WO2024171802A1 - 表面処理鋼板 - Google Patents
表面処理鋼板 Download PDFInfo
- Publication number
- WO2024171802A1 WO2024171802A1 PCT/JP2024/002920 JP2024002920W WO2024171802A1 WO 2024171802 A1 WO2024171802 A1 WO 2024171802A1 JP 2024002920 W JP2024002920 W JP 2024002920W WO 2024171802 A1 WO2024171802 A1 WO 2024171802A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel sheet
- surface treatment
- zinc
- treated steel
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/08—Anti-corrosive paints
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D175/00—Coating compositions based on polyureas or polyurethanes; Coating compositions based on derivatives of such polymers
- C09D175/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/08—Anti-corrosive paints
- C09D5/082—Anti-corrosive paints characterised by the anti-corrosive pigment
- C09D5/084—Inorganic compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/60—Additives non-macromolecular
- C09D7/61—Additives non-macromolecular inorganic
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/60—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using alkaline aqueous solutions with pH greater than 8
- C23C22/62—Treatment of iron or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/095—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/022—Mechanical properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G2150/00—Compositions for coatings
- C08G2150/90—Compositions for anticorrosive coatings
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/40—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing molybdates, tungstates or vanadates
- C23C22/44—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing molybdates, tungstates or vanadates containing also fluorides or complex fluorides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2222/00—Aspects relating to chemical surface treatment of metallic material by reaction of the surface with a reactive medium
- C23C2222/20—Use of solutions containing silanes
Definitions
- the present invention relates to a surface-treated steel sheet that does not contain chromium, which has a high environmental impact, in the surface treatment film, and is ideal for use in automobiles, home appliances, and building materials.
- Zinc-plated steel sheets are widely used in the fields of automobiles, home appliances, building materials, etc.
- surface-treated steel sheets have been widely used in which the surface of zinc-plated steel sheets has been chromated with a treatment solution whose main component is chromic acid, dichromate, or their salts, in order to improve corrosion resistance.
- chromate-free treated steel sheets chromate-free treated steel sheets
- chromate-free treated steel sheets chromate-free treated steel sheets with various improved properties have been proposed.
- zinc-based plated steel sheets are used to manufacture automotive parts, it has also been common to not form a surface treatment film.
- the zinc-based plated steel sheets are press-formed into formed parts, and multiple formed parts are assembled into parts by spot welding, gluing, etc., after which the parts are subjected to chemical conversion treatment and then electrochemical painting to manufacture the automotive parts.
- Patent Documents 1 and 2 surface-treated steel sheets
- an organic surface treatment film is formed on the surface of zinc-based plated steel sheet for use in automotive components.
- Such surface-treated steel sheets must have excellent corrosion resistance after processing, and at the same time, they must also be spot weldable because they must be assembled into a specified shape.
- Patent Document 1 describes a chromium-free galvannealed steel sheet having a surface treatment layer on at least one side of the galvannealed steel sheet, the surface treatment layer containing a film-forming component containing an organosilicon compound obtained by reacting multiple silane coupling agents and a cationic polyurethane resin, and an inhibitor component consisting of phosphoric acid and magnesium phosphate.
- Patent Document 2 describes a surface-treated steel sheet having a coating film on at least one side of a zinc-based plated steel sheet, the coating film containing a binder resin that is a water-soluble or water-dispersible aqueous resin, conductive particles, an anti-rust pigment, and at least one type of oxide particles selected from the group consisting of zirconia particles, titania particles, nickel oxide particles, and tin (IV) oxide particles.
- the present invention aims to provide a surface-treated steel sheet that does not contain chromium in the surface treatment film and that has excellent corrosion resistance and spot weldability after processing.
- the present inventors have intensively investigated a method for achieving both high levels of post-processing corrosion resistance and spot weldability in a two-layer surface-treated steel sheet in which a chromium-free organic/inorganic composite film and a surface treatment film containing a polyurethane resin are formed on a zinc-based plated steel sheet, and have obtained the following findings. That is, a specific polyurethane resin with excellent flexibility is adopted as the polyurethane resin contained in the surface treatment film while keeping the adhesion amount of the organic/inorganic composite film to the minimum necessary.
- the surface-treated steel sheet of the present invention does not contain chromium in the surface treatment film and has excellent corrosion resistance and spot weldability after processing.
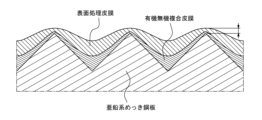
- FIG. 1 is a diagram showing a schematic cross-sectional structure of a surface-treated steel sheet according to an embodiment of the present invention.
- 1 is a cross-sectional SEM image of the surface-treated steel sheet of Example No. 5.
- FIG. 2 is a diagram showing a bending/unbending process performed when determining a “coating damage rate” in one embodiment of the present invention.
- FIG. 2 is a diagram showing a combined cycle test carried out in the examples to evaluate corrosion resistance after processing.
- FIG. 2 is a schematic diagram of a friction coefficient measuring device used for evaluating lubricity in the examples.
- FIG. 2 is a perspective view showing the shape and dimensions of a bead used in evaluating lubricity in the examples.
- a surface-treated steel sheet according to one embodiment of the present invention comprises a zinc-based plated steel sheet, an organic-inorganic composite coating formed on the surface of the zinc-based plated steel sheet, and a surface treatment coating formed on the organic-inorganic composite coating.
- surface of a zinc-based plated steel sheet means the surface of the zinc-based plating coating, and refers to one or both sides of the zinc-based plated steel sheet.
- the zinc-based plated steel sheet may be any steel sheet on which any zinc-based plating film is formed, and examples of such steel sheets include zinc-plated steel sheets, Zn-Fe alloy-plated steel sheets, Zn-Ni alloy-plated steel sheets, Zn-Mn alloy-plated steel sheets, Zn-Co alloy-plated steel sheets, Zn-Cr alloy-plated steel sheets, Zn-Al alloy-plated steel sheets, Zn-Mg alloy-plated steel sheets, and steel sheets on which plating films containing a plurality of these alloy elements are formed.
- zinc-based composite plated steel sheets e.g., Zn- SiO2- dispersed plated steel sheets
- zinc-based composite plated steel sheets in which small amounts of different metal elements, metal oxides, polymers, etc. are dispersed in a zinc-based plating film may also be used as the zinc-based plated steel sheet.
- the plating method is not particularly limited and may be electroplating, electroless plating, hot-dip plating, PVD, CVD, or any other suitable method. After the zinc-based plating film is formed, annealing, temper rolling, surface conditioning, or other treatments may be carried out as appropriate.
- zinc-based plated steel sheets have microscopic irregularities on their surfaces (i.e., the surface of the zinc-based plated film) with an arithmetic mean roughness Ra of 0.5 ⁇ m or more and 1.5 ⁇ m or less.
- the arithmetic mean roughness Ra is the arithmetic mean roughness obtained from a roughness curve obtained by measuring the surface of a zinc-based plated steel sheet under the conditions of cutoff value ⁇ c: 0.8 mm, cutoff value ⁇ s: 2.5 ⁇ m, and measurement distance: 2.5 mm, in accordance with JIS B0601 (2001).
- the organic-inorganic composite coating is a coating that does not contain chromium (a chromium-free coating) and is formed on the surface of a zinc-based plated steel sheet.
- the organic-inorganic composite coating preferably has a property of being less likely to conform to the unevenness of the surface of the zinc-based plated steel sheet.
- the thickness of the organic-inorganic composite coating in the convex portions of the zinc-based plated steel sheet is smaller than the thickness of the organic-inorganic composite coating in the concave portions of the zinc-based plated steel sheet. This allows the total thickness of the organic-inorganic composite coating and the surface treatment coating in the convex portions of the zinc-based plated steel sheet to be sufficiently small, as described later, and spot weldability can be ensured.
- the average thickness of the organic-inorganic composite coating is preferably 0.01 to 0.20 ⁇ m. If the average thickness of the organic-inorganic composite coating is too small, excellent corrosion resistance cannot be obtained. From this viewpoint, the average thickness of the organic-inorganic composite coating is preferably 0.01 ⁇ m or more, and more preferably 0.05 ⁇ m or more. On the other hand, if the average thickness of the organic-inorganic composite coating is too large, the total thickness of the organic-inorganic composite coating and the surface treatment coating at the convex parts of the zinc-based plated steel sheet cannot be made sufficiently small, and spot weldability cannot be ensured. From this viewpoint, the average thickness of the organic-inorganic composite coating is preferably 0.20 ⁇ m or less.
- the "average thickness of the organic-inorganic composite coating” is determined by the following method.
- the cross-sectional surface layer of the surface-treated steel sheet is observed in three fields of view at a magnification of 5000 times using a scanning electron microscope (SEM), the thickness of the organic-inorganic composite coating is measured at a total of 20 points per field of view at intervals of 1.0 ⁇ m, and the average value of the thicknesses at a total of 60 points in the three fields of view is taken as the "average thickness.”
- the method of cross-sectional processing is not particularly limited, but examples include FIB (Focused Ion Beam) processing.
- the organic-inorganic composite coating preferably has excellent electrical conductivity in order to achieve both corrosion resistance after processing and spot weldability.
- the organic-inorganic composite coating is preferably obtained by applying and drying a surface treatment liquid containing a water-soluble zirconium compound (a), a tetraalkoxysilane (b), a compound having an epoxy group (c), a chelating agent (d), a vanadate compound (e), and a metal compound (f) containing at least one selected from the group consisting of Ti, Al, and Zn in a range that satisfies the following conditions (I) to (V) and having a pH of 8 to 10 on the surface of a zinc-based plated steel sheet.
- a surface treatment liquid containing a water-soluble zirconium compound (a), a tetraalkoxysilane (b), a compound having an epoxy group (c), a chelating agent (d), a vanadate compound (e), and a metal compound (f
- the mass ratio (a/b) of the water-soluble zirconium compound (a) calculated as Zr to the tetraalkoxysilane (b) is 1.0 to 6.0.
- the mass ratio (b/c) of the tetraalkoxysilane (b) to the compound having an epoxy group (c) is 0.1 to 1.6.
- the mass ratio (b/d) of the tetraalkoxysilane (b) to the chelating agent (d) is 0.3 to 2.0.
- the mass ratio (e/d) of the vanadate compound (e) converted to vanadium and the chelating agent (d) is 0.03 to 1.0.
- the mass ratio (f/d) of the total metal converted mass of the metal compound (f) to the chelating agent (d) is 0.05 to 0.8.
- water-soluble zirconium compound (a) examples include zirconium nitrate, zirconium oxynitrate, zirconyl acetate, zirconyl sulfate, zirconium carbonate, ammonium zirconium carbonate, potassium zirconium carbonate, sodium zirconium carbonate, and hydrofluoric acid, and one or more of these can be used.
- Tetraalkoxysilane (b) includes tetramethoxysilane, tetraethoxysilane, tetrapropoxysilane, tetrabutoxysilane, etc., and one or more of these can be used.
- Examples of the compound (c) having an epoxy group include silane coupling agents having an epoxy group such as gamma-glycidoxypropyltrimethoxysilane, gamma-glycidoxypropylmethyldiethoxysilane, and gamma-glycidoxypropyltriethoxysilane; ester compounds having an epoxy group such as adipic acid diglycidyl ester, phthalic acid diglycidyl ester, and terephthalic acid diglycidyl ester; and ether compounds having an epoxy group such as sorbitol polyglycidyl ether, sorbitan polyglycidyl ether, polyglycerol polyglycidyl ether, pentaerythritol polyglycidyl ether, diglycerol polyglycidyl ether, glycerol polyglycidyl ether, trimethylpropane polyglycidyl ether, neopentyl glycol digly
- Examples of the chelating agent (d) include hydroxycarboxylic acids such as tartaric acid and malic acid, monocarboxylic acids, polycarboxylic acids such as dicarboxylic acids and tricarboxylic acids such as oxalic acid, malonic acid, succinic acid, citric acid and adipic acid, aminocarboxylic acids such as glycine, phosphonic acids such as 1-hydroxymethane-1,1-diphosphonic acid, and phosphonates, and one or more of these can be used.
- hydroxycarboxylic acids such as tartaric acid and malic acid
- monocarboxylic acids such as dicarboxylic acids and tricarboxylic acids
- tricarboxylic acids such as oxalic acid, malonic acid, succinic acid, citric acid and adipic acid
- aminocarboxylic acids such as glycine
- phosphonic acids such as 1-hydroxymethane-1,1-diphosphonic acid
- Examples of the vanadate compound (e) include ammonium metavanadate and sodium metavanadate, and one or more of these can be used.
- Examples of the metal compound (f) containing at least one selected from the group consisting of Ti, Al, and Zn include titanyl sulfate, titanyl nitrate, titanium nitrate, titanyl chloride, titanium chloride, titania sol, titanium oxide, potassium titanate oxalate, titanium hydrofluoric acid, ammonium titanium fluoride, titanium lactate, titanium tetraisopropoxide, titanium acetylacetonate, diisopropyl titanium bisacetylacetone, aluminum oxide, aluminum hydroxide, aluminum sulfate, aluminum nitrate, aluminum phosphate, aluminum chloride, zinc carbonate, zinc oxide, zinc hydroxide, zinc sulfate, zinc nitrate, zinc chloride, zinc phosphate, sodium zincate, potassium zincate, and the like, and one or more of these can be used.
- the pH of the surface treatment solution should be within the range of 8 to 10. If the pH is less than 8, the storage stability of the surface treatment solution, corrosion resistance, and adhesion of the organic-inorganic composite film will decrease, and if the pH is more than 10, corrosion resistance and electrical conductivity will decrease.
- the mass ratio (a/b) of the water-soluble zirconium compound (a) converted to Zr and the tetraalkoxysilane (b) is within the range of 1.0 to 6.0. If the mass ratio (a/b) is less than 1.0, the corrosion resistance decreases, and if it exceeds 6.0, the electrical conductivity decreases.
- the mass ratio (b/c) of the tetraalkoxysilane (b) to the compound having an epoxy group (c) is within the range of 0.1 to 1.6. If the mass ratio (b/c) is less than 0.1, the corrosion resistance decreases, and if it exceeds 1.6, the adhesion of the organic-inorganic composite coating decreases.
- the mass ratio (b/d) of tetraalkoxysilane (b) to chelating agent (d) is within the range of 0.3 to 2.0. If the mass ratio (b/d) is less than 0.3 or more than 2.0, corrosion resistance decreases.
- the mass ratio (e/d) of the vanadate compound (e) converted into V and the chelating agent (d) should be within the range of 0.03 to 1.0. If the mass ratio (e/d) is less than 0.03, corrosion resistance will decrease, and if it exceeds 1.0, it will be difficult to dissolve the vanadate compound in the surface treatment solution.
- the mass ratio (f/d) of the total metal converted mass of the metal compound (f) to the chelating agent (d) should be within the range of 0.05 to 0.8. If the mass ratio (f/d) is less than 0.05, the corrosion resistance will decrease, and if it exceeds 0.8, it will be difficult for the metal compound (f) to dissolve in the surface treatment agent.
- the surface treatment film is formed on the organic-inorganic composite film, contains a polyurethane resin, and is a chromium-free film.
- the average total thickness of the organic-inorganic composite coating and the surface treatment coating at the convex portion of the zinc-based plated steel sheet is 0.10 ⁇ m or less. If the average total thickness exceeds 0.10 ⁇ m, excellent spot weldability cannot be obtained. If the average total thickness is 0.10 ⁇ m or less, it is possible to provide a thin film portion with a small thickness of the organic-inorganic composite coating and the surface treatment coating, and therefore excellent spot weldability can be obtained.
- the average total thickness is 0.02 ⁇ m or more.
- the "average total thickness of the organic-inorganic composite film and the surface treatment film at the convex parts of the zinc-based plated steel sheet” is determined by the following method.
- the cross-sectional surface layer of the surface-treated steel sheet is observed in three fields of view at a magnification of 10,000 times using an SEM, all convex parts present in the three fields of view are identified, the total thickness of the organic-inorganic composite film and the surface treatment film at all the convex parts is determined, and the average value of the total thicknesses is taken as the "average thickness.”
- the method of processing the cross section is not particularly limited, but examples include FIB processing.
- the average thickness of the surface treatment film is 0.4 to 1.0 ⁇ m. If the average thickness of the surface treatment film is less than 0.4 ⁇ m, the film damage rate described below cannot be reduced to 20% or less, and excellent corrosion resistance after processing cannot be obtained. On the other hand, if the average thickness of the surface treatment film exceeds 1.0 ⁇ m, the average total thickness of the organic-inorganic composite film and the surface treatment film at the convex parts of the zinc-based plated steel sheet cannot be reduced to 0.10 ⁇ m or less, and excellent spot weldability cannot be obtained.
- the "average thickness of the surface treatment film” is determined by the following method.
- the cross-sectional surface layer of the surface-treated steel sheet is observed in three fields of view at a magnification of 5000 times using an SEM, and the thickness of the surface treatment film is measured at a total of 20 points per field of view at intervals of 1.0 ⁇ m, and the average value of the thicknesses at a total of 60 points in the three fields of view is taken as the "average thickness.”
- the method of processing the cross section is not particularly limited, but examples include FIB processing.
- the damage rate of the surface treatment film after bending/unbending the surface-treated steel sheet with a bead having a tip diameter of 5 mmR is 20% or less. If the damage rate of the film exceeds 20%, excellent corrosion resistance after processing cannot be obtained. Since the smaller the damage rate of the film, the better, there is no particular lower limit, and the damage rate of the film may be 0% or more, and may be 5% or more.
- the "film damage rate” is determined by the following method. As shown in Figure 3, a 68 mm x 350 mm surface-treated steel plate test piece is held down with a load of 700 kgf using convex and concave beads, and a bending/bending back drawbead test is performed in which the test piece is pulled out horizontally at a pull-out speed of 1 m/min. The pull-out is performed after applying anti-rust cleaning oil (Sugimura Chemical Industry Co., Ltd., Preton R352L), and the tip of the convex bead is 5 mmR.
- anti-rust cleaning oil Sugimura Chemical Industry Co., Ltd., Preton R352L
- the surface of the surface treatment film is then observed with an SEM at a magnification of 100x, and the film damage areas are identified by image binarization in any three fields of view of the backscattered electron image, the area ratio of the film damage areas in each field is determined, and the average of the results is taken as the "film damage rate.”
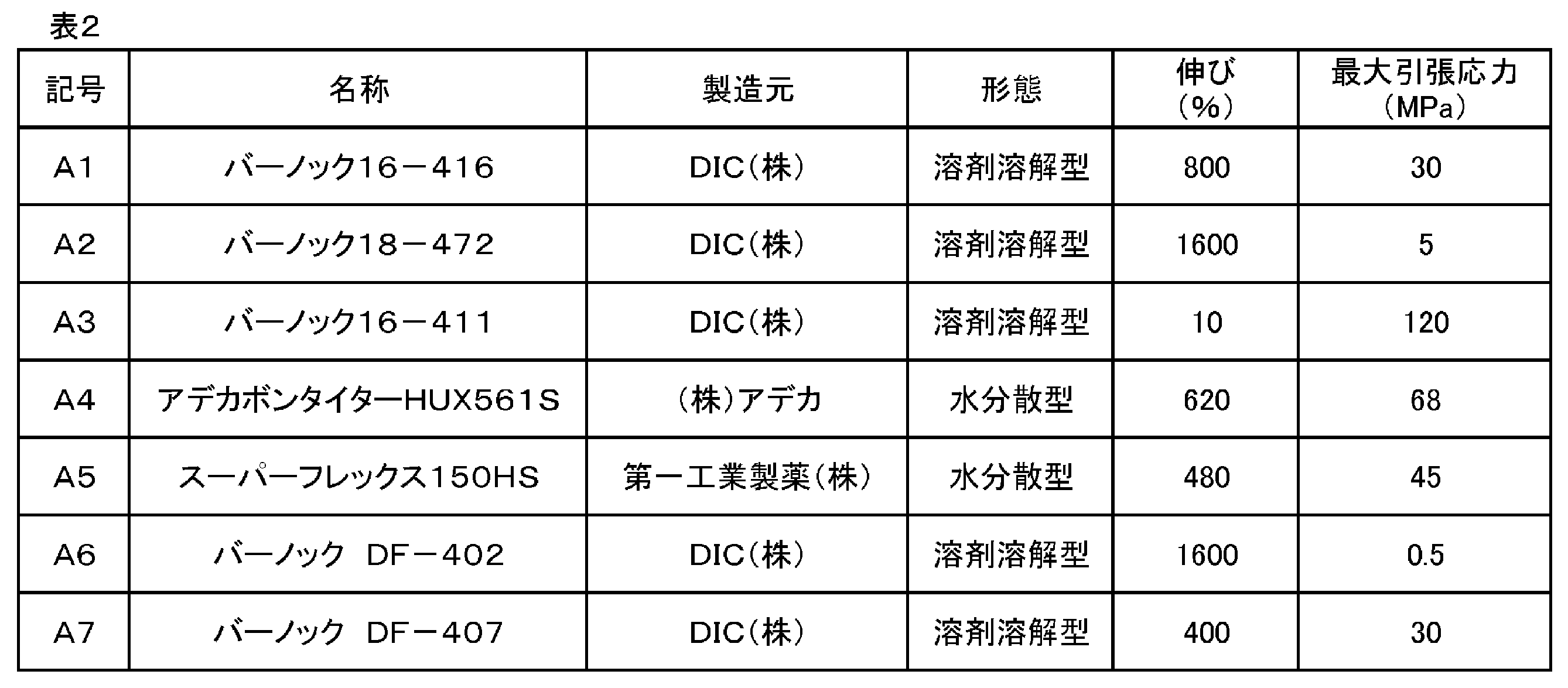
- the polyurethane resin contained in the surface treatment film and the surface treatment liquid for forming the surface treatment film preferably has an elongation of 400% or more and a maximum tensile stress of 1.0 MPa or more. If the elongation is less than 400%, the film damage rate exceeds 20%, and excellent corrosion resistance after processing cannot be obtained. Furthermore, if the maximum tensile stress is less than 1.0 MPa, the strength of the surface treatment film is low, so the film damage rate exceeds 20%, and excellent corrosion resistance after processing cannot be obtained. There are no particular limitations on the upper limits of the elongation and maximum tensile stress, but the elongation of the polyurethane resin can be 2000% or less, and the maximum tensile stress can be 300 MPa or less.
- the "elongation" and “maximum tensile stress” of polyurethane resin are measured using a tensile testing machine in accordance with a method in accordance with JIS K 7161 (2014), and the elongation at break on the obtained stress-strain curve is the "elongation” and the maximum stress is the “maximum tensile stress.”
- the polyurethane resin contained in the surface treatment film and the surface treatment liquid for forming the same is preferably a solvent-soluble resin.
- a solvent-soluble resin There are water-dispersed (dispersion) type and solvent-dispersed type polyurethane resins, and water-dispersed polyurethane resins are easy to follow the unevenness of the surface of the zinc-based plated steel sheet. That is, the thickness of the surface treatment film in the recesses of the zinc-based plated steel sheet and the thickness of the surface treatment film in the protrusions of the zinc-based plated steel sheet tend to be equal.
- the average total thickness of the organic-inorganic composite film and the surface treatment film in the protrusions of the zinc-based plated steel sheet cannot be made 0.10 ⁇ m or less, and spot weldability cannot be ensured.
- solvent-dispersed polyurethane resins exist in a state dissolved in an organic solvent in the surface treatment liquid, and therefore are difficult to follow the unevenness of the surface of the zinc-based plated steel sheet. That is, the thickness of the surface treatment film in the protrusions of the zinc-based plated steel sheet becomes smaller than the thickness of the surface treatment film in the recesses of the zinc-based plated steel sheet.
- the average total thickness of the organic-inorganic composite coating and the surface treatment coating on the convex parts of the zinc-based plated steel sheet can be reduced to 0.10 ⁇ m or less, ensuring spot weldability.
- a solvent-soluble polyurethane resin with an elongation of 400% or more and a maximum tensile stress of 1.0 MPa or more known commercially available products such as Burnock 16-416, Burnock 18-472, and Burnock DF-407 manufactured by DIC Corporation can be used.
- the surface treatment film and the surface treatment solution for forming it preferably contain one or more rust-preventive additives selected from the group consisting of silicon oxide, phosphate compounds, molybdenum acid compounds, and vanadium compounds. This makes it possible to obtain particularly excellent corrosion resistance.
- colloidal silica or dry silica which is fine silica particles
- colloidal silica for example, Snowtex S, OS, C, NS, XS, and NXS (all trade names) manufactured by Nissan Chemical Co., Ltd.
- dry silica fumed silica and calcium-exchanged silica can be used.
- fumed silica AEROSIL 130, NX130, 200, RX200, RY200, 300, 300CF, RX300, and RY300 (all trade names) manufactured by Nippon Aerosil Co., Ltd. can be used.
- SHIELDEX C303 and SHIELDEX AC5 (all trade names) manufactured by W. R. Grace & Co. can be used.
- These silicas are known to contribute to the formation of dense and stable zinc corrosion products in a corrosive environment, and the dense formation of these corrosion products on the plating surface inhibits the progression of corrosion.
- a phosphate can be used as the phosphoric acid compound.
- Phosphates include all kinds of salts, such as simple salts and double salts, and are preferably sparingly soluble.
- the metal cation that constitutes the phosphate there is no limitation on the metal cation that constitutes the phosphate, and any metal cation such as zinc phosphate, magnesium phosphate, calcium phosphate, or aluminum phosphate may be used.
- any of normal salts, dihydrogen salts, monohydrogen salts, or phosphites may be used.
- normal salts include all condensed phosphoric acids, such as orthophosphates and polyphosphates. This phosphorus compound forms a dense and sparingly soluble protective film by complex formation reaction between zinc from the plating metal that has been eluted by corrosion and phosphate ions that have been dissociated by hydrolysis, thereby suppressing the corrosion reaction.
- molybdic acid compound for example, molybdate can be used.
- molybdate can be used.
- the molybdate include orthomolybdate, paramolybdate, and metamolybdate. All salts, such as single salts and double salts, are also included, and an example of a double salt is phosphomolybdate.
- Molybdic acid compounds exhibit self-repairing properties due to their passivation effect. In other words, in a corrosive environment, they form a dense oxide on the plating film surface together with dissolved oxygen, thereby blocking the starting point of corrosion and suppressing the corrosion reaction.
- vanadium compounds for example, pentavalent vanadium compounds and tetravalent vanadium compounds can be used.
- tetravalent vanadium compounds are preferred from the viewpoint of corrosion resistance.
- the content of the rust-preventive additive is preferably within the range of 1 to 50 parts by mass in total per 100 parts by mass of polyurethane resin for the surface treatment film, and per 100 parts by mass of polyurethane resin solids for the surface treatment liquid. If it is 1 part by mass or more, the effect of improving corrosion resistance after processing can be sufficiently obtained. Also, if it is 50 parts by mass or less, the proportion of polyurethane resin in the surface treatment film will not decrease, and corrosion resistance after processing will not be impaired.
- the surface treatment film and the surface treatment liquid used to form it preferably contain a solid lubricant, if necessary, to improve processability.
- solid lubricant examples include the following, and one or more of these may be used.
- Polyolefin wax, paraffin wax for example, polyethylene wax, synthetic paraffin, natural paraffin, microcrystalline wax, etc.
- Fluorine resin fine particles for example, polyfluoroethylene resin, polyvinyl fluoride resin, polyvinylidene fluoride resin, etc.
- fatty acid amide compounds for example, stearic acid amide, palmitic acid amide, methylene bis stearamide, ethylene bis stearamide, oleic acid amide, esylic acid amide, alkylene bis fatty acid amide, etc.
- metal soaps for example, calcium stearate, lead stearate, calcium laurate, calcium palmitate, etc.
- metal sulfides for example, molybdenum disulfide, tungsten disulfide, etc.
- the content of the solid lubricant is preferably within the range of 1 to 30 parts by mass per 100 parts by mass of polyurethane resin for the surface treatment film, and 100 parts by mass of polyurethane resin solids for the surface treatment liquid. If it is 1 part by mass or more, the effect of improving lubricity can be sufficiently obtained. Also, if it is 30 parts by mass or less, the proportion of polyurethane resin in the surface treatment film will not decrease, and corrosion resistance after processing will not be impaired.
- the surface treatment film and the surface treatment liquid for forming the same may contain, as necessary, one or more of other oxide fine particles (e.g., aluminum oxide, zirconium oxide, titanium oxide, cerium oxide, etc.) and organic inhibitors (e.g., hydrazine and its derivatives, thiol compounds, thiocarbamates, etc.) as corrosion inhibitors.
- the content of the corrosion inhibitor is preferably within the range of 1 to 10 parts by mass per 100 parts by mass of polyurethane resin for the surface treatment film, and 100 parts by mass of polyurethane resin solids for the surface treatment liquid. If it is 1 part by mass or more, the corrosion inhibition effect can be sufficiently obtained. Also, if it is 10 parts by mass or less, the proportion of polyurethane resin in the surface treatment film does not decrease, and corrosion resistance after processing is not impaired.
- the surface treatment film and the surface treatment liquid for forming it may contain, as necessary, one or more of other additives such as organic coloring pigments (e.g., condensed polycyclic organic pigments, phthalocyanine organic pigments, etc.), coloring dyes, inorganic pigments, chelating agents (e.g., thiols, etc.), coupling agents (e.g., silane coupling agents, titanium coupling agents, etc.).
- the content of these additives is preferably within the range of 1 to 5 parts by mass per 100 parts by mass of polyurethane resin for the surface treatment film, and 100 parts by mass of polyurethane resin solids for the surface treatment liquid. If the content is 1 part by mass or more, the effect of the additives can be fully obtained. Also, if the content is 5 parts by mass or less, the proportion of polyurethane resin in the surface treatment film does not decrease, and corrosion resistance after processing is not impaired.
- the surface treatment film contains polyurethane resin and optionally contains anti-rust additives, solid lubricants, corrosion inhibitors, and other additives, and preferably consists of these.
- a surface treatment solution containing a water-soluble zirconium compound (a), a tetraalkoxysilane (b), a compound having an epoxy group (c), a chelating agent (d), a vanadate compound (e), and a metal compound (f) containing at least one selected from the group consisting of Ti, Al, and Zn in a range that satisfies the above conditions (I) to (V) and having a pH of 8 to 10 is applied to the surface of a zinc-based plated steel sheet and dried to form an organic-inorganic composite film.
- the surface treatment solution may be applied by any of the coating method (bar coating, roll coating, etc.), spraying method, and immersion method (and roll squeezing).
- a heating and drying means a dryer, a hot air oven, a high-frequency induction heating oven, an infrared oven, etc. may be used. Heating and drying is preferably performed at a sheet temperature of 60 to 200°C.
- a surface treatment liquid containing polyurethane resin and, optionally, rust prevention additives, solid lubricants, corrosion inhibitors, and other additives, and preferably consisting of these, is applied to the surface of the organic-inorganic composite film and dried to form a surface treatment film.
- the surface treatment liquid may be applied by any of the following methods: coating (bar coating, roll coating, etc.), spraying, and immersion (and roll squeezing). After coating with the surface treatment liquid, the film is heated and dried without being washed with water.
- a dryer, hot air oven, high-frequency induction heating oven, infrared oven, etc. can be used. Heating and drying is preferably performed at a plate temperature of 60 to 200°C.
- the base material used was a zinc-based plated steel sheet as shown in Table 1, with a cold-rolled steel sheet with a thickness of 0.8 mm as the base material.
- the surface treatment solution shown below was applied to a zinc-based plated steel sheet using a bar coater, and the sheet was heated with an induction heater so that the ultimate sheet temperature was 140° C. to form an organic-inorganic composite film.
- the average thickness of the organic-inorganic composite film determined by the method described above is shown in Table 5.
- the surface treatment liquid had a pH of 8.4, a mass ratio (a/b) of 1.7, a mass ratio (b/c) of 0.4, a mass ratio (b/d) of 1.2, a mass ratio (e/d) of 0.3, and a mass ratio (f/d) of 0.06.
- the amount of the rust-preventive additives shown in Table 3 and the solid lubricants shown in Table 4 were added to the polyurethane resin shown in Table 2 in the amounts shown in Table 5 to prepare a surface treatment liquid.
- This surface treatment liquid was applied to the surface of the organic-inorganic composite film using a bar coater, and heated with an induction heater so that the sheet temperature reached was 140°C, forming a surface treatment film and obtaining a surface-treated steel sheet.
- solvent-dissolved types A1 to A3, A6, and A7 use methyl ethyl ketone as a dilution solvent, and the polyurethane resin is dissolved in it
- water-dispersed types A4 and A5 use water as a dilution solvent, and the polyurethane resin is dispersed in it.
- the amounts of the rust-preventive additives and solid lubricants shown in Table 5 are the amounts added per 100 parts by mass of the solid content of the polyurethane resin in the surface treatment liquid, which is equal to the amount per 100 parts by mass of the polyurethane resin in the surface treatment film.
- the average thickness of the surface treatment film obtained by the method described above is also shown in Table 5.
- each sample was subjected to a combined cycle test (CCT) based on SAE-J2334 shown in Figure 4, and the white rust occurrence area ratio after 150 cycles was determined, and the post-processing corrosion resistance was evaluated according to the following criteria.
- CCT combined cycle test
- ⁇ No white rust occurs.
- ⁇ White rust occurs on less than 20% of the surface area.
- ⁇ White rust occurs on 20% or more of the surface area.
- spot weldability For each sample, a continuous spot welding test was performed under the conditions of: electrode used: CF type Cr-Cu electrode, pressure: 150 kgf, current application time: 10 cycles/60 Hz, welding current: 8 kA, and the spot weldability was evaluated according to the following criteria. ⁇ : Consecutive hits are 2000 or more points. ⁇ : Consecutive hits are less than 2000 points.
- FIG. 5 is an explanatory diagram showing an outline of the friction coefficient measuring device used.
- the sample 1 is fixed to a sample stage 2.
- the sample stage 2 is fixed to the upper surface of a horizontally movable slide table 3.
- a slide table support stage 5 that can move up and down and has a roller 4 in contact with the slide table 3 is provided on the lower surface of the slide table 3.
- a pressing load N is generated on the sample 1 by the bead 6.
- a first load cell 7 for measuring this pressing load N is attached to the slide table support stage 5.
- the slide table 3 is moved in the horizontal direction while this pressing force is applied.
- a second load cell 8 for measuring the sliding resistance force F generated at this time is attached above the rail 9 at one end of the slide table 3.
- the test was performed by applying a rust-preventive cleaning oil "Pleton R352L” manufactured by Sugimura Chemical Industry Co., Ltd. as a lubricant to the surface of the sample 1.
- Figure 6 is a perspective view showing the shape and dimensions of the bead used.
- the underside of the bead 6 shown in Figure 5 slides while being pressed against the surface of the sample 1.
- the shape of the bead 6 shown in Figure 6 is 10 mm wide, 59 mm long in the sliding direction, and the lower parts of both ends in the sliding direction are curved surfaces with a curvature of 4.5 mmR, and the underside of the bead against which the sample is pressed has a flat surface with a width of 10 mm and a length of 50 mm in the sliding direction.
- the friction coefficient was measured under the following conditions.
- the bead shown in FIG. 6 was used, the pressing load N was 400 kgf, and the sample was pulled out at a speed (horizontal movement speed of the slide table 3) of 20 cm/min.
- the evaluation criteria are as follows: ⁇ : Friction coefficient ⁇ is less than 0.22.
- ⁇ Friction coefficient ⁇ is 0.22 or more and less than 0.28.
- ⁇ Friction coefficient ⁇ is 0.28 or more.
- the surface-treated steel sheet of the present invention does not contain chromium in the surface treatment film and has excellent corrosion resistance and spot weldability after processing, making it ideal for use in automobiles, home appliances, and building materials.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Metallurgy (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Inorganic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Laminated Bodies (AREA)
Abstract
Description
[1]表面にミクロな凹凸を有する亜鉛系めっき鋼板と、
前記亜鉛系めっき鋼板の前記表面上に形成された、クロムを含まない有機無機複合皮膜と、
前記有機無機複合皮膜上に形成された、ポリウレタン樹脂を含有する表面処理皮膜と、
を有する表面処理鋼板であって、
前記亜鉛系めっき鋼板の凸部における、前記有機無機複合皮膜及び前記表面処理皮膜の合計厚さの平均が0.10μm以下であり、
前記表面処理皮膜の平均厚さが0.4~1.0μmであり、
先端径が5mmRのビードで前記表面処理鋼板を曲げ/曲げ戻し加工した後の前記表面処理皮膜の皮膜損傷率が20%以下である、
ことを特徴とする表面処理鋼板。
図1を参照して、本発明の一実施形態による表面処理鋼板は、亜鉛系めっき鋼板と、この亜鉛系めっき鋼板の表面上に形成された有機無機複合皮膜と、この有機無機複合皮膜上に形成された表面処理皮膜と、を有する。なお、本明細書において、「亜鉛系めっき鋼板の表面」は、亜鉛系めっき皮膜の表面を意味し、亜鉛系めっき鋼板の片面又は両面を意味する。
亜鉛系めっき鋼板は、任意の亜鉛系めっき皮膜が形成された鋼板であればよく、例えば、亜鉛めっき鋼板、Zn-Fe合金めっき鋼板、Zn-Ni合金めっき鋼板、Zn-Mn合金めっき鋼板、Zn-Co合金めっき鋼板、Zn-Cr合金めっき鋼板、Zn-Al合金めっき鋼板、Zn-Mg合金めっき鋼板、又は、これらの複数の合金元素を含むめっき皮膜が形成された鋼板が挙げられる。また、少量の異種金属元素、金属酸化物、ポリマーなどを亜鉛系めっき皮膜中に分散した亜鉛系複合めっき鋼板(例えば、Zn-SiO2分散めっき鋼板)などを亜鉛系めっき鋼板として用いてもよい。
有機無機複合皮膜は、亜鉛系めっき鋼板の表面上に形成され、クロムを含まない(クロムフリーの)皮膜である。図1を参照して、有機無機複合皮膜は、亜鉛系めっき鋼板の表面の凹凸に対して追従しにくい特性を有することが好ましい。すなわち、亜鉛系めっき鋼板の凹部における有機無機複合皮膜の厚さに対して、亜鉛系めっき鋼板の凸部における有機無機複合皮膜の厚さが小さくなることが好ましい。これにより、後述のとおり、亜鉛系めっき鋼板の凸部における有機無機複合皮膜及び表面処理皮膜の合計厚さを十分に小さくすることができ、スポット溶接性を確保することができる。
(I)水溶性ジルコニウム化合物(a)のZr換算質量とテトラアルコキシシラン(b)との質量比(a/b)が1.0~6.0
(II)テトラアルコキシシラン(b)とエポキシ基を有する化合物(c)との質量比(b/c)が0.1~1.6
(III)テトラアルコキシシラン(b)とキレート剤(d)との質量比(b/d)が0.3~2.0
(IV)バナジン酸化合物(e)のV換算質量とキレート剤(d)との質量比(e/d)が0.03~1.0
(V)金属化合物(f)の金属合計換算質量とキレート剤(d)との質量比(f/d)が0.05~0.8
表面処理皮膜は、有機無機複合皮膜上に形成され、ポリウレタン樹脂を含有し、クロムを含まない(クロムフリーの)皮膜である。
(1)ポリオレフィンワックス、パラフィンワックス:例えば、ポリエチレンワックス、合成パラフィン、天然パラフィン、マイクロクリスタリンワックスなど
(2)フッ素樹脂微粒子:例えば、ポリフルオロエチレン樹脂、ポリフッ化ビニル樹脂、ポリフッ化ビニリデン樹脂など
また、この他にも、脂肪酸アミド系化合物(例えば、ステアリン酸アミド、パルミチン酸アミド、メチレンビスステアロアミド、エチレンビスステアロアミド、オレイン酸アミド、エシル酸アミド、アルキレンビス脂肪酸アミドなど)、金属石けん類(例えば、ステアリン酸カルシウム、ステアリン酸鉛、ラウリン酸カルシウム、パルミチン酸カルシウムなど)、金属硫化物(例えば、二硫化モリブデン、二硫化タングステンなど)、グラファイト、フッ化黒鉛、窒化ホウ素、ポリアルキレングリコール、アルカリ金属硫酸塩などの1種又は2種以上を用いてもよい。
次に、本発明の一実施形態による表面処理鋼板の製造方法について説明する。
[表面処理液]
成分(a):炭酸ジルコニウムナトリウム 100質量部
成分(b):テトラエトキシシラン 60質量部
成分(c):ポリエチレングリコールジグリシジルエーテル 138質量部
成分(d):1-ヒドロキシメタン-1,1-ジホスホン酸+酒石酸 49質量部
成分(e):メタバナジン酸ナトリウム 17質量部
成分(f):チタンフッ化アンモニウム 3質量部
なお、この表面処理液のpHは8.4であり、質量比(a/b)は1.7、質量比(b/c)は0.4、質量比(b/d)は1.2、質量比(e/d)は0.3、質量比(f/d)は0.06である。
皮膜損傷率を求めるためのドロービード試験の後、サンプルを70mm×150mmに切り出し、日本パーカライジング社製の脱脂剤:FC-E6403(40℃、120秒スプレー)、表面調整剤:PL-X(室温、20秒)及び化成処理剤:パルボンドPB-L3065(35℃、120秒)を用いて化成処理を実施後、カチオン系電着塗料(日本ペイント社製、V-50)を膜厚20μmとなるように形成した。次いで、各サンプルを、図4に示すSAE-J2334に基づく複合サイクル試験(CCT)に供し、150サイクル経過後の白錆発生面積率を求め、以下の基準で加工後耐食性を評価した。
◎:白錆発生なし
○:白錆発生面積率20%未満
×:白錆発生面積率20%以上
各サンプルについて、使用電極:CF型Cr-Cu電極、加圧力:150kgf、通電時間:10サイクル/60Hz、溶接電流:8kAの条件で連続打点性の溶接試験を行い、以下の基準でスポット溶接性を評価した。
○:連続打点数が2000点以上
×:連続打点数が2000点未満
プレス成形性を評価するために、各サンプルの摩擦係数を以下のようにして測定した。図5は、使用した摩擦係数測定装置の概略を示す説明図である。この装置では、サンプル1が試料台2に固定される。試料台2は、水平移動可能なスライドテーブル3の上面に固定されている。スライドテーブル3の下面には、これに接したローラー4を有する上下動可能なスライドテーブル支持台5が設けられている。支持台5を押上げることにより、ビード6によるサンプル1への押付荷重Nが発生する。この押付荷重Nを測定するための第1ロードセル7が、スライドテーブル支持台5に取付けられている。この押付力を作用させた状態でスライドテーブル3を水平方向へ移動させる。この際に発生する摺動抵抗力Fを測定するための第2ロードセル8が、スライドテーブル3の一方の端部でレール9の上方に取付けられている。なお、潤滑油として、スギムラ化学工業(株)製の防錆洗浄油「プレトンR352L」をサンプル1の表面に塗布して試験を行った。
◎:摩擦係数μが0.22未満
○:摩擦係数μが0.22以上0.28未満
×:摩擦係数μが0.28以上




2 試料台
3 スライドテーブル
4 ローラー
5 スライドテーブル支持台
6 ビード
7 第1ロードセル
8 第2ロードセル
9 レール
N 押付荷重
F 摺動抵抗力
Claims (6)
- 表面にミクロな凹凸を有する亜鉛系めっき鋼板と、
前記亜鉛系めっき鋼板の前記表面上に形成された、クロムを含まない有機無機複合皮膜と、
前記有機無機複合皮膜上に形成された、ポリウレタン樹脂を含有する表面処理皮膜と、
を有する表面処理鋼板であって、
前記亜鉛系めっき鋼板の凸部における、前記有機無機複合皮膜及び前記表面処理皮膜の合計厚さの平均が0.10μm以下であり、
前記表面処理皮膜の平均厚さが0.4~1.0μmであり、
先端径が5mmRのビードで前記表面処理鋼板を曲げ/曲げ戻し加工した後の前記表面処理皮膜の皮膜損傷率が20%以下である、
ことを特徴とする表面処理鋼板。 - 前記ポリウレタン樹脂が、400%以上の伸び、及び、1.0MPa以上の最大引張応力を有する、請求項1に記載の表面処理鋼板。
- 前記ポリウレタン樹脂が溶剤溶解型の樹脂である、請求項1又は2に記載の表面処理鋼板。
- 前記表面処理皮膜が、前記ポリウレタン樹脂100質量部に対して、酸化ケイ素、リン酸化合物、モリブデン酸化合物、及びバナジウム化合物からなる群から選ばれる一種以上の防錆添加剤を合計で1~50質量部含有する、請求項1~3のいずれか一項に記載の表面処理鋼板。
- 前記表面処理皮膜が、前記ポリウレタン樹脂100質量部に対して、固体潤滑剤を1~30質量部含有する、請求項1~4のいずれか一項に記載の表面処理鋼板。
- 前記有機無機複合皮膜の平均厚さが0.01~0.20μmである、請求項1~5のいずれか一項に記載の表面処理鋼板。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP24756653.2A EP4628627A4 (en) | 2023-02-15 | 2024-01-30 | SURFACE-TREATED STEEL SHEET |
| JP2024533320A JP7823748B2 (ja) | 2023-02-15 | 2024-01-30 | 表面処理鋼板 |
| KR1020257022703A KR20250118851A (ko) | 2023-02-15 | 2024-01-30 | 표면 처리 강판 |
| CN202480012004.3A CN120677273A (zh) | 2023-02-15 | 2024-01-30 | 表面处理钢板 |
| MX2025009230A MX2025009230A (es) | 2023-02-15 | 2025-08-06 | Lamina de acero con superficie tratada |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023-022002 | 2023-02-15 | ||
| JP2023022002 | 2023-02-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024171802A1 true WO2024171802A1 (ja) | 2024-08-22 |
Family
ID=92421686
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/002920 Ceased WO2024171802A1 (ja) | 2023-02-15 | 2024-01-30 | 表面処理鋼板 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP4628627A4 (ja) |
| JP (1) | JP7823748B2 (ja) |
| KR (1) | KR20250118851A (ja) |
| CN (1) | CN120677273A (ja) |
| MX (1) | MX2025009230A (ja) |
| WO (1) | WO2024171802A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN121652629A (zh) * | 2026-02-07 | 2026-03-13 | 湖南柏屹双马新材料有限公司 | 一种低吸油量防锈防腐粉体及其制备方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06254486A (ja) * | 1991-12-26 | 1994-09-13 | Nkk Corp | 潤滑性、プレス成形性および耐食性に優れた亜鉛系めっき鋼板 |
| JP2001089874A (ja) * | 1999-09-22 | 2001-04-03 | Nkk Corp | プレス成形性、プレス成形後の外観性及び耐食性に優れた表面処理鋼板 |
| JP2004018887A (ja) * | 2002-06-12 | 2004-01-22 | Jfe Steel Kk | プレス成形性および耐食性に優れた表面処理鋼板およびその製造方法 |
| JP2006022363A (ja) * | 2004-07-07 | 2006-01-26 | Nippon Steel Corp | 加工部耐食性に優れた表面処理鋼板 |
| JP2009248460A (ja) * | 2008-04-07 | 2009-10-29 | Nippon Steel Corp | 表面処理金属板 |
| JP2011017082A (ja) * | 2009-06-12 | 2011-01-27 | Nippon Parkerizing Co Ltd | クロムフリー表面処理亜鉛系めっき鋼板 |
| JP2012092444A (ja) * | 2010-09-29 | 2012-05-17 | Jfe Steel Corp | 亜鉛系めっき鋼板の製造方法および亜鉛系めっき鋼板 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69224742T2 (de) * | 1991-12-12 | 1998-08-06 | Nippon Kokan Kk | Verzinkte stahlplatte mit hoher druckumformbarkeit und hoher korrosionsbeständigkeit |
| JP5754102B2 (ja) * | 2009-10-27 | 2015-07-22 | Jfeスチール株式会社 | 亜鉛系めっき鋼板 |
| JP5754104B2 (ja) * | 2010-09-29 | 2015-07-22 | Jfeスチール株式会社 | 溶融亜鉛系めっき鋼板及びその製造方法 |
| JP6767121B2 (ja) | 2015-02-05 | 2020-10-14 | 日本製鉄株式会社 | クロムフリー合金化溶融亜鉛めっき鋼板およびその製造方法 |
| JP6710924B2 (ja) | 2015-03-31 | 2020-06-17 | 日本製鉄株式会社 | 表面処理鋼板、及び塗装部材 |
-
2024
- 2024-01-30 EP EP24756653.2A patent/EP4628627A4/en active Pending
- 2024-01-30 JP JP2024533320A patent/JP7823748B2/ja active Active
- 2024-01-30 CN CN202480012004.3A patent/CN120677273A/zh active Pending
- 2024-01-30 KR KR1020257022703A patent/KR20250118851A/ko active Pending
- 2024-01-30 WO PCT/JP2024/002920 patent/WO2024171802A1/ja not_active Ceased
-
2025
- 2025-08-06 MX MX2025009230A patent/MX2025009230A/es unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06254486A (ja) * | 1991-12-26 | 1994-09-13 | Nkk Corp | 潤滑性、プレス成形性および耐食性に優れた亜鉛系めっき鋼板 |
| JP2001089874A (ja) * | 1999-09-22 | 2001-04-03 | Nkk Corp | プレス成形性、プレス成形後の外観性及び耐食性に優れた表面処理鋼板 |
| JP2004018887A (ja) * | 2002-06-12 | 2004-01-22 | Jfe Steel Kk | プレス成形性および耐食性に優れた表面処理鋼板およびその製造方法 |
| JP2006022363A (ja) * | 2004-07-07 | 2006-01-26 | Nippon Steel Corp | 加工部耐食性に優れた表面処理鋼板 |
| JP2009248460A (ja) * | 2008-04-07 | 2009-10-29 | Nippon Steel Corp | 表面処理金属板 |
| JP2011017082A (ja) * | 2009-06-12 | 2011-01-27 | Nippon Parkerizing Co Ltd | クロムフリー表面処理亜鉛系めっき鋼板 |
| JP2012092444A (ja) * | 2010-09-29 | 2012-05-17 | Jfe Steel Corp | 亜鉛系めっき鋼板の製造方法および亜鉛系めっき鋼板 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4628627A1 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN121652629A (zh) * | 2026-02-07 | 2026-03-13 | 湖南柏屹双马新材料有限公司 | 一种低吸油量防锈防腐粉体及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN120677273A (zh) | 2025-09-19 |
| KR20250118851A (ko) | 2025-08-06 |
| EP4628627A1 (en) | 2025-10-08 |
| EP4628627A4 (en) | 2026-04-08 |
| MX2025009230A (es) | 2025-09-02 |
| JP7823748B2 (ja) | 2026-03-04 |
| JPWO2024171802A1 (ja) | 2024-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5335434B2 (ja) | 表面処理金属材およびその製造方法 | |
| US8304092B2 (en) | Surface-treated galvanized steel sheet with superior flat-portion corrosion resistance, blackening resistance, and appearance and corrosion resistance after press forming and aqueous surface-treatment liquid for galvanized steel sheet | |
| AU2002220566B8 (en) | Method for pretreating and coating metal surfaces, prior to forming, with a paint-like coating and use of substrates so coated | |
| JP4776458B2 (ja) | 耐食性、耐熱性、耐指紋性、導電性、塗装性および加工時の耐黒カス性に優れたクロメートフリー表面処理金属材 | |
| EP2418303B1 (en) | Zinc-coated steel sheet | |
| ES2934840T3 (es) | Composición de solución de tratamiento superficial para láminas de acero chapadas con aleación de zinc por inmersión en caliente con base ternaria, que proporciona una excelente resistencia a la corrosión y resistencia al ennegrecimiento, láminas de acero chapadas con aleación de zinc por inmersión en caliente con base ternaria usando la misma, y proce-dimiento de fabricación de la misma | |
| KR101492485B1 (ko) | 아연계 도금 강판의 제조 방법 및 아연계 도금 강판 | |
| KR101599167B1 (ko) | 아연계 도금 강판용의 표면 처리액과 아연계 도금 강판 및 그 제조 방법 | |
| WO2015056355A1 (ja) | 金属材料用表面処理剤、表面処理金属材料の製造方法 | |
| JP7823748B2 (ja) | 表面処理鋼板 | |
| JP2001105528A (ja) | リン酸亜鉛複合処理鋼板 | |
| JP7169409B1 (ja) | 6価クロムフリー水性表面処理液、表面処理金属および表面処理方法 | |
| JP6323424B2 (ja) | 耐食性に優れた表面処理溶融亜鉛めっき鋼板 | |
| JP2008184659A (ja) | 表面処理金属材 | |
| JP3477174B2 (ja) | 非クロメート型表面処理金属板とその製造方法 | |
| JP4283698B2 (ja) | 端面耐食性に優れるプレコート鋼板およびその製造方法 | |
| JP7712539B2 (ja) | 表面処理鋼板 | |
| JP3528742B2 (ja) | 樹脂被覆表面処理鋼板 | |
| JP3555604B2 (ja) | 耐食性、成形性に優れた表面処理鋼板およびその製造方法 | |
| JP2004149889A (ja) | プレス成形性および耐食性に優れた表面処理金属板 | |
| JP3882586B2 (ja) | 耐食性、成形性に優れた表面処理鋼板およびその製造方法 | |
| JPH11269659A (ja) | 耐クロム溶出性及び耐食性に優れた表面処理鋼板 | |
| WO2025070700A1 (ja) | 金属表面処理剤、金属材料の製造方法および金属材料 | |
| HK1134943B (en) | Surface-treated metal material and producing method thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024533320 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24756653 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202517054261 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024756653 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2024756653 Country of ref document: EP Effective date: 20250630 |
|
| ENP | Entry into the national phase |
Ref document number: 1020257022703 Country of ref document: KR Free format text: ST27 STATUS EVENT CODE: A-0-1-A10-A15-NAP-PA0105 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020257022703 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2501005038 Country of ref document: TH |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2025/009230 Country of ref document: MX |
|
| WWP | Wipo information: published in national office |
Ref document number: 1020257022703 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202480012004.3 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: MX/A/2025/009230 Country of ref document: MX |
|
| WWP | Wipo information: published in national office |
Ref document number: 202517054261 Country of ref document: IN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 202480012004.3 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 2024756653 Country of ref document: EP |