WO2024241645A1 - 高強度鋼板およびその製造方法 - Google Patents
高強度鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2024241645A1 WO2024241645A1 PCT/JP2024/007146 JP2024007146W WO2024241645A1 WO 2024241645 A1 WO2024241645 A1 WO 2024241645A1 JP 2024007146 W JP2024007146 W JP 2024007146W WO 2024241645 A1 WO2024241645 A1 WO 2024241645A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel sheet
- temperature
- amount
- formula
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/021—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving particular fabrication steps or treatments of ingots or slabs
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/10—Ferrous alloys, e.g. steel alloys containing cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
Definitions
- the present invention relates to a steel sheet and a manufacturing method thereof.
- the present invention relates to a high-strength steel sheet with excellent LME resistance that is suitable for use as a component in the automotive, electrical, and other industrial fields formed by cold pressing, and a manufacturing method thereof.
- impact angle refers to a state in which the axis of the welding electrode is not perpendicular to the surface of the steel plate.
- Patent Document 1 discloses a technology that realizes a high-strength steel sheet with excellent LME resistance, a tensile strength of 980 MPa or more, a total elongation of 20% or more, and excellent LME resistance, by controlling the frequency of corresponding grain boundaries in the steel sheet surface layer after high-temperature tensile testing and the thickness of the softened surface layer.
- Patent Document 2 discloses a technology for realizing a steel sheet having LME resistance, high strength, and excellent ductility by introducing oxygen into the surface layer of a steel slab during continuous casting to form iron oxide, which is a site for the formation of titanium nitride, and inhibiting the bonding of B in the steel with dissolved nitrogen in the subsequent annealing process and promoting the formation of (Fe, Mn) 2 B in the surface layer region of the steel sheet.
- Patent Document 3 also proposes a technique for preventing LME cracking by removing the plating layer from the area to be welded prior to spot welding.
- Patent Document 1 requires the reduction of Si in order to reduce the frequency of corresponding grain boundaries in the steel sheet surface layer, and it is presumed that it is difficult to impart good formability to steel sheets with strength levels higher than the 980 MPa class.
- Patent Document 3 requires a step of removing the plating layer in advance, which increases manufacturing costs. In addition, because the plating layer is removed, it is believed that the corrosion resistance of the welded portion decreases.
- the present invention aims to provide steel sheets that have excellent LME resistance, high strength and good formability, and a manufacturing method thereof, using a method different from that of conventional technology.
- the above-mentioned steel sheets include hot-rolled steel sheets, cold-rolled steel sheets, and plated steel sheets such as GA and GI.
- high strength refers to a TS of 980 MPa or more
- good formability refers to satisfying the relationship between tensile strength TS and elongation El shown in the following formula (7). (Formula 7) TS 1.5 ⁇ El ⁇ 390000
- the inventors conducted extensive research into the chemical composition and microstructure of steel sheets. As a result, by precisely controlling the slab heating conditions, temperature management from hot rolling to coiling, and annealing conditions, and by controlling the state of elements contained in the steel, they discovered the following:
- the dissolved elements present in the steel during welding, or the dissolved elements produced by dissolving the precipitates prevent the intrusion of zinc, improving LME resistance.
- the precipitate radius of a particular element is larger than a specified value, the precipitates will not dissolve sufficiently during welding, and not only will it be impossible to expect improvement in LME resistance due to the dissolved elements, but it is quite possible that new cracks will occur starting from the coarse precipitates not only during manufacturing but also after press working and during welding.
- the present invention has been made based on the above findings, and the gist of the present invention is as follows.
- the composition is composed of Fe and unavoidable impurities.
- the microstructure of the steel plate at the 1/4 position of the plate thickness is The total area ratio of tempered martensite and bainite is 40% or more and 85% or less, The area ratio of fresh martensite is 0% or more and 25% or less, The area ratio of retained austenite is 5% or more and 20% or less, The remainder is at least one of ferrite and pearlite in an area ratio of 0% to 20%.
- the Nb has a relationship between the amount of dissolved Nb (Nb sol ), the amount of Nb in Nb precipitates having a grain size of less than 20 nm (Nb pre ), and the total amount of Nb (Nb) contained in the steel sheet, which satisfies the following (Formula 1): A high-strength steel plate having a diffusible hydrogen content of 0.50 mass ppm or less. (Formula 1) (Nb sol /Nb) + (Nb pre /Nb) ⁇ 0.40 In formula 1, Nb sol represents the amount of dissolved Nb (mass %), and Nb pre represents the amount of Nb (mass %) in Nb precipitates having a grain size of less than 20 nm.
- V 0.500% or less by mass%, Ta: 0.10% or less, W: 0.10% or less, B: 0.0100% or less, Cr: 1.00% or less, Mo: 1.00% or less, Co: 1.00% or less, Ni: 1.00% or less, Cu: 1.00% or less, Sn: 0.200% or less, Sb: 0.200% or less, Ca: 0.0100% or less, Mg: 0.0100% or less, REM: 0.0100% or less, Zr: 0.100% or less, Te: 0.100% or less, Hf: 0.10% or less, Bi: 0.200% or less,
- the high-strength steel plate according to [1] comprising one or more selected from the following: [3] The high-strength steel sheet according to [1] or [2], having a plating layer on the steel sheet surface.
- [5] A method for producing a high strength steel plate according to the above [1] or [2], A slab heating process in which a steel material having the above-mentioned composition is heated at a temperature T sol ° C. or higher represented by the following (Equation 2) for 1.0 hour or more; A hot rolling process; a winding step in which the winding temperature T CT ° C. is 650 ° C. or less; An annealing process includes heating to a soaking temperature T AT ° C., holding the soaking temperature T AT ° C., which is 750 ° C. or more and 950 ° C.
- QHR is defined by the finish rolling start temperature TFET °C, the finish rolling end temperature TFDt °C, and the effective time tHR from the start of finish rolling to the end of finish rolling, as shown in (Equation 3).
- Q CT is defined by a residence time t CT from T FDT °C to 650 °C and a coiling temperature T CT °C, as shown in (Equation 4).
- the present invention it is possible to obtain high-strength steel sheets that have good formability and excellent LME resistance. Therefore, the present invention is of great value in industrial fields such as automobiles and electrical equipment, and is particularly useful for reducing the weight of automobile body frame parts.
- C 0.030% or more and 0.500% or less C is an element necessary for increasing the strength of tempered martensite, bainite, and fresh martensite. In order to fully obtain this effect, it is necessary to make the C content at least 0.030% or more. Therefore, the C content is set to 0.030% or more. It is preferably 0.050% or more. It is more preferably 0.070% or more. It is further preferably 0.090% or more, and most preferably 0.100% or more. On the other hand, if the C content exceeds 0.500%, the weldability and LME resistance properties, which are important when joining automobile parts, deteriorate. Therefore, the C content is set to 0.500% or less. It is preferably 0.400% or less. It is more preferably 0.300% or less. It is further preferably 0.270% or less, and most preferably 0.250% or less.
- Si more than 0.01% and not more than 2.50% Si is an element that suppresses the excessive formation and growth of carbides in steel, increases the residual austenite fraction, and improves ductility. If the Si content is 0.01% or less, this effect becomes poor and good formability cannot be obtained, so the lower limit is set to 0.01%.
- the Si content is set to more than 0.01%. It is preferably 0.05% or more. It is more preferably 0.10% or more. It is further preferably 0.50% or more, and most preferably 0.90% or more. However, if the Si content exceeds 2.50%, it causes a decrease in the zinc melting point, which makes it easier for zinc to penetrate into the steel sheet during welding, and as a result, the LME resistance of the steel sheet is reduced. Therefore, the Si content is set to 2.50% or less. It is preferably 2.30% or less. It is more preferably 2.00% or less. It is further preferably 1.80% or less. It is most preferably 1.60% or less.
- Mn 0.10% or more and 5.00% or less Mn is an element that affects the area ratio of tempered martensite, bainite, and fresh martensite by improving hardenability. If the Mn content is less than 0.10%, soft phases such as ferrite are excessively generated, and the desired area ratios of tempered martensite, bainite, and fresh martensite cannot be obtained, resulting in insufficient steel sheet strength. For this reason, the Mn content is set to 0.10% or more. It is preferably set to 0.50% or more. It is more preferably set to 0.80% or more. It is further preferably set to 1.00% or more, and most preferably set to 2.00% or more.
- the Mn content is set to 5.00% or less. It is preferably set to 4.50% or less. It is more preferably set to 4.00% or less. It is further preferably set to 3.70% or less, and most preferably set to 3.50% or less.
- P 0.100% or less
- P may have an adverse effect on LME resistance properties by segregating at grain boundaries and causing embrittlement, so its amount must be 0.100% or less. Therefore, the P content is set to 0.100% or less. It is preferably set to 0.080% or less. It is more preferably set to 0.070% or less. It is further preferably set to 0.050% or less. It is most preferably set to 0.040% or less. Although there is no particular lower limit, since P is a solid solution strengthening element and can increase the strength of the steel sheet, it is preferably 0.001% or more, more preferably 0.003% or more, and even more preferably 0.005% or more.
- S 0.0200% or less S segregates at grain boundaries to embrittle steel during hot working, and may also adversely affect LME resistance by forming sulfides, so the amount must be 0.0200% or less. Therefore, the S content is 0.0200% or less. It is preferably 0.0180% or less. It is more preferably 0.0150% or less. It is even more preferably 0.0100% or less, and most preferably 0.0050% or less.
- the lower limit is not particularly limited, but it is preferably 0.0001% or more due to constraints on production technology. It is more preferably 0.0005% or more, and even more preferably 0.0010% or more.
- Al acts as a deoxidizer and is an effective element for reducing inclusions in steel, and is preferably contained in the deoxidation process.
- the content of Al is set to 0.100% or less. It is preferably set to 0.080% or less. It is more preferably set to 0.070% or less, even more preferably set to 0.060% or less, and most preferably set to 0.050% or less.
- the lower limit is not particularly limited, it is preferable that the content of Al is set to 0.001% or more. It is more preferably set to 0.010% or more, and even more preferably set to 0.020% or more.
- N has an adverse effect on LME resistance properties by forming coarse nitrides, and when the N content exceeds 0.0100%, a large amount of coarse nitrides is formed, and the deterioration of LME resistance properties becomes significant.
- the lower limit is not particularly limited, but it is preferably 0.0001% or more due to constraints on production technology. It is more preferably 0.0010% or more, and even more preferably 0.0020% or more.
- O 0.0100% or less
- O exists as an oxide and reduces the ductility of the steel sheet. Therefore, the content of O needs to be 0.0100% or less. Therefore, the content of O is 0.0100% or less. It is preferably 0.0075% or less. It is more preferably 0.0060% or less. It is further preferably 0.0050% or less, and most preferably 0.0045% or less.
- the lower limit of the content of O is not particularly specified, due to constraints on production technology, it is preferable that the content of O is 0.0001% or more. It is more preferably 0.0005% or more, and even more preferably 0.0010% or more.
- Ti 0.010% or more and 0.200% or less Ti contributes to precipitation strengthening, and further refines the prior austenite grain size and the accompanying tempered martensite and bainite, so that it is effective in improving the strength of the steel.
- the Ti content is set to 0.010% or more. It is preferably 0.012% or more. It is more preferably 0.015% or more. It is even more preferably 0.020% or more. It is most preferably 0.025% or more.
- the Ti content is set to 0.200% or less. It is preferably 0.180% or less. It is more preferably 0.150% or less, even more preferably 0.100% or less, and most preferably 0.050% or less.
- Nb 0.005% or more and 0.500% or less
- Nb is an element that improves the LME resistance characteristics
- the presence of solute Nb in steel during welding has a significant effect on the improvement of LME resistance characteristics.
- the solute elements present in the steel during welding or the solute elements generated by dissolving the precipitates prevent the intrusion of zinc, thereby improving the LME resistance characteristics.
- the Nb content needs to be 0.005% or more. It is preferably 0.007% or more. It is more preferably 0.008% or more. It is further preferably 0.010% or more, and most preferably 0.012% or more.
- the Nb content is set to 0.500% or less, preferably 0.400% or less, more preferably 0.350% or less, even more preferably 0.200% or less, and most preferably 0.100% or less.
- the high-strength steel plate according to one embodiment of the present invention has a composition containing the above-mentioned components with the balance including Fe and unavoidable impurities.
- the high-strength steel plate according to one embodiment of the present invention has a composition containing the above-mentioned components with the balance consisting of Fe and unavoidable impurities.
- unavoidable impurities include Zn, Pb, and As. It is acceptable for these impurities to be contained in a total amount of 0.100% or less.
- the alloy may contain one or more of the following elements by mass: V: 0.500% or less, Ta: 0.10% or less, W: 0.10% or less, B: 0.0100% or less, Cr: 1.00% or less, Mo: 1.00% or less, Co: 1.00% or less, Ni: 1.00% or less, Cu: 1.00% or less, Sn: 0.200% or less, Sb: 0.200% or less, Ca: 0.0100% or less, Mg: 0.0100% or less, REM: 0.0100% or less, Zr: 0.100% or less, Te: 0.100% or less, Hf: 0.10% or less, Bi: 0.200% or less.
- V 0.500% or less V contributes to precipitation strengthening, and further refines the prior austenite grain size and the accompanying tempered martensite and bainite, so that it is effective in improving the strength of the steel, and can be contained as necessary.
- the V content is preferably 0.001% or more. It is more preferably 0.005% or more, and even more preferably 0.010% or more. However, if it is contained in an amount exceeding 0.500%, V may remain in an undissolved state during heating of the steel material before hot rolling, and coarse precipitates may increase, resulting in a decrease in ductility. Therefore, when V is contained, the V content is 0.500% or less. It is preferably 0.400% or less. It is more preferably 0.300% or less, even more preferably 0.200% or less, and most preferably 0.100% or less.
- Ta 0.10% or less Ta, like Ti, produces alloy carbides and alloy carbonitrides to contribute to high strength.
- Ta can be contained as necessary to stabilize the contribution of precipitation strengthening to strength by forming a composite precipitate such as (Nb, Ta) (C, N) by partially dissolving in Nb carbides and Nb carbonitrides and significantly suppressing the coarsening of precipitates.
- the lower limit is not particularly limited, but in order to obtain the above effect, the Ta content is preferably 0.01% or more. It is more preferable to make it 0.02% or more, and even more preferable to make it 0.03% or more. However, even if Ta is contained in excess, the precipitate stabilization effect is saturated and the alloy cost also increases. Therefore, when Ta is contained, the Ta content is 0.10% or less. It is preferably 0.08% or less. It is more preferably 0.07% or less. It is even more preferably 0.06% or less, and most preferably 0.05% or less.
- W 0.10% or less W can be contained as necessary to improve the hardenability of steel and to further improve the strength of steel by refining tempered martensite and bainite.
- the content of W is preferably 0.01% or more. It is more preferable to make it 0.02% or more, and even more preferable to make it 0.03% or more.
- the content of W is 0.10% or less. It is preferably 0.08% or less. More preferably, it is 0.07% or less. It is even more preferably 0.06% or less, and most preferably 0.05% or less.
- B 0.0100% or less
- B is an element that can improve hardenability by segregating at austenite grain boundaries, and can form a structure mainly composed of tempered martensite and bainite, thereby improving the strength of the steel sheet, and can contribute to improving the LME resistance properties, so it can be contained as necessary.
- the content of B is preferably 0.0003% or more. It is more preferable to make it 0.0005% or more, and even more preferable to make it 0.0007% or more. However, if it is contained in excess of 0.0100%, coarse precipitates are generated and ductility is reduced. Therefore, when B is contained, the content of B is 0.0090% or less. It is preferably 0.0080% or less. It is more preferably 0.0070% or less. It is even more preferably 0.0050% or less, and most preferably 0.0030% or less.
- Cr 1.00% or less Cr has the effect of improving the balance between strength and ductility, so it can be contained as necessary.
- the Cr content is preferably 0.01% or more. It is more preferable to make it 0.05% or more, and even more preferable to make it 0.07% or more.
- the Cr content is 1.00% or less. It is preferably 0.80% or less. It is more preferably 0.60% or less. It is even more preferably 0.50% or less. It is most preferably 0.30% or less.
- Mo 1.00% or less Mo has the effect of improving the balance between strength and ductility, so it can be contained as necessary.
- the Mo content is preferably 0.01% or more. It is more preferable to make it 0.05% or more, and even more preferable to make it 0.07% or more.
- the Mo content is 1.00% or less. It is preferably 0.80% or less. It is more preferably 0.50% or less. It is even more preferably 0.30% or less, and most preferably 0.20% or less.
- Co 1.00% or less
- Co is an element effective in improving hardenability and is effective in strengthening steel, so it can be contained as necessary.
- the Co content is preferably 0.01% or more. It is more preferable to make it 0.05% or more, and even more preferable to make it 0.07% or more.
- the Co content is 1.00% or less. It is preferably 0.80% or less. More preferably, it is 0.60% or less. It is further preferably 0.30% or less, and most preferably 0.20% or less.
- Ni 1.00% or less Ni increases the strength of steel by solid solution strengthening, so it can be contained as necessary.
- the Ni content is preferably 0.01% or more. It is more preferable to make it 0.05% or more, and even more preferable to make it 0.07% or more.
- the Ni content is 1.00% or less. It is preferably 0.80% or less. More preferably, it is 0.60% or less. It is even more preferably 0.30% or less, and most preferably 0.20% or less.
- Cu 1.00% or less
- the Cu content is preferably 0.01% or more. It is more preferable to make it 0.05% or more, and even more preferable to make it 0.07% or more. However, if it is contained in excess of 1.00%, the area ratio of tempered martensite, bainite, and fresh martensite becomes excessive, and the dimensional accuracy and ductility during forming are reduced. Therefore, when Cu is contained, the Cu content is 1.00% or less. It is preferably 0.80% or less. More preferably, it is 0.60% or less. It is even more preferably 0.30% or less, and most preferably 0.20% or less.
- Sn 0.200% or less
- Sb 0.200% or less
- Sn and Sb suppress decarburization of the steel sheet surface layer in a region of several tens of ⁇ m caused by nitriding or oxidation of the steel sheet surface, and prevent the area ratio of tempered martensite on the steel sheet surface from decreasing.
- they can be contained as necessary to ensure strength and material stability.
- the lower limit is not particularly limited, in order to obtain the above effect, it is preferable that the content of these elements is 0.001% or more. It is more preferable to make it 0.003% or more, and even more preferable to make it 0.005% or more.
- the content of Sn and Sb is 0.200% or less. It is preferably 0.100% or less. It is more preferably 0.070% or less. It is even more preferably 0.050% or less, and most preferably 0.030% or less.
- Ca 0.0100% or less
- Mg 0.0100% or less
- REM 0.0100% or less
- the contents of Ca, Mg and REM are set to 0.0100% or less.
- they are 0.0050% or less. More preferably, they are 0.0040% or less, even more preferably, they are 0.0035% or less, and most preferably, they are 0.0030% or less.
- the lower limits of the contents of Ca, Mg and REM are not particularly specified, but since they are elements that spheroidize the shape of nitrides and sulfides and improve the ultimate deformability of the steel sheet, it is preferable that the contents of Ca, Mg and REM are each 0.0001% or more.
- the content is more preferably 0.0005% or more, even more preferably 0.0007% or more, and most preferably 0.0010% or more.
- Zr and Te 0.100% or less
- Zr and Te are each 0.100% or less, coarse precipitates and inclusions do not increase and do not affect the precipitation of Nb, so the LME resistance characteristics do not deteriorate. Therefore, when Zr and Te are contained, the contents of Zr and Te are 0.100% or less. Preferably, they are 0.080% or less. More preferably, they are 0.070% or less, even more preferably, they are 0.060% or less, and most preferably, they are 0.050% or less.
- the contents of Zr and Te are not particularly specified, since they are elements that spheroidize the shape of nitrides and sulfides and improve the ultimate deformability of the steel sheet, it is preferable that the contents of Zr and Te are 0.001% or more. It is more preferable to set them to 0.010% or more, and even more preferable to set them to 0.020% or more.
- Hf 0.10% or less If Hf is 0.10% or less, coarse precipitates and inclusions do not increase, and Hf does not affect the precipitation of Nb, so that the LME resistance characteristics do not deteriorate. Therefore, when Hf is contained, the content of Hf is 0.10% or less. It is preferably 0.080% or less. It is more preferably 0.070% or less, even more preferably 0.060% or less, and most preferably 0.050% or less.
- the lower limit of the content of Hf is not particularly specified, since Hf is an element that spheroidizes the shape of nitrides and sulfides and improves the ultimate deformability of the steel sheet, when Hf is contained, it is preferable that the content of Hf is 0.003% or more. It is more preferable that it is 0.010% or more. It is more preferable that it is 0.020% or more, and even more preferable that it is 0.030% or more.
- Bi 0.200% or less If Bi is 0.200% or less, coarse precipitates and inclusions do not increase, and since Bi does not affect the precipitation of Nb, the LME resistance characteristics do not deteriorate. Therefore, when Bi is contained, the content of Bi is 0.200% or less. It is preferably 0.100% or less. It is more preferably 0.050% or less, even more preferably 0.030% or less, and most preferably 0.020% or less. Although the lower limit of the content of Bi is not particularly specified, since Bi is an element that reduces segregation, it is more preferable that the content of Bi is 0.001% or more. It is more preferably 0.005% or more, and even more preferably 0.010% or more.
- Area ratio of tempered martensite and bainite 40% or more and 85% or less Tempered martensite and bainite contribute to the strength of the steel sheet. Specifically, making the steel sheet mainly composed of tempered martensite and bainite is effective in maintaining high strength. In order to fully obtain such effects, the total area ratio of bainite and tempered martensite needs to be at least 40% or more. It is preferably 42% or more. It is more preferably 45% or more, even more preferably 47% or more, and most preferably 50% or more. On the other hand, if the sum of the area ratios of bainite and tempered martensite exceeds 85%, the steel structure is occupied by hard phases including tempered martensite, bainite, and fresh martensite.
- the total area ratio of bainite and tempered martensite needs to be 85% or less. It is preferably 83% or less. More preferably, it is 82% or less, even more preferably, it is 81% or less, and most preferably, it is 80% or less.
- Fresh martensite area ratio 0% or more and 25% or less
- Fresh martensite is a very hard phase, so it improves the strength of the steel.
- Fresh martensite is not necessarily required when the strength of the steel sheet is guaranteed, but if the steel sheet structure contains fresh martensite, the strength of the steel sheet is further improved and it is possible to achieve even higher strength. Therefore, the area ratio of fresh martensite needs to be 0% or more. It is preferably 2% or more. More preferably, it is 3% or more. Even more preferably, it is 4% or more, and most preferably, it is 5% or more.
- fresh martensite reduces the ductility of the steel, making it difficult to achieve good formability. Therefore, the area ratio of fresh martensite needs to be 25% or less. It is preferably 23% or less. More preferably, it is 22% or less. Even more preferably, it is 21% or less, and most preferably, it is 20% or less.
- Area ratio of retained austenite 5% or more and 20% or less Retained austenite transforms into martensite due to the TRIP effect during processing, and at the same time, it improves the strength and improves the strain dispersion ability, thereby improving the ductility. Therefore, in order to ensure good formability, the area ratio of retained austenite needs to be 5% or more. It is preferably 7% or more, more preferably 8% or more. Even more preferably 9% or more, and most preferably 10% or more.
- the area ratio of retained austenite needs to be 20% or less. It is preferably 18% or less. More preferably, it is 17% or less. Even more preferably, it is 16% or less, and most preferably, it is 15% or less.
- the residual structure is deemed to include at least one of ferrite and pearlite, and specifically, the area ratio of at least one of ferrite and pearlite is 0% or more.
- the area ratio of the residual structure is preferably 20% or less. More preferably, it is 18% or less. Even more preferably, it is 15% or less. Most preferably, it is 13% or less.
- Nb sol represents the amount of dissolved Nb (mass %)
- Nb pre represents the amount of Nb (mass %) in Nb precipitates having a grain size of less than 20 nm.
- One of the important constituent items of the present invention is to determine the relationship between the amount of dissolved Nb in a steel sheet (Nb sol , unit: mass %), the amount of Nb in Nb precipitates with a grain size of less than 20 nm (Nb pre , unit: mass %), and the total amount of Nb (Nb) contained in the steel.
- LME due to transfer LME is prevented and LME resistance is improved by making Nb in the steel sheet into a solid solution state or making it possible to make it into a solid solution state during welding.
- the inventors have changed the state of Nb contained in a steel sheet by producing various steels, and have found that LME resistance is improved when (Formula 1) is satisfied.
- (Nb sol /Nb) + (Nb pre /Nb) is preferably 0.41 or more. More preferably, it is 0.42 or more.
- (Nb sol /Nb) + (Nb pre /Nb) is preferably 0.95 or less. More preferably, it is 0.90 or less.
- the lower limit of the Nb precipitates is not particularly limited, the particle size may be 0.1 nm or more.
- Amount of diffusible hydrogen in steel is 0.50 mass ppm or less. In order to ensure ductility and have good formability, the amount of diffusible hydrogen in steel is set to 0.50 mass ppm or less. It is preferable to set it to 0.30 mass ppm or less. It is more preferable to set it to 0.25 mass ppm or less. It is even more preferable to set it to 0.20 mass ppm or less, and it is most preferable to set it to 0.15 mass ppm or less. Although there is no particular lower limit for the amount of diffusible hydrogen in steel, due to constraints on production technology, it is preferable that the amount of diffusible hydrogen in steel is 0.01 mass ppm or more. It is more preferable to set it to 0.02 mass ppm or more. It is even more preferable to set it to 0.03 mass ppm or more, and it is most preferable to set it to 0.05 mass ppm or more.
- the heating temperature of the steel material needs to be Tsol ° C. or higher.
- the heating temperature of the steel material is set to Tsol ° C. or higher, which is expressed by the following formula (Formula 2). It is preferably Tsol ⁇ 1.1 ° C. or higher. More preferably, it is Tsol ⁇ 1.2 ° C.
- the start temperature of the finish rolling is preferably Tsol ° C-100 ° C or higher. More preferably, it is Tsol ° C-70 ° C or higher. Even more preferably, it is Tsol ° C-50 ° C or higher.
- the start temperature of the finish rolling of the hot rolling is preferably 1200 ° C or lower. More preferably, it is 1170 ° C or lower. Even more preferably, it is 1150 ° C or lower. The most preferred temperature is 1120° C. or lower.
- Finishing temperature of hot rolling T FDT °C
- the steel material after heating is hot-rolled to become a hot-rolled steel sheet.
- the upper and lower limits of the end temperature of the finish rolling are not particularly set, but if the finish rolling end temperature is less than 800°C, Nb dissolved during heating of the steel material will precipitate, and the amount of Nb precipitated will increase. Furthermore, the rolling load will increase, and the rolling load will become large, which may hinder cold rolling. Therefore, the finish rolling end temperature of the hot rolling is preferably 800°C or higher. More preferably, it is 820°C or higher. Even more preferably, it is 840°C or higher. Most preferably, it is 850°C or higher.
- the finish temperature exceeds 1000°C, the amount of oxide (scale) generated will increase rapidly, the interface between the base steel and the oxide will become rough, and the surface quality after pickling and cold rolling will tend to deteriorate, and the crystal grains will become excessively coarse, which may cause surface roughness of the pressed product during processing, so it is preferably 1000°C or lower. More preferably, it is 980°C or lower. Even more preferably, it is 970°C or lower. The most preferable temperature is 950° C. or lower.
- Effective time The time required from the start of finish rolling to the end of finish rolling is defined as the effective time tHR . Since Nb contained in the steel sheet starts to precipitate and grow during finish rolling, the effective time tHR is one of the parameters for controlling the form of Nb to improve the LME resistance. Although there is no particular upper or lower limit for the effective time tHR , it is preferably 3 seconds or more. More preferably, it is 4 seconds or more. Even more preferably, it is 5 seconds or more, and most preferably, it is 7 seconds or more. Moreover, the effective time tHR is preferably 15 seconds or less. More preferably, it is 12 seconds or less. Even more preferably, it is 11 seconds or less, and most preferably, it is 10 seconds or less.
- the residence time t CT is one of the parameters for controlling the form of Nb to improve the LME resistance characteristics.
- the residence time t CT is 20 seconds or less. More preferably, it is 18 seconds or less. Even more preferably, it is 17 seconds or less, and most preferably, it is 15 seconds or less.
- Coiling temperature T CT ° C. after hot rolling 650 ° C. or less If the coiling temperature after hot rolling is higher than 650 ° C., the precipitation of Nb and the growth of precipitated Nb proceed excessively, and (Formula 1) is no longer satisfied, which may cause deterioration of LME resistance characteristics, and may cause an oxide film that is difficult to remove by pickling to form on the surface of the hot-rolled sheet, which may cause a deterioration of the surface appearance after cold rolling. Therefore, the coiling temperature after hot rolling is set to 650 ° C. or less. It is preferably 630 ° C. or less. More preferably, it is 620 ° C. or less. It is further preferably 610 ° C.
- the lower limit of the coiling temperature is preferably 300 ° C. or more. More preferably, it is 320 ° C. or more. More preferably, the temperature is 350° C. or higher, and most preferably, the temperature is 400° C. or higher.
- the obtained hot-rolled steel sheet may be subjected to intermediate heat treatment at a temperature below 650°C as necessary to prevent an increase in load during subsequent cold rolling.
- a temperature of 150°C or higher it is preferable to use a temperature of 150°C or higher.
- heat treatment may be performed in a box annealing furnace with a soaking temperature of 500°C and a soaking time of 4 hours.
- the obtained hot-rolled steel sheet (hot-rolled coil) may be subjected to treatment such as pickling, if necessary.
- the pickling method for the hot-rolled coil may follow a conventional method.
- Skin-pass rolling may also be performed to correct the shape of the hot-rolled coil and improve its pickling properties.
- the steel may be subjected to the annealing process (heat treatment) described below, or may be subjected to cold rolling and then heat treatment.
- the cold reduction is preferably 25% or more, more preferably 30% or more, even more preferably 32% or more, and most preferably 35% or more.
- the upper limit of the cold rolling reduction is preferably 75% or less, more preferably 70% or less, even more preferably 67% or less, and most preferably 65% or less.
- the temperature rise time t is one of the parameters for controlling the form of Nb to improve the LME resistance characteristics.
- the temperature rise time t is preferably 300 seconds or more. More preferably, it is 400 seconds or more. Even more preferably, it is 450 seconds or more, and most preferably, it is 490 seconds or more.
- the temperature rise time t is preferably 700 seconds or less. More preferably, it is 650 seconds or less. Even more preferably, it is 600 seconds or less, and most preferably, it is 590 seconds or less.
- T AT is 750°C or more and 950°C or less
- the soaking temperature T AT °C is set to 750°C or more.
- it is set to 770°C or more. More preferably, it is set to 800°C or more, and further preferably, it is set to 840°C or more.
- the soaking temperature T AT °C is set to 950°C or less.
- it is set to 940°C or less. More preferably, it is set to 930°C or less, and further preferably, it is set to 920°C or less.
- the holding time t AT at the soaking temperature T AT ° C. is one of the control parameters for promoting austenitization of the steel sheet during soaking, and at the same time, since it is also related to the precipitation of Nb and the growth of Nb precipitates, it is one of the parameters for controlling the LME resistance characteristics.
- QHR defined by the finish rolling start temperature TFET °C, the finish rolling end temperature TFDT °C, and the effective time tHR from the start of finish rolling to the end of finish rolling in the following (formula 3)
- QCT defined by the residence time tCT from TFDT to 650°C in the coiling process
- QCT defined by the coiling temperature TCT °C in the following (formula 4)
- QAT defined by the soaking temperature TAT °C, the heating time t from 650°C to the soaking temperature TAT °C, and the holding time tAT at the soaking temperature TAT °C in the annealing process in the following (formula 5) satisfy the following (formula 6), that is, QHR , QCT, and QAT satisfy the following (formula 3)
- QCT defined by the residence time tCT from TFDT to 650°C in the coiling process
- QCT defined by the coiling temperature TCT °C in the following (formul
- the sum of QHR , QCT , and QAT is set to 6000 or less.
- it is set to 5990 or less. More preferably, it is set to 5980 or less. Even more preferably, it is set to 5970 or less, and most preferably, it is set to 5950 or less.
- There is no particular lower limit for the sum of QHR , QCT, and QAT but considering the range that can be implemented in actual operation, it is preferably set to 3500 or more. More preferably, it is set to 3600 or more. Even more preferably, it is set to 3700 or more. Most preferably, it is set to 3800 or more, and even more preferably, it is set to 3900 or more.
- Q AT value is 4700 or less (optimal condition)
- the evaluation is performed by the sum of QHR , QCT , and QAT . Therefore, the upper and lower limits of each value are not particularly set, but from the viewpoint of suppressing excessive growth of Nb during heating in the annealing process that directly leads to the final structure of the steel sheet, QAT is preferably 4700 or less. More preferably, it is 4650 or less, and even more preferably, it is 4630 or less. Most preferably, it is 4600 or less.
- QAT is preferably 3500 or more. More preferably, it is 3800 or more. Even more preferably, it is 4100 or more. Most preferably, it is 4120 or more.
- Q HR is preferably 1200 or less. More preferably, it is 1170 or less, and even more preferably, it is 1150 or less. Also, Q CT is preferably 850 or less. More preferably, it is 840 or less, and even more preferably, it is 835 or less. On the other hand, although there is no particular lower limit, Q HR is preferably 250 or more. Q HR is more preferably 600 or more, and even more preferably, it is 700 or more. Also, Q CT is preferably 150 or more. Q CT is more preferably 170 or more, and even more preferably, it is 180 or more.
- the steel sheet may be cooled as it is after being held at the soaking temperature TAT for the holding time tAT , or may be cooled to an arbitrary holding temperature and then held and cooled, or may be cooled to an arbitrary cooling stop temperature, and then reheated to the holding temperature, held, and then cooled.
- reheating may be performed.
- C is concentrated in the untransformed austenite, and the area ratio of the retained austenite contained in the steel sheet after cooling is increased by increasing the stability of the austenite, and ductility can be further improved. Therefore, when reheating is performed, it is preferable to cool the steel sheet to a cooling stop temperature of 100°C to 350°C, reheat it to a holding temperature of 200°C to 450°C, hold it, and then cool it to room temperature.
- the reheating temperature is preferably 200°C or higher. It is more preferable to set it to 210°C or higher.
- the reheating temperature is preferably 450°C or lower. It is more preferable to set it to 430°C or lower. It is even more preferable to set it to 410°C or lower, and most preferable to set it to 400°C or lower.
- reheating it is preferable to hold the material at a temperature of 200°C or higher and 450°C or lower for 10 seconds or more, and then cool it to room temperature. It is more preferable to hold the material at a temperature of 200°C or higher and 450°C or lower for 20 seconds or more, and even more preferable to hold the material at 25 seconds or more. There is no particular upper limit to the holding time, but it is preferable to hold the material at 500 seconds or less. It is more preferable to hold the material at 400 seconds or less.
- the steel sheet that has been subjected to the annealing is immersed in a galvanizing bath at 440°C or more and 500°C or less to perform hot-dip galvanizing, and then the coating weight is adjusted by gas wiping or the like.
- the temperature of the plating bath is preferably 440°C or more, more preferably 450°C or more, and even more preferably 455°C or more.
- the temperature of the plating bath is preferably 500°C or less, more preferably 490°C or less, and even more preferably 485°C or less.
- the plating weight (amount of plating per side) is preferably 20 g/m2 or more from the viewpoints of corrosion resistance and plating weight control.
- the plating weight is more preferably 25 g/m2 or more , and even more preferably 30 g/m2 or more . It is most preferably 32 g/m2 or more . Also, from the viewpoint of adhesion, it is preferably 120 g/m2 or less.
- the plating weight is more preferably 100 g/ m2 or less , and even more preferably 70 g/m2 or less . It is most preferably 65 g/m2 or less .
- the Al content in the hot-dip galvanizing is preferably 0.08% or more. More preferably, it is 0.09% or more. Even more preferably, it is 0.10% or more, and most preferably, it is 0.12% or more.
- the Al content in the hot-dip galvanizing is preferably 0.30% or less. More preferably, it is 0.25% or less. Even more preferably, it is 0.22% or less, and most preferably, it is 0.20% or less.
- the effect of the present invention will not change even if the plating bath contains elements other than Al, Mg, and Si, such as Pb, Sb, Fe, Mg, Mn, Ni, Ca, Ti, V, Cr, Co, and Sn.
- the alloying treatment of hot-dip galvanizing is performed in a temperature range of 450°C or more and 600°C or less after the hot-dip galvanizing treatment. If alloying treatment is performed at a temperature exceeding 600°C, untransformed austenite may be transformed into pearlite, the area ratio of retained austenite may become less than 5%, and ductility may decrease. Therefore, when alloying treatment of hot-dip galvanizing is performed, it is preferable to perform the alloying treatment of hot-dip galvanizing in a temperature range of 450°C or more. It is more preferable to set it to 460°C or more.
- the Fe concentration of the plating layer of the alloyed hot-dip galvanized steel sheet is preferably 8 to 17%. That is, the Fe concentration of the plating layer of the alloyed hot-dip galvanized steel sheet is preferably 8% or more.
- the Fe concentration of the plating layer of the alloyed hot-dip galvanized steel sheet is preferably 17% or less. More preferably, it is 16% or less. Even more preferably, it is 15% or less.
- Some steel sheets were subjected to the coiling process, and the steel was subjected to a heating process without cold rolling to obtain a hot-rolled steel sheet (HR). Further, some of the steel sheets were subjected to a hot-dip galvanizing treatment to obtain hot-dip galvanized steel sheets (GI) and galvannealed steel sheets (GA).
- a hot-dip galvanizing bath a zinc bath containing 0.19 mass% Al was used for the hot-dip galvanized steel sheets (GI), and a zinc bath containing 0.14 mass% Al was used for the galvannealed steel sheets (GA), and the bath temperature was 465° C.
- the coating weight was 45 g/m 2 per side (double-sided plating), and for the GA, the Fe concentration in the plating layer was adjusted to be within the range of 9 mass% to 12 mass%.
- the area ratios of fresh martensite, tempered martensite and bainite were determined by polishing a thickness cross section (L cross section) parallel to the rolling direction of the steel plate, etching it with nital, and observing 10 fields of view at 1/4 of the plate thickness position (a position equivalent to 1/4 of the plate thickness in the depth direction from the steel plate surface) at 2000x magnification using a scanning electron microscope (SEM).
- SEM scanning electron microscope
- the area ratios of each structure were calculated using the obtained structural images.
- fresh martensite was defined as the light gray structure region
- tempered martensite and bainite were defined as the dark gray structure region in which carbides were precipitated.
- the area ratio of retained austenite was determined by polishing the steel plate from the 1/4 position to 0.1 mm down, then chemically polishing the surface for a further 0.1 mm, measuring the integrated intensity ratios of the diffraction peaks of the ⁇ 200 ⁇ , ⁇ 220 ⁇ , and ⁇ 311 ⁇ planes of fcc iron and the ⁇ 200 ⁇ , ⁇ 211 ⁇ , and ⁇ 220 ⁇ planes of bcc iron using CoK ⁇ radiation in an X-ray diffractometer, and averaging the nine integrated intensity ratios obtained.
- the amount of hydrogen in steel was measured by cutting test pieces of approximately 5 x 30 mm from hot-rolled, cold-rolled or galvanized steel sheets. For galvanized steel sheets, a router (precision grinder) was used to remove the plating from the surface of the test pieces, which were then placed in a quartz tube. The inside of the quartz tube was replaced with Ar, and the temperature was raised at 200°C/hr. The amount of hydrogen released up to 400°C was measured by gas chromatography using temperature rise analysis. The cumulative amount of hydrogen detected in the temperature range from room temperature (25°C) to less than 250°C was taken as the amount of diffusible hydrogen.
- the total amount of Nb contained in the steel (Nb total ), the amount of dissolved Nb in the steel sheet (Nb sol ), and the amount of Nb with a grain size of less than 20 nm (Nb pre ) were measured by the following procedure. First, the total amount of Nb (Nb) contained in the steel was measured by wet chemical analysis. Next, a method for measuring the amount of Nb with a grain size of 20 nm or less will be described.
- the precipitates in the steel material were captured as residuals, the amount of Nb in the total residuals was obtained, and then the amount of Nb present in the residuals with a grain size of 20 nm or more was obtained, and the difference between the amount of Nb in the total residuals and the amount of Nb present in the residuals with a grain size of 20 nm or more was obtained.
- the specific procedure is as follows. A plurality of test pieces of hot-rolled steel sheet, cold-rolled steel sheet, or galvanized steel sheet cut to about 20 x 50 mm were prepared, and for the galvanized steel sheet, the plating on the surface of the test piece was removed using a router (precision grinder).
- the surface of the collected test piece was polished to about 50 ⁇ m by preliminary electrolytic polishing to obtain a new surface.
- the obtained test piece was electrolyzed using 10 vol% acetylacetone-1 mass% tetramethylammonium chloride-methanol as an electrolyte for extracting precipitates.
- the obtained electrolytic solution after electrolysis was passed through a filter with a pore size of 0.2 ⁇ m to capture the residue, and then the residue was acid-decomposed and the Nb concentration was quantified in mass% units using ICP emission analysis. This was taken as the amount of Nb in the total residue.
- the remaining test piece was electrolyzed using the same 10 vol% acetylacetone-1 mass% tetramethylammonium chloride-methanol.
- the residues attached to the remaining part of the metal sample after electrolysis were immersed in methanol prepared separately, and the residues attached to the remaining part of the metal sample were collected in a container using ultrasonic vibration. Then, the electrolyte after electrolysis and the methanol containing the residues attached to the remaining part of the metal sample were used to capture the residues using an alumina filter with a pore size of 20 nm. These residuals were immersed in hexametaphosphoric acid and dispersed in the hexametaphosphoric acid using ultrasonic vibration.
- the residuals in the hexametaphosphoric acid in which the residuals were dispersed were captured using a new alumina filter with a pore size of 20 nm.
- the residuals captured on the alumina filter have a particle size of 20 nm or more.
- These captured residuals were decomposed with acid, and the Nb concentration was quantified in mass% units using ICP emission spectrometry. This was taken as the amount of Nb present in the residuals having a particle size of 20 nm or more.
- the difference between the amount of Nb in the total residuals and the amount of Nb present in the residuals having a particle size of 20 nm or more was obtained, and this was taken as the amount of Nb (Nb pre ) having a particle size of 20 nm or less.
- the amount of dissolved Nb in the steel was determined by calculating the difference between the amount of Nb in the total residuals obtained by the above method from the amount of all Nb (Nb) contained in the steel, and the amount of dissolved Nb in the steel sheet (Nb sol ) was determined.
- the above-mentioned Nb precipitates are mainly NbC, but may contain NbN or other Nb precipitates.
- the tensile test was performed in accordance with JIS Z 2241 (2011) using a JIS No. 5 test piece sampled so that the tensile direction was perpendicular to the rolling direction of the steel plate, and TS (tensile strength) and EL (total elongation) were measured.
- TS tensile strength
- EL total elongation
- the LME resistance properties were evaluated by taking a sample from the steel plate with a dimension of 100 mm in the direction perpendicular to the rolling direction and 30 mm in the rolling direction, and overlapping it with a 980GA sample cut to the same size.
- the stroke angle in spot welding is defined as the angle ⁇ between a line passing through the major axis of the nugget and a line parallel to the surface of the steel plate in the cross section of the spot-welded component.
- the welding current pattern was controlled so that the resulting nugget diameter was in the range of 3.5 ⁇ t to 5.5 ⁇ t.
- t is the thickness of one steel plate (1.2 mm).
- a Dr6 type CuCr electrode was used, and the clearance between the overlapped evaluation sample and the electrode was 2.0 mm.
- the welding stroke angle and hold time in the evaluation of LME resistance properties are as shown in Tables 3-1 and 3-2.
- the high-strength steel sheets of the invention examples all have high TS, TS ⁇ El balance, and excellent LME resistance, whereas the comparative examples are inferior in at least one of TS, TS ⁇ El balance, and LME resistance.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
これは、亜鉛系めっき層は一般的に低融点であり、溶接中にめっき層が液相化し、母材鋼板の結晶粒界に浸入して粒界強度を低下させるためであると考えられている。このような液相化した金属による強度低下は、一般的に液体金属脆化(Liquid Metal Embrittlement、LME)と呼ばれ、液体金属脆化によって発生する割れは、液体金属脆化(LME)割れと呼ばれる。
(式7) TS1.5×El≧390000
[1] 質量%で、
C:0.030%以上0.500%以下、
Si:0.01%超2.50%以下、
Mn:0.10%以上5.00%以下、
P:0.100%以下、
S:0.0200%以下、
Al:0.100%以下、
N:0.0100%以下、
O:0.0100%以下および、
Ti:0.010%以上0.200%以下、
Nb:0.005%以上0.500%以下、
を含有し、残部がFeおよび不可避的不純物からなる成分組成であって、
板厚1/4位置における鋼板のミクロ組織は、
焼戻しマルテンサイトとベイナイトの合計の面積率が40%以上85%以下で、
フレッシュマルテンサイトの面積率が0%以上25%以下で、
残留オーステナイトの面積率が5%以上20%以下で、
残部は、フェライト、パーライトのうち少なくとも1つが面積率で0%以上20%以下であり、
前記Nbは、固溶Nb量(Nbsol)と、粒径が20nm未満のNb析出物中のNb量(Nbpre)と、鋼板に含有されるすべてのNb量(Nb)の関係が、下記(式1)を満たしており、
鋼中拡散性水素が0.50質量ppm以下である高強度鋼板。
(式1)(Nbsol/Nb)+(Nbpre/Nb)≧0.40
(式1)中において、Nbsol:固溶Nb量(質量%)、Nbpre:粒径が20nm未満のNb析出物中のNb量(質量%)を表す。
[2] さらに、成分組成として、質量%で
V:0.500%以下、
Ta:0.10%以下、
W:0.10%以下、
B:0.0100%以下、
Cr:1.00%以下、
Mo:1.00%以下、
Co:1.00%以下、
Ni:1.00%以下、
Cu:1.00%以下、
Sn:0.200%以下、
Sb:0.200%以下、
Ca:0.0100%以下、
Mg:0.0100%以下、
REM:0.0100%以下、
Zr:0.100%以下、
Te:0.100%以下、
Hf:0.10%以下、
Bi:0.200%以下、
から選択される1種または2種以上を含有する[1]に記載の高強度鋼板。
[3] 鋼板表面にめっき層を有する[1]または[2]に記載の高強度鋼板。
[4] 前記めっき層が合金化めっき層である[3]に記載の高強度鋼板。
[5] 前記[1]または[2]に記載の高強度鋼板の製造方法であって、
前記成分組成を有する鋼素材を下記(式2)で表される温度Tsol℃以上で1.0時間以上加熱するスラブ加熱工程と、
熱間圧延工程と、
巻取り温度TCT℃が650℃以下である巻取り工程と、
均熱温度TAT℃まで加熱を行い、750℃以上950℃以下である均熱温度TAT℃で保持を行い、保持後に冷却を行う焼鈍工程と、を有し、
前記熱間圧延工程において、仕上げ圧延開始温度TFET℃、仕上げ圧延終了温度TFDT℃、仕上げ圧延開始から仕上げ圧延終了までの有効時間tHRによって(式3)で定義されるQHRと、
前記巻取り工程において、TFDT℃から650℃までの滞留時間tCT、巻取り温度TCT℃によって(式4)で定義されるQCTと、
前記焼鈍工程において、均熱温度TAT℃、650℃から均熱温度TAT℃までの昇温時間t、均熱温度TAT℃での保持時間tATによって(式5)で定義されるQATが(式6)を満たす高強度鋼板の製造方法。
(式2)Tsol=7900/(3.42-(log([Nb%][C%])))-273
ただし、[Nb%]、[C%]はそれぞれ鋼中に含まれるNb量(質量%)とC量(質量%)である。
(式3)QHR=0.5(TFET+TFDT)×log10(tHR)
(式4)QCT=0.5(TCT+650)×log10(tCT)
(式5)QAT=0.5(650+TAT)×log10(t) + TAT×log10(tAT)
(式6)QHR+QCT+QAT≦6000
[6] QATの値が4700以下である[5]に記載の高強度鋼板の製造方法。
[7] 前記焼鈍工程後に、めっき処理を施す[5]または[6]に記載の高強度鋼板の製造方法。
[8] 前記めっき処理は、合金化めっき処理である[7]に記載の高強度鋼板の製造方法。
Cは、焼戻しマルテンサイト、ベイナイトやフレッシュマルテンサイトの強度を上昇させるために必要な元素である。この効果を十分に得るためには、少なくともC量を0.030%以上にする必要がある。そのため、C含有量は0.030%以上とする。好ましくは0.050%以上である。より好ましくは0.070%以上である。さらに好ましくは0.090%以上であり、もっとも好ましくは0.100%以上である。一方、C量が0.500%を超えると、自動車部品を接合する際に重要となる溶接性および耐LME特性が劣化する。そのため、Cの含有量は、0.500%以下とする。好ましくは0.400%以下である。より好ましくは0.300%以下である。さらに好ましくは0.270%以下であり、もっとも好ましくは0.250%以下である。
Siは、鋼中に炭化物が過度に形成および成長することを抑制する元素で、残留オーステナイト分率を高め、延性を向上させる元素である。Si量が0.01%以下の場合、この効果は乏しくなり、良好な成形性を持つことができなくなるため、下限を0.01%とした。Si含有量は0.01%超とする。好ましくは0.05%以上である。より好ましくは0.10%以上である。さらに好ましくは0.50%以上であり、もっとも好ましくは0.90%以上である。しかしながら、Si量が2.50%を超えると、亜鉛融点の低温化を引き起こすため、溶接時の鋼板への亜鉛侵入を容易にしてしまい、結果的に鋼板の耐LME性が低下する。そのため、Siの含有量は、2.50%以下とする。好ましくは2.30%以下である。より好ましくは2.00%以下である。さらに好ましくは1.80%以下である。もっとも好ましくは1.60%以下である。
Mnは、焼入れ性の向上により焼戻しマルテンサイト、ベイナイトやフレッシュマルテンサイトの面積率に影響する元素である。Mn量が0.10%未満ではフェライトといった軟質相が過剰に生成してしまい、所望の焼戻しマルテンサイト、ベイナイトやフレッシュマルテンサイトの面積率が得られず、鋼板強度が不足する。このため、Mn含有量は0.10%以上とする。好ましくは0.50%以上である。より好ましくは0.80%以上である。さらに好ましくは1.00%以上であり、もっとも好ましくは2.00%以上である。一方、Mn量が5.00%を超えると焼戻しマルテンサイト、ベイナイトやフレッシュマルテンサイトの面積率が増加し、延性が低下する。したがって、Mnの含有量は、5.00%以下とする。好ましくは4.50%以下である。より好ましくは4.00%以下である。さらに好ましくは3.70%以下であり、もっとも好ましくは3.50%以下である。
Pは、粒界偏析し脆化することで、耐LME特性に対し悪影響を及ぼす場合があるため、その量は0.100%以下とする必要がある。したがって、Pの含有量は0.100%以下とする。好ましくは0.080%以下とする。より好ましくは0.070%以下とする。さらに好ましくは0.050%以下とする。もっとも好ましくは0.040%以下とする。
下限は特に限定されるものではないが、Pは固溶強化元素であり、鋼板の強度を上昇させることができることから0.001%以上とすることが好ましい。0.003%以上とすることがより好ましく、0.005%以上とすることがさらに好ましい。
Sは、粒界に偏析して熱間加工時に鋼を脆化させるとともに、硫化物の形成により耐LME特性に対し悪影響を及ぼす場合があるため、その量は0.0200%以下とする必要がある。したがって、Sの含有量は0.0200%以下とする。好ましくは0.0180%以下とする。より好ましくは0.0150%以下とする。さらに好ましくは0.0100%以下であり、もっとも好ましくは0.0050%以下である。下限は特に限定されるものではないが、生産技術上の制約から0.0001%以上とすることが好ましい。0.0005%以上とすることがより好ましく、0.0010%以上とすることがさらに好ましい。
Alは、脱酸剤として作用し、鋼中介在物を低減するために有効な元素であり、脱酸工程で含有させることが好ましい。しかし、Alはオーステナイト化の変態点を上昇させ、ミクロ組織中にフェライトを含むこととなるため、0.100%超の含有は所望のTSを実現することが困難となる。したがって、Alの含有量は0.100%以下とする。好ましくは0.080%以下とする。より好ましくは0.070%以下であり、さらに好ましくは0.060%以下であり、もっとも好ましくは0.050%以下である。下限は特に限定されるものではないが、Alの含有量は0.001%以上とすることが好ましい。0.010%以上とすることがより好ましく、0.020%以上とすることがさらに好ましい。
Nは、粗大な窒化物の形成により耐LME特性に対し悪影響を及ぼし、N量が0.0100%を超えると、多量の粗大な窒化物が形成され、耐LME特性の劣化が顕著となる。その量は少ないほど好ましいため、Nの含有量は0.0100%以下とする。好ましくは0.0090%以下である。より好ましくは0.0080%以下である。さらに好ましくは0.0070%以下であり、もっとも好ましくは0.0060%以下である。下限は特に限定されるものではないが、生産技術上の制約から0.0001%以上とすることが好ましい。0.0010%以上とすることがより好ましく、0.0020%以上とすることがさらに好ましい。
Oは、酸化物として存在し、鋼板の延性を低下させる。そのため、Oの含有量は0.0100%以下にする必要がある。したがって、Oの含有量は0.0100%以下とする。好ましくは0.0075%以下である。より好ましくは0.0060%以下である。さらに好ましくは0.0050%以下であり、もっとも好ましくは0.0045%以下である。なお、Oの含有量の下限は特に規定しないが、生産技術上の制約から、Oの含有量は0.0001%以上とすることが好ましい。0.0005%以上とすることがより好ましく、0.0010%以上とすることがさらに好ましい。
Tiは、析出強化に寄与し、さらに旧オーステナイト粒径の微細化やそれに伴う焼戻しマルテンサイトおよびベイナイトが微細化されるため、鋼強度の向上に有効である。このような効果を十分に得るためにはTiの含有量は0.010%以上とする。好ましくは0.012%以上である。より好ましくは0.015%以上である。さらに好ましくは0.020%以上である。もっとも好ましくは0.025%以上である。しかしながら、0.200%を超えて含有させると、熱間圧延前の鋼素材加熱時にTiが未固溶で残存し、粗大析出物が増加し、延性が低下する場合がある。したがって、Tiの含有量は0.200%以下とする。好ましくは0.180%以下である。より好ましくは0.150%以下であり、さらに好ましくは0.100%以下であり、もっとも好ましくは0.050%以下である。
Nbは、耐LME特性を向上させる元素であり、特に固溶Nbが溶接時に鋼中に存在していることが耐LME特性の向上に大きな影響を与える。具体的には、Nbを固溶させること、またはNbを析出させていても、ある粒子半径の範囲内に収まるように制御することで、溶接時に鋼中に存在していた固溶元素または析出物の溶解によって生じた固溶元素が亜鉛の侵入を防ぐことで耐LME特性を改善する。このような効果を十分に得るためには、Nb量を0.005%以上にする必要がある。好ましくは0.007%以上である。より好ましくは0.008%以上である。さらに好ましくは0.010%以上であり、もっとも好ましくは0.012%以上である。一方、Nb量が0.500%を超えた場合、Nbの炭化物や窒化物といった析出物が粗大に形成され、溶接時に析出物の溶解が十分に起こらず、固溶元素による耐LME特性の向上が見込めない。その上、鋼板が有するTSに対しElが不足することで製造中のみならずプレス加工後および溶接中に粗大析出物を起点とした新たな割れが生じることが十分に考えられる。そのため、Nbの含有量は0.500%以下とする。好ましくは0.400%以下とする。より好ましくは0.350%以下とする。さらに好ましくは0.200%以下であり、もっとも好ましくは0.100%以下である。
Vは、析出強化に寄与し、さらに旧オーステナイト粒径の微細化やそれに伴う焼戻しマルテンサイトおよびベイナイトが微細化されるため、鋼強度の向上に有効であるために、必要に応じて含有させることができる。下限は特に限定されるものではないが、上記の効果を得るためには、Vの含有量は0.001%以上とすることが好ましい。0.005%以上とすることがより好ましく、0.010%以上とすることがさらに好ましい。しかしながら、0.500%を超えて含有させると、熱間圧延前の鋼素材加熱時にVが未固溶で残存し、粗大析出物が増加し、延性が低下する場合がある。したがって、Vを含有する場合には、Vの含有量は0.500%以下とする。好ましくは0.400%以下とする。より好ましくは0.300%以下であり、さらに好ましくは0.200%以下であり、もっとも好ましくは0.100%以下である。
Taは、Tiと同様に、合金炭化物や合金炭窒化物を生成して高強度化に寄与する。加えて、Nb炭化物やNb炭窒化物に一部固溶し、(Nb、Ta)(C、N)のような複合析出物を生成することで析出物の粗大化を著しく抑制し、析出強化による強度への寄与を安定化させるために、必要に応じて含有することができる。下限は特に限定されるものではないが、上記の効果を得るためには、Taの含有量は0.01%以上とすることが好ましい。0.02%以上とすることがより好ましく、0.03%以上とすることがさらに好ましい。しかし、Taを過剰に含有しても析出物安定化効果が飽和する上、合金コストも増加する。したがって、Taを含有する場合には、Taの含有量は、0.10%以下とする。好ましくは0.08%以下とする。より好ましくは0.07%以下とする。さらに好ましくは0.06%以下であり、もっとも好ましくは0.05%以下である。
Wは、鋼の焼入れ性の向上や、焼戻しマルテンサイトやベイナイトの微細化による鋼強度のさらなる向上のために、必要に応じて含有することができる。下限は特に限定されるものではないが、上記の効果を得るためには、Wの含有量は0.01%以上とすることが好ましい。0.02%以上とすることがより好ましく、0.03%以上とすることがさらに好ましい。しかしながら、0.10%を超えて含有させると、熱間圧延のスラブ加熱時に未固溶で残存するWNやWSといった粗大析出物が増加し、延性が低下する場合がある。そのため、Wを含有する場合には、Wの含有量は0.10%以下とする。好ましくは0.08%以下とする。より好ましくは0.07%以下とする。さらに好ましくは0.06%以下であり、もっとも好ましくは0.05%以下である。
Bは、オーステナイト粒界に偏析することで、焼入れ性向上させることができる元素で、焼戻しマルテンサイトとベイナイトを主体とする組織を形成し、鋼板強度の向上させることができるうえ、耐LME特性の向上に寄与するため、必要に応じて含有できる。下限は特に限定されるものではないが、上記の効果を得るためには、Bの含有量は0.0003%以上とすることが好ましい。0.0005%以上とすることがより好ましく、0.0007%以上とすることがさらに好ましい。しかし、0.0100%を超えて含有させると、粗大な析出物が生成し、延性が低下する。したがって、Bを含有する場合には、Bの含有量は、0.0090%以下とする。好ましくは0.0080%以下とする。より好ましくは0.0070%とする。さらに好ましくは0.0050%以下であり、もっとも好ましくは0.0030%以下である。
Crは、強度と延性のバランスを向上させる作用を有するため、必要に応じて含有することができる。下限は特に限定されるものではないが、上記の効果を得るためには、Crの含有量は0.01%以上とすることが好ましい。0.05%以上とすることがより好ましく、0.07%以上とすることがさらに好ましい。しかし、1.00%を超えて過剰に含有すると、フレッシュマルテンサイトの面積率が過剰となり、成形時の寸法精度および延性が低下する。したがって、Crを含有する場合には、Crの含有量は、1.00%以下とする。好ましくは0.80%以下とする。より好ましくは0.60%以下とする。さらに好ましくは0.50%以下とする。もっとも好ましくは0.30%以下とする。
Moは、強度と延性のバランスを向上させる作用を有するため、必要に応じて含有することができる。下限は特に限定されるものではないが、上記の効果を得るためには、Moの含有量は0.01%以上とすることが好ましい。0.05%以上とすることがより好ましく、0.07%以上とすることがさらに好ましい。しかし、1.00%を超えて過剰に含有すると、フレッシュマルテンサイトの面積率が過剰となり、成形時の寸法精度および延性が低下する。したがって、Moを含有する場合には、Moの含有量は、1.00%以下とする。好ましくは0.80%以下とする。より好ましくは0.50%以下とする。さらに好ましくは0.30%以下であり、もっとも好ましくは0.20%以下である。
Coは、焼入れ性向上に有効な元素で、鋼の強化に有効であるため必要に応じて含有することができる。下限は特に限定されるものではないが、上記の効果を得るためには、Coの含有量は0.01%以上とすることが好ましい。0.05%以上とすることがより好ましく、0.07%以上とすることがさらに好ましい。しかし、1.00%を超える含有はフレッシュマルテンサイトの面積率が過大となり、成形時の寸法精度および延性が低下する。したがって、Coを含有する場合には、Coの含有量は1.00%以下とする。好ましくは0.80%以下とする。より好ましくは0.60%以下とする。さらに好ましくは0.30%以下であり、もっとも好ましくは0.20%以下である。
Niは、固溶強化により鋼の強度を上昇させるので、必要に応じて含有できる。下限は特に限定されるものではないが、上記の効果を得るためには、Niの含有量は0.01%以上とすることが好ましい。0.05%以上とすることがより好ましく、0.07%以上とすることがさらに好ましい。しかし、1.00%を超えて含有すると、フレッシュマルテンサイトの面積率が過大となり、成形時の寸法精度および延性が低下する。したがって、Niを含有する場合には、Niの含有量は、1.00%以下とする。好ましくは0.80%以下とする。より好ましくは0.60%以下とする。さらに好ましくは0.30%以下であり、もっとも好ましくは0.20%以下である。
Cuは、鋼の強化に有効な元素であるため、必要に応じて含有できる。下限は特に限定されるものではないが、上記の効果を得るためには、Cuの含有量は0.01%以上とすることが好ましい。0.05%以上とすることがより好ましく、0.07%以上とすることがさらに好ましい。しかし、1.00%を超えて含有すると、焼戻しマルテンサイト、ベイナイトやフレッシュマルテンサイトの面積率が過剰となり、成形時の寸法精度および延性が低下する。したがって、Cuを含有する場合には、Cuの含有量は1.00%以下とする。好ましくは0.80%以下とする。より好ましくは0.60%以下とする。さらに好ましくは0.30%以下であり、もっとも好ましくは0.20%以下である。
SnおよびSbは、鋼板表面の窒化や酸化によって生じる鋼板表層の数十μm程度の領域の脱炭を抑制し、鋼板表面において焼戻しマルテンサイトの面積率が減少するのを防止する。その効果に加えて、強度や材質安定性の確保のために、必要に応じて含有することができる。下限は特に限定されるものではないが、上記の効果を得るためには、これらの含有量は0.001%以上とすることが好ましい。0.003%以上とすることがより好ましく、0.005%以上とすることがさらに好ましい。しかし、これらいずれの元素についても、0.200%を超えて過剰に含有すると鋼板の脆化により延性が低下する場合がある。したがって、SnおよびSbを含有する場合には、SnおよびSbの含有量は、0.200%以下とする。好ましくは0.100%以下とする。より好ましくは0.070%以下とする。さらに好ましくは0.050%以下であり、もっとも好ましくは0.030%以下である。
Ca、MgおよびREMは、それぞれ0.0100%以下であれば粗大な析出物や介在物が増加せず、Nbの析出に影響を与えないことから、耐LME特性は劣化しない。そのため、Ca、MgおよびREMを含有する場合には、Ca、MgおよびREMの含有量は0.0100%以下にする。好ましくは0.0050%以下である。より好ましくは0.0040%以下であり、さらに好ましくは0.0035%以下であり、もっとも好ましくは0.0030%以下である。なお、Ca、MgおよびREMの含有量の下限は特に規定しないが、窒化物や硫化物の形状を球状化し、鋼板の極限変形能を向上する元素であることから、Ca、MgおよびREMの含有量はそれぞれ0.0001%以上とすることが好ましい。0.0005%以上とすることがより好ましい。0.0007%以上とすることがさらに好ましく、0.0010%以上とすることがもっとも好ましい。
ZrおよびTeは、それぞれ0.100%以下であれば粗大な析出物や介在物が増加せず、Nbの析出に影響を与えないことから、耐LME特性は劣化しない。そのため、Zr、Teを含有する場合には、ZrおよびTeの含有量は0.100%以下にする。好ましくは0.080%以下である。より好ましくは0.070%以下であり、さらに好ましくは0.060%以下であり、もっとも好ましくは0.050%以下である。なお、ZrおよびTeの含有量の下限は特に規定しないが、窒化物や硫化物の形状を球状化し、鋼板の極限変形能を向上する元素であることから、ZrおよびTeの含有量はそれぞれ0.001%以上とすることが好ましい。0.010%以上とすることがより好ましく、0.020%以上とすることがさらに好ましい。
Hfは、0.10%以下であれば粗大な析出物や介在物が増加せず、Nbの析出に影響を与えないことから、耐LME特性は劣化しない。そのため、Hfを含有する場合には、Hfの含有量は0.10%以下にする。好ましくは0.080%以下とする。より好ましくは0.070%以下であり、さらに好ましくは0.060%以下であり、もっとも好ましくは0.050%以下である。なお、Hfの含有量の下限は特に規定しないが、窒化物や硫化物の形状を球状化し、鋼板の極限変形能を向上する元素であることから、Hfを含有する場合には、Hfの含有量は0.003%以上とすることが好ましい。0.010%以上とすることがより好ましい。0.020%以上とすることがより好ましく、0.030%以上とすることがさらに好ましい。
Biは、0.200%以下であれば粗大な析出物や介在物が増加せず、Nbの析出に影響を与えないことから、耐LME特性は劣化しない。そのため、Biを含有する場合には、Biの含有量は0.200%以下にする。好ましくは0.100%以下である。より好ましくは0.050%以下であり、さらに好ましくは0.030%以下であり、もっとも好ましくは0.020%以下である。なお、Biの含有量の下限は特に規定しないが、偏析を軽減する元素であることから、Biの含有量は0.001%以上とすることがより好ましい。0.005%以上とすることがより好ましく、0.010%以上とすることがさらに好ましい。
焼戻しマルテンサイトとベイナイトは鋼板強度に寄与する。具体的にいうと、鋼板を焼戻しマルテンサイトとベイナイトの主体組織とすることは高強度を保つのに有効である。このような効果を十分に得るためには、ベイナイトと焼戻しマルテンサイトの面積率の合計は少なくとも40%以上である必要がある。好ましくは42%以上である。より好ましくは45%以上であり、さらに好ましくは47%以上であり、もっとも好ましくは50%以上である。一方、ベイナイトと焼戻しマルテンサイトの面積率の和が85%を超えると、鋼組織は焼戻しマルテンサイトやベイナイト、フレッシュマルテンサイトをはじめとした硬質相で占められる。そのうえ、このような硬質相が残留オーステナイトを拘束してしまうため、TRIP効果が効果的に発現せず、延性が劣るため、良好な成形性を実現することが困難となる。したがって、ベイナイトと焼戻しマルテンサイトの面積率の合計は85%以下である必要がある。好ましくは83%以下である。より好ましくは82%以下であり、さらに好ましくは81%以下であり、もっとも好ましくは80%以下である。
フレッシュマルテンサイトは非常に硬質な相であるため、鋼強度を向上させる。鋼板強度が担保されている場合は必ずしもフレッシュマルテンサイトは必要ではないが、鋼板組織にフレッシュマルテンサイトが含まれると鋼板強度がさらに向上し、さらなる高強度化を図ることが可能である。したがって、フレッシュマルテンサイトの面積率は0%以上とする必要がある。好ましくは2%以上である。より好ましくは3%以上である。さらに好ましくは4%以上であり、もっとも好ましくは5%以上である。一方で、フレッシュマルテンサイトは鋼の延性を低下させ、良好な成形性を実現することが困難となる。そのため、フレッシュマルテンサイトの面積率は25%以下とする必要がある。好ましくは23%以下とする。より好ましくは22%以下である。さらに好ましくは21%以下であり、もっとも好ましくは20%以下である。
残留オーステナイトは、加工時にTRIP効果によりマルテンサイト変態し、高強度化を進めると同時に歪分散能を高めることにより延性を向上させる。そのため、良好な成形性を確保するため、残留オーステナイトの面積率は5%以上である必要がある。好ましくは7%以上であり、より好ましくは8%以上である。さらに好ましくは9%以上であり、もっとも好ましくは10%以上である。一方、残留オーステナイトの面積率が20%を超えてしまうと、溶接時に特にSiといった残留オーステナイトに濃化している元素が拡散し、亜鉛融点の低温化を引き起こすため、溶接時の鋼板への亜鉛侵入を容易にしてしまい、鋼板の耐LME特性が劣化してしまう恐れがある。そのため、耐LME特性の劣化を防ぎつつ、十分な延性を確保するために残留オーステナイトの面積率は20%以下とする必要がある。好ましくは18%以下である。より好ましくは17%以下である。さらに好ましくは16%以下であり、もっとも好ましくは15%以下である。
(式1)(Nbsol/Nb)+(Nbpre/Nb)≧0.40
(式1)中において、Nbsol:固溶Nb量(質量%)、Nbpre:粒径が20nm未満のNb析出物中のNb量(質量%)を表す。
鋼板中の固溶Nb量(Nbsol、単位は質量%)と、粒径が20nm未満のNb析出物中のNb量(Nbpre、単位は質量%)と、鋼に含有されるすべてのNb量(Nb)の関係を定めることは、本発明において重要な構成案件の1つである。本発明では鋼板中のNbを固溶状態とすること、または溶接時に固溶状態とさせることが可能な状態とすることで、もらいLMEによるLMEを防ぎ、耐LME特性を向上させている。発明者らは鋼板中に含まれるNb状態を、種々の鋼を作製することで変化させた結果、(式1)を満たす場合に耐LME特性が向上することを見出した。
溶接時の鋼中Nbが固溶状態となっていることが耐LME特性を向上させるメカニズムは定かではないが、Nbが固溶状態として存在しているとき、LME割れの直接的な原因となっている鋼板内への亜鉛侵入を妨げているのではないかと考えられる。以上のことから、(式1)を満たす必要がある。(Nbsol/Nb)+(Nbpre/Nb)は、0.41以上であることが好ましい。0.42以上であることがより好ましい。また、上限は特に限定されるものではないが、(Nbsol/Nb)+(Nbpre/Nb)は、0.95以下とすることが好ましい。0.90以下とすることがより好ましい。また、上記Nb析出物は、下限は特に限定されるものではないが、粒径が0.1nm以上であってよい。
延性を確保し、良好な成形性を有するためには、鋼中拡散性水素量は0.50質量ppm以下とする。0.30質量ppm以下とすることが好ましい。0.25質量ppm以下とすることがより好ましい。0.20質量ppm以下とすることがさらに好ましく、0.15質量ppm以下とすることがもっとも好ましい。なお、鋼中拡散性水素量の下限は特に規定しないが、生産技術上の制約から、鋼中拡散性水素量は0.01質量ppm以上とすることが好ましい。0.02質量ppm以上とすることがより好ましい。0.03質量ppm以上とすることがさらに好ましく、0.05質量ppm以上とすることがもっとも好ましい。
鋼素材の加熱条件:(式2)で表される温度Tsol℃以上で1.0時間以上加熱
鋼素材の加熱段階で存在している析出物は、最終的に得られる鋼板内では粗大な析出物として存在し、耐LME特性に悪影響を及ぼすばかりか、強度に寄与せずにTS×Elバランスの向上が見込めない。そのため、鋳造時に析出した粗大な析出物を可能な限り再溶解させる必要がある。鋼素材の加熱温度がTsol℃を下回る、あるいは加熱時間が1時間未満となると、Nbの固溶が不十分となり(式1)を満たさなくなることで、耐LME特性が劣るうえ、圧延荷重の増大による熱間圧延時のトラブル発生の危険が増大する恐れがある。また、鋼素材表層の気泡、偏析などの欠陥をスケールオフし、鋼板表面の亀裂、凹凸を減少し、平滑な鋼板表面を達成する観点からも、鋼素材の加熱温度はTsol℃以上とする必要がある。このため、鋼素材の加熱温度は下記式(式2)で表されるTsol℃以上とする。好ましくはTsol×1.1℃以上である。より好ましくはTsol×1.2℃以上である。さらに好ましくはTsol×1.3℃以上であり、もっとも好ましくはTsol×1.5℃以上である。さらに、上記温度での加熱時間は1.0時間以上とする。好ましくは1.1時間以上である。より好ましくは1.2時間以上である。さらに好ましくは1.3時間以上であり、もっとも好ましくは1.5時間以上である。また、鋼素材の加熱温度の上限は特に定めないが、1500℃を超えると、酸化量の増加に伴いスケールロスが増大するため、鋼素材の加熱温度は1500℃以下とすることが好ましい。1450℃以下とすることがより好ましい。1400℃以下とすることがさらに好ましい。
(式2)Tsol=7900/(3.42-(log([Nb%][C%])))-273
熱間圧延の仕上げ圧延開始温度:TFET℃
加熱後の鋼素材は、熱間圧延され熱延鋼板となる。このとき、仕上げ圧延の開始温度の上下限は特に定めることはしないが、仕上げ圧延開始温度がTsol℃-100℃未満では、鋼素材加熱時に固溶させたNbが析出し、析出物粒径が大きくなってしまい、(式1)を満たさなくなることで、耐LME特性が劣るため、仕上げ圧延開始温度はTsol℃-100℃以上とすることが好ましい。より好ましくはTsol℃-70℃以上である。さらに好ましくはTsol℃-50℃以上である。もっとも好ましくはTsol℃-30℃以上である。一方、仕上げ圧延開始温度が1200℃超ではスラブ予加熱時のスケールロスが増大する上、熱間圧延中に板が割れる要因となりうる。このことから、熱間圧延の仕上げ圧延開始温度は1200℃以下とすることが好ましい。より好ましくは1170℃以下である。さらに好ましくは1150℃以下である。もっとも好ましくは1120℃以下である。
加熱後の鋼素材は、熱間圧延され熱延鋼板となる。このとき、仕上げ圧延の終了温度の上下限は特に定めることはしないが、仕上げ圧延終了温度が800℃未満では、鋼素材加熱時に固溶させたNbが析出してしまい、Nbの析出量が増える。さらに、圧延荷重が増大し、圧延負荷が大きくなり、冷間圧延を行う場合の妨げとなる恐れがある。したがって、熱間圧延の仕上げ圧延終了温度は800℃以上とすることが好ましい。より好ましくは820℃以上である。さらに好ましくは840℃以上である。もっとも好ましくは850℃以上である。また、仕上げ温度が1000℃を超えると、酸化物(スケール)の生成量が急激に増大し、地鉄と酸化物の界面が荒れ、酸洗、冷間圧延後の表面品質が劣化する傾向にあり、また、結晶粒が過度に粗大となり、加工時にプレス品表面荒れを生じる場合があることから、好ましくは1000℃以下とする。より好ましくは980℃以下とする。さらに好ましくは970℃以下とする。もっとも好ましくは950℃以下である。
仕上げ圧延開始から仕上げ圧延終了までに要する時間を有効時間tHRと定義する。鋼板に含まれるNbは仕上げ圧延中に析出・成長し始めるため、有効時間tHRはNbの形態を耐LME特性が向上するものへ制御するためのパラメータの一つである。有効時間tHRには特に上下限を定めることはしないが、好ましくは3秒以上とする。より好ましくは4秒以上とする。さらに好ましくは5秒以上とし、もっとも好ましくは7秒以上とする。また、有効時間tHRは、好ましくは15秒以下とする。より好ましくは12秒以下とする。さらに好ましくは11秒以下とし、もっとも好ましくは10秒以下とする。
TFDT℃から650℃までの滞留時間:tCT
仕上げ圧延完了温度から650℃に到達するまでの時間を滞留時間tCTと定義する。仕上げ圧延完了時点から板温が650℃となるまでは、Nbの析出および析出Nbの成長が進みやすくなっているため、滞留時間tCTはNbの形態を耐LME特性が向上するものへ制御するためのパラメータの一つである。滞留時間tCTには特に上下限を定めることはしないが、好ましくは5秒以上とする。より好ましくは7秒以上とする。さらに好ましくは8秒以上とし、もっとも好ましくは9秒以上とする。また、滞留時間tCTは20秒以下とする。より好ましくは18秒以下とする。さらに好ましくは17秒以下とし、もっとも好ましくは15秒以下とする。
熱間圧延後の巻取り温度が650℃より高くなると、Nbの析出および析出Nbの成長が過度に進み、(式1)を満たなくなることで、耐LME特性が劣化する原因となりうるうえ、熱延板表面に酸洗によって除去することが困難な酸化被膜が生成し、冷延後の表面概観を損ねる原因となりうる。したがって、熱間圧延後の巻取り温度は650℃以下とした。好ましくは630℃以下である。より好ましくは620℃以下である。さらに好ましくは610℃以下とし、もっとも好ましくは600℃以下とする。なお、巻取り温度の下限は特に設けないが、300℃より低くなると、熱延板強度が上昇し、冷間圧延における圧延負荷が増大したり、板形状の不良が発生したりするため、生産性が低下することから、好ましくは巻取り温度の下限を300℃以上とする。より好ましくは320℃以上とする。さらに好ましくは350℃以上とする。もっとも好ましくは400℃以上とする。
650℃から均熱温度TAT℃までの昇温時間:t
板温が650℃以上となると、Nbの析出および析出Nbの成長が進むことから、昇温時間tはNbの形態を耐LME特性が向上するものへ制御するためのパラメータの一つである。特に昇温時間tについて上下限を定めることはしないが、好ましくは300秒以上とする。より好ましくは400秒以上である。さらに好ましくは450秒以上であり、もっとも好ましくは490秒以上である。また、昇温時間tは、好ましくは700秒以下とする。より好ましくは650秒以下である。さらに好ましくは600秒以下であり、もっとも好ましくは590秒以下である。
750℃未満の温度域で保持する場合、二相域での保持となるため、最終組織中の焼戻しマルテンサイトとベイナイトの面積率が40%未満となり、十分な鋼板強度を確保することができない。このため、均熱温度TAT℃は750℃以上とする。好ましくは770℃以上とする。より好ましくは800℃以上とし、さらに好ましくは840℃以上とする。一方、950℃超えの温度域で保持する場合、Nbの析出しやすくなり、またNb析出物の成長が過度に進むことから(式1)を満たなくなり、耐LME特性が劣化してしまう。このため、均熱温度TAT℃は950℃以下とする。好ましくは940℃以下とする。より好ましくは930℃以下とし、さらに好ましくは920℃以下とする。
均熱温度TAT℃での保持時間tATは均熱時に鋼板のオーステナイト化を進めるための制御パラメータの一つであると同時に、Nbの析出およびNb析出物の成長にも関わることから、耐LME特性を制御するためのパラメータの一つである。保持時間tATに特に上下限を定めることはしないが、オーステナイト化を十分に進める目的のために15秒以上とすることが好ましい。より好ましくは30秒以上とする。さらに好ましくは50秒以上とし、もっとも好ましくは100秒以上とする。また、Nb析出物の粒を微細なものとし、耐LME特性の向上を図る観点から1000秒以下とすることが好ましい。より好ましくは500秒以下とする。さらに好ましくは400秒以下とし、もっとも好ましくは350秒以下とする。
熱間圧延工程、巻取り工程、焼鈍工程における加熱時においてNbの析出およびNb析出物の成長を抑制するために、仕上げ圧延開始温度TFET℃、仕上げ圧延終了温度TFDT℃、仕上げ圧延開始から仕上げ圧延終了までの有効時間tHRによって下記(式3)で定義されるQHRと、前記巻取り工程において、TFDTから650℃までの滞留時間tCT、巻取り温度TCT℃によって下記(式4)で定義されるQCTと、前記焼鈍工程において、均熱温度TAT℃、650℃から均熱温度TAT℃までの昇温時間t、均熱温度TAT℃での保持時間tATによって下記(式5)で定義されるQATが下記(式6)を満たす、つまりQHRとQCTとQATの合計が6000以下であることは本発明における重要な要件であり、この理由を下記で述べる。
(式3)QHR=0.5(TFET+TFDT)×log10(tHR)
(式4)QCT=0.5(TCT+650)×log10(tCT)
(式5)QAT=0.5(650+TAT)×log10(t) + TAT×log10(tAT)
(式6)QHR+QCT+QAT≦6000
熱間圧延工程、巻取り工程、加熱工程においてNbの析出および成長を抑制するためにTsol以下650℃以上の熱が加わる有効時間tHR、滞留時間tCT、昇温時間t、保持時間tATのそれぞれについて、各時間の開始時点と終了時点の温度によって定義されるQHRとQCTとQATの和が6000以下であることは本発明における重要な要件である。
熱間圧延工程、巻取り工程、焼鈍工程の加熱時において加えられる熱を総じて勘案することで、過度なNbの析出および成長を抑制するという観点から、QHRとQCTとQATの和で評価を行っている。そのため、それぞれの値の上限値及び下限値は特に定めないが、鋼板の最終組織に直結する焼鈍工程の加熱時のNbの過度な成長を抑制するという観点から、QATは4700以下とすることが好ましい。より好ましくは4650以下とし、さらに好ましくは4630以下とする。もっとも好ましくは4600以下である。また、鋼の高強度化という観点から、焼鈍時のオーステナイト分率をより精密に制御するためにはQATは3500以上とすることが好ましい。より好ましくは3800以上とする。さらに好ましくは4100以上とする。最も好ましくは4120以上とする。
例えば、溶融亜鉛めっき処理を施すときは、前記焼鈍処理を施した鋼板を440℃以上500℃以下の亜鉛めっき浴中に浸漬し、溶融亜鉛めっき処理を施し、その後、ガスワイピング等によって、めっき付着量を調整する。上記めっき浴の温度は440℃以上とすることが好ましい。450℃以上とすることがより好ましい。455℃以上とすることがさらに好ましい。また、上記めっき浴の温度は500℃以下とすることが好ましい。490℃以下とすることがより好ましい。485℃以下とすることがさらに好ましい。
めっき処理条件に特別な制限はないが、めっき付着量(片面当たりの付着量)は、耐食性およびめっき付着量制御上の観点から20g/m2以上とすることが好ましい。めっき付着量は25g/m2以上とすることがより好ましく、30g/m2以上とすることがさらにより好ましい。32g/m2以上とすることがもっとも好ましい。また、密着性の観点から120g/m2以下とすることが好ましい。めっき付着量は100g/m2以下とすることがより好ましく、70g/m2以下とすることがさらにより好ましい。65g/m2以下とすることがもっとも好ましい。

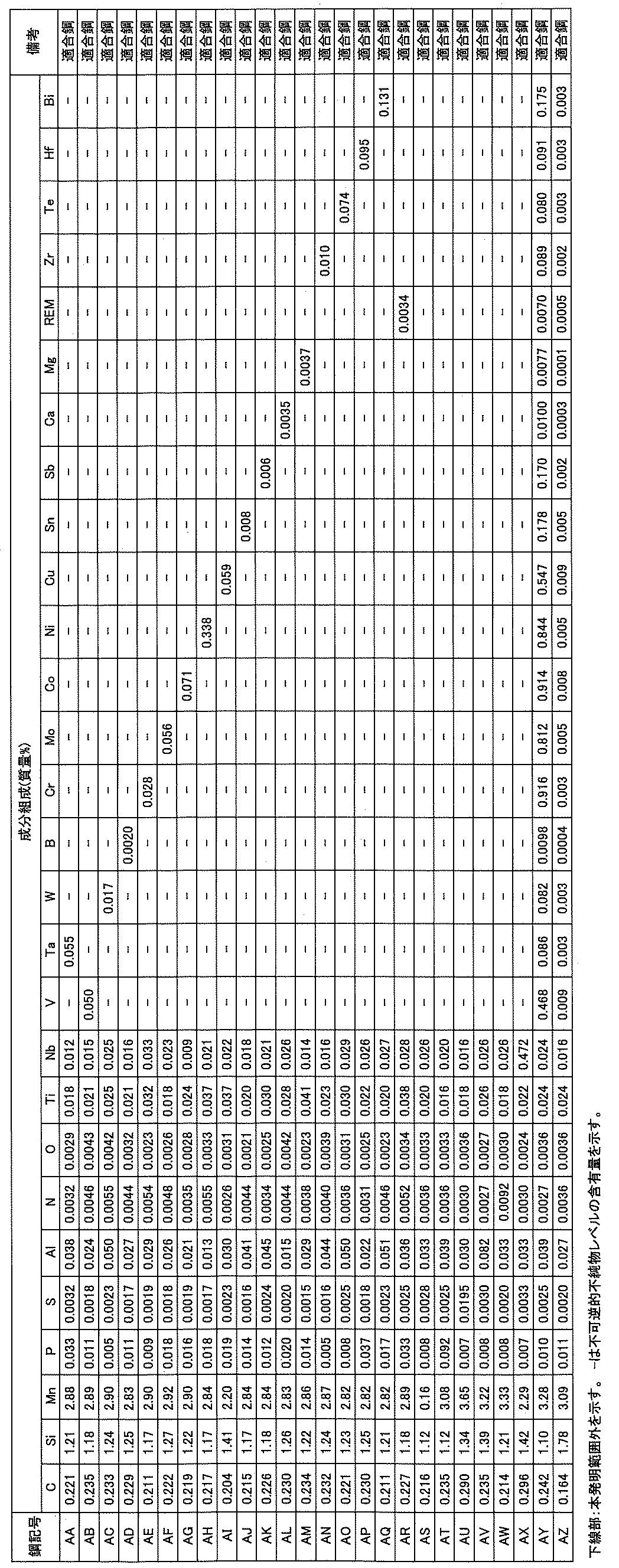

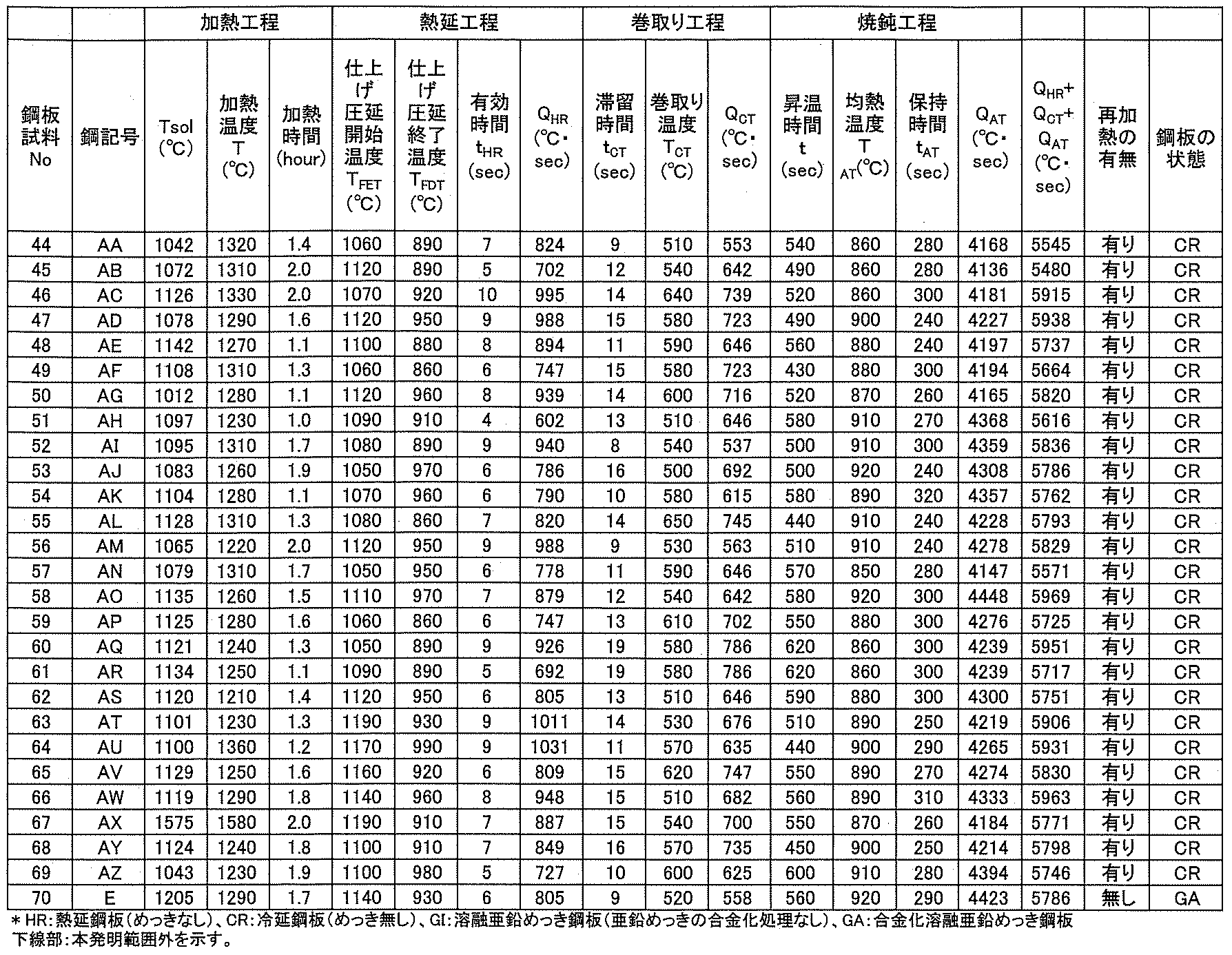
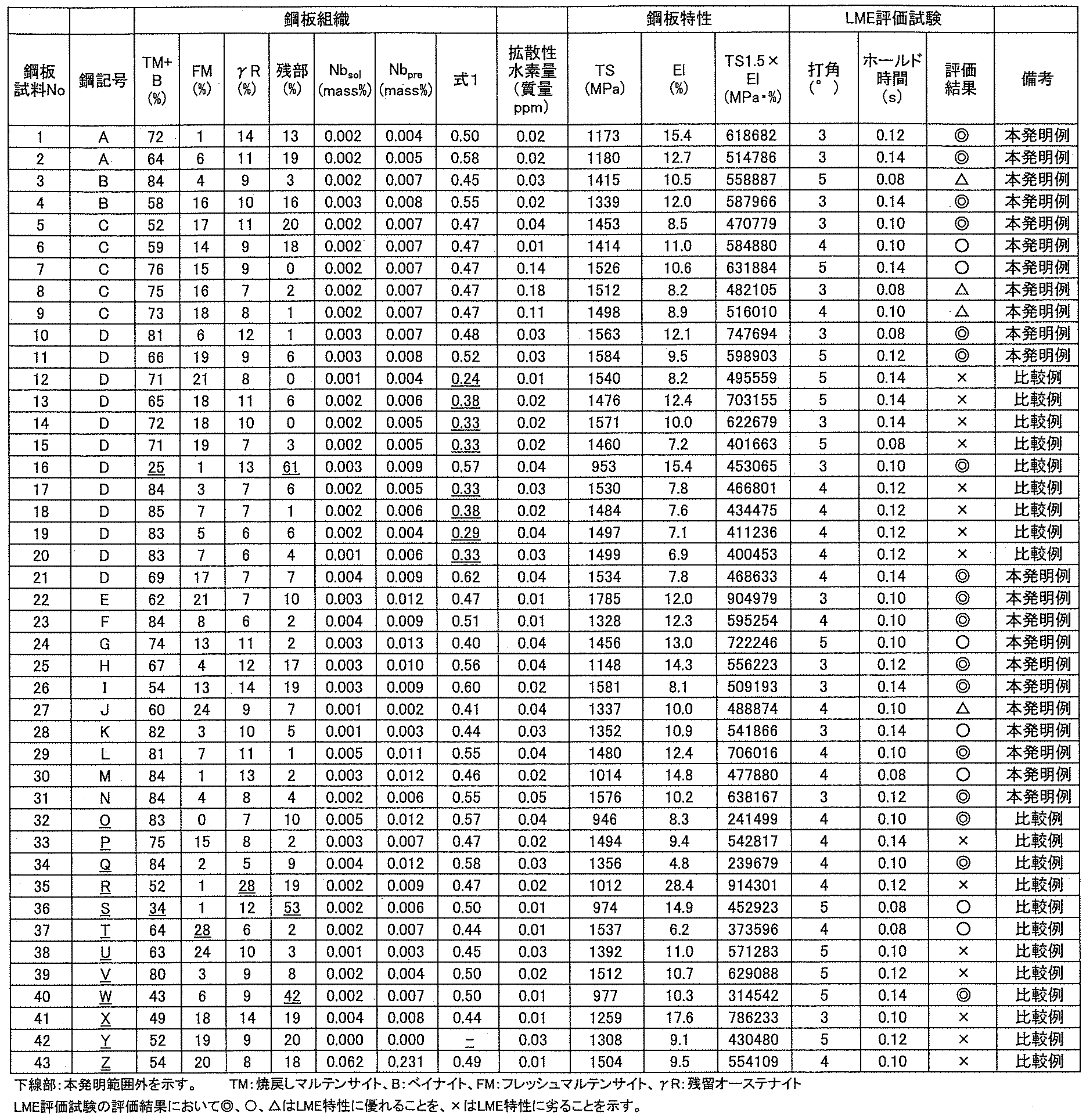
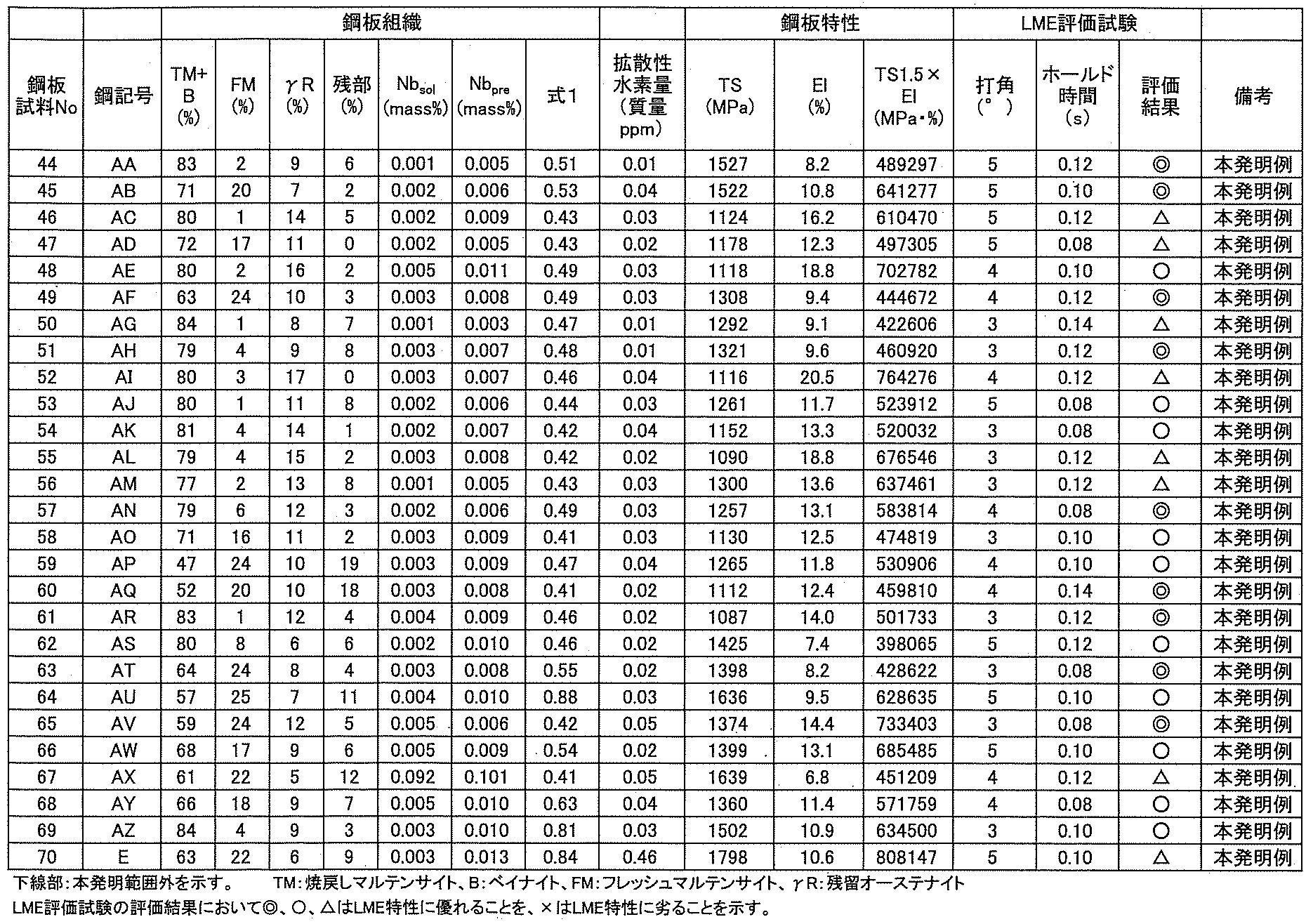
なお、上記のNb析出物は主にはNbCであるが、NbNやその他のNb析出物が含まれていてもよい。
Claims (8)
- 質量%で、
C:0.030%以上0.500%以下、
Si:0.01%超2.50%以下、
Mn:0.10%以上5.00%以下、
P:0.100%以下、
S:0.0200%以下、
Al:0.100%以下、
N:0.0100%以下、
O:0.0100%以下および、
Ti:0.010%以上0.200%以下、
Nb:0.005%以上0.500%以下、
を含有し、残部がFeおよび不可避的不純物からなる成分組成であって、
板厚1/4位置における鋼板のミクロ組織は、
焼戻しマルテンサイトとベイナイトの合計の面積率が40%以上85%以下で、
フレッシュマルテンサイトの面積率が0%以上25%以下で、
残留オーステナイトの面積率が5%以上20%以下で、
残部は、フェライト、パーライトのうち少なくとも1つが面積率で0%以上20%以下であり、
前記Nbは、固溶Nb量(Nbsol)と、粒径が20nm未満のNb析出物中のNb量(Nbpre)と、鋼板に含有されるすべてのNb量(Nb)の関係が、下記(式1)を満たしており、
鋼中拡散性水素が0.50質量ppm以下である高強度鋼板。
(式1)(Nbsol/Nb)+(Nbpre/Nb)≧0.40
(式1)中において、Nbsol:固溶Nb量(質量%)、Nbpre:粒径が20nm未満のNb析出物中のNb量(質量%)を表す。 - さらに、成分組成として、質量%で
V:0.500%以下、
Ta:0.10%以下、
W:0.10%以下、
B:0.0100%以下、
Cr:1.00%以下、
Mo:1.00%以下、
Co:1.00%以下、
Ni:1.00%以下、
Cu:1.00%以下、
Sn:0.200%以下、
Sb:0.200%以下、
Ca:0.0100%以下、
Mg:0.0100%以下、
REM:0.0100%以下、
Zr:0.100%以下、
Te:0.100%以下、
Hf:0.10%以下、
Bi:0.200%以下、
から選択される1種または2種以上を含有する請求項1に記載の高強度鋼板。 - 鋼板表面にめっき層を有する請求項1または2に記載の高強度鋼板。
- 前記めっき層が合金化めっき層である請求項3に記載の高強度鋼板。
- 請求項1または2に記載の高強度鋼板の製造方法であって、
前記成分組成を有する鋼素材を下記(式2)で表される温度Tsol℃以上で1.0時間以上加熱するスラブ加熱工程と、
熱間圧延工程と、
巻取り温度TCT℃が650℃以下である巻取り工程と、
均熱温度TAT℃まで加熱を行い、750℃以上950℃以下である均熱温度TAT℃で保持を行い、保持後に冷却を行う焼鈍工程と、を有し、
前記熱間圧延工程において、仕上げ圧延開始温度TFET℃、仕上げ圧延終了温度TFDT℃、仕上げ圧延開始から仕上げ圧延終了までの有効時間tHRによって(式3)で定義されるQHRと、
前記巻取り工程において、TFDT℃から650℃までの滞留時間tCT、巻取り温度TCT℃によって(式4)で定義されるQCTと、
前記焼鈍工程において、均熱温度TAT℃、650℃から均熱温度TAT℃までの昇温時間t、均熱温度TAT℃での保持時間tATによって(式5)で定義されるQATが(式6)を満たす高強度鋼板の製造方法。
(式2)Tsol=7900/(3.42-(log([Nb%][C%])))-273
ただし、[Nb%]、[C%]はそれぞれ鋼中に含まれるNb量(質量%)とC量(質量%)である。
(式3)QHR=0.5(TFET+TFDT)×log10(tHR)
(式4)QCT=0.5(TCT+650)×log10(tCT)
(式5)QAT=0.5(650+TAT)×log10(t) + TAT×log10(tAT)
(式6)QHR+QCT+QAT≦6000 - QATの値が4700以下である請求項5に記載の高強度鋼板の製造方法。
- 前記焼鈍工程後に、めっき処理を施す請求項5または6に記載の高強度鋼板の製造方法。
- 前記めっき処理は、合金化めっき処理である請求項7に記載の高強度鋼板の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020257037875A KR20250171377A (ko) | 2023-05-19 | 2024-02-27 | 고강도 강판 및 그의 제조 방법 |
| EP24810653.6A EP4685260A1 (en) | 2023-05-19 | 2024-02-27 | High-strength steel sheet and method for producing same |
| JP2024532388A JP7794320B2 (ja) | 2023-05-19 | 2024-02-27 | 高強度鋼板の製造方法 |
| CN202480031416.1A CN121175444A (zh) | 2023-05-19 | 2024-02-27 | 高强度钢板及其制造方法 |
| MX2025013623A MX2025013623A (es) | 2023-05-19 | 2025-11-13 | Lamina de acero de alta resistencia y metodo para fabricacion de la misma |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023-082882 | 2023-05-19 | ||
| JP2023082882 | 2023-05-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024241645A1 true WO2024241645A1 (ja) | 2024-11-28 |
Family
ID=93589322
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/007146 Ceased WO2024241645A1 (ja) | 2023-05-19 | 2024-02-27 | 高強度鋼板およびその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP4685260A1 (ja) |
| JP (1) | JP7794320B2 (ja) |
| KR (1) | KR20250171377A (ja) |
| CN (1) | CN121175444A (ja) |
| MX (1) | MX2025013623A (ja) |
| WO (1) | WO2024241645A1 (ja) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009215585A (ja) * | 2008-03-07 | 2009-09-24 | Nisshin Steel Co Ltd | 耐溶融金属脆化割れ性に優れたZn−Al−Mg系めっき鋼板 |
| WO2016159169A1 (ja) | 2015-03-30 | 2016-10-06 | 新日鐵住金株式会社 | めっき鋼板のスポット溶接方法 |
| JP2020524743A (ja) * | 2017-06-20 | 2020-08-20 | アルセロールミタル | 抵抗スポット溶接性が高い亜鉛めっき鋼板 |
| WO2020184154A1 (ja) | 2019-03-11 | 2020-09-17 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| WO2020225936A1 (ja) | 2019-05-09 | 2020-11-12 | 日本製鉄株式会社 | 鋼板及びその製造方法 |
| WO2022215389A1 (ja) * | 2021-04-09 | 2022-10-13 | Jfeスチール株式会社 | 高強度冷延鋼板およびその製造方法 |
| WO2022230400A1 (ja) * | 2021-04-27 | 2022-11-03 | 日本製鉄株式会社 | 鋼板及びめっき鋼板 |
| WO2023281939A1 (ja) * | 2021-07-09 | 2023-01-12 | Jfeスチール株式会社 | 高強度鋼板、高強度めっき鋼板及びそれらの製造方法並びに部材 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6456853A (en) * | 1987-08-28 | 1989-03-03 | Nippon Kokan Kk | Square tube excellent in molten zinc cracking resistance |
-
2024
- 2024-02-27 EP EP24810653.6A patent/EP4685260A1/en active Pending
- 2024-02-27 CN CN202480031416.1A patent/CN121175444A/zh active Pending
- 2024-02-27 JP JP2024532388A patent/JP7794320B2/ja active Active
- 2024-02-27 WO PCT/JP2024/007146 patent/WO2024241645A1/ja not_active Ceased
- 2024-02-27 KR KR1020257037875A patent/KR20250171377A/ko active Pending
-
2025
- 2025-11-13 MX MX2025013623A patent/MX2025013623A/es unknown
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009215585A (ja) * | 2008-03-07 | 2009-09-24 | Nisshin Steel Co Ltd | 耐溶融金属脆化割れ性に優れたZn−Al−Mg系めっき鋼板 |
| WO2016159169A1 (ja) | 2015-03-30 | 2016-10-06 | 新日鐵住金株式会社 | めっき鋼板のスポット溶接方法 |
| JP2020524743A (ja) * | 2017-06-20 | 2020-08-20 | アルセロールミタル | 抵抗スポット溶接性が高い亜鉛めっき鋼板 |
| WO2020184154A1 (ja) | 2019-03-11 | 2020-09-17 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| WO2020225936A1 (ja) | 2019-05-09 | 2020-11-12 | 日本製鉄株式会社 | 鋼板及びその製造方法 |
| WO2022215389A1 (ja) * | 2021-04-09 | 2022-10-13 | Jfeスチール株式会社 | 高強度冷延鋼板およびその製造方法 |
| WO2022230400A1 (ja) * | 2021-04-27 | 2022-11-03 | 日本製鉄株式会社 | 鋼板及びめっき鋼板 |
| WO2023281939A1 (ja) * | 2021-07-09 | 2023-01-12 | Jfeスチール株式会社 | 高強度鋼板、高強度めっき鋼板及びそれらの製造方法並びに部材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4685260A1 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2024241645A1 (ja) | 2024-11-28 |
| EP4685260A1 (en) | 2026-01-28 |
| CN121175444A (zh) | 2025-12-19 |
| MX2025013623A (es) | 2025-12-01 |
| JP7794320B2 (ja) | 2026-01-06 |
| KR20250171377A (ko) | 2025-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6787466B2 (ja) | 高強度亜鉛めっき鋼板の製造方法、及び高強度部材の製造方法 | |
| JP6525114B1 (ja) | 高強度亜鉛めっき鋼板およびその製造方法 | |
| CN115362277B (zh) | 钢板、部件及其制造方法 | |
| JP7276618B2 (ja) | 高強度冷延鋼板およびその製造方法 | |
| WO2019116531A1 (ja) | 鋼板、溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板 | |
| CN113366134B (zh) | 高强度钢板及其制造方法 | |
| WO2019003541A1 (ja) | 熱間プレス部材およびその製造方法ならびに熱間プレス用冷延鋼板およびその製造方法 | |
| CN114207169B (zh) | 钢板及其制造方法 | |
| CN115362275B (zh) | 钢板、部件及其制造方法 | |
| WO2022071305A1 (ja) | 鋼板 | |
| JP7311808B2 (ja) | 鋼板及びその製造方法 | |
| JP4580402B2 (ja) | プレス加工用溶融めっき高強度鋼板及びその製造方法 | |
| JP7794320B2 (ja) | 高強度鋼板の製造方法 | |
| CN116917518B (zh) | 钢板及焊接接头 | |
| JP2007169739A (ja) | 深絞り用高強度冷延鋼板、深絞り用高強度溶融めっき鋼板及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024532388 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24810653 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024810653 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 1020257037875 Country of ref document: KR Free format text: ST27 STATUS EVENT CODE: A-0-1-A10-A15-NAP-PA0105 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| WWE | Wipo information: entry into national phase |
Ref document number: KR1020257037875 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2025/013623 Country of ref document: MX |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2501007803 Country of ref document: TH |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202517111696 Country of ref document: IN |
|
| ENP | Entry into the national phase |
Ref document number: 2024810653 Country of ref document: EP Effective date: 20251020 |
|
| ENP | Entry into the national phase |
Ref document number: 2024810653 Country of ref document: EP Effective date: 20251020 |
|
| ENP | Entry into the national phase |
Ref document number: 2024810653 Country of ref document: EP Effective date: 20251020 |
|
| WWP | Wipo information: published in national office |
Ref document number: MX/A/2025/013623 Country of ref document: MX |
|
| ENP | Entry into the national phase |
Ref document number: 2024810653 Country of ref document: EP Effective date: 20251020 |
|
| WWP | Wipo information: published in national office |
Ref document number: 202517111696 Country of ref document: IN |
|
| ENP | Entry into the national phase |
Ref document number: 2024810653 Country of ref document: EP Effective date: 20251020 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2024810653 Country of ref document: EP Effective date: 20251020 |
|
| WWP | Wipo information: published in national office |
Ref document number: 2024810653 Country of ref document: EP |