BRPI0917561B1 - Unidade de soldagem para trilhos de soldagem de um carril - Google Patents
Unidade de soldagem para trilhos de soldagem de um carril Download PDFInfo
- Publication number
- BRPI0917561B1 BRPI0917561B1 BRPI0917561-0A BRPI0917561A BRPI0917561B1 BR PI0917561 B1 BRPI0917561 B1 BR PI0917561B1 BR PI0917561 A BRPI0917561 A BR PI0917561A BR PI0917561 B1 BRPI0917561 B1 BR PI0917561B1
- Authority
- BR
- Brazil
- Prior art keywords
- welding
- rail
- guides
- welding unit
- unit
- Prior art date
Links
Images

Classifications
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B29/00—Laying, rebuilding, or taking-up tracks; Tools or machines therefor
- E01B29/42—Undetachably joining or fastening track components in or on the track, e.g. by welding, by gluing; Pre-assembling track components by gluing; Sealing joints with filling components
- E01B29/46—Devices for holding, positioning, or urging together the rail ends
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/002—Resistance welding; Severing by resistance heating specially adapted for particular articles or work
- B23K11/0073—Butt welding of long articles advanced axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/04—Flash butt welding
- B23K11/046—Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/26—Railway- or like rails
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Machines For Laying And Maintaining Railways (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
unidades de soldagem para trilhos de soldagem de um carril uma unidade de soldagem (1) para a soldagem de trilhos (7) de um carril compreende dois corpos unitários (4), os quais são móveis um em direção ao outro por meio de cilindros de deslocamento (2) ao longo de guias (3) que se estendem paralelas aos trilho (7). os cilindros de deslocamento (2) são presos, por um lado, a hastes de tração (8), e, por outro lado, a uma travessa (12). isto permite uma modalidade estruturalmente simples com forças de tração grandes.
Description
A invenção se refere a uma unidade de soldagem para a soldagem de trilhos de um carril, com um primeiro e um segundo corpos unitários, cada um conectado a um acionamento de grampeamento, os quais são móveis um em direção ao outro, por meio de cilindros de deslocamento ao longo de guias que se estendem paralelas aos trilhos.
As unidades de soldagem deste tipo para a assim denominada soldagem de topo sob pressão móvel já se tornaram conhecidas em várias modalidades a partir de uma multidão de publicações, tal como, por exemplo, a US 3.349.216 ou a GB 2 185 703 A.
Uma outra unidade de soldagem é conhecida a partir da EP 0 132 227 Bl, na qual os dois corpos unitários são conectados um ao outro por meio de uma alavanca articulada. Os cilindros de deslocamento são conectados a uma travessa na qual os acionamentos de grampeamento para sujeição do trilho são providos.
Ê um objetivo da presente invenção prover uma unidade de soldagem do tipo mencionado no começo a qual - quadro projetada com simplicidade estrutural - pode transmitir para o trilho forças de tração especialmente grandes dirigidas na direção longitudinal do trilho.
De acordo com a invenção, este objetivo é alcançado com uma unidade de soldagem do tipo especificado por meio dos recursos citados na parte de caracterização da reivindicação 1. Pelo posicionamento dos cilindros de deslocamento desta forma, a unidade de soldagem pode ser formada com uma altura estrutural mínima. Isto permite uma suspensão em balanço em um veículo sob trilhos, sem se impedir, desse modo, a visualização do carril, conforme prescrito pelo UIC. Mais ainda, é possível devido a esta modalidade puxar o trilho para mais perto pela extensão da haste de pistão para fora do cilindro de deslocamento. Assim, a superfície do pistão não é reduzida pela haste de pistão e está disponível para a extensão plena para um acúmulo de pressão. Ainda, os cilindros de deslocamento podem ter um diâmetro relativamente pequeno, enquanto ainda mantêm forças de tração grandes. Isto resulta na vantagem de as extremidades de trilho a serem soldadas precisarem ser elevadas apenas ligeiramente dos dormentes, assim se facilitando um alinhamento nivelado das extremidades de trilho.
As vantagens adicionais da invenção tornam-se evidentes a partir das reivindicações dependentes e da descrição dos desenhos.
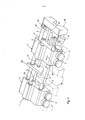
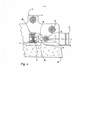
A invenção será descrita em maiores detalhes abaixo, com referência a uma modalidade representada nos desenhos, em que: a Fig. 1 é uma vista em perspectiva de uma unidade de soldagem, onde - em nome da clareza - apenas os componentes mais importantes são mostrados, as Fig. 2 e 3 são uma vista de topo e uma vista lateral, respectivamente, da unidade de soldagem visível na Fig. 1, e a Fig. 4 é uma vista de um corpo unitário na direção longitudinal do trilho.
Uma unidade de soldagem 1, mostrada nas Fig. 1 a 3, é composta por dois corpos unitários 4, os quais são deslocáveis um em direção ao outro ao longo das guias 3 com o auxílio de cilindros de deslocamento 2. Os corpos unitários 4 são conectados em cada caso a dois acionamentos de grampeamento 5 por meio dos quais garras de grampeamento 6 são pressionadas contra os trilhos 7 a serem soldados um ao outro.
Hastes de tração 8, que se estendem paralelas às guias 3, têm uma primeira extremidade 9 presa ao primeiro corpo unitário 4 e são guiadas através do segundo corpo unitário 4, onde uma respectiva segunda extremidade 10 é posicionada para se projetar com respeito a uma superfície externa 11, que se estende perpendicularmente às guias 3, do segundo corpo unitário 4.
As segundas extremidades 10 das duas hastes de tração 8 são conectadas a uma travessa 12. Cada cilindro de deslocamento 2 é preso, por um lado, à referida superfície externa 11 do segundo corpo unitário 4 e, por outro lado, à travessa 12.
Conforme visível particularmente na Fig. 3, os eixos geométricos longitudinais 13, 14, 15 das hastes de tração 8 dos cilindros de deslocamento 2 e dos acionamentos de grampeamento 5 são posicionados em um plano comum 16. O último está situado em um eixo geométrico neutro 17 do trilho 7.
Conforme mostrado na Fig. 4, os acionamentos de grampeamento 5 - que se estendem perpendicularmente ao eixo geométrico longitudinal 13 das hastes de tração 8 - são equipados, cada um, na região de hastes de pistão 18, com uma abertura 19 para a passagem da haste de pistão 8. As guias 3, cada uma tendo uma primeira extremidade 20 conectada ao primeiro corpo unitário 4, têm uma segunda extremidade 21 conectada em cada caso à travessa 12 por meio de uma conexão articulada 22.
Um dispositivo de cisalhamento 23 para a remoção de uma costura de soldagem é provida entre os dois corpos unitários 4. É preso a cada superfície externa 11 dos dois corpos unitários 4 um dispositivo de elevação 24 para elevação dos trilhos 7.
Na preparação do procedimento de soldagem, ambos os trilhos 7 são elevados dos dormentes 25, ficando sob eles, por meio dos dispositivos de elevação 24 (veja a Fig. 4) e pressionados contra barras de batente 26. Subseqüentemente, os acionamentos de grampeamento 5 são atuados, de modo a pressionarem as garras de grampeamento 6 contra uma alma de trilho do trilho 7 com uma força de grampeamento de 350 ton. (3432,3 kN). Adicionalmente, eletrodos (não mostrados) são pressionados contra os trilhos 7.
Para se iniciar o procedimento de soldagem, o segundo corpo unitário 4 em conjunto com o trilho sujeitado 7 é movido, pela atuação dos acionamentos de deslocamento 2, com uma força de tração de até 150 ton. (1471 kN) em uma direção 27 para o segundo trilho 7. Tão logo o espaçamento das duas extremidades de trilho, conforme requerido para a soldagem, tenha sido obtido o suprimento de corrente elétrica é começado.
No caso em que a temperatura ambiente fica acima da temperatura neutra, também é possível, se desejado, mover o trilho 7 - pela atuação correspondente dos dois acionamentos de deslocamento 2 - em uma direção oposta à direção indicada 28.
Claims (5)
1. Unidade de soldagem para a soldagem de trilhos (7) de um carril, com um primeiro e um segundo corpos unitários (4), cada um conectado a um acionamento de grampeamento (5) tendo uma respectiva haste de pistão (18), os guais são móveis um em direção ao outro por meio de cilindros de deslocamento (2) ao longo de guias (3) que se estendem paralelas aos trilhos (7) caracterizada pelo fato de ter os recursos a seguir: a) as hastes de tração (8) se estendendo paralelas às guias (3) têm uma primeira extremidade (9) presa ao primeiro corpo unitário (4) e são guiados através do segundo corpo unitário (4), onde uma segunda extremidade (10) é posicionada para se projetar com respeito a uma superfície externa (11), estendendo-se perpendicularmente às guias (3) do segundo corpo unitário (4), b) as segundas extremidades (10) das hastes de tração (8) são conectadas a uma travessa (12), c) cada cilindro de deslocamento (2) é preso, por um lado, à referida superfície externa (11) do segundo corpo unitário (4) e, por outro lado, à travessa (12), e d) pelo fato de os eixos geométricos longitudinais (13, 14, 15) das hastes de tração (8) e dos cilindros de deslocamento (2) e acionamentos de grampeamento (5) serem posicionadas em um plano comum (16).
2. Unidade de soldagem, de acordo com a reivindicação 1, caracterizada pelo fato de o plano comum (16) ser posicionado em um eixo geométrico neutro (17) dos trilhos (7) a serem soldados.
3. Unidade de soldagem, de acordo com a reivindicação 1 ou 2, caracterizada pelo fato de os eixos geométricos longitudinais (15) dos acionamentos de grampeamento (5) dispostos em cada corpo unitário (4) serem posicionados no plano comum (16) e em uma posição se estendendo 5 perpendicularmente ao eixo geométrico longitudinal (13) das hastes de tração (8), onde uma haste de pistão (18) do acionamento de grampeamento (5) tem uma abertura (19) para a passagem da haste de pistão (8).
4. Unidade de soldagem, de acordo com a reivindicação 10 1, caracterizada pelo fato de as guias (3), que têm uma primeira extremidade (20) conectada ao primeiro corpo unitário (4), terem uma segunda extremidade (21) conectada em cada caso à travessa (12).
5. Unidade de soldagem, de acordo com a reivindicação 15 4, caracterizada pelo fato de cada guia (3) ser conectada à travessa (12) por meio de uma conexão articulada (22).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ATA1207/2008 | 2008-08-04 | ||
| AT0120708A AT507243B1 (de) | 2008-08-04 | 2008-08-04 | Schweissaggregat zum verschweissen von schienen eines gleises |
| PCT/EP2009/004972 WO2010015309A1 (de) | 2008-08-04 | 2009-07-09 | Schweissaggregat zum verschweissen von schienen eines gleises |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BRPI0917561A2 BRPI0917561A2 (pt) | 2015-11-17 |
| BRPI0917561B1 true BRPI0917561B1 (pt) | 2020-09-15 |
Family
ID=41119690
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BRPI0917561-0A BRPI0917561B1 (pt) | 2008-08-04 | 2009-07-09 | Unidade de soldagem para trilhos de soldagem de um carril |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US8735761B2 (pt) |
| EP (1) | EP2315877B1 (pt) |
| JP (1) | JP5456041B2 (pt) |
| KR (2) | KR101704375B1 (pt) |
| CN (1) | CN102112683B (pt) |
| AT (2) | AT507243B1 (pt) |
| AU (1) | AU2009278291C1 (pt) |
| BR (1) | BRPI0917561B1 (pt) |
| CA (1) | CA2728621C (pt) |
| DK (1) | DK2315877T3 (pt) |
| EA (1) | EA019619B1 (pt) |
| ES (1) | ES2382206T3 (pt) |
| PL (1) | PL2315877T3 (pt) |
| WO (1) | WO2010015309A1 (pt) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT14053U1 (de) | 2013-08-02 | 2015-03-15 | Plasser & Theurer Export Von Bahnbaumaschinen Gmbh | Schweissaggregat zum Verschweissen von Schienen eines Gleises |
| AT515525B1 (de) * | 2014-07-28 | 2015-10-15 | Plasser & Theurer Export Von Bahnbaumaschinen Gmbh | Schweißaggregat |
| GB2530264B (en) | 2014-09-16 | 2016-08-03 | Network Rail Infrastructure Ltd | Welding rails |
| CN107109806B (zh) * | 2014-10-01 | 2019-08-02 | 普拉塞-陶伊尔铁路机械出口股份有限公司 | 焊接组件 |
| RU2634970C2 (ru) * | 2015-12-17 | 2017-11-08 | Игорь Владимирович Байдин | Машина для контактной стыковой сварки рельсов |
| AT518319B1 (de) | 2016-02-04 | 2018-02-15 | Plasser & Theurer Export Von Bahnbaumaschinen Gmbh | Schweißaggregat zum Verschweißen von Schienen eines Gleises |
| AT518501B1 (de) * | 2016-03-02 | 2018-07-15 | Plasser & Theurer Export Von Bahnbaumaschinen Gmbh | Schweißaggregat und Verfahren zum Verschweißen von Schienen eines Gleises |
| US10286460B2 (en) | 2017-04-07 | 2019-05-14 | Robert J. Murphy | Single-pass, single-radial layer, circumferential-progression fill-welding system, apparatus and method for refurbishing railway and other transit rails |
| AT520125B1 (de) | 2017-07-04 | 2019-04-15 | Plasser & Theurer Export Von Bahnbaumaschinen Gmbh | Vorrichtung zum Verschweißen eines Schienenstoßes eines Gleises |
| WO2019079858A1 (en) * | 2017-10-27 | 2019-05-02 | Melvelle Equipment Corp. Pty Ltd | An improved rail tensor |
| KR102030523B1 (ko) * | 2018-02-07 | 2019-11-08 | 주식회사 알파로보틱스 | 직선로봇의 lm레일 조립용 지그 |
| FR3085873B1 (fr) * | 2018-09-17 | 2021-01-15 | Mornac Jean Pierre | Systeme d'alignement de portions de rail pour soudeuse a induction |
| AT522860B1 (de) | 2019-07-31 | 2023-05-15 | Plasser & Theurer Export Von Bahnbaumaschinen Gmbh | Schweißaggregat zum Verschweißen von Schienen eines Gleises |
| CN112122756A (zh) * | 2020-10-10 | 2020-12-25 | 珠海启世机械设备股份有限公司 | 一种闪光焊头 |
| US11919108B2 (en) | 2021-05-08 | 2024-03-05 | One Rail Group, Llc | Automated geometry and crowning apparatus for use of mobile electric flash-butt welding of railroad rails and rail inserts |
| RU2769601C1 (ru) * | 2021-09-14 | 2022-04-04 | Общество с ограниченной ответственностью «Научно-Производственное Предприятие «Сварочные Технологии» | Устройство для снятия грата подвесной машины для контактной сварки рельсов |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1433600A (en) * | 1921-02-11 | 1922-10-31 | Brown William Milton | Clamping mechanism |
| US3349216A (en) * | 1964-06-04 | 1967-10-24 | Inst Elektroswarki Patona | Machine for resistance butt-welding |
| US3644695A (en) * | 1970-06-18 | 1972-02-22 | Robert A Shuey Jr | Method and apparatus for joining pipe sections and forming a pipeline |
| CH654363A5 (fr) | 1983-07-05 | 1986-02-14 | Rail Wel Inc | Machine pour le positionnement correct et la soudure bout a bout de deux extremites de rails. |
| GB2185703B (en) | 1986-01-28 | 1990-08-01 | Verson Ai Limited | A portable rail welder |
| US4753424A (en) * | 1986-03-05 | 1988-06-28 | Nippon Kokan Kabushiki Kaisha | Method of clamping rails for pressure welding the same and clamping apparatus therefor |
| US5270514A (en) * | 1992-01-08 | 1993-12-14 | Chemetron-Railway Products, Inc. | Method and apparatus for flash butt welding railway rails |
| JP2595161B2 (ja) * | 1992-03-02 | 1997-03-26 | 財団法人鉄道総合技術研究所 | レールガス圧接機 |
| ATE145574T1 (de) * | 1992-11-09 | 1996-12-15 | Schlatter Ag | Abbrennstumpfschweissanlage |
| EP1291120B1 (de) * | 2001-09-07 | 2009-01-07 | Walter Schnorrer | Spannvorrichtung zum Ausrichten und Spannen von zwei Rohrenden |
| DE502005003198D1 (de) * | 2005-05-18 | 2008-04-24 | Plasser Bahnbaumasch Franz | Schweissmaschine und Verfahren zum Verschweissen von Schienen eines Gleises |
-
2008
- 2008-08-04 AT AT0120708A patent/AT507243B1/de active
-
2009
- 2009-07-09 EP EP09777061A patent/EP2315877B1/de active Active
- 2009-07-09 WO PCT/EP2009/004972 patent/WO2010015309A1/de not_active Ceased
- 2009-07-09 PL PL09777061T patent/PL2315877T3/pl unknown
- 2009-07-09 DK DK09777061.4T patent/DK2315877T3/da active
- 2009-07-09 AT AT09777061T patent/ATE545733T1/de active
- 2009-07-09 CA CA2728621A patent/CA2728621C/en active Active
- 2009-07-09 CN CN2009801298195A patent/CN102112683B/zh active Active
- 2009-07-09 JP JP2011521450A patent/JP5456041B2/ja active Active
- 2009-07-09 BR BRPI0917561-0A patent/BRPI0917561B1/pt active IP Right Grant
- 2009-07-09 EA EA201100103A patent/EA019619B1/ru not_active IP Right Cessation
- 2009-07-09 KR KR1020167023315A patent/KR101704375B1/ko active Active
- 2009-07-09 ES ES09777061T patent/ES2382206T3/es active Active
- 2009-07-09 KR KR1020117000619A patent/KR20110052568A/ko not_active Ceased
- 2009-07-09 AU AU2009278291A patent/AU2009278291C1/en active Active
-
2011
- 2011-02-04 US US13/020,971 patent/US8735761B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US8735761B2 (en) | 2014-05-27 |
| CN102112683B (zh) | 2012-11-07 |
| JP5456041B2 (ja) | 2014-03-26 |
| JP2011529792A (ja) | 2011-12-15 |
| AU2009278291C1 (en) | 2014-10-02 |
| KR20160106766A (ko) | 2016-09-12 |
| US20110168675A1 (en) | 2011-07-14 |
| CA2728621A1 (en) | 2010-02-11 |
| EA201100103A1 (ru) | 2011-06-30 |
| EP2315877A1 (de) | 2011-05-04 |
| ES2382206T3 (es) | 2012-06-06 |
| AU2009278291B2 (en) | 2014-06-12 |
| BRPI0917561A2 (pt) | 2015-11-17 |
| EP2315877B1 (de) | 2012-02-15 |
| AT507243B1 (de) | 2010-06-15 |
| WO2010015309A1 (de) | 2010-02-11 |
| AT507243A1 (de) | 2010-03-15 |
| CN102112683A (zh) | 2011-06-29 |
| EA019619B1 (ru) | 2014-05-30 |
| ATE545733T1 (de) | 2012-03-15 |
| CA2728621C (en) | 2016-05-24 |
| AU2009278291A1 (en) | 2010-02-11 |
| KR101704375B1 (ko) | 2017-02-07 |
| PL2315877T3 (pl) | 2012-05-31 |
| DK2315877T3 (da) | 2012-05-29 |
| KR20110052568A (ko) | 2011-05-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BRPI0917561B1 (pt) | Unidade de soldagem para trilhos de soldagem de um carril | |
| KR101670526B1 (ko) | 레일을 용접하기 위한 용접유닛 | |
| CN104057232A (zh) | 一种后副车架后横梁夹紧装置 | |
| AT5203U2 (de) | Schweissaggregat | |
| CN107571278A (zh) | 一种杠杆式机械手夹爪 | |
| DE102012002258B4 (de) | Rückwärtige Aufspannplatte einer gelenkstangenartigen Aufspanneinrichtung | |
| US8907242B2 (en) | Machine for flash-butt welding of rails | |
| CN101590579B (zh) | 一种钢轨对焊的夹持装置 | |
| BR112014013424B1 (pt) | Conjunto de manilha | |
| CN222620546U (zh) | 一种海缆管道修复装置 | |
| CN115503563B (zh) | 一种自适应柔性铁路钢轨夹持器 | |
| CN201473841U (zh) | 一种按钢轨工作边夹持对齐的钢轨对焊机 | |
| CN105775201A (zh) | 一种基于从动开合夹块装置的钢筋打捆机 | |
| WO2018058800A1 (zh) | 一种受电弓驱动装置 | |
| JP7348154B2 (ja) | 継手構造 | |
| CN206060040U (zh) | 电力输电线架设跨越装置 | |
| BR112022001525B1 (pt) | Unidades de soldagem para soldar trilhos de uma ferrovia | |
| CN101624805A (zh) | 一种按钢轨工作边夹持对齐的钢轨对焊机 | |
| CN211027856U (zh) | 钢筋拉伸与弯曲固定装置 | |
| CN201376169Y (zh) | 一种钢轨对焊的夹持装置 | |
| CN211971537U (zh) | 一种用于起重机的夹轨装置 | |
| CN110763980B (zh) | 一种通用式fct装置 | |
| US4584881A (en) | Weld testing head | |
| JP2024071284A (ja) | まくらぎ束グリップアタッチメント | |
| IT202300016392A1 (it) | Corpo per traversone ferroviario e traversone ferroviario comprendente tale corpo |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B07A | Application suspended after technical examination (opinion) [chapter 7.1 patent gazette] | ||
| B07A | Application suspended after technical examination (opinion) [chapter 7.1 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 10 (DEZ) ANOS CONTADOS A PARTIR DE 15/09/2020, OBSERVADAS AS CONDICOES LEGAIS. |