SEPARAÇÃO DE ETIQUETA, APARELHAGEM DE APLICAÇÃO E MÉTODO
A invenção à qual esta solicitação se refere é uma aparelhagem e um método para a separação e a aplicação de etiquetas em ao menos um artigo a partir de um provedor de etiquetas.
O solicitante em suas solicitações ainda pendentes definiu a provisão de um provedor de etiquetas em uma forma conhecida como “sem traçado". Cada etiqueta é definida no substrato de etiqueta por ao menos um linha de enfraquecimento a qual é solicitada a ser quebrada para possibilitar a etiqueta ser separada e daí ser aplicada a um artigo. As etiquetas têm sobre um lado um revestimento de liberação e sobre o lado oposto uma camada de adesivo. Este arranjo significa que nenhuma camada de realimentação é necessária a ser provida para ligar as camadas intermediárias de etiquetas e assim perdas de material são reduzidas de modo significativo em comparação com provedores de etiqueta convencionais, os quais incluem o substrato de etiqueta e um substrato de realimentação desde o qual o substrato de etiqueta tem a necessidade de ser removido antes de ser aplicado a um artigo.
Um problema que é enfrentado no uso do sistema da etiqueta “sem traçado” é o de como separar de modo melhor a etiqueta desde o provedor de etiqueta pela quebra de uma linha de enfraquecimento a qual define a etiqueta. A linha de enfraquecimento é convencionalmente definida por uma série de micro perfurações. Apesar de, uma vez que a quebra inicial for criada, a linha perfurada ser quebrada mais facilmente, a força requerida para causar que a quebra inicial ocorra pode ser significativamente maior e, em certos casos, pode ser tal que provoca que uma outra porção do substrato de etiqueta rasgue ao invés da linha de enfraquecimento.
Além disso, quando suprindo um provedor de etiqueta ao ponto de aplicação, caso a etiqueta seja “sem traçado”, a mesma é tipicamente conduzida sobre uma correia a qual tem aí um material de liberação de modo a ser capaz de conduzir o provedor de etiqueta com a face de adesivo do provedor de etiqueta em contato com a correia e para ser dela liberado. Caso o provedor de etiqueta não seja “sem traçado”, mas, ao contrário, tenha uma camada de realimentação à medição técnica de um “valor de liberação” da tensão de superfície entre o adesivo e o silicone é necessário ser calculado e fornecedores deste tipo de provedor de etiqueta oferecem uma larga banda de especificações de material. Estes valores de liberação têm um efeito sobre a acuidade da aplicação de etiqueta uma vez que alteram o perfil de separação da etiqueta auto-adesiva enquanto dispensa do bico sobre o recipiente. O momento de separação pode alterar o ângulo no qual a borda em trabalho da etiqueta se aproxima do recipiente e assim do ponto exato de contato. Este mesmo assunto de liberação é conhecido por afetar etiquetas “sem traçado” que se separam desde uma correia de liberação. O efeito na acuidade da etiquetagem é maior uma vez que a maioria das correias de liberação requer um raio maior no ponto de separação caso a correia não deva sofrer desgaste inaceitável. Deve ser observado por isso que este problema pode introduzir particularmente rigor e dificuldade para obter tolerâncias na aplicação acurada de etiquetas.
Mais um problema o qual é criado pela resistência das perfurações e a quebra das mesmas está na conversão ou impressão da etiqueta.
Ainda mais um problema é o de que caso o rasgo da linha de enfraquecimento se inicie desde um lado então caso a linha de enfraquecimento seja através de uma etiqueta relativamente grande, o tempo tomado para rasgar ao longo da linha de enfraquecimento é tal a causar atrasos no procedimento de aplicação de etiqueta e pode mesmo, em certas circunstâncias, provocar o uso de etiquetas deste tipo a ser inviável sob certas circunstâncias.
Foi sabido anteriormente, para atender o facilitar da quebra para que inicie em uma borda da etiqueta, o provimento de uma fenda mais longa nas bordas da linha perfurada e para facilitar a quebra iniciando na borda da linha de enfraquecimento. Isto está mostrado na Patente U S 5 536 546.
É também sabido que se passe o provedor de etiqueta entre os primeiro e segundo jogos de roletes “pinça” e então controlar seletivamente a velocidade de operação dos dois jogos em velocidades diferentes de modo a provocar uma força ampliada a ser aplicada à linha de enfraquecimento a qual está posicionada entre os dois jogos de roletes.
O uso de uma lâmina a qual se contata com o provedor de etiqueta para facilitar um rasgo é conhecido pela Patente U S 5 540 369, mas a lâmina não engasta ou se posiciona no provedor de etiqueta e por isso não provê uma solução prática.
Nem um destes sistemas conhecidos são entendidos como efetivos e por isso o alvo da presente invenção é o de prover um meio través do qual a separação e aplicação de etiquetas possam ser atingidas efetivamente e eficientemente.
De acordo com um primeiro aspecto da invenção há o provimento de uma aparelhagem para a separação de uma etiqueta desde um provedor de etiqueta, dita aparelhagem incluindo meios de avanço de um provedor de etiqueta até um ponto da aplicação de etiqueta, dito provedor de etiqueta tendo uma série de etiquetas definidas nele por linhas de enfraquecimento, e meios para a separação da etiqueta em trabalho desde o provedor de etiquetas para possibilitar a mesma ser aplicada a um artigo, onde ditos meios para a separação incluem uma ferramenta posicionada de modo que ao menos uma porção protuberante da ferramenta contata e se posiciona com uma abertura formada ao longo da linha de enfraquecimento de modo a iniciar a quebra da linha de enfraquecimento.
Em uma configuração a quebra da linha de enfraquecimento é iniciada uma vez que uma porção da etiqueta foi aplicada ao artigo, com o subseqüente movimento do artigo e a etiqueta trazendo a linha de enfraquecimento em contato com a ferramenta, e a porção protuberante da mesma em engaste com ao menos uma abertura na linha de enfraquecimento, e posterior movimento da etiqueta e artigo provocando que a linha de enfraquecimento seja rompida e a etiqueta liberada para ser completamente disposta no artigo.
Em uma configuração, a etiqueta é aplicada ao artigo via fixação de uma camada de adesivo sobre a etiqueta e/ou artigo. Alternativamente, a etiqueta é colocada mecanicamente sobre o artigo, tal como por colocação da etiqueta ao redor do pescoço de uma garrafa.
Em uma configuração alternativa, a etiqueta em trabalho é liberada desde o provedor de etiquetas usando a ferramenta de acordo com a invenção antes da etiqueta entrar em contato com dito artigo ao qual ela deve ser subseqüentemente aplicada. Em certas circunstâncias, isto é requisitado para possibilitar uma velocidade diferencial de movimento de etiqueta o qual, por exemplo, é requerido para satisfazer um requisito para a sobre-impressão de uma etiqueta e a velocidade na qual o artigo está se deslocando. Um exemplo disto é o uso de ar para soprar a etiqueta para dentro da aplicação no artigo.
Em uma configuração alternativa, o provedor de etiqueta é fornecido através os primeiro e segundo jogos de roletes, e a linha de enfraquecimento a qual deve ser quebrada fica localizada entre os dois jogos, com uma ferramenta localizada entre os dois jogos em uma posição tal que a porção protuberante ali engasta a ao menos uma abertura formada ao longo da linha de enfraquecimento.
Tipicamente o contato entre a porção protuberante e a, ao menos uma, abertura na linha de enfraquecimento é facilitado pelo acionamento seletivo e/ou velocidade de acionamento dos primeiro e segundo jogos de roletes.
Em uma configuração alternativa, a ferramenta é provida para que seja relativamente móvel com relação ao provedor de etiqueta de modo a possibilitar que a porção protuberante sobre a ferramenta seja movida seletivamente para dentro da, ao menos uma, abertura na linha de enfraquecimento.
Em uma configuração, há o provimento de uma placa de suporte a qual fica entre os primeiro e segundo jogos de roletes e em direção na qual o provedor de etiqueta é facilitado a ser posicionado, em uma configuração com um fluxo de ar a ser para ele dirigido. Tipicamente, a placa de suporte tem uma abertura formada de modo a possibilitar que a ferramenta passe através e para dentro de um contato com o provedor de etiqueta para quebrar a linha de enfraquecimento.
Em uma configuração, a ferramenta inclui duas ou mais porções protuberantes espaçadas, cada porção provida para poder ser colocada em uma respectiva abertura formada ao longo da linha de enfraquecimento no mesmo espaçamento.
Tipicamente, a porção de ferramenta é formada, e fazendo um perfil, com relação ao numero de aberturas providas ao longo da linha de enfraquecimento à qual deve ser engastada, e a velocidade de alimentação das etiquetas, de modo a garantir a quebra da linha de enfraquecimento, é facilitada a ocorrer dentro de um período de tempo requisitado. Adicionalmente, o numero de aberturas providas ao longo da linha de enfraquecimento pode ser selecionado de modo a determinar o comprimento das porções da linha de enfraquecimento as quais ficam entre ditas aberturas e novamente por isso determina o tempo no qual acontecerá a quebra da linha de enfraquecimento já que cada uma destas porções pode ser quebrada simultaneamente. Tipicamente, a velocidade de alimentação das etiquetas será substancialmente a mesma que a velocidade de alimentação dos artigos aos quais as etiquetas estão para subseqüentemente serem aplicadas.
Em uma configuração, a ferramenta é provida em conjunto com meios para aplicar a etiqueta no artigo. Em uma configuração, há um movimento relativo entre a ferramenta e ditos meios durante um ciclo de operação da aparelhagem. Nesta configuração o movimento relativo é provido de modo a possibilitar que a borda em trabalho da etiqueta em trabalho seja mantida em um posicionamento definido, e então aplicada ao artigo com acuidade onde a borda em movimento da etiqueta em trabalho é separada do provedor de etiqueta via a ferramenta que está quebrando a linha de enfraquecimento de acordo com a invenção.
Tipicamente, qualquer que seja a configuração, a linha de enfraquecimento é formada por uma série de perfurações as quais definem a linha e dita linha ainda inclui ao menos uma abertura a qual é provida para receber a porção protuberante da ferramenta em si de modo a iniciar a quebra da linha.
Tipicamente, a ao menos uma abertura é de um tamanho diferente e/ou formato das perfurações.
Em uma configuração, a porção protuberante da ferramenta engasta a dita abertura passando dentro da abertura, e, em uma configuração, pode passar através da abertura de modo a ficar protuberante no outro lado da etiqueta ao qual a ferramenta está colocada. Em qualquer caso, a colocação da porção protuberante na abertura, provoca que a porção contate uma das paredes da abertura e assim, este contato em conjunto com o movimento da etiqueta, aparelhagem e/ou ferramenta facilita o inicio de uma ação de rasgar na abertura a qual então passa ao longo da linha de enfraquecimento para remover a etiqueta do provedor de etiqueta.
Em mais um aspecto da invenção há o provimento de um provedor de etiquetas formado como um substrato alongado, cada uma de ditas etiquetas definida no substrato por ao menos uma linha de enfraquecimento formada por uma série de perfurações espaçadas, e onde fica intermediária entre as primeira e segunda extremidades de dita linha de enfraquecimento há o provimento de ao menos uma abertura a qual é provida para a colocação nela de uma porção de ferramenta.
Tipicamente, a abertura é de um formato e/ou dimensão os quais são diferentes daqueles das perfurações da linha de enfraquecimento.
Em uma configuração, a dita ao menos uma abertura tem ao menos uma dimensão maior do que aquelas das perfurações adjacentes. Em uma configuração, dita abertura ou aberturas são espaçadas igualmente para dentro desde as extremidades da linha de enfraquecimento. Caso mais do que uma abertura seja provida, as mesmas são tipicamente todas colocadas de modo intermediário às extremidades da linha de enfraquecimento.
Em uma configuração, o provedor de etiquetas é provido em uma forma “sem traçado”, com uma primeira superfície plana tendo uma camada de liberação nela aplicada, e a superfície plana oposta tendo uma camada de adesivo aplicado em ao menos uma sua porção.
Em uma configuração alternativa, cada uma das etiquetas no provedor de etiquetas é provida com um meio de colocação ai formado, tal como uma passagem que o atravessa, dita passagem sendo provida de modo a ser colocada sobre o artigo e para colocar nele a etiqueta. Esta configuração, por isso, significa que um adesivo não é requerido para ser provido e possibilitar a etiqueta ser aplicada ao artigo e, ao contrário, os meios de colocação podem ser usados.
Tipicamente, a dita abertura na linha de enfraquecimento é provida com um formato e dimensão de modo a receber nela uma porção de ferramenta ao tempo da separação da etiqueta em trabalho desde o provedor de etiquetas.
Tipicamente, o restante das perfurações sobre a linha de enfraquecimento são micro-perfurações. Em uma configuração, a largura da abertura é substancialmente a mesma que a largura das perfurações adjacentes.
Em uma configuração, há o provimento de uma ferramenta, também referida como uma lâmina, a qual tem uma porção protuberante formada e posicionada, ou posta em posição, para engastar a dita abertura.
Tipicamente, a dita borda da ferramenta se estende através do comprimento da linha de enfraquecimento de modo a facilitar mais a linha de enfraquecimento a se quebrar. Em uma configuração, a porção protuberante da ferramenta, em adição a se localizar em dita abertura, também atua para iniciar o rasgo de ao menos uma das porções do tipo de uma ponte a qual fica em ambos os lados de dita abertura. Isto, por isso, ainda serve para melhorar o rasgo da linha de enfraquecimento.
Tipicamente, o engaste da porção da ferramenta com a dita abertura é usada para iniciar a quebra da linha de enfraquecimento e assim conduzir à separação da etiqueta desde o provedor de etiqueta.
Em uma configuração, para cada etiqueta no provedor de etiqueta há o provimento de material de etiqueta estranho o qual é removido uma vez que dita linha de enfraquecimento esteja rompida.
Em uma configuração, cada etiqueta é definida por uma pluralidade de linhas de enfraquecimento, unidas juntas de modo que quando quebradas, a etiqueta pode subseqüentemente ser aplicada a um artigo. Nesta configuração, ao menos uma das ditas linhas de enfraquecimento será formada de acordo com a invenção para ter ao menos uma abertura, e pode tipicamente ser a linha de enfraquecimento a qual define a borda em trabalho, ou borda em movimento, de cada etiqueta.
Em mais um aspecto da invenção, há o provimento de um provedor de etiquetas formado como um substrato alongado, cada uma de ditas etiquetas definida no substrato por ao menos uma linha de enfraquecimento formada por uma série de perfurações espaçadas e onde em posição intermediária entre as primeira e segunda extremidades de dita linha de enfraquecimento há o provimento de ao menos uma abertura a qual é provida para a colocação de uma porção de ferramenta através dela de modo que uma vez que o engaste seja conseguido, a linha de enfraquecimento é facilitada a iniciar se rasgar ou quebrar em um local intermediário entre as extremidades de dita linha de enfraquecimento.
Pelo provimento do inicio do rasgo desde um local intermediário às extremidades, então a distância do rasgo, e assim o tempo requerido para a operação de rasgar, pode ser controlada independentemente do comprimento da linha de enfraquecimento. Por exemplo, caso a linha de enfraquecimento seja relativamente curta, somente uma abertura é provida com a ferramenta tendo uma porção protuberante de acasalamento. Entretanto, caso a linha de enfraquecimento seja mais longa, uma pluralidade de aberturas pode ser provida em intervalos espaçados, coma lâmina tendo porções protuberantes espaçadas para acasalamento. Deste modo, a linha de enfraquecimento pode ser simultaneamente facilitada para rasgar desde cada abertura, assim assegurando que qualquer uma das linhas de quebra entre a borda e uma abertura, ou entre aberturas, na linha de enfraquecimento, permanece relativamente curta e então o tempo para a linha de enfraquecimento completa ser percorrida é relativamente curto.
Em mais um aspecto da invenção há o provimento de um método de separar uma etiqueta desde um provedor de etiqueta, dito método compreendendo as etapas de avanço de um provedor de etiqueta para trazer a borda em trabalho de uma etiqueta em trabalho a um ponto de aplicação sobre um artigo, definindo cada etiqueta por ao menos uma linha de enfraquecimento formada no provedor de etiqueta, a separação de cada etiqueta sendo conseguida pela quebra da respectiva linha de enfraquecimento entre a borda em trabalho e a etiqueta seguinte e onde a linha de enfraquecimento inclui ao menos uma abertura a qual, para iniciar a quebra da linha de enfraquecimento é engastada por uma porção de uma ferramenta, e subseqüente movimentação da etiqueta, e/ou de ferramenta e/ou de uma troca de tensão do provedor de etiqueta, provoca que a linha de enfraquecimento seja quebrada desde a ao menos uma disposição de abertura.
Em uma configuração, o movimento da etiqueta é provocada pela aplicação de uma porção da etiqueta em um artigo móvel antes da remoção da etiqueta do provedor de etiqueta.
Em uma configuração alternativa, o movimento, e/ou mudança de tensão, é criado pelo controle seletivo de operação, ou velocidade de movimento de ao menos um jogo de roletes disposto próximo à posição da linha de enfraquecimento ao tempo da quebra da linha de enfraquecimento.
Assim, em uma configuração, quando a porção de ferramenta é engastada dentro da abertura, a rede alimentada diminui a velocidade, iniciando o rasgo.
Em uma configuração, a ferramenta é provida com uma porção de perfil tri-dimensional, e um primeiro e um segundo jogos de roletes são providos, um primeiro jogo sobre um lado da linha de enfraquecimento a qual está para ser quebrada e um segundo jogo sobre o lado oposto da dita linha de enfraquecimento. O perfil de ferramenta é tipicamente provido de modo que ele efetivamente encontra a distância em que a perfuração da etiqueta se desloca para frente durante o tempo em que a etiqueta agora separada se move para fora. Isto cria uma folga entre as etiquetas e a lâmina é retirada do contato com o provedor de etiqueta na separação final. A nova borda em trabalho da etiqueta é avançada ao segundo jogo de roletes e é acelerada até uma velocidade para a aplicação no artigo ao qual tal etiqueta deve ser aplicada.
Em uma configuração, a aparelhagem é operada em um modo “semi-automático" onde a etiqueta é liberada por uma correia de alimentação até uma posição de parada alinhada com a linha de enfraquecimento. A etiqueta pode ser impressa enquanto está sobre a correia e a linha de enfraquecimento é quebrada por um operador que rasga a etiqueta de encontro com a porção de ferramenta levantando e puxando a etiqueta exposta com a porção protuberante da ferramenta engastada na ao menos uma abertura da linha de enfraquecimento.
Em mais uma configuração, a invenção é incorporada dentro de uma arma manual de etiqueta na qual uma tramela operada à mão é usada para indicar uma etiqueta e a imprimir com informação importante, tal como um preço de item. Neste caso, uma correia de alimentação é provida com uma ou mais protuberâncias em intervalos espaçados de modo a engastar as respectivas aberturas das linhas de enfraquecimento. A etiqueta em trabalho impressa e a priori indexada pode então ser posicionada adjacente a um rolete, coma porção protuberante posta em engaste e atuando para quebrar a etiqueta livre quando o operador “aperta” a arma manual sobre o artigo para aplicar a etiqueta ao artigo, e, ao mesmo tempo, prover o movimento relativo para provocar que a ferramenta se coloque na abertura e então quebre a linha de enfraquecimento. Um rolete pode ser provido para ajudar na aplicação da etiqueta e este pode ser posicionado de modo que o ângulo da etiqueta é mudado enquanto a etiqueta foi posta na embalagem. O movimento do mecanismo com tramela pelo operador libera a etiqueta seguinte.
Configurações específicas da invenção são agora descritas com referência nos desenhos anexos onde:
- - a Figura 1 a mostra um provedor de etiquetas de acordo com uma configuração da invenção;
- - a Figura 1 b mostra uma vista detalhada de uma linha de enfraquecimento de um provedor de etiquetas de acordo com uma segunda configuração da invenção;
- - a Figura 1 c mostra uma série de formas de abertura de acordo com a invenção;
- - as Figuras de 2 a até 2 c mostram uma configuração da separação e aplicação de uma etiqueta de acordo com a invenção;
- - a Figura 3 mostra uma configuração alternativa de acordo com a invenção;
- - a Figura 4 a mostra um perfil de uma lâmina, em planta, de um tipo o qual pode ser usado em conjunto com a aparelhagem da fig. 3;
- - a Figura 4 b mostra a porção protuberante de uma ferramenta em engaste com uma abertura em uma secção transversal através de um provedor de etiqueta;
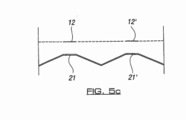
- - as Figuras de 5 a até 5 c mostram ainda mais outras configurações da invenção;
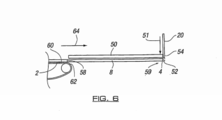
- - a Figura 6 mostra ainda mais uma configuração da invenção; e
- - as Figuras 7 a e 7 b mostram uma configuração da invenção para a aplicação de etiquetas não adesivas.
Com referência, primeiramente, nas fig. 1 a e 1 b, há a mostra de duas configurações de um provedor de etiquetas de acordo com a invenção. O provedor é provido de um rolo ou carretel (2) o qual tem uma borda (4) em trabalho a qual é alimentada em direção a um ponto de aplicação em um artigo por uma aparelhagem de alimentação a qual pode ser de uma forma convencional, e, por isso, não é aqui descrita em detalhe.
Ao menos a interface entre as respectivas etiquetas no provedor é definida por linhas de enfraquecimento (6). As linhas de enfraquecimento são definidas por micro perfurações (10) e, no caso da fig. 1 a, há a abertura (12), e no caso da fig. 1 b, há aberturas (12) e (12’). A fig. 1 c mostra uma série de possíveis formatos da abertura (12), a qual pode, como mostrado, ser uma fenda (12 A), um retângulo (12 c), um quadrado (12 b), ou um círculo (12 d). Deveria também ser notado que qualquer outro formato de abertura adequado pode ser provido para atender requisitos específicos. Entretanto, foi descoberto que o uso de aberturas mais largas do que fendas finas possibilitam maior tolerância na colocação da porção de ferramenta na abertura.
Neste caso, o provedor de etiquetas é “sem traçado” no qual não há o provimento de camada de realimentação traseira. Também, caso requerido, as etiquetas podem ter uma face plana (A) com uma camada de liberação nela aplicada e a face plana oposta tem uma camada de adesivo nela aplicada.
Na, ou antes da, aplicação da etiqueta na borda em trabalho do provedor a um artigo, a etiqueta tem que se quebrar desde o provedor de etiqueta ao longo da linha de enfraquecimento (6’) em trabalho. A maneira na qual isto pode ser conseguido de acordo com a invenção é agora descrita.
Com referência, primeiramente, nas fig. de 2 a até 2 c, há a mostra de uma configuração de aplicação de etiqueta na qual um artigo (14) é mostrado e no qual a etiqueta está para ser aplicada. A fig. 2 b mostra a borda em trabalho (16) da etiqueta (14) tal como ela é fornecida na direção da seta (18) na direção do artigo (14). Conforme ela faz isso, ela passa em uma ferramenta (20) montada de modo que neste estágio ela não está em contato com a etiqueta.
A fig. 2 a mostra a correia transportadora (22) a qual move o provedor de etiqueta na direção (18) de tal modo que a borda em trabalho (16) da etiqueta contata e se adere ao artigo (14) o qual está se movendo na direção (24).
Uma vez a borda em trabalho esteja em aderência sobre o artigo (14), o movimento do artigo na direção (24) e a ação de pressão do rolete (26) provoca que o provedor de etiqueta seja movido em contato com a ferramenta (20), como mostrado na fig. 2 c. Medindo o tempo corretamente e sincronizando o movimento do artigo e do provedor de etiqueta, a ferramenta (20), a qual tem uma porção (21) protuberante dimensionada de modo a ser recebida dentro da abertura (12) na linha de enfraquecimento (6’), engasta tal linha de enfraquecimento neste estágio.
O engaste da porção (21) protuberante na abertura significa que, em conjunto com o movimento da etiqueta (8), com o artigo (14), a força a qual é criada é suficiente para corretamente iniciar a quebra da linha de enfraquecimento na abertura e então espalhar a quebra ou rasgo ao longo da linha de enfraquecimento. A lâmina (20) se estende tipicamente ao longo do comprimento da linha de enfraquecimento. Uma vez a linha de enfraquecimento esteja quebrada, o artigo com a etiqueta (8) completamente aplicada se move para fora e a seqüência é repetida para a próxima etiqueta e artigo, e assim por diante.
A fig. 3 mostra uma configuração alternativa da invenção. Neste caso, o provedor de etiqueta é avançado na direção (30) em direção a um artigo (14) o qual é movido na direção (32) de modo que a etiqueta (8) liberada pode ser fornecida ao artigo pela correia (34) e aplicada ao artigo. Neste caso, o provedor de etiqueta passa através de um primeiro jogo de roletes (36) e de um segundo jogo de roletes (37) e a ferramenta (20) com a porção (21) protuberante é disposta como uma intermediária dos jogos de roletes.
Neste caso, a ferramenta se move reciprocamente como indicado pelas setas (38) e (40), em direção, e em afastamento, desde o provedor de etiqueta.
A seqüência de operação é tal que a borda em trabalho da etiqueta é formada no ponto (B) quando a etiqueta (8) anterior é separada. Esta borda em trabalho é então avançada através do jogo de rolete e é criada uma tensão no provedor de etiqueta entre os jogos de roletes pelo controle da velocidade dos roletes, e a linha de enfraquecimento (6’) em trabalho é então posicionada sob a ferramenta.
A ferramenta (20) é então movida na direção para baixo de modo que a porção protuberante se engasta na abertura (12). O acionamento continuado do Jogo de roletes (37) então facilita as micro perfurações (10) da linha de enfraquecimento quebrarem e assim separa a próxima etiqueta (8) do provedor de etiqueta.
Em uma configuração, há o provimento de uma placa (39) de suporte (mostrada com linhas quebradas). Esta placa de suporte (39) é posicionada entre os primeiro e segundo jogos de roletes. O provedor de etiqueta é facilitado na direção do contato com a placa de suporte a qual fica substancialmente no mesmo plano do trecho preferido do provedor de etiqueta entre os ditos jogos de roletes. A placa de suporte é provida com uma abertura para possibilitar que a ferramenta (20) passe através dela e em contato com a abertura (12) na linha de enfraquecimento, como requerido e descrito acima. O provedor de etiqueta é facilitado a se mover em direção à placa de suporte (39) pela aplicação de um fluxo de ar na direção (41) de modo a prover o provedor de etiqueta e linha de enfraquecimento na posição correta.
A fig. 4 a mostra mais uma configuração na qual a mesma seqüência de operação da fig. 3 pode ser utilizada e mostra a possível seqüência de movimento da ferramenta (20) com vistas a uma linha de enfraquecimento (6’) em trabalho. Neste caso, a ferramenta (20) é provida com duas porções protuberantes de modo a engastar as aberturas (12) ao longo da linha de enfraquecimento na configuração mostrada na fig. 1 b. Será visto que a ferramenta tem um perfil tal que uma vez que o engaste com as aberturas (12) e (12’) tenha ocorrido com as porções (21) protuberantes da ferramenta, a ferramenta é formada de modo a permanecer em contato com a linha de enfraquecimento até que seja completamente quebrada e enquanto o movimento do provedor de etiqueta continua, apesar de por um período de tempo a velocidade do jogo de roletes (36) ser diminuída em relação à velocidade do jogo de roletes (37). Quando a linha de enfraquecimento é quebrada para liberar a etiqueta em trabalho, a ferramenta (20) se desengasta e a nova borda (29) em trabalho do provedor de etiqueta é então avançada ao jogo (37) de roletes. Uma vez o jogo (37) de roletes ter sido atingido, as velocidades dos jogos de roletes (36) e (37) são acasaladas.
Com referência, agora, na fig. 4 b há a mostra da ferramenta (20) da fig. 4 a em posição nas aberturas (12) e (12’) da linha de enfraquecimento (6’) em secção transversal ao longo da linha A-A. É mostrado como as porções (21) protuberantes se colocam com as respectivas aberturas (12) e (12’). As porções, neste caso, passam substancialmente através da abertura desde a superfície (39) da etiqueta à superfície oposta (41), de modo que o movimento do provedor de etiqueta para a frente, e/ou o movimento da ferramenta para a frente provoca que a porção protuberante contate a parede (43) da abertura e facilita a quebra das perfurações (45) as quais definem a linha de enfraquecimento (6’) na direção da seta (47) na direção para fora desde as aberturas (12) e (12’). Em alternativa, ou em adição, o movimento da ferramenta na direção para baixo (49), ou do provedor de etiqueta na direção para cima (51) para mover a linha de enfraquecimento e a ferramenta juntas e assim o movimento das porções (21) protuberantes mais ainda para dentro das aberturas (12) e (12’) é usado para iniciar a quebra da linha de enfraquecimento na direção das setas (47).
Com referência, agora, nas fig. de 5 a até 5 c, há a mostra de mais uma configuração de uma ferramenta (20) formada de modo a possibilitar que a configuração da linha de enfraquecimento mostrada na fig. 1 b seja quebrada. Neste caso, há duas aberturas (12) e (12’) a serem quebradas e a ferramenta é provida de protuberâncias (21) e (2Γ), correspondentemente espaçadas.
Como mostrado na fig. 5 c as protuberâncias (21) e (21’) de ferramenta podem ser de um perfil para possibilitar que as micro perfurações (10) quebrem enquanto a etiqueta aplicada acelera em relação ao avanço da próxima etiqueta. Uma vez que a distância pré-ajustada é estabelecida entre as etiquetas as velocidades dos jogos de roletes (36) e (37) que são trazidas de volta para serem as mesmas.
A fig. 6 mostra uma vista mais detalhada de uma forma de um arranjo de ferramenta de acordo com a invenção em elevação pela extremidade. O arranjo descrito é de uso particular onde é necessário de ser capaz de modo acurado colocar a posição da etiqueta com relação ao artigo ao qual ela deve ser aplicada. Uma forma particular de aplicação onde isto é particularmente importante com relação à aplicação de etiquetas em lados opostos de um artigo, tal como, por exemplo, a aplicação de etiquetas desde o provedor de etiqueta (2) à frente do artigo e desde um outro provedor de etiqueta (não mostrado) à traseira do artigo, tal como em uma garrafa. Deveria, por isso, ser notado que o arranjo mostrado pode ser repetido para a aplicação de uma etiqueta ao lado oposto do artigo, ao mesmo tempo.
Neste caso, a ferramenta (20) é provida em conjunto com um meio (50), o qual é usado, em conjunto com a ferramenta, para quebrar a linha de enfraquecimento, e posicionar de modo acurado a etiqueta com relação ao artigo, e a aplicação da etiqueta.
O provedor de etiqueta (2) é provido para a colocação de aplicação sobre uma correia (60) com um revestimento de material que se libera de modo a suportar o lado adesivo do provedor de etiqueta. O provedor de etiqueta deixa a extremidade (62) da correia e passa sobre o lado de baixo do suporte e meios (50) de movimentação na direção indicada pela seta (64). Caso seja requerido um fluxo de ar pode ser soprado sobre o lado adesivo do provedor de etiqueta (2) para facilitar que o mesmo contate o suporte e os meios de movimentação.
Como mostrado, a borda em trabalho (4) do provedor de etiqueta (2), a qual borda em trabalho é formada pela separação da etiqueta anterior usando a ferramenta (20), é provida em uma posição conhecida com relação à montagem de ferramenta e assim a posição da borda em trabalho pode ser determinada com acuidade. É visado que o movimento relativo entre a ferramenta (20) e o suporte e meios de movimentação (50) seja requisitado e na configuração mostrada à porção (21) protuberante de ferramenta é móvel entre uma posição (52) de quebra mostrada em linhas quebradas e a posição (54) de saída. A ferramenta está na posição de saída quando a borda em trabalho (4) do provedor de etiqueta está colocada e assim pode ser aplicada na disposição desejada sobre o artigo como a posição da borda em trabalho é conhecida e o artigo é introduzido como indicado pela seta (59) de modo a contatar a face de adesivo da borda em trabalho que aí se adere. A borda em trabalho da etiqueta pode ser facilitada para ser aplicada em contato com o artigo pelo movimento dos meios (50) na direção para baixo como indicado pela seta (51) à medida que o artigo se aproxima da posição de aplicação.
Com a borda em trabalho colocada sobre o artigo, o movimento continuado do artigo na direção (59) move o provedor de etiqueta de modo que a borda (58) em movimento da etiqueta (8) em trabalho atinge a ferramenta (20). Neste estágio a ferramenta terá sido movida para a posição (52) de modo que as porções (21) protuberantes aí podem engastar a uma ou mais aberturas (12) providas na linha de enfraquecimento a qual define a borda em movimento do provedor de etiqueta. O movimento continuado da etiqueta (8) em trabalho sobre o artigo provoca que a linha de enfraquecimento seja quebrada pela ferramenta, assim possibilitando que etiqueta em trabalho liberada se mova para fora com o artigo. Isso deixa a borda em trabalho novamente definida da próxima etiqueta posicionada de modo acurado na ferramenta (20) e a ferramenta pode ser movida até a posição de saída (54) e o ciclo de aplicação pode ser repetido para a próxima etiqueta e assim por diante.
As figuras 7a e 7b mostram uma outra configuração da invenção. Neste caso as etiquetas (102) as quais estão para ser em forma de única, dupla ou tripla prega de etiquetar pendurando, a qual é para ser aplicada a um artigo com uma garrafa ou outro artigo formado (104). Nesse caso as etiquetagens com etiqueta são providas em uma linha de etiquetas (106) como mostrado na fig. 7a e unidas por respectivas linhas de enfraquecimento (108), cada uma tendo ao menos uma abertura (não mostrada) de acordo com a invenção. Cada etiqueta também tem uma passagem (110) a qual é para ser colocada sobre o artigo, desse modo possibilitando que a etiquetagem com etiqueta sejam aí aplicadas. As etiquetas podem ser impressas sobre um ou ambos os lados.
A fig. 7b mostra a aparelhagem para a aplicação de etiquetagens com etiqueta (102). Nesse caso a linha de etiquetas (106) é provida desde um rolo (112) e passa através de um numero de guias e roletes a uma correia (114) de acionamento tipo servo a qual suporta a linha de etiquetas (106) para o ponto da aplicação definido pela ferramenta (116) de separação com a porção (118) protuberante. A etiqueta (102’) em trabalho é protuberante para além da polia tipo pinça dos roletes de modo que a passagem (110) nelas é exposta por uma extensão suficiente para engastar o topo do artigo (104) conforme se move na direção (122). A colocação mecânica da passagem (110) no artigo (104) move a etiqueta (102’) em direção à porção (i18) de ferramenta como indicado pela seta (123) e qual provoca que a porção (118) protuberante engaste a ao menos uma abertura na linha de enfraquecimento na borda vem movimento da etiqueta (102’) e assim facilita o rasgo da mesma, como previamente descrito, para possibilitar que a etiqueta seja aplicada totalmente ao artigo (104) como mostrado nos artigos (104’) e (104’’).
A presente invenção provê uma ou mais aberturas posicionadas na exata linha de enfraquecimento entre etiquetas adjacentes no provedor da etiqueta. O método de acordo com a invenção garante que as etiquetas se separem exatamente ao longo da linha de enfraquecimento e desse modo ofereça uma definição exata da borda em trabalho da próxima etiqueta a ser aplicada, Pela combinação desta vantagem com a placa de suporte do tipo mostrado nas figs. 3 e 6 a qual está colocada próxima da ferramenta (20) de separação a qual tem definida a posição da borda em trabalho da próxima etiqueta, assim um comprimento significativo da próxima etiqueta está disponível o qual pode ser liberado desde a correia (60) transportadora a qual move o provedor de etiqueta em direção à ferramenta pelo movimento da primeira etiqueta tanto diretamente aplicada ao artigo tal como na fig. 6 como sob controle de um secundário rolete tipo pinça como na fig. 3 o qual então conduz a primeira etiqueta ao artigo por qualquer outro dispositivo de aplicação final tal como um sistema de sopro de ar. Em aplicação direta a placa de suporte coloca a borda em trabalho da etiqueta na superfície do artigo em uma relação temporal para o inicio do movimento para frente da etiqueta. Isto elimina quaisquer variações neste movimento causadas pela diferenciação de momentos de liberação e garante um numero mínimo de diferentes especificações de correia de liberação que são requeridas para uma série de adesivos, reduzindo qualquer tempo requerido para trocas de correia. A inovação também possibilita um aumento no diâmetro da polia no bico de separação da correia de entrega a qual aumentará a vida da correia.
Em uma configuração adicional para a quebra da linha de enfraquecimento a ser facilitada, as aberturas (12) podem também ser usadas como colocação e/ou meios de acionamento para possibilitar que o substrato de etiqueta seja fornecido em direção do ponto de aplicação, por exemplo, uma correia de acionamento ou de transferência pode ser provida com uma ferramenta na forma de um pino ou dente a qual faz a colocação nas aberturas respectivas da linha de enfraquecimento. Em uma configuração o dente na abertura, na extremidade em trabalho, do substrato de etiqueta pode ser usado como a porção (21) de ferramenta a qual facilita que a linha de enfraquecimento na extremidade em trabalho quebre para livrar a etiqueta em trabalho para aplicação. Em uma configuração os pinos ou dentes são providos em colocações espaçadas ao longo da correia para possibilitar o engaste em abertura s nas respectivas linhas de enfraquecimento e assim acionar as etiquetas ao longo da correia até o ponto de separação.
Em qualquer que seja a configuração, quando posicionando s aberturas, os seguintes parâmetros podem ser indicados singularmente ou em qualquer combinação, nomeadamente: o comprimento da linha de enfraquecimento, a resistência do material em folha do qual são feitas as etiquetas; o padrão de perfuração para a linha de enfraquecimento; a velocidade de movimento do substrato de etiqueta e/ou genericamente a tensão de resistência do substrato.
Tipicamente o desenrolar do rolo de substrato de etiqueta é motorizado de modo a evitar que o peso do rolo de etiqueta afete a operação da aparelhagem e a quebra das linhas de enfraquecimento.
De modo importante, na invenção corrente, a ferramenta separa a etiqueta em trabalho via a linha de enfraquecimento sem qualquer significante deflexão lateral do trajeto da etiqueta sendo requerida. Em uma configuração a linha de enfraquecimento em trabalho é quebrada e a etiqueta alimentada é acionada na direção para cima ou, alternativamente, a etiqueta é primeiro avançada e então a linha de enfraquecimento é quebrada.
Há, por isso, o provimento de uma aparelhagem a qual não requer que a alimentação pelo provedor de etiqueta seja parada e somente a diminuição da velocidade da razão de alimentação pode ser requerida de modo que o artigo ao qual a etiqueta está aplicada pode ser movido para fora antes que a próxima etiqueta atinja o ponto de aplicação.