WO2024150687A1 - 熱延鋼板 - Google Patents
熱延鋼板 Download PDFInfo
- Publication number
- WO2024150687A1 WO2024150687A1 PCT/JP2023/046998 JP2023046998W WO2024150687A1 WO 2024150687 A1 WO2024150687 A1 WO 2024150687A1 JP 2023046998 W JP2023046998 W JP 2023046998W WO 2024150687 A1 WO2024150687 A1 WO 2024150687A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- grain size
- less
- ferrite grains
- evaluated
- content
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/009—Pearlite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
Definitions
- the present invention relates to a hot-rolled steel sheet.
- the present invention claims priority based on Japanese Patent Application No. 2023-003919, filed in Japan on January 13, 2023, the contents of which are incorporated herein by reference.
- steel sheets for automobiles there has been a significant increase in demand for thin, high-strength steel sheets with excellent formability in order to reduce the weight of car bodies and improve fuel efficiency, due to considerations of the global environment.
- steel sheets for automobiles there is a growing demand for higher strength, especially for the high-strength cold-rolled steel sheets used in body frame parts.
- Patent Document 1 discloses a hot-rolled steel sheet with excellent cold rolling properties, which has a thickness of 3 to 20 mm and a composition, in mass %, (hereinafter the same applies to chemical components) of C: 0.3% or less (excluding 0%), Si: 0.5% or less (excluding 0%), Mn: 0.2 to 1%, P: 0.05% or less (excluding 0%), S: 0.05% or less (excluding 0%), Al: 0.01 to 0.1%, N: 0.008 to 0.025%, the balance being iron and unavoidable impurities, solute N: 0.007% or more, and the C and N contents satisfy the relationship 10C+N ⁇ 3.0, and the structure is pearlite: less than 20% in area ratio to the total structure, the balance being ferrite, and the average crystal grain size of the ferrite is in the range of 3 to 35 ⁇ m.
- the present invention was made in consideration of the above circumstances, and aims to provide a hot-rolled steel sheet with excellent cold rolling properties.
- the inventors conducted detailed studies on the cold rolling properties of hot-rolled steel sheets, looking at the chemical composition, metal structure, and manufacturing conditions. The inventors discovered that by increasing the reduction rate in the early stages of hot rolling and rolling under light pressure in the final stage, the ferrite fraction of the resulting hot-rolled steel sheet increases and the grain size distribution changes, improving the cold rolling properties.
- a hot-rolled steel sheet according to one embodiment of the present invention has, in mass%, C: 0.02% or more and less than 0.20%, Si: 0.010 to 3.000%, Mn: 0.10 to 4.00%, Al: 0.001 to 1.000%, P: 0.0200% or less, S: 0.020% or less, N: 0.020% or less, O: 0.0200% or less, Cr: 0 to 2.000%, B: 0 to 0.010%, Nb: 0 to 0.10%, Mo: 0 to 1.00%, V: 0 to 0.50%, Ti: 0 to 0.4000%, Cu: 0 to 0.500%, W: 0 to 0.100%, Ta: 0 to 0.100%, Ni: 0 to 1.000%, Mg: 0 to 0.050%, C
- the steel sheet has a chemical composition containing a: 0-0.040%, Y: 0-0.050%, Zr: 0-0.050%, La:
- ferrite grains excluding 5% of the total number of the ferrite grains from the maximum grain size side and 5% of the total number of the ferrite grains from the minimum grain size side of the ferrite grains are treated as evaluation ferrite grains, the minimum value of the grain sizes of the evaluation ferrite grains is set as a first grain size, the maximum value of the grain sizes of the evaluation ferrite grains is set as a second grain size, a grain size obtained by adding 1/3 of the difference between the second grain size and the first grain size to the first grain size is set as a third grain size, and the first grain size is set as a third grain size.
- the range between the first grain size and the third grain size is set as the first grain size range
- the range between more than the third grain size and the fourth grain size is set as the second grain size range
- the range between more than the fourth grain size and the second grain size is set as the third grain size range
- the number of the evaluated ferrite crystal grains in the first grain size range is 2.5 to 3.0 times the number of the evaluated ferrite crystal grains in the second grain size range
- the number of the evaluated ferrite crystal grains in the third grain size range is 2.0 to 2.5 times the number of the evaluated ferrite crystal grains in the second grain size range.
- the average grain size of the evaluated ferrite grains in the first grain size range may be 1 ⁇ m to 10 ⁇ m.
- the average grain size of the evaluated ferrite grains in the third grain size range may be more than 35 ⁇ m and not more than 80 ⁇ m.
- the average grain size of the evaluated ferrite grains in the third grain size range may be 40 ⁇ m to 80 ⁇ m.
- a fourth aspect of the present invention may be such that, in the hot-rolled steel sheet according to any one of the first to fourth aspects, the total elongation is 40% or more.
- the above aspect of the present invention makes it possible to provide a hot-rolled steel sheet with excellent cold rolling properties.
- the chemical composition and metal structure of the hot-rolled steel sheet according to one embodiment of the present invention (hereinafter, sometimes simply referred to as the steel sheet according to this embodiment), as well as the rolling conditions in the manufacturing method for producing the steel sheet, are described in detail below.
- C is an essential element for increasing the strength of steel sheets. If the C content is less than 0.02%, sufficient tensile strength cannot be obtained. Therefore, the C content is set to 0.02% or more. The C content is preferably 0.08% or more. On the other hand, if the C content is 0.20% or more, the desired cold rolling properties cannot be obtained, so the C content is made less than 0.20%, and preferably 0.15% or less. If the C content is within the above range, it is possible to ensure tensile properties at a normal level (for example, 540 MPa or more) required for a cold-rolled steel sheet after cold rolling and heat treatment.
- a normal level for example, 540 MPa or more
- Silicon is a solid solution strengthening element and is generally contained in cold rolled steel sheets to increase their strength.
- the silicon content is set to 0.010% or more.
- the Si content is preferably 0.100% or more.
- the Si content is set to 3.000% or less.
- the Si content is preferably 2.000% or less. If the Si content is within the above range, it is possible to ensure the usual level of tensile properties required for a cold-rolled steel sheet after cold rolling and heat treatment.
- Mn has the effect of improving the hardenability of steel, and is an element that is generally contained in order to ensure the strength of cold-rolled steel sheets. If the Mn content is less than 0.10%, the cold rolling by structure control is difficult. If the Mn content is too high, it becomes difficult to obtain the effect of improving the mechanical properties. Therefore, the Mn content is set to 0.10% or more, and preferably 1.00% or more. On the other hand, if the Mn content exceeds 4.00%, the formation of ferrite in the hot-rolled steel sheet is suppressed, and the desired cold rolling properties cannot be obtained. Therefore, the Mn content is set to 4.00% or less. The content is preferably 1.50% or less. If the Mn content is within the above range, it is possible to ensure the usual level of tensile properties required for a cold-rolled steel sheet after cold rolling and heat treatment.
- Al 0.001-1.000%
- Al is an element that has a deoxidizing effect on steel.
- the Al content is set to 0.001% or more, and preferably 0.005% or more.
- Al content is preferably 0.900% or less.
- the Al content means the so-called total Al (T-Al) content.
- P 0.0200% or less
- P is an element contained in steel as an impurity, and segregates at grain boundaries to embrittle the steel and deteriorate the cold rolling properties. Therefore, the P content is set to 0.0200% or less.
- the P content is preferably 0.0150% or less, and more preferably 0.0100% or less. The lower the P content, the better; however, taking into consideration the time and cost required for removing P, the P content may be more than 0.0080%.
- S is an element contained in steel as an impurity and forms sulfide-based inclusions that deteriorate cold rolling properties, so the S content is set to 0.020% or less.
- the S content is preferably 0.015% or less, more preferably 0.010% or less, and further preferably 0.009% or less. The lower the S content, the better. It may be 0%, but removing S is preferable. Taking time and costs into consideration, the content may be set to 0.008% or more.
- N is an element that forms coarse nitrides in the steel sheet and deteriorates the cold rolling properties of the steel sheet. If the N content exceeds 0.020%, the cold rolling properties are significantly deteriorated.
- the N content may be 0.015% or less, 0.010% or less, or 0.005% or less. On the other hand, if the N content is less than 0.001%, the manufacturing cost increases significantly.
- the N content may be 0.001% or more.
- the N content may be 0.002% or more.
- O is an element that forms coarse oxides in steel and deteriorates cold rolling properties. If the O content exceeds 0.0200%, the deterioration tendency becomes significant. For this reason, the O content is set to 0.0200%.
- the O content is set to 0.0200% or less.
- the O content may be set to 0.0150% or less, or may be set to 0.0100% or less.
- the O content is preferably small. However, it is economically undesirable to set the O content to less than 0.0001% since it excessively increases the cost. For this reason, the O content is set to 0.0001% or more.
- the O content may be 0.0010% or more.
- the steel plate according to this embodiment may contain the above elements, with the remainder being Fe and impurities.
- impurities are elements that are mixed in due to various factors in the manufacturing process and raw materials such as ores and scraps when industrially manufacturing steel, and their presence is permitted to the extent that they do not impair the properties of the steel plate according to this embodiment.
- Impurities also include elements that are not intentionally added to the steel plate according to this embodiment.
- the steel plate according to this embodiment may further contain one or more elements (optional elements) from the following: Cr, B, Nb, Mo, V, Ti, Cu, W, Ta, Ni, Mg, Ca, Y, Zr, La, Co, Sn, Sb, and As. These elements do not necessarily have to be contained, so the lower limit is 0%.
- Cr is an element that is generally used to effectively increase the hardenability and strength of cold-rolled steel sheets. Therefore, Cr may be contained in the steel. In order to obtain the above effect, Cr is The Cr content is preferably 0.001% or more. On the other hand, if the Cr content exceeds 2.000%, Cr segregates in the center of the steel sheet to form coarse Cr carbides, which deteriorates cold rolling properties. Therefore, the Cr content is set to 2.000% or less, and more preferably, the Cr content is set to 1.000% or less.
- B suppresses the formation of ferrite and pearlite during the cooling process from austenite, promotes the formation of low-temperature transformation structures such as bainite and martensite, and is an element beneficial for increasing the strength of cold-rolled steel sheets.
- B may be contained.
- the B content is preferably 0.001% or more.
- it may cause the formation of coarse B oxides and borides in the steel. However, these may become the origin of voids during cold rolling, and the cold rolling properties of the steel sheet may deteriorate. For this reason, the B content is set to 0.010% or less.
- the more preferable B content is 0.010% or less. It is less than .009%.
- Nb is an element effective in controlling the morphology of carbides, and its addition refines the structure, so it is also an element effective in improving the toughness of steel plate. Therefore, Nb may be contained in steel. In order to obtain this effect due to Nb, the Nb content is preferably 0.01% or more. On the other hand, if excessively added, a large number of coarse Nb carbides are precipitated, which may cause voids during cold rolling. The Nb content is set to 0.10% or less.
- Mo is an element effective in strengthening cold-rolled steel sheets. Therefore, Mo may be contained in steel. In order to increase the strength of cold-rolled steel sheets by Mo, the Mo content should be 0.01% or more. On the other hand, excessive addition of Mo increases the cost and may cause the formation of coarse Mo carbides, which may deteriorate the cold rolling properties of the steel sheet. For this reason, the Mo content is set to 1.00% or less. The Mo content is more preferably 0.90% or less.
- V is an element effective in controlling the morphology of carbides, and is also effective in improving the toughness of steel plates because it refines the structure when V is added. Therefore, V may be contained in steel. In order to obtain the effect of V, the V content is preferably 0.01% or more. On the other hand, if V is added in excess, a large number of fine V carbides are precipitated, which increases the strength of the steel sheet and significantly reduces the ductility. As a result, the cold rolling property may be deteriorated. Therefore, the V content is set to 0.50% or less, and more preferably, the V content is set to 0.40% or less.
- Ti is an important element for controlling the morphology of carbides, and is contained in the steel sheet of the present invention because a large amount of Ti promotes an increase in the strength of ferrite in the cold-rolled steel sheet.
- the Ti content is 0.0001% or more, the effect of improving the strength of ferrite can be obtained.
- excessive addition of Ti causes the formation of coarse Ti oxides or Ti carbo-nitrides in the steel. This may cause a decrease in the cold rolling properties of the steel sheet. Therefore, the Ti content is set to 0.4000% or less, and more preferably, the Ti content is set to 0.3000% or less.
- Cu is an element that contributes to improving the strength of the cold rolled steel sheet, and is contained in the steel sheet of the present invention. Therefore, Cu may be contained in the steel.
- the Cu content is It is preferable that the Cu content is 0.001% or more.
- the Cu content is set to 0.500% or less, and preferably 0.300% or less.
- W is a carbide-forming element and is an effective element for increasing the strength of cold-rolled steel sheets, and is contained in the steel sheets of the present invention. Therefore, W may be contained in the steel.
- the W content is preferably 0.001% or more, and more preferably 0.005% or more.
- W content is set to 0.100% or less.
- the W content is set to 0.050% or less. It is more preferable that:
- Ta is an element effective for controlling the morphology of carbides and improving the strength of cold-rolled steel sheets, and is contained in the steel sheet of the present invention. Therefore, Ta may be contained in the steel. In order to obtain the above effect, On the other hand, if the Ta content is too high, a large number of fine Ta carbides are precipitated, which leads to a decrease in the ductility of the steel sheet and deteriorates the cold rolling properties of the steel sheet. Therefore, the Ta content is set to 0.100% or less. The Ta content is more preferably 0.090% or less, and further preferably 0.080% or less.
- Ni is an element effective in improving the strength of cold rolled steel sheet, and is contained in the steel sheet of the present invention. Therefore, Ni may be contained in the steel.
- the Ni content is The Ni content is preferably 0.001% or more.
- the Ni content is more preferably 0.100% or more.
- the Ni content is set to 1.000% or less, and preferably 0.500% or less.
- Mg is an element that controls the morphology of sulfides and oxides and contributes to improving the bendability of the steel sheet, and is contained in the steel sheet of the present invention. Therefore, Mg may be contained in the steel.
- the Mg content is preferably 0.001% or more. However, if the Mg content is too high, there is a risk of causing a decrease in cold rolling ability due to the formation of coarse inclusions. For this reason, the Mg content is set to 0.050% or less, and preferably to 0.030% or less.
- Ca is an element that can control the morphology of sulfides with a small amount of Ca. Therefore, Ca may be contained in the steel. In order to obtain the above effect, the Ca content should be 0.001% or more. However, if the Ca content is too high, coarse Ca oxides may be generated, and the Ca oxides may become the starting points for crack generation during cold rolling, resulting in deterioration of cold rolling properties. For this reason, the Ca content is set to 0.040% or less, and preferably 0.020% or less.
- Y is an element that effectively controls the morphology of sulfides even when the content is small. Therefore, Y may be contained in the steel sheet.
- the Y content is It is preferable that the Y content is 0.001% or more. However, if the Y content is too high, coarse Y oxides are generated, which may deteriorate the cold rolling property and the fracture resistance.
- the Y content is preferably 0.050% or less, and more preferably 0.020% or less.
- Zr 0 to 0.050%
- Zr is an element that can control the morphology of sulfides with a small amount. Therefore, Zr may be contained in the steel.
- the Zr content is preferably 0.001% or more.
- the Zr content is set to 0.050% or less. is preferably 0.020% or less.
- La is an element that effectively controls the morphology of sulfides even when the content is small. Therefore, La may be contained in the steel sheet.
- the La content is It is preferable that the La content is 0.001% or more. However, if the La content is too high, coarse La oxides are generated, which may deteriorate the cold rolling property and the fracture resistance. For this reason, it is preferable to use a La-containing steel.
- the La content is set to 0.050% or less.
- the La content is preferably set to 0.020% or less.
- Co is an element effective in improving the strength of cold-rolled steel sheets. Therefore, Co may be contained in the steel. To obtain the above effect, the Co content is set to 0.001% or more. However, if the Co content is too high, the cold rolling property may be deteriorated. Therefore, the Co content is set to 0.500% or less. The Co content is set to 0.200% or less. It is preferable that:
- Sn is an element that may be contained in a steel sheet when scrap is used as a raw material for the steel sheet.
- Sn may cause a decrease in the cold rolling property of the steel sheet due to embrittlement of ferrite. For this reason, The lower the Sn content, the better.
- the Sn content is set to 0.050% or less.
- the Sn content is preferably set to 0.020% or less. However, it is not recommended to reduce the Sn content to less than 0.001%. However, this would result in an excessive increase in refining costs, so the Sn content may be set to 0.001% or more.
- Sb is an element that can be contained in steel sheets when scrap is used as the raw material for the steel sheets. Sb strongly segregates at grain boundaries, embrittling the grain boundaries, reducing ductility, and further increasing the cooling time. This may result in a decrease in hot rolling property. Therefore, the smaller the Sb content, the better.
- the Sb content is set to 0.050% or less.
- the Sb content is preferably set to 0.020% or less. . Reducing the Sb content to less than 0.001% leads to an excessive increase in refining costs, so the Sb content may be set to 0.001% or more.
- As is an element that can be contained in steel sheets when scrap is used as the raw material for the steel sheets. As strongly segregates at grain boundaries and may cause a decrease in cold rolling properties. Therefore, the smaller the As content, the better.
- the As content is set to 0.050% or less, and preferably 0.020% or less. Reducing the As content to less than 0.001% Since this would result in an excessive increase in refining costs, the As content may be set to 0.001% or more.
- the chemical composition of the steel sheet according to this embodiment can be determined by the following method.
- the chemical composition of the steel sheet described above may be measured by a general chemical composition. For example, it may be measured using ICP-AES (Inductively Coupled Plasma-Atomic Emission Spectrometry).
- C and S may be measured using a combustion-infrared absorption method
- N may be measured using an inert gas fusion-thermal conductivity method
- O may be measured using an inert gas fusion-non-dispersive infrared absorption method.
- the steel plate according to this embodiment has a metal structure at a depth position of 1/4 of the plate thickness (a position 1/4 of the plate thickness from the surface along the plate thickness direction) that is composed of 30% or more of ferrite by area, 10% or more of pearlite by area, and a remaining structure between 0% and 60% by area.
- Ferrite is a relatively soft phase in a steel sheet, and improves the ductility of the steel sheet and improves the cold rolling property. Therefore, at a depth position of 1/4 of the sheet thickness, ferrite is 30 area % or more. Ferrite is preferably 35 area % or more.
- the upper limit of ferrite is not particularly limited, but in the steel sheet of the present invention, it is, for example, 90 area % or less.
- Pearlite is a structure that contains a large amount of cementite, and consumes C (carbon) in the steel, which contributes to increasing strength, and softens the steel. Therefore, at a depth position of 1/4 of the plate thickness, pearlite is 10 area % or more. More preferably, pearlite is 15 area % or more.
- the upper limit of pearlite is not particularly limited, and is, for example, 70 area % or less.
- the remaining structure is 0 area % or more and 60 area % or less.
- the remaining structure refers to the remaining structure obtained by excluding pearlite and ferrite from the metal structure.
- the remaining structure includes at least one of bainite, martensite, and retained austenite.
- the remaining structure is preferably a structure mainly composed of at least one of bainite and martensite.
- "a structure mainly composed of at least one of bainite and martensite” means that the total area of bainite and martensite is 60 area % or more with respect to the total area of the remaining structure. More preferably, the total area of bainite and martensite is 80 area % or more with respect to the total area of the remaining structure.
- the upper limit of the total area of bainite, martensite, and retained austenite with respect to the total area of the remaining structure may be 100 area %. Since bainite is softer than martensite, in the steel plate according to the present embodiment, which places more importance on ductility than strength, it is preferable to control so that bainite is formed instead of martensite.
- martensite refers to fresh martensite and tempered martensite, but in the steel plate according to the present embodiment, which places more importance on ductility than strength, it is preferable to control so that tempered martensite is formed instead of fresh martensite.
- bainite is 10 area% or more, preferably 15 area% or more. Martensite is, for example, 10 area% or less, preferably 5 area% or less.
- Retained austenite is, for example, 5 area% or less.
- Identification of each metal structure and calculation of its area and area ratio can be performed by EBSD (Electron Back Scattering Diffraction), X-ray measurement, corrosion using Nital reagent or Lepera solution, and by observing the steel plate cross section parallel to the rolling direction and perpendicular to the plate surface at a magnification of 1,000 to 50,000 times using a scanning electron microscope.
- EBSD Electro Back Scattering Diffraction
- X-ray measurement corrosion using Nital reagent or Lepera solution
- the area and area ratio of ferrite can be measured by the following method. That is, the observation surface is finished by colloidal silica polishing or electrolytic polishing, and measurements are made at intervals (pitch) of 0.2 ⁇ m in a square region (square with a side length of 1/8 to 3/8 along the plate thickness direction) centered at 1/4 of the plate thickness from the surface of the steel plate and ranging from 1/8 to 3/8 of the plate thickness) using an EBSD attached to a scanning electron microscope.
- the sample preparation conditions are within the range of conditions recommended in the Japan Society for Materials Science standard "Crystal orientation misorientation measurement standard for material evaluation using the electron backscatter diffraction (EBSD) method".
- the value of the local misorientation average (Grain Average Misorientation: GAM) is calculated from the measurement data. Then, the area and area ratio are measured for areas where the local misorientation average value is less than 0.5° as ferrite.
- the boundary with a crystal orientation misorientation of 15° or more is determined to be a grain boundary, and the area surrounded by this grain boundary is considered to be a crystal grain.
- the local misorientation average is calculated by calculating the misorientation between adjacent measurement points and averaging it for all measurement points within the grain.
- the area and area ratio of bainite are measured by taking a sample from a cross section of the steel plate parallel to the rolling direction, polishing the observed surface, etching the surface with nital solution, and observing a square region of 1/8 to 3/8 of the plate thickness centered at 1/4 of the plate thickness with a field emission scanning electron microscope (FE-SEM), and calculating the area ratio using known image analysis software.
- the area ratio can be calculated using, for example, "ImageJ” as the image analysis software.
- “ImageJ” is an open source, public domain image processing software that is widely used by those skilled in the art.
- the structure in the above-mentioned square observation region is classified as follows.
- Bainite is a collection of lath-shaped crystal grains, and the lath structure is a region that does not contain iron-based carbides with a major axis of 20 nm or more, or, if the lath structure contains iron-based carbides with a major axis of 20 nm or more, the carbides belong to a single variant, that is, a group of iron-based carbides elongated in the same direction.
- the group of iron-based carbides elongated in the same direction refers to iron-based carbides whose elongation directions differ by within 5°.
- the area ratio of martensite is measured by taking a sample from a cross section of the steel plate parallel to the rolling direction, polishing the observation surface, etching it with nital solution, and observing a square region of 1/8 to 3/8 of the plate thickness centered at 1/4 of the plate thickness with a field emission scanning electron microscope (FE-SEM), and calculating the area ratio using known image analysis software.
- the area ratio can be calculated using, for example, "ImageJ” as the image analysis software.
- “ImageJ” is an open source, public domain image processing software that is widely used by those skilled in the art. Martensite has a high dislocation density and has substructures such as blocks and packets within the grains, so it can be distinguished from other metal structures by electron channeling contrast images taken with a scanning electron microscope.
- the area and area ratio of retained austenite are measured using the following method. That is, the observation surface is finished by colloidal silica polishing or electrolytic polishing, and a square region of 1/8 to 3/8 thickness centered at 1/4 of the plate thickness from the surface of the steel plate is measured with an EBSD attached to a scanning electron microscope at intervals of 0.2 ⁇ m (lattice arrangement) in both the plate thickness direction and the rolling direction in order to identify the crystal orientation and crystal system by analyzing the pseudo-Kikuchi pattern obtained.
- sample preparation conditions are within the range of conditions recommended in the Japan Society for Materials Science standard "Crystal Orientation Difference Measurement Standard for Material Evaluation by Electron Backscatter Diffraction (EBSD) Method.”
- EBSD Electron Backscatter Diffraction
- the pearlite area ratio can be measured by taking a sample from a cross section of the steel plate parallel to the rolling direction, polishing the observation surface, corroding it with Nital reagent, and observing a square region in the range of 1/8 to 3/8 thickness, centered at 1/4 of the plate thickness from the surface of the steel plate, using a secondary electron image taken with a scanning electron microscope.
- the region in the secondary electron image where the bright and dark contrasts are lamellar is considered to be pearlite, and the area ratio is calculated using the image analysis software "ImageJ" mentioned above.
- the determination of pearlite based on the contrast of secondary electron images is generally performed by those skilled in the art, and can be easily determined by those skilled in the art. If the total area ratio of each structure obtained by the above evaluation method is different from 100%, the area ratio of each structure is multiplied by 100/(total area ratio of each structure) to obtain the value.
- the distribution state of the ferrite crystal grains in the sheet thickness direction is set within a predetermined range in order to ensure cold rolling properties. Specifically, fine ferrite crystal grains are relatively increased, and coarse ferrite crystal grains are relatively increased.
- the reason why cold rolling properties can be ensured by setting the distribution state of the ferrite crystal grains in the sheet thickness direction within a predetermined range is not clear, but the inventor speculates as follows.
- the mixture of fine and coarse grains causes a distribution of strain applied to each crystal grain. When the distribution is present, it is presumed that strain can be released from grains with high strain to grains with low strain during rolling (strain dispersion), and greater cold rolling properties can be ensured than in the case of a normal distribution.
- the ferrite crystal grains excluding 5% of the smallest grain size side and 5% of the largest grain size side of all ferrite crystal grains are used as the ferrite crystal grains for evaluation, and the distribution state of the grain size is evaluated.
- the ferrite grains measured at a depth position of 1/4 of the plate thickness by the electron backscatter diffraction (EBSD) method described above ferrite grains excluding 5% of the total number of ferrite grains from the maximum grain size side and 5% of the total number of ferrite grains from the minimum grain size side of the ferrite grains are regarded as the evaluated ferrite grains.
- the minimum value of the grain size of the evaluated ferrite grains is set as the first grain size
- the maximum value of the grain size of the evaluated ferrite grains is set as the second grain size
- the grain size obtained by adding 1/3 of the difference between the second grain size and the first grain size to the first grain size is set as the third grain size
- the grain size obtained by adding 2/3 of the difference between the second grain size and the first grain size to the first grain size is regarded as the fourth grain size.
- the range of the first particle size or more and the third particle size or less is set as the first particle size range
- the range of the third particle size or more and the fourth particle size or less is set as the second particle size range
- the range of the fourth particle size or more and the second particle size or less is set as the third particle size range.
- the number of evaluated ferrite grains in the first grain size range of the steel plate according to this embodiment is 2.5 to 3.0 times the number of evaluated ferrite grains in the second grain size range.
- the number of evaluated ferrite grains in the third grain size range of the steel plate according to this embodiment is 2.0 to 2.5 times the number of evaluated ferrite grains in the second grain size range.
- the evaluated ferrite grains in each grain size range have a clear distribution, which makes the strain distribution remarkable and improves the cold rolling property of the steel plate.
- the number of evaluated ferrite grains in the first grain size range of the steel plate according to this embodiment is preferably 2.6 to 3.0 times the number of evaluated ferrite grains in the second grain size range.
- the number of evaluated ferrite grains in the third grain size range is preferably 2.2 to 2.5 times the number of evaluated ferrite grains in the second grain size range.
- the number of evaluated ferrite grains in the first grain size range is preferably 1.1 to 1.4 times the number of evaluated ferrite grains in the third grain size range. More preferably, the number of evaluated ferrite grains in the first grain size range of the steel plate according to this embodiment is 1.2 to 1.4 times the number of evaluated ferrite grains in the third grain size range. The number of evaluated ferrite grains in the first grain size range of the steel plate according to this embodiment is 1.1 to 1.4 times the number of evaluated ferrite grains in the third grain size range, thereby further improving the cold rolling properties of the steel plate.
- the average grain size of the evaluated ferrite grains in the first grain size range is preferably 1 ⁇ m to 10 ⁇ m. More preferably, the average grain size of the evaluated ferrite grains in the first grain size range is 1 ⁇ m to 6 ⁇ m.
- the average grain size of the evaluated ferrite grains in the first grain size range be 1 ⁇ m to 10 ⁇ m, the fine grains can accumulate a lot of strain, and the strain can be efficiently distributed toward the larger grains, thereby further improving the cold rolling properties of the steel sheet.
- the average grain size of the evaluated ferrite grains in the second grain size range is preferably more than 10 ⁇ m and not more than 35 ⁇ m.
- the more preferable average grain size of the evaluated ferrite grains in the second grain size range is 15 ⁇ m to 35 ⁇ m, and more preferably 20 ⁇ m to 30 ⁇ m.
- the average grain size of the evaluated ferrite grains in the second grain size range be more than 10 ⁇ m and not more than 35 ⁇ m, the cold rolling properties of the steel sheet can be further improved.
- the average grain size of the evaluated ferrite grains in the third grain size range is preferably more than 35 ⁇ m and not more than 80 ⁇ m.
- a more preferable average grain size of the evaluated ferrite grains in the third grain size range is 40 ⁇ m to 80 ⁇ m, and more preferably 60 ⁇ m to 80 ⁇ m.
- Ferrite can be identified and the grain size calculated by observing the steel plate cross section parallel to the rolling direction and perpendicular to the plate surface at a magnification of 1,000 to 50,000 times using EBSD (Electron Back Scattering Diffraction) and a scanning electron microscope.
- EBSD Electro Back Scattering Diffraction
- the present invention uses software such as "OIM DataCollectionTM (ver. 7)" manufactured by TSL Solutions Co., Ltd. as software for acquiring crystal orientation data.
- the observation surface is finished by colloidal silica polishing or electrolytic polishing, and measurements are taken at intervals (pitch) of 0.2 ⁇ m in a square region (square with sides of 1/8 to 3/8 of the thickness along the plate thickness direction) centered at 1/4 of the plate thickness from the surface of the steel plate, at 0.2 ⁇ m intervals (pitch).
- the sample preparation conditions are within the range recommended in the Japan Society for Materials Science standard "Crystal orientation misorientation measurement standard for material evaluation using electron backscatter diffraction (EBSD) method".
- the local misorientation average (Grain Average Misorientation: GAM) value is calculated from the measurement data. Areas where the local misorientation average value is less than 0.5° are considered to be ferrite crystal grains.
- boundaries where the crystal orientation misorientation is 15° or more are considered to be grain boundaries, and the areas surrounded by these grain boundaries are considered to be crystal grains.
- the average local orientation difference is calculated by calculating the orientation difference between adjacent measurement points and averaging it for all measurement points within the crystal grain.
- the crystal grain size is measured for the obtained ferrite crystal grain.
- the crystal grain size is the circle equivalent diameter.
- the circle equivalent diameter of a crystal grain means the diameter of a circle having an area equal to the area of the crystal grain.
- Total elongation is 40% or more
- the total elongation of the steel sheet according to the present embodiment is preferably 40% or more, and more preferably 50% or more.
- Total elongation can be determined by taking a JIS No. 5 tensile test piece from the steel plate in the direction perpendicular to the rolling direction and plate thickness direction, and conducting a tensile test in accordance with JIS Z 2241:2011.
- the thickness of the steel plate according to the present embodiment is not limited and may be, for example, 1.5 mm to 5.0 mm.
- the steel sheet according to this embodiment can be manufactured by a manufacturing method including the following steps (I) to (IV).
- a cooling step in which cooling is started within 0.2 to 2.0 seconds after the end of the finish rolling step, and the temperature is cooled to a temperature range of 550°C to 650°C at an average cooling rate of 30°C/s or more.
- a winding step in which the coiling temperature is set to a temperature range of 550°C to 650°C after the cooling step. Each step will be described below. Each temperature below refers to the surface temperature of the slab or steel plate.
- Heating process it is preferable to heat a slab having the same chemical composition as the steel plate according to the present embodiment described above to 1100°C or more and less than 1350°C. If the heating temperature is less than 1100°C, the homogenization of the material is likely to be insufficient. In addition, if the heating temperature is 1350°C or more, it becomes difficult for the number of evaluated ferrite grains in the first grain size range, the number of evaluated ferrite grains in the second grain size range, and the number of evaluated ferrite grains in the third grain size range to satisfy the predetermined relationship.
- the slab after the heating step is subjected to rough rolling as necessary, and then passed through multiple rolling stands in succession for rolling.
- ⁇ unit: kgf/ mm2
- ⁇ exp(0.753+3000/T) ⁇ 0.21 ⁇ ' 0.13 ...(1)
- T is the temperature (K) immediately before entering the stand
- ⁇ is the equivalent plastic strain
- ⁇ ' is the strain rate (/s).
- ⁇ determined by the above formula (1), to 50 or more in each of the first four rolling stands, it is possible to increase the amount of strain accumulated in the steel sheet during and immediately after processing, and to appropriately refine the crystal grains formed by recrystallization during and after processing.
- ⁇ determined by the above formula (1)
- finish rolling start temperature it is preferable to set the finish rolling start temperature to 1000°C or higher. This makes it easier to accumulate appropriate strain in each of the first four rolling stands. If the finish rolling start temperature is 1000°C or higher, it makes it easier to accumulate appropriate strain in the austenite grains during and immediately after processing in each of the first four rolling stands.
- the interpass time between each rolling stand in the finishing rolling process is preferably 10.0 seconds or less. This makes it easier to accumulate appropriate strain in the austenite grains during and immediately after processing. There is no need to set a lower limit, and it is possible to achieve this by making the time as short as possible, but considering a practical equipment configuration, the lower limit is approximately 0.1 seconds. Furthermore, by setting the interpass time between each rolling stand in the finishing rolling process to between 0.2 seconds and 3.0 seconds, it becomes easier to accumulate appropriate strain.
- the temperature at the exit of the final rolling stand in the finishing rolling process be 850°C or higher and 1000°C or lower.
- the cumulative reduction rate in the finish rolling process is set to 60% or more. By setting the cumulative reduction rate to 60% or more, it becomes easier to accumulate appropriate strain in the austenite grains during and immediately after processing.
- cooling process In the cooling step, it is preferable to start cooling between 0.2 and 2.0 seconds after the end of the finish rolling step.
- the growth of austenite grains can be stopped by cooling at 30° C./second or more between 0.2 and 2.0 seconds.
- the average cooling rate is preferably 30° C./second or more.
- the upper limit of the average cooling rate is not particularly limited, but is, for example, 180° C./second or less.
- the number of evaluated ferrite grains in the first grain size range is 2.5 to 3.0 times the number of evaluated ferrite grains in the second grain size range
- the number of evaluated ferrite grains in the third grain size range is likely to be 2.0 to 2.5 times the number of evaluated ferrite grains in the second grain size range.
- the average cooling rate can be calculated by dividing the difference between the temperature at the start of cooling and the temperature at the end of cooling by the time from the start of cooling to the end of cooling.
- cooling process it is preferable to cool to a temperature range of 550°C to 650°C (cooling stop temperature range).
- a temperature range of 550°C to 650°C By cooling to a temperature range of 550°C to 650°C, the formation of martensite, bainite, etc. can be suppressed, and the formation of pearlite and ferrite can be promoted.
- Winding process In the coiling process, after the cooling process, the coiling temperature is in the temperature range of 550° C. to 650° C. By coiling in the temperature range of 550° C. to 650° C., the formation of martensite, bainite, etc. can be suppressed and the formation of pearlite and ferrite can be promoted.
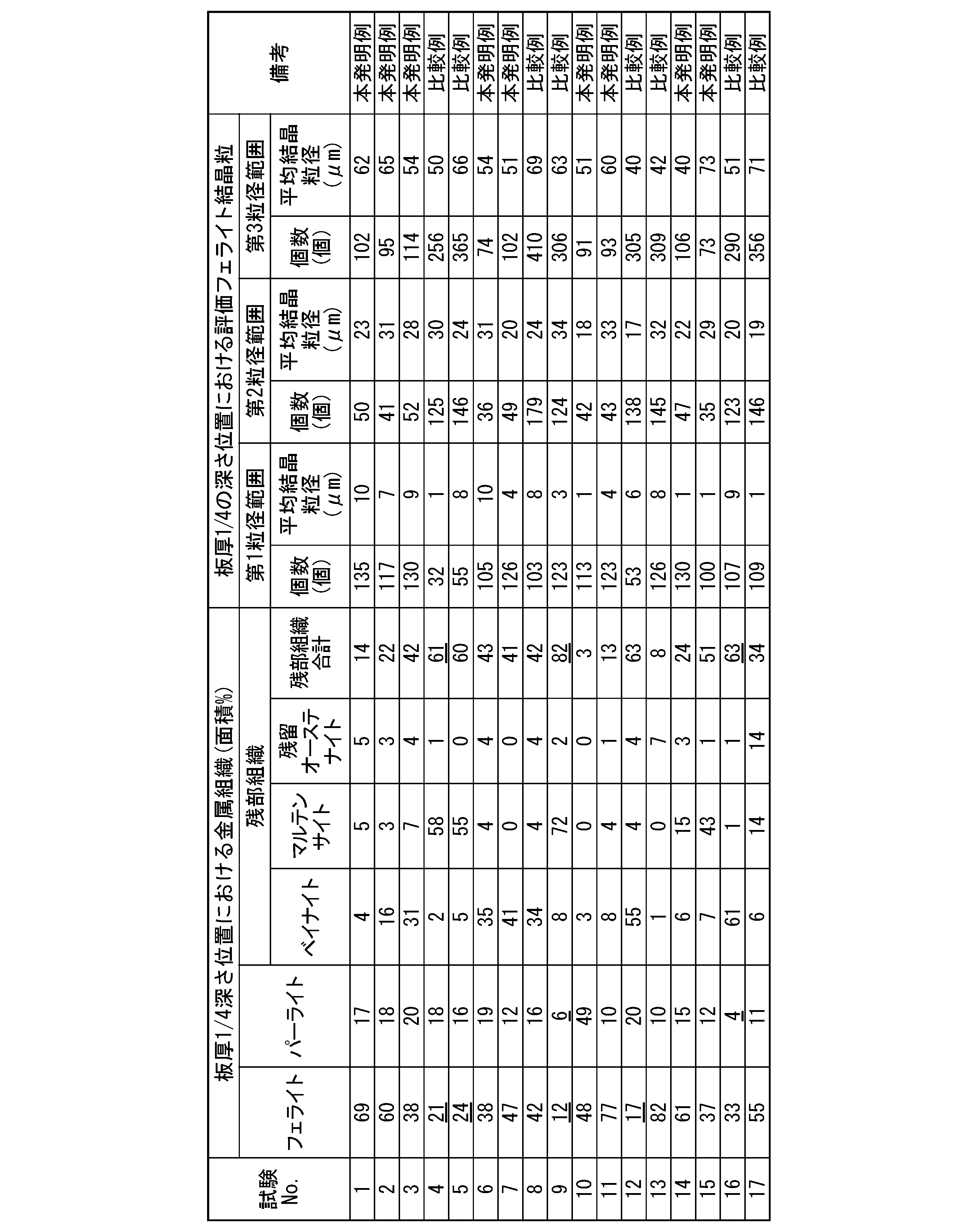
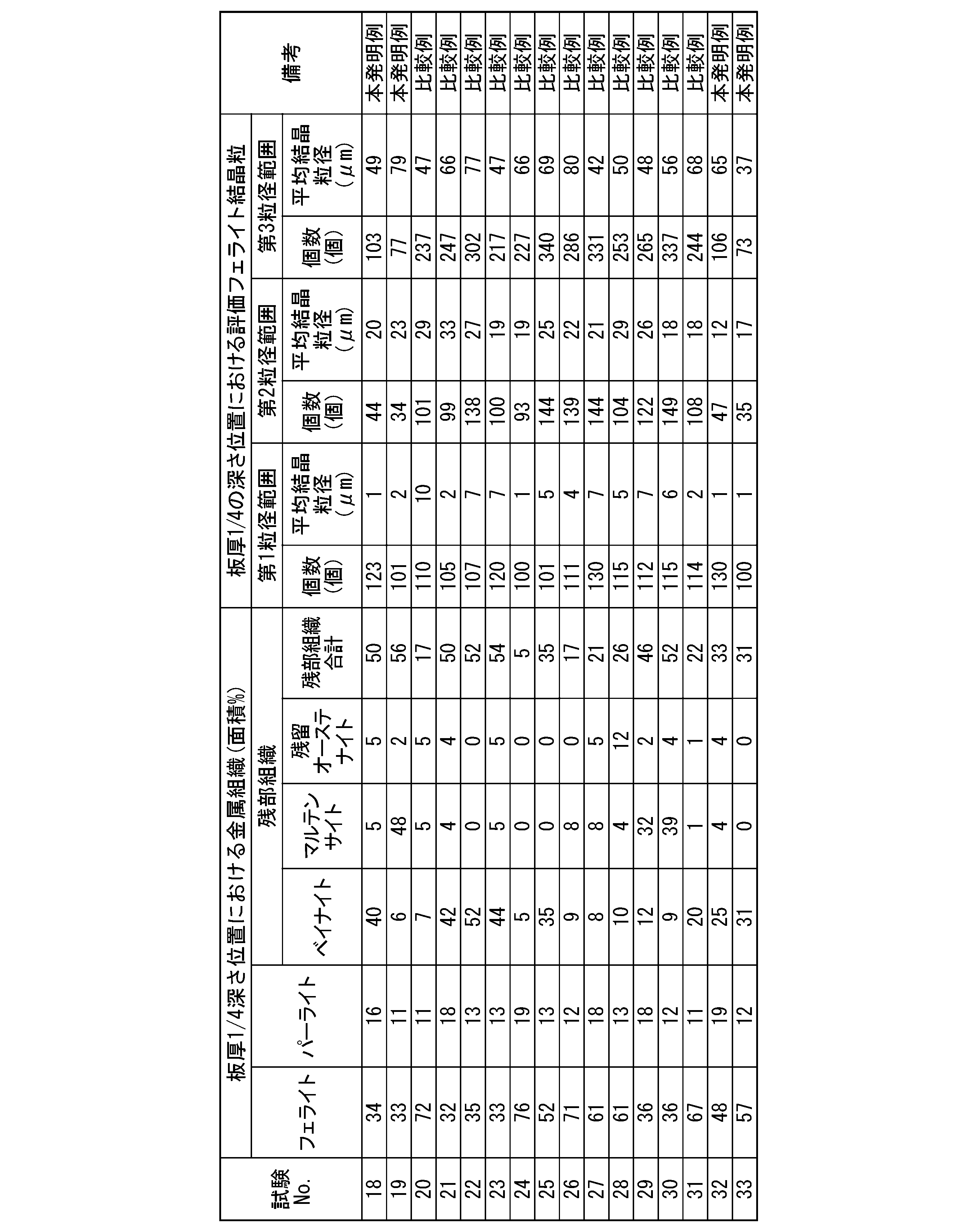
- Test pieces for SEM observation were taken from the obtained hot-rolled steel plate as described above, and the plate thickness cross section parallel to the rolling direction was polished. The metal structure was then observed at a depth position of 1/4 of the plate thickness using the method described above, and the area ratios of ferrite, pearlite, bainite, martensite, and retained austenite at a depth position of 1/4 of the plate thickness were obtained. The results obtained are shown in Table 5. Similarly, the grain size of ferrite grains was measured using the method described above, and the number N1 and average grain size of ferrite grains evaluated in the first grain size range, the number N2 and average grain size of ferrite grains evaluated in the second grain size range, and the number N3 and average grain size of ferrite grains evaluated in the third grain size range were evaluated.
- Table 5 shows the ratio (N1/N2) of the number N1 of ferrite grains evaluated in the first grain size range to the number N2 of ferrite grains evaluated in the second grain size range, the ratio (N3/N2) of the number N3 of ferrite grains evaluated in the third grain size range to the number N2 of ferrite grains evaluated in the second grain size range, and the ratio (N1/N3) of the number N1 of ferrite grains evaluated in the first grain size range to the number N2 of ferrite grains evaluated in the third grain size range.
- the total elongation was determined by taking JIS No. 5 tensile test pieces from the hot-rolled steel sheet in a direction perpendicular to the rolling direction and conducting tensile tests in accordance with JIS Z 2241:2011. The results are shown in Table 6.
- the hot-rolled steel sheet disclosed herein has excellent cold rolling properties and is therefore highly applicable in industry.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
本発明は、2023年1月13日に、日本国で出願された特願2023-003919号に基づき優先権を主張し、その内容をここに援用する。
<1>本発明の一態様に係る熱延鋼板は、質量%で、C:0.02%以上0.20%未満、Si:0.010~3.000%、Mn:0.10~4.00%、Al:0.001~1.000%、P:0.0200%以下、S:0.020%以下、N:0.020%以下、O:0.0200%以下、Cr:0~2.000%、B:0~0.010%、Nb:0~0.10%、Mo:0~1.00%、V:0~0.50%、Ti:0~0.4000%、Cu:0~0.500%、W:0~0.100%、Ta:0~0.100%、Ni:0~1.000%、Mg:0~0.050%、Ca:0~0.040%、Y:0~0.050%、Zr:0~0.050%、La:0~0.050%、Co:0~0.500%、Sn:0~0.050%、Sb:0~0.050%、及び、As:0~0.050%を含有し、残部がFeおよび不純物からなる化学組成を有し、板厚1/4の深さ位置において、金属組織が、30面積%以上のフェライトと、10面積%以上のパーライトと、0面積%以上60面積%以下の残部組織とからなり、前記残部組織がベイナイト、マルテンサイト、残留オーステナイトのうち少なくとも1種以上を含み、電子後方散乱回折法で測定されるフェライト結晶粒のうち、最大結晶粒径側から、前記フェライト結晶粒の全個数に対して5%の前記フェライト結晶粒と、前記フェライト結晶粒の最小結晶粒径側から前記フェライト結晶粒の全個数に対して5%の前記フェライト結晶粒とを除いたフェライト結晶粒を評価フェライト結晶粒として扱い、前記評価フェライト結晶粒の結晶粒径の最小値を第1粒径に設定し、前記評価フェライト結晶粒の結晶粒径の最大値を第2粒径に設定し、前記第1粒径に、前記第2粒径と前記第1粒径との差の1/3を加えた結晶粒径を第3粒径に設定し、前記第1粒径に、前記第2粒径と前記第1粒径との差の2/3を加えた結晶粒径を第4粒径に設定し、前記第1粒径以上、前記第3粒径以下の範囲を第1粒径範囲に設定し、前記第3粒径超、前記第4粒径以下の範囲を第2粒径範囲に設定し、前記第4粒径超、前記第2粒径以下の範囲を第3粒径範囲に設定したとき、前記第1粒径範囲にある前記評価フェライト結晶粒の数は、前記第2粒径範囲にある前記評価フェライト結晶粒の数の2.5倍以上3.0倍以下であり、前記第3粒径範囲にある前記評価フェライト結晶粒の数は、前記第2粒径範囲にある前記評価フェライト結晶粒の数の2.0倍以上2.5倍以下である。
<2>本発明の態様2は、態様1の熱延鋼板において、前記第1粒径範囲にある前記評価フェライト結晶粒の平均結晶粒径が1μm~10μmであってもよい。
<3>本発明の態様3は、態様1または態様2の熱延鋼板において、前記第3粒径範囲にある前記評価フェライト結晶粒の平均結晶粒径が35μm超80μm以下であってもよい。
<4>本発明の態様4は、態様1または態様2の熱延鋼板において、前記第3粒径範囲にある前記評価フェライト結晶粒の平均結晶粒径が40μm~80μmであってもよい。
<5>本発明の態様4は、態様1~4のいずれか1つの熱延鋼板において、全伸びが40%以上であってもよい。
まず、本実施形態に係る鋼板の化学組成について説明する。化学組成における各元素の含有量を示す「%」とは、断りがない限り、すべて質量%を意味する。本明細書中において、「~」を用いて表される数値範囲は、「~」の前後に記載される数値を下限値及び上限値として含む範囲を意味する。
Cは、鋼板の高強度化のために必須の元素である。C含有量が0.02%未満では十分な引張強さを得ることができない。そのため、C含有量を0.02%以上とする。C含有量は、好ましくは0.08%以上である。
一方、C含有量が0.20%以上では所望の冷間圧延性を得ることができない。そのため、C含有量は0.20%未満とする。好ましくは0.15%以下である。
なお、C含有量が上記の範囲内であれば、冷間圧延および熱処理後の冷延鋼板として必要とされる通常レベル(例えば540MPa以上)の引張特性の確保が可能である。
Siは固溶強化元素であり、冷延鋼板の高強度化のため一般的に含有させる元素である。組織制御による冷間圧延性向上効果を得るため、Si含有量を0.010%以上とする。Si含有量は好ましくは0.100%以上である。
一方、Siを過剰に含有させると鋼板の脆化を招いて、組織制御を適用したとしても冷間圧延性を十分に確保することが困難となる。そのため、Si含有量を3.000%以下とする。Si含有量は、好ましくは2.000%以下である。
なお、Si含有量が上記の範囲内であれば、冷間圧延および熱処理後の冷延鋼板として必要とされる通常レベルの引張特性の確保が可能である。
Mnは、鋼の焼入性を向上させる作用を有し、冷延鋼板の強度を確保するため一般的に含有させる元素である。Mn含有量が0.10%未満では組織制御による冷間圧延性向上の効果を得ることが困難となる。したがって、Mn含有量は0.10%以上とする。Mn含有量は、好ましくは1.00%以上である。
一方、Mn含有量が4.00%超では、熱延鋼板におけるフェライトの生成が抑制され、所望の冷間圧延性が得られない。したがって、Mn含有量は4.00%以下とする。Mn含有量は、好ましくは1.50%以下である。
なお、Mn含有量が上記の範囲内であれば、冷間圧延および熱処理後の冷延鋼板として必要とされる通常レベルの引張特性の確保が可能である。
Alは、鋼の脱酸作用を有する元素である。上記効果を得るため、Al含有量を0.001%以上とする。Al含有量は、好ましくは0.005%以上である。
一方、Alを過剰に含有させても上記効果が飽和してコスト上昇を招くばかりか、鋼の変態温度が上昇して、熱間圧延時の負荷が増大する。そのため、Al含有量は1.000%以下とする。Al含有量は、好ましくは0.900%以下である。Al含有量は、いわゆるtotal Al(T-Al)の含有量を意味する。
Pは、不純物として鋼中に含有される元素であり、粒界に偏析して鋼を脆化させるとともに冷間圧延性を劣化させる元素である。このため、P含有量は0.0200%以下とする。P含有量は、好ましくは0.0150%以下であり、より好ましくは0.0100%以下である。
P含有量は少ないほど好ましいが、Pの除去時間、コストも考慮して0.0080%超としてもよい。
Sは、不純物として鋼中に含有される元素であり、硫化物系介在物を形成して冷間圧延性を劣化させる元素である。このため、S含有量は0.020%以下とする。S含有量は、好ましくは0.015%以下、より好ましくは0.010%以下、さらに好ましくは0.009%以下である。S含有量は少ないほど好ましく、0%でもよいが、Sの除去時間、コストも考慮して0.008%以上としてもよい。
Nは、鋼板中で粗大な窒化物を形成し、鋼板の冷間圧延性を劣化させる元素である。N含有量が0.020%超では、冷間圧延性が著しく劣化するので、N含有量を0.020%以下とする。N含有量は0.015%以下、0.010%以下又は0.005%以下であってもよい。
一方、N含有量を0.001%未満とする場合、製造コストが大幅に増加する。N含有量を0.001%以上としてもよい。N含有量を0.002%以上としてもよい。
Oは、鋼中に粗大な酸化物を形成して冷間圧延性を劣化させる元素である。O含有量が0.0200%超では、劣化の傾向が顕著となる。このためO含有量を0.0200%以下とする。O含有量は0.0150%以下であってもよく、0.0100%以下であってもよい。
O含有量は少ない方が好ましい。しかしながら、O含有量を0.0001%未満とすることは、過度にコストが高くなるため経済的に好ましくない。このため、O含有量を0.0001%以上としてもよい。O含有量を0.0010%以上としてもよい。
Crは、焼入れ性を高めて冷延鋼板の高強度化に有効で一般的に活用される元素である。したがって、Crを鋼に含有させてもよい。上記の効果を得るためには、Cr含有量は0.001%以上であることが好ましい。一方、Cr含有量が2.000%を超えると、Crが鋼板の中心部に偏析して粗大なCr炭化物が形成され、冷間圧延性を低下させる場合がある。このため、Cr含有量は2.000%以下とする。より好ましいCr含有量は、1.000%以下である。
Bは、オーステナイトからの冷却過程においてフェライト及びパーライトの生成を抑え、ベイナイト又はマルテンサイト等の低温変態組織の生成を促し、冷延鋼板の高強度化に有益な元素である。したがって、鋼中にBを含有させてもよい。Bによる上記効果を得るためには、B含有量が0.001%以上であることが好ましい。一方、鋼中に粗大なB酸化物やホウ化物の生成を招き、それが冷間圧延時のボイドの発生起点となり、鋼板の冷間圧延性が劣化する場合がある。このため、B含有量は0.010%以下とする。より好ましいB含有量は、0.009%以下である。
Nbは、炭化物の形態制御に有効な元素であり、その添加により組織を微細化するため、鋼板の靭性の向上にも効果的な元素である。したがって、鋼中にNbを含有させてもよい。Nbによる当該効果を得るためには、Nb含有量を0.01%以上とすることが好ましい。一方、過剰に添加すると粗大なNb炭化物が多数析出し、それが冷間圧延時のボイドの発生起点となり、鋼板の冷間圧延性が劣化する場合がある。このため、Nb含有量は0.10%以下とする。
Moは、冷延鋼板の強化に有効な元素である。したがって、Moを鋼に含有させてもよい。Moによって冷延鋼板を高強度化するためには、Mo含有量は0.01%以上であることが好ましい。一方、過剰に添加するとコストが上昇するとともに粗大なMo炭化物が形成されて鋼板の冷間圧延性が低下する場合がある。このため、Mo含有量は1.00%以下とする。より好ましいMo含有量は0.90%以下である。
Vは、炭化物の形態制御に有効な元素であり、その添加組織を微細化するため鋼板の靭性の向上にも効果的な元素である。したがって、鋼中にVを含有させてもよい。Vによる当該効果を得るためには、V含有量は0.01%以上であることが好ましい。一方、過剰に添加すると、微細なV炭化物が多数析出し、鋼板の強度が上昇するとともに延性が顕著に劣化し、冷間圧延性が低下する場合がある。このため、V含有量は0.50%以下とする。より好ましいV含有量は、0.40%以下である。
Tiは、炭化物の形態制御に重要な元素であり、多量の含有により冷延鋼板におけるフェライトの強度増加を促すため本発明鋼板に含有される元素である。したがって、鋼中にTiを含有させてもよい。しかし、Ti含有量が0.0001%以上であれば、フェライトの強度向上の効果が得られる。一方、過剰な添加は、粗大なTi酸化物又はTi炭窒化物が鋼中に存在して鋼板の冷間圧延性を低下させる場合がある。このため、Ti含有量は0.4000%以下とする。より好ましいTi含有量は、0.3000%以下である。
Cuは、冷延鋼板の強度の向上に寄与する元素であり、本発明鋼板に含有される。したがって、鋼中にCuを含有させてもよい。上記効果を得るためには、Cu含有量が0.001%以上であることが好ましい。ただし、Cu含有量が多すぎると、赤熱脆性を招き、熱間圧延での生産性を低下させるおそれがある。さらに、Cu含有量が多すぎると、粗大な介在物の形成による冷間圧延性の低下を引き起こすおそれがある。このため、Cu含有量は0.500%以下とする。Cu含有量は、0.300%以下であることが好ましい。
Wは炭化物形成元素であり、冷延鋼板の高強度化に有効な元素であり、本発明鋼板に含有される。したがって、鋼中にWを含有させてもよい。上記の効果を得るためには、W含有量は0.001%以上であることが好ましい。W含有量は、0.005%以上であることがより好ましい。
一方、Wを過剰に含有させても効果が飽和し、コストが上昇する。したがって、Wを含有させる場合、W含有量を0.100%以下とする。W含有量は、0.050%以下であることがより好ましい。
Taは、冷延鋼板における炭化物の形態制御と強度の向上に有効な元素であり、本発明鋼板に含有される。したがって、鋼中にTaを含有させてもよい。上記効果を得るためには、Ta含有量が0.001%以上であることが好ましい。一方、Ta含有量が多すぎると、微細なTa炭化物が多数析出し、鋼板の延性の低下を招き、鋼板の冷間圧延性を低下させるおそれがある。このため、Ta含有量は0.100%以下とする。
Ta含有量は、0.090%以下であることがより好ましい。Ta含有量は、0.080%以下であることがさらに好ましい。
Niは、冷延鋼板の強度の向上に有効な元素であり、本発明鋼板に含有される。したがって、鋼中にNiを含有させてもよい。上記効果を得るためには、Ni含有量が0.001%以上であることが好ましい。Ni含有量は、0.100%以上であることがより好ましい。一方、Ni含有量が多すぎると、鋼板の延性が低下して、冷間圧延性の低下を招くおそれがある。このため、Ni含有量は1.000%以下とする。Ni含有量は、0.500%以下であることが好ましい。
Mgは、硫化物や酸化物の形態を制御し、鋼板の曲げ性の向上に寄与する元素であり、本発明鋼板に含有される。したがって、鋼中にMgを含有させてもよい。上記効果を得るためには、Mg含有量が0.001%以上であることが好ましい。しかし、Mg含有量が多すぎると、粗大な介在物の形成による冷間圧延性の低下を引き起こすおそれがある。このため、Mg含有量は、0.050%以下とする。Mg含有量は、0.030%以下であることが好ましい。
Caは、微量で硫化物の形態を制御できる元素である。したがって、鋼中にCaを含有させてもよい。上記効果を得るためには、Ca含有量は0.001%以上であることが好ましい。しかし、Ca含有量が多すぎると、粗大なCa酸化物が生成される場合があり、当該Ca酸化物は、冷間圧延時に割れ発生の起点となり、その結果、冷間圧延性が劣化するおそれがある。このため、Ca含有量は、0.040%以下とする。Ca含有量は、0.020%以下であることが好ましい。
Yは、含有量が微量であっても、硫化物の形態制御に有効に作用する元素である。したがって、Yを鋼板に含有させてもよい。上記効果を得るためには、Y含有量は0.001%以上であることが好ましい。しかし、Y含有量が多すぎると、粗大なY酸化物が生成され、冷間圧延性や耐破断特性が低下するおそれがある。このため、Y含有量は、0.050%以下とする。より好ましいY含有量は、0.020%以下である。
Zrは、微量で硫化物の形態を制御できる元素である。したがって、鋼中にZrを含有させてもよい。上記効果を得るために、Zr含有量は0.001%以上であることが好ましい。しかし、Zr含有量が多すぎると、粗大なZr酸化物が生成され、冷間圧延性が低下するおそれがある。このため、Zr含有量は、0.050%以下とする。Zr含有量は、0.020%以下であることが好ましい。
Laは、含有量が微量であっても、硫化物の形態制御に有効に作用する元素である。したがって、Laを鋼板に含有させてもよい。上記効果を得るためには、La含有量は0.001%以上であることが好ましい。しかし、La含有量が多すぎると、粗大なLa酸化物が生成され、冷間圧延性や耐破断特性が低下するおそれがある。このため、La含有量は、0.050%以下とする。La含有量は、0.020%以下であることが好ましい。
Coは、冷延鋼板の強度の向上に有効な元素である。したがって、Coを鋼中に含有させてもよい。上記効果を得るためには、Co含有量は0.001%以上であることが好ましい。しかし、Co含有量が多すぎると、冷間圧延性が低下するおそれがある。このため、Co含有量は、0.500%以下とする。Co含有量は、0.200%以下であることが好ましい。
Snは、鋼板の原料としてスクラップを用いた場合に、鋼板に含有され得る元素である。また、Snは、フェライトの脆化による鋼板の冷間圧延性の低下を引き起こす虞がある。このため、Sn含有量は少ないほど好ましい。Sn含有量は、0.050%以下とする。Sn含有量は、0.020%以下であることが好ましい。しかし、Sn含有量を0.001%未満へ低減することは、精錬コストの過度な増加を招くため、Sn含有量を0.001%以上としてもよい。
Sbは、Snと同様に、鋼板の原料としてスクラップを用いた場合に鋼板に含有され得る元素である。Sbは、粒界に強く偏析し、粒界の脆化、延性の低下、さらには冷間圧延性の低下を招くおそれがある。このため、Sb含有量は少ないほど好ましい。Sb含有量は、0.050%以下とする。Sb含有量は、0.020%以下であることが好ましい。
Sb含有量を0.001%未満へ低減することは、精錬コストの過度な増加を招くため、Sb含有量を0.001%以上としてもよい。
Asは、Sn、Sbと同様に、鋼板の原料としてスクラップを用いた場合に鋼板に含有され得る元素である。Asは、粒界に強く偏析し、冷間圧延性の低下を招くおそれがある。このため、As含有量は少ないほど好ましい。As含有量は、0.050%以下とし、0.020%以下であることが好ましい。As含有量を0.001%未満へ低減することは、精錬コストの過度な増加を招くため、As含有量を0.001%以上としてもよい。
上述した鋼板の化学組成は、一般的な化学組成によって測定すればよい。例えば、ICP-AES(Inductively Coupled Plasma-Atomic Emission Spectrometry)を用いて測定すればよい。また、CおよびSは燃焼-赤外線吸収法を用い、Nは不活性ガス融解-熱伝導度法を用い、Oは不活性ガス融解-非分散型赤外線吸収法を用いて測定すればよい。
次に、本実施形態に係る鋼板の板厚1/4の深さ位置(板厚方向に沿って、表面から板厚の1/4の位置)の金属組織について説明する。
本実施形態に係る鋼板の金属組織の説明において、組織分率は面積率で表す。従って、特に断りがなければ金属組織の説明における「%」は「面積%」を表す。
フェライトは、鋼板においては相対的に軟質な相であり、鋼板の延性を改善し冷間圧延性を向上させる。そのため、板厚1/4の深さ位置において、フェライトは30面積%以上である。フェライトは、35面積%以上であることが好ましい。フェライトの上限値は特に限定されないが、本発明のような鋼板においては、例えば、90面積%以下である。
パーライトは、組織内に多量のセメンタイトを有する組織であり強度の上昇に寄与する鋼中のC(炭素)を消費し、軟質化する。そのため、板厚1/4の深さ位置において、パーライトは10面積%以上である。より好ましくはパーライトは15面積%以上である。
パーライトの上限値は特に限定されず、例えば、70面積%以下である。
残部組織は、0面積%以上60面積%以下である。残部組織は、金属組織からパーライトおよびフェライトを除いた残りの組織をいう。残部組織は、ベイナイト、マルテンサイト、残留オーステナイトのうち少なくとも1種以上を含む。残部組織は、ベイナイトおよびマルテンサイトのうち少なくとも一方を主体とする組織であることが好ましい。ここで、「ベイナイトおよびマルテンサイトのうち少なくとも一方を主体とする組織」とは、残部組織の全面積に対して、ベイナイトおよびマルテンサイトの合計が60面積%以上であることをいう。より好ましくは、残部組織の全面積に対してベイナイト及びマルテンサイトの合計が80面積%以上である。残部組織の全面積に対してベイナイト、マルテンサイト、残留オーステナイトの合計の上限は100面積%であってもよい。
ベイナイトは、マルテンサイトに対して軟質であるので強度よりも延性を重視する本実施形態に係る鋼板においてはマルテンサイトに代えてベイナイトが形成されるよう制御することが好ましい。ここで、マルテンサイトは、フレッシュマルテンサイトおよび焼戻しマルテンサイトを指すが、強度よりも延性を重視する本実施形態に係る鋼板においてはフレッシュマルテンサイトに代えて焼戻しマルテンサイトが形成されるように制御することが好ましい。例えば、ベイナイトは、10面積%以上とする。好ましくは15面積%以上である。マルテンサイトは、例えば、10面積%以下とする。好ましくは5面積%以下である。残留オーステナイトは、例えば、5面積%以下とする。
なお、FE-SEMでの観察においては、例えば、上記正方形とした観察領域における組織を以下のように区別する。ベイナイトは、ラス状の結晶粒の集合であり、そのラス組織の内部に長径20nm以上の鉄系炭化物を含まない領域、又は、ラス組織内部に長径20nm以上の鉄系炭化物を含む場合は、その炭化物が、単一のバリアント、即ち、同一方向に伸張した鉄系炭化物群に属する領域である。ここで、同一方向に伸長した鉄系炭化物群とは、鉄系炭化物群の伸長方向の差異が5°以内であるものをいう。
本実施形態の鋼板は、冷間圧延性を確保するために、フェライト結晶粒の板厚方向の分布状態を所定の範囲内とする。具体的には、微細なフェライト結晶粒を相対的に増大させるとともに、粗大なフェライト結晶粒を相対的に増大させる。フェライト結晶粒の板厚方向の分布状態を所定の範囲内とすることで冷間圧延性を確保することができる理由は明らかではないが、発明者は以下のように推測している。微細粒と粗大粒が混在することにより、各結晶粒に加わるひずみに分布が生じる。分布を持つ場合、圧延中においてひずみが高い粒からひずみが低い粒へひずみを逃がすこと(ひずみ分散)ができ、通常の分布を持つ場合よりも大きな冷間圧延性が確保できると推測される。なお、フェライト結晶粒の粒径の分布状態をより精緻に評価するために、全フェライト結晶粒のうち、最小結晶粒径側の5%および最大結晶粒径側の5%を除外したフェライト結晶粒を評価用のフェライト結晶粒として、粒径の分布状態を評価することとする。
具体的には、前述する電子後方散乱回折(EBSD)法で板厚1/4の深さ位置で測定されるフェライト結晶粒において、最大結晶粒径側から、フェライト結晶粒の全個数に対して5%のフェライト結晶粒と、フェライト結晶粒の最小結晶粒径側からフェライト結晶粒の全個数に対して5%のフェライト結晶粒と、を除いたフェライト結晶粒を評価フェライト結晶粒とする。この際、最大結晶粒径側または最小粒径側からn個の個数が全個数の5%未満であり、n+1個の個数が全個数の5%超となる場合は、n+1個の結晶粒を除くものとする。ここで、評価フェライト結晶粒の結晶粒径の最小値を第1粒径に設定し、評価フェライト結晶粒の結晶粒径の最大値を第2粒径に設定し、第1粒径に、前記第2粒径と前記第1粒径との差の1/3を加えた結晶粒径を第3粒径に設定し、第1粒径に、前記第2粒径と前記第1粒径との差の2/3を加えた結晶粒径を第4粒径とする。また、第1粒径以上、前記第3粒径以下の範囲を第1粒径範囲に設定し、第3粒径超、前記第4粒径以下の範囲を第2粒径範囲に設定し、第4粒径超、前記第2粒径以下の範囲を第3粒径範囲とする。
より好ましくは、本実施形態に係る鋼板の第1粒径範囲にある評価フェライト結晶粒の数は、第3粒径範囲にある評価フェライト結晶粒の数の1.2倍以上1.4倍以下である。
本実施形態に係る鋼板の第1粒径範囲にある評価フェライト結晶粒の数は、第3粒径範囲にある評価フェライト結晶粒の数の1.1倍以上1.4倍以下であることで、鋼板の冷間圧延性をより向上させることができる。
本実施形態に係る鋼板の全伸びは、冷間圧延性の観点から、40%以上であることが好ましい。より好ましくは、全伸びは50%以上である。
本実施形態に係る鋼板の板厚は限定されない。本実施形態に係る鋼板の板厚は、例えば、1.5mm~5.0mmであってもよい。
本実施形態に係る鋼板は、以下の工程(I)~(IV)を含む製造方法によって製造可能である。
(I)上述した化学組成を有するスラブを1100℃以上、1350℃未満に加熱する加熱工程
(II)加熱工程後のスラブを、複数の圧延スタンドに連続して通過させて圧延を行う仕上げ圧延工程であって、最初の4つの各圧延スタンドにおいて下記式(1)によって定めるσが50≦σ≦80を満足し、かつ、最後のスタンドにおいて、3≦σ≦10を満足するように圧延する仕上げ圧延工程
(III)仕上げ圧延工程終了後0.2秒から2.0秒以内に冷却を開始して、30℃/s以上の平均冷却速度で550℃~650℃の温度域まで冷却する冷却工程(IV)冷却工程後、巻取り温度が550℃~650℃の温度域となるように巻取る巻取り工程
以下、各工程について説明する。以降の各温度は、スラブまたは鋼板の表面温度とする。
加熱工程では、上述した本実施形態に係る鋼板と同様の化学組成を有するスラブを1100℃以上、1350℃未満に加熱することが好ましい。加熱温度が1100℃未満では、材料の均質化が不十分となりやすい。また、加熱温度を1350℃以上にすると、第1粒径範囲の評価フェライト結晶粒の数、第2粒径範囲の評価フェライト結晶粒の数、および第3粒径範囲の評価フェライト結晶粒の数が所定の関係を満足しにくくなる。
仕上げ圧延工程では、加熱工程後のスラブを必要に応じて粗圧延を実施した後、複数の圧延スタンドに連続して通過させて圧延を行う。本実施形態に係る鋼板の製造方法では、加熱工程後のスラブを、最初の4つの各圧延スタンドにおいて下記式(1)によって定めるσ(単位:kgf/mm2)が50≦σ≦80を満足し、かつ、最後の圧延スタンドにおいて、3≦σ≦10を満足するように圧延することが好ましい。
σ=exp(0.753+3000/T)×ε0.21×ε’0.13・・・(1)
ここで、Tは前記スタンドに入る直前の温度(K)であり、εは相当塑性ひずみであり、ε’はひずみ速度(/s)である。
冷却工程では、仕上げ圧延工程終了後0.2秒から2.0秒の間に冷却を開始することが好ましい。0.2秒から2.0秒の間に30℃/秒以上で冷却することでオーステナイト結晶粒の成長を止めることができる。平均冷却速度は、30℃/秒以上であることが好ましい。平均冷却速度の上限は特に限定されないが例えば、180℃/秒以下である。これによって、オーステナイト→フェライト変態後に第1粒径範囲の評価フェライト結晶の粒の数が第2粒径範囲の評価フェライト結晶粒の数の2.5倍以上3.0倍以下となり、かつ、第3粒径範囲の評価フェライト結晶粒の数が第2粒径範囲の評価フェライト結晶粒の数の2.0倍以上、2.5倍以下となりやすくなる。平均冷却速度は、冷却開始の温度と冷却終了の温度との差を冷却開始から冷却終了までの時間で除することで求めることができる。
巻取り工程では、冷却工程後、巻取り温度が550℃~650℃の温度域となるように巻取る。550℃~650℃の温度域で巻取りすることで、マルテンサイト、ベイナイトなどの形成を抑制し、パーライト、フェライトの形成を促進することができる。
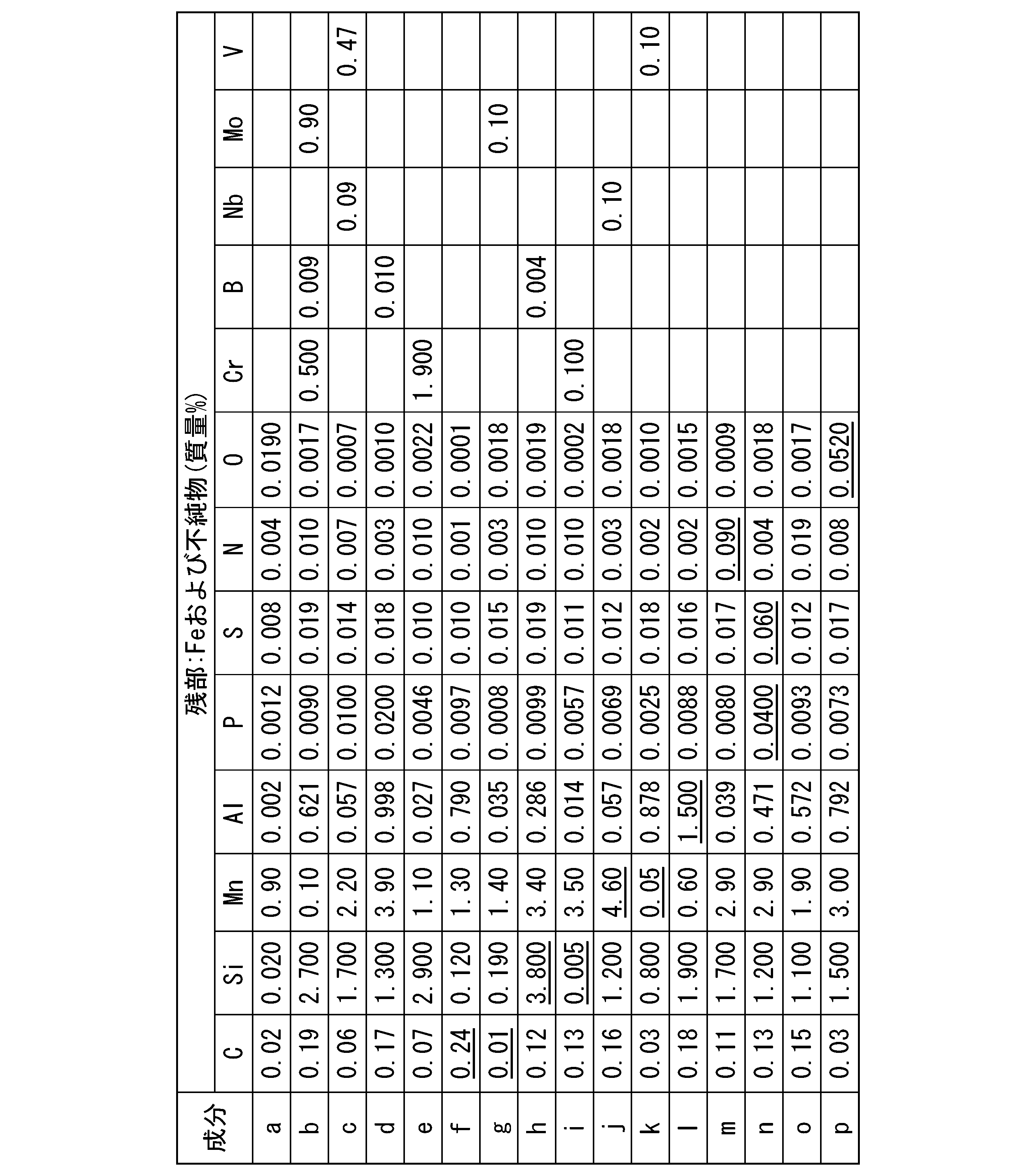
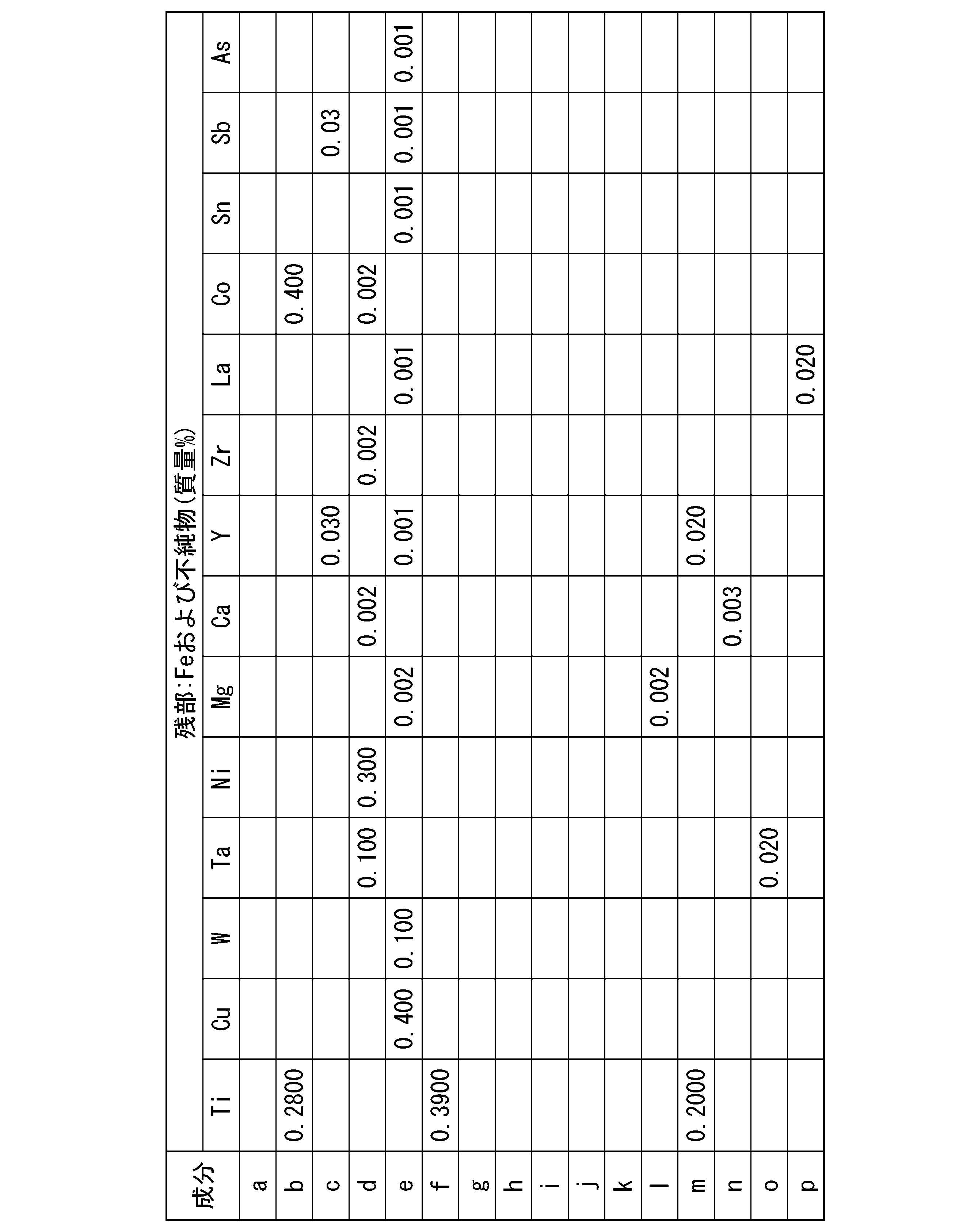
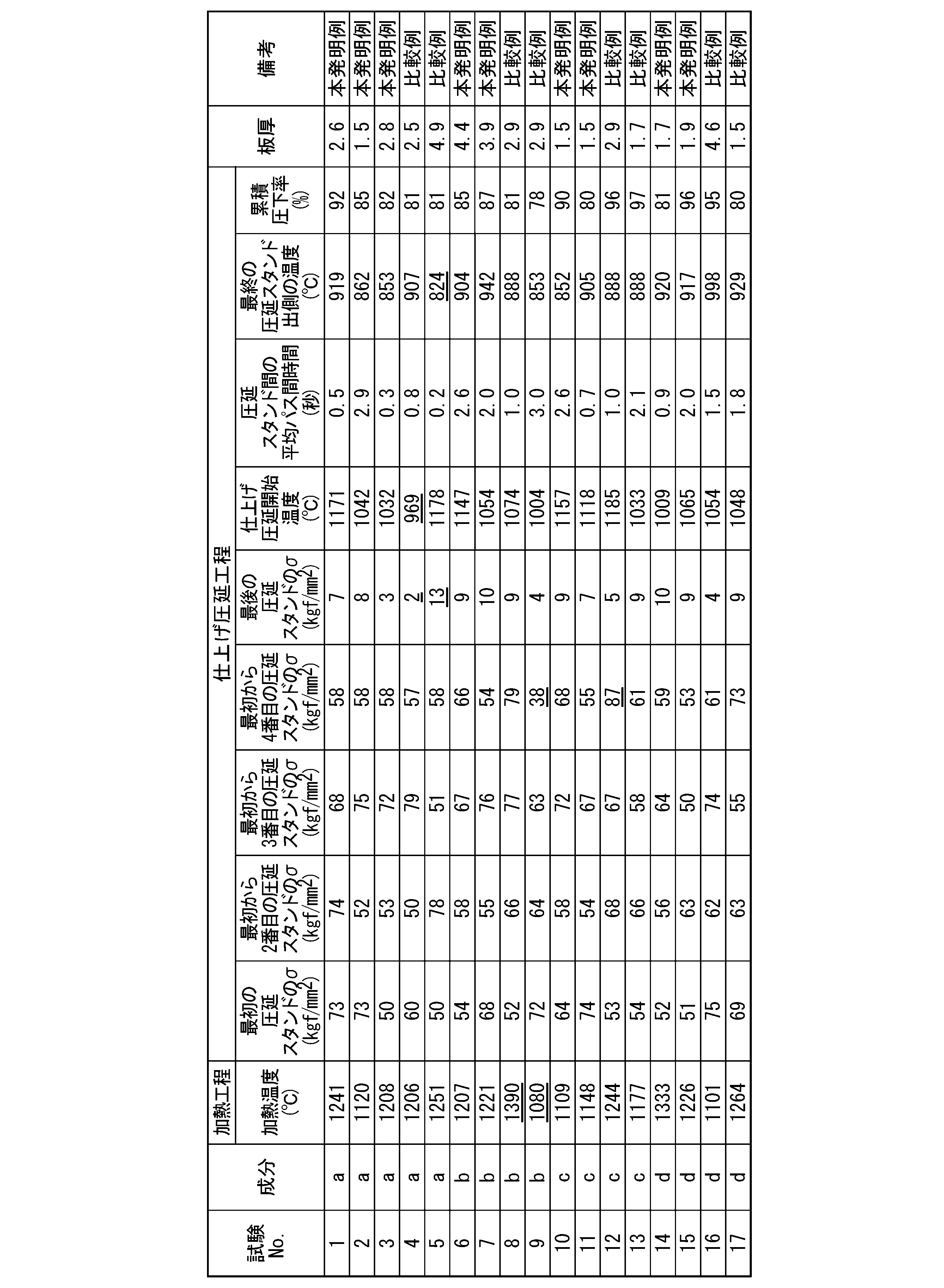
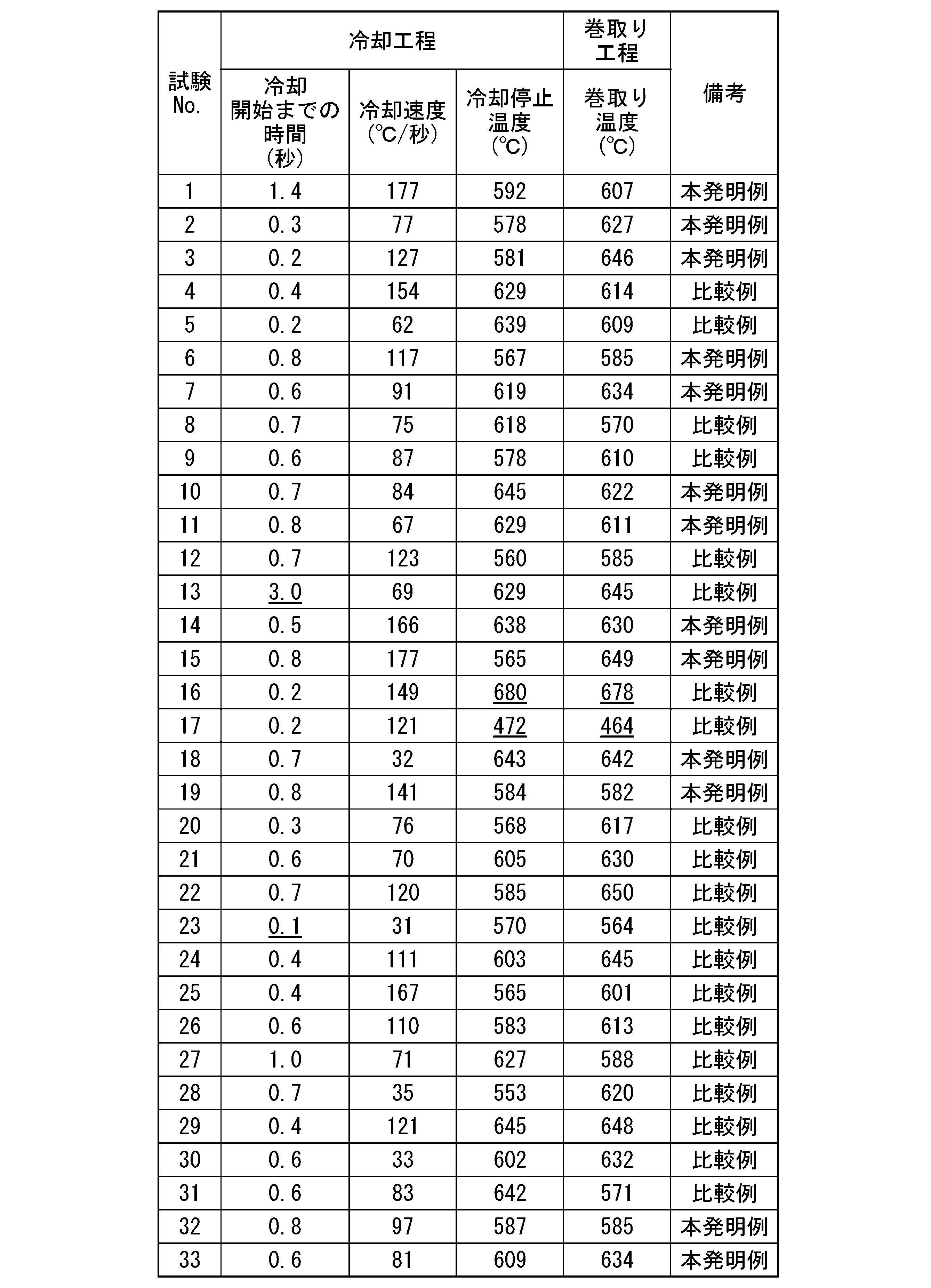
表1および表2に示される化学組成を有するスラブを鋳造した。鋳造後のスラブを表3の条件で加熱し、仕上げ圧延を行った。仕上げ圧延後、表4の条件で冷却および巻取りを行った。表3中の各圧延スタンド間の平均パス間時間は、各圧延スタンド間のパス間時間の平均値である。なお、各実施例の各圧延スタンド間のパス間時間は、0.2秒以上3.0秒以下であった。


Claims (5)
- 質量%で、
C:0.02%以上0.20%未満、
Si:0.010~3.000%、
Mn:0.10~4.00%、
Al:0.001~1.000%、
P:0.0200%以下、
S:0.020%以下、
N:0.020%以下、
O:0.0200%以下、
Cr:0~2.000%、
B:0~0.010%、
Nb:0~0.10%、
Mo:0~1.00%、
V:0~0.50%、
Ti:0~0.4000%、
Cu:0~0.500%、
W :0~0.100%、
Ta:0~0.100%、
Ni:0~1.000%、
Mg:0~0.050%、
Ca:0~0.040%、
Y :0~0.050%、
Zr:0~0.050%、
La:0~0.050%、
Co:0~0.500%、
Sn:0~0.050%、
Sb:0~0.050%、及び、
As:0~0.050%
を含有し、残部がFeおよび不純物からなる化学組成を有し、板厚1/4の深さ位置において、金属組織が、
30面積%以上のフェライトと、
10面積%以上のパーライトと、
0面積%以上60面積%以下の残部組織とからなり、
前記残部組織がベイナイト、マルテンサイト、残留オーステナイトのうち少なくとも1種以上を含み、
電子後方散乱回折法で測定されるフェライト結晶粒のうち、最大結晶粒径側から、前記フェライト結晶粒の全個数に対して5%の前記フェライト結晶粒と、前記フェライト結晶粒の最小結晶粒径側から前記フェライト結晶粒の全個数に対して5%の前記フェライト結晶粒とを除いたフェライト結晶粒を評価フェライト結晶粒として扱い、
前記評価フェライト結晶粒の結晶粒径の最小値を第1粒径に設定し、
前記評価フェライト結晶粒の結晶粒径の最大値を第2粒径に設定し、
前記第1粒径に、前記第2粒径と前記第1粒径との差の1/3を加えた結晶粒径を第3粒径とし、
前記第1粒径に、前記第2粒径と前記第1粒径との差の2/3を加えた結晶粒径を第4粒径とし、
前記第1粒径以上、前記第3粒径以下の範囲を第1粒径範囲に設定し、
前記第3粒径超、前記第4粒径以下の範囲を第2粒径範囲に設定し、
前記第4粒径超、前記第2粒径以下の範囲を第3粒径範囲に設定したとき、
前記第1粒径範囲にある前記評価フェライト結晶粒の数は、前記第2粒径範囲にある前記評価フェライト結晶粒の数の2.5倍以上3.0倍以下であり、
前記第3粒径範囲にある前記評価フェライト結晶粒の数は、前記第2粒径範囲にある前記評価フェライト結晶粒の数の2.0倍以上2.5倍以下である、熱延鋼板。 - 前記第1粒径範囲にある前記評価フェライト結晶粒の平均結晶粒径が1μm~10μmである、請求項1に記載の熱延鋼板。
- 前記第3粒径範囲にある前記評価フェライト結晶粒の平均結晶粒径が35μm超80μm以下である、請求項1に記載の熱延鋼板。
- 前記第3粒径範囲にある前記評価フェライト結晶粒の平均結晶粒径が40μm~80μmである、請求項1に記載の熱延鋼板。
- 全伸びが40%以上である、請求項1~4のいずれか1項に記載の熱延鋼板。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2024570154A JPWO2024150687A1 (ja) | 2023-01-13 | 2023-12-27 | |
| EP23916300.9A EP4650471A4 (en) | 2023-01-13 | 2023-12-27 | HOT-ROLL-ON STEEL SHEET |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023-003919 | 2023-01-13 | ||
| JP2023003919 | 2023-01-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024150687A1 true WO2024150687A1 (ja) | 2024-07-18 |
Family
ID=91896906
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/046998 Ceased WO2024150687A1 (ja) | 2023-01-13 | 2023-12-27 | 熱延鋼板 |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP4650471A4 (ja) |
| JP (1) | JPWO2024150687A1 (ja) |
| WO (1) | WO2024150687A1 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1999013123A1 (fr) * | 1997-09-11 | 1999-03-18 | Kawasaki Steel Corporation | Plaque d'acier laminee a chaud contenant des particules hyperfines, son procede de fabrication et procede de fabrication de plaques d'acier laminees a froid |
| WO2013031105A1 (ja) * | 2011-08-31 | 2013-03-07 | Jfeスチール株式会社 | 冷延鋼板用熱延鋼板、溶融亜鉛めっき鋼板用熱延鋼板およびその製造方法 |
| JP2013181212A (ja) * | 2012-03-01 | 2013-09-12 | Jfe Steel Corp | 熱延鋼板およびその製造方法ならびに冷延鋼板の製造方法 |
| JP2014148739A (ja) | 2013-01-10 | 2014-08-21 | Kobe Steel Ltd | 冷間加工性と加工後の表面硬さに優れる熱延鋼板 |
| WO2015111378A1 (ja) * | 2014-01-24 | 2015-07-30 | Jfeスチール株式会社 | 熱延鋼板およびその製造方法 |
| JP2023003919A (ja) | 2021-06-25 | 2023-01-17 | 日東電工株式会社 | 位相差フィルム、偏光板および画像表示装置 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BR112018000633A2 (ja) * | 2015-07-31 | 2018-09-18 | Nippon Steel & Sumitomo Metal Corporation | High intensity hot-rolled steel product |
-
2023
- 2023-12-27 WO PCT/JP2023/046998 patent/WO2024150687A1/ja not_active Ceased
- 2023-12-27 JP JP2024570154A patent/JPWO2024150687A1/ja active Pending
- 2023-12-27 EP EP23916300.9A patent/EP4650471A4/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1999013123A1 (fr) * | 1997-09-11 | 1999-03-18 | Kawasaki Steel Corporation | Plaque d'acier laminee a chaud contenant des particules hyperfines, son procede de fabrication et procede de fabrication de plaques d'acier laminees a froid |
| WO2013031105A1 (ja) * | 2011-08-31 | 2013-03-07 | Jfeスチール株式会社 | 冷延鋼板用熱延鋼板、溶融亜鉛めっき鋼板用熱延鋼板およびその製造方法 |
| JP2013181212A (ja) * | 2012-03-01 | 2013-09-12 | Jfe Steel Corp | 熱延鋼板およびその製造方法ならびに冷延鋼板の製造方法 |
| JP2014148739A (ja) | 2013-01-10 | 2014-08-21 | Kobe Steel Ltd | 冷間加工性と加工後の表面硬さに優れる熱延鋼板 |
| WO2015111378A1 (ja) * | 2014-01-24 | 2015-07-30 | Jfeスチール株式会社 | 熱延鋼板およびその製造方法 |
| JP2023003919A (ja) | 2021-06-25 | 2023-01-17 | 日東電工株式会社 | 位相差フィルム、偏光板および画像表示装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4650471A1 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4650471A4 (en) | 2026-04-22 |
| JPWO2024150687A1 (ja) | 2024-07-18 |
| EP4650471A1 (en) | 2025-11-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6874857B2 (ja) | 高強度熱延鋼板およびその製造方法 | |
| CN103459646B (zh) | 局部变形能力优异的高强度冷轧钢板及其制造方法 | |
| CN103403208B (zh) | 热轧钢板及其制造方法 | |
| CN109563586B (zh) | 钢板及镀覆钢板 | |
| CN104395490B (zh) | 高强度热轧钢板及其制造方法 | |
| CN107429369A (zh) | 冷轧钢板及其制造方法 | |
| US11401569B2 (en) | High-strength cold-rolled steel sheet and method for manufacturing same | |
| US10633730B2 (en) | Material for cold-rolled stainless steel sheet | |
| JP7131687B2 (ja) | 熱間圧延鋼板およびその製造方法 | |
| JP7168137B1 (ja) | 高強度鋼板およびその製造方法 | |
| EP4074855B1 (en) | Hot-rolled steel sheet | |
| WO2023063010A1 (ja) | 熱間圧延鋼板 | |
| KR101751242B1 (ko) | 경질 냉연 강판 및 그의 제조 방법 | |
| US20230120827A1 (en) | High strength steel sheet and method of producing same | |
| KR20230040349A (ko) | 열연 강판 | |
| EP3246424B1 (en) | High-strength steel sheet and production method therefor | |
| JP5811725B2 (ja) | 耐面歪性、焼付け硬化性および伸びフランジ性に優れた高張力冷延鋼板およびその製造方法 | |
| JP7356066B2 (ja) | 熱間圧延鋼板 | |
| KR20100076073A (ko) | 강판 및 그 제조 방법 | |
| WO2024128312A1 (ja) | 鋼板および鋼板の製造方法 | |
| WO2023037878A1 (ja) | 冷延鋼板およびその製造方法 | |
| WO2024150687A1 (ja) | 熱延鋼板 | |
| CN111315907A (zh) | 钢板 | |
| WO2024150706A1 (ja) | 熱延鋼板 | |
| JP5157417B2 (ja) | 鋼板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23916300 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202517050789 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2501003600 Country of ref document: TH |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024570154 Country of ref document: JP |
|
| WWP | Wipo information: published in national office |
Ref document number: 202517050789 Country of ref document: IN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 2023916300 Country of ref document: EP |