BRPI0908257B1 - sistema de resfriamento e método de resfriamento de aço laminado - Google Patents
sistema de resfriamento e método de resfriamento de aço laminado Download PDFInfo
- Publication number
- BRPI0908257B1 BRPI0908257B1 BRPI0908257-3A BRPI0908257A BRPI0908257B1 BR PI0908257 B1 BRPI0908257 B1 BR PI0908257B1 BR PI0908257 A BRPI0908257 A BR PI0908257A BR PI0908257 B1 BRPI0908257 B1 BR PI0908257B1
- Authority
- BR
- Brazil
- Prior art keywords
- cooling
- steel bar
- rolled steel
- nozzle
- chamber
- Prior art date
Links
- 238000001816 cooling Methods 0.000 title claims abstract description 236
- 239000010960 cold rolled steel Substances 0.000 title description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 109
- 239000007789 gas Substances 0.000 claims abstract description 76
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 68
- 239000010959 steel Substances 0.000 claims abstract description 68
- 239000002826 coolant Substances 0.000 claims abstract description 25
- 239000000498 cooling water Substances 0.000 claims abstract description 8
- 239000007921 spray Substances 0.000 claims abstract description 7
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims description 14
- 238000000034 method Methods 0.000 claims description 10
- 229910052757 nitrogen Inorganic materials 0.000 claims description 7
- 229910001566 austenite Inorganic materials 0.000 claims description 6
- 229910000576 Laminated steel Inorganic materials 0.000 claims description 4
- 238000005507 spraying Methods 0.000 claims description 4
- 238000005096 rolling process Methods 0.000 claims 1
- 239000000112 cooling gas Substances 0.000 abstract description 6
- 239000003595 mist Substances 0.000 description 13
- 230000015572 biosynthetic process Effects 0.000 description 7
- 238000009826 distribution Methods 0.000 description 6
- 230000007423 decrease Effects 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 238000007664 blowing Methods 0.000 description 4
- 235000019362 perlite Nutrition 0.000 description 4
- 239000010451 perlite Substances 0.000 description 4
- 229920006395 saturated elastomer Polymers 0.000 description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 3
- 238000005299 abrasion Methods 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- 229910001567 cementite Inorganic materials 0.000 description 3
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 229910000734 martensite Inorganic materials 0.000 description 2
- 238000003303 reheating Methods 0.000 description 2
- 239000008400 supply water Substances 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/667—Quenching devices for spray quenching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
- B21B45/0203—Cooling
- B21B45/0209—Cooling devices, e.g. using gaseous coolants
- B21B45/0215—Cooling devices, e.g. using gaseous coolants using liquid coolants, e.g. for sections, for tubes
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/04—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for rails
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/08—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling structural sections, i.e. work of special cross-section, e.g. angle steel
- B21B1/085—Rail sections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
- B21B45/0203—Cooling
- B21B45/0209—Cooling devices, e.g. using gaseous coolants
- B21B45/0215—Cooling devices, e.g. using gaseous coolants using liquid coolants, e.g. for sections, for tubes
- B21B45/0233—Spray nozzles, Nozzle headers; Spray systems
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D11/00—Process control or regulation for heat treatments
- C21D11/005—Process control or regulation for heat treatments for cooling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0075—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for rods of limited length
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/04—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for rails
- C21D9/06—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for rails with diminished tendency to become wavy
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/525—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length for wire, for rods
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/573—Continuous furnaces for strip or wire with cooling
- C21D9/5732—Continuous furnaces for strip or wire with cooling of wires; of rods
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/573—Continuous furnaces for strip or wire with cooling
- C21D9/5735—Details
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Continuous Casting (AREA)
Abstract
SISTEMA DE RESFRIAMENTO E MÉTODO DE RESFRIAMENTO DE AÇO LAMINADO. A presente invenção refere-se a um sistema de resfriamento que resfria barra de aço laminado a quente, proporcionado com uma pluralidade de câmaras dispostas ao longo da direção longitudinal da barra de aço laminado. Proporciona-se cada câmara de pluralidade de câmara da pluralidade de câmaras como uma saída de sopro que, ao fazer frente da câmara para a barra de aço laminado, sopra ar comprimido para resfriamento que se introduz na câmara a partir de uma entrada de gás que se conecta à câmara; uma placa de bocal que tem uma pluralidade de orifícios de bocal que se proporciona nessa saída de sopro de modo a fazer face à barra de aço laminado; um bocal de suprimento de resfriamento de água que supre o resfriamento de água dentro da câmara; e uma placa retificadora que se proporciona entre a entrada de gás e o bocal de suprimento de resfriamento de água, e que impede o gás comprimido para resfriamento que se introduz a partir da entrada de gás de atingir diretamente a placa de bocal. O sistema de resfriamento da presente invenção pulveriza um meio de resfriamento que (...).
Description
[001] A presente invenção refere-se a um sistema de resfriamento e um método de resfriamento para resfriar barra longa de aço laminado tal como trilho laminado a quente.
[002] Reivindica-se prioridade no Pedido de Patente Japonesa Número 2008-046461, depositado em 27 de fevereiro de 2008, e no Pedido de Patente Japonesa Número 2008-048383, depositado em 28 de fevereiro de 2008, cujos conteúdos estão aqui incorporados a título de referência.
[003] É obrigatório que os trilhos de ferrovia usados em ferrovias de carga pesada além de seções curvas tenham maior resistência à abrasão do que os trilhos comuns. Por essa razão, depois de ser submetido à lami nação a quente e durante o tempo desde a temperatura da região de austenita até o término da transformação de perlita, executa-se um processo para elevar a resistência da parte da cabeça de trilho por resfriamento acelerado. Em anos recentes, com a finalidade de aperfeiçoar ainda mais a resistência à abrasão, desenvolveu-se e foi posto em uso efetivo um trilho perlítico no qual se aumenta o teor de carbono até a região hipereutetoide (Reportar-se ao Documento de Patente 1).
[004] Contudo, quando se aumenta o teor de carbono de modo a aperfeiçoar a resistência à abrasão, ocorrem de forma acentuada problemas tais como cementita proeutetoide que imediatamente se forma na parte da cabeça de trilho, além de queda na tenacidade e na ductibilidade do trilho.
[005] Em consequência, o Documento de Patente 2 descreve um método de fabricação de trilho de perlita no qual, de modo a suprimir a formação de cementita proeutetoide na parte da coluna de um trilho, além de gerar de forma estável uma microestrutura de perlita com alto grau de dureza e alta proporção de cementita na cabeça de trilho, submete-se a cabeça de trilho a um resfriamento acelerado a partir da temperatura da região austenítica de 700 até 500°C a uma velocidade de 1 até 10°C/segundo, e, além disso, submetendo-se a coluna desse trilho a um resfriamento acelerado a partir da temperatura da região austenítica de 750 até 600°C a uma velocidade de 1 até 10°C/segundo.
[006] Em adição, uma vez que métodos de resfriamento acelerado para um trilho empregam diferentes meios de resfriamento, há (1) métodos que usam uma neblina (Documentos de Patente de 3 até 5), métodos que usam um gás, tal como ar (Documentos de Patente 6 e 7), e métodos que mergulham a cabeça do trilho em um líquido de resfriamento (Documentos de Patente 8 e 9).
[007] [Documento de Patente 1] Pedido de Patente Japonesa Não Examinada Número H08-144016, Primeira Publicação
[008] [Documento de Patente 2] Pedido de Patente Japonesa Não Examinada Número H09-137228, Primeira Publicação
[009] [Documento de Patente 3] Pedido de Patente Japonesa Não Examinada Número H08-144016, Primeira Publicação
[0010] [Documento de Patente 4] Pedido de Patente Japonesa Não Examinada Número S54-147124, Primeira Publicação
[0011] [Documento de Patente 5] Pedido de Patente Japonesa Não Examinada Número H08-319515, Primeira Publicação
[0012] [Documento de Patente 6] Pedido de Patente Japonesa Não Examinada Número S61-149436, Primeira Publicação
[0013] [Documento de Patente 7] Pedido de Patente Japonesa Não Examinada Número S61-279626, Primeira Publicação
[0014] [Documento de Patente 8] Pedido de Patente Japonesa Não Examinada Número S57-85929, Primeira Publicação
[0015] [Documento de Patente 9] Pedido de Patente Japonesa Não Examinada Número H08-170120, Primeira Publicação
[0016] De modo a produzir uma microestrutura de perlita no aço de trilho de alto carbono de forma estável, torna-se necessário tornar a velocidade de resfriamento mais rápida durante o resfriamento acelerado. Contudo, no caso de se tentar concretizar isso pelos métodos convencionais de resfriamento acelerado acima delineados, foram levantados os aspectos que se seguem.
[0017] Quando uma gotícula entra em contato com um corpo de alta temperatura ocorre o fenômeno Leidenfrost, no qual se forma uma película de vapor entre a gotícula e o corpo de alta temperatura, com a gotícula flutuando no corpo de alta temperatura. No caso de se usar os métodos de (1) e (3) que empregam um líquido como meio de resfriamento, devido à película de vapor que se forma na superfície do trilho, bloqueia-se o contato entre o trilho e o meio de resfriamento, e surgem então variações na velocidade de resfriamento. Como resultado, quando ocorre um desvio de temperatura no trilho e o desvio de temperatura se torna amplo, há o risco de um desvio também poder ocorrer na microestrutura do aço.
[0018] Além disso, o método de (2), que usa gás para o meio de resfriamento, tem a desvantagem de a velocidade de resfriamento ser mais lenta se comparada com um método de resfriamento que emprega um líquido.
[0019] A presente invenção foi realizada tendo em vista as circunstâncias acima, e tem como seu objetivo proporcionar um sistema de resfriamento e método de resfriamento para barra de aço laminado capaz de aumentar de modo significativo a velocidade de resfriamento suprimindo-se a formação de uma película de vaporem uma barra de aço laminado longa, além de permitir um resfriamento acelerado.
[0020] De modo a alcançar o supramencionado objetivo, a presente invenção é um sistema de resfriamento que resfria barra de aço longa laminada a quente proporcionado com uma pluralidade de câmaras que se dispõem ao longo da direção longitudinal da barra de aço laminado. Proporciona-se cada câmara da pluralidade de câmaras com uma saída de sopro que, voltada da câmara para a barra de aço laminado, sopra ar comprimido para resfriamento introduzido na câmara a partir de uma entrada de gás que se conecta à câmara; uma placa de bocal que tem uma pluralidade de orifícios de bocal proporcionada nessa saída de sopro de modo a fazer face à barra de aço laminado; um bocal de suprimento de resfriamento de água que supre resfriamento de água dentro da câmara; além de uma placa retificadora que é proporcionada entre a entrada de gás e o bocal de suprimento de resfriamento de água, e que impede o gás comprimido para resfriamento que se introduz da entrada de gás de atingir diretamente a placa de bocal. O sistema de resfriamento da presente invenção pulveriza um meio de resfriamento que se produz misturando-se o resfriamento de água suprida do bocal de suprimento de água e o gás comprimido para resfriamento que se introduz da entrada de gás e retificado pela placa retificadora em direção à barra de aço laminado através dos orifícios de bocal da placa de bocal e, em consequência, as superfícies da barra de aço laminado se resfriam de modo uniforme.
[0021] Quando se usa um líquido como meio de resfriamento, é possível assegurar uma grande capacidade de resfriamento, porém, devido à película de vapor que se forma na superfície da barra de aço laminado, ocorrem variações na velocidade de resfriamento, do que resulta resfriamento desigual. Em consequência, na presente invenção, instalando-se o bocal de suprimento de resfriamento de água que supre resfriamento de água na câmara que ejeta gás comprimido para resfriamento da saída de sopro em direção à barra de aço laminado, misturando-se o gás comprimido para resfriamento com o resfriamento de água, e pulverizando-se uma neblina na direção perpendicular (de preferência perpendicular) da placa de bocal através dos orifícios de bocal para a superfície da barra de aço laminado, aumenta-se a velocidade de colisão das gotículas de água, sendo que as gotículas de água que aderem à barra de aço laminado são removidas rapidamente.
[0022] Observe-se que é possível usar um bocal de alta proporção de ar-água na qual a proporção do gás comprimido para resfriamento em relação à agua de resfriamento é elevada, porém, quando se tenta resfriar de modo uniforme uma barra de aço laminado longa em uma única ação, tornam-se obrigatórios muitos bocais, e uma vez que ocorre com frequência a manutenção de bocal, ele não é realístico como equipamento de industrialização.
[0023] Independentemente do gás comprimido para resfriamento que se ejeta da placa de bocal através dos orifícios de bocal, quando se vê a distribuição da descarga na direção do sentido longitudinal da câmara, isto é, a direção longitudinal da barra de aço laminado, a quantidade de descarga é a maior possível nas proximidades da entrada de gás, sendo que a quantidade de descarga diminui à medida que aumenta a distância da entrada de gás. Nessa situação, no caso de se suprir resfriamento de água do bocal de suprimento de resfriamento de água para a placa de bocal, as gotículas são empurradas pelo gás comprimido para resfriamento por detrás nas proximidades da entrada de gás onde o fluxo do gás comprimido para resfriamento é forte, e a quantidade de água que se pulveriza da placa de bocal através dos orifícios de bocal diminui. Como resultado, ocorrem variações na quantidade de água ao longo da câmara. Em consequência, na presente invenção, instalando-se uma placa retifiçadora entre a entrada de gás e o bocal de suprimento de resfriamento de água, o gás comprimido para resfriamento que se introduz da entrada de gás flui ao longo da câmara por intermédio da placa retificadora, por meio do que se impedem variações na quantidade de água em toda a câmara.
[0024] Ainda, no sistema de resfriamento para barra de aço laminado da presente invenção, pode ser formada uma pluralidade de orifícios na placa retificadora.
[0025] No caso da formação de orifícios, prefere-se que a área total por unidade de área dos orifícios que se formam em localizações que fazem frente para as entradas de gás seja menor que a área total por unidade de área dos orifícios que se formam em outras localizações, de modo que a quantidade de descarga do gás comprimido para resfriamento ejetada da placa de bocal através dos orifícios de bocal seja uniforme na direção do sentido longitudinal da câmara.
[0026] Também, no sistema de resfriamento para barra de aço laminado da presente invenção, prefere-se que o resfriamento de água se oriente em direção à placa de bocal.
[0027] A proporção do fluxo volumétrico do gás comprimido para resfriamento em relação ao fluxo volumétrico do resfriamento de água pode ser de 1.000 a 50.000.
[0028] A proporção do fluxo volumétrico do gás comprimido para resfriamento em relação ao fluxo volumétrico do resfriamento de água é chamada de proporção ar-água.
[0029] No caso de uma alta proporção ar-água, uma vez que se remove a película de vapor que se forma na superfície da barra de aço por intermédio do gás comprimido para resfriamento, inibe-se a formação da película de vapor e se assegura um resfriamento estável. Nesse momento, quando a proporção ar-água é menor que 1.000, as variações na velocidade de resfriamento tornam-se amplas, e quando a proporção ar-água excede a 50.000, satura-se o efeito de resfriamento.
[0030] O gás comprimido para resfriamento pode ser ar ou nitrogênio.
[0031] Não é levado em consideração o tipo de meio de resfriamento na presente invenção, porém, do ponto de vista de manuseio e economia prefere-se ar ou nitrogênio.
[0032] O resfriamento de água pode ser suprida do bocal de suprimento de resfriamento de água em estado de neblina, estado de chuveiro, ou em estado de corrente.
[0033] A distribuição de tamanho da gota da neblina que se pulveriza da placa de bocal através dos orifícios de bocal foi confirmada que tende a ser a mesma em razão de testes conduzidos pelos inventores, independentemente do diâmetro de gotícula das gotículas de água supridas do bocal de suprimento de resfriamento de água. Como uma razão para isso, considera-se que o resfriamento de água suprida dentro da câmara uma vez coalesce na placa de bocal, e o resfriamento de água coalescida pode ser novamente dispersada quando pulverizada dos orifícios na placa de bocal junto com o ar comprimido para resfriamento.
[0034] Consequentemente, o resfriamento de água a ser suprida pode estar em qualquer um do estado de neblina, estado de chuveiro, ou estado de corrente, sendo aceitável que apenas água para resfriamento seja suprida do bocal de suprimento de água para resfriamento, ou que resfriamento de água e gás comprimido para resfriamento sejam supridos misturados. Tudo que importa é uma quantidade predeterminada de água ser suprida acima da placa de bocal.
[0035] Sendo a barra de aço laminado um trilho, a câmara pode ser disposta de modo a haver um espaço entre a parte de cima da cabeça do trilho e a câmara, o meio de resfriamento pode ser pulverizado dos orifícios de bocal da placa de bocal em direção à parte de cima da cabeça do trilho, as câmaras podem ser dispostas de modo a haver um espaço entre as partes laterais da cabeça do trilho e as câmaras, além de o meio de resfriamento poder ser pulverizado dos orifícios de bocal da placa de bocal em direção às partes laterais da cabeça do trilho. Assim procedendo, é possível pulverizar uma neblina em uma direção perpendicular às superfícies da parte de cabeça de trilho.
[0036] Para cada câmara, a câmara pode ser formada por uma parte larga que se forma ampla de modo a proporcionar a entrada de gás, uma parte estreita cuja largura se forma mais estreita do que a parte larga, além de uma parte inclinada que acopla mutuamente a parte larga e a parte estreita, sendo que a saída de sopro pode ser proporcionada na parte de extremidade da parte estreita.
[0037] Sendo a barra de aço laminado um trilho, a câmara pode ser disposta acima do trilho, a placa retificadora pode ser disposta em uma posição horizontal na parte larga da câmara, além de se poder formar um espaço de modo que o gás comprimido para resfriamento passe entre as bordas laterais da placa retificadora e as paredes internas da parte larga.
[0038] No sistema de resfriamento para barra de aço laminado da presente invenção, no caso de se disporá câmara nas laterais do trilho, uma câmara com a mesma constituição da câmara que se dispõe voltada para a parte de cima da cabeça do trilho é girada lateralmente (girada de 90°) e colocada em ambos os lados do trilho.
[0039] O método de resfriamento que resfria a barra de aço laminado longa da presente invenção é um método de resfriamento que resfria a barra de aço laminado longa laminada a quente que usa um sistema de resfriamento provido de um bocal de suprimento de resfriamento de água que supre resfriamento de água, uma saída de sopro que sopra um meio de resfriamento que se produz misturando-se ar comprimido para resfriamento que se introduz através de uma entrada de gás e o resfriamento de água, além de uma pluralidade de câmaras, cada uma delas tendo uma placa de bocal que se proporciona na parte de extremidade da saída de sopro e que tem uma pluralidade de orifícios de bocal. O método inclui retificar o ar comprimido para resfriamento que se introduz na câmara através da entrada de gás com uma placa retificadora que se dispõe entre a entrada de gás e o bocal de suprimento de resfriamento de água, de modo que o ar comprimido para resfriamento que se introduz na câmara não se dirige diretamente para a saída de sopro; produzir o meio de resfriamento misturando-se o ar comprimido para resfriamento retificado pela placa retificadora e o resfriamento de água suprida do bocal de suprimento de resfriamento de água; e pulverizar o meio de resfriamento em direção à superfície da barra de aço laminado que se dispõe ao longo da saída de sopro a uma velocidade de 50 até 200 m/s através da pluralidade de orifícios de bocal da placa de bocal e resfriar de modo uniforme todo o comprimento da barra de aço laminado.
[0040] À medida que aumenta a velocidade de colisão, obtém-se uma velocidade de resfriamento mais alta, e quando a velocidade de colisão é de 50 m/s ou maior, foram avaliadas as variações na velocidade de resfriamento como sendo reduzidas até aproximadamente ± 1,5°C. Observar que quando a velocidade de colisão excedeu a 200 m/s, saturou-se o efeito de resfriamento.
[0041] A proporção do fluxo volumétrico do gás comprimido para resfriamento em relação ao fluxo volumétrico do resfriamento de água pode ser de 1.000 até 50.000.
[0042] A proporção do fluxo volumétrico do gás comprimido para resfriamento em relação ao fluxo volumétrico do resfriamento de água é chamada de proporção ar-água.
[0043] No caso de uma alta proporção ar-água, uma vez que a película de vapor que se forma na superfície da barra de aço é removida pelo gás comprimido para resfriamento, inibe-se a formação de película de vapore se assegura o resfriamento estável. Nesse momento, quando a proporção ar-água é menor que 1.000, as variações na velocidade de resfriamento se tornam amplas, e quando a proporção ar-água excede a 50.000, satura-se o efeito de resfriamento.
[0044] Ainda, no método de resfriamento para a barra de aço laminado da presente invenção, prefere-se orientar o bocal de suprimento de resfriamento de água em direção à placa de bocal.
[0045] O gás comprimido para resfriamento pode ser ar ou nitrogênio.
[0046] Não se leva em consideração o tipo de meio de resfriamento na presente invenção, porém, do ponto de vista de manuseio e economia, prefere-se ar ou nitrogênio.
[0047] O resfriamento de água pode ser suprida do bocal de suprimento de resfriamento de água no estado de neblina, estado de chuveiro, ou estado de corrente.
[0048] A temperatura de início de resfriamento da barra de aço laminado depois da laminação a quente pode estar na temperatura da região de austenita ou acima, e a temperatura de resfriamento final da barra de aço laminado pode ser de 450°C até 600°C.
[0049] Se a temperatura de início de resfriamento não estiver na temperatura da região de austenita ou acima e a temperatura final de resfriamento não estiver ao menos a 600°C ou menos, não ocorre resfriamento brusco, o que não se prefere. Por outro lado, não é preferível quando se continua o resfriamento acelerado até abaixo de 450°C, uma vez que se produz uma estrutura martensítica na parte de cabeça do trilho, embora a dureza aumente, uma vez que a tenacidade decresce.
[0050] Sendo a barra de aço laminado um trilho, a câmara pode ser disposta de modo a haver um espaço entre a parte de cima da cabeça de trilho e as partes laterais da cabeça, além de o meio de resfriamento poder ser pulverizado dos orifícios de bocal da placa de bocal em direção à parte de cima da cabeça e às partes laterais da cabeça do trilho. Em consequência, torna-se possível pulverizar uma neblina na direção perpendicular às superfícies da parte da cabeça do trilho.
[0051] No sistema de resfriamento e método de resfriamento para barra de aço laminado da presente invenção, instalando-se um bocal de suprimento de resfriamento de água que supre resfriamento de água na câmara que ejeta o gás comprimido para resfriamento a partir da saída de sopro em direção à barra de aço laminado, misturando-se o gás comprimido para resfriamento e o resfriamento de água, além de se pulverizar uma neblina na direção perpendicular a partir da placa de bocal através dos orifícios de bocal para a barra de aço laminado, aumenta-se a velocidade de colisão das gotículas e as gotículas que aderem à barra de aço laminado são removidas rapidamente. Em consequência, impede-se a formação de uma película de vapor, e sem flutuar a velocidade de resfriamento, torna-se possível o resfriamento uniforme, também sendo possível o resfriamento acelerado estável.
[0052] Adicionalmente, ao se instalar a placa retificadora entre a entrada de gás e o bocal de suprimento de resfriamento de água, o gás comprimido para resfriamento que se introduziu a partir da entrada de gás flui de modo uniforme através da câmara por intermédio da placa retificadora, razão pela qual se torna possível evitar variações na velocidade de fluxo de gotículas em toda a câmara.
[0053] A Figura 1 é um desenho esquemático que mostra o sistema de resfriamento para barra de aço laminado de uma modalidade da presente invenção.
[0054] A Figura 2 é um vista de planta da placa de bocal do mesmo sistema de resfriamento.
[0055] A Figura 3 é uma vista em perspectiva da tubulação e do bocal de suprimento de água resfriada que supre o resfriamento de água.
[0056] A Figura 4A é uma vista esquemática que mostra a situação de suprimento do resfriamento de água do bocal de suprimento de resfriamento de água.
[0057] A Figura 4B é um gráfico que mostra o relacionamento entre a posição do bocal de suprimento de resfriamento de água da Figura 4A e a velocidade do fluxo de gotículas.
[0058] A Figura 5 é uma vista em perspectiva que mostra a situação da placa retificadora instalada na câmara.
[0059] A Figura 6A é um gráfico que mostra a densidade de descarga de ar e a proporção de velocidade de fluxo de gotículas na situação de não estar presente uma placa retificadora na câmara.
[0060] A Figura 6B é uma vista esquemática que mostra o fluxo de ar na câmara na situação mostrada na Figura 6A.
[0061] A Figura 7A é um gráfico que mostra a densidade de descarga do ar e a proporção da velocidade do fluxo de gotículas de neblina na situação de não instalação de placa retificadora diretamente abaixo do so prado r.
[0062] A Figura 7B é uma vista esquemática que mostra o fluxo de ar na câmara na situação mostrada na Figura 7A.
[0063] A Figura 8 é um gráfico que mostra o relacionamento entre a velocidade de colisão da neblina e a velocidade de resfriamento.
[0064] A Figura 9 é um gráfico que mostra o relacionamento entre a proporção ar-água e variações da velocidade de resfriamento. DESCRIÇÃO DOS NÚMEROS DE REFERÊNCIA 10 Sistema de resfriamento 11 Câmara 11a Parte larga 11b Parte inclinada 11 c Parte estreita 12 Saída de sopro 13 Entrada de gás 14 Placa de bocal 14c Orifício de bocal 15 Bocal de suprimento de resfriamento de água 16 Placa retificadora 17 Tubulação 17a Ramificação de tubulação 20 Sistema de resfriamento 21 Câmara 21a Parte larga 21b Parte inclinada 21c Parte estreita 22 Saída de sopro 23 Entrada de gás 24 Placa de bocal 25 Bocal de suprimento de resfriamento de água 26 Placa retificadora 27 Tubulação 30 Trilho (barra de aço laminado) 31 Parte de cima de cabeça 32 Parte lateral de cabeça
[0065] Serão descritas modalidades específicas da presente invenção tomando como referência os desenhos anexados para entendimento da presente invenção. Observe-se que a explanação que se segue será dada usando um trilho como exemplo de barra de aço laminado longa.
[0066] Um sistema de resfriamento que se usa para resfriamento de barra de aço laminado de acordo com uma modalidade da presente invenção (a seguir referido simplesmente como um sistema de resfriamento) 10 e 20 é um sistema de resfriamento que resfria um trilho laminado a quente 30. Conforme se mostra na Figura 1, dispõe-se o sistema de resfriamento 10 voltado para a parte de cima da cabeça do trilho 30, além de se dispor o sistema de resfriamento 20 voltado para cada lado das partes de cabeça 32. A distância entre o sistema de resfriamento 10 e a parte de cima de cabeça 31 do trilho 30 e a distância entre o sistema de resfriamento 20 e a parte de cima de cabeça 32 do trilho 30 estão entre vários milímetros a várias dúzias de milímetros, respectivamente.
[0067] O sistema de resfriamento 10 tem uma pluralidade de câmaras em formato de caixa 11 como um formato que é estreito e longo na direção do sentido longitudinal do trilho 30 (uma dimensão na direção do sentido longitudinal de 1.000 mm até 5.000 mm). Uma vez que é necessário resfriar o comprimento total do trilho 30 de forma simultânea, dispõe-se a pluralidade de câmaras 11 sucessivamente em uma linha ao longo de todo o comprimento do trilho 30, ao longo da direção longitudinal do trilho 30. Isto é, determina-se a quantidade de câmaras 11 de acordo com o comprimento do trilho 30. O comprimento de cada câmara 11 é de preferência, por exemplo, de 5 m a 10 m. Por essa razão, no caso de o comprimento do trilho 30 ter, por exemplo, 50 m, a quantidade de câmaras 11 que são sucessivamente dispostas em uma linha é de cinco até 10. Além disso, quando o comprimento de um trilho 30 é de 100 m, a quantidade de câmaras 11 que são sucessivamente dispostas em uma linha passa a ser de 10 até 20.
[0068] O que se mencionou acima não significa limitar o comprimento e a quantidade de câmaras da presente invenção, e nas instalações de fabricação atuais, colocam-se as câmaras em uma quantidade que cobre o máximo comprimento laminado da barra de aço laminado que se fabrica na instalação, e, assim, seleciona-se a quantidade de câmaras a serem operadas de acordo com o comprimento de laminação atual.
[0069] A seguir, as câmaras 11 e 21 serão descritas em detalhe.
[0070] Uma entrada de gás 13 que alimenta ar (um exemplo de um gás comprimido para resfriamento) que se envia de um soprador que não está ilustrado conecta-se à parte superior da câmara 11 do sistema de resfriamento 10. Nessa câmara em formato de caixa 11, instala-se um bocal de suprimento de resfriamento de água 15 de modo a suprir resfriamento de água que se fornece através de uma tubulação 17 na direção da parte de cima de cabeça 31 do trilho 30. Proporciona-se uma saída de sopro 12 na parte da extremidade do lado da direção do fluxo descendente da câmara 11, e que se constitui de modo a empurrar o resfriamento de água suprida na direção da saída de sopro 12 pelo ar a partir do soprador.
[0071] Forma-se a câmara 11 de uma parte larga 11a cuja largura se faz ampla de modo a proporcionar a entrada de água 13 na parte superior, de uma parte estreita 11c cuja largura é mais estreita que a parte larga 11a e que tem a saída de sopro 12 proporcionada na parte da extremidade do lado do fluxo descendente, além de uma parte inclinada 11 b que tem um formato afunilado que se conecta à parte larga 11a e à parte estreita 11c. Monta-se uma placa de bocal 14 que tem uma pluralidade de orifícios de bocal 14c (referir-se à Figura 2) na saída de sopro 12 que se volta para o trilho 30 de modo a estar paralela à parte de cima da cabeça 31 do trilho 30. Ainda, na parte larga 11a, instala-se uma placa retificadora 16, que impede o arque se introduz a partir da entrada de gás 13 de atingir diretamente a placa de bocal 14, em situação horizontal entre a entrada de gás 13 e o bocal de suprimento de resfriamento de água 15.
[0072] Ao mesmo tempo, conecta-se também à câmara 21 do sistema 20 uma entrada de gás 23 que introduz ar que se envia para fora a partir de um soprador não mostrado. Na câmara em formato de caixa 21, instala-se um bocal de suprimento de resfriamento de água 25 de modo a suprir resfriamento de água que se fornece de uma tubulação 27 na direção da parte de cima da cabeça 32 do trilho 30. Proporciona- se uma saída de sopro 22 na parte da extremidade do lado do fluxo descendente da câmara 21, que se constitui de modo a empurrar o resfriamento de água suprida na direção da saída de sopro 22 pelo ar do soprador.
[0073] Forma-se a câmara 21 por uma parte larga 21a na qual a largura se faz ampla de modo a proporcionar a entrada de gás 23 na parte lateral, uma parte estreita 21c cuja largura é mais estreita do que a parte larga 21a e que tem a saída de sopro 12 proporcionada na parte da extremidade do lado do fluxo descendente, além de uma parte inclinada 21 b de formato afunilado que se conecta à parte larga 21a e à parte estreita 21c. Monta-se uma placa de bocal 24 que tem uma pluralidade de orifícios de bocal na saída de sopro 22 que se volta para o trilho 30 de modo a ficar paralela à parte lateral da cabeça 32 do trilho 30. Ainda, na parte larga 21a, instala-se uma placa retificadora26 entre a entrada de gás 23 e o bocal de suprimento de resfriamento de água 25 de modo que o gás se dispersa de modo uniforme e flui ao longo de toda a câmara 21.
[0074] Em seguida, serão descritas em detalhe a placa de bocal 14, o bocal de suprimento de resfriamento de água 15, e a placa retificadora 16 do sistema de resfriamento 10, porém, a placa de bocal 24, o bocal de suprimento de resfriamento de água 25, e a placa retificadora 26 do sistema de resfriamento 20 são quase os mesmos.
[0075] Conforme se mostra na Figura 2, muitos orifícios de bocal 14c com diâmetro, por exemplo, de 2 a 10 mm são regularmente formados em um intervalo necessário (por exemplo, um intervalo de 2 mm a 10 mm) na placa de bocal 14. Também, se faz a largura W na direção menor (a direção da largura do trilho 30) da região na qual se formam os orifícios do bocal 14c de modo a ser aproximadamente a mesma da largura da parte de cima da cabeça 31 do trilho 30 tal que a neblina (meio de resfriamento que consiste em uma mistura de ar e resfriamento de água) atinge de forma perpendicular sobre toda a largura da parte de cima da cabeça 31 do trilho 30.
[0076] Dispõe-se a tubulação 17 dentro da câmara 11 de modo a ficar paralela à direção do sentido longitudinal do trilho 30, e, conforme se mostra na Figura 3, uma pluralidade de ramificações de tubulação 17a bifurca-se na direção descendente a partir da tubulação 17. Monta- se o bocal de suprimento de resfriamento de água 15 em cada extremidade distal do tubo ramal 17a. O resfriamento de água que se supre do bocal de suprimento de resfriamento de água 15 pode ser suprida no estado de neblina, estado de chuveiro, ou no estado de corrente. Ainda, a água de suprimento somente pode ser suprida a parir do bocal de suprimento de resfriamento de água 15, ou pode ser suprida uma mistura de resfriamento de água e ar a partir do bocal de suprimento de resfriamento de água 15.
[0077] A velocidade do fluxo de gotículas da neblina que se pulveriza a partir da placa de bocal 14 através dos orifícios de bocal 14c é tornada uniforme de modo que as gotículas de água supridas do bocal de suprimento de resfriamento de água 15 sejam pulverizadas na direção da placa de bocal 14 (referir-se à Figura 4A e Figura 4B).
[0078] Dispõe-se a placa retificadora 16 diretamente abaixo de ao menos a parte que corresponde à entrada de gás 13 da câmara 11 quando vista de cima, conforme se mostra na Figura 5. Ainda, forma-se um espaço de modo que o ar passe entre as bordas laterais da placa retificadora 16 e as paredes internas da parte larga 11a. Em consequência, o ar que se alimenta para dentro a partir da entrada de gás 13 se dispersa e flui de modo uniforme a partir da placa retificadora 16 ao longo de toda a câmara 11, além de se impedir variações na distribuição da velocidade de fluxo de gotículas dentro da câmara 11.
[0079] Observe-se que, embora não ilustrados, podem ser formados muitos orifícios na placa retificadora, e, além disso, ao assim se proceder, fazendo-se a área total por unidade de área dos orifícios que se formam diretamente abaixo da pluralidade de entradas de gás menor que a área total por unidade de área dos orifícios que se formam em outras localizações, a neblina que se pulveriza da placa de bocal 14 através dos orifícios de bocal 14c pode ser tornada uniforme na direção do sentido longitudinal da câmara 11.
[0080] A Figura 6A é um gráfico que mostra a distribuição da descarga de ar e a proporção da velocidade de fluxo de gotículas da neblina na situação de não existência de placa retificadora na câmara 11 (referir-se à Figura 6B). Assumindo-se que a distância entre o bocal de suprimento de resfriamento de água 14 e a placa de bocal é de 100 mm, e que o intervalo entre bocais de suprimento de resfriamento de água 15 adjacentes é de 500 mm, posiciona-se a entrada de gás 13 entre os bocais de suprimento de resfriamento de água 15 (tanto a distância como o intervalo são exemplos de teste).
[0081] No caso de não existir placa retificadora na câmara 11, a quantidade de descarga de ar em relação à direção do sentido longitudinal da câmara 11 é grande diretamente abaixo da entrada de gás 13, e se torna menor afastando-se da entrada de gás 13. Nessa situação, no caso de se suprir uma névoa a partir do bocal de suprimento de resfriamento de água 15, uma vez que a neblina é empurrada pelo ar diretamente abaixo da entrada de ar 13 onde é forte o fluxo de ar, diminui a quantidade de neblina que se pulveriza do bocal de placa 14 através dos orifícios de bocal 14c. Por essa razão, o teor de água na direção do sentido longitudinal da câmara 11 torna-se desigual.
[0082] A Figura 7A é um gráfico que mostra a distribuição de descarga de ar e a proporção de velocidade de fluxo de gotículas da neblina na situação da placa retificadora 16 de formato adequado sendo instalada diretamente debaixo da entrada de gás 13 (referir-se à Figura 7B). As outras condições são as mesmas como na Figura 6A e Figura 6B. A distância entre a placa retificadora 16 e a placa de bocal 14 é de 185 mm (exemplo de teste).
[0083] No caso de se instalar a placa retificadora 16 diretamente abaixo da entrada de gás 13, uma vez que o ar que se introduz a partir da entrada de gás 13 na câmara 11 depois de colidir uma vez com a placa retificadora 16 se dispersa ao longo de toda a câmara 11, a quantidade de descarga do ar que se ejeta a partir da placa de bocal 14 através dos orifícios de bocal 14c torna-se uniforme ao longo da câmara 11.
[0084] Uma vez que o ar que se introduz a partir da entrada de gás 13 flui da placa retificadora 16 na direção do sentido longitudinal da câmara 11, a distribuição do teor de água na direção do sentido longitudinal da câmara 11 torna-se uniforme.
[0085] No caso de se resfriar a parte de cabeça de trilho usando o sistema de resfriamento 10 e 20 que têm a mesma supramencionada conformação, assumindo-se que a proporção ar-água do meio de resfriamento que consiste em uma mistura de ar e resfriamento de água que se pulveriza a partir das placas de bocal 14 e 24 é de 1.000 a 50.000, e que a velocidade de colisão da neblina na parte da cabeça de trilho é de 50 a 200 m/s, pulveriza-se o meio de resfriamento como neblina da placa de bocal 14 que se coloca voltada para a parte de cima da cabeça 31 do trilho 30 através dos orifícios de bocal 14c em direção à parte de cima da cabeça 31. Também, de forma simultânea a isso, pulveriza-se como neblina o meio de resfriamento a partir das placas de bocal 24 que são dispostas voltadas para as partes laterais da cabeça 32 do trilho 30 através dos orifícios de bocal em direção à partes laterais da cabeça 32. Dessa forma, resfria-se a parte de cabeça de trilho de forma uniforme da temperatura da região de austenita de 450 até 600°C.
[0086] A razão para definir a temperatura de resfriamento da forma acima é que se a temperatura de início de resfriamento não estiver na temperatura da região de austenita ou acima, e se a temperatura final de resfriamento não estiver em ao menos 600°C ou menos, ela não é preferível em termos de realização de resfriamento brusco. Por outro lado, quando se continua o resfriamento acelerado até abaixo de 450°C, uma vez que se produz uma estrutura martensítica na parte de cabeça de trilho, embora aumente a dureza, a tenacidade decresce, o que não é preferível.
[0087] A Figura 8 é um gráfico do relacionamento entre a velocidade de colisão da neblina e a velocidade de resfriamento, obtido por experimentação.
[0088] O bocal de suprimento de resfriamento de água é o bocal de neblina fina BIMJ 2015 fabricado por H. Ikeuch & Co., a amostra é um trilho de 64 kg (141 libras) com comprimento de 100 mm, e se embute um termoparem uma posição de 2mm de profundidade da parte de cima de cabeça da amostra.
[0089] Depois de aquecer a amostra até 820°C em um forno de reaquecimento, ela é retirada do forno de reaquecimento e se inicia o resfriamento através do presente sistema de resfriamento a partir de 750°C, com o resfriamento executado até 500°C ou menos. Executa-se o resfriamento sob as condições da velocidade de fluxo de gotículas de descarga de resfriamento mantida constante a 70 litros por metro quadrado por minuto (l/m2/min), e a velocidade de colisão da neblina ajustada às cinco condições de 10, 20, 50, 150, e 200 m/s mudando-se a quantidade de ar. Observar que a pressão do ar nesse momento era de 1,1 a 1,2 atmosferas.
[0090] Calcula-se a velocidade de colisão de neblina Va pela equação que se segue, que identifica a velocidade de descarga como Ve e a distância entre a saída de sopro e o trilho como h, além do diâmetro de sopro como d. Va = 6,39 x Ve/(h/d + 0,6)
[0091] O experimento foi realizado 10 vezes para cada velocidade de colisão e a velocidade de resfriamento foi encontrada a partir do tempo necessário para o valor indicado no termopar descer de 750°C até 500°C. Como resultado, como se aumentou a velocidade de colisão, obteve-se uma velocidade de resfriamento maior, e quando a velocidade de colisão era de 50 m/s ou mais, a variação na velocidade de resfriamento decresceu até em torno de ± 1,5°C, tendo sido avaliada como estável. Observar que quando a velocidade e colisão excede a 200 m/s, isso não é realístico devido à ampliação da instalação e o custo de funcionamento aumentado.
[0092] Ainda, a Tabela 1 mostra o relacionamento entre a proporção ar-água e a velocidade de resfriamento. Da tabela, torna-se evidente que quando a proporção ar-água é 1.000 ou mais, o desvio padrão da velocidade de resfriamento é 2,2 ou menos, e que a uma proporção ar- água de 50.000, o efeito se satura, sendo possível um resfriamento estabilizado. Observar que a Figura 9 é um gráfico dos dados da Tabela 1. T abela 1
[0093] Proporção Ar-Água (Quantidade de Gás/Quantidade de Água) e Velocidade de Resfriamento
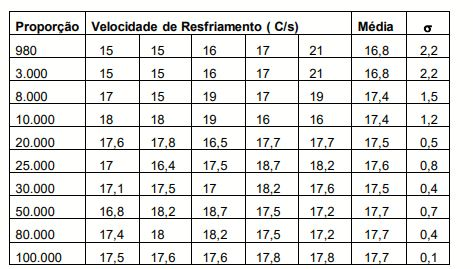
[0094] Observar que no caso de resfriamento da parte da coluna e da parte do pé de um trilho usando o presente sistema de resfriamento, uma vez que a velocidade de resfriamento dessas seções é mais rápida do que a parte da cabeça, torna-se necessário ajustar as condições de resfriamento de forma separada.
[0095] Descreveu-se acima a modalidade da presente invenção, porém a presente invenção não deve se limitar à configuração descrita na modalidade supramencionada, e inclui outras modalidades e modificações concebíveis no âmbito dos assuntos que se relatam nas reivindicações. Porexemplo, na modalidade supramencionada, o ar que serviu como o gás comprimido para resfriamento que foi introduzido dentro da câmara, mas também pode se usar nitrogênio.
[0096] De acordo com a presente invenção, é possível proporcionar um sistema de resfriamento e um método de resfriamento para barra de aço laminado que, além de aperfeiçoar de forma significativa a velocidade de resfriamento suprimindo-se a formação de uma película de vapor na superfície da barra de aço laminado longa, permite o resfriamento acelerado de modo uniforme.
Claims (14)
1. Sistema de resfriamento (10, 20) que resfria barra longa de aço laminado (30) a quente, em que compreende uma pluralidade de câmaras (11, 21) que se dispõem ao longo da direção longitudinal da barra de aço laminado (30), na pluralidade de câmaras (11, 21) cada câmara proporcionada com: uma saída de sopro (12, 22) que, ao fazer face a partir da câmara para a barra de aço laminado (30), sopra ar comprimido para resfriamento que é introduzido na câmara a partir de uma entrada de gás (13, 23) que se conecta à câmara, uma placa de bocal (14, 24) que tem uma pluralidade de orifícios de bocal (14c) que se proporciona nessa saída de sopro de modo a fazer face com a barra de aço laminado (30); um bocal de suprimento de resfriamento de água (15, 25) que supre resfriamento de água para dentro da câmara; caracterizado pelo fato de que: uma placa retificadora (16, 26) que se proporciona entre a entrada de gás e o bocal de suprimento de resfriamento de água, e que impede o gás comprimido para resfriamento que é introduzido da entrada de gás de atingir diretamente a placa de bocal; em que o sistema de resfriamento pulveriza um meio de resfriamento que se produz misturando-se o resfriamento de água suprida do bocal de suprimento de resfriamento de água com o gás comprimido para resfriamento que se introduz a partir da entrada de gás e retificado pela placa retificadora na direção da barra de aço laminado (30) através dos orifícios de bocal da placa de bocal (14c), e, em consequência, resfriando as superfícies da barra de aço laminado (30) de modo uniforme.
2. Sistema de resfriamento (10) para barra de aço laminado (30), de acordo com a reivindicação 1, caracterizado pelo fato de que a barra de aço laminado (30) é um trilho (30), as câmaras (11) são dispostas de modo a haver um espaço entre a parte de cima da cabeça (31) desse trilho (30) e as câmaras (11), além de se pulverizar o meio de resfriamento a partir dos orifícios de bocal (14c) da placa de bocal (14) na direção da parte de cima da cabeça (31) do trilho (30).
3. Sistema de resfriamento (10) para barra de aço laminado (30), de acordo com a reivindicação 1, caracterizado pelo fato de que a barra de aço laminado (30) é um trilho (30) e as câmaras (11) são dispostas de modo a haver um espaço entre as partes laterais da cabeça (31) desse trilho (30) e as câmaras (11), além de o meio de resfriamento ser pulverizado a partir dos orifícios de bocal (14c) da placa de bocal (14) na direção das partes laterais da cabeça do trilho (30).
4. Sistema de resfriamento (10) para barra de aço laminado (30), de acordo com a reivindicação 1, caracterizado pelo fato de que a câmara é formada por: uma parte larga (11a) que se forma ampla de modo a proporcionar a entrada de gás (13); uma parte estreita (11c) cuja largura se forma mais estreita do que a parte larga (11a); e uma parte inclinada (11b) que acopla de forma mútua a parte larga (11a) e a parte estreita (11c); em que se proporciona a saída de sopro (12) na parte da extremidade da parte estreita (11c).
5. Sistema de resfriamento (10) para barra de aço laminado (30), de acordo com a reivindicação 4, caracterizado pelo fato de que: a barra de aço laminado (30) é um trilho (30), dispõem-se as câmaras (11) acima do trilho (30), e se coloca a placa retificadora (16) em uma posição horizontal na parte larga (11a) da câmara (11); e forma-se um espaço tal que o gás comprimido para resfriamento passa entre as bordas laterais da placa retificadora (16) e as paredes internas da parte larga (11a).
6. Sistema de resfriamento (10) de barra de aço laminado (30), de acordo com qualquer uma das reivindicações 1 a 5, caracterizado pelo fato de que a proporção do fluxo volumétrico do gás comprimido para resfriamento em relação ao fluxo volumétrico do resfriamento de água é de 1.000 a 50.000.
7. Sistema de resfriamento (10) para barra de aço laminado (30) de acordo com qualquer uma das reivindicações 1 a 6, caracterizado pelo fato de que o gás comprimido para resfriamento é ar ou nitrogênio.
8. Sistema de resfriamento (10) para barra de aço laminado (30) de acordo com qualquer uma das reivindicações 1 a 7, caracterizado pelo fato de que se supre o resfriamento de água a partir do bocal de suprimento de resfriamento de água (15) em um estado de neblina, estado de chuveiro, ou estado de corrente.
9. Método de resfriamento que resfria barra longa de aço laminado (30) a quente, que usa um sistema de resfriamento (10, 20), como definido na reivindicação 1, que se proporciona com um bocal de suprimento de resfriamento de água (15, 25) que supre resfriamento de água, uma saída de sopro (12, 22) que sopra um meio de resfriamento que se produz misturando-se ar comprimido para resfriamento que se introduz através de uma entrada de gás (13, 23) e o resfriamento de água, além de uma pluralidade de câmaras (11, 21), cada uma delas tendo uma placa de bocal (14, 24) que se proporciona na parte da extremidade da saída de sopro e que tem uma pluralidade de orifícios de bocal (14c), o método de resfriamento caracterizado pelo fato de que compreende: retificar o ar comprimido para resfriamento que se introduz na câmara através da entrada de gás com uma placa retificadora (16, 26) que se dispõe entre a entrada de gás e o bocal de suprimento de resfriamento de água, de modo que o ar comprimido para resfriamento que se introduz na câmara não se dirige diretamente à saída de sopro; produzir o meio de resfriamento misturando-se o ar comprimido que se retifica através da placa retificadora e o resfriamento de água que se supre a partir do bocal de suprimento de água para resfriamento; e pulverizar o meio de resfriamento em direção à superfície da barra de aço laminado (30) que se dispõe ao longo da saída de sopro (12, 22) a uma velocidade de 50 a 200 m/s através da pluralidade de orifícios de bocal (14c) da placa de bocal, e resfriar de modo uniforme todo o comprimento da barra de aço laminado (30).
10. Método de resfriamento para barra de aço laminado (30), de acordo com a reivindicação 9, caracterizado pelo fato de que que a proporção do fluxo volumétrico do gás comprimido para resfriamento em relação ao fluxo volumétrico do resfriamento de água é de 1.000 a 50.000.
11. Método para resfriamento de barra de aço laminado (30), de acordo com a reivindicação 9 ou 10, caracterizado pelo fato de que o gás comprimido para resfriamento é ar ou nitrogênio.
12. Método para resfriamento para barra de aço laminado (30), de acordo com qualquer uma das reivindicações 9 a 11, caracterizado pelo fato de que o resfriamento de água é suprida a partir bocal de suprimento de resfriamento de água (15) em um estado de neblina, um estado de chuveiro, ou um estado de corrente.
13. Método de resfriamento para barra de aço laminado (30), de acordo com qualquer uma das reivindicações 9 a 12, caracterizado pelo fato de que se ajusta a temperatura de início de resfriamento da barra de aço laminado (30) depois da laminação a quente para estar na temperatura da região de austenita ou acima , e se faz a temperatura final de resfriamento da barra de aço laminado (30) ser de 450°C até 600°C.
14. Método de resfriamento para barra de aço laminado (30), de acordo com qualquer uma das reivindicações 9 a 13, caracterizado pelo fato de que a barra de aço laminado (30) é um trilho (30), as câmaras (11) se dispõem de modo a haver um espaço entre a parte de cima da cabeça (31) e as partes laterais da cabeça (32) desse trilho (30) e as câmaras (11), além de o meio de resfriamento ser pulverizado a partir dos orifícios de bocal (14c) da placa de bocal (14) em direção à parte de cima da cabeça (31) e às partes laterais da cabeça (32) do trilho (30).
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008-046461 | 2008-02-27 | ||
| JP2008046461A JP4384695B2 (ja) | 2008-02-27 | 2008-02-27 | 圧延鋼材の冷却方法 |
| JP2008-048383 | 2008-02-28 | ||
| JP2008048383A JP4427585B2 (ja) | 2008-02-28 | 2008-02-28 | 圧延鋼材の冷却装置 |
| PCT/JP2009/053377 WO2009107639A1 (ja) | 2008-02-27 | 2009-02-25 | 圧延鋼材の冷却装置および冷却方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BRPI0908257A2 BRPI0908257A2 (pt) | 2015-07-21 |
| BRPI0908257B1 true BRPI0908257B1 (pt) | 2020-10-13 |
Family
ID=41016028
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BRPI0908257-3A BRPI0908257B1 (pt) | 2008-02-27 | 2009-02-25 | sistema de resfriamento e método de resfriamento de aço laminado |
Country Status (10)
| Country | Link |
|---|---|
| US (2) | US8715565B2 (pt) |
| EP (1) | EP2253394B1 (pt) |
| KR (1) | KR101227213B1 (pt) |
| CN (1) | CN101959626B (pt) |
| AU (1) | AU2009218189B2 (pt) |
| BR (1) | BRPI0908257B1 (pt) |
| CA (1) | CA2715320C (pt) |
| ES (1) | ES2665045T3 (pt) |
| RU (1) | RU2450877C1 (pt) |
| WO (1) | WO2009107639A1 (pt) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101782483B (zh) * | 2010-03-02 | 2011-08-03 | 武汉钢铁(集团)公司 | 一种用于钢材冷却控制的试验平台 |
| CN102269668B (zh) * | 2011-07-11 | 2013-01-02 | 南京钢铁股份有限公司 | 一种对压缩试样进行急速水淬的试验方法 |
| CN102534145B (zh) * | 2012-02-17 | 2013-06-19 | 上海电机学院 | 大型筒形工件的淬火冷却装置 |
| KR101435278B1 (ko) * | 2012-10-31 | 2014-09-29 | 현대제철 주식회사 | 물고임 방지용 형강 냉각 장치 |
| CN103042054A (zh) * | 2013-01-25 | 2013-04-17 | 中冶赛迪工程技术股份有限公司 | 异形钢材防止冷却弯曲装置及工艺方法 |
| US10214795B2 (en) | 2013-03-28 | 2019-02-26 | Jfe Steel Corporation | Rail manufacturing method and manufacturing equipment |
| JP2014202320A (ja) * | 2013-04-08 | 2014-10-27 | 株式会社神戸製鋼所 | 低温液化ガスの気化装置 |
| TR201812809T4 (tr) | 2013-04-17 | 2018-09-21 | Scient And Manufacturing Enterprise Tomsk Electronic Company Ltd | Rayların ısıl olarak işlenmesine yönelik cihaz. |
| DE102013221397A1 (de) * | 2013-10-22 | 2015-04-23 | Robert Bosch Gmbh | Thermisches Verfahren und Vorrichtung zur lokalen Festigkeitssteigerung der Randschicht bei einem dickwandigen Bauteil |
| CN103594126B (zh) * | 2013-11-18 | 2016-04-13 | 国核(北京)科学技术研究院有限公司 | 环境风冷却系统以及具有该系统的非能动安全壳 |
| CN103820734B (zh) * | 2014-01-10 | 2015-10-21 | 卢璐娇 | 一种贝氏体钢轨件的制造方法 |
| WO2015105432A1 (ru) | 2014-01-13 | 2015-07-16 | Общество С Ограниченной Ответственностью Научно-Производственное Предприятие "Томская Электронная Компания" (Ооо Нпп "Тэк") | Способ и устройство для термической обработки стального изделия |
| DE112015006577T5 (de) * | 2015-05-29 | 2018-03-15 | Koyo Thermo Systems Co., Ltd. | Behälterkühlvorrichtung |
| JP6271096B2 (ja) * | 2015-09-11 | 2018-01-31 | 光洋サーモシステム株式会社 | 熱処理装置 |
| CN105363799B (zh) * | 2015-10-21 | 2017-11-17 | 钢铁研究总院 | 一种组织与性能均匀化钢材的非均温控轧控冷工艺 |
| CN108085469B (zh) * | 2018-02-12 | 2023-05-23 | 辽宁科技大学 | 一种提供高速、均匀钢轨风冷淬火风源的装置 |
| JP6938402B2 (ja) * | 2018-02-22 | 2021-09-22 | 光洋サーモシステム株式会社 | 熱処理装置 |
| CN113042528A (zh) * | 2021-03-05 | 2021-06-29 | 海南立磨焊接工程有限公司 | 复合耐磨钢板的轧制工艺 |
| DE102021212523A1 (de) | 2021-05-31 | 2022-12-01 | Sms Group Gmbh | Forcierte Luftkühlung zur Kühlung von Langstahlerzeugnissen |
| CN114226470B (zh) * | 2021-12-10 | 2024-06-21 | 山西太钢不锈钢股份有限公司 | 一种热模拟控冷系统及使用方法 |
| CN118109666A (zh) * | 2022-11-30 | 2024-05-31 | 中冶南方工程技术有限公司 | 一种热轧不锈钢线材轧后喷淋冷却系统 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2109121A5 (pt) | 1970-10-02 | 1972-05-26 | Wendel Sidelor | |
| FR2421678A2 (fr) * | 1978-04-03 | 1979-11-02 | Bertin & Cie | Dispositif de pulverisation a jet bidimensionnel |
| JPS54147124A (en) | 1978-05-10 | 1979-11-17 | Nippon Kokan Kk <Nkk> | Heat treating method for rail |
| BE884443A (fr) | 1980-07-23 | 1981-01-23 | Centre Rech Metallurgique | Perfectionnements aux procedes de fabrication de rails a haute resistance |
| SU1066688A1 (ru) | 1982-08-05 | 1984-01-15 | Всесоюзный Научно-Исследовательский И Проектный Институт По Очистке Технологических Газов,Сточных Вод И Использованию Вторичных Энергоресурсов Предприятий Черной Металлургии | Устройство дл охлаждени проката |
| JPS59135852U (ja) * | 1983-02-25 | 1984-09-11 | 株式会社神戸製鋼所 | 連続鋳造設備に用いる冷却用ミスト噴出装置 |
| JPS59222531A (ja) * | 1983-05-31 | 1984-12-14 | Nippon Kokan Kk <Nkk> | レ−ル頭部の冷却装置 |
| JPS61279626A (ja) | 1985-06-05 | 1986-12-10 | Nippon Steel Corp | レ−ルの熱処理方法 |
| JPS61149436A (ja) | 1984-12-24 | 1986-07-08 | Nippon Steel Corp | レ−ルの熱処理方法 |
| US4660619A (en) * | 1985-07-23 | 1987-04-28 | Continuous Casting Systems Inc. | Mold cooling apparatus and method for continuous casting machines |
| US4950338A (en) * | 1988-03-24 | 1990-08-21 | Bethlehem Steel Corporation | Method for the controlled cooling of hot rolled steel samples |
| US5004510A (en) * | 1989-01-30 | 1991-04-02 | Panzhihua Iron & Steel Co. | Process for manufacturing high strength railroad rails |
| AT402941B (de) | 1994-07-19 | 1997-09-25 | Voest Alpine Schienen Gmbh | Verfahren und vorrichtung zur wärmebehandlung von profiliertem walzgut |
| JP3078461B2 (ja) | 1994-11-15 | 2000-08-21 | 新日本製鐵株式会社 | 高耐摩耗パーライト系レール |
| US6689230B1 (en) * | 1995-02-04 | 2004-02-10 | Sms Schloemann-Siemag Aktiengesellschaft | Method and apparatus for cooling hot-rolled sections |
| JPH08319515A (ja) | 1995-05-19 | 1996-12-03 | Nippon Steel Corp | 軌条の冷却方法 |
| JPH08319514A (ja) | 1995-05-22 | 1996-12-03 | Nippon Steel Corp | 外観の極めて良好な一次被膜を有する方向性電磁鋼板及びその製造方法 |
| JP3117916B2 (ja) | 1995-09-14 | 2000-12-18 | 新日本製鐵株式会社 | 耐摩耗性に優れたパーライト系レールの製造法 |
| JP3945545B2 (ja) * | 1996-02-27 | 2007-07-18 | Jfeスチール株式会社 | レールの熱処理方法 |
| JP2000026916A (ja) * | 1998-07-10 | 2000-01-25 | Honda Motor Co Ltd | 金型鋳造品の熱処理方法 |
| JP2000290777A (ja) | 1999-04-07 | 2000-10-17 | Tokyo Electron Ltd | ガス処理装置、バッフル部材、及びガス処理方法 |
| JP5261936B2 (ja) * | 2004-01-09 | 2013-08-14 | 新日鐵住金株式会社 | レールの製造方法 |
| JP4063813B2 (ja) | 2004-10-18 | 2008-03-19 | 新日本製鐵株式会社 | 熱間圧延鋼板のミスト冷却装置 |
| CN200954522Y (zh) * | 2006-10-08 | 2007-10-03 | 南京钢铁股份有限公司 | 高强度低合金钢轧后层流冷却水的侧喷吹扫系统 |
-
2009
- 2009-02-25 CA CA2715320A patent/CA2715320C/en not_active Expired - Fee Related
- 2009-02-25 BR BRPI0908257-3A patent/BRPI0908257B1/pt not_active IP Right Cessation
- 2009-02-25 ES ES09714692.2T patent/ES2665045T3/es active Active
- 2009-02-25 RU RU2010136833/02A patent/RU2450877C1/ru active
- 2009-02-25 EP EP09714692.2A patent/EP2253394B1/en active Active
- 2009-02-25 AU AU2009218189A patent/AU2009218189B2/en not_active Ceased
- 2009-02-25 WO PCT/JP2009/053377 patent/WO2009107639A1/ja not_active Ceased
- 2009-02-25 KR KR1020107018740A patent/KR101227213B1/ko not_active Expired - Fee Related
- 2009-02-25 US US12/867,706 patent/US8715565B2/en active Active
- 2009-02-25 CN CN2009801062869A patent/CN101959626B/zh active Active
-
2014
- 2014-03-24 US US14/223,328 patent/US9255304B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| RU2010136833A (ru) | 2012-04-10 |
| CA2715320C (en) | 2013-10-29 |
| US20100307646A1 (en) | 2010-12-09 |
| KR20100102232A (ko) | 2010-09-20 |
| WO2009107639A1 (ja) | 2009-09-03 |
| BRPI0908257A2 (pt) | 2015-07-21 |
| EP2253394B1 (en) | 2018-04-04 |
| EP2253394A1 (en) | 2010-11-24 |
| US9255304B2 (en) | 2016-02-09 |
| KR101227213B1 (ko) | 2013-01-28 |
| CA2715320A1 (en) | 2009-09-03 |
| AU2009218189B2 (en) | 2014-05-22 |
| CN101959626A (zh) | 2011-01-26 |
| CN101959626B (zh) | 2012-10-03 |
| ES2665045T3 (es) | 2018-04-24 |
| US8715565B2 (en) | 2014-05-06 |
| AU2009218189A1 (en) | 2009-09-03 |
| US20140208780A1 (en) | 2014-07-31 |
| EP2253394A4 (en) | 2016-11-30 |
| RU2450877C1 (ru) | 2012-05-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BRPI0908257B1 (pt) | sistema de resfriamento e método de resfriamento de aço laminado | |
| ES2951582T3 (es) | Método para tratamientos térmicos de raíles | |
| ES2881292T3 (es) | Método y sección para enfriar una banda metálica en movimiento mediante pulverización de líquido | |
| CN101437631B (zh) | 热轧钢带的冷却装置及冷却方法 | |
| BRPI1013732A2 (pt) | método de resfriamento e dispositivo de resfriamento de tira de aço laminada a quente | |
| TWI524951B (zh) | 熱軋鋼板用冷卻水之水擋裝置及水擋方法 | |
| JP4384695B2 (ja) | 圧延鋼材の冷却方法 | |
| JP6357666B2 (ja) | レールの製造装置 | |
| JP2019505388A (ja) | 金属基材を冷却するための方法及び装置 | |
| CN213530189U (zh) | 冷却雾的喷吹装置 | |
| ES2623037T3 (es) | Sistema de pre-refrigeración con regulación interna piloto | |
| JP5741165B2 (ja) | 熱鋼板の下面冷却装置 | |
| US10350659B2 (en) | Cooling method and cooling apparatus for hot-rolled steel sheet | |
| JP2009202206A (ja) | 圧延鋼材の冷却装置 | |
| JP4398898B2 (ja) | 厚鋼板の冷却装置及び方法 | |
| JPH0516206Y2 (pt) | ||
| SU926030A2 (ru) | Устройство дл охлаждени проката | |
| BR112018070853B1 (pt) | Método e aparelho de resfriamento de chapa de aço laminado a quente | |
| EA031494B1 (ru) | Способ и устройство для термической обработки стального изделия |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B25D | Requested change of name of applicant approved |
Owner name: NIPPON STEEL AND SUMITOMO METAL CORPORATION (JP) |
|
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B06T | Formal requirements before examination [chapter 6.20 patent gazette] | ||
| B25D | Requested change of name of applicant approved |
Owner name: NIPPON STEEL CORPORATION (JP) |
|
| B06A | Patent application procedure suspended [chapter 6.1 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 10 (DEZ) ANOS CONTADOS A PARTIR DE 13/10/2020, OBSERVADAS AS CONDICOES LEGAIS. |
|
| B21F | Lapse acc. art. 78, item iv - on non-payment of the annual fees in time |
Free format text: REFERENTE A 13A ANUIDADE. |
|
| B24J | Lapse because of non-payment of annual fees (definitively: art 78 iv lpi, resolution 113/2013 art. 12) |
Free format text: EM VIRTUDE DA EXTINCAO PUBLICADA NA RPI 2659 DE 21-12-2021 E CONSIDERANDO AUSENCIA DE MANIFESTACAO DENTRO DOS PRAZOS LEGAIS, INFORMO QUE CABE SER MANTIDA A EXTINCAO DA PATENTE E SEUS CERTIFICADOS, CONFORME O DISPOSTO NO ARTIGO 12, DA RESOLUCAO 113/2013. |