WO2024176662A1 - 接着剤インク、及び該接着剤インクを用いた捺染物の製造方法 - Google Patents
接着剤インク、及び該接着剤インクを用いた捺染物の製造方法 Download PDFInfo
- Publication number
- WO2024176662A1 WO2024176662A1 PCT/JP2024/001045 JP2024001045W WO2024176662A1 WO 2024176662 A1 WO2024176662 A1 WO 2024176662A1 JP 2024001045 W JP2024001045 W JP 2024001045W WO 2024176662 A1 WO2024176662 A1 WO 2024176662A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- ink
- mass
- resin
- meth
- adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/02—Printing inks
- C09D11/10—Printing inks based on artificial resins
- C09D11/106—Printing inks based on artificial resins containing macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- C09D11/107—Printing inks based on artificial resins containing macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds from unsaturated acids or derivatives thereof
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/02—Printing inks
- C09D11/10—Printing inks based on artificial resins
- C09D11/102—Printing inks based on artificial resins containing macromolecular compounds obtained by reactions other than those only involving unsaturated carbon-to-carbon bonds
- C09D11/104—Polyesters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/30—Inkjet printing inks
- C09D11/32—Inkjet printing inks characterised by colouring agents
- C09D11/322—Pigment inks
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/30—Inkjet printing inks
- C09D11/38—Inkjet printing inks characterised by non-macromolecular additives other than solvents, pigments or dyes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/30—Inkjet printing inks
- C09D11/40—Ink-sets specially adapted for multi-colour inkjet printing
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06P—DYEING OR PRINTING TEXTILES; DYEING LEATHER, FURS OR SOLID MACROMOLECULAR SUBSTANCES IN ANY FORM
- D06P5/00—Other features in dyeing or printing textiles, or dyeing leather, furs, or solid macromolecular substances in any form
- D06P5/003—Transfer printing
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06P—DYEING OR PRINTING TEXTILES; DYEING LEATHER, FURS OR SOLID MACROMOLECULAR SUBSTANCES IN ANY FORM
- D06P5/00—Other features in dyeing or printing textiles, or dyeing leather, furs, or solid macromolecular substances in any form
- D06P5/30—Ink jet printing
Definitions
- the present invention relates to an adhesive ink, an ink set containing the adhesive ink, a transfer medium containing the adhesive ink, and a printed item transfer-printed using the adhesive ink.
- Patent Document 1 describes that by using a transfer medium obtained from a method including a colored layer forming step of ejecting ink from an inkjet head toward a substrate to form a colored layer on the substrate, and an adhesive layer forming step of ejecting an adhesive liquid from an inkjet head toward the colored layer to form an adhesive layer on the colored layer, the transfer medium has excellent transferability to a receiving medium such as plastic.
- Patent Document 2 also describes an aqueous hot melt adhesive ink for digital textile printing, and states that by adjusting the amounts of aqueous hot melt adhesive resin, aqueous hardener, humectant, surfactant, defoamer, germicide preservative, pH adjuster, and deionized water, it is possible to provide an adhesive ink that can be used in inkjet printing work and has good adhesive strength, water resistance, and flexibility.
- Patent Document 1 does not consider at all the aspects in which the transfer medium is fabric.
- Patent Document 2 describes transfer printing in which the transfer medium is fabric, but does not sufficiently consider the transferability, wet friction fastness, and texture.
- the present invention aims to provide an adhesive ink, ink set, and transfer medium that have excellent transferability when transferring onto fabrics, and that can improve the wet friction fastness and texture of the resulting printed textile.
- An inkjet adhesive ink for use in transfer printing onto fabric comprising:
- the adhesive ink contains a resin, a water-soluble organic solvent, and water,
- the resin has a glass transition temperature of 30° C. or lower and a weight average molecular weight of 10,000 to 700,000.
- the adhesive ink according to [1] wherein the resin comprises at least one selected from the group consisting of an acrylic resin and a polyester resin.
- the resin contained in the adhesive ink includes at least one resin selected from the group consisting of an acrylic resin and a polyester resin,
- the ink set according to [5], wherein the resin contained in the color ink includes at least one resin selected from the group consisting of an acrylic resin and a polyester resin.
- the adhesive ink used in step 3 contains a resin, a water-soluble organic solvent, and water, and the resin has a glass transition temperature of 30° C. or lower and a weight average molecular weight of 10,000 to 700,000.
- the manufacturing method according to [11] wherein the resin contained in the adhesive ink includes at least one resin selected from the group consisting of an acrylic resin and a polyester resin.
- the step 3 includes printing an adhesive ink by inkjet printing on a colored ink layer laminated on a transfer substrate, The manufacturing method according to [11] or [12], wherein the color ink layer is formed by step 1 of printing color inks on a transfer substrate by inkjet printing, and step 2 of drying the color inks.
- the resin contained in the adhesive ink includes at least one resin selected from the group consisting of an acrylic resin and a polyester resin, The manufacturing method according to [14], wherein the resin contained in the color ink includes at least one resin selected from the group consisting of an acrylic resin and a polyester resin.
- [20] The manufacturing method according to any one of [11] to [19], wherein the printing of the adhesive ink in step 3 is carried out on (I) an ink receiving layer laminated on a transfer substrate, or (II) a surface of a colored ink layer in a laminate in which a transfer substrate, an ink receiving layer, and a colored ink layer are laminated in this order.
- a method for producing a printed textile product comprising a step of transferring and printing the transfer medium obtained by the production method according to any one of [11] to [20] onto a fabric.
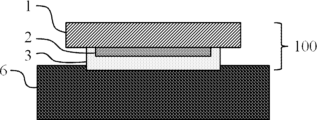
- the transfer printing step includes a contact step of contacting a surface of the transfer medium on which the adhesive ink is printed with a fabric in a state of facing the fabric, and a step of peeling the transfer substrate from the fabric,
- the present invention makes it possible to provide an adhesive ink that has excellent transferability when transferring onto fabrics, and can improve the wet friction fastness and texture of the resulting printed textile.
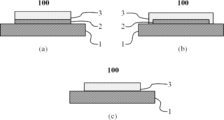
- FIG. 1 is a schematic cross-sectional view showing an example of a laminated structure of a transfer medium according to the present invention.
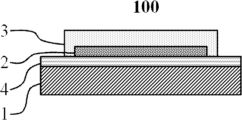
- FIG. 4 is a schematic cross-sectional view showing another example of a layered structure of the transfer medium in the present invention.
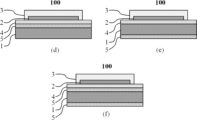
- FIG. 11 is a schematic cross-sectional view showing still another example of the layered structure of the transfer medium in the present invention.
- FIG. 2 is a schematic cross-sectional view showing an example of a laminated structure of a transfer medium and a fabric during transfer printing of the present invention.
- a to B indicating a numerical range means “A or more, B or less.”
- (meth)acrylic acid means acrylic acid or methacrylic acid
- (meth)acrylate means acrylate or methacrylate.
- the adhesive ink of the present invention is an inkjet adhesive ink used for transfer printing onto fabric, and is characterized in that the adhesive ink contains a resin, a water-soluble organic solvent, and water, and the resin has a glass transition temperature of 30° C. or lower and a weight average molecular weight of 10,000 to 700,000.
- the adhesive ink of the present invention may contain other components as necessary in addition to the components described above. Each component constituting the adhesive ink of the present invention will be described.
- the adhesive ink of the present invention contains a resin.
- the resin may be used alone or in combination of two or more kinds.
- the glass transition temperature (Tg) of the resin contained in the adhesive ink of the present invention is 30° C. or lower, preferably 20° C. or lower, more preferably 15° C. or lower, and even more preferably 10° C. or lower.
- Tg glass transition temperature
- the lower limit of the Tg of the resin is, for example, ⁇ 50° C. or higher, preferably ⁇ 30° C. or higher, more preferably ⁇ 20° C.
- the transfer medium is wound up in a roll and stored, and in this case, blocking by the adhesive ink may become a problem.
- the Tg of the resin is preferably from -50 to 30°C, more preferably from -30 to 20°C, further preferably from -20 to 15°C, and particularly preferably from -10 to 10°C.
- the Tg of the resin can be determined by differential scanning calorimetry (DSC). Specifically, for example, a differential scanning calorimeter (NETZSCH's "DSC 3500") is used to heat and cool the resin in the following steps to create a DSC curve, and the midpoint glass transition temperature determined from the DSC curve at the second heating step is taken as the glass transition temperature (Tg) of the resin.
- DSC differential scanning calorimeter
- Step 1 The temperature is increased from -50°C to 150°C at a rate of 10°C/min, and then maintained at 150°C for 5 minutes.
- Step 2 The temperature is decreased from 150° C. to ⁇ 50° C. at a rate of 10° C./min, and then maintained at ⁇ 50° C. for 5 minutes.
- Step 3 Raise the temperature from -50°C to 150°C at a rate of 10°C/min.
- the main resin refers to a resin that preferably accounts for 50% by mass or more, more preferably 60% by mass or more, even more preferably 80% by mass or more, and particularly preferably 90% by mass or more, of the total 100% by mass of the resins contained in the adhesive ink.
- the weight average molecular weight of the resin contained in the adhesive ink of the present invention is 10,000 or more, preferably 20,000 or more, and may be 30,000 or more or 50,000 or more.
- the weight average molecular weight of the resin is 700,000 or less, preferably 500,000 or less, more preferably 400,000 or less, and may be 350,000 or less or 300,000 or less.
- the weight average molecular weight of the resin is from 10,000 to 700,000, preferably from 20,000 to 500,000, more preferably from 20,000 to 400,000, and may be from 30,000 to 350,000 or from 50,000 to 300,000.
- the weight average molecular weight of the resin can be calculated by a standard polystyrene conversion method using gel permeation chromatography (GPC). Specifically, for example, a resin solution dissolved in tetrahydrofuran (THF) to a concentration of 0.2% by mass is used as a sample, and the weight average molecular weight (polystyrene conversion) can be calculated from a chart created using gel permeation chromatography (Tosoh Corporation, product number: HLC-8320GPC, column: TSK-GEL SuperMultiporeHZ, eluent: THF) and a calibration curve created using standard polystyrene manufactured by Tosoh Corporation.
- GPC gel permeation chromatography
- the weight average molecular weight of the resins as a mixture should be within the above range, but it is preferable that the weight average molecular weight of each of the resins is within the above range.
- the type of resin contained in the adhesive ink of the present invention is not particularly limited, and examples thereof include vinyl-based resins, acrylic-based resins, polyester-based resins, olefin-based resins, urethane-based resins, fluorine-based resins, silicone-based resins, epoxy-based resins, phenoxy-based resins, phenol-based resins, xylene-based resins, and the like.
- acrylic-based resins and/or polyester-based resins are preferred.
- an acrylic resin as the resin.
- the adhesive ink may be placed under heating as described below in the production of a transfer medium or a printed material, and the resulting adhesive ink layer may turn yellow due to the heating. Suppression of such yellowing may be required to improve the design of the resulting printed material, and the use of an acrylic resin as the resin can suppress the above-mentioned yellowing.
- organic ammonium examples include tetraalkylammonium (preferably tetra- C1-10 alkylammonium) such as tetramethylammonium and tetrabutylammonium, trialkylammonium (preferably tri-C1-10 alkylammonium) such as trimethylammonium, triethylammonium and tributylammonium, hydroxyalkylammonium (preferably mono-, di- or tri(hydroxy- C1-10 alkyl)ammonium) such as monoethanolammonium, diethanolammonium and triethanolammonium, and dialkylmonohydroxyalkylammonium (preferably di- C1-10 alkylmono(hydroxy- C1-10 alkyl)ammonium) such as dimethylmonoethanolammonium .
- tetraalkylammonium preferably tetra- C1-10 alkylammonium
- trialkylammonium preferably tri-C1-10 alkylammonium
- the monofunctional (meth)acrylate preferably contains (meth)acrylic acid (salt) and/or alkyl (meth)acrylate, more preferably contains at least alkyl (meth)acrylate, and even more preferably contains (meth)acrylic acid (salt) and alkyl (meth)acrylate.
- the content of structural units derived from (meth)acrylic acid (salt) per 100 parts by mass of structural units derived from alkyl (meth)acrylate is preferably 0 to 3 parts by mass, more preferably 0 to 1 part by mass, even more preferably 0 to 0.5 parts by mass, even more preferably 0.1 to 0.5 parts by mass, and particularly preferably 0.3 to 0.5 parts by mass.
- the alkyl (meth)acrylate preferably includes an alkyl (meth)acrylate having an alkyl group with 1 to 18 carbon atoms (hereinafter referred to as C 1-18 alkyl (meth)acrylate), and more preferably includes a C 4-12 alkyl (meth)acrylate.
- C 1-18 alkyl (meth)acrylate an alkyl (meth)acrylate having an alkyl group with 1 to 18 carbon atoms
- C 4-12 alkyl (meth)acrylate preferably includes a C 4-12 alkyl (meth)acrylate.
- a combination of a C 1-3 alkyl (meth)acrylate and a C 4-18 alkyl (meth)acrylate a combination of a C 4-6 alkyl (meth)acrylate and a C 7-18 alkyl (meth)acrylate, a combination of a C 1-3 alkyl (meth)acrylate, a C 4-6 alkyl (meth)acrylate and a C 7-18 alkyl (meth)acrylate, and the like can be mentioned.
- the content of structural units derived from polyfunctional (meth)acrylates relative to the total of 100% by mass of structural units derived from all monomer components constituting the acrylic resin is preferably 10% by mass or less, more preferably 5% by mass or less, and even more preferably 1% by mass or less.
- the acrylic resin preferably has a structural unit derived from an acid group-containing monomer.
- the acrylic resin contains a structural unit derived from an acid group-containing monomer, the stability of the acrylic resin is improved.
- the structural unit derived from the acid group-containing monomer may be contained in the acrylic resin alone or in two or more types.
- the acid group-containing monomer may have at least one acid group and at least one polymerizable unsaturated group in the molecule.
- the acid group include a sulfo group, a carboxy group, and salts thereof, with a carboxy group or a salt thereof being preferred.
- the acid group-containing monomer may be the above-mentioned (meth)acrylic acid (salt) or another acid group-containing monomer.
- the acid group-containing monomer include unsaturated monocarboxylic acids or salts thereof, such as (meth)acrylic acid, cinnamic acid, and crotonic acid; unsaturated dicarboxylic acids or salts thereof, such as maleic acid, fumaric acid, itaconic acid, and citraconic acid; monoesters of unsaturated dicarboxylic acids, such as maleic acid monomethyl ester, maleic acid monobutyl ester, itaconic acid monomethyl ester, and itaconic acid monobutyl ester, or salts thereof; anhydrides of unsaturated dicarboxylic acids, such as maleic anhydride; 2-acryloyloxyethyl succinic acid, 2-acryloyloxyethyl phthalic acid, and 2-acryloyloxyethyl hexahydrophthalic acid.
- unsaturated monocarboxylic acids or salts thereof such as (meth)acrylic acid, cinnamic acid, and
- the salt examples include alkali metal salts and ammonium salts, and specific examples of the alkali metal atom and ammonium constituting the salt are the same as those described above.
- the acid group-containing monomer is preferably an unsaturated monocarboxylic acid and/or a salt thereof, and more preferably (meth)acrylic acid (salt).
- the content of the structural unit derived from the acid group-containing monomer (preferably the content of the structural unit derived from (meth)acrylic acid (salt)) relative to the total 100% by mass of the structural units derived from all monomer components constituting the acrylic resin is preferably 0.1% by mass or more, more preferably 0.3% by mass or more, even more preferably 0.5% by mass or more, still more preferably 1.0% by mass or more, and is preferably 5% by mass or less, more preferably 4% by mass or less, and even more preferably 3% by mass or less.
- the content is preferably 0.1 to 5% by mass, more preferably 0.3 to 4% by mass, even more preferably 0.5 to 3% by mass, and even more preferably 1.0 to 3% by mass.
- the content of the structural unit derived from the acid group-containing monomer preferably the content of the structural unit derived from (meth)acrylic acid (salt)
- the content of the structural unit derived from the acrylic resin is preferably 0 to 3 mass%, more preferably 0 to 1 mass%, even more preferably 0 to 0.5 mass%, still more preferably 0.1 to 0.5 mass%, and particularly preferably 0.3 to 0.5 mass%.
- the acrylic resin may further have a structural unit derived from a styrene-based monomer.
- the total content of structural units derived from (meth)acrylic monomers and structural units derived from styrene-based monomers preferably the total content of structural units derived from (meth)acrylic acid (salt), structural units derived from alkyl (meth)acrylate, and structures derived from styrene-based monomers
- the acrylic resin may further have a structural unit derived from a styrene-based monomer.
- the total content of structural units derived from (meth)acrylic monomers and structural units derived from styrene-based monomers preferably the total content of structural units derived from (meth)acrylic acid (salt), structural units derived from alkyl (meth)acrylate, and structures derived from styrene-based monomers
- the acrylic resin may further have a structural unit derived from a styrene-based mono
- the styrene-based monomers include, for example, styrene, ⁇ -methylstyrene, p-methylstyrene, tert-methylstyrene, chlorostyrene, vinyltoluene, 2-styrylethyltrimethoxysilane, divinylbenzene, etc., and one or more of them can be selected and used.
- the styrene-based monomer may have a functional group such as an alkyl group such as a methyl group or a tert-butyl group, a nitro group, a nitrile group, an alkoxyl group, an acyl group, a sulfone group, a hydroxyl group, or a halogen atom present on the benzene ring constituting the styrene-based monomer.
- a functional group such as an alkyl group such as a methyl group or a tert-butyl group, a nitro group, a nitrile group, an alkoxyl group, an acyl group, a sulfone group, a hydroxyl group, or a halogen atom present on the benzene ring constituting the styrene-based monomer.
- styrene-based monomers styrene is preferred from the viewpoint of increasing water resistance.
- the content of structural units derived from styrene-based monomers relative to the total of 100% by mass of structural units derived from all monomer components constituting the acrylic resin may be, for example, 10% by mass or more, or 30% by mass or more, and is preferably 80% by mass or less, more preferably 70% by mass or less, and even more preferably 60% by mass or less. In other words, the content is preferably 0 to 80% by mass, and may be 10 to 70% by mass, or 30 to 60% by mass.
- the acrylic resin preferably contains a structural unit derived from a styrene monomer and/or a C1-3 chain alkyl methacrylate and a structural unit derived from a C4-12 chain alkyl acrylate, more preferably a structural unit derived from a C1-3 chain alkyl methacrylate and a structural unit derived from a C4-12 chain alkyl acrylate, and further preferably contains a structural unit derived from an acid group-containing monomer (preferably, (meth)acrylic acid (salt)) in addition to these structural units.
- an acid group-containing monomer preferably, (meth)acrylic acid (salt)
- the total content of structural units derived from the styrene-based monomer, the C1-3 chain alkyl methacrylate, the C4-12 chain alkyl acrylate, and the acid group-containing monomer relative to 100% by mass of structural units derived from all monomer components constituting the acrylic resin is preferably 60% by mass or more, more preferably 80% by mass or more, and even more preferably 95% by mass or more, and may be 100% by mass.
- the content of the structural unit derived from a C4-12 chain alkyl acrylate relative to the total 100 mass% of structural units derived from all monomer components constituting the acrylic resin may be appropriately adjusted depending on the target Tg, and is preferably 20 to 90 mass%, more preferably 30 to 75 mass%, and even more preferably 40 to 60 mass%.
- the total content of the styrene-based monomer and the structural units derived from the C1-3 chain alkyl methacrylate is preferably 20 to 200 parts by mass, more preferably 50 to 150 parts by mass, and even more preferably 80 to 120 parts by mass, per 100 parts by mass of the structural units derived from the C4-12 chain alkyl acrylate.
- the content of the structural unit derived from the acid group-containing monomer is preferably 0 to 3 parts by mass, more preferably 0.1 to 1 part by mass, and even more preferably 0.3 to 0.5 parts by mass, relative to 100 parts by mass in total of the structural units derived from the styrene-based monomer, the C1-3 chain alkyl methacrylate, and the C4-12 chain alkyl acrylate.
- the acrylic resin may further have one or more structural units derived from monomers other than (meth)acrylic monomers, acid group-containing monomers, and styrene monomers (hereinafter sometimes referred to as other monomers).
- the other monomers are not particularly limited as long as they have at least one polymerizable unsaturated group in the molecule, but examples include addition-polymerizable oxazolines such as 2-vinyl-2-oxazoline, 2-vinyl-4-methyl-2-oxazoline, 2-vinyl-5-methyl-2-oxazoline, 2-isopropenyl-2-oxazoline, 2-isopropenyl-4-methyl-2-oxazoline, 2-isopropenyl-5-methyl-2-oxazoline, and 2-isopropenyl-5-ethyl-2-oxazoline; vinyl monomers such as vinyl acetate, vinyl chloride, and vinyl benzoate; acrylonitrile; (meth)acrylamide monomers such as (meth)acrylamide, N-monomethyl(meth)acrylamide, N-monoethyl(meth)acrylamide, and N,N-dimethyl(meth)acrylamide; and olefin monomers such as ethylene and propy
- the acrylic resin can be produced by a conventional polymerization method, such as a solution polymerization method, a bulk polymerization method, a suspension polymerization method, an emulsion polymerization method, etc.
- the emulsion polymerization method is preferred. That is, the acrylic resin can be produced by emulsion polymerization of the above-mentioned monomer components ((meth)acrylic monomers, and optionally styrene monomers, acid group-containing monomers, and other monomers) in an aqueous solvent in the presence of an emulsifier and a polymerization initiator.
- the term "monomer component” refers to a compound having at least one polymerizable unsaturated group in the molecule, other than the reactive emulsifier described below.
- the specific means and conditions for carrying out the emulsion polymerization can be appropriately selected and adopted from the means and techniques in conventional emulsion polymerization methods.
- the emulsifier used in the emulsion polymerization is not limited, but may be a nonionic emulsifier, anionic emulsifier, cationic emulsifier, amphoteric emulsifier, polymer emulsifier, etc., and any emulsifier known in the art may be used. Each of these emulsifiers may be used alone, or two or more of them may be used in combination. Among the above emulsifiers, nonionic emulsifiers and/or anionic emulsifiers are preferred. Emulsifiers containing polymerizable groups in the molecule (hereinafter sometimes referred to as reactive emulsifiers) are also preferred.
- nonionic emulsifiers containing polymerizable groups or anionic emulsifiers containing polymerizable groups are particularly preferred.
- the amount of reactive emulsifier in 100% by mass of emulsifier used in the emulsion polymerization is not particularly limited, but is, for example, 10 to 80% by mass, and preferably 30 to 60% by mass.
- Anionic emulsifiers include, for example, alkyl sulfate salts such as ammonium dodecyl sulfate and sodium dodecyl sulfate; alkyl sulfonate salts such as ammonium dodecyl sulfonate, sodium dodecyl sulfonate and sodium alkyl diphenyl ether disulfonate; alkyl aryl sulfonate salts such as ammonium dodecyl benzene sulfonate and sodium dodecyl naphthalene sulfonate; polyoxyethylene alkyl sulfonate salts; polyoxyethylene alkyl ether sulfate salts; polyoxyethylene alkyl aryl ether sulfate salts; dialkyl sulfosuccinate salts; aryl sulfonic acid-formaldehyde.
- Condensates fatty acid salts such as ammonium laurate and sodium stearylate; sulfates or salts thereof having an allyl group such as bis(polyoxyethylene polycyclic phenyl ether) methacrylate sulfonate salts, propenyl-alkyl sulfosuccinate salts, polyoxyethylene (meth)acrylate sulfonate salts, polyoxyethylene (meth)acrylate phosphonate salts, and sulfonate salts of allyloxymethyl alkyloxy polyoxyethylene; sulfate salts of allyloxymethyl alkoxyethyl polyoxyethylene; and polyoxyalkylene alkenyl ether ammonium sulfate salts; but are not limited to these examples.
- fatty acid salts such as ammonium laurate and sodium stearylate
- sulfates or salts thereof having an allyl group such as bis(polyoxyethylene polycyclic phenyl
- Nonionic emulsifiers include, for example, polyoxyethylene alkyl ethers, polyoxyethylene alkylaryl ethers, condensation products of polyethylene glycol and polypropylene glycol, sorbitan fatty acid esters, polyoxyethylene sorbitan fatty acid esters, fatty acid monoglycerides, condensation products of ethylene oxide and aliphatic amines, polyoxyalkylene alkenyl ethers, etc., but are not limited to these examples.
- polymeric emulsifiers examples include poly(meth)acrylates such as sodium polyacrylate; polyvinyl alcohol; polyvinylpyrrolidone; polyhydroxyalkyl(meth)acrylates such as polyhydroxyethyl acrylate; and copolymers in which one or more of the monomers constituting these polymers are copolymerized components, but are not limited to these examples.
- the reactive emulsifier refers to a compound having a polymerizable unsaturated group, a hydrophilic group and a hydrophobic group, and the number of polymerizable unsaturated groups may be one or more.
- the polymerizable unsaturated group include groups having an ethylenically unsaturated double bond, and specific examples thereof include a (meth)acryloyl group, a vinyl group, an allyl group, and a styryl group.
- the hydrophilic group include groups known as emulsifiers (surfactants).
- anionic groups such as a sulfonic acid group, a phosphoric acid group, a sulfate ester residue, and a phosphoric acid ester residue; and nonionic groups such as a polyether group and an ester group are preferred.
- the hydrophobic group may also be a group known as an emulsifier (surfactant).
- Preferred examples of the hydrophobic group include an alkyl group (particularly an alkyl group having about 8 to 40 carbon atoms), an aryl group-containing hydrocarbon group (particularly a phenyl group-containing hydrocarbon group having about 12 to 40 carbon atoms), and a polycyclic phenyl group.
- reactive emulsifiers include: Propenyl-alkyl sulfosuccinate salts, (meth)acrylic acid polyoxyethylene sulfonate salts, (meth)acrylic acid polyoxyethylene phosphonate salts (e.g., Sanyo Chemical Industries, Ltd., product name: ELEMINOL RS-30, etc.), polyoxyethylene alkylpropenyl phenyl ether sulfonate salts (e.g., Daiichi Kogyo Seiyaku Co., Ltd., product name: AQUALON HS-10, etc.), allyloxymethyl alkyloxy polyoxyethylene sulfonate salts (e.g., Daiichi Kogyo Seiyaku Co., Ltd., product name: AQUALON KH-10, etc.), polyoxyethylene styrenated propenyl phenyl ether sulfate ammonium salts, anionic emulsifiers having a
- the amount of the emulsifier used is not limited, but is preferably 0.1 to 10 parts by mass, more preferably 0.5 to 7 parts by mass, and even more preferably 1.0 to 5 parts by mass, relative to 100 parts by mass of the monomer component. If necessary, protective colloids can be used alone or together with the emulsifier. When a reactive emulsifier is used as the emulsifier, the polymerizable group of the reactive emulsifier reacts during polymerization, so that the resulting resin has structural units derived from the reactive emulsifier.
- the content of the structural units derived from the reactive emulsifier in the polymer is preferably 0.1 to 8 parts by mass, more preferably 0.5 to 5 parts by mass, and even more preferably 1.0 to 3 parts by mass, relative to 100 parts by mass of the structural units derived from the monomer components.
- the polymerization initiator used in carrying out the above emulsion polymerization includes, but is not limited to, azo-based polymerization initiators such as azobisisobutyronitrile, 2,2-azobis(2-methylbutyronitrile), 2,2-azobis(2,4-dimethylvaleronitrile), 2,2-azobis(2-diaminopropane) hydrochloride, 4,4-azobis(4-cyanovaleric acid), and 2,2-azobis(2-methylpropionamidine); persulfates such as ammonium persulfate and potassium persulfate; and peroxide-based polymerization initiators such as hydrogen peroxide, benzoyl peroxide, parachlorobenzoyl peroxide, lauroyl peroxide, and ammonium peroxide.
- the polymerization initiators may be used alone or in combination of two or more.
- the amount of polymerization initiator used in the emulsion polymerization is preferably 0.01 to 3 parts by mass, more preferably 0.05 to 2 parts by mass, and even more preferably 0.1 to 1 part by mass, per 100 parts by mass of the monomer components.
- a reducing agent such as a soluble sulfite (e.g., sodium hydrogen sulfite) or ascorbic acid, or a metal compound that generates heavy metal ions in water, such as ferrous sulfate, can be combined with the polymerization initiator to form a redox initiator.
- the polymerization reaction may be carried out in the presence of a chain transfer agent.
- chain transfer agents include 2-ethylhexyl thioglycolate, tert-dodecyl mercaptan, n-octyl mercaptan, n-dodecyl mercaptan, mercaptoacetic acid, mercaptopropionic acid, 2-mercaptoethanol, ⁇ -methylstyrene, and ⁇ -methylstyrene dimer, but the present invention is not limited to these examples.
- These chain transfer agents may be used alone or in combination of two or more types.
- the amount of the chain transfer agent used may be adjusted appropriately depending on the target weight average molecular weight, but is preferably 0.01 to 10 parts by mass, and more preferably 0.1 to 3 parts by mass, per 100 parts by mass of the monomer component.
- the reaction temperature and reaction time when carrying out the above emulsion polymerization can be set appropriately taking into consideration the weight average molecular weight of the target resin, the blending ratio of the monomer components, the type of polymerization initiator, etc., but the reaction temperature is, for example, 0 to 100°C, preferably 50 to 95°C, and more preferably 60 to 90°C, and the reaction time is, for example, 0.5 to 30 hours, preferably 1 to 20 hours, and more preferably 3 to 10 hours.
- the reaction pressure is also not particularly limited, and may be normal pressure (atmospheric pressure), reduced pressure, or increased pressure. It is desirable to carry out the polymerization reaction in an atmosphere of an inert gas such as nitrogen gas.
- Aqueous solvents for carrying out the above emulsion polymerization include water and mixed solvents of water and water-soluble organic solvents.
- a water-soluble organic solvent is an organic solvent that dissolves in water at a concentration of 0.01% by mass or more at room temperature and normal pressure. In this specification, room temperature means 25°C, and normal pressure means 1 atmosphere.
- the water content in the aqueous solvent is preferably 10 to 100% by mass, more preferably 25% by mass or more, even more preferably 60% by mass or more, and particularly preferably 90% by mass or more.
- water-soluble organic solvent examples include: Lower alcohols (preferably C 1-4 alcohols) such as methyl alcohol, ethyl alcohol, n-propyl alcohol, isopropyl alcohol, n-butyl alcohol, and tert-butyl alcohol; Dihydric alcohols (preferably glycols) such as propylene glycol, 1,3-propanediol, dipropylene glycol, tripropylene glycol, ethylene glycol, diethylene glycol, triethylene glycol, and tetraethylene glycol; Trihydric alcohols such as glycerin; Ethers of monoethylene glycol such as monoethylene glycol monomethyl ether, monoethylene glycol monoethyl ether, monoethylene glycol monopropyl ether, monoethylene glycol monoisopropyl ether, monoethylene glycol monobutyl ether, and monoethylene glycol monoisobutyl ether (preferably, monoalkyl ethers of monoethylene glycol); Ethers of monopropylene glycol such as
- These water-soluble organic solvents may be used alone or in combination of two or more kinds.
- the amount of aqueous solvent used when carrying out the above emulsion polymerization is not limited, but is preferably 20 to 300 parts by mass, more preferably 30 to 200 parts by mass, and even more preferably 40 to 150 parts by mass, per 100 parts by mass of the monomer components.
- polymerization method in the above emulsion polymerization include monomer drop polymerization, pre-emulsion drop polymerization, seed polymerization, and multi-stage polymerization.
- an appropriate amount of additives such as a pH buffer or a chelating agent may be added to the reaction system in the above emulsion polymerization.
- the amount of additive varies depending on the type and cannot be determined in general, but is usually preferably 0.01 to 5 parts by mass, more preferably 0.1 to 3 parts by mass, per 100 parts by mass of the monomer component.
- an emulsion is obtained in which the acrylic resin is dispersed as emulsion particles in the aqueous solvent.
- the polyester resin is not particularly limited as long as it is a polymer having an ester bond in the main chain, but a condensation polymer of an aromatic dicarboxylic acid and a diol compound is preferred.
- aromatic dicarboxylic acid examples include phthalic acid, isophthalic acid, and terephthalic acid.
- diol compound examples include aliphatic diols such as ethylene glycol, 1,2-propanediol, 1,3-propanediol, and neopentyl glycol; aromatic alcohols such as alkylene oxide adducts of bisphenol A, such as polyoxypropylene-2,2-bis(4-hydroxyphenyl)propane and polyoxyethylene-2,2-bis(4-hydroxyphenyl)propane; hydrogenated bisphenol A or its alkylene oxide (carbon number 2-4) (average number of moles added: 1-16) adducts; and the like.
- aromatic alcohols such as alkylene oxide adducts of bisphenol A, such as polyoxypropylene-2,2-bis(4-hydroxyphenyl)propane and polyoxyethylene-2,2-bis(4-hydroxyphenyl)propane
- hydrogenated bisphenol A or its alkylene oxide (carbon number 2-4) average number of moles added: 1-16) adducts; and the like.
- Aliphatic polybasic acids can also be added to the polyester resin to improve fluidity.
- the aliphatic polybasic acids include saturated aliphatic dicarboxylic acids or their anhydrides, such as succinic acid, succinic anhydride, glutaric acid, adipic acid, azelaic acid, sebacic acid, dodecanedioic acid, and 1,4-cyclohexanedicarboxylic acid; unsaturated aliphatic dicarboxylic acids or their anhydrides, such as fumaric acid, maleic acid, maleic anhydride, itaconic acid, itaconic anhydride, citraconic acid, and citraconic anhydride; and trifunctional or higher aliphatic carboxylic acids, such as 1,2,3,4-butanetetracarboxylic acid.
- the total content of the acrylic resin and the polyester resin is preferably 50% by mass or more, more preferably 80% by mass or more, and even more preferably 90% by mass or more, and may be 100% by mass. Furthermore, from the viewpoint of suppressing yellowing of the adhesive ink layer, the content of the acrylic resin in 100% by mass of the resin contained in the adhesive ink is preferably 65% by mass or more, more preferably 80% by mass or more, even more preferably 90% by mass or more, and particularly preferably 100% by mass.
- the resin when the resin is added to the adhesive ink, it is preferable to add it as an emulsion, that is, in the adhesive ink of the present invention, the resin is preferably included as emulsion particles.
- compositions and physical properties of the resin that constitutes the emulsion particles are the same as those described above.
- the shape of the emulsion particles is not particularly limited, but is usually spherical. The shape can be measured using a transmission electron microscope or a scanning electron microscope.
- the emulsion particles may have a single-layer structure or a multi-layer structure (e.g., a core-shell structure).
- the average particle size (volume basis) of the emulsion particles is preferably 50 nm or more, more preferably 80 nm or more, and even more preferably 100 nm or more, and is preferably 500 nm or less, more preferably 350 nm or less, and even more preferably 300 nm or less. That is, the average particle size (volume basis) of the emulsion particles is preferably 50 to 500 nm, more preferably 80 to 350 nm, and even more preferably 100 to 300 nm.
- the average particle size of the emulsion particles may be the cumulant average particle size measured by dynamic light scattering, as shown in the examples described later.
- the resin (preferably emulsion particles) content in the adhesive ink of the present invention is, for example, 10% by mass or more, preferably 15% by mass or more, more preferably 20% by mass or more, and for example, 35% by mass or less, preferably 30% by mass or less, more preferably 25% by mass or less. That is, the resin (preferably emulsion particles) content in the adhesive ink of the present invention is, for example, 10 to 35% by mass, preferably 15 to 30% by mass, more preferably 20 to 25% by mass.
- the adhesive ink of the present invention contains water and a water-soluble organic solvent. These solvents act as diluents to adjust the viscosity of the adhesive ink.
- the total content of water and the water-soluble organic solvent in the adhesive ink may be set according to the desired viscosity of the adhesive ink, and is not particularly limited, but is, for example, 40 to 90% by mass, preferably 50 to 88% by mass, and more preferably 55 to 85% by mass.
- the water-soluble organic solvent may be the same as the water-soluble organic solvent used in emulsion polymerization.
- the water-soluble organic solvent may be used alone or in combination of two or more.
- the content of the water-soluble organic solvent is preferably 10 to 55 parts by mass, more preferably 15 to 45 parts by mass, per 100 parts by mass of water contained in the adhesive ink.
- a water-soluble organic solvent having a boiling point of 150° C. or higher is preferred, a water-soluble organic solvent having a boiling point of 180° C. or higher is more preferred, and a water-soluble organic solvent having a boiling point of 200° C. or higher is even more preferred.
- water-soluble organic solvents having a boiling point of 150° C. or higher include propylene glycol, diethylene glycol, triethylene glycol, and glycerin.
- the content of the water-soluble organic solvent that further enhances moisture retention is preferably 10 to 50 parts by mass, and more preferably 15 to 40 parts by mass, relative to 100 parts by mass of water contained in the adhesive ink.
- a water-soluble organic solvent having a hydrophobic group e.g., an alkyl group
- a hydrophobic group e.g., an alkyl group
- a monoalkyl ether of diethylene glycol e.g., an alkyl group
- the total content of the resin, water and water-soluble organic solvent in the adhesive ink of the present invention is not particularly limited, but is, for example, 70% by mass or more, preferably 85% by mass or more, more preferably 90% by mass or more, and even more preferably 95% by mass or more, and may be 100% by mass or 99.5% by mass or less.
- the adhesive ink of the present invention may further contain a crosslinking agent. It is believed that the use of a crosslinking agent forms a crosslinked structure through interaction with the components contained in the adhesive ink of the present invention, such as a resin, or through a chemical reaction, and thus enables the formation of a tough coating film. It is presumed that this leads to further improvement in the wet rub fastness and washing fastness (hereinafter sometimes collectively referred to as fastness) of the resulting printed material.
- fastness wet rub fastness and washing fastness
- crosslinking agent examples include isocyanate compounds, epoxy compounds, melamine compounds, metal chelate compounds, aziridine compounds, mercapto compounds, oxazoline compounds, etc., and preferably oxazoline compounds.
- the crosslinking agent may be used alone or in combination of two or more types.
- the oxazoline compound as the crosslinking agent refers to a compound having two or more oxazoline groups in the molecule.
- the oxazoline compound include 2,2'-bis(2-oxazoline), 2,2'-methylene-bis(2-oxazoline), 2,2'-ethylene-bis(2-oxazoline), 2,2'-trimethylene-bis(2-oxazoline), 2,2'-tetramethylene-bis(2-oxazoline), 2,2'-hexamethylene-bis(2-oxazoline), 2,2'-octamethylene-bis(2-oxazoline), 2,2'-ethylene-bis(4 ,4'-dimethyl-2-oxazoline), 2,2'-p-phenylene-bis(2-oxazoline), 2,2'-m-phenylene-bis(2-oxazoline), 2,2'-m-phenylene-bis(4,4'-dimethyl-2-oxazoline), bis(2-oxazolinylcyclohex
- oxazoline compounds water-soluble oxazoline compounds are preferred from the viewpoint of excellent crosslinking performance, and oxazoline group-containing polymers are also preferred.
- the above oxazoline group-containing polymers can be produced by a conventionally known production method. For example, a method of polymerizing one or more types of addition polymerizable oxazolines, or a monomer component containing an addition polymerizable oxazoline and a monomer copolymerizable with the addition polymerizable oxazoline, can be mentioned.
- the copolymerizable monomer a monomer that does not have a functional group that reacts with the oxazoline group and is copolymerizable with the addition polymerizable oxazoline is preferred.
- the above monomer component can include a monomer that does not have a functional group that reacts with the oxazoline group.
- (meth)acrylic monomers such as alkyl (meth)acrylates; styrene-based monomers such as styrene, ⁇ -methylstyrene, and chloromethylstyrene; vinyl-based monomers such as vinyl acetate, vinyl chloride, and vinyl benzoate; acrylonitrile; (meth)acrylamide-based monomers such as acrylamide; olefin-based monomers such as ethylene and propylene.
- Examples of the above-mentioned addition-polymerizable oxazolines include compounds having a polymerizable unsaturated group and an oxazoline group in the molecule, such as 2-vinyl-2-oxazoline, 2-vinyl-4-methyl-2-oxazoline, 2-vinyl-5-methyl-2-oxazoline, 2-isopropenyl-2-oxazoline, 2-isopropenyl-4-methyl-2-oxazoline, 2-isopropenyl-5-methyl-2-oxazoline, and 2-isopropenyl-5-ethyl-2-oxazoline.
- 2-vinyl-2-oxazoline 2-vinyl-4-methyl-2-oxazoline
- 2-vinyl-5-methyl-2-oxazoline 2-isopropenyl-2-oxazoline
- 2-isopropenyl-4-methyl-2-oxazoline 2-isopropenyl-5-methyl-2-oxazoline
- water-soluble oxazoline group-containing polymers are preferred, and can be produced by the same method as the above-mentioned method for producing oxazoline group-containing polymers.
- water-soluble oxazoline group-containing polymers include polymers that have an acrylic resin or the like as the main chain and contain oxazoline groups in the side chains.
- oxazoline group-containing polymers examples include water-soluble polymers such as Epocross WS-500 and Epocross WS-700, manufactured by Nippon Shokubai Co., Ltd., and emulsion-type polymers such as Epocross K-2010, Epocross K-2020, and Epocross K-2030. Of these, water-soluble polymers such as Epocross WS-500 and Epocross WS-700, manufactured by Nippon Shokubai Co., Ltd., are preferred.
- the content of the crosslinking agent is not particularly limited, but is, for example, 0 to 10 parts by mass, preferably 0.05 to 10 parts by mass, more preferably 0.1 to 8 parts by mass, and even more preferably 0.2 to 5 parts by mass, relative to 100 parts by mass of the resin.
- the adhesive ink of the present invention may further contain a surfactant.
- a surfactant By using a surfactant, it becomes possible to adjust the surface tension to a level suitable for inkjet ejection.
- an acetylene glycol surfactant for example, an acetylene glycol surfactant, a silicone surfactant, a fluorine surfactant, or the like is preferably used.
- acetylene glycol surfactant commercially available products may be used, and specific examples thereof include the Surfynol series (manufactured by Evonik Corporation), the Olfine series (manufactured by Nissin Chemical Industry Co., Ltd.), and the Acetylenol series (manufactured by Kawaken Fine Chemicals Co., Ltd.).
- the silicone surfactant a polyether-modified silicone surfactant is preferably used.
- silicone surfactant commercially available products may be used, and specific examples thereof include the Silface series (manufactured by Nissin Chemical Industry Co., Ltd.), the KF series (manufactured by Nissin Chemical Industry Co., Ltd.), and BYK-345, 347, 348, 349, 3450, 3451, 3455, and 3480 (all manufactured by BYK).
- fluorosurfactant examples include perfluoroalkyl sulfonic acid compounds, perfluoroalkyl carboxylic acid compounds, perfluoroalkyl phosphate compounds, perfluoroalkyl ethylene oxide adducts, polyoxyalkylene ether polymer compounds having perfluoroalkyl ether groups on the side chains, etc.
- fluorosurfactant commercially available products may be used, and specific examples thereof include Surflon series (manufactured by AGC Sei Chemical Co., Ltd.) and Megafac F series (manufactured by DIC Corporation). These surfactants may be used alone or in combination of two or more.
- acetylene glycol-based surfactants and silicone-based surfactants are preferred, silicone-based surfactants are more preferred, and polyether-modified silicone-based surfactants are even more preferred.
- the content of the surfactant (the total content when two or more surfactants are used) is not particularly limited, but from the viewpoint of ejection stability, it is preferably 0.1 to 4 mass% relative to 100 mass% of the adhesive ink of the present invention, more preferably 0.5 to 3 mass%, even more preferably 1 to 2.5 mass%, and particularly preferably 1 to 2 mass%.
- the content may also be 0.01 to 2 mass%, or 0.1 to 1 mass%.
- each surfactant is preferably 0.05 to 2.5 mass %, more preferably 0.2 to 2.0 mass %, and even more preferably 0.4 to 1.5 mass %, relative to 100 mass % of the adhesive ink of the present invention.
- a silicone surfactant in combination with an acetylene glycol surfactant, and it is even more preferable to use a polyether-modified silicone surfactant in combination with an acetylene glycol surfactant.
- the mass ratio (silicone-based surfactant/acetylene glycol-based surfactant) is preferably 0.1 to 20, more preferably 0.2 to 10, even more preferably 0.5 to 4.5, particularly preferably 0.7 to 3.0, and most preferably 1.0 to 2.0.
- the adhesive ink of the present invention may further contain a coloring material such as a dye or pigment.
- a coloring material such as a dye or pigment.
- the adhesive ink can also function as a colored ink, which will be described later. Specifically, it is possible to form a pattern such as a desired image or character using only the adhesive ink, or to form a white background layer that serves as the background of a pattern formed from a colored ink layer, so that the number of times the colored ink is printed can be reduced, or the colored ink printing process itself can be omitted. From the viewpoint of making the fastness of the resulting printed textile particularly excellent, it is preferable that the adhesive ink of the present invention does not contain a coloring material.
- the coloring material is preferably a pigment from the viewpoint of fastness.
- pigments contained in the adhesive ink include those exemplified as pigments contained in the colored inks described below, and the preferred embodiments thereof are the same.
- the content of the pigment is, for example, 0 to 15% by mass or more in 100% by mass of the adhesive ink of the present invention.
- the content is preferably 1% by mass or more, more preferably 1.5% by mass or more, and may be 2% by mass or more.
- the content is preferably 10% by mass or less, more preferably 7% by mass or less, and may be 5% by mass or less or 3% by mass or less. That is, the content of the pigment is preferably 1 to 10% by mass, more preferably 1.5 to 7% by mass, and may be 2 to 5% by mass or 2 to 3% by mass in 100% by mass of the adhesive ink of the present invention.
- the content of the white pigment is preferably 1 to 10 mass %, and more preferably 1.5 to 7 mass %, relative to 100 mass % of the adhesive ink of the present invention, from the viewpoint of achieving both color development and design properties, and hot melt properties and fastness.
- the content of the coloring pigment is preferably 1 to 5 mass %, and more preferably 1.5 to 3 mass %, relative to 100 mass % of the adhesive ink of the present invention, from the viewpoint of achieving both color development and design properties, and hot melt properties and fastness.
- the adhesive ink of the present invention may contain other components in addition to the above-mentioned components within the scope of not impairing the object of the present invention.
- additives such as dispersants, leveling agents, UV absorbers, UV stabilizers, thickeners, wetting agents, plasticizers, stabilizers, defoamers, antioxidants, crosslinking accelerators, pH adjusters, preservatives, chain transfer agents, and chelating agents may be contained in appropriate amounts.
- the content is not particularly limited, but is preferably 2% by mass or less, and more preferably 1% by mass or less, relative to 100% by mass of the adhesive ink of the present invention.
- the content is preferably 0.01% by mass or more, and more preferably 0.05% by mass or more.
- the solvent that is the dispersion medium for the emulsion particles is preferably water or a mixed solvent of water and a water-soluble organic solvent.
- the water-soluble organic solvent include the same water-soluble organic solvents as those described above.
- the solvent that is the dispersion medium for the emulsion particles may be derived from, for example, the solvent used when producing the resin, or may be derived from a solvent added separately to the produced resin or a commercially available resin. Also, a commercially available emulsion may be used.
- the adhesive ink of the present invention is an inkjet adhesive ink used for transfer printing onto fabrics. That is, the present invention also includes a method of using the adhesive ink of the present invention as an adhesive ink for producing a transfer medium for use in transfer printing onto fabrics by an inkjet method.
- the adhesive ink used in the method is as described above, and the preferred embodiments thereof are also the same. A preferred embodiment of the transfer medium will be described in the section on transfer medium below.
- the present invention also encompasses an ink set including the above-mentioned adhesive ink and a colored ink containing a pigment and a resin.
- the adhesive inks constituting the ink set of the present invention are as described above, and the preferred embodiments are also the same.
- the hue of the colored ink constituting the ink set of the present invention is not particularly limited, and may be selected from black, white, and chromatic colors.
- Chromatic colors include the three primary colors of subtractive color mixing, magenta, yellow, and cyan, as well as colors of different densities, such as light cyan, dark yellow, light magenta, and light black.
- the color may be one or more hues selected from red, blue, orange, green, and violet.
- a pigment that exhibits a white hue may be referred to as a white pigment
- a pigment that exhibits a hue other than white (chromatic colors or black) may be referred to as a colored pigment.
- the hue of the colored ink can be controlled by the pigment.
- the pigment contained in the colored ink but pigments used in normal colored inks for inkjet textile printing can be used.
- the pigments include organic pigments and inorganic pigments, which can be used alone or in combination of two or more types. They can also be used in combination with an extender pigment, if necessary.
- organic pigments examples include azo pigments such as benzidine and Hansa Yellow, diazo pigments, azomethine pigments, methine pigments, anthraquinone pigments, phthalocyanine pigments such as phthalocyanine blue, perinone pigments, perylene pigments, diketopyrrolopyrrole pigments, thioindigo pigments, iminoisoindoline pigments, isoindolinone pigments such as iminoisoindolinone, dioxazine pigments, quinacridone pigments such as quinacridone red and quinacridone violet, flavanthrone pigments, indanthrone pigments, anthrapyrimidine pigments, carbazole pigments, monoarylide yellow, diarylide yellow, benzimidazolone yellow, tolyl orange, naphthol orange, and quinophthalone pigments.
- azo pigments such as benzidine and Hansa Yellow
- diazo pigments such as benzidine and Hans
- the hue of the organic pigment is not particularly limited, and any pigment exhibiting the chromatic hue described above can be used.
- Specific examples of such organic pigments include products with product numbers such as C.I. Pigment Yellow, C.I. Pigment Red, C.I. Pigment Orange, C.I. Pigment Violet, C.I. Pigment Blue, and C.I. Pigment Green.
- inorganic pigments examples include titanium dioxide, antimony trioxide, zinc oxide such as zinc oxide, lithopone, white lead, red iron oxide, black iron oxide, chromium oxide green, carbon black, yellow lead, molybdenum red, ferric ferrocyanide (Prussian blue), ultramarine, and lead chromate.
- inorganic pigments include flat pigments such as mica, clay, aluminum powder, talc, and aluminum silicate, as well as extender pigments such as calcium carbonate, magnesium hydroxide, aluminum hydroxide, barium sulfate, and magnesium carbonate.
- carbon black examples include furnace black, thermal lamp black, acetylene black, and channel black.
- preferred white pigments are titanium dioxide, antimony trioxide, zinc oxide such as zinc oxide, lithopone, white lead, calcium carbonate, magnesium hydroxide, aluminum hydroxide, barium sulfate, magnesium carbonate, clay, talc, and aluminum silicate.
- titanium dioxide is preferred from the viewpoint of its high refractive index and excellent hiding power.
- titanium dioxide with a rutile crystal structure is preferred.
- Preferred color pigments include the above organic pigments, red iron oxide, black iron oxide, chromium oxide green, carbon black, yellow lead, molybdenum red, ferric ferrocyanide (Prussian blue), ultramarine, lead chromate, etc.
- the average particle size (volume basis) of the pigment is preferably from 10 to 1,000 nm, and more preferably from 20 to 500 nm, from the viewpoints of dispersion stability, color development, and hiding power.
- the average particle size (volume basis) is preferably 100 to 500 nm from the viewpoint of superior hiding property
- the lower limit is more preferably 150 nm or more, and even more preferably 200 nm or more
- the upper limit is more preferably 450 nm or less, and even more preferably 400 nm or less.
- the average particle size (volume basis) is preferably 20 to 200 nm, particularly from the viewpoint of color development, with the lower limit being more preferably 40 nm or more, and even more preferably 50 nm or more, and the upper limit being more preferably 150 nm or less, and even more preferably 100 nm or less.
- the average particle size (volume basis) of a pigment can be measured by a laser diffraction scattering type particle size distribution analyzer or dynamic light scattering.
- the cumulant average particle size measured by dynamic light scattering can be used, as shown in the examples below.
- the 50% particle size in the volume-based particle size distribution measured by a laser diffraction scattering type particle size distribution analyzer can be used as the average particle size.
- the pigment is preferably stabilized in dispersion in the colored ink by a dispersant. For this reason, in the manufacture of the colored ink, it is preferable to mix the pigment, dispersant, and solvent, and carry out a dispersion process using a bead mill or the like to prepare a pigment dispersion in which the pigment is dispersed in the solvent, and then mix this with a resin and any optional components described below to manufacture the colored ink.
- the dispersing agent examples include poly(meth)acrylic acid, poly(meth)acrylic acid (salts) such as poly(meth)acrylic acid salts, copolymers of (meth)acrylic acid (salts) with one or more of the monomer components other than (meth)acrylic acid (salts) such as (meth)acrylic acid alkyl esters, (meth)acrylamide, styrene, maleic acid, maleic anhydride, maleic acid esters, and vinyl acetate, polyvinyl alcohol, and polyvinylpyrrolidone.
- poly(meth)acrylic acid poly(meth)acrylic acid (salts) such as poly(meth)acrylic acid salts, copolymers of (meth)acrylic acid (salts) with one or more of the monomer components other than (meth)acrylic acid (salts) such as (meth)acrylic acid alkyl esters, (meth)acrylamide, styrene
- the solvent in the pigment dispersion is preferably an aqueous solvent, and examples of the aqueous solvent include those described above as aqueous solvents used in emulsion polymerization.
- the content of the pigment in the color ink is preferably from 1 to 50% by mass, and more preferably from 2 to 35% by mass.
- the content of the white pigment in the color ink is preferably 5 to 40% by mass, and more preferably 10 to 30% by mass
- the content of the organic pigment in the color ink is preferably 1 to 30% by mass, and more preferably 2 to 15% by mass.
- the type of resin contained in the colored ink constituting the ink set of the present invention is not particularly limited, and examples include vinyl resins, acrylic resins, polyester resins, olefin resins, urethane resins, fluorine resins, silicone resins, epoxy resins, phenoxy resins, phenol resins, xylene resins, etc., among which acrylic resins and/or polyester resins are preferred, with acrylic resins being particularly preferred.
- the resin used in the color ink is the same type of resin as the resin used in the adhesive ink. That is, in the ink set of the present invention, when an acrylic resin and/or a polyester resin is used as the adhesive ink, it is preferable to use an acrylic resin and/or a polyester resin as the resin used in the color ink, and when an acrylic resin is used as the adhesive ink, it is more preferable to use an acrylic resin as the resin used in the color ink, or when a polyester resin is used as the adhesive ink, it is more preferable to use a polyester resin as the resin used in the color ink.
- the interface between the layer formed from the adhesive ink and the layer formed from the color ink in the transfer medium or printed material is less likely to peel off, and as a result, the transferability and the robustness of the resulting printed material are further improved.
- the acrylic resin used in the colored ink a conventionally known acrylic resin can be used.
- the resin contains a structural unit derived from a (meth)acrylic monomer.
- Specific examples of the (meth)acrylic monomer are the same as those described for the (meth)acrylic monomer used in the adhesive ink.
- the (meth)acrylic monomer preferably contains at least one selected from the group consisting of alkyl (meth)acrylate, (meth)acrylic acid (salt), and hydroxyalkyl (meth)acrylate, and more preferably contains all of (meth)acrylic acid (salt), alkyl (meth)acrylate, and hydroxyalkyl (meth)acrylate.
- the alkyl (meth)acrylate is preferably a C1-18 alkyl (meth)acrylate, more preferably a C4-12 alkyl (meth)acrylate.
- the alkyl (meth)acrylate preferably contains at least a C4-12 chain alkyl acrylate, more preferably a C4-12 chain alkyl acrylate and a C4-12 cyclic alkyl methacrylate.
- the content of structural units derived from (meth)acrylic monomers is preferably 30 to 100 mass%, more preferably 40 to 99 mass%, and even more preferably 55 to 95 mass%.
- the content of the structural unit derived from alkyl (meth)acrylate relative to the total of 100 mass% of structural units derived from all monomer components constituting the acrylic resin used in the colored ink is preferably 20 to 99 mass%, more preferably 30 to 98 mass%, and even more preferably 40 to 95 mass%. Furthermore, the content of the structural units derived from a C 4-12 cyclic alkyl methacrylate per 100 parts by mass of the structural units derived from a C 4-12 chain alkyl acrylate is preferably 1 to 100 parts by mass, more preferably 3 to 50 parts by mass, and even more preferably 5 to 20 parts by mass.
- the content of structural units derived from (meth)acrylic acid (salt) relative to the total 100% by mass of structural units derived from all monomer components constituting the acrylic resin used in the colored ink is preferably 0.1 to 5% by mass, more preferably 0.5 to 4% by mass, and even more preferably 1.0 to 3% by mass.
- the content of the structural unit derived from hydroxyalkyl (meth)acrylate relative to the total 100% by mass of the structural units derived from all monomer components constituting the acrylic resin used in the colored ink is preferably 0.1 to 5% by mass, more preferably 0.3 to 4% by mass, and even more preferably 0.5 to 3% by mass.
- the acrylic resin used in the color ink may further have a structural unit derived from a styrene monomer.
- the total content of the structural units derived from the (meth)acrylic monomer and the structural units derived from the styrene monomer relative to the total of 100% by mass of the structural units derived from all monomer components constituting the acrylic resin used in the color ink is preferably 50% by mass or more, more preferably 80% by mass or more, and even more preferably 95% by mass or more, and may be 100% by mass.
- Specific examples of the styrene monomer are the same as those described as the styrene monomer used in the adhesive ink.
- the content of the structural units derived from styrene-based monomers relative to 100 parts by mass of the structural units derived from (meth)acrylic monomers is, for example, 10 to 150 parts by mass, preferably 30 to 100 parts by mass, and more preferably 40 to 70 parts by mass.
- the acrylic resin used in the colored ink may further have structural units derived from monomers other than (meth)acrylic monomers and styrene monomers.
- monomers other than (meth)acrylic monomers and styrene monomers include the acid group-containing monomers used in the adhesive ink (excluding (meth)acrylic acid) and the monomers described as other monomers.
- the polyester resin used in the colored ink may be any polyester resin known in the art.
- the polyester resin is preferably a condensation polymer of an aromatic dicarboxylic acid and a diol compound, and specific examples of the aromatic dicarboxylic acid and diol compound are the same as those described above.
- the weight average molecular weight (Mw) of the resin used in the colored ink is not particularly limited, but from the viewpoint of suppressing the flow of the colored ink after printing, it is preferably 50,000 or more, more preferably 300,000 or more, even more preferably 550,000 or more, and particularly preferably 600,000 or more.
- the upper limit of the weight average molecular weight of the resin used in the colored ink is preferably 5 million or less, from the viewpoint of improving film-forming properties and water resistance.
- the glass transition temperature (Tg (°C)) of the resin used in the colored ink is not particularly limited, but from the viewpoint of enhancing the texture of the resulting printed material, it is preferably -50 to 10°C, more preferably -45 to 5°C, and even more preferably -40 to 3°C.
- the resin is preferably included as emulsion particles in the colored ink.
- the preferred aspects of the composition and physical properties of the resin that constitutes the emulsion particles are the same as those described above.
- the resin (preferably emulsion particles) content in the colored ink is, for example, 5 to 40% by mass, preferably 8 to 30% by mass, and more preferably 10 to 25% by mass. By adjusting the resin content within the above range, the viscosity of the colored ink can be maintained within an appropriate range.
- the colored ink preferably further contains a solvent.
- a solvent organic solvents and aqueous solvents can be suitably used, but from the viewpoint of reducing the environmental load, it is preferable to use an aqueous solvent.
- aqueous solvents include water and mixed solvents of water and water-soluble organic solvents. From the viewpoint of improving the moisture retention and compatibility with the resin, it is preferable that the aqueous solvent contained in the colored ink contains a water-soluble organic solvent.
- the preferred aspects of the type and content of the water-soluble organic solvent are the same as the preferred aspects of the type and content of the water-soluble organic solvent in the adhesive ink.
- the amount of solvent contained in the colored ink can be set according to the desired viscosity of the colored ink, and is not particularly limited, but is, for example, 40 to 90% by mass, preferably 50 to 88% by mass, and more preferably 55 to 85% by mass.
- the colored ink may further contain a crosslinking agent.
- a crosslinking agent is believed to improve the wet friction fastness and washing fastness of the resulting printed material, possibly due to the interaction with the components contained in the colored ink, such as resins, or through a chemical reaction, to form a crosslinked structure and form a tough coating film.
- crosslinking agents that can be used in the colored ink include the compounds exemplified as crosslinking agents that can be used in the adhesive ink, and the preferred embodiments are the same.
- the amount of the crosslinking agent is not particularly limited, but is, for example, 0 to 10 parts by mass, preferably 0.05 to 10 parts by mass, more preferably 0.1 to 8 parts by mass, and even more preferably 0.2 to 5 parts by mass, relative to 100 parts by mass of the resin.
- the color ink may further contain a surfactant.
- surfactants that can be used in the color ink include the compounds exemplified as surfactants that can be used in the adhesive ink, and the preferred embodiments thereof are the same.
- the amount of the surfactant contained is not particularly limited, but is preferably 0.01 to 2% by mass, and more preferably 0.1 to 1% by mass, relative to 100% by mass of the colored ink.
- the colored ink may contain other components in addition to the above-mentioned components, so long as the object of the present invention is not hindered.
- the colored ink may contain an appropriate amount of additives such as a leveling agent, an ultraviolet absorber, an ultraviolet stabilizer, a thickener, a humectant, a plasticizer, a stabilizer, an antifoaming agent, a dye, an antioxidant, a crosslinking promoter, a pH adjuster, and a preservative.
- the content is not particularly limited, but is preferably 2% by mass or less, and more preferably 1% by mass or less, relative to 100% by mass of the colored ink.
- the content is preferably 0.01% by mass or more, and more preferably 0.05% by mass or more.
- Transfer medium also includes a transfer medium in which the adhesive ink of the present invention is printed on a transfer substrate with or without a colored ink layer formed from a colored ink containing a pigment and a resin.
- the transfer medium of the present invention is formed using the above-mentioned adhesive ink, and therefore, by using the transfer medium, it is possible to achieve excellent transferability during transfer printing onto fabrics, and to improve the wet friction fastness and texture of the resulting printed textile.
- the transfer medium in which the adhesive ink is printed on the transfer substrate with a colored ink layer is preferably a transfer medium in which a colored ink containing a pigment and a resin is printed on the transfer substrate, and the adhesive ink of the present invention is further printed on the colored ink.
- a layer formed by printing a colored ink i.e., a layer formed from a colored ink
- a layer formed by printing an adhesive ink i.e., a layer formed from an adhesive ink
- an adhesive ink layer a layer formed from an adhesive ink
- the transfer medium of the present invention is a transfer medium in which an adhesive ink is printed on a transfer substrate via a colored ink layer
- the transfer medium can be said to be a laminate A in which a colored ink layer is provided on the transfer substrate and an adhesive ink layer is further provided on the colored ink layer.
- the transfer medium of the present invention is a transfer medium in which an adhesive ink is printed on a transfer substrate without a colored ink layer
- the transfer medium can be said to be a laminate B in which an adhesive ink layer is laminated on a transfer substrate.
- the adhesive ink forming the adhesive ink layer contains a colorant, it is preferable to have the transfer medium in the form of laminate B.
- the transfer medium of the present invention can be said to be a laminate in which the adhesive ink layer in the laminates A and B is an adhesive ink layer containing a resin having a glass transition temperature of 30° C. or lower and a weight average molecular weight of 10,000 to 700,000 (the resin contained in the adhesive ink described above).
- transfer medium A a transfer medium on which the adhesive ink of the present invention is printed via a colored ink layer on a transfer substrate
- transfer medium B a transfer medium on which the adhesive ink of the present invention is printed without a colored ink layer
- FIG. 1 is a schematic cross-sectional view showing an example of the laminated structure of the transfer medium of the present invention.
- Figures 1(a) and (b) are examples of transfer medium A.
- the transfer medium 100 in (a) and (b) has a colored ink layer 2 on a transfer substrate 1, and an adhesive ink layer 3 on the colored ink layer 2.
- the adhesive ink layer 3 may be provided only in the portion where the colored ink layer 2 is formed, as shown in Figure 1(a), or may be provided in the portion where the colored ink layer 2 is formed as well as in the periphery thereof, as shown in Figure 1(b).
- the embodiment shown in (b) is preferred because it further improves the wet rub fastness of the resulting printed textile.
- 1C is an example of transfer medium B.
- an adhesive ink layer 3 is directly laminated on a transfer substrate 1.
- the adhesive ink forming the adhesive ink layer 3 contains a coloring material
- the transfer substrate is not particularly limited, but is preferably a material that does not shrink easily during the drying process described below.
- Specific examples of the transfer substrate include metal, wood, plastic, and paper.
- the metal includes aluminum and copper, with aluminum being preferred from the viewpoint of cost.
- Examples of the plastic include polyolefin resins, polyester resins, polyamide resins, and polycarbonate resins. From the viewpoint of cost, polyester resins are preferred, and aromatic polyesters such as polyethylene terephthalate, polybutylene terephthalate, and polyethylene naphthalate are more preferred.
- the above-mentioned paper includes plain paper, fine paper, coated paper, and the like.
- polyester resin is more preferable, aromatic polyester is further preferable, and polyethylene terephthalate is particularly preferable.
- the transfer substrate may be a single-layer structure or a multi-layer structure.
- the transfer substrate is preferably in the form of a sheet or film to facilitate use of the transfer medium.
- the thickness of the transfer substrate is preferably 10 to 50 ⁇ m.
- the transfer medium of the present invention preferably has an ink receiving layer on the surface of the transfer substrate on which the colored ink and/or adhesive ink is printed.
- the ink receiving layer is provided between the transfer substrate and the colored ink layer
- transfer medium B it is preferable that the ink receiving layer is provided between the transfer substrate and the adhesive ink layer.
- the transfer medium 100 includes an ink-receiving layer 4 on a transfer substrate 1, a colored ink layer 2 on the ink-receiving layer 4, and an adhesive ink layer 3 on the colored ink layer 2.
- the transfer medium 100 may be formed by providing an ink receiving layer 4 on a transfer substrate 1 and laminating an adhesive ink layer 3 on the ink receiving layer 4 .
- the ink receiving layer can be formed by coating a transfer substrate (or a transfer substrate provided with a release layer, described below) with a solution containing a resin for forming the ink receiving layer.
- the resin include (meth)acrylic resins such as (meth)acrylic acid ester resins and (meth)acrylic acid ester-styrene copolymer resins; olefin resins such as polyethylene resins and polypropylene resins; silicone resins; polyvinyl alcohol resins; cellulose resins such as sodium carboxymethylcellulose; and the like.
- the solution containing the resin for forming the ink receiving layer may further contain inorganic particles such as calcium carbonate and silica.
- the thickness of the ink receiving layer is not particularly limited, but from the viewpoint of suppressing the flow of colored inks and adhesive inks, it is preferably 30 nm or more, and more preferably 100 nm or more. From the viewpoint of cost, it is preferably 20 ⁇ m or less, and more preferably 10 ⁇ m or less. In other words, the thickness of the ink receiving layer is preferably 30 nm to 20 ⁇ m, and more preferably 100 nm to 10 ⁇ m.
- the transfer medium of the present invention may also have a release layer on at least one surface of the transfer substrate. That is, in the transfer medium A, a release layer may be provided between the transfer substrate and the colored ink layer (preferably the ink receiving layer) and/or on the side of the transfer substrate opposite to the side on which the colored ink layer is formed. In addition, in the transfer medium B, a release layer may be provided between the transfer substrate and the adhesive ink layer (preferably the ink receiving layer) and/or on the side of the transfer substrate opposite to the side on which the adhesive ink layer is formed.
- the transfer substrate By providing a release layer between the transfer substrate and the colored ink layer or between the transfer substrate and the adhesive ink layer (preferably between the transfer substrate and the ink receiving layer), the transfer substrate can be easily peeled off from the transfer substrate to the colored ink layer or the adhesive ink layer to be transferred, making it easier to transfer from the transfer medium to the fabric.
- a release layer on the side of the transfer medium opposite to the side on which the colored ink layer or the adhesive ink layer is formed, blocking between the transfer media can be suppressed when the transfer media are stacked.
- FIG. 3 is a schematic cross-sectional view showing an example of a laminated structure of a transfer medium A having an ink receiving layer and a release layer.
- a release layer 5 is provided on a transfer substrate 1
- an ink receiving layer 4 is provided on the release layer 5
- a colored ink layer 2 is provided on the ink receiving layer 4
- an adhesive ink layer 3 is provided on the colored ink layer 2.
- an ink receiving layer 4 is provided on one side of the transfer substrate 1
- a release layer 5 is provided on the other side
- a colored ink layer 2 is provided on the ink receiving layer 4
- an adhesive ink layer 3 is provided on the colored ink layer 2.
- a release layer 5 is provided on both sides of the transfer substrate 1, an ink receiving layer 4 is provided on one release layer 5, a colored ink layer 2 is provided on the ink receiving layer 4, and an adhesive ink layer 3 is provided on the colored ink layer 2.
- the transfer medium 100 may be formed by laminating the adhesive ink layer 3 directly on the ink receiving layer 4 in FIGS.
- the release layer is preferably a layer obtained by coating at least one surface of the transfer substrate with a release agent.
- the release agent include polyethylene wax-based release agents, silicone-based release agents, and fluorine-based release agents.
- Sheets or films in which an ink receiving layer and/or a release layer is provided on a transfer substrate are commercially available, and the transfer medium may be constructed using such commercially available products.
- An example of such a commercially available product is DTF Transfers film (manufactured by One More Buck).
- the color inks that form the color ink layer are the same as those described as the color inks that make up the ink set described above, and the preferred embodiments are also the same.
- the transfer medium has an ink-receiving layer
- a part or all of the colored ink layer and/or the adhesive ink layer laminated on the ink-receiving layer may be absorbed into the ink-receiving layer.
- the transfer medium A has an ink receiving layer
- a part or the whole of the colored ink layer may be absorbed into the ink receiving layer.
- the transfer medium B has an ink receiving layer
- a part of the adhesive ink layer may be absorbed into the ink receiving layer.
- the ejection weight of the color ink per unit area in the transfer medium of the present invention is not particularly limited, but is preferably 1 to 200 g/m 2 , and more preferably 5 to 100 g/m 2. By forming a color ink layer within this range, a printed product having even more excellent texture and wet rub fastness tends to be obtained.
- the adhesive ink that forms the adhesive ink layer is the same as that described above as the adhesive ink, and the preferred embodiments are also the same.
- the thickness of the adhesive ink layer in the transfer medium of the present invention is not particularly limited, but is preferably 0.5 ⁇ m or more, more preferably 2 ⁇ m or more, even more preferably 5 ⁇ m or more or more than 5 ⁇ m, and particularly preferably 8 ⁇ m or more, in terms of film thickness after drying.
- the thickness of the adhesive ink layer is preferably 200 ⁇ m or less, more preferably 150 ⁇ m or less, even more preferably 100 ⁇ m or less, and may be 50 ⁇ m or less.
- the method for producing the transfer medium of the present invention is not particularly limited, but Step 3: printing an adhesive ink by inkjet onto the transfer substrate or onto a colored ink layer laminated to the transfer substrate; and It is preferable to produce the adhesive ink by a method including a step 4 of drying the adhesive ink.
- the step 3 is a step of printing an adhesive ink by inkjet onto the colored ink layer laminated on the transfer substrate
- the colored ink layer is formed by step 1 of printing a colored ink by inkjet onto the transfer substrate, and step 2 of drying the colored ink.
- Step 1 is a step of printing color inks on a transfer substrate by inkjet.
- An apparatus for performing step 1 includes an inkjet recording apparatus, and a specific example of an inkjet recording apparatus includes, but is not limited to, MMP-TX13 (manufactured by Mastermind).
- MMP-TX13 manufactured by Mastermind
- the color inks can be printed on the transfer substrate by ejecting the color inks from an inkjet head and attaching the color inks to a predetermined portion on the transfer substrate. This forms a pattern of a color ink layer on the transfer substrate.
- the colored inks used in step 1 are the same as those described above as the colored inks that make up the ink set, and the preferred embodiments are also the same.
- the number of times the colored inks are printed is not particularly limited, and may be, for example, 1 to 6 times, and preferably 1 to 4 times.
- the colored inks used in each printing may be the same or different.
- white colored ink may be used for further printing.
- a white background layer is formed between the fabric and the pattern in the obtained printed product, and color development is improved, especially when a dark-colored fabric is used. Note that when forming a white background layer between the fabric and the pattern, if an adhesive ink containing a white pigment is used in step 3 described below, the printing step of the white colored ink can be omitted.
- the amount of ink ejected in one printing is not particularly limited and may be determined according to the desired thickness of the colored ink layer, but may be adjusted, for example, within the range of 3 to 15 ng.
- Step 2 is a step of drying the color ink printed on the transfer substrate. That is, step 2 can be said to be a step of evaporating a part or all of the components (i.e., the solvent) other than the solid content in the color ink printed on the transfer substrate. Even if an ink receiving layer is provided on the printing surface of the transfer substrate, when an adhesive ink is further printed thereon, the color ink may flow and a clear pattern may not be obtained, so it is preferable to go through drying step 2.
- step 2 of 100% by mass of the components excluding the solid content in the color ink, preferably 10% by mass or more, more preferably 15% by mass or more, and even more preferably 20% by mass or more is evaporated.
- step 2 of 100% by mass of the components excluding the solid content in the color ink, preferably 80% by mass or less, more preferably 70% by mass or less, even more preferably 60% by mass or more, and particularly preferably 50% by mass or less or 40% by mass or less is evaporated.
- the evaporation amount is preferably from 10 to 80% by mass, more preferably from 15 to 70% by mass, further preferably from 20 to 60% by mass, and particularly preferably from 20 to 50% by mass or 20 to 40% by mass.
- the conditions for obtaining the desired evaporation amount can be obtained by ejecting a certain weight of color ink, which has a known solid content concentration, onto the substrate, measuring the total weight of the ink and substrate after drying and the weight of the substrate alone using a precision balance, and calculating the weight.
- the drying process in step 2 can be performed under the same conditions.
- the device for carrying out step 2 is not particularly limited, but for example, a heating means in an inkjet recording device (e.g., a platen heater, a hot air heater, an infrared heater) can be used.
- a platen heater e.g., a platen heater, a hot air heater, an infrared heater
- a planar heating element such as a rubber heater can be placed on the platen of the inkjet recording device as an alternative to the platen heater.
- the amount of evaporation can be adjusted by controlling the heating temperature, heating time, hot air temperature, and air volume. It is preferable to set the conditions of the heater by measuring the amount of evaporation in advance before the experiment.
- the colored ink can be dried by heating the back side of the transfer substrate with the platen heater or planar heating element. From the viewpoint of shortening the heating time, the heating temperature of the platen heater or planar heating element is preferably 30°C or higher, and more preferably 40°C or higher.
- the heating temperature of the platen heater or planar heating element is preferably 80°C or lower, more preferably 70°C or lower, and even more preferably 60°C or lower.
- the heating temperature of the platen heater or planar heating element is preferably 30 to 80°C, more preferably 40 to 70°C, and even more preferably 40 to 60°C.
- step 2 may be performed simultaneously with step 1, after step 1, or simultaneously with step 1 and after step 1.
- step 2 When step 2 is performed simultaneously with step 1, it may be performed continuously from the start to the end of step 1, or it may be performed intermittently, but it is preferable to perform it continuously.
- the evaporation amount of the components excluding solids in each colored ink may be adjusted to be within the above range, and the evaporation amount of the components excluding solids in all colored inks may be adjusted to be within the above range.
- a colored ink layer can be laminated on the transfer substrate.
- the colored ink layer forms a pattern such as the desired image or characters, but if the adhesive ink used in step 3 described below contains a colorant, it is possible to form the desired pattern with the adhesive ink, so steps 1 and 2 can be omitted.
- Step 3 is a step of printing an adhesive ink by inkjet onto the transfer substrate or onto a colored ink layer laminated on the transfer substrate.
- the above-mentioned "step of printing an adhesive ink by inkjet onto a transfer substrate” includes not only an embodiment in which an adhesive ink is directly printed onto a transfer substrate by inkjet, but also an embodiment in which an adhesive ink is printed by inkjet onto a laminate provided with other layers (excluding the colored ink layer) such as an ink receiving layer and/or a release layer on a transfer substrate.
- the printing of the adhesive ink in step 3 is performed on the surface of the colored ink layer side of a laminate in which the transfer substrate, the ink-receiving layer, and the colored ink layer are laminated in this order, and when preparing transfer medium B having an ink-receiving layer, it is preferable that the printing of the adhesive ink in step 3 is performed on the ink-receiving layer laminated on the transfer substrate.
- the adhesive ink used in step 3 is the same as that described above as the adhesive ink, and the preferred embodiments are also the same.
- An apparatus for carrying out step 3 may be an inkjet recording apparatus similar to that used in step 1.
- the adhesive ink can be printed by ejecting the adhesive ink from an inkjet head and depositing the adhesive ink onto the transfer substrate or the ink receiving layer and/or release layer provided on the transfer substrate, or onto the colored ink layer formed in step 2. This forms an adhesive ink layer on the transfer substrate or the ink receiving layer and/or release layer provided on the transfer substrate, or onto the colored ink layer.
- the adhesive ink onto the colored ink layer it is possible to obtain a transfer medium as shown in FIG. 1(b) by printing (depositing) the adhesive ink not only onto the colored ink layer but also around it.
- the inkjet recording device By using a device equipped with multiple inkjet heads as the inkjet recording device, it is possible to print colored inks and adhesive inks continuously. For example, by installing the above-mentioned ink set containing one or more types of colored inks and adhesive ink in the ink cartridges for each color of the inkjet recording device and ejecting ink from each inkjet head corresponding to each ink cartridge, it is possible to print colored inks and adhesive inks continuously.
- the number of times the adhesive ink is printed is not particularly limited and may be determined according to the desired thickness of the adhesive ink layer, and may be, for example, 1 to 6 times, and preferably 1 to 4 times.
- the amount of ink ejected in one printing is not particularly limited and may be determined according to the desired thickness of the adhesive ink layer, and may be adjusted, for example, in the range of 3 to 15 ng.
- Step 4 is a step of drying the adhesive ink printed on the transfer substrate or the color ink. That is, step 4 can be said to be a step of evaporating some or all of the components (i.e., the solvent) other than the solid content of the color ink or adhesive ink printed in step 1 or step 3.
- step 4 of the 100% by mass of the components in the adhesive ink excluding the solid content, preferably 80 to 100% by mass, and more preferably 90 to 100% by mass, is evaporated.
- the device for carrying out step 4 is not particularly limited, but may be, for example, a heating means in an inkjet recording device (e.g., a platen heater, a hot air heater, an infrared heater, etc.) or a sheet heating element such as a rubber heater installed on a platen and used as an alternative to a platen heater.
- a heating means in an inkjet recording device e.g., a platen heater, a hot air heater, an infrared heater, etc.
- a sheet heating element such as a rubber heater installed on a platen and used as an alternative to a platen heater.
- the above-mentioned amount of evaporation can be adjusted by controlling the heating temperature, heating time, hot air temperature, and air volume. It is preferable to set the conditions of the above heater by measuring the amount of evaporation in advance before the experiment.
- the colored ink and adhesive ink can be dried by heating the back side of the transfer substrate with the platen heater or the sheet heating element.
- the heating temperature of the platen heater or the sheet heating element is preferably 30°C or higher, more preferably 40°C or higher, from the viewpoint of shortening the heating time.
- the heating temperature of the platen heater is too high, heat may be transmitted to the inkjet head, causing nozzle blockage, so it is preferably 80°C or lower, more preferably 70°C or lower, and even more preferably 60°C or lower. That is, the heating temperature of the platen heater or planar heating element is preferably 30 to 80°C, more preferably 40 to 70°C, and even more preferably 40 to 60°C.
- the heating temperature, heating time, pressure, hot air temperature, and air volume may be appropriately set according to the desired evaporation amount.
- the heating temperature and hot air temperature are preferably 40 to 180°C, more preferably 80 to 160°C, and even more preferably 100°C to 150°C.
- the heating time and hot air contact time are preferably 0.5 to 30 minutes, more preferably 1 to 10 minutes.
- step 4 may be performed simultaneously with step 3, after step 3, or simultaneously with and after step 3.
- step 4 When step 4 is performed simultaneously with step 3, it may be performed continuously from the start to the end of step 3, or may be performed intermittently.
- the evaporation amount of the components excluding the solid content in each adhesive ink may be adjusted to the above range
- the evaporation amount of the components excluding the solid content in all adhesive inks may be adjusted to the above range.
- Printed Textiles Printed by transfer printing using the above-mentioned adhesive ink, i.e., printed by transfer printing using the above-mentioned transfer medium, are also included in the present invention.
- the printed textile of the present invention is excellent in wet friction fastness and texture because a specific adhesive ink is used.
- the method for producing the printed textile of the present invention will be described in detail below.
- the printed textile of the present invention can be obtained by transfer printing the above-mentioned transfer medium onto a fabric.
- the transfer medium used in the production of the printed textile of the present invention is the same as that described above as the transfer medium, and the preferred embodiments thereof are also the same.
- the fabric used is not particularly limited, and includes all textile products such as cloth and textiles made from natural and/or synthetic fibers. Examples of fabrics include woven fabrics, nonwoven fabrics, and knitted fabrics.
- the fibers that make up the fabric are also not particularly limited, and examples include natural fibers, chemical fibers, and mixtures of these.
- Preferred examples of natural fibers include silk, cotton, and wool.
- Chemical fibers include synthetic fibers, regenerated fibers, and semi-synthetic fibers.
- Preferred examples of synthetic fibers include polyester fibers, nylon fibers, acrylic fibers, polyurethane fibers, polyethylene fibers, polypropylene fibers, and vinylon fibers.
- Preferred examples of regenerated fibers include rayon.
- Preferred examples of semi-synthetic fibers include acetate and triacetate. Among these, fabrics made from cotton, polyester fibers, polypropylene fibers, nylon fibers, or mixtures thereof are preferred.
- transfer printing preferably includes a step of bringing the surface of the transfer medium on which the adhesive ink layer is formed (i.e., the adhesive ink printed surface) into close contact with the fabric while facing the fabric, and a step of peeling the transfer substrate from the fabric. This allows the transfer substrate to be peeled off while leaving the printed adhesive ink (adhesive ink layer) on the fabric side.
- Figure 4 is a schematic cross-sectional view showing an example of a laminated structure of transfer medium A and fabric in the adhesion process.
- the transfer medium 100 is arranged so that the surface on which the adhesive ink layer 3 is formed faces the fabric 6, and they are in close contact with each other. It is preferable that a portion of the adhesive ink layer 3 is embedded in the fabric 6. This further improves the wet friction fastness of the resulting printed textile. The same applies when transfer medium B is used.
- the above-mentioned adhesion step preferably includes heating and pressurization as necessary.
- the adhesion step may involve a method in which the transfer medium is adhered to the fabric using a press or a heated drum, and then heat and pressurization are applied.
- the heating temperature in the adhesion step is not particularly limited, but is preferably from 80 to 200°C, and more preferably from 100 to 180°C.
- the pressure in the adhesion step is not particularly limited, but is preferably 100 to 600 g/cm 2 , and more preferably 200 to 500 g/cm 2 .
- the adhesion time is preferably 1 second or more, and more preferably 3 seconds or more.
- the adhesion time is preferably 1 minute or less, and more preferably 30 seconds or less.
- the adhesion time is preferably 1 second to 1 minute, and more preferably 3 seconds to 30 seconds.
- the transfer substrate is peeled off from the fabric to obtain a printed item. From the viewpoint of reducing ink residue on the transfer substrate, it is preferable to peel off the transfer substrate after the temperature of the fabric has reached 60°C or lower (particularly 40°C or lower).
- the obtained printed textile may be heated and pressed by a press machine or a heated drum, etc.
- the heating temperature in this step is not particularly limited, but is preferably from 80 to 200°C, and more preferably from 100 to 180°C.
- the pressure in this step is not particularly limited, but is preferably 100 to 600 g/cm 2 , and more preferably 200 to 500 g/cm 2 .
- the heating and pressurizing time in this step is not particularly limited, but is preferably from 1 second to 1 minute, and more preferably from 3 seconds to 30 seconds.
- a monomer emulsion consisting of 490 parts of methyl methacrylate, 490 parts of butyl acrylate, 20 parts of acrylic acid, 4.0 parts of t-dodecyl mercaptan as a polymerization chain transfer agent, 62.5 parts of Softanol 300 (manufactured by Nippon Shokubai Co., Ltd.) and 62.5 parts of Latemul WX (trade name, manufactured by Kao Corporation), each of which was previously adjusted to a 20% aqueous solution, and 183.0 parts of deionized water was charged into the dropping funnel.
- emulsion 1 an acrylic resin emulsion (hereinafter referred to as emulsion 1).
- the solid content of emulsion 1 was 55%, and the emulsion particles contained in emulsion 1 had a Tg of 10° C., an average particle size of 200 nm, and a weight average molecular weight of 300,000.
- Emulsion 2 An acrylic resin emulsion (hereinafter referred to as Emulsion 2) was obtained by carrying out a reaction in the same manner as in Emulsion Production Example 1, except that 62.5 parts of LATEMURU WX prepared into a 20% aqueous solution was used instead of 62.5 parts of ADEKA REASORB SR-10 (trade name, manufactured by ADEKA Corporation) prepared into a 20% aqueous solution.
- the solid content of Emulsion 2 was 55%, and the Tg of the emulsion particles contained in Emulsion 2 was 8° C., the average particle size was 200 nm, and the weight average molecular weight was 280,000.
- Emulsion Production Example 3 Except for changing the amount of t-dodecyl mercaptan to 20 parts, a reaction was carried out in the same manner as in Emulsion Production Example 1 to obtain an acrylic resin emulsion (hereinafter referred to as Emulsion 3).
- the solid content of Emulsion 3 was 55%, and the emulsion particles contained in Emulsion 3 had a Tg of 3° C., an average particle size of 200 nm, and a weight average molecular weight of 70,000.
- Emulsion 4 An acrylic resin emulsion (hereinafter referred to as Emulsion 4) was obtained by carrying out a reaction similar to Emulsion Production Example 1, except that the monomer components used were changed to 250 parts of butyl acrylate, 490 parts of styrene, 240 parts of 2-ethylhexyl acrylate, and 20 parts of acrylic acid.
- the solid content of Emulsion 4 was 55%, and the Tg of the emulsion particles contained in Emulsion 4 was ⁇ 6° C., the average particle size was 200 nm, and the weight average molecular weight was 250,000.
- Emulsion 5 (Emulsion Production Example 5) Eliteru KT-0507 (polyester resin emulsion) manufactured by Unitika (hereinafter referred to as Emulsion 5) was prepared.
- the solid content of Emulsion 5 was 25%, and the Tg of the emulsion particles contained in Emulsion 5 was ⁇ 21° C., the average particle size was 150 nm, and the weight average molecular weight was 55,000.
- Embodision Production Example 6 Elitel KT-9204 (polyester resin emulsion) manufactured by Unitika Co., Ltd. (hereinafter referred to as emulsion 6) was prepared.
- the solid content of emulsion 6 was 30%, and the Tg of the emulsion particles contained in emulsion 6 was 22° C., the average particle size was 150 nm, and the weight average molecular weight was 70,000.
- Emmulsion Production Example 7 In a flask equipped with a dropping funnel, a stirrer, a nitrogen gas inlet tube, a thermometer and a reflux condenser, 252 parts of deionized water were charged. A pre-emulsion for dropping consisting of 437 parts of deionized water, 80 parts of a 25% aqueous solution of an emulsifier (manufactured by ADEKA Corporation, trade name: ADEKA REASORB SR-10), 25 parts of acrylic acid, 565 parts of 2-ethylhexyl acrylate, 50 parts of cyclohexyl methacrylate, 10 parts of hydroxyethyl methacrylate and 350 parts of styrene was prepared in the dropping funnel, and 44 parts, which corresponds to 3% of the total amount of the pre-emulsion for dropping, was added to the flask, and the temperature was raised to 80° C.
- ADEKA REASORB SR-10 an emulsifier
- Emulsion 7 an acrylic resin emulsion (hereinafter referred to as Emulsion 7).
- the solid content of Emulsion 7 was 50%, and the Tg of the emulsion particles contained in Emulsion 7 was -21°C, the average particle size was 200 nm, and the weight-average molecular weight was 1,100,000.
- Embodision Production Example 8 Elitel KT-8803 (polyester resin emulsion) manufactured by Unitika Co., Ltd. (hereinafter referred to as emulsion 8) was prepared.
- the solid content of emulsion 8 was 30%, and the Tg of the emulsion particles contained in emulsion 8 was 66° C., the average particle size was 100 nm, and the weight average molecular weight was 50,000.
- Emulsion Production Example 9 Except for changing the amount of t-dodecyl mercaptan to 60 parts, a reaction was carried out in the same manner as in Emulsion Production Example 1 to obtain an acrylic resin emulsion (hereinafter referred to as Emulsion 9).
- the solid content of Emulsion 9 was 55%, and the emulsion particles contained in Emulsion 9 had a Tg of 2° C., an average particle size of 200 nm, and a weight average molecular weight of 7,000.
- Embodision Production Example 10 An acrylic resin emulsion (hereinafter referred to as emulsion 10) was obtained by carrying out a reaction similar to that in emulsion production example 1, except that the monomer components used were changed to 498 parts of methyl methacrylate, 498 parts of butyl acrylate, and 4 parts of acrylic acid.
- the solid content of emulsion 10 was 50%, and the emulsion particles contained in emulsion 10 had a Tg of 10° C., an average particle size of 200 nm, and a weight average molecular weight of 300,000.
- emulsion 11 An acrylic resin emulsion (hereinafter referred to as emulsion 11) was obtained by carrying out a reaction similar to that in emulsion production example 1, except that the monomer components used were changed to 500 parts of methyl methacrylate and 500 parts of butyl acrylate.
- the solid content of emulsion 11 was 50%, and the Tg of the emulsion particles contained in emulsion 11 was 10° C., the average particle size was 200 nm, and the weight average molecular weight was 300,000.
- Tg glass transition temperature
- DSC differential scanning calorimetry
- Sample container Aluminum sealed container
- Sample weight 10 mg ⁇ 2 mg
- Measurement method In a N2 atmosphere, two cycles of temperature increase from -50°C to 150°C were performed. The temperature increase and decrease rate was 10°C/min, and the holding time at -50°C and 150°C was 5 minutes.
- the analysis software proteus Analysis the glass transition temperature was analyzed from the DSC curve chart in the second temperature increase cycle, and the value of the midpoint glass transition temperature was adopted.
- the average particle size (volume basis) of the emulsion particles was measured using the emulsion obtained in each production example as a measurement sample with a particle size distribution measuring device (manufactured by Otsuka Electronics Co., Ltd., product number: FPAR-1000) by dynamic light scattering, and was determined by cumulant method analysis.
- the weight average molecular weight (Mw) of the emulsion particles was measured by GPC (gel permeation chromatography) under the following measurement conditions.
- Measuring instrument HLC-8320GPC (product name, manufactured by Tosoh Corporation)
- Molecular weight column TSK-GEL SuperMultiporeHZ (manufactured by Tosoh Corporation)
- Eluent tetrahydrofuran (THF)
- Standard material for calibration curve Polystyrene (Tosoh Corporation)
- Measurement method The material to be measured was dissolved in THF so that the solid content was about 0.2% by mass, and the solution was filtered through a filter to measure the molecular weight.
- the flow rate of the liquid delivery pump was 0.35 ml/min.
- Pigment Dispersion Production Example 1 A mixture of 5 parts of a dispersant, Discoat N-14 (manufactured by Daiichi Kogyo Seiyaku), 6 parts of propylene glycol, 70 parts of deionized water, 100 parts of titanium oxide, CR-95 (manufactured by Ishihara Sangyo Kaisha), and zirconia beads with a particle size of 0.5 mm was filled at a volume ratio of 50%, dispersed using a beads mill, and filtered through a pore size filter of 1 ⁇ m (manufactured by Advantec Co., Ltd., MCP-1-C10S), to obtain a white pigment dispersion containing 55% pigment (hereinafter referred to as Pigment Dispersion 1). The average particle size of the pigment was 330 nm.
- Pigment Blue 15:3 LIONOL BLUE FG-7330 manufactured by Toyo Ink Co., Ltd.
- 0.1 parts of surfactant Olfin D-10PG manufactured by Nissin Chemical Industry Co., Ltd.
- 50% by volume of zirconia beads with a particle size of 0.5 mm were filled, dispersed using a bead mill, and filtered with a pore size filter of 1 ⁇ m (manufactured by Advantec Co., Ltd., MCP-1-C10S) to obtain a blue pigment dispersion with a pigment content of 15% (hereinafter referred to as pigment dispersion 2).
- the average particle size of the pigment was 90 nm.
- the average particle size (volume basis) of the pigment described above was determined by measuring the pigment dispersion obtained in each Production Example as a measurement sample using a particle size distribution measuring instrument (manufactured by Otsuka Electronics Co., Ltd., product number: FPAR-1000) based on a dynamic light scattering method and by using cumulant method analysis.
- a white ink was produced by mixing 30 parts of Emulsion 7 (15 parts as emulsion particles), 23 parts of Pigment Dispersion 1, 1.2 parts (0.3 parts as solids) of Epocross WS-700 (manufactured by Nippon Shokubai Co., Ltd., solids content 25%), 2 parts of diethylene glycol monobutyl ether, 15 parts of triethylene glycol, 0.3 parts of surfactant KF-6011 (manufactured by Shin-Etsu Chemical Co., Ltd., polyether-modified silicone surfactant), and 28.5 parts of deionized water and filtering the mixture through a 1 ⁇ m pore size filter (manufactured by Advantec, MCP-1-C10S).
- Adhesive ink 1 was produced by mixing 25 parts of emulsion 1 as emulsion particles, 2 parts of diethylene glycol monobutyl ether, 15 parts of triethylene glycol, 0.6 parts of a surfactant KF-6011 (manufactured by Shin-Etsu Chemical Co., Ltd.), and 36.9 parts of deionized water, for a total of 100 parts, and filtering the mixture through a 1 ⁇ m pore size filter (manufactured by Advantec, MCP-1-C10S).
- Adhesive inks 2 to 17 were produced in the same manner as in the preparation of adhesive ink 1, except that the type and amount of each raw material was changed as shown in Table 1, and the amount of deionized water was adjusted so that the total amount was 100 parts.
- "Surfynol 440" in Table 1 is the product name of an acetylene glycol surfactant manufactured by Evonik Corporation.
- Printer A Two printers (MMP-TX13) manufactured by Mastermind were prepared, designated Printer A and Printer B. In each printer, a rubber heater was installed on the platen and heated to 50°C. Printer A was filled with cyan ink and white ink, which are colored inks. Printer B was filled with adhesive ink and cyan ink, which is a colored ink.
- the transfer substrate was placed on the rubber heater, and image formation was performed by the inkjet method.
- solid printing (8 ⁇ 16 cm 2 ) was performed with cyan ink using printer A, and then solid printing (8 ⁇ 16 cm 2 ) was performed with white ink on top of it.
- the printed transfer substrate was transferred to printer B, and solid printing (8 ⁇ 16 cm 2 ) was performed with adhesive ink on top of it.
- solid printing (8 ⁇ 16 cm 2 ) was performed with cyan ink using printer B, and then solid printing (8 ⁇ 16 cm 2 ) was performed with adhesive ink on top of it.
- the discharge amount of the colored ink was 70 g/m 2 per unit area. Note that a PET film with an ink receiving layer on one side was used as the transfer substrate, and image formation was performed on the ink receiving layer side.
- the substrate on which the image was formed was dried for 5 minutes in a hot air dryer at 130° C. to prepare a transfer medium.
- the thickness of the adhesive ink layer shown in Tables 2 to 4 was measured by cutting the obtained transfer medium and observing the cross section of the adhesive ink layer using a digital microscope VHX-8000 series (manufactured by Keyence Corporation). The thickness of the adhesive ink layer was adjusted by appropriately changing the ejection amount of the adhesive ink and the number of printings in the above printing process.
- the exposure rate was measured by printing the surface of the sample (transfer-printed portion) with a copy machine, and calculating the ratio of the area of the exposed fabric to the area of the transfer-printed portion using an image processor, and the obtained value was taken as the exposure rate. Note that in Comparative Examples 1, 4, and 5, it was not possible to transfer all of the ink, and therefore it was not possible to evaluate the washing fastness of the printed material.
- ⁇ Fabric exposure rate is 0.1% or less.
- ⁇ Fabric exposure rate is more than 0.1% and 2.0% or less.
- ⁇ Fabric exposure rate is more than 2.0% and 4.0% or less.
- ⁇ Fabric exposure rate is more than 4.0%.
- Example 1 to 22 in which the glass transition temperature and weight average molecular weight of the resin contained in the adhesive ink were adjusted to fall within a specified range, the ink exhibited excellent transferability when transferred onto fabric, and the resulting printed textiles exhibited excellent wet friction fastness and texture.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Textile Engineering (AREA)
- Inks, Pencil-Leads, Or Crayons (AREA)
Abstract
Description
[1] 布帛への転写印刷に用いられるインクジェット用接着剤インクであって、
前記接着剤インクは、樹脂と水溶性有機溶剤と水とを含み、
前記樹脂は、ガラス転移温度が30℃以下であり、重量平均分子量が10,000~700,000である接着剤インク。
[2] 前記樹脂が、アクリル系樹脂及びポリエステル系樹脂からなる群より選択される少なくとも1種を含む、[1]に記載の接着剤インク。
[3] 前記樹脂が、エマルション粒子として前記接着剤インクに含まれている、[1]又は[2]に記載の接着剤インク。
[4] 前記布帛が、綿、ポリエステル繊維、ポリプロピレン繊維、ナイロン繊維、又はこれらの混合物から形成されるものである、[1]~[3]のいずれか1項に記載の接着剤インク。
[5] [1]~[4]のいずれか1項に記載の接着剤インクと、
顔料及び樹脂を含有する着色インクとを含む、インクセット。
[6] 前記接着剤インクに含まれる樹脂が、アクリル系樹脂及びポリエステル系樹脂からなる群より選択される少なくとも1種を含み、
前記着色インクに含まれる樹脂が、アクリル系樹脂及びポリエステル系樹脂からなる群より選択される少なくとも1種を含む、[5]に記載のインクセット。
[7] 転写基材に、[1]~[4]のいずれか1項に記載の接着剤インクが、顔料及び樹脂を含有する着色インクから形成される着色インク層を介して又は介さずに印刷されている転写媒体。
[8] 前記転写基材が、プラスチックフィルム又は紙である、[7]に記載の転写媒体。
[9] 前記転写媒体が、前記転写基材の接着剤インクが印刷される面に、インク受容層をさらに有する、[7]又は[8]に記載の転写媒体。
[10] [1]~[4]のいずれか1項に記載の接着剤インクを用いて転写印刷された捺染物。
[11] 転写基材上に、又は転写基材に積層された着色インク層上に、インクジェットで接着剤インクを印刷する工程3;及び、
前記接着剤インクを乾燥する工程4;を含み、
工程3で用いられる接着剤インクが、樹脂と水溶性有機溶剤と水とを含み、前記樹脂が、ガラス転移温度が30℃以下であり、重量平均分子量が10,000~700,000である、
布帛への転写印刷用の転写媒体の製造方法。
[12] 前記接着剤インクに含まれる樹脂が、アクリル系樹脂及びポリエステル系樹脂からなる群より選択される少なくとも1種を含む、[11]に記載の製造方法。
[13] 前記工程3が、転写基材に積層された着色インク層上に、インクジェットで接着剤インクを印刷する工程であって、
前記着色インク層が、転写基材上にインクジェットで着色インクを印刷する工程1、及び、前記着色インクを乾燥する工程2により形成される、[11]又は[12]に記載の製造方法。
[14] 前記着色インクが顔料及び樹脂を含有する[13]に記載の製造方法。
[15] 前記接着剤インクに含まれる樹脂が、アクリル系樹脂及びポリエステル系樹脂からなる群より選択される少なくとも1種を含み、
前記着色インクに含まれる樹脂が、アクリル系樹脂及びポリエステル系樹脂からなる群より選択される少なくとも1種を含む、[14]に記載の製造方法。
[16] 前記工程2が、着色インクの固形分を除いた成分100質量%のうち、20~80質量%を蒸発させる工程である、[13]~[15]のいずれかに記載の製造方法。
[17] 前記接着剤インクの厚みが、乾燥工程4の後で0.5~200μmである、[11]~[16]のいずれかに記載の製造方法。
[18] 前記接着剤インクに含まれる樹脂が、エマルション粒子として前記接着剤インクに含まれている、[11]~[17]のいずれかに記載の製造方法。
[19] 前記転写基材が、プラスチックフィルム又は紙である、[11]~[18]のいずれかに記載の製造方法。
[20] 前記工程3における接着剤インクの印刷が、(I)転写基材上に積層されたインク受容層、或いは、(II)転写基材、インク受容層、着色インク層の順で積層された積層体における着色インク層側の面に対し実施される、[11]~[19]のいずれかに記載の製造方法。
[21] [11]~[20]のいずれかに記載の製造方法により得られた転写媒体を、布帛に転写印刷する工程を含む捺染物の製造方法。
[22] 前記転写印刷工程が、転写媒体において接着剤インクが印刷されている面を布帛と対向させた状態で密着させる密着工程と、前記布帛から転写基材を剥がす工程とを有し、
前記密着工程における密着時間が30秒以下である、[21]に記載の製造方法。
[23] 前記布帛が、綿、ポリエステル繊維、ポリプロピレン繊維、ナイロン繊維、又はこれらの混合物から形成されるものである、[21]又は[22]に記載の製造方法。
本発明の接着剤インクは、布帛への転写印刷に用いられるインクジェット用接着剤インクであって、前記接着剤インクは、樹脂と水溶性有機溶剤と水とを含み、前記樹脂は、ガラス転移温度が30℃以下であり、重量平均分子量が10,000~700,000であることを特徴とする。本発明の接着剤インクは、上記した成分以外に、必要に応じて他の成分を含むこともできる。本発明の接着剤インクを構成する各成分について説明する。
本発明の接着剤インクは、樹脂を含む。樹脂は、1種単独で用いても、2種以上を併用して用いてもよい。
すなわち、前記樹脂のTgは、-50~30℃であることが好ましく、より好ましくは-30~20℃、さらに好ましくは-20~15℃、特に好ましくは-10~10℃である。
(ステップ1)10℃/minの速度で-50℃から150℃まで昇温し、150℃で5分間保持。
(ステップ2)10℃/minの速度で150℃から-50℃まで降温し、-50℃で5分間保持。
(ステップ3)10℃/minの速度で-50℃から150℃まで昇温。
また、2種以上の樹脂を用いる場合、主成分である樹脂のTgが上記範囲を満たしていることが好ましく、全ての樹脂のそれぞれのTgがいずれも上記範囲内であることがより好ましい。なお、主成分である樹脂とは、接着剤インクに含まれる樹脂の合計100質量%中、好ましくは50質量%以上、より好ましくは60質量%以上、さらに好ましくは80質量%以上、特に好ましくは90質量%以上を占める樹脂を指す。
すなわち前記樹脂の重量平均分子量は、10,000~700,000であり、好ましくは20,000~500,000、より好ましくは20,000~400,000であり、30,000~350,000又は50,000~300,000であってもよい。
特に、得られる接着剤インク層の黄変を抑制する観点からは、前記樹脂としてアクリル系樹脂を用いることが好ましい。接着剤インクは、転写媒体や捺染物の製造において後述の通り加熱下に置かれる場合があり、当該加熱により、得られる接着剤インク層が黄変することがある。このような黄変が抑制されていることが、得られる捺染物のデザイン性を高める上で求められる場合があるところ、前記樹脂としてアクリル系樹脂を用いることで、上記黄変を抑制できる。
(メタ)アクリル酸、(メタ)アクリル酸の塩(以下、まとめて(メタ)アクリル酸(塩)という);
鎖状アルキル(メタ)アクリレート(例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、n-プロピル(メタ)アクリレート、イソプロピル(メタ)アクリレート、n-ブチル(メタ)アクリレート、イソブチル(メタ)アクリレート、tert-ブチル(メタ)アクリレート、sec-ブチル(メタ)アクリレート、2-エチルヘキシル(メタ)アクリレート、n-オクチル(メタ)アクリレート、2-オクチル(メタ)アクリレート、トリデシル(メタ)アクリレート、n-ラウリル(メタ)アクリレート、ドデシル(メタ)アクリレート、ステアリル(メタ)アクリレート)、環状アルキル(メタ)アクリレート(例えば、シクロヘキシル(メタ)アクリレート、イソボルニル(メタ)アクリレート)などのアルキル(メタ)アクリレート;
トリフルオロエチル(メタ)アクリレート、テトラフルオロプロピル(メタ)アクリレート、オクタフルオロペンチル(メタ)アクリレートなどのフルオロアルキル(メタ)アクリレート;
フェニル(メタ)アクリレート、ナフチル(メタ)アクリレート等のアリール(メタ)アクリレート;
ベンジル(メタ)アクリレート、フェニルエチル(メタ)アクリレート、メチルベンジル(メタ)アクリレート、ナフチルメチル(メタ)アクリレートなどのアラルキル(メタ)アクリレート;
2-ヒドロキシエチル(メタ)アクリレート、2-ヒドロキシプロピル(メタ)アクリレート、3-ヒドロキシプロピル(メタ)アクリレート、2-ヒドロキシブチル(メタ)アクリレート、4-ヒドロキシブチル(メタ)アクリレートなどのヒドロキシアルキル(メタ)アクリレート;
グリシジル(メタ)アクリレート、α-メチルグリシジル(メタ)アクリレートなどのエポキシ基含有(メタ)アクリレート;
メトキシエチル(メタ)アクリレート、メトキシブチル(メタ)アクリレート、エトキシブチル(メタ)アクリレート、トリメチロールプロパントリプロポキシ(メタ)アクリレートなどのアルコキシアルキル基含有(メタ)アクリレート;
γ-(メタ)アクリロイルオキシプロピルトリメトキシシラン、γ-(メタ)アクリロイルオキシプロピルヒドロキシシラン、γ-(メタ)アクリロイルオキシプロピルメチルヒドロキシシランなどのシリル基含有(メタ)アクリレート;
(メタ)アクリルオキシアルキルプロペナール、アセトニル(メタ)アクリレート、ジアセトン(メタ)アクリレート、2-ヒドロキシプロピル(メタ)アクリレートアセチルアセテート、ブタンジオール-1,4-アクリレートアセチルアセテート、2-(アセトアセトキシ)エチル(メタ)アクリレートなどのカルボニル基含有(メタ)アクリレート;
(メタ)アクリロイルアジリジン、(メタ)アクリル酸2-アジリジニルエチルなどのアジリジニル基含有(メタ)アクリレート;
エチレングリコール(メタ)アクリレート、エチレングリコールメトキシ(メタ)アクリレート、ジエチレングリコール(メタ)アクリレート、ジエチレングリコールメトキシ(メタ)アクリレートなどの(ジ)エチレングリコール(メトキシ)(メタ)アクリレートなどのオキソ基含有(メタ)アクリレート;
4-(メタ)アクリロイルオキシ-2,2,6,6-テトラメチルピペリジン、4-(メタ)アクリロイルオキシ-1,2,2,6,6-ペンタメチルピペリジンなどのピペリジン基含有(メタ)アクリレート;等が挙げられ、1種または2種以上を選択して用いることができる。
前記アルカリ金属塩を構成するアルカリ金属としては、リチウム、ナトリウム、カリウム等が挙げられる。
前記アンモニウム塩を構成するアンモニウムは、NH4 +であってもよく、有機アンモニウムであってもよい。有機アンモニウムとしては、テトラメチルアンモニウム、テトラブチルアンモニウムなどのテトラアルキルアンモニウム(好ましくはテトラC1-10アルキルアンモニウム)、トリメチルアンモニウム、トリエチルアンモニウム、トリブチルアンモニウムなどのトリアルキルアンモニウム(好ましくはトリC1-10アルキルアンモニウム)、モノエタノールアンモニウム、ジエタノールアンモニウム、トリエタノールアンモニウムなどのヒドロキシアルキルアンモニウム(好ましくはモノ、ジ又はトリ(ヒドロキシC1-10アルキル)アンモニウム)、ジメチルモノエタノールアンモニウム等のジアルキルモノヒドロキシアルキルアンモニウム(好ましくはジC1-10アルキルモノ(ヒドロキシC1-10アルキル)アンモニウム)等が挙げられる。
エチレングリコールジ(メタ)アクリレート、ジエチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、ジプロピレングリコールジ(メタ)アクリレート、1,3-ブタンジオールジ(メタ)アクリレート、1,4-ブタンジオールジ(メタ)アクリレート、1,6-ヘキサンジオールジ(メタ)アクリレート、エチレンオキシド変性1,6-ヘキサンジオールジ(メタ)アクリレート、1,9-ノナンジオールジ(メタ)アクリレート、プロピレンオキシド変性ネオペンチルグリコールジ(メタ)アクリレートなどの炭素数1~10の多価アルコールのジ(メタ)アクリレート;
エチレンオキシドの付加モル数が2~50のポリエチレングリコールジ(メタ)アクリレート、プロピレンオキシドの付加モル数が2~50のポリプロピレングリコールジ(メタ)アクリレート、トリプロピレングリコールジ(メタ)アクリレートなどの炭素数2~4のアルキレンオキシド基の付加モル数が2~50であるポリアルキレングリコールジ(メタ)アクリレート;
エトキシ化グリセリントリ(メタ)アクリレート、プロピレンオキシド変性グリセロールトリ(メタ)アクリレート、エチレンオキシド変性トリメチロールプロパントリ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールモノヒドロキシトリ(メタ)アクリレート、トリメチロールプロパントリエトキシトリ(メタ)アクリレートなどの炭素数1~10の多価アルコールのトリ(メタ)アクリレート;
ペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールテトラ(メタ)アクリレート、ジトリメチロールプロパンテトラ(メタ)アクリレートなどの炭素数1~10の多価アルコールのテトラ(メタ)アクリレート;
ペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトール(モノヒドロキシ)ペンタ(メタ)アクリレートなどの炭素数1~10の多価アルコールのペンタ(メタ)アクリレート;
ペンタエリスリトールヘキサ(メタ)アクリレートなどの炭素数1~10の多価アルコールのヘキサ(メタ)アクリレート;
ビスフェノールAジ(メタ)アクリレート、2-(2’-ビニルオキシエトキシエチル)(メタ)アクリレート、エポキシ(メタ)アクリレートなどのエポキシ基含有(メタ)アクリレート;
ウレタン(メタ)アクリレートなどの多官能(メタ)アクリレート;等が挙げられ、1種または2種以上を選択して用いることができる。
なお、得られる捺染物の洗濯堅牢性を高める観点からは、アクリル系樹脂を構成する全モノマー成分由来の構造単位の合計100質量%に対する、酸基含有モノマー由来の構造単位の含有量(好ましくは(メタ)アクリル酸(塩)由来の構造単位の含有量)は、0~3質量%が好ましく、より好ましくは0~1質量%、さらに好ましくは0~0.5質量%、よりさらに好ましくは0.1~0.5質量%、特に好ましくは0.3~0.5質量%である。
アクリル系樹脂を構成する全モノマー成分由来の構造単位100質量%に対する、スチレン系モノマー、C1-3鎖状アルキルメタクリレート、C4-12鎖状アルキルアクリレート、及び酸基含有モノマー由来の構造単位の合計含有量は、60質量%以上が好ましく、より好ましくは80質量%以上、さらに好ましくは95質量%以上であり、100質量%であってもよい。
アクリル系樹脂を構成する全モノマー成分由来の構造単位の合計100質量%に対する、C4-12鎖状アルキルアクリレート由来の構造単位の含有量は、目的とするTgに応じて適宜調整すればよいが、20~90質量%が好ましく、30~75質量%がより好ましく、40~60質量%がさらに好ましい。
スチレン系モノマー及びC1-3鎖状アルキルメタクリレート由来の構造単位の合計含有量は、C4-12鎖状アルキルアクリレート由来の構造単位100質量部に対し、20~200質量部が好ましく、より好ましくは50~150質量部、さらに好ましくは80~120質量部である。
酸基含有モノマー由来の構造単位の含有量は、スチレン系モノマー、C1-3鎖状アルキルメタクリレート、及びC4-12鎖状アルキルアクリレート由来の構造単位の合計100質量部に対し、0~3質量部が好ましく、より好ましくは0.1~1質量部、さらに好ましくは0.3~0.5質量部である。
重合性不飽和基としては、例えばエチレン性不飽和二重結合を有する基が挙げられ、具体的に、(メタ)アクリロイル基、ビニル基、アリル基、スチリル基などが挙げられる。
親水性基としては、乳化剤(界面活性剤)として公知の基が挙げられ、例えば、スルホン酸基、リン酸基、硫酸エステル残基、リン酸エステル残基などのアニオン性基;ポリエーテル基、エステル基などのノニオン性基;が好ましい。
疎水性基としても乳化剤(界面活性剤)として公知の基が挙げられ、例えば、アルキル基(特に炭素数が8~40程度のアルキル基)、アリール基含有炭化水素基(特に、フェニル基を有する炭素数12~40程度の炭化水素基)、多環フェニル基が好ましい。
プロペニル-アルキルスルホコハク酸エステル塩、(メタ)アクリル酸ポリオキシエチレンスルホネート塩、(メタ)アクリル酸ポリオキシエチレンホスフォネート塩(例えば、三洋化成工業(株)製、商品名:エレミノールRS-30など)、ポリオキシエチレンアルキルプロペニルフェニルエーテルスルホネート塩(例えば、第一工業製薬(株)製、商品名:アクアロンHS-10など)、アリルオキシメチルアルキルオキシポリオキシエチレンのスルホネート塩(例えば、第一工業製薬(株)製、商品名:アクアロンKH-10など)、ポリオキシエチレンスチレン化プロペニルフェニルエーテル硫酸エステルアンモニウム(例えば、第一工業製薬(株)製、商品名:アクアロンAR-10など)、アリルオキシメチルノニルフェノキシエチルヒドロキシポリオキシエチレンのスルホネート塩(例えば、(株)ADEKA製、商品名:アデカリアソープSE-10など)、アリルオキシメチルアルコキシエチルヒドロキシポリオキシエチレン硫酸エステル塩(例えば、(株)ADEKA製、商品名:アデカリアソープSR-10、SR-30など)、ビス(ポリオキシエチレン多環フェニルエーテル)メタクリレート化スルホネート塩(例えば、日本乳化剤(株)製、商品名:アントックスMS-60など)等の重合性基を有するアニオン性乳化剤;
ポリオキシエチレンスチレン化プロペニルフェニルエーテル(例えば、第一工業製薬(株)製、商品名:アクアロンAN-10など)、アリルオキシメチルアルコキシエチルヒドロキシポリオキシエチレン(例えば、(株)ADEKA製、商品名:アデカリアソープER-20など)、ポリオキシエチレンアルキルプロペニルフェニルエーテル(例えば、第一工業製薬(株)製、商品名:アクアロンRN-20など)、アリルオキシメチルノニルフェノキシエチルヒドロキシポリオキシエチレン(例えば、(株)ADEKA製、商品名:アデカリアソープNE-10など)等の重合性基を有するノニオン性乳化剤;などが挙げられるが、かかる例示のみに限定されるものではない。
乳化剤として反応性乳化剤を用いる場合、該反応性乳化剤が有する重合性基が重合時に反応することで、得られる樹脂が反応性乳化剤由来の構造単位を有することになる。前記重合体における反応性乳化剤由来の構造単位の含有量は、前述のモノマー成分由来の構造単位100質量部に対して、0.1~8質量部であることが好ましく、より好ましくは0.5~5質量部、さらに好ましくは1.0~3質量部である。
メチルアルコール、エチルアルコール、n-プロピルアルコール、イソプロピルアルコール、n-ブチルアルコール、tert-ブチルアルコールなどの低級アルコール(好ましくはC1-4アルコール);
プロピレングリコール、1,3プロパンジオール、ジプロピレングリコール、トリプロピレングリコール、エチレングリコール、ジエチレングリコール、トリエチレングリコール、テトラエチレングリコール等の2価アルコール(好ましくはグリコール);
グリセリン等の3価アルコール;
モノエチレングリコールモノメチルエーテル、モノエチレングリコールモノエチルエーテル、モノエチレングリコールモノプロピルエーテル、モノエチレングリコールモノイソプロピルエーテル、モノエチレングリコールモノブチルエーテル、モノエチレングリコールモノイソブチルエーテル等のモノエチレングリコールのエーテル(好ましくは、モノエチレングリコールのモノアルキルエーテル);
モノプロピレングリコールモノメチルエーテル、モノプロピレングリコールモノエチルエーテル、モノプロピレングリコールモノプロピルエーテル、モノプロピレングリコールモノイソプロピルエーテル、モノプロピレングリコールモノブチルエーテル、モノプロピレングリコールモノイソブチルエーテル等のモノプロピレングリコールのエーテル(好ましくは、モノプロピレングリコールのモノアルキルエーテル);
ジエチレングリコールモノメチルエーテル、ジエチレングリコールモノエチルエーテル、ジエチレングリコールモノプロピルエーテル、ジエチレングリコールモノイソプロピルエーテル、ジエチレングリコールモノブチルエーテル、ジエチレングリコールモノイソブチルエーテル等のジエチレングリコールのエーテル(好ましくは、ジエチレングリコールのモノアルキルエーテル);
ジプロピレングリコールモノメチルエーテル、ジプロピレングリコールモノエチルエーテル、ジプロピレングリコールモノプロピルエーテル、ジプロピレングリコールモノイソプロピルエーテル、ジプロピレングリコールモノブチルエーテル、ジプロピレングリコールモノイソブチルエーテル等のジプロピレングリコールのエーテル(好ましくは、ジプロピレングリコールのモノアルキルエーテル);
ポリエチレングリコール(EO付加モル数=2~10、好ましくは2~4)のモノメチルエーテル、ポリエチレングリコール(EO付加モル数=2~10、好ましくは2~4)のモノエチルエーテル、ポリエチレングリコール(EO付加モル数=2~10、好ましくは2~4)のモノプロピルエーテル、ポリエチレングリコール(EO付加モル数=2~10、好ましくは2~4)のモノイソプロピルエーテル、ポリエチレングリコール(EO付加モル数=2~10、好ましくは2~4)のモノブチルエーテル、ポリエチレングリコール(EO付加モル数=2~10、好ましくは2~4)のモノイソブチルエーテル等のポリエチレングリコールのエーテル(好ましくは、ポリエチレングリコールのモノアルキルエーテル);
ポリプロピレングリコール(PO付加モル数=2~10、好ましくは2~4)のモノメチルエーテル、ポリプロピレングリコール(PO付加モル数=2~10、好ましくは2~4)のモノエチルエーテル、ポリプロピレングリコール(PO付加モル数=2~10、好ましくは2~4)のモノプロピルエーテル、ポリプロピレングリコール(PO付加モル数=2~10、好ましくは2~4)のモノイソプロピルエーテル、ポリプロピレングリコール(PO付加モル数=2~10、好ましくは2~4)のモノブチルエーテル、ポリプロピレングリコール(PO付加モル数=2~10、好ましくは2~4)のモノイソブチルエーテル等のポリプロピレングリコールのエーテル(好ましくはポリプロピレングリコールのモノアルキルエーテル);
2-ピロリドン、N-メチル-2-ピロリドン等の複素環類;
アセトン、メチルエチルケトンなどのケトン類;等が挙げられる。
また、接着剤インク層の黄変を抑制する観点からは、接着剤インクに含まれる樹脂100質量%中、アクリル系樹脂の含有量は、65質量%以上が好ましく、より好ましくは80質量%以上、さらに好ましくは90質量%以上、特に好ましくは100質量%である。
本発明の接着剤インクは、水及び水溶性有機溶剤を含む。これら溶剤は、接着剤インクの粘度を調整する希釈剤として作用する。接着剤インクにおける水及び水溶性有機溶剤の合計含有量は、所望する接着剤インクの粘度に応じて設定すればよく、特に限定されないが、例えば40~90質量%であり、好ましくは50~88質量%、より好ましくは55~85質量%である。
また、樹脂との相溶性をより高める観点からは、疎水基(例えばアルキル基)と水酸基とを有する水溶性有機溶剤が好ましく、ジエチレングリコールのモノアルキルエーテル、ジプロピレングリコールのモノアルキルエーテル、ポリエチレングリコール(EO付加モル数=2~10)のモノアルキルエーテル、及びポリプロピレングリコール(PO付加モル数=2~10)のモノアルキルエーテルからなる群から選択される少なくとも1種がより好ましく、中でも、ジエチレングリコールモノイソプロピルエーテル、ジエチレングリコールモノブチルエーテル、ジエチレングリコールモノイソブチルエーテル、ポリエチレングリコール(EO付加モル数=2~4)のモノブチルエーテル(特に、トリエチレングリコールモノブチルエーテル)、及びポリプロピレングリコール(PO付加モル数=2~10、好ましくは2~4)のモノメチルエーテル(特に、トリプロピレングリコールモノメチルエーテル)、からなる群から選択される少なくとも1種がさらに好ましい。相溶性をより高める前記水溶性有機溶剤の含有量は、接着剤インクに含まれる水100質量部に対し、1~15質量部が好ましく、2~8質量部がより好ましい。
本発明の接着剤インクは、さらに架橋剤を含有していてもよい。架橋剤を用いることにより、本発明の接着剤インクに含まれる成分、たとえば樹脂等との相互作用により、あるいは化学反応により、架橋構造を形成し、強靭な塗膜を形成できるためと考えられるが、得られる捺染物の湿潤摩擦堅牢性や洗濯堅牢性(以下、まとめて堅牢性という場合がある)がより向上するものと推定される。
本発明の接着剤インクは、さらに界面活性剤を含有していてもよい。界面活性剤を用いることにより、インクジェット吐出に適した表面張力に調整することが可能となる。
前記アセチレングリコール系界面活性剤としては商業的に入手可能な製品を用いてもよく、具体的には、サーフィノールシリーズ(Evonik社製)、オルフィンシリーズ(日信化学工業社製)、アセチレノールシリーズ(川研ファインケミカル社製)等が挙げられる。
前記シリコーン系界面活性剤としては、ポリエーテル変性シリコーン系界面活性剤が好適に用いられる。シリコーン系界面活性剤としては商業的に入手可能な製品を用いてもよく、具体的には、シルフェイスシリーズ(日信化学工業社製)、KFシリーズ(日信化学工業社製)、BYK-345、347、348、349、3450、3451、3455、3480(以上、BYK社製)等が挙げられる。
前記フッ素系界面活性剤としては、例えば、パーフルオロアルキルスルホン酸化合物、パーフルオロアルキルカルボン酸化合物、パーフルオロアルキルリン酸エステル化合物、パーフルオロアルキルエチレンオキサイド付加物、パーフルオロアルキルエーテル基を側鎖に有するポリオキシアルキレンエーテルポリマー化合物等が挙げられる。フッ素系界面活性剤としては商業的に入手可能な製品を用いてもよく、具体的には、サーフロンシリーズ(AGCセイケミカル社製)、メガファック Fシリーズ(DIC社製)等が挙げられる。
これら界面活性剤は、1種単独で用いてもよく、2種以上を併用してもよい。
界面活性剤を2種以上用いる場合、各々の界面活性剤の含有量は、本発明の接着剤インク100質量%に対し、0.05~2.5質量%が好ましく、より好ましくは0.2~2.0質量%、さらに好ましくは0.4~1.5質量%である。
本発明の接着剤インクは、さらに染料や顔料等の色材を含有していてもよい。接着剤インクが色材を有することで、接着剤インクが後述する着色インクの機能を兼ねることがでる。具体的には、接着剤インクのみで目的の画像や文字などのパターンの形成が可能となったり、着色インク層から形成されるパターンの背景となる白地層などの形成が可能となったりするため、着色インクの印刷の回数を減らしたり、着色インクの印刷工程そのものを省略したりできる。なお、得られる捺染物の堅牢性を特に優れたものとする観点からは、本発明の接着剤インクは、色材を含有しないことが好ましい。
前記顔料が白色顔料である場合、白色顔料の含有量は、発色性やデザイン性とホットメルト性や堅牢性の両立の観点から、本発明の接着剤インク100質量%中、1~10質量%が好ましく、より好ましくは1.5~7質量%である。
また、前記顔料が着色顔料である場合、着色顔料の含有量は、発色性やデザイン性とホットメルト性や堅牢性の両立の観点から、本発明の接着剤インク100質量%中、1~5質量%が好ましく、より好ましくは1.5~3質量%である。
本発明の接着剤インクには、本発明の目的が阻害されない範囲内で、上述した成分以外の他の成分が含まれていてもよい。例えば、分散剤、レベリング剤、紫外線吸収剤、紫外線安定剤、増粘剤、湿潤剤、可塑剤、安定剤、消泡剤、酸化防止剤、架橋促進剤、PH調整剤、防腐剤、連鎖移動剤、キレート剤などの添加剤が適量で含まれていてもよい。
本発明の接着剤インクの製造方法は、特に限定されないが、たとえば、樹脂(好ましくは後述するエマルション)、水、水溶性有機溶剤、及び必要に応じて用いられる架橋剤、界面活性剤、色材、その他成分を混合することにより製造することができる。
特に色材として顔料を用いる際には、顔料、分散剤、及び溶剤を混合し、ビーズミル等で分散処理を行うことにより、顔料が溶剤に分散されてなる顔料分散液を予め調整し、これをその他成分と混合することが好ましい。接着剤インクの製造に用いられる顔料分散液としては、後述の着色インクの製造に用いられる顔料分散液と同様のものが挙げられ、その好ましい態様も同様である。
前記方法に用いられる接着剤インクは、上述の通りであり、その好ましい態様も同様である。
また前記転写媒体の好ましい態様は、後述する転写媒体の欄に記載する。
上述の接着剤インクと、顔料及び樹脂を含有する着色インクとを含むインクセットも本発明に包含される。
白色顔料の場合、平均粒子径(体積基準)は、隠蔽性により優れる観点から、100~500nmが好ましく、下限については、より好ましくは150nm以上であり、さらに好ましくは200nm以上であり、上限については、より好ましくは450nm以下であり、さらに好ましくは400nm以下である。
着色顔料の場合、平均粒子径(体積基準)は、特に発色性の観点から20~200nmが好ましく、下限については、より好ましくは40nm以上であり、さらに好ましくは50nm以上であり、上限については、より好ましくは150nm以下であり、さらに好ましくは100nm以下である。
特に顔料が白色顔料である場合、着色インクにおける白色顔料の含有率は、5~40質量%が好ましく、10~30質量%がより好ましい。また顔料が有機顔料である場合、着色インクにおける有機顔料の含有率は、1~30質量%が好ましく、2~15質量%がより好ましい。
着色インクに用いられるアクリル系樹脂を構成する全モノマー成分由来の構造単位の合計100質量%に対する、アルキル(メタ)アクリレート由来の構造単位の含有量は、20~99質量%が好ましく、30~98質量%がより好ましく、40~95質量%がさらに好ましい。
また、C4-12鎖状アルキルアクリレート由来の構造単位100質量部に対するC4-12環状アルキルメタクリレート由来の構造単位の含有量は、1~100質量部が好ましく、3~50質量部がより好ましく、5~20質量部がさらに好ましい。
着色インクに用いられるアクリル系樹脂を構成する全モノマー成分由来の構造単位の合計100質量%に対する、(メタ)アクリル酸(塩)由来の構造単位の含有量は、0.1~5質量%が好ましく、0.5~4質量%がより好ましく、1.0~3質量%がさらに好ましい。上記範囲に調整することで、得られる捺染物の摩擦堅牢性や洗濯堅牢性がより向上し得る。
着色インクに用いられるアクリル系樹脂を構成する全モノマー成分由来の構造単位の合計100質量%に対する、ヒドロキシアルキル(メタ)アクリレート由来の構造単位の含有量は、0.1~5質量%が好ましく、0.3~4質量%がより好ましく、0.5~3質量%がさらに好ましい。上記範囲に調整することで、得られる捺染物の耐水性を高めることができる。
(メタ)アクリル系モノマー由来の構造単位100質量部に対するスチレン系モノマー由来の構造単位の含有量は、例えば10~150質量部であり、好ましくは30~100質量部、より好ましくは40~70質量部である。
転写基材に、本発明の接着剤インクが、顔料及び樹脂を含有する着色インクから形成される着色インク層を介して又は介さずに印刷された転写媒体も本発明に包含される。本発明の転写媒体は、前述の接着剤インクを用いて形成されており、ゆえに、当該転写媒体を用いることで布帛に対する転写印刷時の転写性に優れ、且つ得られる捺染物の湿潤摩擦堅牢性や風合いを高めることができる。なお、転写基材に接着剤インクが着色インク層を介して印刷された転写媒体としては、転写基材に顔料及び樹脂を含有する着色インクが印刷され、前記着色インク上に本発明の接着剤インクがさらに印刷された転写媒体であることが好ましい。
以下、着色インクが印刷されて形成される層、すなわち着色インクから形成される層を着色インク層という場合があり、接着剤インクが印刷されて形成される層、すなわち接着剤インクから形成される層を接着剤インク層という場合がある。
本発明の転写媒体における着色インク層及び接着剤インク層は、転写基材から剥離可能に形成されている。
また、本発明の転写媒体は、前記積層体A及びBにおける接着剤インク層がガラス転移温度が30℃以下であり重量平均分子量が10,000~700,000である樹脂(上述で説明した接着剤インクに含まれる樹脂)を含む接着剤インク層である積層体であるといえる。
図1の(a)及び(b)は、転写媒体Aの一例である。(a)及び(b)における転写媒体100は、転写基材1上に着色インク層2が備えられ、さらに着色インク層2上に接着剤インク層3が備えられている。接着剤インク層3は、図1の(a)に示すように着色インク層2が形成されている部分にのみ備えられていてもよく、図1の(b)に示すように、着色インク層2が形成されている部分に加えてその周囲にも備えられていてもよい。(b)に示す態様であると、得られる捺染物の湿潤摩擦堅牢性がより向上するため好ましい。
図1の(c)は、転写媒体Bの一例である。(c)における転写媒体100では、接着剤インク層3が、転写基材1上に直接積層されている。特に接着剤インク層3を形成する接着剤インクが色材を有する場合に、転写媒体Bの形態(例えば図1の(c)に示す形態)とすることが好ましい。
前記金属としては、アルミニウムや銅が挙げられ、コストの観点からはアルミニウムが好ましい。
前記プラスチックとしては、ポリオレフィン樹脂、ポリエステル樹脂、ポリアミド樹脂、ポリカーボネート樹脂等が挙げられ、コストの観点からはポリエステル樹脂が好ましく、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等の芳香族ポリエステルがより好ましい。
上記の紙としては、普通紙、上質紙、塗工紙等が挙げられる。
なお転写媒体Bの形態とする場合には、転写基材1上にインク受容層4が備えられ、インク受容層4上に接着剤インク層3が積層された転写媒体100とすればよい。
なお転写媒体Bの形態とする場合には、図3の(d)~(f)において、インク受容層4上に接着剤インク層3が直接積層された転写媒体100とすればよい。
特に転写媒体Aがインク受容層を有する場合、着色インク層の一部または全部が、インク受容層に吸収されていてもよい。
また転写媒体Bがインク受容層を有する場合、接着剤インク層の一部が、インク受容層に吸収されていてもよい。
本発明の転写媒体の製造方法は特に限定されないが、
転写基材上に、又は転写基材に積層された着色インク層上に、インクジェットで接着剤インクを印刷する工程3;及び、
前記接着剤インクを乾燥する工程4;を含む方法により、製造することが好ましい。
以下、各工程について詳述する。
工程1は、転写基材上にインクジェットで着色インクを印刷する工程である。工程1を行うための装置としては、インクジェット記録装置が挙げられ、インクジェット記録装置の具体例として、以下に限定されないが、MMP-TX13(マスターマインド社製)が挙げられる。インクジェット記録装置を用いる場合、インクジェットヘッドから着色インクを吐出し、転写基材上の所定の部分に該着色インクを付着させることで、転写基材上に着色インクを印刷することができる。これにより、転写基材上に着色インク層のパターンが形成される。なお「転写基材上にインクジェットで着色インクを印刷する」とは、直接転写基材にインクジェットで着色インクを印刷する態様のみだけでなく、転写基材上にインク受容層及び/又は離型層等の他の層が備えられた積層体にインクジェットで着色インクを印刷する態様も含む。
工程2は、転写基材上に印刷された着色インクを乾燥する工程である。すなわち、工程2では、転写基材上に印刷された着色インクにおける固形分を除いた成分(すなわち、溶剤)の一部または全部を蒸発させる工程であるといえる。転写基材の印刷面にインク受容層が設けられている場合であっても、さらにその上に接着剤インクを印刷する際に、着色インクが流動し、明瞭なパターンが得られない場合があるため、乾燥工程2を経ることが好ましい。
すなわち、前記蒸発量は、10~80質量%が好ましく、より好ましくは15~70質量%、さらに好ましくは20~60質量%、特に好ましくは20~50質量%又は20~40質量%である。
なお、事前に固形分濃度が既知の着色インクを用いて一定重量の着色インクを基材に吐出し、乾燥を行った後のインクと基材の合計重量と、基材のみの重量をそれぞれ精密天秤で測定し、計算することにより、所望の蒸発量となる条件を求めることができる。それと同じ条件により、工程2の乾燥処理を行えばよい。
工程3は、転写基材上に、又は転写基材に積層された着色インク層上に、インクジェットで接着剤インクを印刷する工程である。上記「転写基材上にインクジェットで接着剤インクを印刷する工程」には、直接転写基材にインクジェットで接着剤インクを印刷する態様のみだけでなく、転写基材上にインク受容層及び/又は離型層等の他の層(但し、着色インク層を除く)が備えられた積層体にインクジェットで接着剤インクを印刷する態様も含む。
例えばインク受容層を有する転写媒体Aを作製する場合、前記工程3における接着剤インクの印刷が、転写基材、インク受容層、着色インク層の順で積層された積層体における着色インク層側の面に対し実施されることが好ましく、またインク受容層を有する転写媒体Bを作製する場合、前記工程3における接着剤インクの印刷が、転写基材上に積層されたインク受容層に対し実施されることが好ましい。
工程4は、転写基材上或いは着色インク上に印刷された接着剤インクを乾燥する工程である。すなわち、工程4では、工程1や工程3にて印刷された着色インクや接着剤インクにおける固形分を除いた成分(すなわち、溶剤)の一部または全部を蒸発させる工程であるといえる。
上述の接着剤インクを用いて転写印刷された捺染物、すなわち、上述の転写媒体を用いて転写印刷された捺染物も本発明に包含される。本発明の捺染物は、特定の接着剤インクを用いているため、湿潤摩擦堅牢性や風合いに優れる。以下、本発明の捺染物の製造方法について詳述する。
本発明の捺染物は、上述の転写媒体を、布帛に転写印刷することにより得られる。本発明の捺染物の製造に用いられる転写媒体は、上述の転写媒体として説明したものと同様であり、その好ましい態様も同様である。
密着工程における圧力も、特に限定されるものではないが、100~600g/cm2であることが好ましく、より好ましくは200~500g/cm2である。
当該工程における加熱温度は、特に限定されるものではないが、80~200℃であることが好ましく、より好ましくは100~180℃である。
当該工程における圧力も、特に限定されるものではないが、100~600g/cm2であることが好ましく、より好ましくは200~500g/cm2である。
当該工程における加熱及び加圧時間も、特に限定されるものではないが、1秒~1分が好ましく、より好ましくは3秒~30秒である。
撹拌機、還流冷却管、温度計、窒素導入管及び滴下ロートを取り付けた重合器に脱イオン水280部を仕込んだ。その後、窒素ガス気流下で撹拌しながら内温を75℃まで昇温した。一方、上記滴下ロートに、モノマー成分であるメチルメタクリレート490部、ブチルアクリレート490部、アクリル酸20部、重合連鎖移動剤であるt-ドデシルメルカプタン4.0部、乳化剤であってそれぞれ予め20%水溶液に調整した、ソフタノール300((株)日本触媒製)62.5部及びラテムルWX(商品名、花王社製)62.5部、並びに、脱イオン水183.0部からなる単量体乳化物を仕込んだ。次に、重合器の内温を75℃に維持しながら、上記単量体乳化物のうちの27.0部、重合開始剤(酸化剤)である5%過硫酸カリウム水溶液5部及び2%亜硫酸水素ナトリウム水溶液10部を添加し、初期重合を開始した。40分後、反応系内を80℃に維持したまま、残りの単量体乳化物を210分にわたって均一に滴下した。同時に5%過硫酸カリウム水溶液95部及び2%亜硫酸水素ナトリウム水溶液90部を210分かけて均一に滴下し、滴下終了後60分同温度を維持し、重合を終了した。得られた反応液を室温まで冷却後、2-ジメチルエタノールアミン16.7部、脱イオン水39部を添加することで、アクリル系樹脂エマルション(以下、エマルション1という)を得た。エマルション1の固形分は55%であり、エマルション1に含まれるエマルション粒子のTgは10℃であり、平均粒子径は200nmであり、重量平均分子量は300,000であった。
20%水溶液に調整したラテムルWX62.5部を、20%水溶液に調整したアデカリアソーブSR-10(商品名、(株)ADEKA製)62.5部とした以外は、エマルション製造例1と同様に反応を行い、アクリル系樹脂エマルション(以下、エマルション2という)を得た。エマルション2の固形分は55%であり、エマルション2に含まれるエマルション粒子のTgは8℃であり、平均粒子径は200nmであり、重量平均分子量は280,000であった。
t-ドデシルメルカプタンの量を20部とした以外は、エマルション製造例1と同様に反応を行い、アクリル系樹脂エマルション(以下、エマルション3という)を得た。エマルション3の固形分は55%であり、エマルション3に含まれるエマルション粒子のTgは3℃であり、平均粒子径は200nm、重量平均分子量は70,000であった。
使用するモノマー成分を、ブチルアクリレート250部、スチレン490部、2-エチルヘキシルアクリレート240部、及びアクリル酸20部に変更した以外はエマルション製造例1と同様に反応を行いアクリル系樹脂エマルション(以下、エマルション4という)を得た。エマルション4の固形分は55%であり、エマルション4に含まれるエマルション粒子のTgは-6℃であり、平均粒子径は200nmであり、重量平均分子量は250,000であった。
ユニチカ製エリーテルKT-0507(ポリエステル系樹脂エマルション)(以下、エマルション5という)を用意した。エマルション5の固形分は25%であり、エマルション5に含まれるエマルション粒子のTgは-21℃であり、平均粒子径は150nmであり、重量平均分子量は55,000であった。
ユニチカ製エリーテルKT-9204(ポリエステル系樹脂エマルション)(以下、エマルション6という)を用意した。エマルション6の固形分は30%であり、エマルション6に含まれるエマルション粒子のTgは22℃であり、平均粒子径は150nmであり、重量平均分子量は70,000であった。
滴下ロート、撹拌機、窒素ガス導入管、温度計および還流冷却管を備えたフラスコ内に、脱イオン水252部を仕込んだ。滴下ロートに、脱イオン水437部、乳化剤((株)ADEKA製、商品名:アデカリアソーブSR-10)の25%水溶液80部、アクリル酸25部、2-エチルヘキシルアクリレート565部、シクロヘキシルメタクリレート50部、ヒドロキシエチルメタクリレート10部およびスチレン350部からなる滴下用プレエマルションを調製し、該滴下用プレエマルションの総量の3%にあたる44部をフラスコ内に添加し、ゆるやかに窒素ガスを吹き込みながら80℃まで昇温し、5%過硫酸アンモニウム水溶液30部を添加し、重合を開始した。その後、滴下用プレエマルションの残部と5%過硫酸アンモニウム水溶液30部を240分間にわたり均一にフラスコ内に滴下した。滴下終了後、フラスコの内容物を80℃で180分間維持し、25%アンモニア水および脱イオン水を添加することによってpHを8.5、固形分50%に調整し、重合を終了した。得られた反応液を室温まで冷却した後、300メッシュの金網で濾過することによりアクリル系樹脂エマルション(以下、エマルション7という)を得た。エマルション7の固形分は50%であり、エマルション7に含まれるエマルション粒子のTgは-21℃であり、平均粒子径は200nmであり、重量平均分子量は1,100,000であった。
ユニチカ製エリーテルKT-8803(ポリエステル系樹脂エマルション)(以下、エマルション8という)を用意した。エマルション8の固形分は30%であり、エマルション8に含まれるエマルション粒子のTgは66℃であり、平均粒子径は100nmであり、重量平均分子量は50,000であった。
t-ドデシルメルカプタンの量を60部とした以外は、エマルション製造例1と同様に反応を行い、アクリル系樹脂エマルション(以下、エマルション9という)を得た。エマルション9の固形分は55%であり、エマルション9に含まれるエマルション粒子のTgは2℃であり、平均粒子径は200nm、重量平均分子量は7,000であった。
使用するモノマー成分を、メチルメタクリレート498部、ブチルアクリレート498部、及びアクリル酸4部に変更した以外はエマルション製造例1と同様に反応を行いアクリル系樹脂エマルション(以下、エマルション10という)を得た。エマルション10の固形分は50%であり、エマルション10に含まれるエマルション粒子のTgは10℃であり、平均粒子径は200nmであり、重量平均分子量は300,000であった。
使用するモノマー成分を、メチルメタクリレート500部及びブチルアクリレート500部に変更した以外はエマルション製造例1と同様に反応を行いアクリル系樹脂エマルション(以下、エマルション11という)を得た。エマルション11の固形分は50%であり、エマルション11に含まれるエマルション粒子のTgは10℃であり、平均粒子径は200nmであり、重量平均分子量は300,000であった。
エマルション粒子のガラス転移温度(Tg)は、以下の測定条件下で、示差走査熱量分析(DSC)により測定した。
測定機器:DSC 3500(商品名、NETZSCH社製)
試料容器:アルミニウム製密閉容器
試料重量:10mg±2mg
測定方法:N2雰囲気化で、-50℃→150℃の昇温を2サイクル行った。昇温・降温速度は10℃/minとし、-50℃と150℃における保持時間は5minとした。解析ソフトproteus Analysisを使用し、2サイクル目の昇温におけるDSC曲線チャートからガラス転移温度を解析し、中間点ガラス転移温度の値を採用した。
エマルション粒子の平均粒子径(体積基準)は、各製造例で得られたエマルションを測定試料として動的光散乱法による粒度分布測定器(大塚電子株式会社製、品番:FPAR-1000)を用いて測定し、キュムラント法解析を用いて求めた。
エマルション粒子の重量平均分子量(Mw)は、以下の測定条件下で、GPC(ゲルパーミエーションクロマトグラフィー)により測定した。
測定機器:HLC-8320GPC(商品名、東ソー社製)
分子量カラム:TSK-GEL SuperMultiporeHZ(東ソー社製)
溶離液:テトラヒドロフラン(THF)
検量線用標準物質:ポリスチレン(東ソー社製)
測定方法:測定対象物を固形分が約0.2質量%となるようにTHFに溶解し、フィルターにてろ過した物を測定サンプルとして分子量を測定した。送液ポンプ流量は0.35ml/minとした。
分散剤のディスコートN-14(第一工業製薬製)を5部、プロピレングリコール6部、脱イオン水を70部、酸化チタンのCR-95(石原産業製)100部、粒子径0.5mmジルコニアビーズを体積率で50%充填し、ビーズミルを用いて分散し、孔径1μmフィルター(アドバンテック社製、MCP-1-C10S)で濾過することにより、顔料55%の白色顔料分散体(以下、顔料分散体1という)を得た。顔料の平均粒子径は330nmであった。
分散剤のジョンクリル678(BASF社製)を3部、ジメチルアミノエタノールを1.3部、脱イオン水81部を70℃で撹拌し混合した。次いで、青色顔料のC.I.Pigment Blue15:3 LIONOL BLUE FG-7330(東洋インキ製)を15部、界面活性剤のオルフィンD-10PG(日信化学工業製)を0.1部、粒子径0.5mmジルコニアビーズを体積率で50%充填し、ビーズミルを用いて分散し、孔径1μmフィルター(アドバンテック社製、MCP-1-C10S)で濾過することにより、顔料15%の青色顔料分散体(以下、顔料分散体2という)を得た。顔料の平均粒子径は90nmであった。
なお、上述の顔料の平均粒子径(体積基準)は、各製造例で得られた顔料分散体を測定試料として動的光散乱法による粒度分布測定器(大塚電子株式会社製、品番:FPAR-1000)を用いて測定し、キュムラント法解析を用いて求めた。
エマルション7を30部(エマルション粒子として15部)、顔料分散体1を23部、エポクロスWS-700((株)日本触媒製、固形分25%)を1.2部(固形分として0.3部)、ジエチレングリコールモノブチルエーテル2部、トリエチレングリコール15部、界面活性剤のKF-6011(信越化学製、ポリエーテル変性シリコーン系界面活性剤)0.3部、及び脱イオン水を28.5部を混合し、孔径1μmフィルター(アドバンテック製、MCP-1-C10S)で濾過することにより、ホワイトインクを製造した。
顔料分散体1を顔料分散体2に変更した以外は、ホワイトインクの調製と同様に調製し、シアンインクを製造した。
エマルション1をエマルション粒子として25部、ジエチレングリコールモノブチルエーテル2部、トリエチレングリコール15部、界面活性剤のKF-6011(信越化学製)0.6部、及び脱イオン水36.9部の合計100部を混合し、孔径1μmフィルター(アドバンテック製、MCP-1-C10S)で濾過することにより、接着剤インク1を製造した。
接着剤インク1の調製における、各原料の種類、仕込み量をそれぞれ表1に示すように変更し、且つ合計量が100部となるよう脱イオン水の仕込み量で調製した以外は、同様に調製して接着剤インク2~17を製造した。なお、表1における「サーフィノール440」は、Evonik社製のアセチレングリコール系界面活性剤の商品名を示すものである。

(インクジェット吐出装置)
マスターマインド社のプリンタ(MMP-TX13)を2台用意し、それぞれプリンタA、プリンタBとした。それぞれのプリンタにおいて、プラテンの上にラバーヒーターを設置し、50℃で加熱した。プリンタAには、着色インクであるシアンインク、ホワイトインクを充填した。プリンタBには、接着剤インク及び着色インクであるシアンインクを充填した。
上記で調製したインクを用いて、以下の印刷工程から転写工程を行い、各種特性を評価した。結果を表2~4に示す。
ラバーヒーターの上に転写基材を置き、インクジェット法による画像形成を行った。ホワイトインクを使用する場合は、プリンタAを用いてシアンインクでベタ印刷(8×16cm2)を行った後、その上にホワイトインクでベタ印刷(8×16cm2)を行った。印刷した転写基材をプリンタBに移し、さらにその上に接着剤インクでベタ印刷(8×16cm2)を行った。ホワイトインクを使用しない場合は、プリンタBを用いてシアンインクでベタ印刷(8×16cm2)を行った後、その上に接着剤インクでベタ印刷(8×16cm2)を行った。着色インクの吐出量は、単位面積当たり70g/m2であった。なお転写基材としては一方の面にインク受容層が設けられたPETフィルムを用い、画像形成はインク受容層側に行った。
画像形成された基材を130℃の熱風乾燥機で5分間乾燥処理を行い、転写媒体を作製した。
なお表2~4に示す接着剤インク層の厚さは、得られた転写媒体を切断し、デジタルマイクロスコープVHX-8000シリーズ(キーエンス社製)を用いて接着剤インク層を断面観察することで測定した。接着剤インク層の厚さは、上記印刷工程において、接着剤インクの吐出量と印刷回数を適宜変更することで調整した。
-実施例1~20及び比較例1~3における転写工程-
ホリゾンインターナショナル社製トランスファープレス機TP-630Mを使用した。加熱温度は150℃、プレス荷重は3kN(転写圧力:400g/cm2)と設定した。
被転写媒体である布帛を下ゴテの上にのせ、さらにその上に転写媒体を印刷面が下となるように置き、10秒間スタンプした。スタンプ後、布帛の温度が40℃以下に下がってから、転写基材を布帛から剥がし、捺染物を得た。さらに再度得られた捺染物を下ゴテの上にのせ、シリコン離型紙を捺染物の上に乗せ、5秒間スタンプし、画像を布帛に圧着させた。
-実施例21~22及び比較例4~5における転写工程-
ホリゾンインターナショナル社製トランスファープレス機TP-630Mを使用した。加熱温度は150℃、プレス荷重は3kN(転写圧力:400g/cm2)と設定した。
被転写媒体である布帛を下ゴテの上にのせ、さらにその上に転写媒体を印刷面が下となるように置き、3秒間スタンプした。スタンプ後、布帛の温度が40℃以下に下がってから、転写基材を布帛から剥がし、捺染物を得た。
(1)転写性評価
各実施例、各比較例で得られた転写処理後の転写基材に、インクジェットプリンタで印刷された画像が残っているものを×、残っていないものを〇として評価した。
各実施例、各比較例で得られた各捺染物を触手により評価した。捺染物にごわつきを感じるものを×、捺染物が容易に折れ曲がり、布帛そのものの柔らかさに近いものを〇として評価した。なお比較例1、4,5においては、全てのインクの転写を行うことができなかったため、捺染物の風合いの評価を行うことができなかった。
各実施例、各比較例で得られた捺染物を、JIS L0849の規定の方法に従い、II型試験機で綿3-1号の添付白布を使用し、荷重200g、100往復の湿潤摩擦試験を行い、変退色グレースケールを用いて評価した。なお比較例1、4,5においては、全てのインクの転写を行うことができなかったため、捺染物の湿潤摩擦堅牢度の評価を行うことができなかった。
◎:湿潤摩擦試験 汚染が4-5級以上
〇:湿潤摩擦試験 汚染が3-4級、または4級
△:湿潤摩擦試験 汚染が2-3級、または3級
×:湿潤摩擦試験 汚染が2級以下
各実施例、各比較例で得られた捺染物に対し、下記の条件にて「洗濯→すすぎ→脱水」を5回連続で繰り返すことで洗濯を実施し、5回目の脱水後に得られたものを試料とした。
・洗濯機:品番NA-F5B1 (Panasonic社製)
・水量:32L
・コース:すすぎ1回を選択
・洗剤:アリエール 洗濯洗剤 液体 除菌プラス(P&G社製)、使用量:35g
上記の方法で得られた試料について、プリントのひび割れやはがれによる、布帛の露出率から洗濯堅牢性を評価した。露出率は、試料表面(転写印刷部分)をコピー機で印刷し、画像処理装置を用いて、転写印刷した部分の面積に対し布帛が露出している部分の面積の割合を求め、得られた値を露出率とした。なお比較例1、4,5においては、全てのインクの転写を行うことができなかったため、捺染物の洗濯堅牢性の評価を行うことができなかった。
◎:布帛の露出率が0.1%以下
〇:布帛の露出率が0.1%超え2.0%以下
△:布帛の露出率が2.0%超え4.0%以下
×:布帛の露出率4.0%超え
上記(乾燥工程)後に得られた転写媒体における接着剤インク層を目視で確認し、接着剤インク層の黄変が認められない場合は「なし」、接着剤インク層の黄変が認められた場合は「あり」として評価した。
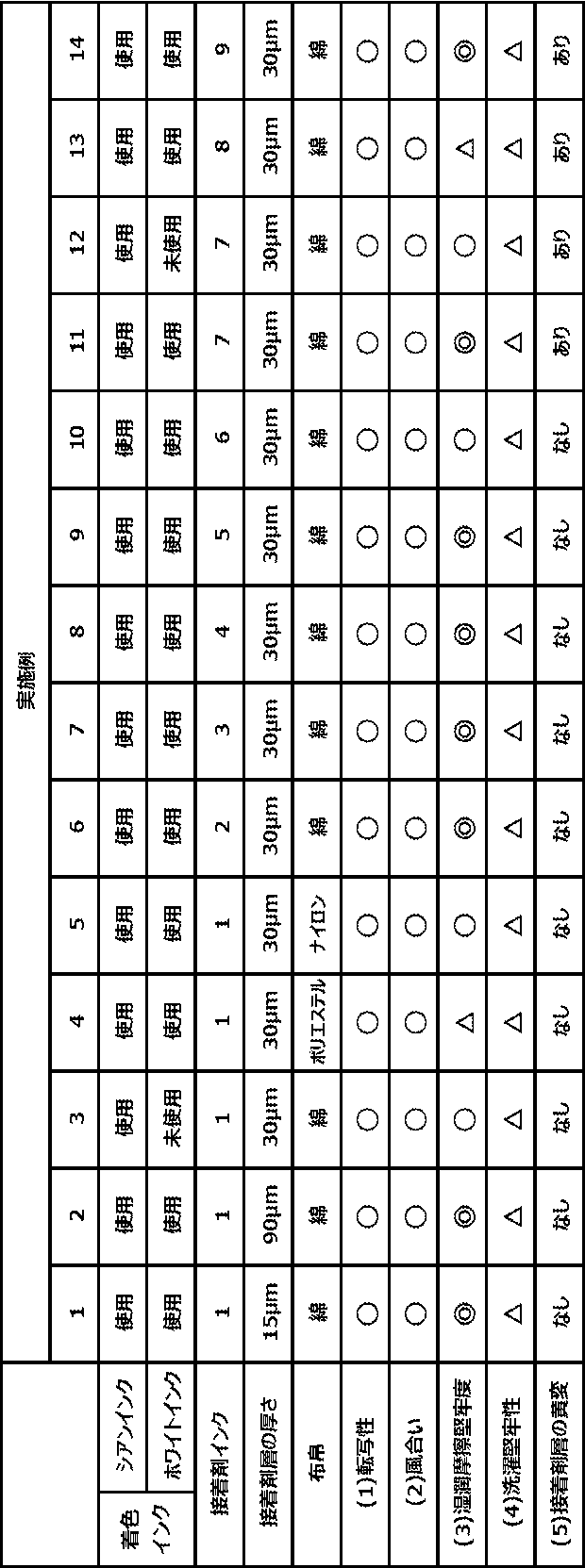

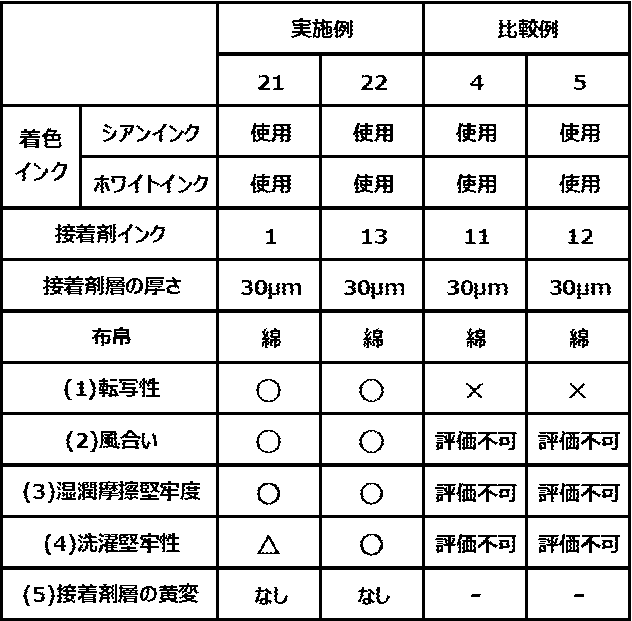
1 転写基材
2 着色インク層
3 接着剤インク層
4 インク受容層
5 離型層
6 布帛
Claims (16)
- 布帛への転写印刷に用いられるインクジェット用接着剤インクであって、
前記接着剤インクは、樹脂と水溶性有機溶剤と水とを含み、
前記樹脂は、ガラス転移温度が30℃以下であり、重量平均分子量が10,000~700,000である接着剤インク。 - 前記樹脂が、アクリル系樹脂及びポリエステル系樹脂からなる群より選択される少なくとも1種を含む、請求項1に記載の接着剤インク。
- 前記樹脂が、エマルション粒子として前記接着剤インクに含まれている、請求項1に記載の接着剤インク。
- 前記布帛が、綿、ポリエステル繊維、ポリプロピレン繊維、ナイロン繊維、又はこれらの混合物から形成されるものである、請求項1に記載の接着剤インク。
- 請求項1に記載の接着剤インクと、
顔料及び樹脂を含有する着色インクとを含む、インクセット。 - 前記接着剤インクに含まれる樹脂が、アクリル系樹脂及びポリエステル系樹脂からなる群より選択される少なくとも1種を含み、
前記着色インクに含まれる樹脂が、アクリル系樹脂及びポリエステル系樹脂からなる群より選択される少なくとも1種を含む、請求項5に記載のインクセット。 - 転写基材に、請求項1に記載の接着剤インクが、顔料及び樹脂を含有する着色インクから形成される着色インク層を介して又は介さずに印刷されている転写媒体。
- 前記転写基材が、プラスチックフィルム又は紙である、請求項7に記載の転写媒体。
- 前記転写媒体が、前記転写基材の接着剤インクが印刷される面に、インク受容層をさらに有する、請求項7に記載の転写媒体。
- 請求項1に記載の接着剤インクを用いて転写印刷された捺染物。
- 転写基材上に、又は転写基材に積層された着色インク層上に、インクジェットで接着剤インクを印刷する工程3;及び、
前記接着剤インクを乾燥する工程4;を含み、
工程3で用いられる接着剤インクが、樹脂と水溶性有機溶剤と水とを含み、前記樹脂が、ガラス転移温度が30℃以下であり、重量平均分子量が10,000~700,000である、
布帛への転写印刷用の転写媒体の製造方法。 - 前記工程3が、転写基材に積層された着色インク層上に、インクジェットで接着剤インクを印刷する工程であって、
前記着色インク層が、転写基材上にインクジェットで着色インクを印刷する工程1、及び、前記着色インクを乾燥する工程2により形成される、請求項11に記載の製造方法。 - 前記工程2が、着色インクの固形分を除いた成分100質量%のうち、20~80質量%を蒸発させる工程である、請求項12に記載の製造方法。
- 前記接着剤インクの厚みが、乾燥工程4の後で0.5~200μmである、請求項11に記載の製造方法。
- 請求項11に記載の製造方法により得られた転写媒体を、布帛に転写印刷する工程を含む捺染物の製造方法。
- 前記転写印刷工程が、転写媒体において接着剤インクが印刷されている面を布帛と対向させた状態で密着させる密着工程と、前記布帛から転写基材を剥がす工程とを有し、
前記密着工程における密着時間が30秒以下である、請求項15に記載の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025502168A JP7787361B2 (ja) | 2023-02-20 | 2024-01-17 | 接着剤インク、及び該接着剤インクを用いた捺染物の製造方法 |
| EP24759969.9A EP4671332A1 (en) | 2023-02-20 | 2024-01-17 | ADHESIVE INK AND METHOD FOR PRODUCING PRINTED MATERIAL USING SAID ADHESIVE INK |
| CN202480013304.3A CN120769891A (zh) | 2023-02-20 | 2024-01-17 | 粘接剂墨液和使用该粘接剂墨液的印染物的制造方法 |
| JP2025227337A JP2026062656A (ja) | 2023-02-20 | 2025-12-03 | 接着剤インク、及び該接着剤インクを用いた捺染物の製造方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023024440 | 2023-02-20 | ||
| JP2023-024440 | 2023-02-20 | ||
| JP2023-027251 | 2023-02-24 | ||
| JP2023027251 | 2023-02-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024176662A1 true WO2024176662A1 (ja) | 2024-08-29 |
Family
ID=92500941
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/001069 Ceased WO2024176664A1 (ja) | 2023-02-20 | 2024-01-17 | インクジェット捺染用クリアインク、該インクを含むインクセット、及び画像印刷物品 |
| PCT/JP2024/001045 Ceased WO2024176662A1 (ja) | 2023-02-20 | 2024-01-17 | 接着剤インク、及び該接着剤インクを用いた捺染物の製造方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/001069 Ceased WO2024176664A1 (ja) | 2023-02-20 | 2024-01-17 | インクジェット捺染用クリアインク、該インクを含むインクセット、及び画像印刷物品 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP4671332A1 (ja) |
| JP (3) | JPWO2024176664A1 (ja) |
| CN (1) | CN120769891A (ja) |
| WO (2) | WO2024176664A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025204731A1 (ja) * | 2024-03-29 | 2025-10-02 | ブラザー工業株式会社 | 液体吐出装置、その制御方法及びプログラム |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007111867A (ja) * | 2005-10-18 | 2007-05-10 | Watanabe Norihiko | インクジェット転写印刷法、転写シート及びその製造方法 |
| JP2012126026A (ja) | 2010-12-15 | 2012-07-05 | Seiko Epson Corp | 転写媒体及びその製造方法、並びに転写物 |
| JP2013059973A (ja) * | 2011-09-15 | 2013-04-04 | Seiko Epson Corp | 転写媒体、及びその製造方法、並びに転写物 |
| WO2016027835A1 (ja) * | 2014-08-20 | 2016-02-25 | 株式会社ミマキエンジニアリング | 捺染方法、捺染装置、捺染物の製造方法、インク、及び転写用の媒体 |
| JP2019034492A (ja) * | 2017-08-18 | 2019-03-07 | 株式会社ミマキエンジニアリング | 転写媒体、印刷物、樹脂組成物及び転写方法 |
| CN111117360A (zh) | 2020-01-02 | 2020-05-08 | 张道亮 | 一种数码印花用水性热熔胶墨水及数码印花制作工艺 |
| JP2022076429A (ja) * | 2020-11-09 | 2022-05-19 | 憲一 古川 | ガーメントプリント方式 |
| JP2023024440A (ja) | 2021-08-06 | 2023-02-16 | 日華化学株式会社 | 抗菌・抗ウイルス性繊維製品の製造方法 |
| JP2023027251A (ja) | 2016-10-19 | 2023-03-01 | 三井化学アグロ株式会社 | 農薬入り緩効性粒状肥料製剤 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6558337B2 (ja) * | 2016-09-30 | 2019-08-14 | ブラザー工業株式会社 | オーバーコート剤及び画像形成方法 |
| JP7073809B2 (ja) * | 2018-03-16 | 2022-05-24 | セイコーエプソン株式会社 | インクジェット捺染用クリアインク組成物、インクジェット捺染用インクセット及びインクジェット捺染方法 |
-
2024
- 2024-01-17 CN CN202480013304.3A patent/CN120769891A/zh active Pending
- 2024-01-17 JP JP2025502170A patent/JPWO2024176664A1/ja active Pending
- 2024-01-17 JP JP2025502168A patent/JP7787361B2/ja active Active
- 2024-01-17 EP EP24759969.9A patent/EP4671332A1/en active Pending
- 2024-01-17 WO PCT/JP2024/001069 patent/WO2024176664A1/ja not_active Ceased
- 2024-01-17 WO PCT/JP2024/001045 patent/WO2024176662A1/ja not_active Ceased
-
2025
- 2025-12-03 JP JP2025227337A patent/JP2026062656A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007111867A (ja) * | 2005-10-18 | 2007-05-10 | Watanabe Norihiko | インクジェット転写印刷法、転写シート及びその製造方法 |
| JP2012126026A (ja) | 2010-12-15 | 2012-07-05 | Seiko Epson Corp | 転写媒体及びその製造方法、並びに転写物 |
| JP2013059973A (ja) * | 2011-09-15 | 2013-04-04 | Seiko Epson Corp | 転写媒体、及びその製造方法、並びに転写物 |
| WO2016027835A1 (ja) * | 2014-08-20 | 2016-02-25 | 株式会社ミマキエンジニアリング | 捺染方法、捺染装置、捺染物の製造方法、インク、及び転写用の媒体 |
| JP2023027251A (ja) | 2016-10-19 | 2023-03-01 | 三井化学アグロ株式会社 | 農薬入り緩効性粒状肥料製剤 |
| JP2019034492A (ja) * | 2017-08-18 | 2019-03-07 | 株式会社ミマキエンジニアリング | 転写媒体、印刷物、樹脂組成物及び転写方法 |
| CN111117360A (zh) | 2020-01-02 | 2020-05-08 | 张道亮 | 一种数码印花用水性热熔胶墨水及数码印花制作工艺 |
| JP2022076429A (ja) * | 2020-11-09 | 2022-05-19 | 憲一 古川 | ガーメントプリント方式 |
| JP2023024440A (ja) | 2021-08-06 | 2023-02-16 | 日華化学株式会社 | 抗菌・抗ウイルス性繊維製品の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4671332A1 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025204731A1 (ja) * | 2024-03-29 | 2025-10-02 | ブラザー工業株式会社 | 液体吐出装置、その制御方法及びプログラム |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2024176664A1 (ja) | 2024-08-29 |
| JP2026062656A (ja) | 2026-04-10 |
| EP4671332A1 (en) | 2025-12-31 |
| JP7787361B2 (ja) | 2025-12-16 |
| CN120769891A (zh) | 2025-10-10 |
| WO2024176664A1 (ja) | 2024-08-29 |
| JPWO2024176662A1 (ja) | 2024-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5720679B2 (ja) | インクジェットインク及びインクジェット記録方法 | |
| JP5796617B2 (ja) | 塩化ビニル系樹脂エマルジョンの製造方法 | |
| US9296908B2 (en) | Aqueous inkjet ink composition | |
| JP5927752B2 (ja) | インクジェットインク及びインクジェット記録方法 | |
| JP2026062656A (ja) | 接着剤インク、及び該接着剤インクを用いた捺染物の製造方法 | |
| CN101993578B (zh) | 树脂组合物、热转印接收片以及制备热转印接收片的方法 | |
| TWI851867B (zh) | 水性墨水用樹脂乳劑 | |
| JP5664766B2 (ja) | 塩化ビニル系樹脂エマルジョン及びその製造方法並びに水性インキ及び記録用紙 | |
| JP4442718B2 (ja) | 油性顔料インク用インクジェット受理剤、油性顔料インク用インクジェット記録媒体及び印刷物 | |
| JP7343655B2 (ja) | インクジェット捺染用インク、該インクを用いた印刷物の製造方法および画像固着物品 | |
| JP2023156338A (ja) | インクジェット捺染用インク、該インクを用いた印刷物の製造方法および画像固着物品 | |
| JP7340467B2 (ja) | 水性インク用樹脂エマルション | |
| JP2024054279A (ja) | 捺染用インク組成物 | |
| JP7528919B2 (ja) | 水性インキセット、印刷物、及び印刷物の製造方法 | |
| WO2025239127A1 (ja) | 転写印刷に用いられるインクジェット用接着性インク | |
| WO2025239126A1 (ja) | 転写印刷に用いられるインクジェット用接着性インク | |
| WO2026034016A1 (ja) | インクジェット用インクセット及び該インクセットを用いた印刷物の製造方法 | |
| WO2025154358A1 (ja) | 記録物の製造方法及び転写物の製造方法、並びに記録物の製造装置 | |
| WO2026009625A1 (ja) | 転写シート及びその製造方法 | |
| JP2025166602A (ja) | 記録物の製造方法及び転写物の製造方法、並びにインクジェットインク | |
| CN117529533A (zh) | 喷墨纺织品印刷用墨、使用所述墨制造印刷物的方法以及具有附着图像的制品 | |
| WO2024106276A1 (ja) | 捺染インク用重合体、該重合体を含む捺染インク用エマルション、及び捺染インク | |
| JP2024079368A (ja) | インク用樹脂エマルション | |
| WO2025142211A1 (ja) | 重合体粒子を含むインク用水性分散体 | |
| JP2025177317A (ja) | 水性インキ及び積層体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24759969 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025502168 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202480013304.3 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024759969 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 202480013304.3 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 2024759969 Country of ref document: EP Effective date: 20250922 |
|
| ENP | Entry into the national phase |
Ref document number: 2024759969 Country of ref document: EP Effective date: 20250922 |
|
| WWP | Wipo information: published in national office |
Ref document number: 2024759969 Country of ref document: EP |