WO2025028078A1 - 陶器素地材料 - Google Patents
陶器素地材料 Download PDFInfo
- Publication number
- WO2025028078A1 WO2025028078A1 PCT/JP2024/022932 JP2024022932W WO2025028078A1 WO 2025028078 A1 WO2025028078 A1 WO 2025028078A1 JP 2024022932 W JP2024022932 W JP 2024022932W WO 2025028078 A1 WO2025028078 A1 WO 2025028078A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- particle size
- feldspar
- average particle
- base material
- pottery
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B33/00—Clay-wares
- C04B33/02—Preparing or treating the raw materials individually or as batches
- C04B33/025—Mixtures of materials with different sizes
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B33/00—Clay-wares
- C04B33/02—Preparing or treating the raw materials individually or as batches
- C04B33/13—Compounding ingredients
- C04B33/131—Inorganic additives
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/80—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone of only ceramics
- C04B41/81—Coating or impregnation
- C04B41/85—Coating or impregnation with inorganic materials
- C04B41/86—Glazes; Cold glazes
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3208—Calcium oxide or oxide-forming salts thereof, e.g. lime
- C04B2235/321—Dolomites, i.e. mixed calcium magnesium carbonates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3418—Silicon oxide, silicic acids or oxide forming salts thereof, e.g. silica sol, fused silica, silica fume, cristobalite, quartz or flint
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/95—Products characterised by their size, e.g. microceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9607—Thermal properties, e.g. thermal expansion coefficient
- C04B2235/9615—Linear firing shrinkage
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B33/00—Clay-wares
- C04B33/32—Burning methods
- C04B33/34—Burning methods combined with glazing
Definitions
- the present invention relates to base materials for manufacturing ceramic bases, including sanitary ware, and more specifically to base materials that can be used to create ceramics with complex or unique shapes.
- the base materials for producing ceramics such as sanitary ware are generally made by crushing and mixing stone-based materials such as pottery stone that forms the skeleton of the ceramics, clays that give the ceramics plasticity during molding, and feldspars that act as melting agents during firing.
- stone-based materials such as pottery stone that forms the skeleton of the ceramics, clays that give the ceramics plasticity during molding, and feldspars that act as melting agents during firing.
- Patent Document 1 discloses dividing multiple base raw materials into two different groups taking into account the characteristics of each raw material, controlling the particle size of each, and mixing the two resulting base slurries of different material types to obtain a ceramic base slurry. This is said to improve energy efficiency and thereby productivity.
- Patent Document 2 discloses that by determining the average particle size of the entire raw materials while also determining the particle size of a specific raw material (quartz), a base material that undergoes little deformation during firing can be obtained.
- the inventors have now discovered that by varying the degree of fineness within the same raw material, feldspar, used as a fusing agent, in the base material, it is possible to obtain a ceramic base material with excellent properties and characteristics, and to steadily produce high-quality ceramics with a high level of design, i.e., complex or distinctive shapes. Furthermore, they have discovered that by controlling the relationship between the particle size of the base material as a whole and the particle size of the feldspar, it is possible to obtain a base material with even better properties and characteristics. The present invention is based on these discoveries.
- the objective of the present invention is therefore to provide a ceramic base material that has excellent properties and characteristics.
- the pottery base material according to the present invention is a pottery base material containing at least a plastic raw material and feldspar,
- the feldspar comprises a first feldspar having an average particle size in the range of 5.0 to 20.0 ⁇ m and a second feldspar having an average particle size in the range of 2.0 to 4.0 ⁇ m;
- the average particle size of the plastic raw material is in the range of 0.5 to 6.0 ⁇ m,
- the average particle size is characterized by being the arithmetic mean of particle size and mass distribution measured by a sedimentation method.
- the present invention provides a ceramic base material with excellent properties and characteristics, and allows for the stable production of ceramics with high design quality, i.e., complex or distinctive shapes, with high quality.
- ceramics refers to sanitary ware, tiles, and other items that have a basic structure of a glaze layer on a ceramic base.
- sanitary ware refers to ceramic products used in bathrooms, toilet spaces, dressing rooms, washrooms, kitchens, etc. Specifically, it refers to toilet bowls, urinals, toilet basins, toilet tanks, wash basins, hand basins, etc.
- the “pottery base material” means a composition that can be formed into a fired body to form the base that constitutes the aforementioned "pottery.”
- the "average particle size" of particles refers to the arithmetic mean of particle size and mass distribution measured by sedimentation. Furthermore, it is preferable that measurements by sedimentation be performed using an X-ray transmission type sedimentation particle size distribution measuring device, a Micromeritics SediGraph, and since the measurement principles are essentially the same, differences due to the generation of the device do not change the essence of the invention in this invention.
- the pottery body material according to the present invention comprises at least a plastic raw material and feldspar.
- the feldspar comprises at least a first feldspar having an average particle size in the range of 5.0 to 20.0 ⁇ m and a second feldspar having an average particle size in the range of 2.0 to 4.0 ⁇ m.
- the average particle size of the plastic raw material is in the range of 0.5 to 6.0 ⁇ m.
- the average particle size of the primary feldspar is preferably in the range of 6.0 to 15.0 ⁇ m, and the average particle size of the secondary feldspar is preferably in the range of 2.0 to 3.0 ⁇ m.
- the average particle size of the plastic raw material is preferably in the range of 0.5 to 4.0 ⁇ m.
- the feldspar used as the fusing material is composed of feldspars with different degrees of fine particle size as described above, and in addition, the average particle size of the plastic raw material is controlled within a specific range.
- ceramics particularly sanitary ceramics
- shapes rich in complex or distinctive designs can be stably realized with high quality.
- deformation during firing small and the occurrence of cracks and fissures effectively suppressed, but it is also important that deformation during the molding process is small or easy to control.
- the above control can be easily achieved not only during firing but also during molding processing.
- the ceramic base material of the present invention has a shrinkage aspect ratio (height ⁇ width) during firing of 1.0 to 1.9, and preferably in the range of 1.0 to 1.8. As a result, the occurrence of cracks and fissures is reduced, and the high design quality of the ceramics described above can be achieved.
- the pottery base material of the present invention can produce high-quality pottery at a lower firing temperature than the conventionally accepted firing temperature. For example, compared to a base material obtained without adjusting the particle size by dividing the feldspar into two, which has the same average particle size of feldspar as in the present invention, pottery of similar or better quality can be obtained even at a lower firing temperature. As a result, the use of the pottery base material of the present invention is also advantageous in terms of the energy efficiency of the manufacturing process.
- the pottery base material of the present invention can be fired at a temperature of preferably 1100 to 1200°C, more preferably 1130 to 1190°C.
- feldspar as a flux in lowering the firing temperature is governed by its average particle size, and there is a tendency for the firing temperature to decrease as the average particle size decreases, but cracks occur when the average particle size of the feldspar becomes smaller.
- the average particle size of the feldspar and the plastic raw materials it is believed that by adjusting the average particle size of the feldspar and the plastic raw materials, it is possible to effectively suppress the occurrence of cracks while firing at a relatively low temperature.
- control of the particle size of the feldspar and plastic raw materials in the present invention can be applied to a wide range of pottery body materials, and is less subject to regional restrictions from the perspective of raw material procurement. This is a further advantage of the pottery body material according to the present invention.
- the average particle size of all feldspars is preferably in the range of 2.0 to 8.0 ⁇ m, and more preferably in the range of 2.0 to 6.0 ⁇ m.
- the average particle size of the plastic raw material is made smaller than the average particle size of all feldspars. This makes it possible to further suppress the occurrence of cracks in the pottery.
- a preferred combination of the ceramic base material of the present invention includes a plastic raw material having an average particle size in the range of 0.5 to 6.0 ⁇ m, a first feldspar having an average particle size in the range of 5.0 to 20.0 ⁇ m, and a second feldspar having an average particle size in the range of 2.0 to 4.0 ⁇ m, with the average particle size of all the feldspars being in the range of 2.0 to 8.0 ⁇ m.
- An even more preferred combination is one that includes a plastic raw material with an average particle size in the range of 0.5 to 4.0 ⁇ m, a first feldspar with an average particle size in the range of 6.0 to 10.0 ⁇ m, and a second feldspar with an average particle size in the range of 2.0 to 3.0 ⁇ m, with the average particle size of all the feldspars being in the range of 2.0 to 6.0 ⁇ m.
- the blending ratio of the first feldspar to the second feldspar may be appropriately determined taking into consideration the average particle size of all of the feldspars described above, but it is preferable to make the blending ratio of the first feldspar greater than the blending ratio of the second feldspar.
- the plastic raw materials contained in the pottery base material according to the present invention include clay minerals such as kaolinite, halloysite, metahalloysite, dickite, and pyrophyllite, and clay-like micas such as sericite and illite. These minerals are abundantly contained in clay raw materials such as frog-eye clay, kibushi clay, kaolin, ball clay, and china clay, and in various pottery stones. Kaolinite, halloysite, and sericite are preferred as these clays. These clay minerals melt during firing to form a glass phase, but some may remain unmelted as crystals.
- the pottery base material according to the present invention may contain pottery stone.
- sericite pottery stone, kaolin pottery stone, etc. can be used as pottery stone.
- the feldspars contained in the pottery base material according to the present invention include feldspar minerals such as potassium feldspar, sodalite, and anorthite, as well as nephelite, natural glass, frit, etc.
- the pottery base material according to the present invention may be produced mainly using stone-based raw materials.
- stone-based raw materials include pottery stone, feldspar, and dolomite.
- Dolomite can lower the firing temperature, which reduces energy costs and allows for economical production of pottery products, and is also suitable for industrial production and mass production.
- the pottery base material according to the present invention can be produced by grinding and mixing the above-mentioned raw materials.
- the plastic raw material, the first feldspar, and the second feldspar are each ground to particles having a desired average particle size, and then mixed in a mixing ratio that results in a desired composition.
- the desired average particle size may be controlled by the grinding condition time, or may be performed using a classifier such as a sieve.
- a classification method known methods using a vibrating sieve, an ultrasonic sieve, various screeners, a centrifuge, etc. can be used.
- the grinding method can be a known method using a ball mill, planetary ball mill, jet mill, etc.
- the pottery base material according to the present invention preferably contains, as an overall chemical composition when fired, 50-75 wt% SiO 2 , 17-40 wt% Al 2 O 3 , and 1-10 wt% K 2 O + Na 2 O.
- the first base material preferably contains 25-70 wt% glass phase and 75-30 wt% crystal phase.
- the chemical composition of the main components constituting the glass phase is preferably 50-80 wt% SiO 2 , 10-40 wt% Al 2 O 3 , and 4-12 wt% K 2 O + Na 2 O, taking the entire glass phase as 100%.
- the production of a body from the pottery body material according to the present invention can be carried out as follows. First, the pottery body material according to the present invention is mixed with water to prepare a body slurry. The body slurry is adjusted by its concentration and, if necessary, the amount of a deflocculating agent, etc., so that the viscosity of the body slurry is preferably about 100 to 1000 cP, which is suitable for slip casting.
- the deflocculating agent is a material that makes it easy to disperse the body material in water, and water glass, sodium carbonate, sodium humate, sodium polyacrylate, acrylic acid oligomer ammonium salt, etc. can be used.
- a binder can be added to the slurry, and binders such as various emulsion-based binders, sodium carboxymethylcellulose, polyvinyl alcohol, dextrin, gum arabic, gum tragacanth, methylcellulose, peptone, water-soluble starch, and colloidal silica can be used.
- binders such as various emulsion-based binders, sodium carboxymethylcellulose, polyvinyl alcohol, dextrin, gum arabic, gum tragacanth, methylcellulose, peptone, water-soluble starch, and colloidal silica can be used.
- the base slurry is molded into a molded body.
- the base slurry is molded into molded bodies for the body and rim of the toilet bowl.
- Cast molding for example, is used as a molding method. Preferred cast molding methods include gypsum casting and pressure casting.
- the resulting molded bodies are optionally joined together.
- the joining method is to join multiple molded bodies together using an adhesive slip.
- the molded bodies for the body and rim are joined together using an adhesive slip.
- a glaze slip that has been prepared separately is applied onto the molded body to form a glaze layer, which is then fired. It is preferably fired at a temperature of 1100 to 1200°C, and more preferably at a temperature of 1130 to 1190°C.
- Glaze in the present invention, various glazes can be used as the glaze for forming the glaze layer of the pottery.
- a mixture of natural mineral particles such as silica sand, feldspar, and limestone and/or an amorphous glaze containing an opacifier and further containing a pigment can be used.
- opacifiers include zircon and tin oxide.
- the composition of the glaze is, for example, SiO 2 : 52 to 80 parts by weight, Al 2 O 3 : 5 to 14 parts by weight, CaO: 6 to 17 parts by weight, MgO: 0.5 to 4.0 parts by weight, ZnO: 3 to 11 parts by weight, K 2 O: 1 to 5 parts by weight, Na 2 O: 0.5 to 2.5 parts by weight, opacifier: 0.1 to 15 parts by weight, pigment: 0.001 to 20 parts by weight.
- the glaze may also contain a paste, a dispersant, a preservative, an antibacterial agent, and the like. Examples of pigments include cobalt compounds and iron compounds.
- the amorphous glaze refers to a glaze obtained by melting a glaze raw material consisting of a mixture of the above-mentioned natural mineral particles at a high temperature and vitrifying it. For example, a frit glaze can be suitably used.
- the average particle size of the base materials in the following Examples and Comparative Examples was measured using a Micromeritics SediGraph (SediGraphIII5120).
- the measurement conditions were as follows: a sample was dispersed in an aqueous hexametaphosphoric acid solution (0.05%) at a weight concentration of 6.1%, the measurement range was 250 ⁇ m to 0.1 ⁇ m, and the analysis time was 58 minutes.
- Preparation of base slip, pottery base, and pottery Water was added to the base materials of the examples and comparative examples, and the mixture was stirred to prepare a base slip.
- This base slip was cast into a plaster mold to obtain a molded body. Then, this molded body was spray-coated with glaze, and the firing temperature was set to the temperature shown in Table 4 below, and the pottery was obtained by firing for 18 hours.
- the thickness of the base slurry after pressure filtration was measured and obtained. That is, a specified filter paper was laid on the lower plate of a specified container, and 300 ml of the base slurry was poured from the inlet. The inlet was plugged, and the base slurry was inlaid by filtering the container with an air pressure of 294 kPa for 20 minutes. After the pressurization was completed, the air pressure in the container was released, and the mud was drained from the inlet, and then the inlet was plugged again and the base slurry was compacted with an air pressure of 196 kPa for 5 minutes. The base slurry was taken out of the container, and the thickness was measured, and the obtained value was taken as the baroid thickness (mm/20 min).
- the particle packing ratio was calculated from the bulk density and true density obtained by the Archimedes method. That is, a molded body without irregularities was obtained by slip casting using the base slurry obtained in the same manner as in the preparation of the base slurry. The molded body was thoroughly dried and the dry mass (W1) was measured. Next, the molded body was placed in a vacuum desiccator and kept in vacuum for 1 hour, and then, without lowering the vacuum, kerosene was added to the desiccator until the molded body was completely immersed, and the sample was suspended in the oil by a thin wire and the mass in the oil (W2) was measured.
- Firing shrinkage rate Using the same base slip as in the preparation of the base slip, a molded body with a width of 30 mm, a thickness of 12 mm, and a length of 260 mm was obtained by slip casting, and this was used as a test piece. A mark was made at a length of 150 mm on this test piece, and the test piece was fired. The percentage obtained by dividing the change in the length of the mark before and after firing by 150 mm was used as the firing shrinkage rate.
- Firing aspect ratio The ratio of the vertical shrinkage to the horizontal shrinkage during firing was defined as the firing aspect ratio, as shown in the following formula, and the horizontal shrinkage rate and the vertical shrinkage rate were calculated as follows.
- Firing aspect ratio vertical shrinkage rate (when fired) (%) / horizontal shrinkage rate (when fired) (%)
- Transverse shrinkage The same as the "firing shrinkage" above, and the value obtained above was used.
- - Longitudinal shrinkage A cylindrical molded body having a thickness of 12 mm and a diameter of 96 mm was obtained from the above-mentioned base slurry, and this was used as a test piece. The dried test piece was fired, and its thickness was measured at six points before and after firing using a micrometer. The measurement points were the same before and after firing. The average value of the six measured values was calculated and used as the longitudinal shrinkage.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Dispersion Chemistry (AREA)
- Compositions Of Oxide Ceramics (AREA)
Abstract
Description
前記長石が、平均粒径が5.0~20.0μmの範囲にある第一長石と、平均粒径が2.0~4.0μmの範囲にある第二長石とを含んでなり、
前記可塑性原料の平均粒径が0.5~6.0μmの範囲にあり、
ここで、前記平均粒径は沈降法により測定された粒子径及び質量分布の算術平均であることを特徴とするものである。
本発明において、「陶器」とは、衛生陶器、タイルなど陶器素地に釉薬層が設けられた基本構成を備えた物を意味する。また、「衛生陶器」とは、バスルーム、トイレ空間、化粧室、洗面所、または台所などで用いられる陶器製品を意味する。具体的には、大便器、小便器、便器のサナ、便器タンク、洗面器、手洗い器などを意味する。
本発明による陶器素地材料は、可塑性原料と長石とを少なくとも含んでなる。そして、長石が、少なくとも平均粒径が5.0~20.0μmの範囲にある第一長石と、平均粒径が2.0~4.0μmの範囲にある第二長石とを含んでなる。さらに、本発明による陶器素地材料にあっては、可塑性原料の平均粒径が0.5~6.0μmの範囲におかれる。
本発明による陶器素地材料が含む可塑性原料としては、カオリナイト、ハロイサイト、メタハロイサイト、ディッカイト、パイロフィライト等の粘土質鉱物、セリサイト、イライト等の粘土状雲母等を挙げることができる。これらの鉱物は、蛙目粘土、木節粘土、カオリン、ボールクレー、チャイナクレー等の粘土質原料や各種陶石中に豊富に含まれている。これらの粘土類としては、カオリナイト、ハロイサイト、セリサイトが好ましい。これらの粘土類の鉱物は焼成中に熔融してガラス相を形成するものであるが、一部未熔融のまま結晶として残存してもよい。一つの態様によれば、本発明による陶器素地材料は、陶石を含むことができる。陶石として、例えば、セリサイト陶石、カオリン陶石などを用いることができる。
本発明による陶器素地材料は、上記原料を粉砕混合して作製することができる。具体的には、可塑性原料、第一長石、第二長石をそれぞれ粉砕して、所望の平均粒径を有する粒子とし、その後所望の組成となる配合割合で混合する。所望の平均粒径は、粉砕条件時間により制御されてもよく、また篩等の分級機を用いて行われてもよい。分級の方法としては、振動篩、音波篩、各種スクリーナー、遠心分離機等を用いた公知の方法を使用することができる。
本発明による陶器素地材料は、焼成時の全体の化学組成として、SiO2 50~75wt%、Al2O3 17~40wt%、K2O+Na2O 1~10wt%を含むことが好ましい。第1の素地材料は、ガラス相25~70wt%、結晶相75~30wt%であることが好ましい。ガラス相を構成する主成分の化学組成は、ガラス相全体を100%として、SiO2 50~80wt%、Al2O3 10~40wt%、K2O+Na2O 4~12wt%であることが好ましい。
本発明による陶器素地材料からの陶器素地の製造は、以下のように行うことができる。まず、本発明による陶器素地材料と水とを混合して素地スラリーを調製する。素地スラリーは、好ましくは鋳込み成形に好都合な粘性である100~1000cP程度となるように、その濃度、場合により解膠剤量等の添加によって調整される。解膠剤は、素地材料を水中に分散させやすくする材料であり、水ガラス、炭酸ナトリウム、フミン酸ナトリウム、ポリアクリル酸ナトリウム、アクリル酸オリゴマーアンモニウム塩などを用いることができる。また、成形体の強度が特に必要な場合には、スラリーにバインダーを加えることもでき、各種エマルジョン系バインダー、カルボキシルメチルセルロースナトリウム、ポリビニルアルコール、デキストリン、アラビアゴム、トラガガントゴム、メチルセルロース、ペプトン、水溶性デンプン、コロイダルシリカなどのバインダーを用いることができる。
本発明において、陶器の釉薬層を形成する釉薬は、種々の釉薬を利用することができる。例えば、珪砂、長石、石灰石などの天然鉱物粒子の混合物及び/又は非晶質釉薬に、乳濁剤を含み、さらに顔料を添加したものを使用できる。乳濁剤としては、ジルコン、酸化錫などが挙げられる。釉薬の組成は、たとえば、SiO2:52~80重量部、Al2O3:5~14重量部、CaO:6~17重量部、MgO:0.5~4.0重量部、ZnO:3~11重量部、K2O:1~5重量部、Na2O:0.5~2.5重量部、乳濁剤:0.1~15重量部、顔料:0.001~20重量部である。釉薬は、その他に糊剤、分散剤、防腐剤、抗菌剤などが含有されていてもよい。顔料としては、コバルト化合物、鉄化合物などが挙げられる。また、非晶質釉薬とは、上記のような天然鉱物粒子などの混合物からなる釉薬原料を高温で溶融し、ガラス化させた釉薬をいい、例えばフリット釉薬が好適に利用可能である。
以下の実施例及び比較例の素地材料の平均粒径は、micromeritics社セディグラフ(SediGraphIII5120)により測定した。測定条件は、ヘキサメタリン酸水溶液(0.05%)に6.1%の重量濃度で分散させたものを試料として、測定範囲250μm~0.1μm、分析時間58分とした。
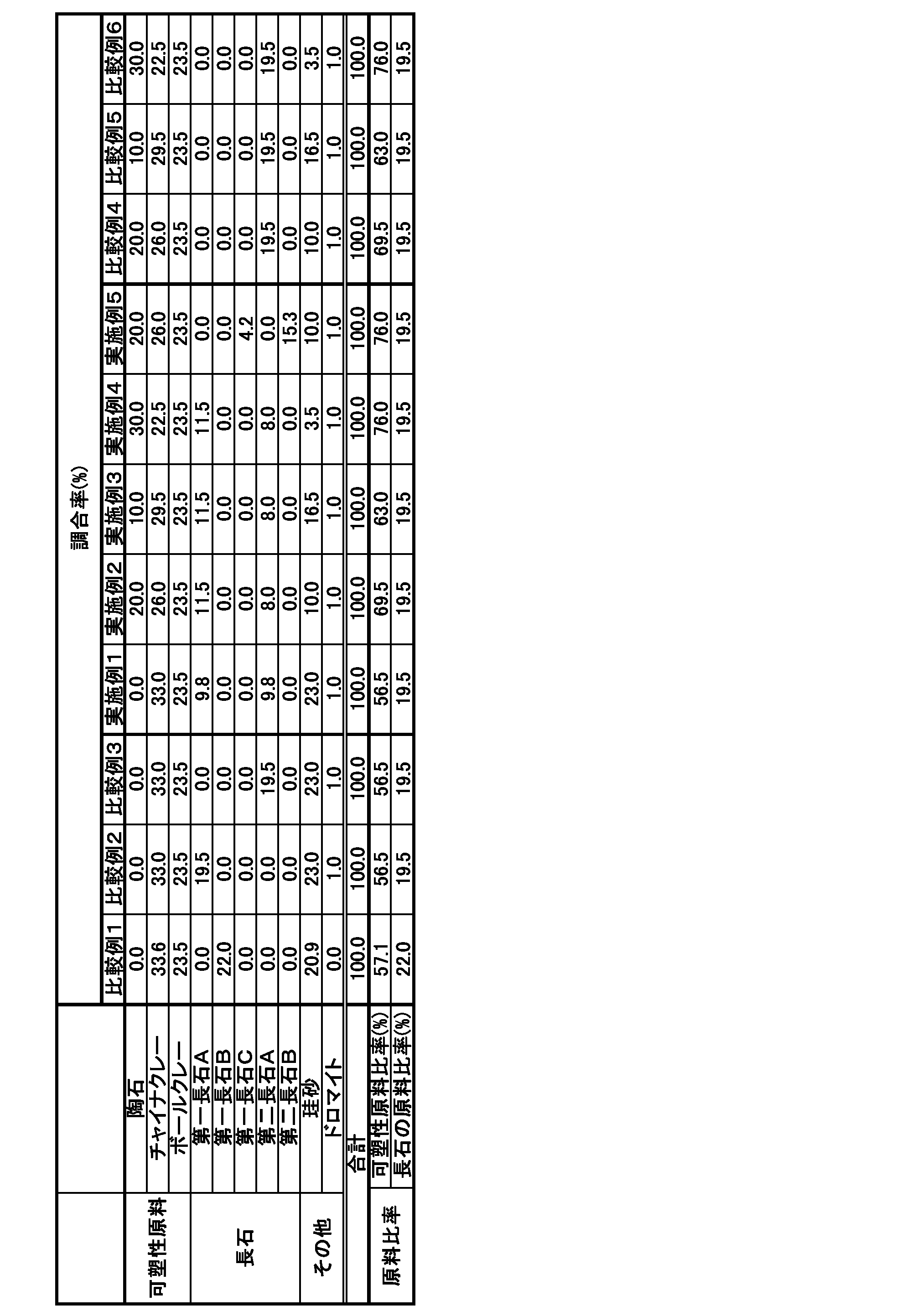
素地材料として、陶石、チャイナクレー、ボールクレー、長石、珪砂、及びドロマイトを用意した。長石は、一部をさらにボールミルにより微細化し、第一長石A乃至C及び第二長石A及びBとした。これら原料の粒径は下記表1に示されるとおりであった。

上記のように調製したそれぞれの原料を、下記の表2に示される調合比率で混合して、実施例1乃至5、及び比較例1乃至6として陶器素地材料を得た。

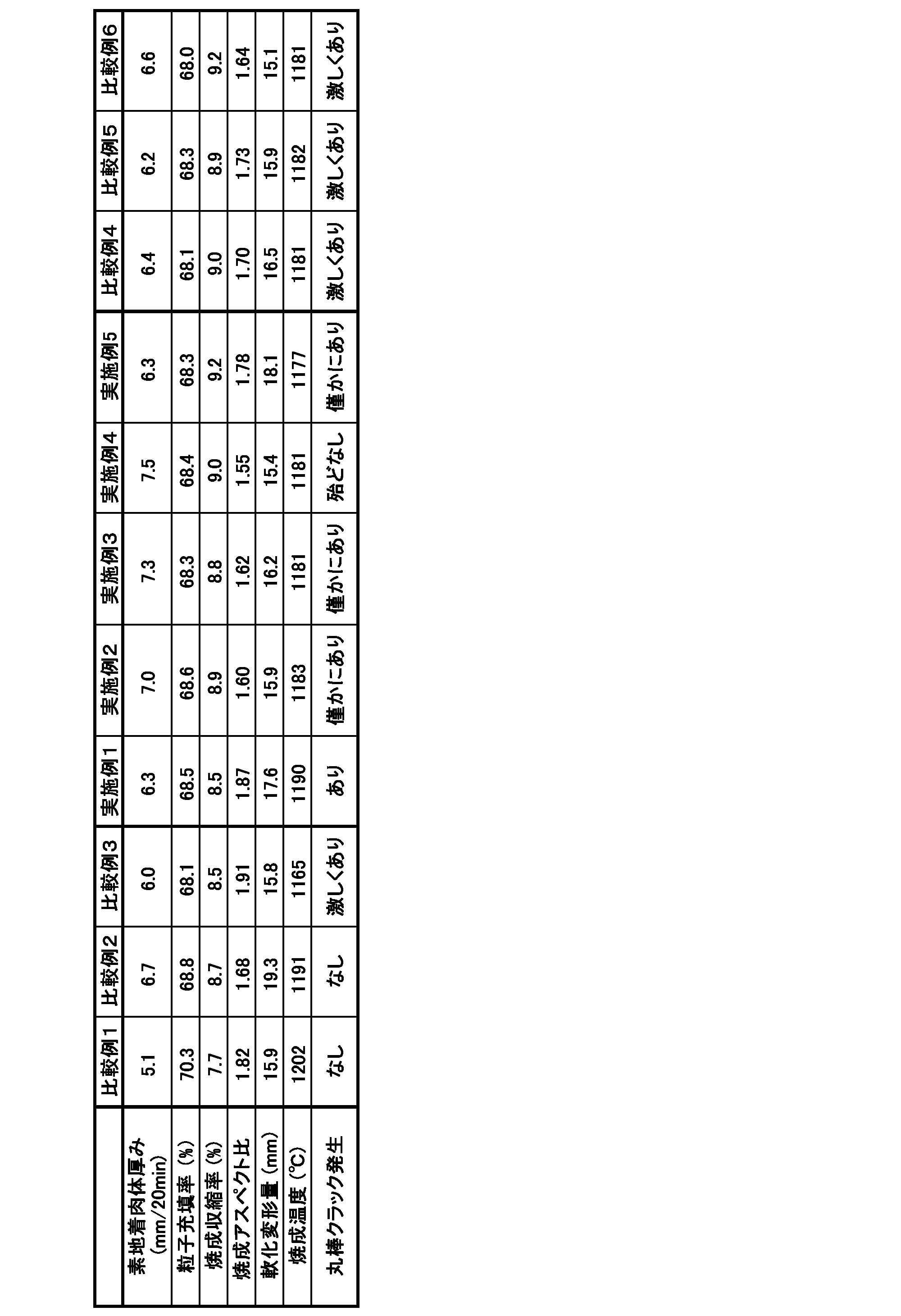
実施例及び比較例の素地材料に水を加え、混合撹拌して素地泥漿を作成した。この素地泥漿を石膏型に鋳込み成形して、成形体を得た。その後、この成形体に釉薬をスプレーコーティングし、焼成温度を後記する表4に記載の温度とし、18時間焼成することにより陶器を得た。
本発明による陶器素地材料、それから得られた陶器素地及び陶器を次のように評価した。
素地泥漿の着肉特性を評価するために、加圧ろ過した後の素地着肉体の厚みを測定して求めた。すなわち、所定の容器の下皿に所定のろ紙を敷き、注入口より素地泥漿300mlを注入した。注入口に栓をし、容器内に294kPaの空気圧力を20分かけてろ過することにより素地を着肉させた。加圧終了後、容器内の空気圧力を開放して、注入口より排泥を行ない、その後再度注入口の栓をして196kPaの空気圧を5分かけて素地の土締めを行った。容器から素地着肉体を取り出し、厚みを測定し、得られた値をバロイド厚み(mm/20min)とした。
粒子充填率は、アルキメデス法により嵩比重及び真比重を求め、それから算出した。すなわち、上記素地泥漿の調製と同様にして得た素地泥漿を用いて鋳込み成形により凹凸の無い成形体を得た。成形体を十分に乾燥させて、乾燥質量(W1)を測定した。次に成形体を真空デシケーター中に置いて1時間真空状態を保持した後、真空状態を下げないまま、デシケーターに灯油を成形体が完全に浸されるまで加え、細い針金で試料を油中に吊るして、油中での質量(W2)を測定した。次に試料表面の過剰油分をガーゼで拭取り、空中での含油質量(W3)を測定した。以下の式から嵩比重(ρb)及び真比重(ρ)、そして粒子充填率を求めた。
嵩比重(ρb)=(ρ0×W1)/(W3-W2)
真比重(ρ)=(ρ0×W1)/(W1-W2)
粒子充填率(%)=(ρb/ρ)×100
上記において、ρ0は灯油の比重である。
上記素地泥漿の調製と同様に得た素地泥漿を用いて鋳込み成形により幅30mm、厚み12mm、長さ260mmの成形体を得て、これを試験片とした。この試験片に150mmの長さで印を入れ、焼成した。焼成の前後の印をつけた長さの変化分を150mmで除した百分率を、焼成収縮率とした。
下記式のとおり、焼成時の横収縮に対する縦収縮の比率を焼成アスペクト比とし、横収縮率及び縦収縮率を次のように求めた。
焼成アスペクト比=縦収縮率(焼成時)(%)/横収縮率(焼成時)(%)
・横収縮率:前記「焼成収縮率」同じとし、上記で得た値を用いた。
・縦収縮率:上記素地泥漿により、厚み12mm、直径96mmの円柱型成形体を得て、これをテストピースとした。乾燥後のテストピースを焼成し、焼成の前後でその厚みをマイクロメータを用いて6箇所測定した。測定箇所は焼成の前後で同じ場所とした。6か所の測定値の平均値を算出して、これを縦収縮率とした。
上記素地泥漿の調製と同様に得た素地泥漿を用いて、鋳込み成形により幅30mm、厚み12mm、長さ260mmの成形体を得て、これを試験片とした。試験片を200mmのスパンで支持体で支えながら焼成した。焼成後のたわみ量及び試験片の厚みを測定した。たわみ量は焼成後の試験片の厚みの二乗に反比例することから、下記式により、厚み10mmの時のたわみ量を算出して、これを軟化変形量とした。
軟化変形量=たわみ量測定値×(焼成後の試験片の厚み)2/102
上記素地泥漿の調製と同様に得た素地泥漿を用いて、鋳込み成形により直径14mm、長さ160mmの円筒形の成形体を得て、これを試験片とした。試験片を焼成後、発生したクラック状態を目視で確認し、5段階(なし、殆どなし、僅かにあり、あり、激しくあり)で評価した。なお、外観から視認できない試験品の内部については、試作片を割ったうえで、クラック状態を目視で確認した。
Claims (11)
- 可塑性原料と長石とを少なくとも含む陶器素地材料であって、
前記長石が、平均粒径が5.0~20.0μmの範囲にある第一長石と、平均粒径が2.0~4.0μmの範囲にある第二長石とを含んでなり、
前記可塑性原料の平均粒径が0.5~6.0μmの範囲にあり、
ここで、前記平均粒径は沈降法により測定された粒子径及び質量分布の算術平均である、陶器素地材料。 - 前記すべての長石の平均粒径が2.0~8.0μmの範囲にある、請求項1に記載の陶器素地材料。
- 前記すべての長石の平均粒径が2.0~6.0μmの範囲にある、請求項1又は2に記載の陶器素地材料。
- 前記第二長石の平均粒径が2.0~3.0μmの範囲にある、請求項1~3のいずれか一項に記載の陶器素地材料。
- 前記可塑性原料の平均粒径が0.5~4.0μmの範囲にある、請求項1~4のいずれか一項に記載の陶器素地材料。
- 前記可塑性原料の平均粒径が、前記すべての長石の平均粒径より小である、請求項1~5のいずれか一項に記載の陶器素地材料。
- 前記第一長石の配合割合が、前記第二長石の配合割合よりも大である、請求項1~6のいずれか一項に記載の陶器素地材料。
- 焼成時の収縮アスペクト比率(高さ÷幅)が、1.0~1.9の範囲にある、請求項1~7のいずれか一項に記載の陶器素地材料。
- 前記第二長石がボールミルにより微細化されたものである、請求項1~8のいずれか一項に記載の陶器素地材料。
- 請求項1~9のいずれか一項に記載の陶器素地材料を焼成して得られた、陶器。
- 請求項1~9のいずれか一項に記載の陶器素地材料を焼成して得られた、衛生陶器。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202480040236.XA CN121311455A (zh) | 2023-07-31 | 2024-06-25 | 陶器胚体材料 |
| EP24848738.1A EP4682131A1 (en) | 2023-07-31 | 2024-06-25 | Pottery base material |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023125002A JP7819681B2 (ja) | 2023-07-31 | 2023-07-31 | 陶器素地材料 |
| JP2023-125002 | 2023-07-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025028078A1 true WO2025028078A1 (ja) | 2025-02-06 |
Family
ID=94394516
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/022932 Pending WO2025028078A1 (ja) | 2023-07-31 | 2024-06-25 | 陶器素地材料 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP4682131A1 (ja) |
| JP (1) | JP7819681B2 (ja) |
| CN (1) | CN121311455A (ja) |
| WO (1) | WO2025028078A1 (ja) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0497943A (ja) * | 1990-08-11 | 1992-03-30 | Toto Ltd | 窯業製品とその製法 |
| JPH0656516A (ja) * | 1992-08-04 | 1994-03-01 | Toto Ltd | 熔化質素地、その製造方法、それを用いた衛生陶器、及び熔化質素地用の釉薬 |
| WO1997026223A1 (fr) | 1996-01-18 | 1997-07-24 | Toto Ltd. | Materiau porcelaine et gres ceramique, corps en ceramique, procedes pour leur production, appareils sanitaires et procede pour la production de ces appareils sanitaires |
| JP2001287981A (ja) * | 2000-04-04 | 2001-10-16 | Toto Ltd | 衛生陶器 |
| JP2007269622A (ja) * | 2006-03-06 | 2007-10-18 | Inax Corp | 軽量セラミックスの製造方法及びその原料 |
| WO2009123345A1 (ja) * | 2008-03-31 | 2009-10-08 | Toto株式会社 | 衛生陶器用陶磁器素地 |
| JP2014065640A (ja) * | 2012-09-26 | 2014-04-17 | Toto Ltd | 優れた意匠性を有する衛生陶器素地 |
| CN112094100A (zh) | 2020-11-16 | 2020-12-18 | 佛山东鹏洁具股份有限公司 | 一种高效率的陶瓷泥浆制备工艺 |
| JP2023049464A (ja) * | 2021-09-29 | 2023-04-10 | Toto株式会社 | 陶器素地材料 |
-
2023
- 2023-07-31 JP JP2023125002A patent/JP7819681B2/ja active Active
-
2024
- 2024-06-25 EP EP24848738.1A patent/EP4682131A1/en active Pending
- 2024-06-25 WO PCT/JP2024/022932 patent/WO2025028078A1/ja active Pending
- 2024-06-25 CN CN202480040236.XA patent/CN121311455A/zh active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0497943A (ja) * | 1990-08-11 | 1992-03-30 | Toto Ltd | 窯業製品とその製法 |
| JPH0656516A (ja) * | 1992-08-04 | 1994-03-01 | Toto Ltd | 熔化質素地、その製造方法、それを用いた衛生陶器、及び熔化質素地用の釉薬 |
| WO1997026223A1 (fr) | 1996-01-18 | 1997-07-24 | Toto Ltd. | Materiau porcelaine et gres ceramique, corps en ceramique, procedes pour leur production, appareils sanitaires et procede pour la production de ces appareils sanitaires |
| JP2001287981A (ja) * | 2000-04-04 | 2001-10-16 | Toto Ltd | 衛生陶器 |
| JP2007269622A (ja) * | 2006-03-06 | 2007-10-18 | Inax Corp | 軽量セラミックスの製造方法及びその原料 |
| WO2009123345A1 (ja) * | 2008-03-31 | 2009-10-08 | Toto株式会社 | 衛生陶器用陶磁器素地 |
| JP2014065640A (ja) * | 2012-09-26 | 2014-04-17 | Toto Ltd | 優れた意匠性を有する衛生陶器素地 |
| CN112094100A (zh) | 2020-11-16 | 2020-12-18 | 佛山东鹏洁具股份有限公司 | 一种高效率的陶瓷泥浆制备工艺 |
| JP2023049464A (ja) * | 2021-09-29 | 2023-04-10 | Toto株式会社 | 陶器素地材料 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4682131A1 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN121311455A (zh) | 2026-01-09 |
| JP2025021218A (ja) | 2025-02-13 |
| EP4682131A1 (en) | 2026-01-21 |
| JP7819681B2 (ja) | 2026-02-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110642521B (zh) | 高耐磨防污微晶装饰陶瓷厚板及其制备方法 | |
| Ryan | Properties of ceramic raw materials | |
| JP2980457B2 (ja) | 衛生陶器用素地及びその製造方法 | |
| KR100214923B1 (ko) | 세라믹스용 합성점토 및 그 제조방법 | |
| CN105000916B (zh) | 用陶瓷废料制造的表面具有石状光泽的釉面砖及其制备方法 | |
| ES2603608T3 (es) | Modificador de reología para esmaltes cerámicos | |
| CN111056818A (zh) | 高透明抛光陶瓷厚板及其制备方法 | |
| Ochen et al. | Physical and mechanical properties of porcelain tiles made from raw materials in Uganda | |
| CN110678432A (zh) | 完全或部分替代陶瓷中球粘土的组合物及其制备方法和用途 | |
| CN109608170A (zh) | 一种高强度陶瓷砖及其制备方法 | |
| CN103058631A (zh) | 高规整度卫生陶瓷的生产泥浆及其制备方法 | |
| US2159349A (en) | Casting bodies | |
| JP2026031750A (ja) | 陶器素地材料 | |
| CN115385664B (zh) | 一种低黏土体系高白陶瓷板及其制备方法 | |
| JP7819681B2 (ja) | 陶器素地材料 | |
| KR100242624B1 (ko) | 제올라이트를 이용한 도자기 제조 방법 | |
| Olhero et al. | Feedstock formulations for direct consolidation of porcelains with polysaccharides | |
| CN114573340A (zh) | 氧化锆基金属质感晶钻材料、陶瓷砖及其制备方法 | |
| CN111777377A (zh) | 一种精确砌块用的氧化石墨烯薄层干混砂浆及其工艺 | |
| KR100306843B1 (ko) | 시멘트혼화재와그제조방법및그것을사용한조성물 | |
| US6602341B1 (en) | Treating kaolinitic clays | |
| Çakar et al. | Investigation of Effects Different Particle Size Quartz and Feldspar on Body Physical Properties. | |
| CN116023117B (zh) | 一种适用于密缝铺贴的陶瓷岩板及其制备方法 | |
| Wasanapiarnpong et al. | Application of Soda-Lime-Silica Cullet as a Fluxing Component in a Vitreous China Ware Casting Body | |
| JP2003246667A (ja) | 陶磁器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24848738 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024848738 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202517107203 Country of ref document: IN |
|
| ENP | Entry into the national phase |
Ref document number: 2024848738 Country of ref document: EP Effective date: 20251017 |
|
| ENP | Entry into the national phase |
Ref document number: 2024848738 Country of ref document: EP Effective date: 20251017 |
|
| ENP | Entry into the national phase |
Ref document number: 2024848738 Country of ref document: EP Effective date: 20251017 |
|
| ENP | Entry into the national phase |
Ref document number: 2024848738 Country of ref document: EP Effective date: 20251017 |
|
| ENP | Entry into the national phase |
Ref document number: 2024848738 Country of ref document: EP Effective date: 20251017 |
|
| WWP | Wipo information: published in national office |
Ref document number: 2024848738 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |