AT520733A4 - Verfahren zum Bestimmen eines Lösungszustands eines Gases - Google Patents
Verfahren zum Bestimmen eines Lösungszustands eines Gases Download PDFInfo
- Publication number
- AT520733A4 AT520733A4 ATA50349/2018A AT503492018A AT520733A4 AT 520733 A4 AT520733 A4 AT 520733A4 AT 503492018 A AT503492018 A AT 503492018A AT 520733 A4 AT520733 A4 AT 520733A4
- Authority
- AT
- Austria
- Prior art keywords
- gas
- plastic melt
- chamber
- pressure value
- carried out
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims abstract description 87
- 230000006835 compression Effects 0.000 claims abstract description 44
- 238000007906 compression Methods 0.000 claims abstract description 44
- 238000010137 moulding (plastic) Methods 0.000 claims abstract description 17
- 238000007493 shaping process Methods 0.000 claims abstract description 10
- 239000007789 gas Substances 0.000 claims description 80
- 238000002347 injection Methods 0.000 claims description 27
- 239000007924 injection Substances 0.000 claims description 27
- 239000000243 solution Substances 0.000 claims description 13
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 claims description 4
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims description 2
- 229910002092 carbon dioxide Inorganic materials 0.000 claims description 2
- 239000001569 carbon dioxide Substances 0.000 claims description 2
- 239000011261 inert gas Substances 0.000 claims description 2
- 230000001105 regulatory effect Effects 0.000 claims description 2
- 238000000465 moulding Methods 0.000 description 11
- 238000001746 injection moulding Methods 0.000 description 10
- 238000004090 dissolution Methods 0.000 description 6
- 230000001419 dependent effect Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000009172 bursting Effects 0.000 description 1
- 238000012669 compression test Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000002360 explosive Substances 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/77—Measuring, controlling or regulating of velocity or pressure of moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/58—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/58—Details
- B29C45/62—Barrels or cylinders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/7646—Measuring, controlling or regulating viscosity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/7693—Measuring, controlling or regulating using rheological models of the material in the mould, e.g. finite elements method
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/78—Measuring, controlling or regulating of temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/76006—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/7604—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/7605—Viscosity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/761—Dimensions, e.g. thickness
- B29C2945/76107—Dimensions, e.g. thickness volume
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76177—Location of measurement
- B29C2945/7618—Injection unit
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76177—Location of measurement
- B29C2945/7618—Injection unit
- B29C2945/7619—Injection unit barrel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76177—Location of measurement
- B29C2945/76287—Moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76177—Location of measurement
- B29C2945/76297—Fluids
- B29C2945/76301—Fluids auxiliary fluids introduced into the cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76344—Phase or stage of measurement
- B29C2945/76351—Feeding
- B29C2945/76361—Feeding auxiliary fluids, e.g. gas, liquid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76344—Phase or stage of measurement
- B29C2945/76374—Pre-compression prior to injection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76498—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76531—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76655—Location of control
- B29C2945/76658—Injection unit
- B29C2945/76665—Injection unit screw
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76822—Phase or stage of control
- B29C2945/76829—Feeding
- B29C2945/76839—Feeding auxiliary fluids, e.g. gas, liquid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76822—Phase or stage of control
- B29C2945/76852—Pre-compression prior to injection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76929—Controlling method
- B29C2945/76933—The operating conditions are corrected immediately, during the same phase or cycle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76929—Controlling method
- B29C2945/76936—The operating conditions are corrected in the next phase or cycle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/47—Means for plasticising or homogenising the moulding material or forcing it into the mould using screws
- B29C45/50—Axially movable screw
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/53—Means for plasticising or homogenising the moulding material or forcing it into the mould using injection ram or piston
- B29C45/54—Means for plasticising or homogenising the moulding material or forcing it into the mould using injection ram or piston and plasticising screw
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
Verfahren zum Bestimmen eines Lösungszustands eines Gases in einer in einem Kunststoffformgebungsverfahren verwendeten Kunststoffschmelze (2), wobei die Verfahrensschritte (i) die Kunststoffschmelze (2) wird zusammen mit dem Gas in einer Kammer (4) bereitgestellt, (ii) durch Verringerung eines Volumens der Kammer (4) wird ein Druck der Kunststoffschmelze zusammen mit dem Gas von einem ersten Druckwert auf einen zweiten Druckwert erhöht, (iii) die Kunststoffschmelze (2) wird in eine Formgebungskavität (5) eingebracht und (iv) aus dem ersten Druckwert und dem zweiten Druckwert wird zumindest ein für das Kompressionsverhalten der Kunststoffschmelze (2) charakteristischer Kompressionsparameter, insbesondere ein Kompressionsmodul (K), berechnet, durchgeführt werden. Zusätzlich wird (v) aus dem zumindest einen Kompressionsparameter bestimmt, ob das Gas in der Kunststoffschmelze (2) im Wesentlichen vollständig gelöst ist, und/oder aus dem zumindest einen Kompressionsparameter eine Löslichkeitsgrenze des Gases in der Kunststoffschmelze (2) bestimmt.
Description
Zusammenfassung
Verfahren zum Bestimmen eines Lösungszustands eines Gases in einer in einem Kunststoffformgebungsverfahren verwendeten Kunststoffschmelze (2), wobei die Verfahrensschritte (i) die Kunststoffschmelze (2) wird zusammen mit dem Gas in einer Kammer (4) bereitgestellt, (ii) durch Verringerung eines Volumens der Kammer (4) wird ein Druck der Kunststoffschmelze zusammen mit dem Gas von einem ersten Druckwert auf einen zweiten Druckwert erhöht, (iii) die Kunststoffschmelze (2) wird in eine Formgebungskavität (5) eingebracht und (iv) aus dem ersten Druckwert und dem zweiten Druckwert wird zumindest ein für das Kompressionsverhalten der Kunststoffschmelze (2) charakteristischer Kompressionsparameter, insbesondere ein Kompressionsmodul (K), berechnet, durchgeführt werden. Zusätzlich wird (v) aus dem zumindest einen Kompressionsparameter bestimmt, ob das Gas in der Kunststoffschmelze (2) im Wesentlichen vollständig gelöst ist, und/oder aus dem zumindest einen Kompressionsparameter eine Löslichkeitsgrenze des Gases in der Kunststoffschmelze (2) bestimmt.
(Fig. 1)
1/21
83187
Die vorliegende Erfindung betrifft ein Verfahren zum Bestimmen eines Lösungszustands eines Gases in einer in einem Kunststoffformgebungsverfahren verwendeten Kunststoffschmelze gemäß den Merkmalen des Oberbegriffs des Anspruchs 1.
Bekannt ist es, mittels einer Einspritzeinheit einer Spritzgießmaschine Kompressionsversuche an der verwendeten Kunststoffschmelze durchzuführen. Diesbezüglich kann auf die AT 517 128 A1 verwiesen werden.
Aus der DE 10 2007 030 637 A1 ist außerdem eine Spezialanwendung bekannt, bei der durch Ermitteln eines Kompressionsmoduls auf ein Mengenverhältnis aus einer Pulver-Komponente und einer Binder-Komponente einer spritzgießfähigen Masse geschlossen wird.
Bekannt sind außerdem Spritzgießverfahren, wobei der verwendeten Kunststoffschmelze ein Gas beigemengt wird. Dies kann beispielsweise während der Plastifizierung des Kunststoffs in einem Plastifizierzylinder durch einen Gasinjektor geschehen.
Dabei ist es wichtig, dass das der Kunststoffschmelze beigemengte Gas im Wesentlichen vollständig in Lösung geht. Andernfalls können Gasbläschen in der Kunststoffschmelze Blasen, Gaspolsteroder Schlieren im durch das Kunststoffformgebungsverfahren erzeugten (erstarrten) Bauteil hervorrufen. Weitere Folgen können starker Verzug, d.h. starke Abweichungen von der angestrebten Bauteilgeometrie, bis hin zu explosionsartigem Platzen der angesprochenen Gaspolster sein. Diese negativen Folgen führen dazu, dass die entsprechenden Bauteile unbrauchbar sind und als Ausschuss zu deklarieren sind.
Aufgabe der Erfindung ist es daher, ein Verfahren zum Spritzgießen gasbeladener Kunststoffschmelzen mit verringertem Ausschuss oder weniger auf ungelöstes Gas zurückzuführenden negativen Bauteilmerkmalen bereitzustellen.
2/21
83187
Diese Aufgabe wird durch die Merkmale des Anspruchs 1 gelöst. Dies geschieht im Rahmen des Kunststoffformgebungsverfahrens dadurch, dass im Rahmen des Verfahrensschrittes (v) aus dem zumindest einen Kompressionsparameter bestimmt wird, ob das Gas in der Kunststoffschmelze im Wesentlichen vollständig gelöst ist, und/oder aus dem zumindest einen Kompressionsparameter eine Löslichkeitsgrenze des Gases in der Kunststoffschmelze bestimmt wird.
Von besonderem Vorteil ist dabei, dass die Bestimmung, ob das Gas in der Kunststoffschmelze im Wesentlichen vollständig gelöst ist, und/oder der Löslichkeitsgrenze direkt an der Formgebungsmaschine (und damit relativ schnell) durchgeführt werden kann, ohne den Kunststoffformgebungsprozess signifikant zu stören. Probleme, die durch Übertragung von Messergebnissen aus anderen Versuchen auf die Formgebungsmaschine auftreten würden, sind dadurch ausgeschlossen.
Es ist zu bemerken, dass die Einbringung des Gases in die Kammer oder die Kunststoffschmelze während eines Plastifiziervorgangs geschehen kann. Das Einbringen des Gases in die Kunststoffschmelze kann durch Injektion, insbesondere mittels eines Gasinjektors, durchgeführt werden.
Im Rahmen des Verfahrensschritts (iv) kann der Kompressionsmodul berechnet werden. Alternative Kompressionsparameter - d.h. Parameter, welche das Kompressionsverhalten der Kunststoffschmelze beschreiben - wären beispielsweise die Kompressibilität oder eine (druckabhängige) spezifische Dichte.
Die Verfahrensschritte (iv) und (v) können während oder nach dem Kunststoffformgebungsverfahren durchgeführt werden.
Der Lösungszustand, d.h. die Frage, ob oder bis zu welchem Grad das Gas vollständig in der Kunststoffschmelze gelöst ist, kann bei bekanntem Zusammenhang zwischen dem zumindest einen Kompressionsparameter und dem Lösungszustand aus dem zumindest einen Kompressionsparameter bestimmt werden. Im Sinne der
3/21
83187
Erfindung gilt die Bestimmung des Lösungszustands als Bestimmung, ob das Gas im Wesentlichen vollständig in der Kunststoffschmelze gelöst ist.
Die Löslichkeitsgrenze kann als Wert bestimmt werden oder in Form einer unteren oder oberen Schranke, d.h. in Form einer Aussage, dass die Löslichkeitsgrenze für die in Betracht kommenden Prozessparameter oberhalb oder unterhalb eines gewissen Werts liegt.
Als Löslichkeitsgrenze wird eine Menge an Gas bezeichnet, oberhalb derer keine vollständige Lösung des Gases in der Kunststoffschmelze mehr vorliegt. Die Löslichkeitsgrenze kann von weiteren Parametern, wie den verwendeten Materialien und der Temperatur abhängen. Sie kann als intensive oder extensive Größe formuliert werden.
Für die Berechnung des Kompressionsparameters, insbesondere des Kompressionsmoduls, werden neben dem ersten Druckwert und dem zweiten Druckwert für gewöhnlich auch Daten in Bezug auf das anfängliche Volumen und die Volumenänderung verwendet, wobei dies auf verschiedene Weisen geschehen kann.
Schutz wird ebenfalls für die Verwendung einer Formgebungsmaschine bei einem erfindungsgemäßen Verfahren begehrt. Unter Formgebungsmaschinen können dabei Spritzgießmaschinen, Spritzpressen, Pressen und dergleichen verstanden werden.
Weitere vorteilhafte Ausführungsformen der Erfindung sind in den abhängigen Ansprüchen definiert.
Das Bereitstellen der Kunststoffschmelze zusammen mit dem Gas kann durch Herstellen der Kunststoffschmelze - vorzugsweise unter Verwendung einer Einspritzeinheit - und anschließendem Einbringen des Gases durchgeführt werden. Alternativ zur Verwendung einer Einspritzeinheit kann eine in einem Zwischenspeicher (Engl.: „shot pot“) gespeicherte Kunststoffschmelze verwendet werden.
4/21
83187
Es kann vorgesehen sein, dass eine Einspritzeinheit mit einer in einem Plastifizierzylinder angeordneten Plastifizierschnecke verwendet wird, wobei die Plastifizierschnecke zum Plastifizieren des Kunststoffs rotierend bewegt wird und zum Einspritzen axial bewegt wird. Natürlich kann sich durch Ansammlung von Kunststoffschmelze im Schneckenvorraum auch beim Plastifizieren eine axiale Bewegung der Plastifizierschnecke ergeben. Auch eine rotierende Bewegung während des Einspritzens ist möglich. In den meisten Fällen besitzen Spritzgießmaschinen Einspritzeinheiten mit Plastifizierzylinder und Plastifizierschnecke, sodass in dieser vorteilhaften Ausführung keine größeren baulichen Veränderungen durchgeführt werden müssen, um das erfindungsgemäße Verfahren zu realisieren.
Ähnliche Vorteile hinsichtlich einer einfachen Realisierung des erfindungsgemäßen Verfahrens können sich durch die Verwendung eines Schneckenvorraums in einem Plastifizierzylinder als Kammer ergeben.
Ebenfalls einer einfachen Verfahrensausgestaltung zuträglich kann in bevorzugten Ausführungsformen sein, dass die Kammerformkavitätsseitig durch eine Absperrvorrichtung, vorzugsweise in Form einer Nadelverschlussdüse, begrenzt wird und/oder dass die Kammer an ihrer von der Formgebungskavität abgewandten Seite durch eine Plastifizierschnecke odereinen Einspritzkolben begrenzt wird.
Alternativ kann eine separate Kammer verwendet werden, die beispielsweise durch eine oder mehrere Absperrvorrichtungen begrenzt wird.
Es kann vorgesehen sein, dass die Verringerung des Volumens der Kammer gemäß Verfahrensschritt (ii) als Teil eines Einbringungsvorgangs nach Verfahrensschritt (ill) durchgeführt wird. Beispielsweise kann ein Vorschub einer Plastifizierschnecke zum Einspritzen in einem Spritzgießprozess zur Volumenverkleinerung der Kammer gemäß Verfahrensschritt (ii) verwendet werden. Dadurch ergibt sich eine Zeitersparnis, weil Verfahrensschritt (ii) nicht separat durchgeführt werden muss.
5/21
83187
Besonders bevorzugt kann es sein, dass das Volumen der Kunststoffschmelze zusammen mit dem Gas gemäß Verfahrensschritt (ii) so stark verringert wird, dass der zweite Druckwert oberhalb jener Drücke liegt, die in der Kunststoffschmelze zusammen mit dem Gas ansonsten während des Einspritzverfahrens auftreten. Dadurch kann sichergestellt werden, dass das Gas während des gesamten Kunststoffformgebungsverfahrens (die größten Drücke treten üblicherweise beim Einspritzen auf) im Wesentlichen vollständig in Lösung ist bzw. dass die erfindungsgemäß bestimmte Löslichkeitsgrenze im gesamten Kunststoffformgebungsverfahren Gültigkeit hat.
Die Bestimmung des ersten Druckwerts und des zweiten Druckwerts kann vorteilhaft mittels eines Drucksensors an der Kammer durchgeführt werden, was eine Ausführungsform mit hoher Messgenauigkeit darstellt. Es ist aber auch möglich den ersten Druckwert und den zweiten Druckwert indirekt zu erfassen, beispielsweise über einen Hydraulikdruck in einem für das Einbringen der Kunststoffschmelze verwendeten Hydraulikzylinder oder ein Drehmoment eines für das Einbringen der Kunststoffschmelze verwendeten elektrischen Antriebs. Während des Einspritzens der Kunststoffschmelze werden die so erfasste Kraft oder der so erfasste Druck als Einspritzkraft beziehungsweise als Einspritzdruck bezeichnet.
In einer besonders einfachen Ausführungsform kann eine Bestimmung einer Volumenveränderung der Kammer mittels einer Bestimmung eines Plastifizierschneckenwegs durchgeführt werden.
Es kann des Weiteren vorgesehen sein, dass die Verringerung des Volumens der Kammer gemäß Verfahrensschritt (ii) druckgeregelt durchgeführt wird, wobei insbesondere eine druckgeregelte Axialbewegung einer Plastifizierschnecke und/oder eines Einspritzkolbens verwendet wird. Durch die druckgeregelte Verringerung des Volumens der Kammer kann erreicht werden, dass sich genügend hohe Drücke einstellen, um die im Wesentlichen vollständige Lösung des Gases in der Kunststoffschmelze bzw. die Löslichkeitsgrenze zuverlässig - insbesondere über das gesamte Kunststoffformgebungsverfahren hinweg - bestimmen zu können.
6/21
83187
Gleichzeitig können durch die Druckregelung bestimmte Maximaldrücke (beispielsweise einer Nadelverschlussdüse) auf einfache Weise eingehalten werden.
Beispielsweise ein Regelung nach der Position oder eine Steuerung kann aber ebenfalls für die Durchführung des Verfahrensschrittes (ii) vorgesehen sein.
Der Aussagekraft der bestimmten im Wesentlichen vollständigen Lösung des Gases in der Kunststoffschmelze bzw. der Löslichkeitsgrenze kann es außerdem förderlich sein, wenn eine Temperatur der Kunststoffschmelze gesteuert oder geregelt wird, wobei eine Soll-Temperatur für die Steuerung oder Regelung während der Durchführung des Verfahrensschritts (ii) im Wesentlichen konstant gehalten wird, da die Löslichkeitsgrenze eine Temperaturabhängigkeit aufweisen kann.
Es kann vorgesehen sein, dass die Kunststoffschmelze im Rahmen des Verfahrensschritts (ii) solange beim zweiten Druckwert gehalten wird, bis im Wesentlichen ein Gleichgewichtszustand eintritt. Auch dies kann für die Zuverlässigkeit der ermittelten im Wesentlichen vollständigen Lösung des Gases in der Kunststoffschmelze bzw. der Löslichkeitsgrenze förderlich sein.
Als Gas kann ein inertes Gas verwendet werden, wobei vorzugsweise molekularer Stickstoff oder Kohlendioxid verwendet werden kann.
Es kann außerdem vorgesehen sein, dass die Verfahrensschritte (i) bis (v) mehrmals durchgeführt werden, wobei vorzugsweise verschiedene Mengen des Gases in die Kunststoffschmelze eingebracht werden und Kompressionsparameter für die verschiedenen Mengen des injizierten Gases berechnet werden. Dadurch kann nicht nur ein Lösungsgrad einer konkret vorliegenden Kunststoffschmelze erfasst werden, sondern ein allgemeiner Zusammenhang dafür, wie sich der Lösungsgrad bei verschiedenen Mengen des injizierten Gases verhält. Dies kann offensichtlich Vorteile haben, wenn eine gewollte oder ungewollte Veränderung der Prozessparameter des Kunststoffformgebungsverfahrens auftritt oder geplant wird. Insbesondere wird es dadurch möglich die Menge des eingebrachten Gases an die Löslichkeitsgrenze heranzuführen, d.h. zu maximieren.
7/21
83187
Liegt ein solcher Zusammenhang vor, kann angefangen von einem Kompressionsparameter, weichereiner geringsten Menge injizierten Gases entspricht, ein linearer Zusammenhang zwischen einer Teilmenge der bestimmten Kompressionsparameter bestimmt werden und die Löslichkeitsgrenze kann als geringste jener Mengen des injizierten Gases bestimmt werden, bei dem eine Abweichung vom linearen Zusammenhang von mehr als einem vorherbestimmten Grenzwert vorliegt. Dies schafft erstens eine Möglichkeit einen Wert der Löslichkeitsgrenze reproduzierbar, d.h. unabhängig von einem menschlichen Beobachter, festzulegen. Zweitens ist dann auch kein vorbekannter Zusammenhang zwischen dem zumindest einen Kompressionsparameter und dem Lösungsgrad notwendig.
In einer besonders bevorzugten Ausführungsform der Erfindung kann die Bestimmung der Löslichkeitsgrenze des Gases - und vorzugsweise daraus eine Sollmenge für das Injizieren des Gases in die Kunststoffschmelze - automatisch durch eine Maschinensteuerung der Formgebungsmaschine durchgeführt werden. Dabei kann insbesondere auf das vorbeschriebene Verfahren zum reproduzierbaren Bestimmen der Löslichkeitsgrenze zurückgegriffen werden. Es ist zu bemerken, dass die Maschinensteuerung zentral an der Formgebungsmaschine angeordnet sein kann oder fern von der Formgebungsmaschine angeordnet und mit einer Datenfernübertragungsverbindung (bspw. Cloud-Server) angebunden sein kann. Auch eine verteilte Ausführung der Maschinensteuerung mit gewissen Komponenten und Funktionalitäten an der Formgebungsmaschine selbst und gewissen anderen Komponenten und Funktionalitäten fern davon angeordnet ist möglich.
Weitere Vorteile und Einzelheiten der Erfindung ergeben sich aus den Figuren sowie der dazugehörigen Figurenbeschreibung. Dabei zeigen:
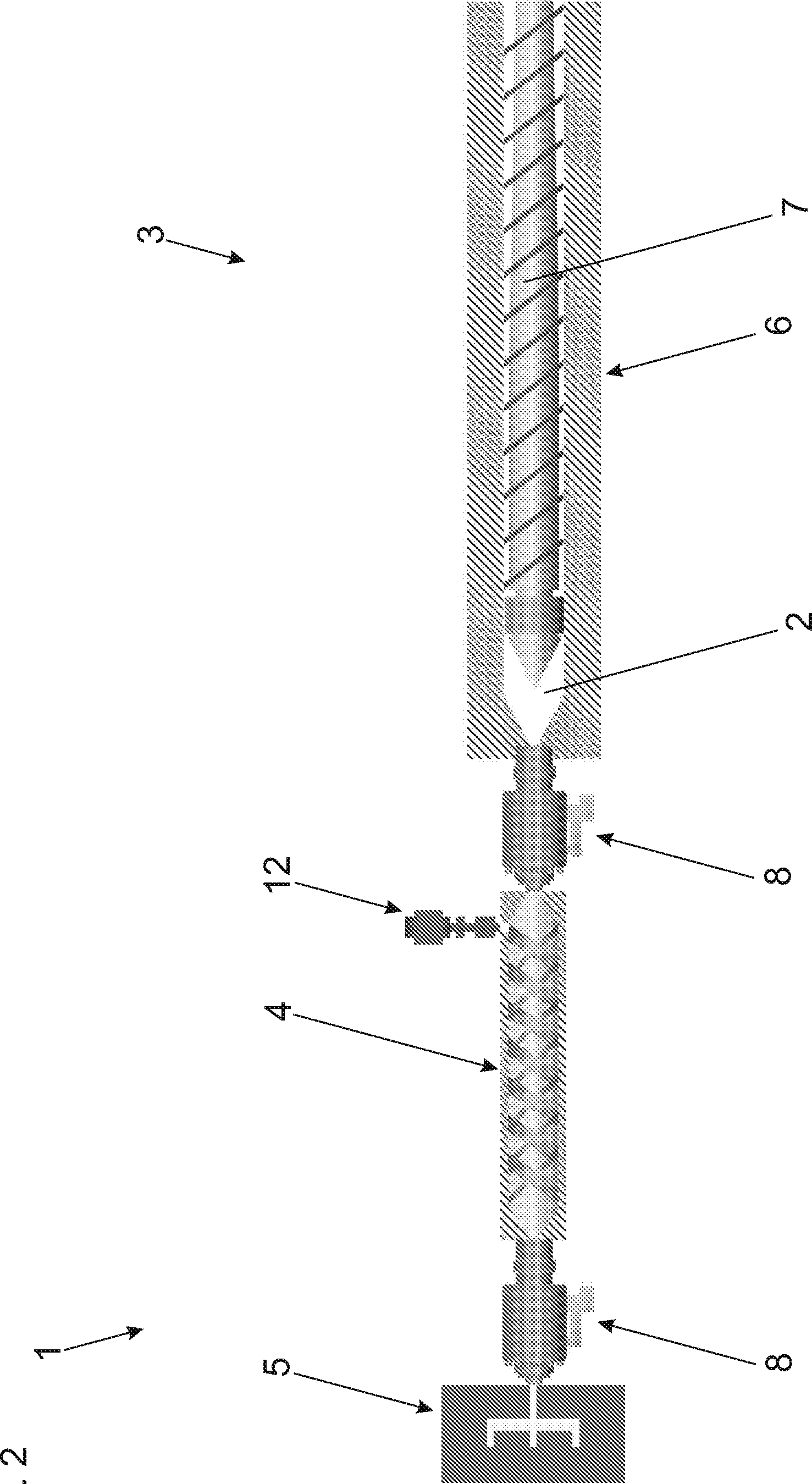
Fig. 1 eine Ausführungsform einer Spritzgießmaschine zur Durchführung eines erfindungsgemäßen Verfahrens,
Fig. 2 eine weitere Ausführungsform einer Spritzgießmaschine zur Durchführung eines erfindungsgemäßen Verfahrens sowie
8/21
83187
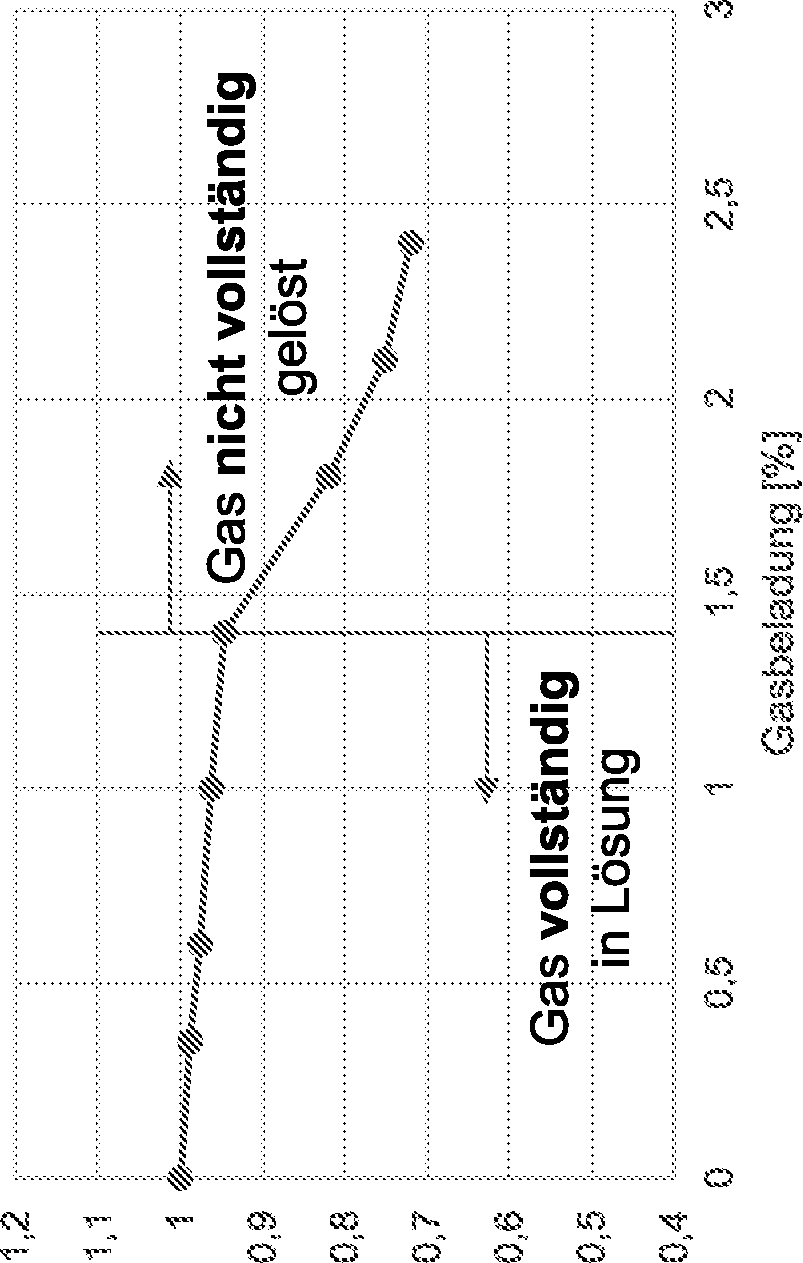
Fig. 3 ein Diagramm zur Veranschaulichung des Zusammenhangs zwischen dem Kompressionsmodul und der Gasbeladung einer Kunststoffschmelze.
In Fig. 1 ist eine Formgebungsmaschine 1 - in diesem Fall eine Spritzgießmaschine -dargestellt. Sie verfügt über eine Einspritzeinheit 3 zum Herstellen einer Kunststoffschmelze 2 durch Plastifizieren eines Kunststoffs (meist als Granulat vorliegend).
Für dieses Plastifizieren ist eine Plastifizierschnecke 7 in einem Plastifizierzylinder 6 angeordnet. Durch Rotieren der Plastifizierschnecke 7 (Scherwärme) und Erhitzen des Plastifizierzylinders 6 wird der Kunststoff aufgeschmolzen und liegt dann als Kunststoffschmelze 2 im Schneckenvorraum im Plastifizierzylinder 6 vor. Dieser Vorgang des Herstellens der Kunststoffschmelze wird auch als „Dosieren“ bezeichnet.
Die Plastifizerschnecke 7 kann außerdem axial bewegt werden. Insbesondere kann die Kunststoffschmelze 2 durch Vorschub der Plastifizerschnecke 7 in die rein schematisch dargestellte Formgebungskavität 5 eingespritzt werden.
Ebenfalls nur schematisch sind der Antrieb 10 für die rotierende und axiale Bewegung der Plastifizierschnecke 7 und eine Maschinensteuerung 11 dargestellt.
Zum Einbringen des Gases in die Kunststoffschmelze ist ein Gasinjektor 12 vorgesehen.
Der Gasinjektor 12 ist in diesem Ausführungsbeispiel überlappend mit einem Mischteil der Plastifizierschnecke 7 angeordnet.
Zwischen dem Plastifizierzylinder 6 und der Formgebungskavität 5 sind ein Messflansch 13 und eine Absperrvorrichtung 8, welche zum Beispiel als Nadelverschlussdüse ausgebildet sein kann, angeordnet.
9/21
83187
Der Messflansch 13 dient der Anbindung eines Drucksensors 9 zur Erfassung des Drucks in der Kunststoffschmelze 2. Der Drucksensor 9 könnte aber auch anderweitig angeordnet sein, beispielsweise direkt im Plastifizierzylinder 6. Letztlich kann der Druck der Kunststoffschmelze 2 auch indirekt gemessen werden, beispielsweise als Hydraulikdruck in einem den Schneckenvorschub antreibenden Hydraulikzylinder (als Teil des Antriebs 10) oder als Drehmoment einer den Schneckenvorschub antreibenden elektrischen Maschine (als Teil des Antriebs 10). Der Messflansch 13 ist deshalb als optional für die Ausführung nach Fig. 1 zu betrachten.
Die Absperrvorrichtung 8 dient zum Absperren des Flusses der Kunststoffschmelze 2 in die Formgebungskavität 5 hinein. Dadurch kann der Schneckenvorraum die Kammer 4 bilden, in welcher die Kunststoffschmelze 2 eingeschlossen werden kann. Durch axiale Bewegung der Plastifizierschnecke 7 ist das Volumen der so gebildeten Kammer 4 veränderbar.
Ebenfalls rein optional ist der Ultraschallsensor 14, der durch Detektion etwaiger Blasenbildung in der Kunststoffschmelze 2 zur Verifizierung der erfindungsgemäß gewonnenen Informationen über den Lösungszustand des Gases in der Kunststoffschmelze 2 dienen kann.
Nachfolgend sei die Durchführung eines erfindungsgemäßen Verfahrens unter Verwendung der in Fig. 1 dargestellten Spritzgießmaschine beschrieben.
Nach dem Dosieren steht die gasbeladene Kunststoffschmelze unter Staudruck (erster Druckwert) in der Kammer 4. Daraufhin wird der Einspritzvorgang durch den Vorschub der Plastifizierschnecke 7 eingeleitet, wobei die Absperrvorrichtung 8 vorerst weiter geschlossen bleibt. Der Schneckenvorschub wird druckgeregelt weitergeführt, bis ein vorherbestimmter Staudruck (zweiter Druckwert) erreicht wird. Durch die Erfassung des von der Plastifizerschnecke 7 zurückgelegten Wegs von einem Wert, der dem Volumen der Kammer 4 vor der Verkleinerung entspricht, auf einen weiteren Wert, welcher dem Volumen der Kammer 4 nach der Verkleinerung entspricht, kann die Volumenänderung im Rahmen des Verfahrensschrittes (II)
10/21
83187 erfasst werden. Der vorherbestimmte Staudruck (zweiter Druckwert) kann dabei über einen Zeitraum gehalten werden, um sicherzustellen, dass ein Gleichgewichtszustand eingetreten ist.
Sodann kann die Absperrvorrichtung 8 geöffnet werden und der Einspritzprozess der Kunststoffschmelze 2 in die Formgebungskavität 5 kann fortgesetzt werden.
Natürlich ist es möglich - jedoch nicht zwingend - vor dem Öffnen der Absperrvorrichtung 8 den Staudruck durch Zurückbewegen der Plastifizierschnecke 7 zu senken.
Unabhängig vom weiteren Kunststoffformgebungsverfahren kann aus dem erfassten Schneckenweg über den bekannten Durchmesser des Plastifizierzylinders 6 die Volumenänderng AV der Kammer 4 sowie aus dem ersten Druckwert und zweiten Druckwert, die erfasst wurden, die Druckänderung Ap berechnet werden. Auf ähnliche Weise kann ein Ausgangsvolumen Vo der Kammer 4 vor Beginn der Verringerung des Volumens der Kammer 4 bestimmt werden. Aus diesen Daten kann der Kompressionsmodul K, definiert als
K = -v0 — >
berechnet werden.
Bei bekanntem Zusammenhang zwischen dem Kompressionsmodul K und dem Lösungszustand des verwendeten Gases in der Kunststoffschmelze 2, ist aufgrund des berechneten Kompressionsmoduls K geschlossen, ob das Gas im Wesentlichen vollständig in der Kunststoffschmelze gelöst ist oder - anders ausgedrückt - liegt eine obere oder untere Schranke für die Löslichkeitsgrenze vor. Dadurch kann auch eine automatische Überwachung des Kunststoffformgebungsverfahrens hinsichtlich der Lösung des Gases in der Kunststoffschmelze 2 durchgeführt werden.
Liegt ein solcher Zusammenhang nicht vor, kann das vorbeschriebene Verfahren mehrmals unter Injektion verschiedener Mengen des Gases in die
Kunststoffschmelze durchgeführt werden. Dafür sei auf Fig. 3 und die dazu gehörige Figurenbeschreibung verwiesen.
11/21
83187
In Fig. 2 ist eine alternative Ausführungsform für die Realisierung der Kammer 4 dargestellt. Hierbei ist ein separates Bauteil vorgesehen (welches vorzugsweise als Mischvorrichtung ausgebildet sein kann). In diesem separaten Bauteil ist zusätzlich ein statisches Mischelement vorhanden.
Der Gasinjektor 12 injiziert in dieser Ausführungsform das Gas direkt in die Kammer 4 des separaten Bauteils.
Zur Durchführung des erfindungsgemäßen Verfahrens kann eine Formgebungskavitäts-nahe Absperrvorrichtung 8 geschlossen werden. Während der Kompression der Kunststoffschmelze 2, also der Verringerung des Volumens der Kammer 4, bleibt jene Absperrvorrichtung 8, welche zwischen dem separaten Bauteil und dem Plastifizierzylinder 6 angeordnet ist, geöffnet. Die Plastifizierschnecke 7 komprimiert dann in vorbeschriebenerweise die Kunststoffschmelze 2. Streng genommen ist dann also auch der Schneckenvorraum Teil der Kammer 4.
Ein Drucksensor 9 ist in der in Fig. 2 dargestellten Ausführung nicht dargestellt, kann aber natürlich in den beschriebenen Formen oder am separaten Bauteil vorhanden sein, oder der Druck in der Kunststoffschmelze 2 kann indirekt gemessen werden.
In Fig. 3 ist ein tatsächlich gemessener Zusammenhang zwischen der Menge eines in die Kunststoffschmelze 2 eingebrachten Gases (Gasbeladung) und dem Kompressionsmodul K dargestellt, wobei die Werte des Kompressionsmoduls K unter Durchführung eines erfindungsgemäßen Verfahrens ermittelt wurden. Dabei ist der Kompressionsmodul K bei Gasbeladung 0 auf 1 normiert. Die Gasbeladung ist relativ zur Menge der Kunststoffschmelze angegeben.
Die erkennbare Abhängigkeit des Kompressionsmoduls K von der Gasbeladung stellt einen charakteristischen Verlauf dar, wie er insbesondere vorliegt, wenn andere Prozessparameter (Temperatur, Staudruck usw.) konstant gehalten werden.
Durch einen vertikalen Strich ist die Löslichkeitsgrenze deutlich markiert. Bei geringeren Gasbeladungen liegt ein linearer Zusammenhang zwischen Gasbeladung
12/21
83187 und Kompressionsmodul K vor. Oberhalb der Löslichkeitsgrenze stellt sich ein relativ starker Abfall des Kompressionsmoduls K ein, der wohl durch die höhere Kompressibilität der sich durch die unvollständige Lösung des Gases in der Kunststoffschmelze 2 bildenden Bläschen hervorgerufen wird.
Ist der in Fig. 3 dargestellte Zusammenhang bekannt, kann durch Überprüfung des Kompressionsmoduls K das Kunststoffformgebungsverfahren hinsichtlich der Lösung des Gases überwacht werden.
Ist der Zusammenhang nicht bekannt, kann er durch mehrmaliges Durchführen des erfindungsgemäßen Verfahrens beschafft werden. Dies eröffnet die Möglichkeit das Kunststoffformgebungsverfahren hinsichtlich der Gasmenge (real) zu optimieren.
Außerdem kann die Löslichkeitsgrenze automatisch bestimmt werden, indem beispielsweise der lineare Zusammenhang für die niedrigeren Gasbeladungswerte bestimmt (gefittet) wird und ermittelt wird, wo eine Abweichung über einen gewissen vorab festgelegten Grenzwert hinausgeht.
Dies ermöglicht letztlich auch das automatisch Einstellen (insbesondere Optimieren) des Kunststoffformgebungsverfahrens, beispielsweise indem die Maschinensteuerung 11 einen Sollwert für die Menge der Gasbeladung automatisch auf oder in der Nähe - vorzugsweise um einen vorherbestimmten Wert unterhalb - der Löslichkeitsgrenze festlegt.
Dafür und generell für die Durchführung des erfindungsgemäßen Verfahrens können der Maschinensteuerung 11 Signale des Drucksensors 9 - sofern dieser separat verwendet wird - zuführbar sein.
13/21
83187
Bezugszeichenliste
Formgebungsmaschine
Kunststoffschmelze
Einspritzeinheit
Kammer
Formgebungskavität
Plastifizierzylinder
Plastifizierschnecke
Absperrvorrichtung
Drucksensor
Antrieb
Maschinensteuerung
Gasinjektor
Messflansch
Ultraschallsensor
Innsbruck, am 25. April 2018
14/21
83187 32/eh/fr
Claims (21)
- Patentansprüche1. Verfahren zum Bestimmen eines Lösungszustands eines Gases in einer in einem Kunststoffformgebungsverfahren verwendeten Kunststoffschmelze (2), wobei folgende Verfahrensschritte (i) bis (iv) durchgeführt werden:(i) die Kunststoffschmelze (2) wird zusammen mit dem Gas in einer Kammer (4) bereitgestellt, (ii) durch Verringerung eines Volumens der Kammer (4) wird ein Druck der Kunststoffschmelze zusammen mit dem Gas von einem ersten Druckwert auf einen zweiten Druckwert erhöht, (ill) die Kunststoffschmelze (2) wird in eine Formgebungskavität (5) eingebracht und (iv) aus dem ersten Druckwert und dem zweiten Druckwert wird zumindest ein für das Kompressionsverhalten der Kunststoffschmelze (2) charakteristischer Kompressionsparameter, insbesondere ein Kompressionsmodul (K), berechnet, dadurch gekennzeichnet, dass zusätzlich (v) aus dem zumindest einen Kompressionsparameter bestimmt wird, ob das Gas in der Kunststoffschmelze (2) im Wesentlichen vollständig gelöst ist, und/oder aus dem zumindest einen Kompressionsparameter eine Löslichkeitsgrenze des Gases in der Kunststoffschmelze (2) bestimmt wird.
- 2. Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass das Bereitstellen der Kunststoffschmelze zusammen mit dem Gas durch Herstellen der Kunststoffschmelze (2) - vorzugsweise unter Verwendung einer Einspritzeinheit - und anschließendem Einbringen des Gases durchgeführt wird.
- 3. Verfahren nach Anspruch 2, dadurch gekennzeichnet, dass eine Einspritzeinheit (3) mit einer in einem Plastifizierzylinder (6) angeordneten Plastifizierschnecke (7) verwendet wird, wobei die Plastifizierschnecke (7) zum Plastifizieren rotierend bewegt wird und zum Einspritzen axial bewegt wird.15/21
- 4. Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Verringerung des Volumens der Kammer (4) gemäß Verfahrensschritt (ii) als Teil eines Einbringungsvorgangs nach Verfahrensschritt (ill) durchgeführt wird.
- 5. Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass das Volumen der Kunststoffschmelze (2) zusammen mit dem Gas gemäß Verfahrensschritt (ii) so stark verringert wird, dass der zweite Druckwert oberhalb jener Drücke liegt, die in der Kunststoffschmelze (2) zusammenmit dem Gas ansonsten während des Einspritzverfahrens auftreten.
- 6. Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Kammer (4) form kavitätsseitig durch eine Absperrvorrichtung (8), vorzugsweise in Form einer Nadelverschlussdüse, begrenzt wird und/oder dass die Kammer (4) an ihrer von der Formgebungskavität (5) abgewandten Seite durch eine Plastifizierschnecke (7) oder einen Einspritzkolben begrenzt wird.
- 7. Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass als Kammer (4) ein Schneckenvorraum in einem Plastifizierzylinder (6) verwendet wird.
- 8. Verfahren nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass eine Bestimmung des ersten Druckwerts und des zweiten Druckwerts mittels eines Drucksensors (9) an der Kammer (4) durchgeführt wird und/oder dass die Bestimmung des ersten Druckwerts und des zweiten Druckwerts indirekt durchgeführt wird.
- 9. Verfahren nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass eine Bestimmung einer Volumenveränderung (AV) der Kammer (4) mittels einer Bestimmung eines Plastifizierschneckenwegs durchgeführt wird.
- 10. Verfahren nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass die Verringerung des Volumens der Kammer (4) gemäß Verfahrensschritt (ii) druckgeregelt durchgeführt wird, wobei insbesondere eine druckgeregelte16/21Axialbewegung einer Plastifizierschnecke (7) und/oder eines Einspritzkolbens verwendet wird.
- 11. Verfahren nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass eine Temperatur der Kunststoffschmelze (2) gesteuert oder geregelt wird, wobei eine Soll-Temperatur für die Steuerung oder Regelung während der Durchführung des Verfahrensschritts (ii) im Wesentlichen konstant gehalten wird.
- 12. Verfahren nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass die Kunststoffschmelze (2) im Rahmen des Verfahrensschritts (ii) solange beim zweiten Druckwert gehalten wird, bis im Wesentlichen ein Gleichgewichtszustand eintritt.
- 13. Verfahren nach einem der Ansprüche 1 bis 12, dadurch gekennzeichnet, dass als Gas ein inertes Gas verwendet wird, wobei vorzugsweise molekularer Stickstoff oder Kohlendioxid verwendet wird.
- 14. Verfahren nach einem der Ansprüche 1 bis 13, dadurch gekennzeichnet, dass die Verfahrensschritte (i) bis (v) mehrmals durchgeführt werden, wobei vorzugsweise verschiedene Mengen des Gases in die Kunststoffschmelze (2) eingebracht werden und Kompressionsparameter für die verschiedenen Mengen des injizierten Gases berechnet werden.
- 15. Verfahren nach Anspruch 14, dadurch gekennzeichnet, dass angefangen von einem Kompressionsparameter, welcher einer geringsten Menge injizierten Gases entspricht, ein linearer Zusammenhang zwischen einer Teilmenge der bestimmten Kompressionsparameter bestimmt wird und dass die Löslichkeitsgrenze als geringste jener Mengen des injizierten Gases bestimmt wird, bei dem eine Abweichung vom linearen Zusammenhang von mehr als einem vorab festgelegten Grenzwert vorliegt.
- 16. Verfahren nach einem der Ansprüche 1 bis 15, dadurch gekennzeichnet, dass die Bestimmung der Löslichkeitsgrenze des Gases - und vorzugsweise daraus eine Sollmenge für das Injizieren des Gases in die Kunststoffschmelze (2)
- 17/21 automatisch durch eine Maschinensteuerung (10) der Formgebungsmaschine (1) durchgeführt wird.17. Verwendung einer Formgebungsmaschine (1) bei einem Verfahren nach einem der Ansprüche 1 bis 16.Innsbruck, am 25. April 2018
- 18/21
 ENGEL AUSTRIA GmbH83187
ENGEL AUSTRIA GmbH83187 - 19/21
 ENGEL AUSTRIA GmbH83187Ll
ENGEL AUSTRIA GmbH83187Ll - 20/21 σιLlENGEL AUSTRIA GmbH83187
 jnpOLUSUOiSSSldUJOJi
jnpOLUSUOiSSSldUJOJi - 21/21
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ATA50349/2018A AT520733B1 (de) | 2018-04-25 | 2018-04-25 | Verfahren zum Bestimmen eines Lösungszustands eines Gases |
| DE102019108997.2A DE102019108997A1 (de) | 2018-04-25 | 2019-04-05 | Verfahren zum Bestimmen eines Lösungszustands eines Gases |
| KR1020190047917A KR102246701B1 (ko) | 2018-04-25 | 2019-04-24 | 가스의 용액 상태를 결정하는 방법 |
| US16/393,340 US11465322B2 (en) | 2018-04-25 | 2019-04-24 | Method of determining a solution state of a gas |
| CN201910337800.5A CN110394956B (zh) | 2018-04-25 | 2019-04-25 | 用于确定气体的溶解状态的方法 |
| ATA50853/2019A AT522379B1 (de) | 2018-04-25 | 2019-10-08 | Verfahren zum Bestimmen eines Soll-Werts einer Zustandsgröße |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ATA50349/2018A AT520733B1 (de) | 2018-04-25 | 2018-04-25 | Verfahren zum Bestimmen eines Lösungszustands eines Gases |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| AT520733A4 true AT520733A4 (de) | 2019-07-15 |
| AT520733B1 AT520733B1 (de) | 2019-07-15 |
Family
ID=67209566
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ATA50349/2018A AT520733B1 (de) | 2018-04-25 | 2018-04-25 | Verfahren zum Bestimmen eines Lösungszustands eines Gases |
| ATA50853/2019A AT522379B1 (de) | 2018-04-25 | 2019-10-08 | Verfahren zum Bestimmen eines Soll-Werts einer Zustandsgröße |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ATA50853/2019A AT522379B1 (de) | 2018-04-25 | 2019-10-08 | Verfahren zum Bestimmen eines Soll-Werts einer Zustandsgröße |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11465322B2 (de) |
| KR (1) | KR102246701B1 (de) |
| CN (1) | CN110394956B (de) |
| AT (2) | AT520733B1 (de) |
| DE (1) | DE102019108997A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11465322B2 (en) | 2018-04-25 | 2022-10-11 | Engel Austria Gmbh | Method of determining a solution state of a gas |
| US11571845B2 (en) | 2019-04-05 | 2023-02-07 | Engel Austria Gmbh | Method for determining a target value of a state variable |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102315861B1 (ko) * | 2020-12-15 | 2021-10-22 | 주상규 | 사출 스크류용 조립식 가스주입장치 |
| AT524541B1 (de) | 2021-04-07 | 2022-07-15 | Engel Austria Gmbh | Vorrichtung zum Entgasen und Verfahren zum Entgasen einer plastifizierten Masse |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5002475A (en) * | 1988-10-04 | 1991-03-26 | Intellex Corporation | Reaction injection molding apparatus |
| JP2002067116A (ja) * | 2000-08-24 | 2002-03-05 | Meiki Co Ltd | ガス溶解樹脂の射出成形方法および射出装置 |
| CN101486239A (zh) * | 2008-11-14 | 2009-07-22 | 联塑(杭州)机械有限公司 | 机车部件的制造方法及其产品 |
| US20140091489A1 (en) * | 2012-10-03 | 2014-04-03 | Trexel, Inc. | Blowing agent introduction in polymer foam processing |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4816197A (en) | 1988-04-12 | 1989-03-28 | Hpm Corporation | Adaptive process control for injection molding |
| US4850217A (en) | 1988-04-12 | 1989-07-25 | Hpm Corporation | Adaptive process control for injection molding |
| JPH03254922A (ja) | 1990-03-05 | 1991-11-13 | Komatsu Ltd | 射出成形機の射出制御方法 |
| US6884377B1 (en) | 1996-08-27 | 2005-04-26 | Trexel, Inc. | Method and apparatus for microcellular polymer extrusion |
| US20020033132A1 (en) | 1996-08-27 | 2002-03-21 | Kim Roland Y. | Crush-resistant polymeric microcellular wire coating |
| CA2264159A1 (en) | 1996-08-27 | 1998-03-05 | Roland Y. Kim | Method and apparatus for microcellular polymer extrusion |
| US6562276B1 (en) | 1998-08-20 | 2003-05-13 | Eastman Chemical Company | Process for forming a multilayer, coinjected article |
| CN101028739B (zh) | 2006-02-27 | 2010-05-12 | 北京中拓机械有限责任公司 | 一种热塑性树脂制品的气体辅助注射成型方法 |
| JP4807246B2 (ja) | 2006-12-12 | 2011-11-02 | トヨタ自動車株式会社 | ガス溶解度予測方法並びに発泡性樹脂の流動解析方法及びプログラム |
| DE102007030637B4 (de) | 2007-07-02 | 2009-10-29 | Adcuram Maschinenbauholding Gmbh | Verfahren zum Spritzgießen und Spritzgießmaschine |
| JP4537441B2 (ja) | 2007-12-10 | 2010-09-01 | 住友重機械工業株式会社 | 射出成形機の制御方法 |
| EP2746025B1 (de) | 2011-08-19 | 2017-01-11 | Hitachi Maxell, Ltd. | Knetvorrichtung und verfahren zur herstellung eines thermoplastischen formkörpers |
| ES2797351T3 (es) | 2013-12-12 | 2020-12-02 | Diab Int Ab | Aparato y procedimiento para la producción de embriones de espuma expandida |
| AT517128B1 (de) | 2015-05-11 | 2017-11-15 | Engel Austria Gmbh | Bestimmungsverfahren für das Kompressionsverhalten eines formbaren Materials |
| AT520733B1 (de) | 2018-04-25 | 2019-07-15 | Engel Austria Gmbh | Verfahren zum Bestimmen eines Lösungszustands eines Gases |
| US12208549B2 (en) | 2018-09-17 | 2025-01-28 | Trexel, Inc. | Polymeric foam processing systems and methods |
| US20200230851A1 (en) | 2019-01-22 | 2020-07-23 | Trexel, Inc. | Polymeric foam processing systems and methods |
| CN111791445B (zh) * | 2019-04-05 | 2022-03-22 | 恩格尔奥地利有限公司 | 用于确定混合物的状态参量的目标值的方法 |
-
2018
- 2018-04-25 AT ATA50349/2018A patent/AT520733B1/de not_active IP Right Cessation
-
2019
- 2019-04-05 DE DE102019108997.2A patent/DE102019108997A1/de not_active Withdrawn
- 2019-04-24 KR KR1020190047917A patent/KR102246701B1/ko not_active Expired - Fee Related
- 2019-04-24 US US16/393,340 patent/US11465322B2/en active Active
- 2019-04-25 CN CN201910337800.5A patent/CN110394956B/zh not_active Expired - Fee Related
- 2019-10-08 AT ATA50853/2019A patent/AT522379B1/de active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5002475A (en) * | 1988-10-04 | 1991-03-26 | Intellex Corporation | Reaction injection molding apparatus |
| JP2002067116A (ja) * | 2000-08-24 | 2002-03-05 | Meiki Co Ltd | ガス溶解樹脂の射出成形方法および射出装置 |
| CN101486239A (zh) * | 2008-11-14 | 2009-07-22 | 联塑(杭州)机械有限公司 | 机车部件的制造方法及其产品 |
| US20140091489A1 (en) * | 2012-10-03 | 2014-04-03 | Trexel, Inc. | Blowing agent introduction in polymer foam processing |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11465322B2 (en) | 2018-04-25 | 2022-10-11 | Engel Austria Gmbh | Method of determining a solution state of a gas |
| US11571845B2 (en) | 2019-04-05 | 2023-02-07 | Engel Austria Gmbh | Method for determining a target value of a state variable |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110394956A (zh) | 2019-11-01 |
| US11465322B2 (en) | 2022-10-11 |
| US20190329470A1 (en) | 2019-10-31 |
| DE102019108997A1 (de) | 2019-10-31 |
| CN110394956B (zh) | 2022-02-22 |
| AT522379A1 (de) | 2020-10-15 |
| KR102246701B1 (ko) | 2021-05-03 |
| AT522379B1 (de) | 2022-01-15 |
| AT520733B1 (de) | 2019-07-15 |
| KR20190124652A (ko) | 2019-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AT520733B1 (de) | Verfahren zum Bestimmen eines Lösungszustands eines Gases | |
| DE2253506C3 (de) | Regeleinrichtung für die Einspritzeinheit einer Schnecken-Spritzgießmaschine | |
| EP3294519B1 (de) | Verfahren zum betreiben einer spritzgiessmaschine | |
| EP2583811B2 (de) | Verfahren zur Quantifizierung von Prozessschwankungen bei einem Einspritzvorgang einer Spritzgießmaschine | |
| EP2360003B1 (de) | Verfahren und Vorrichtung zur Steuerung einer Nadelverschlussdüse eines Spritzgusswerkzeuges | |
| DE102016005780B4 (de) | Bestimmungsverfahren für das Kompressionsverhalten eines formbaren Materials, Verfahren zum Betreiben einer Formgebungsmaschine, sowie Formgebungsmaschine | |
| DE69113869T2 (de) | Spritzgiesssteuerung mit prozessvariablem Lernverfahren. | |
| DE69125645T2 (de) | Spritzgiesssteuereinrichtung mit wählbaren Kontrollfunktionen | |
| DE102012209066A1 (de) | Gießmaschine und Spritzgießsteuerverfahren | |
| DE102011105775A1 (de) | Verfahren zum Spritzgießen von Kunststoff-Formteilen aus thermoplastischem Kunststoff | |
| DE102020109381A1 (de) | Verfahren zum Bestimmen eines Soll-Werts einer Zustandsgröße | |
| DE102018107870A1 (de) | Verfahren, Vorrichtung und Presse zum Spritzgießen von Kunststoff | |
| DE2246548A1 (de) | Verfahren und vorrichtung zum verformen und verpressen eines gemisches aus einem hochmolekularen material und einem vernetzungsmittel | |
| AT507444B1 (de) | Verfahren zur herstellung eines kunststoffteils | |
| DE102007030637B4 (de) | Verfahren zum Spritzgießen und Spritzgießmaschine | |
| DE102009012481B3 (de) | Spritzgießmaschine zur Verarbeitung von Kunststoffen | |
| EP3485250B1 (de) | Verfahren und vorrichtung zur onlinebestimmung der viskosität eines polymers | |
| EP0489363B1 (de) | Verfahren zum Spritzgiessen von Formteilen aus spritzgiessfähigem Kunststoff und Vorrichtung zur Durchführung des Verfahrens | |
| WO2010017940A1 (de) | Verfahren zur regeln bzw. steuern von funktionen einer spritzgiessmaschine | |
| DE102019126238A1 (de) | Spritzgussmaschine und Schneckensteuerverfahren für die Spritzgussmaschine | |
| DE102020005574A1 (de) | Steuerungsvorrichtung und Steuerungsverfahren für eine Spritzgießmaschine | |
| DE102020124316A1 (de) | Steuervorrichtung und steuerverfahren für spritzgiessmaschine | |
| DE112019007530T5 (de) | Spritzgießmaschine und Verfahren zur Steuerung dieser Maschine | |
| DE102015008950A1 (de) | Drucksteuervorrichtung einer Spritzgiessmaschine | |
| EP3243639B1 (de) | Formgebungsverfahren und einbringvorrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM01 | Lapse because of not paying annual fees |
Effective date: 20240425 |