BE1017933A3 - Procede de fabrication d'une structure ceramique poreuse. - Google Patents
Procede de fabrication d'une structure ceramique poreuse. Download PDFInfo
- Publication number
- BE1017933A3 BE1017933A3 BE2003/0040A BE200300040A BE1017933A3 BE 1017933 A3 BE1017933 A3 BE 1017933A3 BE 2003/0040 A BE2003/0040 A BE 2003/0040A BE 200300040 A BE200300040 A BE 200300040A BE 1017933 A3 BE1017933 A3 BE 1017933A3
- Authority
- BE
- Belgium
- Prior art keywords
- temperature
- molded article
- forming agent
- cooking
- central portion
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/636—Polysaccharides or derivatives thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/16—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on silicates other than clay
- C04B35/18—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on silicates other than clay rich in aluminium oxide
- C04B35/195—Alkaline earth aluminosilicates, e.g. cordierite or anorthite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
- C04B35/63404—Polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- C04B35/63424—Polyacrylates; Polymethacrylates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
- C04B35/63492—Natural resins, e.g. rosin
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B38/00—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof
- C04B38/0006—Honeycomb structures
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B38/00—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof
- C04B38/06—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof by burning-out added substances by burning natural expanding materials or by sublimating or melting out added substances
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B38/00—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof
- C04B38/06—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof by burning-out added substances by burning natural expanding materials or by sublimating or melting out added substances
- C04B38/063—Preparing or treating the raw materials individually or as batches
- C04B38/0635—Compounding ingredients
- C04B38/0645—Burnable, meltable, sublimable materials
- C04B38/068—Carbonaceous materials, e.g. coal, carbon, graphite, hydrocarbons
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/34—Non-shrinking or non-cracking materials
- C04B2111/343—Crack resistant materials
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
- C04B2235/3218—Aluminium (oxy)hydroxides, e.g. boehmite, gibbsite, alumina sol
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3418—Silicon oxide, silicic acids or oxide forming salts thereof, e.g. silica sol, fused silica, silica fume, cristobalite, quartz or flint
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3427—Silicates other than clay, e.g. water glass
- C04B2235/3436—Alkaline earth metal silicates, e.g. barium silicate
- C04B2235/3445—Magnesium silicates, e.g. forsterite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/349—Clays, e.g. bentonites, smectites such as montmorillonite, vermiculites or kaolines, e.g. illite, talc or sepiolite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/42—Non metallic elements added as constituents or additives, e.g. sulfur, phosphor, selenium or tellurium
- C04B2235/422—Carbon
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/44—Metal salt constituents or additives chosen for the nature of the anions, e.g. hydrides or acetylacetonate
- C04B2235/449—Organic acids, e.g. EDTA, citrate, acetate, oxalate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
- C04B2235/6583—Oxygen containing atmosphere, e.g. with changing oxygen pressures
- C04B2235/6584—Oxygen containing atmosphere, e.g. with changing oxygen pressures at an oxygen percentage below that of air
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Filtering Materials (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Porous Artificial Stone Or Porous Ceramic Products (AREA)
Abstract
Il est divulqué ici un procédé de fabrication d'une structure céramique poreuse pouvant produire une structure céramique à haute porosité ainsi qu'une structure céramique à faible porosité ne se fissurant pas durant la cuisson. Un procédé de fabrication d'une structure céramique poreuse comprenant les étapes de moulage d'une matière première contenant une matière céramique comme composant principal, et un agent de formation de pores, et ensuite de séchage et de cuisson de l'article moulé obtenu. Lorsque l'article moulé est cuit, la températuren d'un environnement de cuisson est augmentée substantiellement en synchronisme avec la température de la portion centrale de l'article moulé à l'intérieur de la portion centrale de l'article moulé à l'intérieur d'une gamme de températures dans laquelle au moins une portion de l'article moulé se contracte consécutivement à la cuisson.
Description
DESCRIPTION
PROCEDE DE FABRICATION D'UNE STRUCTURE CERAMIQUE POREUSE
[0001] La présente invention est relative à un procédé de fabrication d'une structure céramique poreuse. Plus spécifiquement, la présente invention est relative à un procédé de fabrication d'une structure céramique poreuse dans laquelle une vitesse d'augmentation de la température d'un environnement de cuisson est contrôlée au moment de la cuisson d'un article moulé formé à partir d'une masse contenant une matière céramique comme composant principal de manière à supprimer la survenance de fissures dans l'article moulé cuit. Le présent procédé peut être appliqué à la production d'une variété de structures céramiques poreuses. En particulier, il convient pour la production de structures en nid d'abeille poreuses présentant une porosité plus élevée, dans laquelle l'augmentation de la température intérieure d'un article moulé est relativement brutale; ladite augmentation étant provoquée par la combustion d'un agent de formation de pores qui est concurremment contenu dans un article moulé au moment de la cuisson de l'article moulé.
Description de la technique apparentée
[0002] Une structure en nid d'abeille céramique poreuse est largement utilisée comme moyen de récupération et d'élimination de substances particulaires déchargées à partir d'un moteur diesel et analogue. Ces dernières années, en ce qui concerne la structure en nid d'abeille céramique poreuse, il se produit une augmentation de la porosité en réponse à des demandes telles qu'une réduction de la perte de pression et une amélioration de l'efficacité de la récupération. Donc, une structure en nid d'abeille céramique poreuse présentant une porosité de 40% ou plus est graduellement devenue habituelle.
[0003] Jusqu'à présent, on utilise largement comme procédé de fabrication d'une structure poreuse, un procédé comprenant les étapes de formation d'un article moulé en moulant une matière première contenant un agent de formation de pores, et ensuite en séchant et en cuisant l'article moulé. En outre, on a principalement utilisé du carbone ou analogue comme agent de formation de pores du fait de son dégagement moindre de chaleur de combustion et analogue. Toutefois, on assiste actuellement à une augmentation de la quantité de l'agent de formation de pores à ajouter ou à l'utilisation d'un agent de formation de pores capable de former une porosité plus importante, comme par exemple une résine malléable, en réponse aux demandes ci-dessus.
[0004] Cependant, on a constaté la présence de fissures dues à des causes inconnues dans une structure céramique obtenue, lorsqu'un article moulé contenant une quantité accrue d'agent de formation de pores tel que le carbone, ou contenant en outre une résine malléable et analogue en réponse à une telle demande d'une plus grande porosité, est cuit suivant le même programme d'augmentation de la température que celui conventionnellement utilisé. L'apparition des fissures est un nouveau problème rencontré dans la production d'une structure céramique à porosité élevée.
Résumé de l'invention
[0005] La présente invention a été réalisée au vu du problème ci-dessus. Donc, un objet de la présente invention consiste à procurer un procédé de fabrication d'une structure céramique poreuse pouvant fabriquer une structure céramique poreuse présentant une porosité plus importante, ainsi qu'une structure céramique présentant une porosité relativement moindre, sans formation de fissures au moment de la cuisson.
[0006] Les présents inventeurs ont effectué des études approfondies de manière à résoudre le problème précité. Il en a résulté l'observation de l'existence d'une grande différence de température entre la portion centrale d'un article moulé et une surface extérieure de celui-ci lors d'une étape de cuisson, lorsqu'une structure en nid d'abeille fabriquée comporte des fissures. Donc, ils ont recherché les causes de cette grande différence de température, et, comme résultat, ils ont constaté qu'il existe une grande différence de vitesse d'augmentation de la température entre la portion centrale des articles moulés et un environnement de cuisson. En outre, on a constaté que la différence de la vitesse d'augmentation de la température devient particulièrement significative lorsque l'on utilise concurremment du carbone et un agent de formation de pores qui brûlent à une température relativement moindre pour fabriquer la structure en nid d'abeille à haute porosité. Ceci est dû au fait que des pores sont déjà formés à une température à laquelle le carbone commence à brûler, de telle sorte que cette combustion du carbone est accélérée, ce dont il résulte que la température de la portion centrale est apte à augmenter facilement.
[0007] En outre, à la suite d'autres études, on a aussi constaté qu'un article moulé est contracté uniquement à une portion qui atteint une gamme de températures particulière allant de 800°C à 1200°C, par exemple, lorsqu'un article moulé fabriqué à partir d'une matière première de formation de cordiérite est cuit. En d'autres termes, on a constaté que des fissures apparaissaient à une portion de l'article moulé ayant atteint cette gamme de températures plus tôt que d’autres portions de celui-ci à cause de la différence du retrait consécutif à la cuisson, lorsqu'il apparaît entre ces portions une différence de température telle que celle mentionnée ci-dessus. Ceci est dû au fait qu'il se produit un retrait thermique dans l'article moulé à une portion à laquelle la température atteint rapidement un niveau auquel le retrait thermique commence à se produire, avant l'autre portion dont la température n'atteint pas un tel niveau.
[0008] Enfin, d'autres études intensives ont été réalisées sur la base des résultats de ces études. Le résultat est que l'on a découvert que le problème ci-dessus peut être résolu en contrôlant le type et la quantité de l'agent de formation de pores ainsi que la vitesse d'augmentation de la température, en tenant compte du volume de l'article moulé et de la teneur en oxygène de l'environnement de cuisson de manière à rendre la température de la portion centrale de l'article moulé substantiellement synchronisée avec la température de l'environnement de cuisson au moment de la cuisson de celui-ci à l'intérieur de la gamme de températures mentionnée ci-dessus provoquant le retrait consécutif à la cuisson. La présente invention a été réalisée sur la base de cette découverte.
[0009] En d'autres termes, suivant la présente invention, il est proposé un procédé de fabrication d'une structure céramique poreuse, comprenant les étapes de formation d'un article moulé en utilisant une matière première contenant une matière céramique comme composant principal, et un agent de formation de pores, et le séchage et la cuisson de l'article moulé obtenu, dans lequel la température de l'environnement de cuisson est augmentée substantiellement en synchronisme avec la température de la portion centrale de l'article moulé à l'intérieur d'une gamme de températures provoquant le retrait consécutif à la cuisson sur au moins une portion de l'article moulé durant la cuisson de l'article moulé.
[0010] En outre, suivant la présente invention, il est proposé un procédé de fabrication d'une structure céramique poreuse comprenant les étapes de formation d'un article moulé en utilisant une matière première contenant une matière première de formation de cordiérite comme composant principal, et un agent de formation de pores, et le séchage et la cuisson de l'article moulé ainsi formé, dans lequel la température d'un environnement de cuisson est augmentée en contrôlant la température d'un environnement de cuisson à l'intérieur d'une gamme de températures allant de -150°C à +50°C à partir d'une température d'une portion centrale d'un article moulé, durant l'étape de cuisson de l'article moulé à l'intérieur d'une gamme de températures dans laquelle au moins une portion de l'article moulé atteint 800°C à 1200 °C.
[0011] Dans la présente invention, il est préférable que la température de la portion centrale d'un article moulé soit contrôlée en dosant la quantité d'un agent de formation de pores. Pour être plus spécifique, le type de l'agent de formation de pores varie en fonction de la matière première utilisée. Dans le cas d'un article moulé, moulé à partir d'une motte contenant une matière première de formation de cordiérite, par exemple, il est préférable que la température de la portion centrale de l'article moulé soit contrôlée en dosant la quantité d'un agent de formation de pores qui brûle entre 400°C et 1200°C. En outre, dans le cas d'un tel article moulé, il est encore plus préférable que la température de la portion centrale de l'article moulé soit contrôlée en dosant la quantité d'un agent de formation de pores brûlant entre 400°C et 1200°C, et que la porosité de l'article moulé cuit soit contrôlée en dosant la quantité de l'agent de formation de pores brûlant entre 400°C et 1200°C et la quantité d'un agent de formation de pores brûlant à une température inférieure à 400°C.
[0012] Dans la présente invention, on préfère utiliser du carbone comme agent de formation de pores brûlant entre 400°C et 1200°C étant donné qu'il dégage seulement une petite quantité de chaleur. En outre, comme agent de formation de pores brûlant à des températures inférieures à 400°C, on peut utiliser au moins un élément sélectionné parmi le groupe composé de la farine de froment, de l'amidon, d'une résine phénolique, d'une résine malléable, d'une résine mousseuse, d'un méthacrylate de polyméthyle et d'un téréphtalate de polyéthylène.
[0013] Dans la présente invention, l'article moulé contient de préférence de 5 à 25 parties en masse de carbone et de 1 à 5 parties en masse d'une résine malléable ou d'une résine mousseuse, sur la base de 100 parties en masse de la matière première de formation de cordiérite.
[0014] En outre, dans la présente invention, l'article moulé est de préférence cuit en augmentant la température de l'environnement de cuisson à une vitesse allant de 10 à 80°C/heure lorsque la température se situe dans une gamme de températures allant de 400°C à 1200°C. De plus, l'environnement de cuisson dans lequel l'article moulé est cuit contient de préférence de 7 % à 17 % en volume d'oxygène lorsque la température se situe dans une gamme de températures allant de 400°C à 1200°C.
[0015] En outre, le procédé suivant la présente invention peut être particulièrement préférablement utilisé pour une structure en nid d'abeille parmi des structures céramiques poreuses.
[0016] Ensuite, les principes de base d'une étape de cuisson dans le procédé suivant la présente invention vont être décrits en se référant aux Figures 1 à 3. La Figure 1 est un graphique montrant un exemple dans lequel la température de la portion centrale d'un article moulé reste constamment supérieure à la température d'un environnement de cuisson lors d'une étape de cuisson. A l'inverse, la Figure 2 est un graphique montrant un exemple dans lequel la température de la portion centrale d'un article moulé reste constamment inférieure à la température d'un environnement de cuisson. De son côté, la Figure 3 est un graphique montrant un exemple dans lequel la température de la portion centrale d'une structure céramique poreuse reste pratiquement identique à la température d'un environnement de cuisson. Ces figures montrent des exemples dans lesquels des articles moulés formés chacun à partir d'une motte contenant une matière première de formation de cordiérite comme composant principal, et du carbone (du carbone actif) comme agent de formation de pores ont été cuits. Dans ces figures, la ligne en trait interrompu représente la température de la portion centrale de l'article moulé, et la ligne en trait plein représente la température de l'environnement de cuisson respectivement.
[0017] En premier lieu, l'exemple montré dans la Figure 1 est observé lorsqu'un article moulé contenant une grande quantité d'agent de formation de pores, tels que du carbone, est cuit. Il montre qu'une fois que la température de cuisson a atteint la température (dans la figure, environ 400°C correspondent à cette température) à laquelle l'agent de formation de pores peut brûler, la température de la portion centrale de l'article moulé change, tout en maintenant celle-ci supérieure à la température de l'environnement de cuisson. Ceci vient du fait que la chaleur dégagée par la combustion de l'agent de formation de pores est accumulée à l'intérieur de l'article moulé, et que la température de la portion centrale de l'article moulé est toujours maintenue supérieure à la température de l'environnement de cuisson jusqu'à ce que l'agent de formation de pores soit brûlé. Ceci est dû au fait que la combustion de l'agent de formation de pores est accélérée avec l'élévation de la température.
[0018] Dans le même temps, lorsqu'un article moulé comprenant une matière première de formation de cordiérite atteint une gamme de températures allant de 800°C à 1200°C, il se produit brusquement un retrait consécutif à la cuisson. Par conséquent, la portion intérieure de l'article moulé atteint cette gamme de températures plus tôt que sa portion extérieure, et elle se contracte suite à la cuisson d'une paroi de séparation plus tôt que sa portion extérieure, entraînant la formation d'une contrainte de traction entre ces portions. Lorsque le contrainte de traction est importante, il apparaît des fissures dans une structure céramique à fabriquer.
[0019] Ensuite, l'exemple montré dans la Figure 2 est un cas dans lequel la température de la portion centrale d'un article moulé reste constamment inférieure à la température de l'environnement de cuisson. Ceci se produit, par exemple, lorsqu'il s'agit d'un article moulé de grande taille ou que la vitesse d'augmentation de la température de l'environnement de cuisson est extrêmement élevée. Ceci se produit lorsque la vitesse d'augmentation de la température de l'environnement de cuisson devient beaucoup plus élevée que la vitesse à laquelle la chaleur de l'environnement de cuisson est transférée à partir de la surface extérieure jusqu'à l'intérieur de l'article moulé. Dans un tel cas, les parois extérieures de l'article moulé atteignent une gamme de températures allant de 800°C à 1200°C à laquelle le retrait consécutif à la cuisson se produit plus tôt que dans la portion intérieure. Par conséquent, les parois extérieures de l'article moulé commencent à se contracter, entraînant la formation d'une contrainte de traction entre les portions. Lorsque la contrainte de traction est importante, il apparaît des fissures sur les parois extérieures d'une structure céramique à fabriquer.
[0020] Au contraire, l'exemple montré dans la Figure 3 est un cas suivant la présente invention dans lequel un article moulé est cuit en augmentant la température d'un environnement de cuisson substantiellement en synchronisme avec la température de la portion centrale d'un article moulé, lorsque la température se situe à l'intérieur d'une gamme de températures dans laquelle au moins une portion de l'article moulé fait l'objet d'un retrait consécutif à la cuisson. Dans ce cas, il faut tenir compte en connaissance de cause du (des) facteur(s) qui rend(ent) la température de la portion centrale de l'article moulé supérieure à la température de l'environnement de cuisson, et du (des) facteur (s) qui rend(ent) la température de la portion centrale de l'article moulé inférieure à la température de l'environnement de cuisson.
[0021] Lors d'une telle étape de cuisson, la portion extérieure et la portion intérieure de l'article moulé subissent pratiquement concurremment un retrait consécutif à la cuisson, de telle sorte que l'on n'observe pratiquement aucune différence de retrait entre la portion intérieure et la portion extérieure de l'article moulé. Par conséquent, il n'apparaît aucune contrainte de traction tension entre la portion intérieure et la portion extérieure de l'article moulé, et il ne se forme aucune fissure dans la structure céramique à former.
Brève description des dessins
La figure 1 est un graphique illustrant un exemple dans lequel la température de la portion centrale d'un article moulé devient supérieure à la température d'un environnement de cuisson lors d'une étape de cuisson; la figure 2 est un graphique illustrant un exemple dans lequel la température de la portion centrale de l'article moulé devient inférieure à la température d'un environnement de cuisson lors d'une étape de cuisson; la figure 3 est un graphique illustrant un exemple dans lequel la température de la portion centrale de l'article moulé correspond pratiquement à la température d'un environnement de cuisson lors d'une étape de cuisson; la figure 4 est un graphique illustrant une relation entre une vitesse d'augmentation de la température à l'intérieur de la gamme de températures allant de 400°C à 1200°C et une quantité de carbone ajoutée, lorsqu'un article moulé présentant un volume de 3 litres est cuit; la figure 5 est un graphique illustrant une relation entre une vitesse d'augmentation de la température à l'intérieur de la gamme de températures allant de 400°C à 1200°C et une quantité de carbone ajoutée, lorsqu'un article moulé présentant un volume de 15 litres est cuit; la figure 6 est un graphique illustrant une relation entre une vitesse d'augmentation de la température à l'intérieur de la gamme de températures allant de 400°C à 1200°C et une quantité de carbone ajoutée, lorsqu'un article moulé présentant un volume de 28 litres est cuit; la figure 7 est un graphique illustrant les façons avec lesquelles des températures des portions centrales d'articles moulés et des températures d'environnements de cuisson ont augmenté au moment de la cuisson des articles moulés respectifs dans les exemples et dans les exemples comparatifs; la figure 8 est un graphique illustrant les façons avec lesquelles des températures des portions centrales d'articles moulés et des températures d'environnements de cuisson ont augmenté au moment de la cuisson des articles moulés respectifs dans les exemples et dans les exemples comparatifs; la figure 9 est un graphique illustrant les façons avec lesquelles des températures des portions centrales d'articles moulés et des températures d'environnements de cuisson ont augmenté au moment de la cuisson des articles moulés respectifs dans les exemples et dans les exemples comparatifs; et la figure 10 est un graphique illustrant les façons avec lesquelles des températures des portions centrales d'articles moulés et des températures d'environnements de cuisson ont augmenté au moment de la cuisson des articles moulés respectifs dans les exemples et dans les exemples comparatifs.
Description détaillée de l'invention
[0022] Chaque étape d'une variante de la présente invention va être décrite en détail ci-après.
[0023] Dans le procédé suivant la présente invention, en premier lieu, un article moulé est fabriqué à partir d'une matière première brute contenant une matière première de céramique comme composant principal, et un agent de formation de pores, et est ensuite séché.
[0024] Dans la présente invention, la matière première de céramique n’est pas particulièrement limitée et peut être une matière première de formation de cordiérite, de l'alumine ou du phosphate de zirconium, par exemple.
[0025] Lorsque l'on utilise une matière première de formation de cordiérite comme matière première de céramique, on peut utiliser les matières généralement obtenues en mélangeant un composant de source de silice (Si02) tel que le kaolin, le talc, le quartz, la silice fondue ou la mullite, un composant de source de magnésie (MgO)tel que le talc ou la magnésite, et un composant de source d'alumine (AI2O3) tel que le kaolin, l'oxyde d'aluminium ou 1'hydroxyde d'aluminium, de manière à obtenir une composition théorique d'un cristal de cordiérite. Toutefois, pour certaines applications, on peut également utiliser celles dont les compositions sont délibérément modifiées à partir des compositions théoriques ou celles contenant du mica, du quartz, du Fe2C>3, du CaO, du Na2Ü ou du K2O comme impureté. Alternativement, on peut également utiliser celles ayant des types, des proportions ou des diamètres de particule de constituants contrôlés tout en maintenant la composition théorique de manière à contrôler la porosité et un diamètre de pore d'un filtre que l'on souhaite obtenir.
[0026] En outre, des exemples illustratifs d'un agent de formation de pores utilisé dans la présente invention comprend du carbone tel que du graphite et du carbone actif, une résine mousseuse telle qu'une microcapsule d'acrylique, une résine malléable, de la farine de froment, de l'amidon, une résine phénolique, un méthacrylate de polyméthyle, un polyéthylène et un téréphtalate de polyéthylène. La relation entre l'agent de formation de pores et les conditions de cuisson sera décrite plus loin.
[0027] Dans la présente invention, on peut ajouter si nécessaire d'autres additifs tel qu'un assistant de moulage, un agent liant et un agent dispersant.
[0028] Des exemples illustratifs de l'assistant de moulage comprennent l'acide stéarique, l'acide oléique, un savon de laurate de potassium, l'éthylène glycol et le triméthylène glycol. Des exemples illustratifs de l'agent liant comprennent 1'hydroxypropyle méthyle cellulose, la méthyle cellulose, 1'hydroxyéthyle cellulose, la carboxyle méthyle cellulose et un polyvinyle alcool. Des exemples illustratifs du dispersant comprennent la dextrine, un savon d'acide gras et un polyalcool. Ces additifs peuvent être utilisés seuls ou en combinaison de deux ou plus, suivant les besoins.
[0029] Dans la présente invention, un procédé de préparation d'un article moulé n'est également pas particulièrement limité, et un procédé préféré peut être utilisé si cela est approprié. Par exemple, une structure en nid d'abeille à utiliser comme filtre de purification des gaz d'échappement peut être fabriquée en malaxant ensemble de 5 à 40 parties en masse d'un agent de formation de pores, de 10 à 40 parties en masse d'eau et, si nécessaire, de 3 à 5 parties en masse d'un agent liant et de 0,5 à 2 parties en masse d'un agent dispersant, sur la base de 100 parties en masse d'une matière première de formation de cordiérite, façonnant le mélange en une motte cylindrique au moyen, par exemple, d'une machine de malaxage sous vide afin de mouler une motte sous la forme d'une structure en nid d'abeille crue.
[0030] En outre, comme procédé de moulage de la motte, on peut utiliser par exemple un moulage par extrusion, un moulage par injection ou un moulage à la presse. Parmi ceux-ci, il est préférable de mouler la motte par un moulage par extrusion étant donné que ce procédé facilite un moulage continu et qu'il peut orienter des cristaux de céramique de manière à conférer à la structure une faible aptitude à la dilatation thermique.
[0031] De plus, comme procédé de séchage de , l'article moulé, on peut utiliser par exemple un séchage à l'air chaud, un séchage par micro-ondes, un séchage diélectrique, un séchage sous une pression réduite, un séchage sous vide ou un séchage par congélation. Il est préférable de choisir un procédé approprié en fonction de la matière première de céramique utilisée. Dans le cas où un article moulé comprend une matière première de formation de cordiérite comme composant principal, il est préférable de sécher un article moulé en employant un étape de séchage comprenant une combinaison de séchage à l'air chaud et de séchage par micro-ondes ou de séchage diélectrique. Ceci à cause du fait que l’article moulé peut être séché rapidement et uniformément comme un tout.
[0032] Ensuite, dans le procédé suivant la présente invention, l'article moulé est cuit, en augmentant la température d'un environnement de cuisson en synchronisant substantiellement celle-ci avec la température de la portion centrale de l'article moulé lorsque la température se situe à l'intérieur d'une gamme de températures dans laquelle au moins une portion de l'article moulé fait l'objet d'un retrait consécutif à la cuisson.
[0033] De ce fait, il ne se forme aucune contrainte de traction entre des portions de l'article moulé au moment de la cuisson, de telle sorte que l'on puisse obtenir une structure présentant une plus grande porosité sans formation de fissures sur l'article moulé.
[0034] Dans la suite, le terme "portion centrale" fait référence à des portions de paroi situées dans le voisinage de l'axe central d'une structure en nid d ' abeille.
[0035] En outre, il convient de noter que le terme "gamme de températures dans laquelle au moins une portion de l'article moulé se contracte thermiquement" diffère selon la matière première constituant l'article moulé. Par exemple, la gamme de températures va de 800°C à 1200°C pour un article moulé, comprenant une matière première de formation de cordiérite comme composant principal, et va de 1000°C à 1200°C pour un article moulé comprenant du phosphate de zirconium comme composant principal.
[0036] De plus, le terme "substantiellement en synchronisme avec" signifie augmenter la température de l'environnement de cuisson à l'intérieur d'une gamme dans laquelle l'effet de suppression de la formation de fissures peut être obtenu, en contrôlant la température de l'environnement de cuisson à l'intérieur d'une gamme spécifique, par rapport à la température de la portion centrale de l'article moulé. Plus spécifiquement, bien que la gamme spécifique diffère plus ou moins en fonction du degré de retrait d'une matière première constituant l'article moulé, il s'agit d'une gamme de températures allant d'environ -150°C à environ +50°C à partir de la température de la portion centrale de l'article moulé.
[0037] Par conséquent, lorsqu'un article moulé comprenant une matière première de formation de cordiérite comme composant principal est cuit dans la présente invention, la température d'un environnement de cuisson est augmentée à l'intérieur d'une gamme dans laquelle au moins une portion de l'article moulé atteint de 800°C à 1200°C, alors que la température de l'environnement de cuisson est contrôlée pour se situer à l'intérieur d'une gamme de températures allant de préférence de -150°C à +50°C, de préférence de -120°C à +30°C, et particulièrement préférablement de -100°C à +20°C à partir de la température de la portion centrale de l'article moulé.
[0038] Dans la présente invention, comme procédé de synchronisation d'un environnement de cuisson avec la température de la portion centrale d'un article moulé, les procédés suivants seraient illustrés. En d'autres termes, un premier procédé est un procédé dans lequel la température de la portion centrale d'un article moulé est mesurée.et où un environnement de cuisson est entraîné à s'aligner sur la température mesurée de la portion centrale de l'article moulé. Un autre procédé est un procédé dans lequel une cuisson expérimentale est réalisée en vue de déterminer un programme d'augmentation de la température de manière à rendre la température d'un environnement de cuisson synchronisée avec la température de la portion centrale d'un article moulé à partir du résultat de la cuisson expérimentale, et ensuite l'article moulé est cuit suivant le programme ainsi obtenu. Parmi ces deux procédés, ce dernier constitue le procédé préféré du point de vue de la facilité d'utilisation.
[0039] Cependant, quel que soit le procédé, la vitesse d'augmentation de la température de l'environnement de cuisson est de préférence déterminée de telle sorte qu'elle puisse être facilement contrôlée. Plus spécifiquement, la température de l'environnement de cuisson est de préférence augmentée à une vitesse allant de 10 à 80°C/heure lorsque la température se trouve à l'intérieur d'une certaine gamme de températures à partir de la température à laquelle l'agent de formation de pores brûlant à 400°C ou plus parmi différents agents de formation de pores utilisés commence à brûler à la température à laquelle un retrait consécutif à la cuisson de l'article moulé cesse. Par exemple, lorsqu'un article moulé contenant une matière première de formation de cordiérite est cuite, la température d'un environnement de cuisson est de préférence augmentée à une vitesse comprise dans la gamme de températures allant de 10 à 80°C/heure lorsque la température se situe à l'intérieur d'une gamme de températures allant de 400 à 1200°C, bien que la vitesse d'augmentation de la température et la gamme de températures différent en fonction du type de carbone, de la taille de l'article moulé et d'autres facteurs.
[0040] D'autre part, une différence de température entre la portion centrale de l'article moulé et l'environnement de cuisson est également influencée par des facteurs tels que la nature ou la teneur de l'agent de formation de pores, la teneur en oxygène dans l'environnement de cuisson et la forme ou la taille de l'article moulé, en plus de la vitesse d'augmentation de la température de l'environnement de cuisson. Donc, il est souhaitable d'ajuster au moins un de ces facteurs de manière à faire en sorte que les températures soient synchronisées l'une avec l'autre, étant donné que cela rend la vitesse d'augmentation de la température de l'environnement de cuisson facile à contrôler.
[0041] Dans la présente invention, il est particulièrement préférable d'inclure un procédé de contrôle de la température dans lequel la quantité d'agent de formation de pores est ajustée à l'intérieur d'une gamme allant d'au moins 400°C à 1200°C. Ceci est dû au fait que ce procédé peut cuire simultanément plusieurs articles moulés, même si ceux-ci présentent des volumes différents, ce qui est extrêmement avantageux du point de vue du rendement de la production.
[0042] Dans la présente invention, on préfère le carbone comme agent de formation de pores brûlant à l'intérieur d'une gamme de températures allant de 400 à 1200°C. La raison en est que la rigidité d'un article moulé au moment de la cuisson peut toujours être conservée grâce à la présence de l'agent de formation de pores résiduel, même après que l'agent de formation de pores pouvant brûler à une température inférieure à 400°C ait été complètement brûlé, si on utilise le carbone en combinaison avec un agent de formation de pores pouvant brûler à des températures inférieures à 400°C. En effet, la résistance de l'article moulé est plus ou moins affaiblie à la suite de la combustion de l'agent de formation de pores pouvant brûler à une température inférieure à 400°C. En outre, des exemples illustratifs de carbone comprennent le graphite et le carbone actif. Par exemple, on peut utiliser du carbone actif comme agent de formation de pores pouvant brûler à l'intérieur d'une gamme de températures allant de 400°C à 1200°C, et on peut utiliser du graphite comme agent de formation de pores pouvant brûler à l'intérieur d'une gamme de températures allant de 600°C à 1200°C.
[0043] En outre, lorsque l'on utilise du carbone comme agent de formation de pores, il est préférable que le carbone puisse être contenu en une quantité allant de 5 à 25 parties en masse, sur la base de 100 parties en masse de la matière première de formation de cordiérite, en vue de contrôler facilement la différence de température entre l'environnement de cuisson et la portion centrale de l'article moulé en utilisant la chaleur dégagée au moment de la cuisson.
[0044] Toutefois, comme nous l'avons décrit ci-dessus, une quantité appropriée de carbone à ajouter varie par rapport à d'autres facteurs associés à la différence de température entre la portion centrale de l'article moulé et l'environnement de cuisson.
[0045] Par conséquent, en se référant aux exemples spécifiques, une quantité appropriée de carbone à ajouter dans une relation entre le volume d'un article moulé et la vitesse d'augmentation de la température d'une atmosphère sera discutée ci-après. Les Figures 4 à 6 sont des graphiques montrant des relations entre la quantité de carbone ajoutée et la vitesse d'augmentation de la température d'un environnement de cuisson lorsque des articles moulés présentant un volume de 3 litres, de 15 litres et de 28 litres (qui sont des volumes apparents dont des espaces tels que des percées sont ignorés) sont cuits.
[0046] En premier lieu, comme le montre la Figure 4, lorsqu'un article moulé ayant un volume de 3 litres est cuit, une structure céramique ne présentant aucune fissure peut être obtenue lorsque la vitesse d'augmentation de la température (y) d'un environnement de cuisson et la quantité de carbone ajoutée (x) satisfont une relation définie par l'expression relationnelle suivante (1): y > 2x + 10 (1).
[0047] De la même manière, comme le montre la
Figure 5, lorsqu'un article moulé ayant un volume de 15 litres est cuit, une structure céramique ne présentant aucune fissure peut être obtenue lorsque la vitesse d'augmentation de la température (y) d'un environnement de cuisson et la quantité de carbone ajoutée (x) satisfont une relation définie par les expressions relationnelles suivantes (2) et (3): y ^ 2x (2); et y £ 2x + 20 (3).
[0048] En outre, comme le montre la Figure 6, lorsqu'un article moulé ayant un volume de 28 litres est cuit, une structure céramique ne présentant aucune fissure peut être obtenue lorsque la vitesse d'augmentation de la température (y) d'un environnement de cuisson et la quantité de carbone ajoutée (x) satisfont une relation définie par l'expression relationnelle suivante (4): y < 2x + 10 (4) .
[0049] Bien que des quantités appropriées de carbone à ajouter aient été décrites ci-dessus par rapport à la relation entre le volume des articles moulés et la vitesse d'augmentation de la température dans un environnement de cuisson, la même chose peut être applicable à d'autres facteurs; en d'autres termes, une quantité appropriée de carbone peut différer suivant les relations entre la quantité de carbone et d'autres facteurs.
[0050] Ensuite, si un article moulé comprenant une matière première de formation de cordiérite comme composant principal est cuit suivant la présente invention, il est préférable d'employer un procédé dans lequel la porosité est ajustée en choisissant correctement la quantité d'un agent de formation de pores pouvant brûler à des températures inférieures à 400°C et dans une gamme de températures allant de 400°C à 1200°C, tout en contrôlant une différence de température entre la portion centrale de l'article moulé et un environnement de cuisson par la quantité de l'agent de formation de pores pouvant brûler à l'intérieur d'une gamme de températures allant de 400°C à 1200°C. Suivant ce procédé, la quantité de l'agent de formation de pores pouvant brûler à l'intérieur d'une gamme de températures allant de 400°C à 1200°C peut être déterminée en considérant seulement la différence de température entre la portion centrale de l'article moulé et l'environnement de cuisson. De plus, il est possible d'accroître encore la porosité, étant donné que la formation de pores, qui n'est pas réalisée d'une façon satisfaisante en utilisant uniquement l'agent de formation de pores, peut être complétée par l'agent de formation de pores brûlant à des températures inférieures à 400°C.
[0051] Dans la présente invention, comme agent de formation de pores brûlant à des températures inférieures à 400°C, on peut utiliser au moins un produit sélectionné parmi le groupe composé de la farine de froment, de l'amidon, d'une résine phénolique, d'une résine malléable, d'une résine mousseuse, d'un méthacrylate de polyméthyle et d'un téréphtalate de polyéthylène. Parmi ceux-ci, on préfère utiliser la résine malléable ou la résine mousseuse étant donné qu'il est possible d'obtenir une structure céramique à porosité extrêmement élevée présentant une porosité non inférieure à 50 % avec une petite quantité de la résine malléable ou de la résine mousseuse, et on préfère particulièrement utiliser la résine mousseuse telle qu'une micro-capsule d'acrylique étant donné qu'elle permet d'obtenir une plus grande porosité.
[0052] Cependant, lorsque l'on ajoute une grande quantité de résine malléable brûlant à une température basse comprise entre 300°C et 400°C, un certain nombre de pores sont déjà formés au moment où un agent de formation de pores tel que du carbone qui commence à brûler à 400°C ou plus est brûlé, et les pores créent un environnement dans lequel l'agent de formation de pores peut brûler facilement, rendant de ce fait difficile le contrôle d'une vitesse d'augmentation de la température. Par conséquent, l'agent de formation de pores brûlant à des températures inférieures à 400°C est de préférence contenu dans une motte en une quantité non supérieure à 15 % en masse, plus préférablement non supérieure à 10 % en masse.
[0053] Dans la présente invention, une différence de température entre la portion centrale d'un article moulé et un environnement de cuisson peut être contrôlée par la teneur en oxygène dans l'environnement de cuisson. Toutefois, étant donné qu'il convient de tenir compte de la sécurité lorsque la différence de température est contrôlée par la teneur en oxygène dans l'environnement de cuisson, la teneur en oxygène dans l'environnement de cuisson est de préférence contrôlée de manière à rester à l'intérieur d'une gamme allant de 7 % à 17 % en masse aux températures de cuisson allant de 400°C à 1200°C.
[0054] Bien que le procédé de fabrication de la présente invention ait été décrit ci-dessus, le procédé de fabrication de la présente invention peut également être appliqué à une variété de structures céramiques poreuses indépendamment de la forme, de la taille, de la structure et analogue. Cependant, étant donné que la combustion d'un agent de formation de pores est favorisée, il peut être particulièrement préférablement utilisé comme procédé de fabrication d'un structure poreuse en nid d'abeille à grande porosité et apte à présenter une grande différence de température entre sa portion centrale et un environnement de cuisson.
[Exemples]
[0055] La présente invention va être décrite plus en détail ci-après en se référant à des exemples. Toutefois, la présente invention ne sera en aucune manière limitée par ces exemples. Les exemples et les exemples comparatifs ont été évalués de la façon suivante.
[Méthode d'évaluation]
[0056] Pour préparer des structures en nid d'abeille basées, sur les exemples et les exemples comparatifs, on a mesuré les températures des portions centrales d'articles moulés et des températures d'environnements de cuisson au moyen d'un thermocouple R, de manière à déterminer les différences entre celles-ci. En outre, une centaine de structures en nid d'abeille fabriquées sur la base de chacun des exemples et des exemples comparatifs ont été examinées visuellement afin de vérifier la présence et l'absence de fissures, ainsi que leur position.
(Exemple 1)
[0057] En premier lieu, on a mélangé ensemble 39,8 % en poids de talc (diamètre moyen de particule: 21. pm) , 18,5 % en poids de kaolin (diamètre moyen de particule: 11 pm) , 14,0 % en poids d'alumine (diamètre moyen de particule: 7 pm) , 15,2 % en poids d'hydroxyde d'aluminium (diamètre moyen de particule: 2 pm) et 12,5 % en poids de silice (diamètre moyen de particule: 25 pm) , afin de préparer une matière première de formation de cordiérite.
[0058] Ensuite, une matière première contenant 10,0 parties en masse de carbone (diamètre moyen de particule: 53 pm) , 2,0 parties en masse de résine mousseuse (diamètre moyen de particule: 50 pm) , 4 parties en masse d'agent liant, 0,5 partie en masse d'agent tensioactif et 31 parties en masse d'eau, sur la base de 100 parties en masse de la matière première de formation de cordiérite, a été chargée dans un malaxeur et a été malaxée pendant 30 minutes de manière à obtenir une motte.
[0059] Ensuite, la motte obtenue a été chargée dans un malaxeur sous vide où elle a été malaxée afin d'adopter une forme cylindrique qui a alors été placée dans une extrudeuse pour y être moulée sous la forme d'un nid d'abeille. En outre, après avoir été soumis à un séchage diélectrique, l'article moulé a été complètement séché par un séchage à l'air chaud et il a été ensuite coupé à une taille donnée en coupant ses deux faces d'extrémité.
[0060] Enfin, l'article moulé obtenu a été cuit
suivant le programme d'augmentation de la température n° 3 montré dans le tableau 1 entre 400°C et 1200°C
(températures partant d'une température à laquelle le carbone commence à brûler pour aller jusqu'à une température à laquelle il commence à se produire un retrait consécutif à la cuisson), avec une concentration en oxygène dans un environnement de cuisson allant de 10 % à 15 % en volume de manière à former une structure en nid d'abeille présentant un volume de 3 litres (taille: <}>150mm x L150 mm), une épaisseur de paroi de séparation de 300 pm, et 300 alvéoles/pouce2 (46,5 x 10' 2/mm2) . Les conditions de production et les résultats de l'évaluation sont exposés dans les tableaux 1 et 2. De plus, la Figure 7 présente les façons avec lesquelles la température de la portion centrale de l'article moulé et la température de l'environnement de cuisson ont augmenté.
(Exemples 2 à 6 et exemples comparatifs 1 à 5)
[0061] Des structures en nid d'abeille ont été fabriquées de la même manière que dans l'exemple 1, excepté que les articles moulés ont été cuits suivant les programmes d'augmentation de la température montrés dans les tableaux 1 et 2, et excepté que les structures en nid d'abeille fabriquées présentaient les volumes montrés dans le tableau 2 (c'est-à-dire, 3 litres (taille: φ150 mm x L150 mm), 15 litres (taille: φ250 mm x L300 mm) et 28 litres (taille: φ300 mm x L400 mm)). Les conditions de production et les résultats de l'évaluation sont exposés dans les tableaux 1 et 2. De plus, les Figures 7 et 8 présentent les façons avec lesquelles la température de la portion centrale de l'article moulé et la température de l'environnement de cuisson ont augmenté.
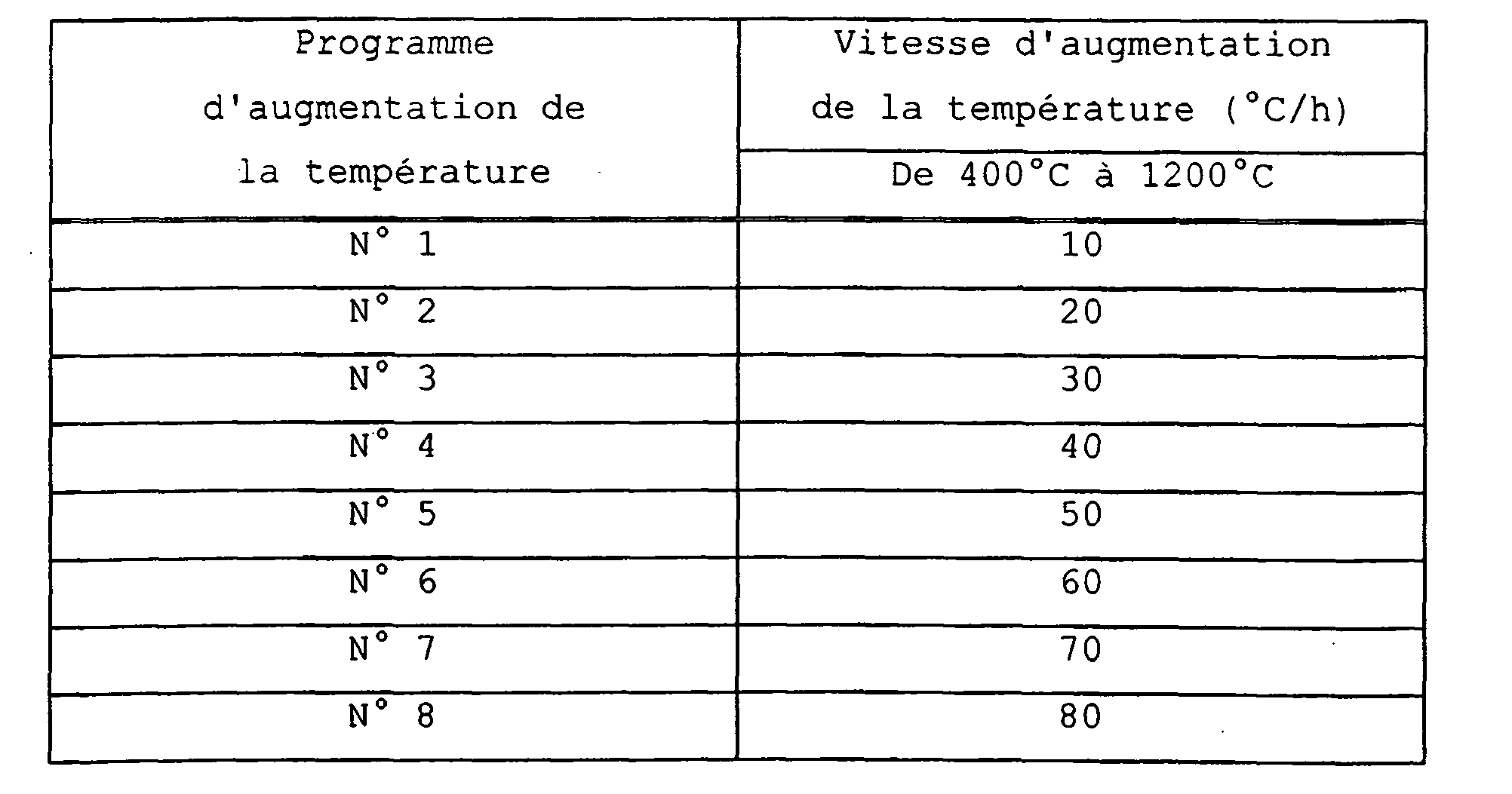
[Tableau 1]
[Tableau 2]


(Evaluation)
[0062] Comme le montrent le tableau 2 et les Figures 7 et 8, lorsque les températures des portions centrales d'articles moulés fabriqués suivant les procédés de fabrication des exemples comparatifs 1 et 2 étaient situées entre 800°C et 1200°C, les différences maximales entre la température de l'environnement de cuisson et les températures des portions centrales des articles moulés étaient supérieures à -150°C. De plus, chacune des cent structures en nid d'abeille fabriquées suivant l'un quelconque des deux procédés de fabrication présentaient des fissures, principalement à proximité des portions centrales.
[0063] Dans le même temps, lorsque les températures des portions centrales des articles moulés fabriqués suivant les procédés de fabrication des exemples comparatifs 3, 4 et 5 étaient situées entre 800°C et 1200°C, les différences maximales entre la température de l'environnement de cuisson et les températures des portions centrales des articles moulés étaient supérieures à +50°C. De plus, chacune des cent structures en nid d'abeille fabriquées suivant l'un quelconque des trois procédés de fabrication présentaient des fissures, principalement à proximité des surfaces extérieures.
[0064] Au contraire, lorsque les températures des portions centrales des articles moulés fabriquées suivant les procédés de fabrication des exemples 1 à 6 étaient situées entre 800°C et 1200°C, les différences maximales entre la température de l'environnement de cuisson et les températures des portions centrales des articles moulés étaient comprises à l'intérieur de la gamme allant de -150°C à +50°C. De plus, chacune des cent structures en nid d'abeille fabriquées suivant l'un quelconque des procédés de fabrication ci-dessus ne présentaient aucune fissure, indiquant des taux d'apparition de fissures de 1'ordre de 0 %.
(Exemple 7 et exemples comparatifs 6 et 7)
[0065] Des structures en nid d'abeille ont été fabriquées de la même manière que dans l'exemple 1, excepté que les articles moulés ont été cuits suivant le programme d'augmentation de la température 2 montré dans le tableau 1, excepté que l'on a utilisé une matière première contenant 20,0 parties en masse de carbone (diamètre moyen de particule: 53 pm), sur la base de 100 parties en masse de la matière première de formation de cordiérite, et excepté que les structures en nid d'abeille fabriquées présentaient les volumes montrés dans le tableau 3 (c'est-à-dire, 3 litres (taille: φ150 mm x L150 mm), 15 litres (taille: φ250 mm x L300 mm) et 28 litres (taille: φ300 mm x L400 mm)). Les conditions de production et les résultats de l'évaluation sont exposés dans le tableau 3. De plus, la Figure 9 présente les façons avec lesquelles la température de la portion centrale de l'article moulé et la température de l'environnement de cuisson ont augmenté.
[Tableau 3]

(Exemples 8 et 9)
[0066] Des structures en nid d'abeille ont été fabriquées de la même manière que dans l'exemple 1, excepté que les articles moulés ont été cuits suivant le programme d'augmentation de la température 2 montré dans le tableau 1, excepté que l'on a utilisé une matière première contenant 5,0 ou 10,0 parties en masse de carbone (diamètre moyen de particule: 53 pm) , sur la base de 100 parties en masse de la matière première de formation de cordiérite, et excepté que les structures en nid d'abeille fabriquées présentaient les volumes montrés dans le tableau 4 (c'est-à-dire, 3 litres (taille: φ150 mm x L150 mm) et 15 litres (taille: φ250 mm x L300 mm) ) . Les conditions de production et les résultats de l'évaluation sont exposés dans le tableau 4 de concert avec ceux de l'exemple 7. De plus, la Figure 10 présente les façons avec lesquelles la température de la portion centrale de l'article moulé et la température de l'environnement de cuisson ont augmenté.
[Tableau 4]

(Evaluation)
[0067] Comme le montrent le tableau 3 et la Figure 9, lorsque les articles moulés contenant chacun 15 % en poids de carbone et présentant un volume de 3 litres, 15 litres et 28 litres, respectivement, ont été cuits suivant le programme d'augmentation de la température 2 (de 400°C à 1200°C à une vitesse d'augmentation de la température de 20°C/heure), dans l'exemple 7 dans lequel le plus grand article moulé (ayant un volume de 28 litres) a été cuit, chacune des cent structures en nid d'abeille obtenues ne présentait aucune fissure. Dans le même temps, dans l'exemple comparatif 6 où le plus petit article (ayant un volume de 3 litres) a été cuit, et dans l'exemple comparatif 7 où l'article moulé de taille moyenne (ayant un volume de 15 litres) a été cuit, chacune des cent structures en nid d'abeille obtenues tant dans l'exemple comparatif 6 que dans l'exemple comparatif 7 présentait des fissures, indiquant des taux d'apparition de fissures de l'ordre de 100 %
[0068] Au contraire, comme le montrent le tableau 4 et la Figure 10, lorsque le plus petit article moulé (ayant un volume de 3 litres) contenant une quantité réduite, c'est-à-dire 5 % en poids, de carbone dans l'exemple 8, l'article moulé de taille moyenne (ayant un volume de 15 litres) contenant une quantité moyenne, c'est-à-dire 10 % en poids, de carbone dans l'exemple 9, et le plus grand article moulé (ayant un volume de 28 litres) contenant la plus grande quantité, c'est-à-dire 15 % en poids, de carbone dans l'exemple 7 ont été cuits en passant de 400°C à 1200°C à une vitesse d'augmentation de la température de 20°C/heure, chacune des cent structures en nid d'abeille fabriquées suivant l'un quelconque des procédés de fabrication ne présentait aucune fissure, indiquant des taux d'apparition de fissures de l'ordre de 0 %.
[0069] Comme nous l'avons décrit ci-dessus, suivant le procédé de fabrication d'une structure céramique poreuse de la présente invention, lorsqu'une structure céramique à haute porosité est fabriquée, tout comme lorsqu'une structure en nid d'abeille à faible porosité est fabriquée, il est possible de fabriquer une structure céramique poreuse qui ne se fissure pas à cause de la cuisson. En particulier, dans un procédé dans lequel une quantité d'agent de formation de pores à ajouter est contrôlée, des articles moulés présentant un volume ou analogue différent peuvent être formés sous la forme de structures céramiques poreuses à haute porosité sans se fissurer durant ladite étape de cuisson, et on peut ainsi obtenir un procédé de fabrication qui est extrêmement avantageux du point de vue de l'efficacité de la production. En outre, bien que le procédé de fabrication de la présente invention puisse être utilisé comme un procédé visant à produire une structure céramique en nid d'abeille à faible porosité, il peut être préférablement particulièrement utilisé comme procédé de fabrication d'une structure céramique en nid d'abeille à haute porosité.
Claims (11)
1. Procédé de fabrication d'une structure céramique poreuse, comprenant les étapes de moulage d'une matière première contenant une matière céramique comme composant principal, et un agent de formation de pores, et ensuite de séchage et de cuisson de l’article moulé, dans lequel durant la cuisson de l’article moulé, la température d’un environnement de cuisson est augmentée substantiellement par la synchronisation avec la température de la portion centrale de l’article moulé à l'intérieur d'une gamme de températures dans laquelle au moins une portion de l'article moulé se contracte consécutivement à la cuisson.
2. Procédé suivant la revendication 1, dans lequel la température de la portion centrale de l'article moulé est contrôlée en augmentant ou en diminuant la quantité de l'agent de formation de pores.
3. Procédé de fabrication d'une structure céramique poreuse, comprenant les étapes de moulage d'une matière première contenant une matière première de formation de cordiérite comme composant principal, et un agent de formation de pores, et ensuite de séchage et de cuisson de l'article moulé, dans lequel durant la cuisson de l'article moulé, la température d'un environnement de cuisson est augmentée à l'intérieur d'une gamme de températures dans laquelle au moins une portion de l'article moulé atteint entre 800°C et 1200°C, alors que la température de l'environnement de cuisson est contrôlée de manière à rester à l'intérieur d'une gamme allant de -150°C à +50°C à partir de la température de la portion centrale de l'article moulé.
4. Procédé suivant la revendication 3, dans lequel la température de la portion centrale de l'article moulé est contrôlée en ajustant une quantité d'un agent de formation de pores qui brûle entre 40Û°C et 1200°C.
5. Procédé suivant la revendication 3 ou 4, dans lequel la température de la portion centrale de l'article moulé est contrôlée en ajustant une quantité de l'agent de formation de pores qui brûle entre 400°C et 1200°C, et dans lequel la porosité est contrôlée en augmentant ou en diminuant la quantité de l'agent de formation de pores qui brûle entre 400°C et 1200°C et la quantité d'un agent de formation de pores qui brûle à des températures inférieures à 400°C.
6. Procédé suivant la revendication 4 ou 5, dans lequel l'agent de formation de pores qui brûle entre 400°C et 1200°C est le carbone.
7. Procédé suivant la revendication 5 ou 6, dans lequel l'agent de formation de pores qui brûle à des températures inférieures à 400°C est au moins un élément sélectionné parmi le groupe composé de la farine de froment, de l'amidon, d'une résine phénolique, d'une résine malléable, d'une résine mousseuse, d'un méthacrylate de polyméthyle et d'un téréphtalate de polyéthylène.
8. Procédé suivant la revendication 3, dans lequel l'article moulé contient de 5 à 25 parties en masse de carbone et de 1 à 5 parties en masse de la résine malléable ou de la résine mousseuse, sur la base de 100 parties en masse de la matière première de formation de cordiérite.
9. Procédé suivant l'une quelconque des revendications 3 à 8, dans lequel la température de l'environnement de cuisson est augmentée à une vitesse allant de 10 à 80°C/heure lorsque la température se situe dans une gamme de températures allant de 400°C à 1200°C.
10. Procédé suivant l'une quelconque des revendications 3 à 9, dans lequel un environnement de cuisson dans lequel l'article moulé est cuit contient de 7 % à 17 % en volume d'oxygène lorsque la température se situe dans une gamme de températures allant de 400°C à 1200 °C.
11. Procédé suivant l'une quelconque des revendications 1 à 10, dans lequel la structure céramique poreuse est une structure en nid d'abeille.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002012115 | 2002-01-21 | ||
| JP2002012115A JP2003212672A (ja) | 2002-01-21 | 2002-01-21 | 多孔質セラミックス構造体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| BE1017933A3 true BE1017933A3 (fr) | 2009-12-01 |
Family
ID=27649409
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BE2003/0040A BE1017933A3 (fr) | 2002-01-21 | 2003-01-17 | Procede de fabrication d'une structure ceramique poreuse. |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20030151155A1 (fr) |
| JP (1) | JP2003212672A (fr) |
| CN (1) | CN1268585C (fr) |
| BE (1) | BE1017933A3 (fr) |
Families Citing this family (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4222600B2 (ja) * | 2003-01-07 | 2009-02-12 | 日本碍子株式会社 | セラミックハニカム構造体の焼成方法 |
| JP2004315346A (ja) * | 2003-03-28 | 2004-11-11 | Ngk Insulators Ltd | ハニカム構造体 |
| JPWO2005068396A1 (ja) * | 2004-01-13 | 2007-12-27 | 日本碍子株式会社 | ハニカム構造体及びその製造方法 |
| US7897099B2 (en) * | 2004-01-13 | 2011-03-01 | Ngk Insulators, Ltd. | Method for producing honeycomb structure |
| JPWO2005089901A1 (ja) * | 2004-03-23 | 2008-01-31 | 日本碍子株式会社 | ハニカム構造体及びその製造方法 |
| US20050218543A1 (en) * | 2004-03-31 | 2005-10-06 | Ngk Insulators, Ltd. | Method of controlling pore characteristics of porous structure |
| US7914728B2 (en) | 2004-07-14 | 2011-03-29 | Ngk Insulators, Ltd. | Method for manufacturing porous honeycomb structure |
| JP4954705B2 (ja) * | 2004-09-14 | 2012-06-20 | 日本碍子株式会社 | 多孔質ハニカムフィルター |
| CN100391900C (zh) * | 2005-01-28 | 2008-06-04 | 余国良 | 一种陶瓷制品的成形方法及其生产设备 |
| JP5217091B2 (ja) | 2005-01-28 | 2013-06-19 | 独立行政法人産業技術総合研究所 | セラミック体、触媒担持能を有するセラミック担体、セラミック触媒体及びその製造方法 |
| JP2008545612A (ja) * | 2005-05-31 | 2008-12-18 | コーニング インコーポレイテッド | 細孔形成剤の組合せを含有するチタン酸アルミニウムセラミック形成バッチ混合物および未焼成体、および同混合物および未焼成体の製造および焼成方法 |
| US7575618B2 (en) * | 2006-03-30 | 2009-08-18 | Corning Incorporated | Reactive binders for porous wall-flow filters |
| JP2007277037A (ja) | 2006-04-05 | 2007-10-25 | National Institute Of Advanced Industrial & Technology | セラミック体、セラミック触媒体及びその製造方法 |
| US20070281127A1 (en) * | 2006-05-30 | 2007-12-06 | Monika Backhaus-Ricoult | Cordierite formation |
| JP2008110896A (ja) * | 2006-10-31 | 2008-05-15 | Denso Corp | セラミックハニカム構造体の製造方法 |
| JP4650392B2 (ja) * | 2006-10-31 | 2011-03-16 | 株式会社デンソー | ハニカム成形体の焼成方法 |
| US7767257B2 (en) * | 2007-05-31 | 2010-08-03 | Corning Incorporated | Method for preparing a porous inorganic coating on a porous support using certain pore formers |
| EP2150512B1 (fr) * | 2007-05-31 | 2016-01-06 | Corning Inc. | Corps verts à base de titanate d'aluminium avec un agent porogène et procédé de production d'articles ceramiques |
| JP4574693B2 (ja) * | 2008-03-28 | 2010-11-04 | 日本碍子株式会社 | ハニカム構造体の製造方法 |
| US8444737B2 (en) * | 2009-02-27 | 2013-05-21 | Corning Incorporated | Ceramic structures and methods of making ceramic structures |
| US9097463B2 (en) | 2010-02-23 | 2015-08-04 | Ngk Insulators, Ltd. | Housing for heating and use method of the same, heating jig and use method of the same, and operation method of heating device |
| JP5554085B2 (ja) * | 2010-02-23 | 2014-07-23 | 日本碍子株式会社 | 加熱装置の運転方法 |
| US9464004B2 (en) * | 2011-02-28 | 2016-10-11 | Corning Incorporated | Method for manufacturing ceramic honeycombs with reduced shrinkage |
| US8696962B2 (en) * | 2011-09-16 | 2014-04-15 | Corning Incorporated | Methods for reducing defects in ceramic articles and precursors |
| DE102011054640A1 (de) * | 2011-10-20 | 2013-04-25 | Hans Lingl Anlagenbau Und Verfahrenstechnik Gmbh & Co. Kg | Aufwärmverfahren und Brennofen |
| US9259727B2 (en) * | 2012-10-23 | 2016-02-16 | Institute of Nuclear Energy Research, Atomic Energy Council, Executive Yuan, R.O.C. | Method of modifying nano-porous gas-reforming catalyst with high-temperature stability |
| US9133062B2 (en) * | 2012-11-21 | 2015-09-15 | Corning Incorporated | Method of firing cordierite bodies |
| CN103623711B (zh) * | 2013-11-01 | 2015-09-30 | 郭庆 | 一种中空平板结构过滤陶瓷膜元件制备方法 |
| CN104258737B (zh) * | 2014-09-10 | 2016-01-27 | 山东工业陶瓷研究设计院有限公司 | 大尺寸薄壁中空平板陶瓷膜的制备方法 |
| CN106334443A (zh) * | 2016-09-21 | 2017-01-18 | 东莞市联洲知识产权运营管理有限公司 | 一种焦炉烟气低温脱硫脱硝工艺 |
| WO2018214808A1 (fr) * | 2017-05-22 | 2018-11-29 | 杭州而然科技有限公司 | Film céramique à base de nano-oxyde biologiquement actif |
| CN109734415A (zh) * | 2019-03-19 | 2019-05-10 | 长沙理工大学 | 一种燃气具用红色多孔陶瓷炉头的制备方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5183609A (en) * | 1988-02-10 | 1993-02-02 | Ngk Insulators, Ltd. | Method of manufacturing ceramic honeycomb-structural body |
| US5256347A (en) * | 1988-02-25 | 1993-10-26 | Ngk Insulators, Ltd. | Method of firing ceramic honeycomb structure |
| WO1999028689A1 (fr) * | 1997-12-02 | 1999-06-10 | Corning Incorporated | Four tunnel destine a cuire des corps ceramiques en nids d'abeilles |
| WO1999028269A1 (fr) * | 1997-12-02 | 1999-06-10 | Corning Incorporated | Procede de cuisson de corps en ceramique nid d'abeille |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5592686A (en) * | 1995-07-25 | 1997-01-07 | Third; Christine E. | Porous metal structures and processes for their production |
| JP3434197B2 (ja) * | 1998-04-03 | 2003-08-04 | 三菱重工業株式会社 | オゾン吸着剤、オゾン吸着用成形体及びその製造方法 |
| AU2001230601A1 (en) * | 2000-02-18 | 2001-08-27 | Ngk Insulators, Ltd. | Method for producing ceramic structure |
-
2002
- 2002-01-21 JP JP2002012115A patent/JP2003212672A/ja active Pending
- 2002-12-30 US US10/330,238 patent/US20030151155A1/en not_active Abandoned
-
2003
- 2003-01-17 BE BE2003/0040A patent/BE1017933A3/fr not_active IP Right Cessation
- 2003-01-21 CN CNB031017320A patent/CN1268585C/zh not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5183609A (en) * | 1988-02-10 | 1993-02-02 | Ngk Insulators, Ltd. | Method of manufacturing ceramic honeycomb-structural body |
| US5256347A (en) * | 1988-02-25 | 1993-10-26 | Ngk Insulators, Ltd. | Method of firing ceramic honeycomb structure |
| WO1999028689A1 (fr) * | 1997-12-02 | 1999-06-10 | Corning Incorporated | Four tunnel destine a cuire des corps ceramiques en nids d'abeilles |
| WO1999028269A1 (fr) * | 1997-12-02 | 1999-06-10 | Corning Incorporated | Procede de cuisson de corps en ceramique nid d'abeille |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003212672A (ja) | 2003-07-30 |
| US20030151155A1 (en) | 2003-08-14 |
| CN1268585C (zh) | 2006-08-09 |
| CN1434000A (zh) | 2003-08-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BE1017933A3 (fr) | Procede de fabrication d'une structure ceramique poreuse. | |
| BE1018254A3 (fr) | Corps de structure poreuse en nid d'abeille, son utilisation et son procede de fabrication. | |
| US7429351B2 (en) | Method for manufacturing a porous ceramic structure | |
| CA2575052C (fr) | Procede d'obtention de ceramiques poreuses | |
| EP1986980B1 (fr) | Mousse ceramique en carbure de silicium recristallise impregnee | |
| EP1663881B1 (fr) | Procede de fabrication d une piece en silice amorphe frittee , moule et barbotine mis en oeuvre dans ce procede | |
| WO2009156652A1 (fr) | Structure en nid d'abeille a base de titanate d'aluminium | |
| FR2904781A1 (fr) | Procede de fabrication d'un corps a structure alveolaire | |
| CA2715176C (fr) | Poudre de bsas | |
| CH618361A5 (fr) | ||
| US7544320B2 (en) | Method of manufacturing porous ceramic body | |
| FR2936512A1 (fr) | Procede de fabrication d'un materiau poreux en sic. | |
| WO2011114050A1 (fr) | Structure filtrante comprenant un materiau de bouchage | |
| EP0328452A1 (fr) | Procédé de fabrication de noyaux céramiques pour fonderie | |
| CA2507170C (fr) | Procede de fonderie a cire perdue | |
| WO2019057729A1 (fr) | Mousse ceramique | |
| FR2933398A1 (fr) | Grains fondus d'oxydes comprenant al, ti et mg et produits ceramiques comportant de tels grains | |
| WO2010072971A1 (fr) | Structure filtrante dont les faces d'entree et de sortie presentent un materiau de bouchage different | |
| WO1988000933A1 (fr) | Procede de fabrication de moules en nitrure de silicium poreux pour coulee sous pression | |
| WO2011157939A1 (fr) | Filtre catalytique pour la filtration d'un gaz comprenant un ciment de joint incorporant un materiau geopolymere | |
| JP2012501287A (ja) | セル型モノリシック構造体の気体造孔剤 | |
| FR2533063A1 (fr) | Procede pour la fabrication d'un corps absorbeur de neutrons combustibles pour reacteur nucleaire | |
| WO2013011432A1 (fr) | Canal d'alimentation de verre en fusion | |
| EP1971563A2 (fr) | Produit d'alumine frittee transparent au rayonnement infrarouge et dans le domaine du visible | |
| FR2886289A1 (fr) | Produit d'alumine frittee transparent au rayonnement infrarouge |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RE | Patent lapsed |
Effective date: 20100131 |