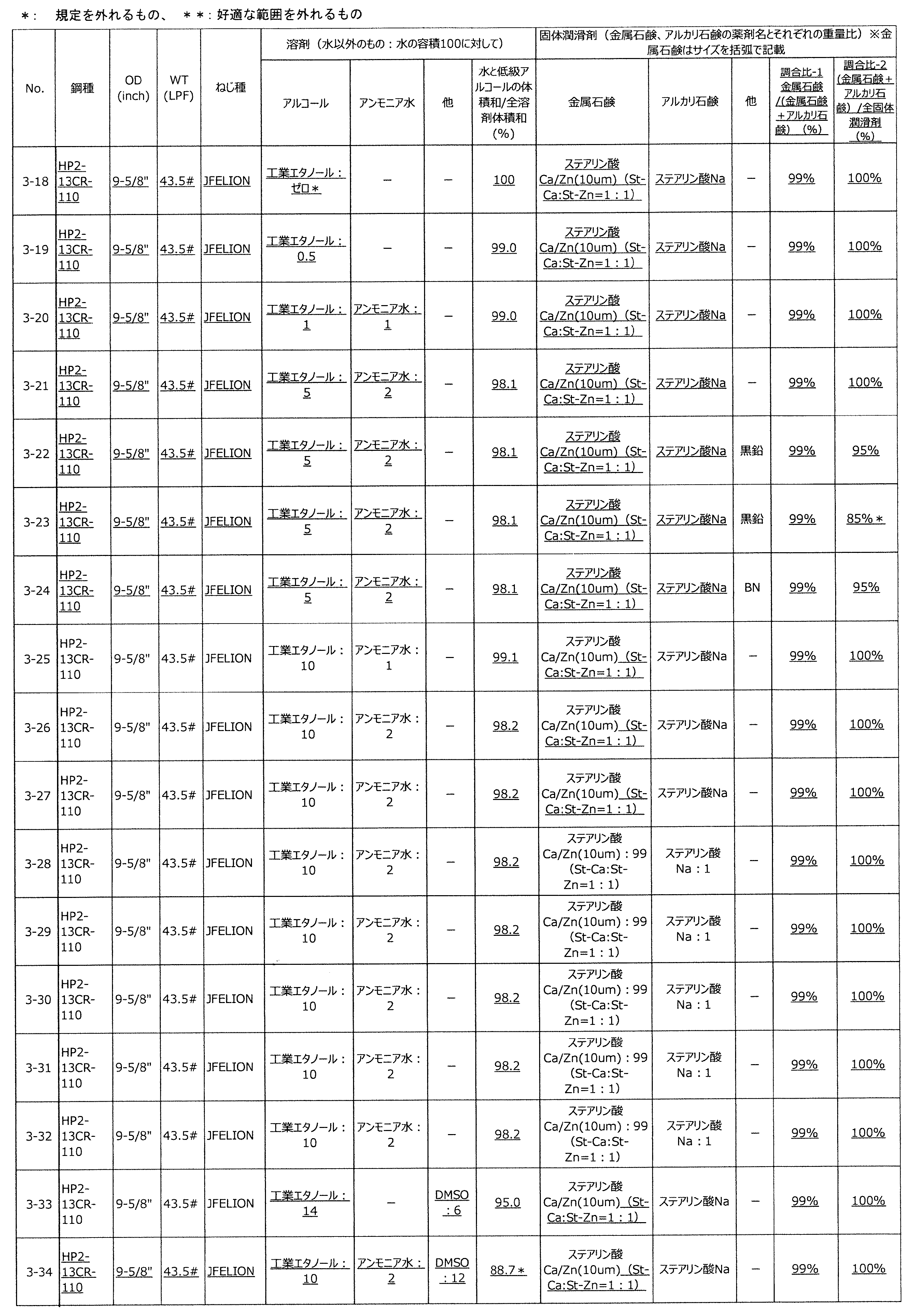

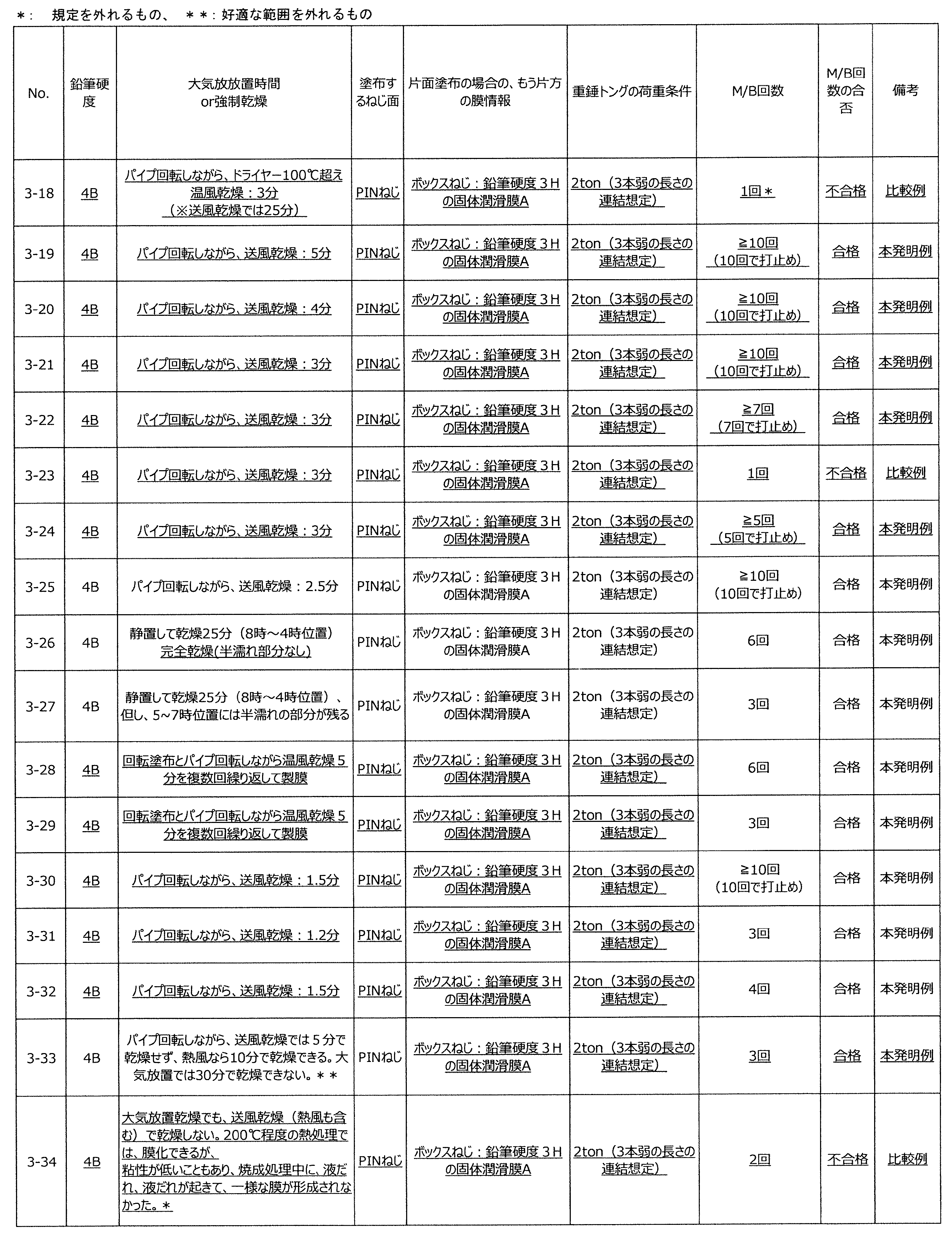

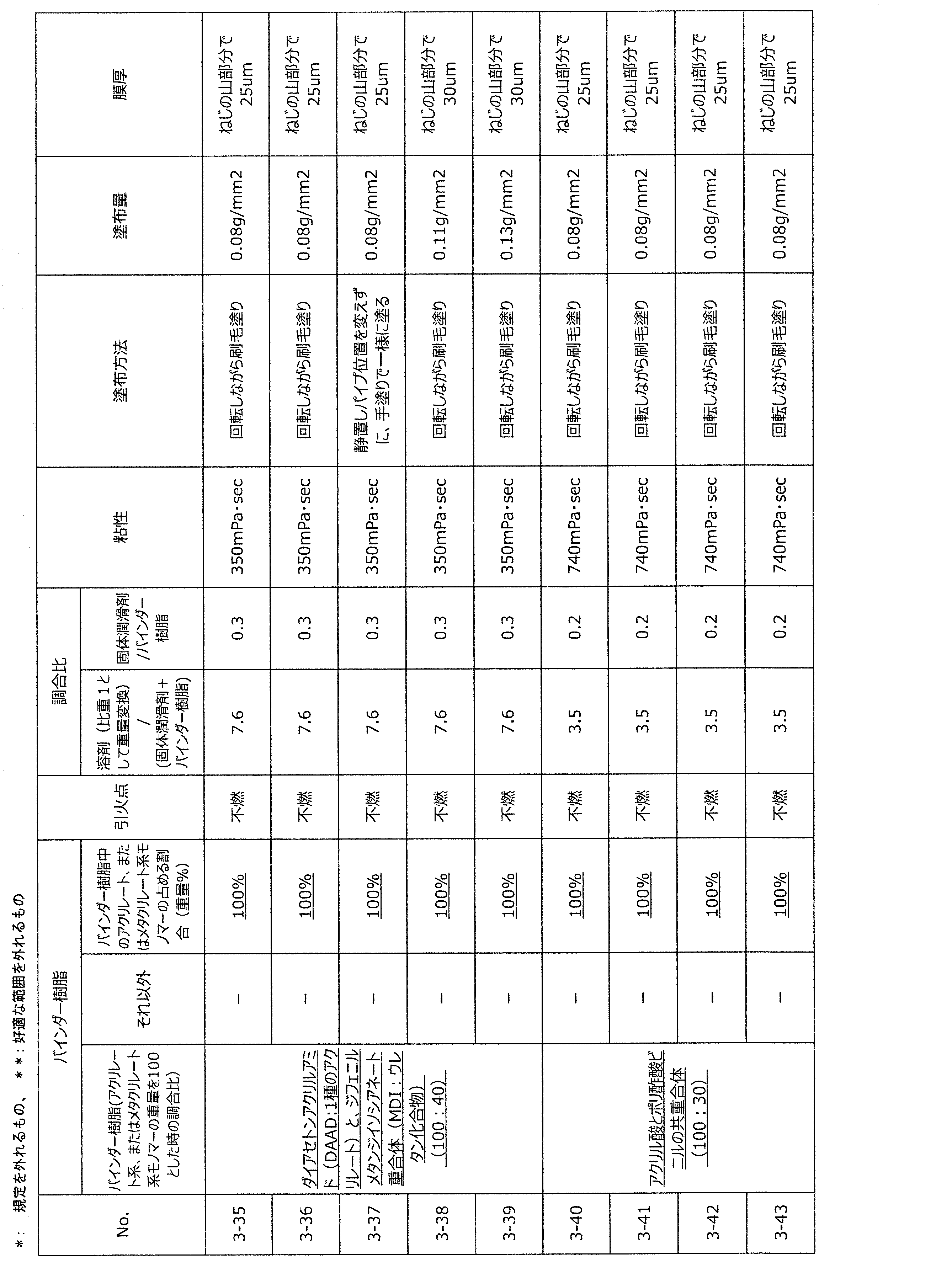
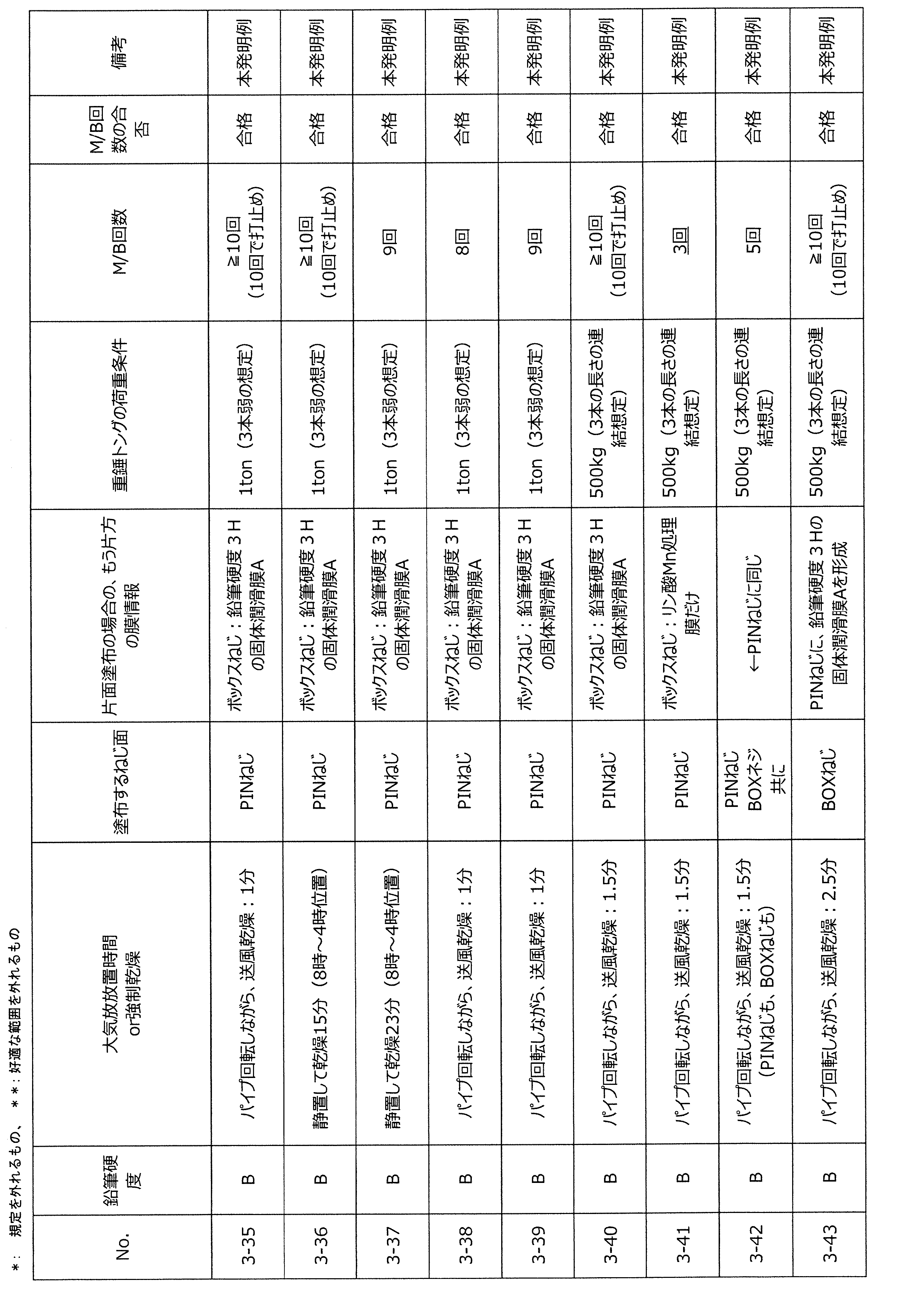
総じていうと、No.3-1~3-4と比べて長くなっている傾向がある。この変化は、固体潤滑膜が大きくなった点と、金属石鹸の粒径が影響していると考えられる。金属石鹸の粒径が小さくて分散していた方が、表面積が増える分だけ、かつ、膜内での乾燥ポイントが増える。その結果として、乾燥が加速することが期待できる。しかし、これらの事例では、サイズが大きい分、それを期待できないことと、膜厚の影響で、乾燥に要する体積が増えたことで説明ができる。
一方、後者は、固体潤滑被膜を25μm狙いで塗布したものの完全乾燥に至らなかった。そして、塗布後1晩待っても乾燥せず、半濡れ状態であり、締付け締戻し試験を行えないため、比較例と判断した。
低級アルコールを規格上限の45を超えて60含有したNo.3-17のみが締付け締戻し回数の基準を満たさないことが起こる。重錘トングで締付け締戻し試験を行うと、5回、1回、2回というように、合格レベルであるものの、総じてM/B回数が悪かった。したがって、比較例とした。これは、早期乾燥しすぎて、膜厚の一様性がなしえていない場合があることを示唆している。また、引火点が40℃で、井戸元で塗ることを想定すると、爆発等の事故の危険性であるので、その点でも不合格と判定できる。
No.3-18~3-21の事例は、低級アルコールの含有比率の下限を調査する実施例群である。No.3-18は、アルコール添加がない純粋に水だけの溶剤の例である。そして、100℃の温風で乾燥させており、特に乾燥時間が著しく長いということはなかった。しかし、重錘トングでの締付け締戻し試験は1回だけで不合格判定で、比較例の位置づけである。溶剤が、水のみであったので、固体潤滑剤の主成分の金属石鹸が撥水性を有する。このこともあって、うまく均質分散できないために、固体潤滑膜になった段階でも、膜質に不均質であることが関連していると考えらえる。
No.3-22~24は、金属石鹸、アルカリ石鹸以外の第3の固体潤滑剤を含有した時の検討事例で、順に、黒鉛、黒鉛、BNを加えた事例である。規定範囲で調整されたNo.3-22,24は、M/B回数が合格範囲であり、本発明例にあたる。No.3-23は、第3の固体潤滑剤(ここでは黒鉛)が多く含まれていて、金属石鹸とアルカリ石鹸が、全固体潤滑剤に対する重量%の規定を切った事例である。これらの事例では、M/B回数が合格基準に満たずにNGで比較例にあたる。実際には、黒鉛がねじ山の溝に沿って、20mm以上を超えるようなテープ状生成物を作り、それが焼き付きの原因となっていた。
No.3-26、27は、No.3-25とは塗布まで同じ工程であったが、乾燥が異なり、静置して放置乾燥させた固体潤滑被膜を形成させた事例である。No.3-26が完全乾燥した事例で、No.3-27が、乾燥不十分な部分が残る感じになったものである。正確には、5~7時位置のうち、部分的に完全乾燥しきれていない液体状塗料の部分がある。また、塗料の膜化(乾燥)は、最表層(大気との接触面)と、ねじ鋼材との接触面から行うので、この場合には、膜厚の真ん中付近に半乾燥部分が残っているというものである。ねじと塗膜の接触表面でも乾燥している事例である。塗付・乾燥は同じ時間としたものの、塗布方法に多少のバラツキがあり、その影響を受けたものと推定されるが、潤滑に関して問題はなく、共に、本発明例に相当する。
No.3-38、39の事例は、金属石鹸を、No.3-1~3-37の例で使った、ステアリン酸Ca、ステアリン酸Ca/Zn(混合)とは違った、別種の金属石鹸を使った事例である。前者がステアリン酸Zn,後者がステアリン酸Baを使った例である。ともに、他の要件は、規定範囲内に入っている事例であり、M/B回数が合格範囲であり、本発明例である。
No.3-42は、ねじの両側が共に、本開示の固体潤滑被膜の事例で、5回の締付け締戻しが確認できて、これも発明例にあたる。No.3-43は、ボックスねじが固体潤滑被膜で、ピンねじ側に、「鉛筆硬度3Hの固体潤滑被膜A」を付けた事例で、M/B回数が≧10回(10回打ち止め)M/Bでき、これも発明例にあたる。
表13にその結果を示す。
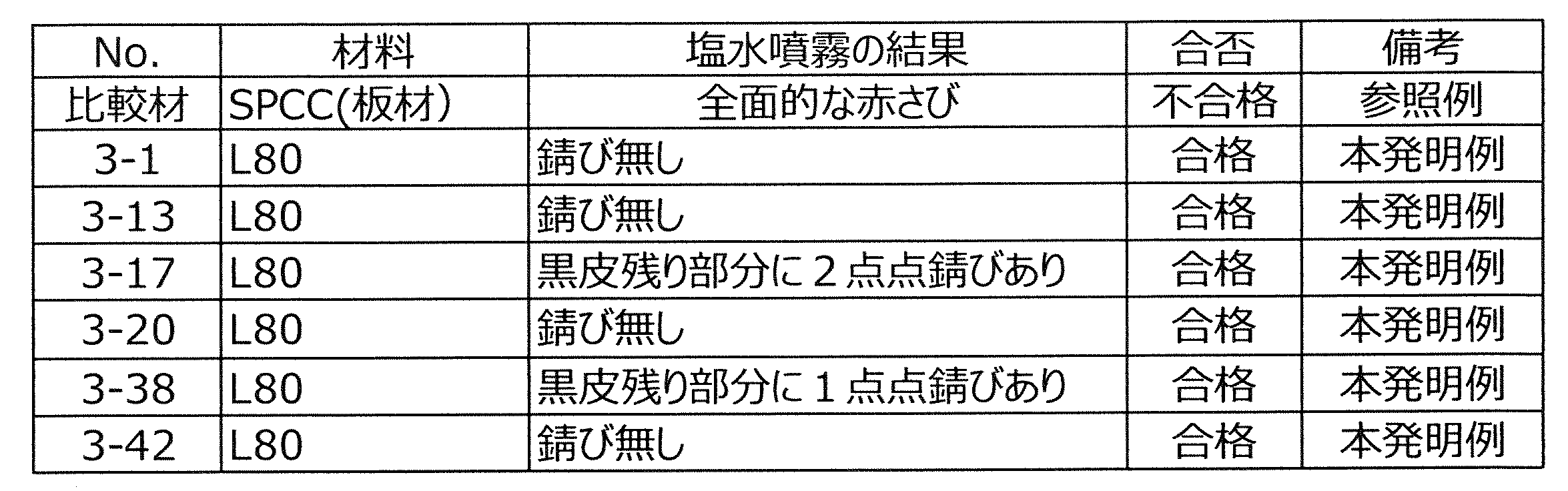
なお塩水噴霧の条件は、JIS K 5600-7-1に即した方法で、5%NaClの中性塩水噴霧条件(35℃、湿度98-99%、噴霧1-2mL/Hr/80cm2、pH6.5-7.2)で実施し、8時間での評価に基づく。
結果は、本願の薬剤を塗布したものはいずれも耐食性に優れることが明らかである。
本開示は、次の構成も取り得る。
(1)金属面に固体潤滑被膜を形成するための薬剤であって、
固体潤滑剤と、バインダー樹脂と、溶剤とを主成分とし、
上記溶剤は、水を主成分とし、その水に対し炭素数3以下の低級アルコールが添加物として添加され、上記添加物の体積は、上記溶剤中の水の体積100に対し0.5以上45以下であり、
上記溶剤の体積の95%以上が、上記水と上記添加物で構成され、
上記固体潤滑剤として、金属石鹸及びアルカリ石鹸成分のうちの少なくとも金属石鹸を含む石鹸成分を有し、上記金属石鹸の成分が、金属石鹸及びアルカリ石鹸成分の全重量和の95%以上であり、
金属石鹸の粒径が、上記固体潤滑被膜の膜厚を超えない条件であり、
上記バインダー樹脂は、水溶性若しくは水分散性のポリマー、及び共重合体からなり、かつ、アクリレート又はメタクリレート構造を有するポリマー、及び共重合体が、上記バインダー樹脂全重量の90%以上含む。
(2)上記添加物として、更に、アンモニア水及び第1アミンの少なくとも一方を含有する。
(3)上記低級アルコールは、メタノール、エタノール、イソプロピルアルコール、ノルマルプロピルアルコール、及び工業用エタノールの中から選択した1又は2以上の低級アルコールからなり、上記低級アルコールの体積は、溶剤中の水の体積100に対し0.5以上である。
(4)上記固体潤滑剤を構成する金属石鹸及びアルカリ石鹸成分は、下記のA群から選択した脂肪酸と下記のB群から選択した金属元素からなる化合物である石鹸を1種類若しくは2種類以上含み、
金属石鹸の重量が、金属石鹸とアルカリ石鹸の合計重量の95%以上である。
A群:ステアリン酸、ベヘン酸、ラウリン酸、12-ヒドロキシステアリン酸、オレイン酸、モンタン酸
B群:Na、K、Mg、Ca、Zn
(5)上記金属石鹸の粒径が、10μm以下である。
(6)上記バインダー樹脂を構成する水溶性若しくは水分散性のポリマーは、下記の(1)~(4)から選択した1以上のモノマーから構成されるポリマーであり、上記共重合体は、下記の(1)~(4)から選択した2以上のモノマーならなる共重合体である。
(1)アクリレート、メタクリレート、及び、これらの個々の誘導体を主体とするモノマー
(2)アクリレート、メタクリレート、これらの個々の誘導体に、アルキルエステル、ビニルエステル、スチレンエステル、カルボン酸エステル、及び、これらの個々の誘導体を含んだモノマーがついたモノマー
(3)上記(1)(2)に対してグラフト化したモノマー
(4)ビニル化合物、ウレタン化合物のうち、いずれか一方又は両方のモノマー
(7)薬剤の引火点が60℃を超えるか、難燃性である。
(8)溶剤の比重1として、溶剤の体積を重量に換算した場合、
上記溶剤の重量は、固体潤滑剤とバインダー樹脂の合計重量の0.7倍以上100倍以下であり、
上記固体潤滑剤の重量は、上記バインダー樹脂の重量の0.1倍以上1.0倍以下である。
(9)薬剤の粘度が1000mPa・sec以下である。
(10)金属面に対し塗布量0.1g/mm2以下で塗布した場合、常温の無風の大気環境で放置乾燥した場合、30分以内に乾燥可能な早期乾燥性を有する。
(11)金属面に対し塗布量0.1g/mm2以下で塗布した場合、常温の大気環境で1m/sec以上の送風による乾燥した場合、5分以内に乾燥可能な早期乾燥性を有する。
(12)本開示の固体潤滑被膜形成用の薬剤の製造方法であって、
低級アルコールに金属石鹸を分散混濁させたあと、溶剤の水へ投入することによって、金属石鹸を調合する。
(13)本開示の固体潤滑被膜形成用の薬剤を、管状部品の表面に塗布する方法であって、
管状部品を軸回転させながら、上記薬剤を塗布する。
(14)固体潤滑被膜を有する潤滑被膜がねじ部に形成された油井管であって、
上記固体潤滑被膜は、バインダー樹脂に固体潤滑剤が分散し、
上記固体潤滑剤として、金属石鹸及びアルカリ石鹸成分のうちの少なくとも金属石鹸を含む石鹸成分を含有し、上記金属石鹸の成分が、金属石鹸及びアルカリ石鹸成分の全重量和の95%以上であり、
金属石鹸の粒径が、上記固体潤滑被膜の膜厚を超えない条件であり、
上記バインダー樹脂は、水溶性若しくは水分散性のポリマー、及び共重合体からなり、かつ、アクリレート又はメタクリレート構造を有するポリマー、及び共重合体が、上記バインダー樹脂全重量の90%以上含む。
(15)上記固体潤滑剤を構成する金属石鹸及びアルカリ石鹸成分は、下記のA群から選択した脂肪酸と下記のB群から選択下金属元素からなる化合物である石鹸を1種類若しくは2種類以上含み、
金属石鹸の重量が、金属石鹸とアルカリ石鹸の合計重量に対し95%以上である。
A群:ステアリン酸、ベヘン酸、ラウリン酸、12-ヒドロキシステアリン酸、オレイン酸、モンタン酸
B群:Na、K、Mg、Ca、Zn
(16)上記金属石鹸の粒径が、10μm以下である。
(17)上記バインダー樹脂を構成する水溶性若しくは水分散性のポリマーは、下記の(1)~(4)から選択した1以上のモノマーから構成されるポリマーであり、上記共重合体は、下記の(1)~(4)から選択した2以上のモノマーならなる共重合体である。
(1)アクリレート、メタクリレート、及び、これらの個々の誘導体を主体とするモノマー
(2)アクリレート、メタクリレート、これらの個々の誘導体に、アルキルエステル、ビニルエステル、スチレンエステル、カルボン酸エステル、及び、これらの個々の誘導体を含んだモノマーがついたモノマー
(3)上記(1)(2)に対してグラフト化したモノマー
(4)ビニル化合物、ウレタン化合物のうち、いずれか一方又は両方のモノマー
(18)上記固体潤滑被膜は、膜厚が1μm以上100μm以下であり、硬度が、鉛筆硬度でH以下の軟質である。
(19)雌ねじを有するボックスと雄ねじを有するピンとを連結した油井管ねじ継手であって、
上記ボックス及び上記ピンのうちの少なくとも一方の油井管が、本開示の上記固体潤滑被膜が形成された油井管からなる。
(20)雌ねじを有するボックスと雄ねじを有するピンとを連結した油井管ねじ継手であって、
上記ボックス及び上記ピンのうちの一方の油井管が、本開示の上記固体潤滑被膜が形成された油井管からなり、
他方の油井管のねじ部には、上記固体潤滑被膜より硬度が高い被膜が形成されている。
1a ねじ部
2 ボックス
2a ねじ部
Claims (20)
- 金属面に固体潤滑被膜を形成するための薬剤であって、
固体潤滑剤と、バインダー樹脂と、溶剤とを主成分とし、
上記溶剤は、水を主成分とし、その水に対し炭素数3以下の低級アルコールが添加物として添加され、上記添加物の体積は、上記溶剤中の水の体積100に対し0.5以上45以下であり、
上記溶剤の体積の95%以上が、上記水と上記添加物で構成され、
上記固体潤滑剤として、金属石鹸及びアルカリ石鹸成分のうちの少なくとも金属石鹸を含む石鹸成分を有し、上記金属石鹸の成分が、金属石鹸及びアルカリ石鹸成分の全重量和の95%以上であり、
金属石鹸の粒径が、上記固体潤滑被膜の膜厚を超えない条件であり、
上記バインダー樹脂は、水溶性若しくは水分散性のポリマー、及び共重合体からなり、かつ、アクリレート又はメタクリレート構造を有するポリマー、及び共重合体が、上記バインダー樹脂の全重量の90%以上含む、
固体潤滑被膜形成用の薬剤。 - 上記添加物として、更に、アンモニア水及び第1アミンの少なくとも一方を含有する、
請求項1に記載した固体潤滑被膜形成用の薬剤。 - 上記低級アルコールは、メタノール、エタノール、イソプロピルアルコール、ノルマルプロピルアルコール、及び工業用エタノールの中から選択した1又は2以上の低級アルコールからなり、上記低級アルコールの体積は、溶剤中の水の体積100に対し0.5以上である、
請求項1又は請求項2に記載した固体潤滑被膜形成用の薬剤。 - 上記固体潤滑剤を構成する金属石鹸及びアルカリ石鹸成分は、下記のA群から選択した脂肪酸と下記のB群から選択した金属元素からなる化合物である石鹸を1種類若しくは2種類以上含み、
金属石鹸の重量が、金属石鹸とアルカリ石鹸の合計重量の95%以上である、
請求項1~請求項3のいずれか1項に記載した固体潤滑被膜形成用の薬剤。
A群:ステアリン酸、ベヘン酸、ラウリン酸、12-ヒドロキシステアリン酸、オレイン酸、モンタン酸
B群:Na、K、Mg、Ca、Zn - 上記金属石鹸の粒径が、10μm以下である、
請求項1~請求項4のいずれか1項に記載した固体潤滑被膜形成用の薬剤。 - 上記バインダー樹脂を構成する水溶性若しくは水分散性のポリマーは、下記の(1)~(4)から選択した1以上のモノマーから構成されるポリマーであり、上記共重合体は、下記の(1)~(4)から選択した2以上のモノマーならなる共重合体である、
請求項1~請求項5のいずれか1項に記載した固体潤滑被膜形成用の薬剤。
(1)アクリレート、メタクリレート、及び、これらの個々の誘導体を主体とするモノマー
(2)アクリレート、メタクリレート、これらの個々の誘導体に、アルキルエステル、ビニルエステル、スチレンエステル、カルボン酸エステル、及び、これらの個々の誘導体を含んだモノマーがついたモノマー
(3)上記(1)(2)に対してグラフト化したモノマー
(4)ビニル化合物、ウレタン化合物のうち、いずれか一方又は両方のモノマー - 薬剤の引火点が60℃を超えるか、難燃性である、
請求項1~請求項6のいずれか1項に記載した固体潤滑被膜形成用の薬剤。 - 溶剤の比重1として、溶剤の体積を重量に換算した場合、
上記溶剤の重量は、固体潤滑剤とバインダー樹脂の合計重量の0.7倍以上100倍以下であり、
上記固体潤滑剤の重量は、上記バインダー樹脂の重量の0.1倍以上1.0倍以下である、
請求項1~請求項7のいずれか1項に記載した固体潤滑被膜形成用の薬剤。 - 薬剤の粘度が1000mPa・sec以下である、請求項1~請求項8のいずれか1項に記載した固体潤滑被膜形成用の薬剤。
- 金属面に対し塗布量0.1g/mm2以下で塗布した場合、常温の無風の大気環境で放置乾燥した場合、30分以内に乾燥可能な早期乾燥性を有する、請求項1~請求項9のいずれか1項に記載した固体潤滑被膜形成用の薬剤。
- 金属面に対し塗布量0.1g/mm2以下で塗布した場合、常温の大気環境で1m/sec以上の送風による乾燥した場合、5分以内に乾燥可能な早期乾燥性を有する、請求項1~請求項10のいずれか1項に記載した固体潤滑被膜形成用の薬剤。
- 請求項1~請求項11のいずれか1項に記載した固体潤滑被膜形成用の薬剤の製造方法であって、
低級アルコールに金属石鹸を分散混濁させたあと、溶剤の水へ投入することによって、金属石鹸を調合する、
薬剤の製造方法。 - 請求項1~請求項11のいずれか1項に記載した固体潤滑被膜形成用の薬剤を、管状部品の表面に塗布する方法であって、
管状部品を軸回転させながら、上記薬剤を塗布する、
薬剤の塗布方法。 - 固体潤滑被膜を有する潤滑被膜がねじ部に形成された油井管であって、
上記固体潤滑被膜は、バインダー樹脂に固体潤滑剤が分散し、
上記固体潤滑剤として、金属石鹸及びアルカリ石鹸成分のうちの少なくとも金属石鹸を含む石鹸成分を含有し、上記金属石鹸の成分が、金属石鹸及びアルカリ石鹸成分の全重量和の95%以上であり、
金属石鹸の粒径が、上記固体潤滑被膜の膜厚を超えない条件であり、
上記バインダー樹脂は、水溶性若しくは水分散性のポリマー、及び共重合体からなり、かつ、アクリレート又はメタクリレート構造を有するポリマー、及び共重合体が、上記バインダー樹脂全重量の90%以上含む、
油井管。 - 上記固体潤滑剤を構成する金属石鹸及びアルカリ石鹸成分は、下記のA群から選択した脂肪酸と下記のB群から選択下金属元素からなる化合物である石鹸を1種類若しくは2種類以上含み、
金属石鹸の重量が、金属石鹸とアルカリ石鹸の合計重量に対し95%以上である、
請求項14に記載した油井管。
A群:ステアリン酸、ベヘン酸、ラウリン酸、12-ヒドロキシステアリン酸、オレイン酸、モンタン酸
B群:Na、K、Mg、Ca、Zn - 上記金属石鹸の粒径が、10μm以下である、
請求項14又は請求項15に記載した油井管。 - 上記バインダー樹脂を構成する水溶性若しくは水分散性のポリマーは、下記の(1)~(4)から選択した1以上のモノマーから構成されるポリマーであり、上記共重合体は、下記の(1)~(4)から選択した2以上のモノマーならなる共重合体である、
請求項14~請求項16のいずれか1項に記載した油井管。
(1)アクリレート、メタクリレート、及び、これらの個々の誘導体を主体とするモノマー
(2)アクリレート、メタクリレート、これらの個々の誘導体に、アルキルエステル、ビニルエステル、スチレンエステル、カルボン酸エステル、及び、これらの個々の誘導体を含んだモノマーがついたモノマー
(3)上記(1)(2)に対してグラフト化したモノマー
(4)ビニル化合物、ウレタン化合物のうち、いずれか一方又は両方のモノマー - 上記固体潤滑被膜は、膜厚が1μm以上100μm以下であり、硬度が、鉛筆硬度でH以下の軟質である、
請求項14~請求項17のいずれか1項に記載した油井管。 - 雌ねじを有するボックスと雄ねじを有するピンとを連結した油井管ねじ継手であって、
上記ボックス及び上記ピンのうちの少なくとも一方の油井管が、請求項14~請求項18のいずれか1項に記載した油井管からなる、
油井管ねじ継手。 - 雌ねじを有するボックスと雄ねじを有するピンとを連結した油井管ねじ継手であって、
上記ボックス及び上記ピンのうちの一方の油井管が、請求項14~請求項18のいずれか1項に記載した油井管からなり、
他方の油井管のねじ部には、上記固体潤滑被膜より硬度が高い被膜が形成されている、
油井管ねじ継手。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP23857244.0A EP4559985A4 (en) | 2022-08-25 | 2023-08-14 | Chemical agent for forming a solid lubricating coating, method for producing a chemical agent, method for applying a chemical agent, oil well pipe and oil well pipe screw joint |
| JP2023570232A JP7788703B2 (ja) | 2022-08-25 | 2023-08-14 | 油井管、及び油井管ねじ継手 |
| US19/105,104 US20260062641A1 (en) | 2022-08-25 | 2023-08-14 | Chemical agent for forming solid lubrication coating film, method for manufacturing chemical agent, method for applying chemical agent, oil country tubular goods, and threaded joint for oil country tubular goods |
| CN202380060454.5A CN119731279A (zh) | 2022-08-25 | 2023-08-14 | 固体润滑被膜形成用试剂、试剂的制造方法、试剂的涂布方法、油井管和油井管螺纹接头 |
| MX2025002221A MX2025002221A (es) | 2022-08-25 | 2025-02-24 | Agente quimico para formar pelicula de recubrimiento lubricante solido, metodo para fabricar el agente quimico, metodo para aplicar el agente quimico, tuberia para uso petrolero y junta roscada para tuberia de uso petrolero |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-134375 | 2022-08-25 | ||
| JP2022134375 | 2022-08-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024043131A1 true WO2024043131A1 (ja) | 2024-02-29 |
Family
ID=90013176
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/029433 Ceased WO2024043131A1 (ja) | 2022-08-25 | 2023-08-14 | 固体潤滑被膜形成用の薬剤、薬剤の製造方法、薬剤の塗布方法、油井管、及び油井管ねじ継手 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20260062641A1 (ja) |
| EP (1) | EP4559985A4 (ja) |
| JP (1) | JP7788703B2 (ja) |
| CN (1) | CN119731279A (ja) |
| AR (1) | AR130265A1 (ja) |
| MX (1) | MX2025002221A (ja) |
| WO (1) | WO2024043131A1 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6284193A (ja) * | 1985-09-11 | 1987-04-17 | Kobe Steel Ltd | 金属の引抜き加工用潤滑剤 |
| JPH08300087A (ja) * | 1995-05-09 | 1996-11-19 | Sumitomo Metal Ind Ltd | 耐型かじり性・脱膜性に優れた潤滑処理方法 |
| JP2002257270A (ja) * | 2001-02-27 | 2002-09-11 | Sumitomo Metal Ind Ltd | 油井管用ネジ継手 |
| JP2004053013A (ja) * | 2002-05-31 | 2004-02-19 | Sumitomo Metal Ind Ltd | 鋼管用ねじ継手 |
| JP2008537062A (ja) * | 2005-03-29 | 2008-09-11 | 住友金属工業株式会社 | 鋼管用ねじ継手 |
| WO2009072486A1 (ja) * | 2007-12-04 | 2009-06-11 | Sumitomo Metal Industries, Ltd. | 管ねじ継手 |
| JP2022134375A (ja) | 2021-03-03 | 2022-09-15 | 京セラドキュメントソリューションズ株式会社 | 記録ヘッド充填液、インクセット及び記録ヘッドの検査方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2003241890A1 (en) * | 2002-05-31 | 2003-12-19 | Sumitomo Metal Industries, Ltd. | Screw joint for steel pipe |
-
2023
- 2023-08-14 EP EP23857244.0A patent/EP4559985A4/en active Pending
- 2023-08-14 CN CN202380060454.5A patent/CN119731279A/zh active Pending
- 2023-08-14 JP JP2023570232A patent/JP7788703B2/ja active Active
- 2023-08-14 WO PCT/JP2023/029433 patent/WO2024043131A1/ja not_active Ceased
- 2023-08-14 US US19/105,104 patent/US20260062641A1/en active Pending
- 2023-08-22 AR ARP230102218A patent/AR130265A1/es unknown
-
2025
- 2025-02-24 MX MX2025002221A patent/MX2025002221A/es unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6284193A (ja) * | 1985-09-11 | 1987-04-17 | Kobe Steel Ltd | 金属の引抜き加工用潤滑剤 |
| JPH08300087A (ja) * | 1995-05-09 | 1996-11-19 | Sumitomo Metal Ind Ltd | 耐型かじり性・脱膜性に優れた潤滑処理方法 |
| JP2002257270A (ja) * | 2001-02-27 | 2002-09-11 | Sumitomo Metal Ind Ltd | 油井管用ネジ継手 |
| JP2004053013A (ja) * | 2002-05-31 | 2004-02-19 | Sumitomo Metal Ind Ltd | 鋼管用ねじ継手 |
| JP2008537062A (ja) * | 2005-03-29 | 2008-09-11 | 住友金属工業株式会社 | 鋼管用ねじ継手 |
| WO2009072486A1 (ja) * | 2007-12-04 | 2009-06-11 | Sumitomo Metal Industries, Ltd. | 管ねじ継手 |
| JP2022134375A (ja) | 2021-03-03 | 2022-09-15 | 京セラドキュメントソリューションズ株式会社 | 記録ヘッド充填液、インクセット及び記録ヘッドの検査方法 |
Non-Patent Citations (2)
| Title |
|---|
| See also references of EP4559985A4 |
| TSURU ET AL., JOURNAL OF THE JAPANESE ASSOCIATION FOR PETROLEUM TECHNOLOGY, vol. 61, no. 6, 1996, pages 527 - 536 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4559985A4 (en) | 2025-10-15 |
| JPWO2024043131A1 (ja) | 2024-02-29 |
| US20260062641A1 (en) | 2026-03-05 |
| EP4559985A1 (en) | 2025-05-28 |
| JP7788703B2 (ja) | 2025-12-19 |
| MX2025002221A (es) | 2025-04-02 |
| AR130265A1 (es) | 2024-11-20 |
| CN119731279A (zh) | 2025-03-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5124887B2 (ja) | 管ねじ継手 | |
| CN100445354C (zh) | 耐擦伤的螺纹管连接的螺纹件 | |
| CN103299118B (zh) | 低温性能改善的管状螺纹接头 | |
| CN104619819B (zh) | 固体覆盖膜形成用组合物以及管状螺纹接头 | |
| CN1656334A (zh) | 钢管用螺纹接头 | |
| JP2012522187A (ja) | 管ねじ継手 | |
| EA023235B1 (ru) | Резьбовое соединение труб, имеющее улучшенные характеристики при высоком крутящем моменте | |
| EA020833B1 (ru) | Устойчивый к образованию задиров резьбовой трубный компонент и способ нанесения покрытия на указанный компонент | |
| JP7241249B1 (ja) | 固体潤滑被膜形成用の薬剤、油井管、油井管ねじ継手、及び油井管の製造方法 | |
| WO2024043131A1 (ja) | 固体潤滑被膜形成用の薬剤、薬剤の製造方法、薬剤の塗布方法、油井管、及び油井管ねじ継手 | |
| JP7498471B1 (ja) | 固体潤滑被膜を形成するためのコーティング用薬剤、そのコーティング用薬剤の製造方法、油井管補修方法、油井管の潤滑改善方法、及び油井管 | |
| JP7656086B2 (ja) | 油井管、及び油井管ねじ継手 | |
| RU2855830C2 (ru) | Покрывающий агент для формирования плёнки твёрдого смазочного покрытия, способ его изготовления, способ ремонта трубных изделий нефтегазопромыслового сортамента, способ улучшения смазывания трубных изделий нефтегазопромыслового сортамента и трубные изделия нефтегазопромыслового сортамента | |
| WO2019074097A1 (ja) | 組成物、及び、その組成物から形成された潤滑被膜層を備えた管用ねじ継手 | |
| RU2859761C2 (ru) | Трубное изделие нефтегазопромыслового сортамента, резьбовое соединение для трубных изделий нефтегазопромыслового сортамента и материал покрытия | |
| JP7474449B2 (ja) | 固体潤滑被膜形成用の薬剤、油井管、及び油井管ねじ継手 | |
| JP7193681B1 (ja) | 薬剤、油井管、及び油井管ねじ継手 | |
| RU2834697C2 (ru) | Средство для формирования плёнки твёрдосмазочного покрытия, нефтегазопромысловые трубы и резьбовое соединение для нефтегазопромысловых труб | |
| JP6130799B2 (ja) | タービン油とタービン組付け油及び該組付け油の製造方法 | |
| WO2022255168A1 (ja) | 固体潤滑被膜形成用の薬剤、油井管、及び油井管ねじ継手 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2023570232 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23857244 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025103266 Country of ref document: RU |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202517013487 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380060454.5 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 2025103266 Country of ref document: RU |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023857244 Country of ref document: EP Ref document number: MX/A/2025/002221 Country of ref document: MX |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112025002781 Country of ref document: BR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: P2025-00566 Country of ref document: AE |
|
| ENP | Entry into the national phase |
Ref document number: 2023857244 Country of ref document: EP Effective date: 20250224 |
|
| WWP | Wipo information: published in national office |
Ref document number: 202517013487 Country of ref document: IN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 11202500875T Country of ref document: SG |
|
| WWP | Wipo information: published in national office |
Ref document number: 11202500875T Country of ref document: SG Ref document number: 202380060454.5 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: MX/A/2025/002221 Country of ref document: MX |
|
| WWP | Wipo information: published in national office |
Ref document number: 2023857244 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 112025002781 Country of ref document: BR Kind code of ref document: A2 Effective date: 20250212 |