BRPI0918367B1 - trama não tecida e dispositivo de filtração - Google Patents
trama não tecida e dispositivo de filtração Download PDFInfo
- Publication number
- BRPI0918367B1 BRPI0918367B1 BRPI0918367-1A BRPI0918367A BRPI0918367B1 BR PI0918367 B1 BRPI0918367 B1 BR PI0918367B1 BR PI0918367 A BRPI0918367 A BR PI0918367A BR PI0918367 B1 BRPI0918367 B1 BR PI0918367B1
- Authority
- BR
- Brazil
- Prior art keywords
- fibers
- multicomponent
- component
- woven
- fiber
- Prior art date
Links
- 238000001914 filtration Methods 0.000 title claims abstract description 84
- 239000000835 fiber Substances 0.000 claims abstract description 380
- -1 polyethylene Polymers 0.000 claims description 55
- 239000004743 Polypropylene Substances 0.000 claims description 31
- 229920001155 polypropylene Polymers 0.000 claims description 31
- 238000002844 melting Methods 0.000 claims description 27
- 230000008018 melting Effects 0.000 claims description 27
- 239000004745 nonwoven fabric Substances 0.000 claims description 26
- 239000004698 Polyethylene Substances 0.000 claims description 18
- 229920000573 polyethylene Polymers 0.000 claims description 18
- 230000009477 glass transition Effects 0.000 claims description 15
- 239000000203 mixture Substances 0.000 claims description 8
- 229920000098 polyolefin Polymers 0.000 claims description 8
- 229920001169 thermoplastic Polymers 0.000 claims description 4
- 239000004952 Polyamide Substances 0.000 claims description 3
- 229920000747 poly(lactic acid) Polymers 0.000 claims description 3
- 229920002647 polyamide Polymers 0.000 claims description 3
- 229920000728 polyester Polymers 0.000 claims description 3
- 229920000058 polyacrylate Polymers 0.000 claims description 2
- 229920000193 polymethacrylate Polymers 0.000 claims description 2
- 239000003570 air Substances 0.000 description 126
- 238000000034 method Methods 0.000 description 68
- 230000008569 process Effects 0.000 description 55
- 229920000642 polymer Polymers 0.000 description 46
- 239000010410 layer Substances 0.000 description 33
- 239000002245 particle Substances 0.000 description 29
- 239000012530 fluid Substances 0.000 description 28
- 230000035699 permeability Effects 0.000 description 23
- 238000012360 testing method Methods 0.000 description 22
- 239000000463 material Substances 0.000 description 20
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 20
- 238000002788 crimping Methods 0.000 description 18
- 238000003776 cleavage reaction Methods 0.000 description 13
- 230000007017 scission Effects 0.000 description 13
- 238000010438 heat treatment Methods 0.000 description 12
- 230000035939 shock Effects 0.000 description 12
- 239000004744 fabric Substances 0.000 description 11
- 229920001577 copolymer Polymers 0.000 description 10
- 229920000092 linear low density polyethylene Polymers 0.000 description 10
- 239000004707 linear low-density polyethylene Substances 0.000 description 10
- 238000012681 fiber drawing Methods 0.000 description 9
- 238000010998 test method Methods 0.000 description 9
- WCUXLLCKKVVCTQ-UHFFFAOYSA-M Potassium chloride Chemical group [Cl-].[K+] WCUXLLCKKVVCTQ-UHFFFAOYSA-M 0.000 description 7
- 238000001035 drying Methods 0.000 description 7
- 238000011068 loading method Methods 0.000 description 7
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 6
- 239000007788 liquid Substances 0.000 description 6
- 238000001816 cooling Methods 0.000 description 5
- 239000000428 dust Substances 0.000 description 5
- 239000000443 aerosol Substances 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 239000007789 gas Substances 0.000 description 4
- 239000004750 melt-blown nonwoven Substances 0.000 description 4
- 239000012080 ambient air Substances 0.000 description 3
- 230000005684 electric field Effects 0.000 description 3
- 239000010419 fine particle Substances 0.000 description 3
- 229920001903 high density polyethylene Polymers 0.000 description 3
- 239000004700 high-density polyethylene Substances 0.000 description 3
- 229930195733 hydrocarbon Natural products 0.000 description 3
- 150000002430 hydrocarbons Chemical class 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 238000001000 micrograph Methods 0.000 description 3
- 239000001103 potassium chloride Substances 0.000 description 3
- 235000011164 potassium chloride Nutrition 0.000 description 3
- 239000011780 sodium chloride Substances 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 238000011144 upstream manufacturing Methods 0.000 description 3
- 239000004215 Carbon black (E152) Substances 0.000 description 2
- JHWNWJKBPDFINM-UHFFFAOYSA-N Laurolactam Chemical compound O=C1CCCCCCCCCCCN1 JHWNWJKBPDFINM-UHFFFAOYSA-N 0.000 description 2
- 229920000299 Nylon 12 Polymers 0.000 description 2
- 229920002292 Nylon 6 Polymers 0.000 description 2
- 208000027418 Wounds and injury Diseases 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 2
- 229920001400 block copolymer Polymers 0.000 description 2
- IAQRGUVFOMOMEM-UHFFFAOYSA-N but-2-ene Chemical compound CC=CC IAQRGUVFOMOMEM-UHFFFAOYSA-N 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 230000000670 limiting effect Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 230000036961 partial effect Effects 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- QMMOXUPEWRXHJS-UHFFFAOYSA-N pent-2-ene Chemical compound CCC=CC QMMOXUPEWRXHJS-UHFFFAOYSA-N 0.000 description 2
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 2
- 239000012071 phase Substances 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 229920001748 polybutylene Polymers 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 229920005604 random copolymer Polymers 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 229920002554 vinyl polymer Polymers 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- LDTAOIUHUHHCMU-UHFFFAOYSA-N 3-methylpent-1-ene Chemical compound CCC(C)C=C LDTAOIUHUHHCMU-UHFFFAOYSA-N 0.000 description 1
- JBKVHLHDHHXQEQ-UHFFFAOYSA-N Caprolactam Natural products O=C1CCCCCN1 JBKVHLHDHHXQEQ-UHFFFAOYSA-N 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 206010021639 Incontinence Diseases 0.000 description 1
- 206010024453 Ligament sprain Diseases 0.000 description 1
- 229920000571 Nylon 11 Polymers 0.000 description 1
- 229920003189 Nylon 4,6 Polymers 0.000 description 1
- 229920000572 Nylon 6/12 Polymers 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 208000010040 Sprains and Strains Diseases 0.000 description 1
- 238000002835 absorbance Methods 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 239000011358 absorbing material Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000007605 air drying Methods 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 125000002947 alkylene group Chemical group 0.000 description 1
- 229920005603 alternating copolymer Polymers 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 238000000149 argon plasma sintering Methods 0.000 description 1
- JRPBQTZRNDNNOP-UHFFFAOYSA-N barium titanate Chemical compound [Ba+2].[Ba+2].[O-][Ti]([O-])([O-])[O-] JRPBQTZRNDNNOP-UHFFFAOYSA-N 0.000 description 1
- 229910002113 barium titanate Inorganic materials 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 229920000229 biodegradable polyester Polymers 0.000 description 1
- 239000004622 biodegradable polyester Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000009960 carding Methods 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003245 coal Substances 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 239000002178 crystalline material Substances 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- YWJUZWOHLHBWQY-UHFFFAOYSA-N decanedioic acid;hexane-1,6-diamine Chemical compound NCCCCCCN.OC(=O)CCCCCCCCC(O)=O YWJUZWOHLHBWQY-UHFFFAOYSA-N 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 150000004985 diamines Chemical class 0.000 description 1
- XNMQEEKYCVKGBD-UHFFFAOYSA-N dimethylacetylene Natural products CC#CC XNMQEEKYCVKGBD-UHFFFAOYSA-N 0.000 description 1
- ZMUCVNSKULGPQG-UHFFFAOYSA-N dodecanedioic acid;hexane-1,6-diamine Chemical compound NCCCCCCN.OC(=O)CCCCCCCCCCC(O)=O ZMUCVNSKULGPQG-UHFFFAOYSA-N 0.000 description 1
- 238000010981 drying operation Methods 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 229920002313 fluoropolymer Polymers 0.000 description 1
- 239000004811 fluoropolymer Substances 0.000 description 1
- ZZUFCTLCJUWOSV-UHFFFAOYSA-N furosemide Chemical compound C1=C(Cl)C(S(=O)(=O)N)=CC(C(O)=O)=C1NCC1=CC=CO1 ZZUFCTLCJUWOSV-UHFFFAOYSA-N 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 229920000578 graft copolymer Polymers 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 125000005647 linker group Chemical group 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- 238000002074 melt spinning Methods 0.000 description 1
- 239000012968 metallocene catalyst Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 239000006199 nebulizer Substances 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 229920001083 polybutene Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920000306 polymethylpentene Polymers 0.000 description 1
- 239000011116 polymethylpentene Substances 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920000874 polytetramethylene terephthalate Polymers 0.000 description 1
- 229920002215 polytrimethylene terephthalate Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 230000002829 reductive effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000007790 solid phase Substances 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 238000010561 standard procedure Methods 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 229920001897 terpolymer Polymers 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
Images






Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
- D04H3/153—Mixed yarns or filaments
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/48—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres in combination with at least one other method of consolidation
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
- D04H1/5414—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres side-by-side
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
- D04H1/5418—Mixed fibres, e.g. at least two chemically different fibres or fibre blends
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/10—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between yarns or filaments made mechanically
- D04H3/11—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between yarns or filaments made mechanically by fluid jet
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/16—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic filaments produced in association with filament formation, e.g. immediately following extrusion
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/608—Including strand or fiber material which is of specific structural definition
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/608—Including strand or fiber material which is of specific structural definition
- Y10T442/609—Cross-sectional configuration of strand or fiber material is specified
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/608—Including strand or fiber material which is of specific structural definition
- Y10T442/609—Cross-sectional configuration of strand or fiber material is specified
- Y10T442/611—Cross-sectional configuration of strand or fiber material is other than circular
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/608—Including strand or fiber material which is of specific structural definition
- Y10T442/614—Strand or fiber material specified as having microdimensions [i.e., microfiber]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/608—Including strand or fiber material which is of specific structural definition
- Y10T442/627—Strand or fiber material is specified as non-linear [e.g., crimped, coiled, etc.]
- Y10T442/629—Composite strand or fiber material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/637—Including strand or fiber material which is a monofilament composed of two or more polymeric materials in physically distinct relationship [e.g., sheath-core, side-by-side, islands-in-sea, fibrils-in-matrix, etc.] or composed of physical blend of chemically different polymeric materials or a physical blend of a polymeric material and a filler material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/637—Including strand or fiber material which is a monofilament composed of two or more polymeric materials in physically distinct relationship [e.g., sheath-core, side-by-side, islands-in-sea, fibrils-in-matrix, etc.] or composed of physical blend of chemically different polymeric materials or a physical blend of a polymeric material and a filler material
- Y10T442/638—Side-by-side multicomponent strand or fiber material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/659—Including an additional nonwoven fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/659—Including an additional nonwoven fabric
- Y10T442/66—Additional nonwoven fabric is a spun-bonded fabric
- Y10T442/663—Hydroentangled
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/681—Spun-bonded nonwoven fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/689—Hydroentangled nonwoven fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/69—Autogenously bonded nonwoven fabric
- Y10T442/692—Containing at least two chemically different strand or fiber materials
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Nonwoven Fabrics (AREA)
- Filtering Materials (AREA)
Abstract
TRAMA NÃO TECIDA E DISPOSITIVO DE FILTRAÇÃO CONTENDO FIBRAS MULTICOMPONENTES PARCIALMENTE CLIVADAS. A presente invenção provê uma trama não tecida preparada a partir de fibras multicomponentes, que estão parcialmente clivadas. As fibras multicomponentes parcialmente cIivadas apresentam pelo menos um componente da fibra multicomponente separado a partir dos componentes restantes da fibra multicomponente ao Iongo de uma primeira seção do comprimento longitudinal das fibras multicomponentes. Ao Iongo de uma segunda seção do comprimento Iongitudinal das fibras multicomponentes, os componentes das fibras multicomponentes permanecem em conjunto como uma estrutura de fibra unitária. Em adição, parte da segunda seção das fibras multicomponentes está ligada a parte de uma segunda seção de uma fibra multicomponente adjacente
Description
[001] A presente invenção, de maneira geral, se refere a um material de trama não tecida preparado a partir de fibras multicomponentes que estão parcialmente clivadas. A presente invenção, de maneira geral, também se refere a meio de filtração preparado a partir da trama não tecida.
[002] Tramas não tecidas têm sido usadas para preparar uma variedade de produtos, os quais, desejavelmente, apresentam níveis particulares de maciez, resistência, uniformidade, propriedades de manejo de líquidos, tais como absorbância, e outras propriedades físicas. Tais produtos incluem toalhas, lenços industriais, produtos de incontinência para adultos, produtos para Cuidado de crianças, tais como fraldas de bebês, produtos de cuidado feminino absorventes, e vestimentas, tais como indumentárias médicas, apenas para citar uns poucos produtos. Tramas não tecidas podem ser constituídas por uma ou mais camadas desses produtos. Tramas não tecidas também têm sido usadas em outras aplicações, incluindo como meios de filtração tipicamente usados como filtros para fluidos, tais como filtros de ar. Tramas não tecidas também têm sido usadas como materiais absorventes de som, os quais são usados em veículos, aparelhos, residências, e os similares.
[003] No campo da filtração, é desejável se ter meios de filtração que apresentem tanto elevada eficiência de filtração quanto elevada vazão de fluido (ar ou líquido). Em outras palavras, os meios de filtração têm que apresentar a capacidade de evitar que partículas finas passem através dos meios de filtração, embora apresentando uma baixa resistência ao escoamento de fluido. Tipicamente, meios de filtração impedem que partículas finas passem através dos meios de filtração aprisionando mecanicamente as partículas dentro da estrutura fibrosa dos meios de filtração. Em adição, alguns meios de filtração, no caso de meios de filtração de ar, estão também carregados eletrostaticamente, o que permite que os meios de filtração atraiam eletrostaticamente e capturem partículas finas. A resistência ao escoamento é medida em termos de queda de pressão ou de pressão diferencial através do material de filtro. Uma elevada queda de pressão indica uma elevada resistência ao escoamento de fluido através do meio de filtração, enquanto que uma baixa queda de pressão indica uma baixa resistência ao escoamento de fluido. Em adição, o meio de filtração também tem que exibir uma vida de serviço útil, que não seja curta demais de modo a exigir frequente limpeza ou substituição do filtro contendo o meio de filtração.
[004] Entretanto, essas exigências de desempenho para meios de filtração estão frequentemente relacionadas de maneira inversa. Existe um equilíbrio entre eficiência do meio de filtração, queda de pressão através do meio de filtração e vida útil de um meio de filtração. De maneira geral, conforme é conhecido na técnica de meios de filtração, aumentando a eficiência de captura de partículas, por aumento da área de superfície do meio de filtração, aumenta a queda de pressão através do meio de filtração e/ou reduz a vida útil do meio de filtração. Destaca-se, também, que uma elevada queda de pressão através do meio de filtração aumenta os custos de energia para operar os sistemas usando os filtros. Isso é porque as bombas ou sopradores projetados para mover o fluido através do meio de filtração têm que ser operados em uma velocidade ou pressão mais elevadas, para se conseguir o mesmo escoamento de fluido desejado, quando a queda de pressão for grande.
[005] Existe uma demanda na técnica por um meio de filtração, que apresente elevada eficiência de filtração, baixa queda de pressão através do meio de filtração e uma longa vida de serviço.
[006] Falando de maneira geral, a presente invenção fornece uma trama não tecida formada a partir de fibras multicomponentes. As fibras multicomponentes apresentam um comprimento longitudinal e cada fibra- multicomponente apresenta pelo menos um primeiro componente e pelo menos um segundo componente. Um dos componentes das fibras multicomponentes apresenta um ponto de fusão ou temperatura de transição vítrea mais baixos do que dos outros componentes. Uma porção das fibras multicomponentes é parcialmente clivada. Uma fibra multicomponente parcialmente clivada é uma fibra, na qual pelo menos um componente da fibra multicomponente separou-se dos componentes restantes da fibra multicomponente, ao longo de uma primeira seção do comprimento longitudinal das fibras multicomponentes, e, ao longo de uma segunda seção do comprimento longitudinal das fibras multicomponentes, os componentes das fibras multicomponentes permanecem em conjunto como uma estrutura de fibra unitária. Em adição, parte da segunda seção das fibras multicomponentes está fundida à parte de uma segunda seção de urna fibra multicomponente adjacente.
[007] Em outra modalidade da presente invenção, a presente invenção fornece um meio de filtração preparado a partir de uma trama não tecida formada a partir de fibras multicomponentes. As fibras- multicomponentes apresentam um comprimento longitudinal e cada fibra multicomponente apresenta pelo menos um primeiro componente e pelo menos um segundo componente. Um dos componentes das fibras multicomponentes apresenta um ponto de fusão ou temperatura de transição vítrea mais baixos do que dos outros componentes. Uma porção das fibras multicomponentes está parcialmente clivada. Uma fibra multicomponente parcialmente clivada é uma fibra, na qual pelo menos um componente da fibra multicomponente separou-se dos componentes restantes da fibra multicomponente, ao longo de uma primeira seção do comprimento longitudinal das fibras multicomponentes, e, ao longo de uma segunda seção do comprimento longitudinal das fibras multicomponentes, os componentes das fibras multicomponentes permanecem em conjunto como uma estrutura de fibra unitária. Em adição, parte da segunda seção das fibras multicomponentes está fundida à parte de uma segunda seção de uma fibra multicomponente adjacente.
[008] Também fornecido pela presente invenção é um método de preparação da trama não tecida e do meio de filtração. O método inclui a formação de uma trama não tecida compreendendo fibras multicomponentes; a ligação termicamente da trama não tecida, para formar uma trama não tecida ligada; e o hidroemaranhamento da trama não tecida ligada em uma pressão entre cerca de 3.447 e 20.684 kPa (500 a 3.000 psi).
[009] Outras modalidades da presente invenção incluem a preparação de um laminado da trama não tecida da presente invenção com uma camada adicional de outra trama não tecida. A camada adicional laminada à trama não tecida da presente invenção inclui tramas não tecidas de spunbond, tramas não tecidas de meltblown, tramas ligadas cardadas, tramas não tecidas coformadas e/ou tramas não tecidas hidroemaranhadas. Uma ou mais dessas camadas não tecidas adicionais podem ser laminadas à camada não tecida contendo-as-fibras multicomponentes parcialmente clivadas.
[0010] Pelo fornecimento da trama não tecida da presente invenção, e usando-se a trama não tecida como um meio de filtração, constatou-se que o meio de filtração, de maneira surpreendente, apresenta uma elevada eficiência de filtração e uma queda de pressão mais baixa, quando comparado a meios de filtração sem as fibras multicomponentes parcialmente clivadas.
[0011] A Figura 1 mostra um desenho de uma fibra multicomponente parcialmente clivada em uma trama não tecida da presente invenção.
[0012] A Figura 2 mostra um desenho de uma representação de uma porção de uma trama não tecida apresentando fibras multicomponentes parcialmente clivadas da presente invenção.
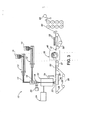
[0013] A Figura 3 mostra um diagrama esquemático de um processo que pode ser usado para preparar uma trama não tecida de spunbond bicomponente parcialmente clivada da presente invenção.
[0014] A Figura 4 mostra um diagrama esquemático de um processo de tratamento por eletreto para uma trama não tecida da presente invenção,
[0015] A Figura 5 é um gráfico do aperfeiçoamento na eficiência e na mudança de permeabilidade de uma trama não tecida da presente invenção, quando comparada a um controle.
[0016] As Figuras 6 e 6A são micrografias dos materiais produzidos no Exemplo 4.
[0017] Deve ser entendido que, quando empregados na presente invenção, os termos "compreende", "compreendendo" e outros derivados a partir do termo raiz "compreender", pretende-se que eles sejam termos de extremidades abertas, que especificam a presença de quaisquer características, elementos, números inteiros, etapas ou componentes mencionados, e não se pretende que eles precluam a presença ou a adição de uma ou mais características, elementos, números inteiros, etapas, componentes ou grupos dos mesmos.
[0018] Conforme usado aqui, o termo "trama não tecida" significa uma trama apresentando uma estrutura de fibras individuais ou trançados, que se interpõem, mas não de uma maneira identificável, como em um tecido de malha. Tramas não tecidas têm sido formadas a partir de muitos processos, tais como, por exemplo, processos de meltblowing, processos de spunbonding, processos de dispersão por ar, processos de coformação e processos de trama ligada-cardada. A gramatura de tramas não tecidas é usualmente expressa em onças de material por jarda quadrada (osy) ou em gramas por metro quadrado (g/m2), e os diâmetros de fibra sao usualmente expressos em micra ou, no caso de fibras descontinuas, denier. Observa-se que, para converter de osy para g/m2, multiplica-se osy por 33,91.
[0019] Conforme usado aqui, os termos "meio(s) de filtração" ou "meio(s) filtrante(s)" são usados intercambiavelmente aqui e pretende-se que signifiquem um material, que é usado na filtração de fluidos para remover partículas a partir do fluido. O fluido que é filtrado com o meio de filtro incluí fluidos em fase de gás, fluidos em fase de. líquida e fluidos. apresentando fases tanto de gás quanto de liquido.
[0020] Conforme usado aqui, o termo "fibras de spunbond" se refere a fibras de pequeno diâmetro de material polimérico orientado molecularmente. Fibras de spunbond podem ser formadas por extrusão de material termoplástico fundido como fibras, a partir de uma pluralidade de capilares finos, usualmente circulares, de uma fiadeira, com o diâmetro das fibras extrudadas, então, sendo rapidamente reduzidos conforme, por exemplo, na Patente U.S. No. 4.340.563 de Appel et al., na Patente U.S. No. 3.692.618 de Dorschner et al., na Patente U.S. No. 3.802.817 de Matsuki et al., nas Patentes U.S. Nos. 3.338.992 e 3.341.394 de Kinney, na Patente U.S. No. 3.502.763 de Hartman, e na Patente U.S. No. 3.542.615 de Dobo et al. Fibras de spunbond, de maneira geral, não são pegajosas quando elas são depositadas por sobre uma superfície de coleta e, geralmente, são contínuas. Fibras de spunbond, frequentemente, são de diâmetros de cerca de 10 micra ou maiores. No entanto, tramas de spunbond de fibras finas (apresentando um diâmetro de fibra médio menor do que cerca de 10 micra) podem ser conseguidas por vários métodos, incluindo, mas não limitados a, aqueles descritos na Patente U.S. No. 6.200.669 de Marmon et al. e na Patente U.S. No. 5.759. 926 de Pike et al., comumente designadas, cada uma das quais é aqui incorporada por referência em sua totalidade.
[0021] Conforme usado aqui, o termo "polímero", de maneira geral, inclui, mas no está limitado a, homopolímeros, copolímeros, tais como, por exemplo, copolímeros em blocos, de enxerto, aleatórios e alternantes, terpolímeros, etc., e combinações e modificações dos mesmos. Além disso, a menos se especificamente limitado de outra maneira, o termo "polímero" incluirá todas as possíveis configurações geométricas da molécula. Essas configurações incluem, mas não estão limitadas a, simetrias isotáticas, sindiotáticas e aleatórias.
[0022] Conforme usado aqui, o termo "fibras multicomponentes" se refere a fibras ou a filamentos, que tenham sido formados a partir de pelo menos dois polímeros extrudados a partir de extrusoras separadas, mas fiados em conjunto para formar uma fibra. Algumas vezes, também se refere às fibras multicomponentes como fibras ou filamentos "conjugados" ou "bicomponentes". O termo "bicomponente" significa que há dois componentes poliméricos constituindo as fibras. Os polímeros são usualmente diferentes um do outro, embora fibras conjugadas possam ser preparadas a partir do mesmo polímero, se o polímero em cada componente for diferente um do outro em alguma propriedade física, tal como, por exemplo, no ponto de fusão, na temperatura de transição vítrea ou no ponto de amolecimento. Em todos os casos, os polímeros são dispostos em zonas distintas posicionadas de maneira substancialmente constante através da seção transversal das fibras ou dos filamentos multicomponentes, e se estendem continuamente ao longo do comprimento das fibras ou dos filamentos multicomponentes.
[0023] A configuração de uma tal fibra multicomponente pode ser, por exemplo., uma disposição envoltório/núcleo, sendo que um polímero está circundado por outro, uma disposição lado a lado, uma disposição de torta ou uma disposição "ilhas no mar". Fibras com multicomponentes são ensinadas na Patente U.S. No. 5.108.820 de Kaneko, et al., na Patente U.S. No. 5.336.552 de Strack, et al., e na Patente U.S. No. 5.382.400 de Pike, et al.; o inteiro conteúdo das quais é aqui incorporado por referência. Para fibras ou filamentos de dois componentes, os polímeros podem estar presentes em razões de 75/25, 50/50, 25/75 ou quaisquer outras razões desejadas.
[0024] Conforme usado aqui, o termo "fibras multiconstituintes" se refere a fibras, que tenham sido formadas a partir de pelo menos dois polímeros extrudados a partir da mesma extrusora, como uma combinação ou mistura. Fibras multiconstituintes não apresentam os vários componentes de polímero dispostos em zonas distintas posicionadas de maneira relativamente constante, através da área de seção transversal da fibra, e os vários polímeros são usualmente não contínuos ao longo de todo o comprimento da fibra, ao invés disto usualmente formando fibrilas ou protofibrilas, que começam e terminam aleatoriamente. Fibras deste tipo geral são discutidas, por exemplo, nas Patentes U.S. Nos. 5.108.827 e 5.294.482 de Gessner.
[0025] Conforme usado aqui, o termo "parcialmente clivada(s)", quando se referindo às fibras multicomponentes, significa que uma fibra individual apresenta uma região ao longo do comprimento da fibra, em que os componentes individuais das fibras multicomponentes estão separados uns dos outros. Em adição, em uma segunda região ao longo do comprimento da fibra, os componentes das fibras multicomponentes permanecem em contato umas com as outras como uma estrutura unitária. Isso pode ser visto na Figura 1.
[0026] Conforme usado aqui, ligação através do ar ou "TAB" (through-air bonding) significa um processo de ligação de uma trama de fibras bicomponentes não tecida, na qual ar, que esteja suficientemente quente para se fundir ou amolecer um dos polímeros dos quais as fibras da trama sejam feitas, é forçado através da trama. A velocidade do ar está entre 30,48 e 152,4 m/min (100 e 500 pés por minuto) e o tempo de residência pode ser tão longo quanto 6 segundos. A fusão ou o amolecimento e a ressolidificação do polímero fornece a ligação. A ligação através do ar apresenta variabilidade relativamente restrita e uma vez que a ligação através do ar (TAB) exige a fusão de pelo menos um componente para realizar a ligação e é, portanto, particularmente útil na conexão com tramas com dois componentes como fibras conjugadas ou aquelas que incluem um adesivo. No ligador através do ar, ar, apresentando uma temperatura acima da temperatura de fusão ou de amolecimento de um componente e abaixo da temperatura de fusão ou de amolecimento do outro componente, é dirigido a partir de uma capela circundante, através da trama, e para um rolo perfurado suportando a trama. Alternativamente, o ligador através do ar pode ser uma disposição plana, na qual o ar é dirigido verticalmente para baixo por sobre a trama. As condições de operação das duas configurações são similares, a diferença primária sendo a geometria da trama durante a ligação. O ar quente funde ou amolece o componente de polímero de ponto de fusão mais baixo e, por meio disto, forma ligações entre os filamentos para entregar a trama.
[0027] Conforme usado aqui, os termos "frisamento" ou "frisado(a)" pretendem significar fibras que apresentam uma espiral helicoidal ou torcedura nas fibras. A torcedura pode ser bi- ou tridimensional. De maneira geral, fibras contínuas são apresentam frisamento tridimensional e fibras descontínuas apresentam um frisamento bidimensional.
[0028] Na seguinte descrição detalhada da presente invenção, referência é feita aos desenhos acompanhantes, que formam uma parte dela, e que mostram por meio de ilustração, modalidades: especificas, nas quais a invenção pode ser praticada. Essas modalidades são descritas em detalhes suficientes para permitir aos técnicos no assunto praticarem a invenção, e deve ser entendido que outras modalidades podem ser utilizadas e que mudanças mecânicas, procedimentais e outras podem ser feitas sem se desviar do espírito e do escopo da presente invenção. A seguinte descrição detalhada, portanto, não deve ser tomada em um sentido limitante, e o escopo da presente invenção é definido somente pelas reivindicações anexas, em conjunto com o escopo completo de equivalentes, aos quais tais reivindicações conferem um direito.
[0029] A presente invenção fornece uma trama não tecida, que pode ser usada em uma variedade de aplicações. Uma aplicação particular é como meio de filtração. A trama não tecida da presente invenção é preparada a partir de fibras multicomponentes, que estão parcialmente clivadas. As fibras multicomponentes da trama não tecida são preparadas a partir de pelo menos dois componentes, sendo que pelo menos, um dos componentes das fibras multicomponentes apresenta um ponto de fusão ou temperatura de transição vítrea, que sejam mais baixos do que dos outros componentes das fibras multicomponentes. As fibras multicomponentes parcialmente clivadas apresentam um comprimento longitudinal e ao longo de pelo menos uma seção do comprimento longitudinal das fibras multicomponentes, pelo menos um componente da fibra multicomponente separou-se dos componentes restantes da fibra multicomponente. Em adição, ao longo da segunda seção do comprimento longitudinal das fibras multicomponentes, os componentes das fibras multicomponentes permanecem em conjunto como urna estrutura de fibra unitária. Na presente invenção, a trama não tecida apresenta um grau de clivagem relativamente baixo.
[0030] Por “baixo grau de clivagem”, entende-se que, em uma área de teste da trama não tecida, o comprimento total das fibras, na área de teste, que estão clivadas, está entre cerca de 0,1% a cerca de 50% do comprimento total de todas as fibras na área de teste. Em uma modalidade da presente invenção, o grau de clivagem está entre cerca de 0,2% e 25% ou, mais especificamente, entre cerca de 0,5% e cerca de 15%. Se o grau de clivagem estiver acima dessas faixas, a trama não tecida, de maneira geral, apresentará mais de uma propriedade semelhante à barreira, o que tornará a trama não tecida indesejável para usos que necessitem de permeabilidade, tal como em meio de filtração. Se o grau de clivagem estiver dentro das faixas acima, a trama não tecida será utilizável como um meio de filtração.
[0031] A trama não tecida pode conter fibras somente parcialmente clivadas ou pode conter uma mistura tanto de fibras parcialmente clivadas quanto de fibras não clivadas. As fibras não clivadas podem ser fibras multicomponentes, fibras monocomponentes e misturas das mesmas. De maneira geral, as fibras não clivadas serão fibras multicomponentes, que sejam essencialmente iguais às fibras multicomponentes parcialmente clivadas, mas essas fibras não se clivam durante o processo de hidroemaranhamento, que é descrito em mais detalhes abaixo. De maneira geral, quando presentes, as fibras não clivadas podem constituir cerca de 1% a cerca de 99% em peso das fibras do meio de filtração não tecido, com o restante das fibras sendo as fibras parcialmente clivadas. As fibras não clivadas podem ser preparadas a partir dos mesmos polímeros usados para preparar as fibras parcialmente clivadas, conforme listados acima. Quando as fibras não clivadas forem fibras monocomponentes, a trama não tecida pode ser preparada de acordo com processos conhecidos, incluindo os processos descritos na Patente U.S. No. 6.613.704 de Arnold, a qual é aqui incorporada por referência. Quando as fibras não clivadas forem iguais às fibras multicomponentes que se tornam clivadas, as fibras não clivadas são geralmente preparadas durante a mesma operação que prepara as fibras que se clivam parcialmente.
[0032] As fibras multicomponentes, que são parcialmente clivadas, podem ser fibras formatadas ou, de maneira geral, fibras arredondadas. Fibras multicomponentes formatadas são conhecidas na técnica e são descritas em várias patentes, incluindo a Patente U.S. No. 6.815.383 de Arnold, que á aqui incorporada por referência. As fibras multicomponentes podem ser fibras contínuas ou podem ser fibras descontínuas. Tramas de fibras contínuas incluem, por exemplo, tramas não tecidas de spunbond. A trama não tecida contendo as fibras multicomponentes parcialmente clivadas pode ser qualquer tipo de trama não tecida incluindo: uma trama não tecida de spunbond, uma trama não tecida de meltblown, uma trama cardada, uma trama não tecida dispersa por ar e qualquer outra trama não tecida conhecida pelos técnicos no assunto. De maneira geral, para aplicações em meios de filtração, a trama não tecida é uma trama não tecida de spunbond ou uma trama ligada cardada. A trama não tecida da presente invenção pode ser uma estrutura de trama não tecida de camada única ou pode ser uma camada em uma estrutura de laminado de trama não tecida de camada em multicamadas.
[0033] As fibras multicomponentes da trama não tecida também podem ser frisadas ou não frisadas. Tramas não tecidas de fibras frisadas, de maneira geral, apresentarão uma densidade mais baixa ou volume mais elevado do que tramas não tecidas não contendo fibras frisadas. Volume mais elevado ou densidade mais baixa podem ser vantajosos em aplicações de meios de filtração, fornecendo uma maior profundidade ou volume para os meios de filtração usando a mesma quantidade de material.
[0034] Se a parte da trama não tecida de uma estrutura de laminado for uma estrutura de laminado em multicamadas, as outras camadas da estrutura de laminado também podem conter fibras parcialmente clivadas multicomponentes, fibras multicomponentes não clivadas, fibras monocomponentes ou uma mistura das mesmas.
[0035] Quando o não tecido for uma estrutura de laminado, as camadas de adição da estrutura de laminado pode ser camada adicional laminada à trama não tecida, a camada adicional compreendendo uma ou mais camadas de tramas não tecidas incluindo tramas não tecidas de spunbond, tramas não tecidas de meltblown, tramas ligadas cardadas, tramas não tecidas coformadas e/ou tramas não tecidas hidroemaranhadas ou qualquer outra trama não tecida conhecida. Destaca-se, também, que cada camada individual do laminado não tecido em camadas pode ser um tipo diferente de trama não tecida. Por exemplo, uma camada pode ser uma camada não tecida de spunbond e a outra camada pode ser uma trama não tecida de meltblown. As camadas adicionais podem ou não conter fibras multicomponentes que estejam parcialmente clivadas. Uma camada particular, que pode ser usada, é uma camada de meltblown, que esteja ensanduichada entre duas camadas de spunbond, sendo que as camadas de spunbond contêm as fibras multicomponentes parcialmente clivadas. Alternativamente, outro laminado é de duas camadas de spunbond diferentes; cada uma contendo fibras multicomponentes parcialmente clivadas. Na presente invenção, a trama não tecida, contendo as fibras multicomponentes parcialmente clivadas, que é parte da estrutura de laminado, de maneira geral, é uma trama não tecida de spunbond ou uma trama ligada cardada.
[0036] De modo geral, para preparar a trama não tecida da presente invenção, as fibras multicomponentes da trama não tecida são formadas ou colocadas sobre uma estrutura de suporte. Uma vez formadas ou colocadas sobre a estrutura de suporte, as fibras multicomponentes da trama não tecida são pelo menos parcialmente ligadas, usando um método que fundirá ou amolecerá parcialmente o componente das fibras de ponto de fusão ou de temperatura de transição vítrea mais baixos, tal como ligação térmica. Essa fusão ou amolecimento parcial do componente de ponto de fusão ou de temperatura de transição vítrea mais baixos, das fibras multicomponentes, fará com que as fibras multicomponentes individuais, da trama não tecida, sejam fundidas às fibras adjacentes. Na presente invenção, é desejável que a trama não tecida não seja comprimida antes da ou durante a ligação. A compressão da trama não tecida pode reduzir a permeabilidade ao ar da trama não tecida até um ponto que a trama não tecida possa apresentar uma permeabilidade muito baixa. Se a trama não tecida não apresentar uma permeabilidade muito baixa, a trama não tecida não será adequada para usos como um meio de filtração. Um método particularmente útil de ligação da trama não tecida de uma maneira não compressiva é ligação através do ar, que é descrito acima.
[0037] Uma vez formada e ligada, a trama não tecida é submetida a um processo de tratamento hidráulico, ao qual se refere frequentemente como "emaranhamento hidráulico" ou "hidroemaranhamento". O emaranhamento hidráulico pode ser realizado utilizando equipamento de emaranhamento hidráulico convencional, tal como pode ser encontrado, por exemplo, na Patente US. No. 3.485.706 de Evans, a descrição do qual é aqui incorporada por referência. O emaranhamento hidráulico da presente invenção pode ser realizado com qualquer fluido operante adequado, tal como, por exemplo, água. O fluido operante escoa através de uma tubulação múltipla, que distribui igualmente o fluido para uma série de aberturas ou orifícios individuais. Essas aberturas ou orifícios podem ser de cerca de 0,0762 a cerca de 0,381 mm (0,003 a 0,015 polegadas) de diâmetro. Por exemplo, a invenção pode ser praticada utilizando uma tubulação múltipla produzida por Rieter Perfojet S.A., de Nontbonnot, França. Contendo uma fita apresentando orifícios de 0,1778 mm (0,007 polegadas) de diâmetro, 30 aberturas por 2,54 cm (1 polegada), e 1 fila de aberturas. Muitas outras configurações e combinações de tubulações múltiplas podem ser usadas. Por exemplo, uma única tubulação múltipla pode ser usada ou várias tubulações múltiplas podem ser dispostas em sucessão.
[0038] O processo de hidroemaranhamento é usado para clivar parcialmente as fibras multicomponentes da trama não tecida. De maneira geral, as fibras multicomponentes se clivam em seções da fibra múlticomponente que não são ligadas durante o processo de ligação, e permanecem não clivadas nas seções das fibras multicomponentes: que são ligadas durante o processo de ligação. Destaca-se, entretanto, que as fibras multicomponentes podem permanecer não clivadas nas seções das fibras multicomponentes que não são ligadas, e podem se clivar nas seções das fibras multicomponentes que são ligadas. Em adição, o hidroemaranhamento pode resultar no fato das fibras da trama não tecida de tornarem emaranhadas umas com as outras, por meio disto fortalecendo adicionalmente a trama não tecida. Se a trama não tecida multicomponente for parte de uma estrutura de laminado multicamada, o processo de hidroemaranhamento também pode ser usado para manter aquelas camadas de laminado em conjunto, por emaranhamento das fibras de uma camada nas fibras de uma camada adjacente.
[0039] Para se alcançar um melhor entendimento da presente invenção, as fibras multicomponentes parcialmente clivadas, atenção é dirigida para as figuras do presente relatório descritivo. A Figura 1 mostra um desenho de uma fibra multicomponente 100, que está parcialmente clivada. Conforme mostrado, a fibra multicomponente é uma fibra bicomponente, significando que dois componentes poliméricos separados são usados para preparar a fibra. A fibra multicomponente 100 apresenta um comprimento longitudinal e, ao longo do comprimento longitudinal, existe uma primeira seção 101 e uma segunda seção 102. Na primeira seção 101 da fibra multicomponente 100, o primeiro componente 105 da fibra multicomponente 100 está separado do segundo componente 106. Na segunda seção 102, o primeiro componente 105 fibra multicomponente 100 permanece junto com o segundo componente 196, tal que os dois componentes 105 e 106 permaneçam como uma estrutura unitária. A primeira seção 101 é considerada como sendo a seção de clivagem da fibra multicomponente 100 e a segunda seção 102 é considerada como sendo a seção não clivada da fibra multicomponente 100. Se houver mais do que dais componentes, pelo menos um dos componentes da fibra multicomponente tem que ser afastado por clivagem dos componentes restantes da fibra multicomponente em pelo menos uma seção da fibra, para a que a: fibra seja considerada como parcialmente clivada.
[0040] Atenção é agora dirigida para a Figura 2, que mostra uma representação em desenho de uma porção de uma trama não tecida 110 apresentado tanto fibras multicomponentes parcialmente clivadas 100S, quanto fibras multicomponentes não clivadas 100U. Em adição, as fibras multicomponentes são mostradas como tendo ligações 111 entre as fibras multicomponentes 100S e 100U da trama não tecida 110. Conforme é mostrado, as ligações 111 entre as fibras multicomponentes 100S e/ou 100U estão em seções das fibras multicomponentes que não estão clivadas, sendo que o primeiro componente 105 e o segundo componente 106 são parte de uma estrutura de fibra unitária. Para se conseguir a ligação entre as fibras multicomponentes, um dos componentes das fibras multicomponentes apresenta um ponto de fusão ou uma temperatura de transição vítrea mais baixos do que os outros componentes das fibras multicomponentes. No caso das fibras bicomponentes mostradas na Figura 2, um do primeiro componente 105 ou do segundo componente 106, das fibras bicomponentes, apresenta um ponto de fusão ou uma temperatura de transição vítrea mais baixos do que o outro componente. Na prática da presente invenção, não importa qual componente das fibras multicomponentes apresenta o ponto de fusão ou a temperatura de transição vítrea mais baixos, mas, por facilidade de descrição da presente invenção, o primeiro componente das fibras multicomponentes será arbitrariamente designado como apresentando o ponto de fusão ou a temperatura de transição vítrea mais baixos.
[0041] As fibras multicomponentes da presente invenção podem ser preparadas a partir de uma variedade de polímeros termoplásticos, que sejam conhecidos para formar fibras. Exemplos desses polímeros termoplásticos incluem poliolefinas, poliésteres, poliamidas, poliacrilatos, polimetacrilatos, poliuretanos, polimeros de vinila, fluoropolímeros, poliestireno, elastômeros termoplásticos, poli(ácido lático), poli(hidróxi-alcanatos) e misturas dos mesmos.
[0042] Exemplos de poliolefinas adequadas incluem polietileno, por exemplo, polietileno de alta densidade, polietileno de baixa densidade e polietileno de baixa densidade linear; polipropileno, por exemplo, polipropileno isotático, polipropileno sindiotático, e combinações de polipropileno isotático e polipropileno atático; polibuteno, por exemplo, poli(1-buteno) e poli(2-buteno); polipenteno, por exemplo, poli(1penteno), poli(2-penteno), poli(3-metil-l-penteno) e poli(4-metil1-penteno); copolímeros dos mesmos, por exemplo, copolímeros de etileno-propileno; e cominações dos mesmos. Copolímeros adequados incluem copolímeros aleatórios ou em blocos preparados a partir de dois ou mais monômeros de olefina insaturados, tais como copolímeros de etileno/propileno e de etileno/butileno.
[0043] Poliolefinas usando catalisadores de sitio único, aos quais algumas vezes se refere como catalisadores de metaloceno, também podem ser usados. Muitas poliolefinas estão disponíveis para a produção de fibras, por exemplo polietilenos, tais como polietileno de baixa densidade linear ASPUN7 6811A da Dow Chemical, polietileno de alta densidade 25355 e 12350 são tais polímeros adequados. Os polietilenos apresentam taxas de escoamento em fusão, respectivamente, de cerca de 26, 40, 25 e 12.
[0044] Polipropilenos formadores de fibras incluem polipropileno 3155 da Exxon Chemical Company e PF-304 da Montell Chemical Co. Muitas outras poliolefinas estão comercialmente disponíveis.
[0045] Poliésteres adequados incluem poli(tereftalato de etileno), poli(tereftalato de trimetileno), poli(tereftalato de butileno), poli(tereftalato de tetrametileno), poli(tereftalato de ciclo-hexileno-1,4-dimetileno), e copolímeros de isoftalato dos mesmos, assim como combinações dos mesmos. Poliésteres biodegradáveis, tais como poli(ácido lático) e copolímeros e combinações dos mesmos também podem ser usados. Poliamidas adequadas incluem nylon 6, nylon 6/6, nylon 4/6, nylon 11, nylon - 12, nylon 6/10, nylon 6/12, nylon 12/12, copolimeros de caprolactama e diamina de óxido de alquileno, e os similares, assim como combinações e copolímeros dos mesmos. Exemplos de polímeros de vinila são poli(cloreto de vinila) e poli(álcool vinílico).
[0046] De acordo com uma modalidade da presente invenção, fibras multicomponentes particularmente adequadas são fibras bicomponentes. Essas fibras bicomponentes podem ser preparadas a partir de quaisquer dois dos polímeros termoplásticos descritos acima. Em uma modalidade particular da presente invenção, ambos os componentes das fibras multicomponentes são poliolefina-poliolefina, por exemplo, polietileno-polipropileno e polietileno-polibutileno. Desses pares, os mais particularmente desejáveis são pares de poliolefina-poliolefina, por exemplo, polietileno de baixa densidade linear - polipropileno isotático, polietileno de alta densidade - polipropileno isotático e copolímero de etileno-propileno - polipropileno isotático.
[0047] De maneira geral, a clivagem das fibras multicomponentes ocorrerá mais prontamente se os componentes das fibras multicomponentes forem algo incompatíveis uns com os outros. Essa incompatibilidade pode auxiliar os componentes individuais das fibras a se separarem uns dos outros quando submetidos aos jatos de fluidos do processo de hidroemaranhamento, o qual é descrito abaixo. Portanto, em uma modalidade da presente invenção, os componentes das fibras multicomponentes devem ser selecionados tal que um dos componentes seja incompatível com os outros componentes. Um bom exemplo de dois componentes que são incompatíveis um com o outro são polietileno e polipropileno. Em adição, o polietileno tipicamente apresenta um ponto de fusão mais baixo do que o polipropileno, o que resulta no fato do componente de polietileno, das fibras multicomponentes, formarem as ligações entre as fibras multicomponentes.
[0048] As fibras multicomponentes, do meio de filtração não tecido, podem ser fibras substancialmente contínuas, fibras descontinuas ou misturas dos mesmos. Exemplos de fibras substancialmente contínuas, contendo tramas não tecidas, incluem tramas preparadas por um processo de spunbonding, um processo de meltblown, ou por qualquer outro processo conhecido pelos técnicos no assunto, que gere fibras substancialmente contínuas. Quando forem usadas fibras descontínuas, podem ser usados métodos conhecidos pelos técnicos no assunto para formação de tramas não tecidas de fibras descontínuas, incluindo dispersão por ar, cardagem e os similares. As fibras multicomponentes constituindo as tramas não tecidas podem ser frisadas, não frisadas ou uma mistura de fibras frisadas e não frisadas.
[0049] De maneira geral, as fibras multicomponentes, que são cliváveis, tipicamente apresentam mais do que um componente em uma superfície externa 103 das fibras multicomponentes 100. Como pode ser visto na Figura 2, cada componente 105 e 105 das fibras multicomponentes 100, que estão representadas como fibras bicomponentes, constitui uma porção da superfície externa 103 das fibras bicomponentes 100. Por apresentarem um ou mais dos componentes na superfície externa 103, das fibras multicomponentes 100, os componentes das fibras clivar-se-ão mais prontamente um do outro, quando energia externa for aplicada às fibras. A percentagem de área da superfície externa, que é de cada componente das fibras multicomponentes, não é crítica para a presente invenção, mas, de maneira geral, a fim dos componentes clivarem-se, a área de superfície mínima deve ser de cerca de 1% da área de superfície total da superfície externa das fibras multicomponentes. Esse tipo de configuração dos componentes das fibras multicomponentes é conhecido na técnica como configuração lado a lado. Outras configurações comumente usadas para fibras multicomponentes, tais como configuração envoltório-núcleo, na qual um dos componentes circunda completamente os outros componentes das fibras multicomponentes. Configurações envoltório-núcleo podem ou não resultar em fibras multicomponentes que podem ser clivadas de maneira efetiva.
[0050] As fibras multicomponentes apresentam de cerca de 20% a cerca de 80%, de preferência, de cerca de 40% a cerca de 60%, em peso do polímero de baixo ponto de fusão e de cerca de 80% a cerca de 20%, de preferência, de cerca de 60% a cerca de 40%, em peso do polímero de elevado ponto de fusão.
[0051] Em uma modalidade particular da presente invenção, a trama não tecida é preparada usando um processo spunbond. Uma vez que a trama não tecida seja preparada, a trama não tecida é ligada usando um meio não compressivo e, então, é submetida a um tratamento de hidroemaranhamento. A fim de se obter um melhor entendimento de um processo para preparar a trama não tecida da presente invenção, atenção é dirigida à Figura 3. Como é mostrado na Figura 3, é mostrada uma linha de processo 10 para fibras de spunbond. A linha de processo 10, conforme mostrada, é disposta de especificamente para produzir fibras contínuas bicomponentes, mas deve ser entendido que a presente invenção abrange tramas não tecidas preparadas com fibras multicomponentes apresentando mais do que dois componentes. Por exemplo, as tramas não tecidas da presente invenção podem ser preparadas com fibras apresentando três, quatro ou mais componentes. As fibras podem apresentar uma configuração lado a lado.
[0052] A linha de processo 10 inclui um par de extrusoras 12 e 13 para extrudar separadamente o componente de polímero A e o componente de polímero B. Para as finalidades desta descrição, assume-se que o componente de polímero A apresenta um ponto de fusão ou uma temperatura de transição vítrea mais elevados do que o componente de polímero B. O componente de polímero A é alimentado à respectiva extrusora 12, a partir de uma primeira tremonha 14, e o componente de polímero B é alimentado à respectiva extrusora 13, a partir de uma segunda tremonha 15. Os componentes de polímero A e B são alimentados, a partir das extrusoras 12 e 13, através dos respectivos condutos de polímero 16 e 17, para uma fiadeira 18. As fiadeiras para extrusão de fibras de fibras bicomponentes são bem conhecidas pelos técnicos no assunto e, portanto, não são descritas em detalhes aqui.
[0053] Falando de maneira geral, a fiadeira 18 inclui um compartimento contendo um pacote de fiação que inclui uma pluralidade de placas empilhadas umas sobre as outras, com um padrão de aberturas dispostas para criar trajetórias de escoamento para direcionar os componentes de polímero A e B separadamente através da fiadeira. A fiadeira 18 apresenta aberturas dispostas em uma ou mais filas. As aberturas da fiadeira formam uma cortina de fibras que se estende de maneira descendente, quando os polímeros forem extrudados através da fiadeira. Para as finalidades da presente invenção, a fiadeira 18 pode ser disposta para formar fibras bicomponentes lado a lado.
[0054] A linha de processo 10 também inclui um soprador de choque térmico (quench) 20, posicionado adjacente à cortina de fibras, que se estende a partir da fiadeira 18. Ar, a partir do soprador de ar de choque térmico 20 causa o choque térmico nas fibras que se estendem a partir da fiadeira 18. O ar de choque térmico pode ser direcionado a partir de um lado da cortina de fibras, conforme mostrado na Figura 3, ou de ambos os lados da cortina de fibras.
[0055] Uma unidade de tiragem de fibras (fiber draw unit, "FDU") ou aspirador 22 é posicionada abaixo da fiadeira 18 e recebe as fibras submetidas a choque térmico. As unidades de tiragem de fibras ou aspiradores para uso em polímeros de fiação de massa em fusão são bem conhecidos conforme discutido acima. Unidades de tiragem de fibras adequadas para uso no processo da presente invenção inclui um aspirador de fibras linear do tipo mostrado na Patente U.S. No. 3.802.817, e pistolas de extração do tipo mostrado nas Patentes U.S. Nos. 3.692.618 e 3.423.266, as quais são, por meio disto, aqui incorporadas por referência em suas totalidades. Descrito de maneira geral, a unidade de tiragem de fibras 22 inclui uma passagem vertical alongada, através da qual as fibras são tiradas por ar aspirante, que entra a partir dos lados da passagem e escoando de maneira descendente através da passagem. Um soprador 24 fornece ar aspirante para a unidade de tiragem de fibras 22. O ar aspirante tira as fibras e ar acima da unidade de tiragem de fibras através da unidade de tiragem de fibras. O ar aspirante na formação das fibras frisadas de pós-formação é não aquecido e está em ou em torno da temperatura ambiente. A temperatura ambiente pode variar dependendo das condições circundando o aparelho usado no processo da Figura 3. De maneira geral, o ar ambiente está na faixa de cerca de 65°F (18,3°C) a cerca de 85°F (29,4°C); entretanto, a temperatura pode estar levemente acima ou abaixo desta faixa, dependendo das condições do ar ambiente em torno da unidade de tiragem de fibras.
[0056] Alternativamente, o soprador 24 pode ser ajustado para fornecer ar aspirante à unidade de tiragem de fibras 22, que está aquecida. Dependendo dos polímeros usados para preparar as fibras multicomponentes, o suprimento de ar aquecido para a unidade de tiragem de fibras 22 pode resultar nas fibras sendo frisadas na unidade de tiragem de fibras. O uso de uma unidade de tiragem de fibras 22 aquecida é conhecido na técnica e é descrito em detalhes na Patente U.S. No. 5.382.400 de Pike et al., que é aqui incorporada por referência.
[0057] Uma superfície de formação sem fim 26 é posicionada abaixo da unidade de tiragem de fibras 22 e recebe as fibras continuas a partir da abertura de saída 23 da unidade de tiragem de fibras. A superfície de formação 26 é uma correia e trafega em torno dos rolos de guia 28. Um vácuo 30, posicionado abaixo da superfície de formação 26, na qual as fibras são depositadas, tira as fibras contra a superfície de formação. Embora a superfície de formação 26 seja mostrada como uma correia na Figura 3, deve ser entendido que a superfície de formação também pode ser de outras formas, tal como um tambor.
[0058] As fibras da trama não tecida são, então, opcionalmente tratadas termicamente, na transversal, abaixo de um de uma faca de ar quente (hot air knife, HAK) ou um difusor de ar quente 34. De maneira geral, prefere-se que as fibras da trama não tecida sejam tratadas termicamente. Uma faca de ar quente convencional inclui um mandril com uma fenda que sopra um jato de ar quente por sobre a superfície de trama não tecida. Tais facas de ar quente são ensinadas, por exemplo, pela Patente U.S. No. 5.707.468 de Arnold, et al. Um difusor de ar quente é uma alternativa para a HAK, que opera de uma maneira similar, mas com velocidade de ar mais baixa sobre uma maior superfície de área e, assim, usa temperaturas de ar correspondentemente mais baixas. Dependendo das condições do difusor de ar quente ou da faca de ar quente (temperatura e taxa de escoamento de ar), as fibras podem receber uma fusão de pele externa ou um pequeno grau de ligação durante essa travessia através da primeira zona de aquecimento. Usualmente, essa ligação é somente suficiente apenas para manter as fibras no lugar durante o processamento ulterior; mas leve o bastante de modo a não manter as fibras juntas quando elas necessitarem ser manipuladas manualmente. Tal ligação pode ser incidental ou totalmente eliminada, se desejado. O tratamento térmico também serve para ativar o frisamento latente, que pode estar presente nas fibras.
[0059] Como mostrado, a trama de fibras não tecidas não ligadas 50 é, então, passada para fora da primeira fonte de aquecimento da faca de ar quente ou do difusor de ar quente 34, para um segundo fio 37, onde as fibras continuam a esfriar e onde o vácuo de fio 30 abaixo é interrompido, de modo a não interromper o frisamento. Observa-se que o segundo fio 37 pode ser uma extensão da superfície de formação 26 ou um fio separado. O frisamento é um resultado do resfriamento diferencial dos componentes das fibras. Conforme as fibras esfriam, as fibras tendem a se frisar na direção z, ou para fora do plano da trama, e a formar uma trama não tecida com espaços internos mais elevados. Se uma faca de ar quente ou um difusor de ar quente não estiverem presentes, e a unidade de tiragem de fibras estiver aquecida, por ocasião do resfriamento das fibras, as fibras podem se frisar. O frisamento depende de vários fatores, incluindo os materiais poliméricos usados para preparar as fibras, e da orientação dos componentes poliméricos nas fibras resultantes, dentre outros fatores.
[0060] A linha de processo 10 inclui adicionalmente um ou mais dispositivos de ligação, tal como ligador através do ar 36. Ligadores através do ar são bem conhecidos pelos técnicos no assunto e não são discutidos em detalhes aqui. Descrito de maneira geral, um ligador através do ar 36 inclui um rolo perfurado 38, que recebe a trama, e uma capela 40 circundando o rolo perfurado. Um transportador 37 transfere a trama não tecida não ligada 50 a partir da superfície de formação para o ligador através do ar.
[0061] Entretanto, deve ser entendido que outras disposições de ligação através do ar são adequadas para se praticar a presente invenção. Por exemplo, quando a superfície de formação for uma correia, a superfície de formação pode ser encaminhada diretamente através do ligador através do ar. Alternativamente, quando a superficie de formação for um tambor, o ligador através do ar pode ser incorporado ao mesmo tambor, de modo que a trama seja formada e ligada sobre o mesmo tambor. Outros meios de ligação, tais como, por exemplo, ligação em forno, ou processo de ligação por infravermelho, que efetua ligações interfibras sem aplicação de pressão de compactação significativa, podem ser usados no lugar do ligador através do ar.
[0062] Conforme é mostrado na Figura 3, a trama não tecida ligada 41 é, então, emaranhada hidraulicamente, o que é também chamado de hidroemaranhamento, quando água for usada como o fluido de elevada pressão. De maneira geral, o hidroemaranhamento é realizado enquanto a trama não tecida ligada 41 estiver suportada sobre um suporte com aberturas 56. Correntes de liquido a partir de dispositivos de jato 58 são impingidas sobre a trama não tecida ligada 41. Apreciar-se-á que o processo poderia ser prontamente variado a fim de tratar cada lado da trama de substrato ligado 41 em uma linha continua. Depois que o substrato ligado 41 tinha disso emaranhado hidraulicamente, ele pode ser secado por caçambas de secagem 60 e enrolado em uma bobina 62.
[0063] Alternativamente, a trama não tecida ligada 41 pode ser enrolada por sobre um rolo de enrolamento, de modo que a trama não tecida ligada possa ser armazenada antes do hidroemaranhamento ou transportada para um processo de emaranhamento localizado em um local diferente. Pode ser vantajoso produzir a trama não tecida ligada em uma linha de processo separada a partir do processo de hidroemaranhamento, uma vez que o processo de hidroemaranhamento, em geral, opera em velocidades de linha mais baixas do que o processo de formação de trama não tecida ligada.
[0064] Para se obter um melhor entendimento do processo, é fornecida uma descrição do processo usando polietileno e polipropileno como os componentes poliméricos. Para se operar a linha de processo 10, as tremonhas 14 e 15 são carregadas com os respectivos componentes de polímero A e B. Os componentes de polímero A e B são fundidos e extrudados pelas respectivas extrusoras 12 e 13, através dos condutos de polímero 16 e 17 e da fiadeira 18. Embora as temperaturas dos polímeros fundidos variem dependendo dos polímeros usados, quando polipropileno e polietileno forem usados como componente A e componente B, respectivamente, as temperaturas preferidas dos polímeros variam de cerca de 370°F (187°C) a cerca de 530°F (276°C) e, de preferência, variam de cerca de 400°F (204°C) a cerca de 450°F (232°C).
[0065] Conforme as fibras extrudadas se estendem abaixo da fiadeira 18, uma corrente de ar a partir do soprador de choque térmico 20, pelo menos parcialmente, causa o choque térmico das fibras, para desenvolver um frisamento latente nelas. O ar de choque térmico, de preferência, escoa em uma direção substancialmente perpendicular ao comprimento das fibras, em uma temperatura de cerca de 45°F (7°C) a cerca de 90°F (32°C) e uma velocidade de cerca de 100 a cerca de 400 pés por minuto (cerca de 30,5 a cerca de 122 metros por minuto). As fibras têm que ser substancialmente submetidas a choque térmico antes de serem coletadas sobre a superfície de formação 26, de modo que as fibras possam ser dispostas pelo ar forçado passando através das fibras e da superfície de formação. O choque térmico das fibras reduz a adesividade das fibras, de modo que não se adiram umas com as outras firmemente demais antes de serem ligadas e possam ser movidas ou dispostas sobre a superfície de formação durante a coleta das fibras sobre a superfície de formação e a formação da trama.
[0066] Depois do choque térmico, as fibras são tiradas para a passagem vertical da unidade de tiragem de fibras 22 por um escoamento de ar ambiente a partir do soprador 24, através da unidade de tiragem de fibras. Opcionalmente, o ar a partir do soprador pode ser aquecido. A unidade de tiragem de fibras, de preferência, é posicionada 0,76 a 1,5 metros (30 a 60 polegadas) abaixo do fundo da fiadeira 18. As fibras são depositadas através da abertura de saída 23, da unidade de tiragem de fibras 22, por sobre a superfície de formação 26 em trânsito, e, conforme as fibras forem entendo em contato com a superfície de formação, o vácuo 20 tira as fibras contra a superfície de formação, para formar uma trama não tecida, não ligada, de fibras contínuas.
[0067] Conforme discutido acima, porque as fibras são submetidas a choque térmico, as fibras não são pegajosas demais e o vácuo pode mover ou dispor as fibras sobre a superfície de formação conforme as fibras forem coletadas sobre a superfície de formação e formados para a trama. Se as fibras forem pegajosas demais, as fibras grudam umas nas outras e não podem ser dispostas sobre a-superfície durante a formação da trama.
[0068] Depois que as fibras forem coletadas sobre a superfície de formação 26, as fibras são opcionalmente tratadas termicamente usando uma faca de ar quente ou um difusor de ar quente 34. Q tratamento térmico serve a uma de duas funções. Primeiro, o tratamento térmico serve para ativar o frisamento latente. Segundo, o tratamento térmico pode servir como uma ligação preliminar para a trama não tecida, de modo que a trama possa ser manipulada mecanicamente através do aparelho de formação sem danos.
[0069] Quando as fibras de spunbond forem frisadas, o tecido da presente invenção, caracteristicamente, apresentará um espaço interno relativamente elevado e será relativamente resiliente. O frisamento das fibras cria uma estrutura de trama aberta, com porções vazias substanciais entre as fibras e as fibras são ligadas em pontos de contato das fibras. A temperatura necessária para ativar o frisamento latente da maioria das fibras bicomponentes varia de cerca de 110°F (43,3°C) a uma temperatura máxima no ou em torno do ponto de fusão ou temperatura de transição vítrea do componente de polímero B. A temperatura do ar a partir da faca de ar quente ou do difusor de ar quente pode ser variada para se conseguir diferentes níveis de frisamento. De maneira geral, uma temperatura do ar mais elevada produz um número mais elevado de frisos. A capacidade de controlar o grau de frisamento das fibras é particularmente vantajosa, porque se permite modificar a densidade, distribuição de tamanhos de poros e drapeado do tecido resultantes, simplesmente por ajuste da temperatura do tratamento térmico.
[0070] Quando for desejada ou necessária ligação preliminar, uma faca de ar quente 34 ou um difusor de ar quente é usado e direciona um escoamento de ar, apresentando uma temperatura acima da temperatura de fusão do componente de mais baixa temperatura de fusão das fibras multicomponentes, que é o componente de envoltório, quando for usada uma configuração de envoltório-núcleo, através da trama e da superfície de formação 26. De preferência, o ar quente entra em contato com a trama através de toda a largura da trama. O ar quente funde ou amolece o componente de mais baixo ponto de fusão ou temperatura e, por meio disto, forma ligações entre as fibras bicomponentes para integrar a trama. Por exemplo, quando forem usados polipropileno e polietileno como componentes de polímero, o polietileno deve ser o componente do envoltório, se as fibras estiverem em uma fibra multicomponente de envoltório-núcleo, o ar escoando a partir da faca de ar quente ou do difusor de ar, de preferência, apresentará uma temperatura na superfície da trama variando de cerca de 230°F (110°C) a cerca de 500°F (260°C) e uma velocidade na superfície da trama de cerca de 1.000 a cerca de 5.000 pés por minuto (cerca de 305 a cerca de 1.524 metros por minuto). Entretanto, observa-se que a temperatura e a velocidade do ar proveniente da faca de ar quente 34 pode variar dependendo de fatores tais como os polímeros que formam as fibras, a espessura da trama, a área da superfície da trama contactada pelo escoamento de ar e a velocidade da linha da superfície de formação. Observa-se que, se a temperatura do ar escoando a partir da faca de ar quente ou do difusor de ar quente for quente demais, o frisamento das fibras pode não ocorrer. Além disso, as fibras podem ser aquecidas por métodos diferentes de ar aquecido, tais como por exposição das fibras à energia eletromagnética, tal como radiação de micro-ondas ou infravermelha. Na preparação do material de elevado espaço interno, a partir de polietileno e de polipropileno como os componentes das fibras bicomponentes, a faca de ar quente é operada em uma temperatura de cerca de 200°F (93°C) a cerca de 310°F (154°C) e em uma pressão de cerca de 0,01 a cerca de 1,5 polegadas (0,25-38,1 mm) de água. Em adição, a HAK para a camada de espaços internos elevados, geralmente, és ajustada cerca de 3 a cerca de 8 polegadas (76,2 - 203 mm) acima do fio de formação.
[0071] Depois do tratamento térmico das fibras, a trama não tecida de fibras é, então, passada da zona de tratamento térmico, da faca de ar quente ou do difusor de ar quente 34, para um segundo fio 37, no qual as fibras continuam a esfriar e onde o vácuo 30 abaixo do fio é interrompido. Alternativamente, a trama não tecida permanece sobre a superfície de formação 26 e um vácuo é puxado abaixo da superfície de formação. Conforme as fibras esfriem e forem removidas do vácuo, as fibras frisar-se- ão, na direção z, para fora do plano da trama, por meio disto, formando uma trama não tecida 50, de baixa densidade e de elevado espaço interno, se o frisamento latente estiver presente nas fibras e o frisamento latente for ativado.
[0072] Depois de ser opcionalmente tratada termicamente, a trama não tecida 50 é transferida a partir da superfície de formação 26 para o ligador através do ar 36, com um transportador 37, para mais ligação através, a qual ajustará, ou fixará, a trama em um grau desejado de espaço interno e de densidade, conseguido pelo frisamento das fibras. No ligador através do ar 36, ar, apresentando uma temperatura acima da temperatura de fusão ou da temperatura de amolecimento do componente de ponto de fusão ou de temperatura de transição vítrea mais baixos, é direcionado a partir da capela 40, através da trama, e para o rolo perfurado 38. Conforme com a faca de ar quente 34, o ar quente no ligador através do ar 36 funde ou amolece o componente de ponto de fusão ou de temperatura de transição vítrea mais baixos e, por meio disto, forma ligações entre as fibras bicomponentes para integrar a trama. Quando polipropileno e polietileno forem usados como os componentes de polímero A e B, respectivamente, o ar escoando através do ligador através do ar, de preferência, apresenta uma temperatura variando de cerca de 230°F (138°C) e uma velocidade de cerca de 100 a cerca de 500 pés por minuto (cerca de 30,5 a cerca de 152,4 metros por minuto). O tempo de residência da trama no ligador através do ar 36, de preferência, é menor do que cerca de 6 segundos. Deve ser entendido, entretanto, que os parâmetros do ligador através do ar 36 também depende de fatores tais como o tipo de polímeros usados e a espessura da trama. A trama não tecida, depois que ela for ligada no ligador através do ar 36, será ligada tal que as fibras estejam de algum modo fixadas em sua posição na trama não tecida, resultando em uma "trama fixada" 41.
[0073] Como uma alternativa para a zona de aquecimento usando uma combinação de uma faca de ar quente ou um difusor de ar quente com o ligador através do ar, a unidade de ligação através do ar (through air bonding, TAB) 40 pode ser dividida em zonas para fornecer uma primeira zona de aquecimento no local da faca de ar quente ou do difusor de ar 34, seguida por uma zona de resfriamento, que, por sua vez, é seguida por uma segunda zona. de aquecimento suficiente para fixar a trama. A trama fixada 41 pode, então, ser coletada em um rolo de enrolamento (não mostrado) ou similar para uso posterior. Nessa configuração alternativa, quando a trama passar através de uma zona de resfriamento, que reduz a temperatura do polímero abaixo de sua temperatura de cristalização, o polímero de ponto de fusão mais baixo se recristaliza. No caso de uma fibra bicomponente de polietileno e de polipropileno, uma vez que o polietileno é um material semicristalino, as cadeias de polietileno se recristalizam por ocasião do resfriamento, fazendo com que o polietileno de contaria. Essa contração induz uma força em um lado das fibras lado a lado, que pode permitir que as fibras se frisem ou se espiralem, se não houver outras forças principais restringindo as fibras de se moverem livremente em qualquer direção.
[0074] Conforme afirmado acima, depois da ligação, a trama não tecida pode ser enrolada em um rolo para processamento em uma data posterior ou em local diferentes, por exemplo. Conforme é mostrado na Figura 3, a trama não tecida é adicionalmente processada em linha usando um processo de hidroemaranhamento. O hidroemaranhamento da presente invenção pode ser realizado com qualquer fluido operante adequado, tal como, por exemplo, água. O fluido operante escoa através de uma tubulação múltipla, que distribui igualmente o fluido para uma série de aberturas ou orifícios individuais. Essas aberturas ou orifícios podem ser, por exemplo de cerca de 0,0762 a cerca de 0,381 mm (0,003 a 0,015 polegadas) de diâmetro e podem ser dispostos em uma ou mais filas, com qualquer número de orifícios, por exemplo 40 - 100 por 2,54 cm (1 polegada), em cada fila. Muitas outras configurações de tubulações múltiplas podem ser usadas, por exemplo, uma tubulação múltipla única pode ser usada ou várias tubulações múltiplas podem ser dispostas em sucessão. A trama não tecida multicomponente ligada pode ser suportada em um suporte com aberturas, enquanto tratada por correntes de líquido a partir de dispositivos de jato. O suporte pode ser uma tela de malha para fios de formação. O suporte também pode apresentar um padrão de modo a formar um material não tecido com um tal padrão nele.
[0075] De maneira geral, na presente invenção, o processo de emaranhamento hidráulico é realizado por passagem do fluido operante através dos orifícios em pressões variando de cerca de 1.378 a cerca de 20.684 kPa (200 a 3.000 libras por polegada quadrada manométricas - psig). A pressão real do fluido operante dependerá de muitos fatores, incluindo a velocidade de linha na qual a trama não tecida é passada através do processo, o grau de emaranhamento desejado, o grau de clivagem desejado e outros fatores. De maneira geral, quanto mais rápido a trama não tecida é passada através do processo de hidroemaranhamento, exigirá maior pressão de fluido para se conseguir o nível desejado de clivagem ou de emaranhamento. Não é a pressão de água somente que resulta na clivagem e no emaranhamento das fibras, mas, ao invés, é a força de impacto e a energia aplicada à trama não tecida. A Energia (E) e a força de impacto (I) pode ser calculada usando a seguinte fórmula: na qual: Y é o número de orifícios por polegada linear; P é a pressão do liquido na tubulação múltipla em p.s.i.g.; G é o escoamento volumétrico em pés cúbicos/minuto/orifício; s é a velocidade de passagem da trama sob as correntes em pés/minutos; e b é o peso de tecido produzido em osy (onças por jardas quadradas); e A é a área de seção transversal dos jatos em polegadas quadradas.
na qual: Y é o número de orifícios por polegada linear; P é a pressão do liquido na tubulação múltipla em p.s.i.g.; G é o escoamento volumétrico em pés cúbicos/minuto/orifício; s é a velocidade de passagem da trama sob as correntes em pés/minutos; e b é o peso de tecido produzido em osy (onças por jardas quadradas); e A é a área de seção transversal dos jatos em polegadas quadradas.
[0076] O Produto de Impacto de Energia E x I, que é em HP-h-lb- força/IbM (cavalos-força-h-libra-força/libra-massa).
[0077] Desejavelmente, a geração das tramas hidroemaranhadas da presente invenção envolverá o emprego de pressões de água de cerca de 1.378 a 20.684 kPa (200 a 3.000 psi), mais desejavelmente, de cerca de 2.757 a 10.342 kPa (400 a 1.500 psi). Tipicamente, a mais baixa pressão de fluido necessária para se conseguir o grau desejado de clivagem na trama não tecida será selecionada, uma vez que pressões mais baixas usam menos energia e diminuem o custo de reciclo para o fluido de emaranhamento. Em adição, trama não tecida hidroemaranhada pode ser submetida a etapas de hidroemaranhamento adicionais para aumentar o grau de separação dos componentes das fibras individuais..
[0078] No processo de hidroemaranhamento, a trama não tecida é suportada por uma superfície de formação e o fluido colide com a trama não tecida sobre a superfície de formação.
[0079] Tipicamente, a superfície de formação pode ser uma malha de plano único apresentando um tamanho em mesh de cerca de 40 x 40 a cerca de 100 x 100 ou qualquer tamanho de malha entre eles. A superfície de formação também pode ser uma malha de multicamadas apresentando um tamanho em mesh de cerca de 50 x 50 a cerca de 200 x 200 ou qualquer tamanho de malha entre eles. Como é típico em muitos processos de tratamento com jato de água, uma fenda de vácuo pode ser posicionada diretamente subjacente às tubulações múltiplas ou subjacente à superfície de formação à jusante da tubulação múltipla de emaranhamento, de modo que a água em excesso seja retirada da trama não tecida emaranhada hidraulicamente resultante.
[0080] Depois do tratamento com jato de fluido, a trama não tecida 41 pode ser transferida para uma operação de secagem não compressiva. Processos de secagem não compressivos adequados incluem por exemplo, um secador através do ar (não mostrado) e/ou caçambas de secagem e enroladas por sobre uma bobina. A secagem não compressiva da trama pode ser realizada utilizando um aparelho de secagem através do ar de tambor rotativo convencional mostrado, o qual apresente uma configuração similar ao ligador através do ar 36. Como com o secador através do ar, o secador através pode ser um cilindro rotável com perfurações em combinação com uma capela externa para recebimento de ar quente soprado através das perfurações. Uma correia de secador através carreia o material de compósito sobre a porção superior do cilindro rotável externo. O ar aquecido forçado através das perfurações do cilindro notável externo do secador através remove água da trama não tecida resultante. A temperatura do ar forçado através da trama não tecida pelo secador através 42 pode variar de cerca de 93,3° a 260°C (200° a cerca de 500°F). A temperatura real usada é dependente dos materiais usados para preparar a trama não tecida e a quantidade de água retida pela trama não tecida. Conforme mostrado na Figura 3, caçambas de secagem 60 menores podem ser operadas em diferente temperatura, para se conseguir a secagem da trama não tecida hidroemaranhada. Outros métodos e aparelhos de secagem através podem ser encontrados, por exemplo, nas Patentes U.S. Nos. 2.666.369 e 3.821.068, os conteúdos das quais são aqui incorporados por referência.
[0081] O processo de hidroemaranhamento é usado para fazer com que as fibras multicomponentes da trama não tecida se tornem parcialmente clivadas. Acredita-se também que o processo de hidroemaranhamento conferirá uma carga à trama não tecida hidroemaranhada, tornando-a especialmente útil como um material de filtro. Essa carga conferida à trama não tecida é conhecida como "hidrocarregamento". O hidrocarregamento é descrito em mais detalhes na Patente U.S. No. 5.496.507. O hidrocarregamento intensifica a capacidade da trama não tecida atrair eletrostaticamente e reter partículas para as fibras da trama não tecida.
[0082] Em adição ao hidrocarregamento, a trama não tecida pode ser adicionalmente carregada por eletreto. O carregamento por eletreto ou processo de tratamento adequado para a presente invenção são conhecidos na técnica. Esses métodos incluem métodos térmicos, de contato com plasma, de feixe de elétrons e de descarga corona. Por exemplo, a Patente U.S. No. 4.375.718 de Wadsworth et al., a Patente U.S. No. 5.401.446 de Tsai et al., e a Patente U.S. No. 6.365.088 de Knight et al., cada qual incorporada por referência, descrevem processos de carregamento por eletreto para tramas não tecidas.
[0083] Cada lado da trama não tecida pode ser convenientemente carregado por eletreto submetendo-se sequencialmente a trama a uma série de campos elétricos, tal que campos elétricos adjacentes tenham polaridades substancialmente opostas com respeito uns aos outros. Por exemplo, um lado da trama é inicialmente submetido a uma carga positiva, enquanto que o outro lado é submetido a uma carga negativa, e, então, o primeiro lado da trama é submetido a uma carga negativa e o outro lado da trama é submetido a uma carga positiva; conferindo cargas eletrostáticas permanentes na trama. Um aparelho adequado para carregamento por eletreto da trama não tecida é ilustrado na Figura 4. Um aparelho de carregamento por eletreto 140 recebe uma trama não tecida 142 apresentando um primeiro lado 152 e um segundo lado 154. A trama 142 passa para o aparelho 140 com o segundo lado 154 em contato com o rolo de guia 156. Então, o primeiro lado 152 da trama 142 entra em contato com um primeiro tambor de carregamento 158, que gira com a trama 142 e leva a trama 142 para uma posição entre o primeiro tambor de carregamento 158 apresentando um potencial elétrico negativo e um primeiro eletrodo de carregamento 160 apresentando um potencial elétrico positivo. Conforme a trama 142 passe entre o eletrodo de carregamento 160 e o tambor de carregamento 158, cargas eletrostáticas são desenvolvidas na trama 142. Uma carga positiva relativa é desenvolvida no primeiro lado 152 e uma carga negativa relativa é desenvolvida no segundo lado 154. A trama 142 é, então, passada entre um segundo tambor 162 negativamente carregado e um segundo eletrodo 164 positivamente carregado, revertendo as polaridades da carga eletrostática previamente conferida na trama e conferindo permanentemente a carga eletrostática recém desenvolvida na trama. A trama carregada por eletreto 165 é, então, passada por sobre outro rolo de guia 166 e removida do aparelho de carregamento por eletreto 140. Deve-se observar que, para finalidades de discussão, os tambores de carregamento são ilustrados para apresentarem potenciais elétricos negativos. No entanto, as polaridades dos tambores e dos eletrodos podem ser revertidas e o potencial negativo pode ser substituído por terra. De acordo com a presente invenção, os potenciais de carregamento úteis para processo de formação com eletreto podem variar com a geometria de campo do processo de eletreto. Por exemplo, os campos elétricos para o processo de carregamento por eletreto descrito acima podem ser operados de maneira eficaz entre cerca de 1 KVDC/cm, e cerca de 30 KVDC/cm, desejavelmente, entre cerca de 4 KVDC/cm e cerca de 20 KVDC/cm, e, ainda mais particularmente, cerca de 7 KVDC a cerca de 12 KVDC/cm, quando o intervalo entre o tambor e os eletrodos estiver entre cerca de 1,2 cm e cerca de 5 cm. O processo de carregamento por eletreto adequado descrito acima é adicionalmente descrito na acima mencionada Patente U.S. No. 5.401.446, a qual é aqui incorporada em sua totalidade por referência.
[0084] A estabilidade de carga de eletreto pode -ser adicionalmente intensificada por enxerto de grupos terminais polares por sobre os polímeros das fibras multicomponentes. Em adição, titanato de bário e outros materiais polares podem ser combinados com os polímeros para intensificar o tratamento de eletreto. Combinações adequadas são descritas na Patente U.S. No. 6.162.535 de Turkevich et al., cedida à cessionária desta invenção, na Patente U.S. No. 6,573.205 81 de Myers et al., aqui incorporadas por referência.
[0085] Outros métodos de tratamento com eletreto são conhecidos na técnica, tal como aquele descrito na Patente U.S. No. 4.375.718 de Wadsworth, na Patente U.S. No. 4.592.815 de Nakao, na Patente U.S. No. 6.365.088 e na Patente U.S. No. 4.874.659 de Ando, cada uma das quais é aqui incorporada em sua totalidade por referência.
[0086] A trama não tecida da presente invenção é particularmente adaptada para ser usada como um meio de filtração.
[0087] Constatou-se que a trama não tecida hidroemaranhada contendo fibras multicomponentes, que estão parcialmente clivadas, apresenta um aperfeiçoamento na eficiência de filtração sem um grande aumento na queda de pressão através do filtro quando comparada a um filtro produzido somente a partir de fibras multicomponentes, que não estão parcialmente clivadas ou hidroemaranhadas.
[0088] Quando usado como um material de filtração, ou laminadas ou as tramas não tecidas descritos aqui podem ser colocados em quadros de filtração, formados em bolsas de filtração ou ser formados em qualquer formato ou tamanho tipicamente usados na técnica para filtros. Em adição, a trama não tecida ou laminado podem ser primeiramente dobrados, antes de derem usados como um meio de filtração. PROCEDIMENTOS DE TESTE
[0089] Medições de Eficiência de Filtração de Ar: As eficiências de filtração de ar dos substratos discutidos abaixo foram avaliadas usando um Testador de Filtro Automático (AFT)TSI, Inc. (St. Paul, Minn.) Modelo 8130. 0 Modelo 8130 de AFT mede características de filtração de partículas para meios de filtração de ar. O AFT utiliza um nebulizador de ar comprimido para gerar um aerossol de submicron de partículas de cloreto de sódio, que serve como o aerossol de desafio para a medição do desempenho de filtração. O tamanho característico das partículas usadas nessas medições era de 0,1 micrômetro de diâmetro médio de contagem, Taxas de escoamento de ar típicas estavam entre 80 litros por minuto e 85 litros por minuto. O teste com AFT foi realizado sobre uma área de amostra de cerca de 100 m2. O desempenho ou eficiência de um meio de filtração é expresso como a percentagem de partículas de cloreto de sódio que penetram no filtro. A penetração é definida como a transmissão de uma partícula através do meio de filtração. As partículas transmitidas foram detectadas a jusante do filtro. Espalhamento de luz foi usado para a detecção e a contagem das partículas de cloreto de sódio tanto à montante do filtro quanto a jusante do filtro. O Testador de Filtro Automático (AFT) Modelo 8130 exibe a percentagem de partículas à jusante. A eficiência percentual (e) pode ser calculada a partir da penetração percentual de acordo com a fórmula: ε = 100% - a percentagem de partículas à jusante
[0090] Informações adicionais, com respeito ao TSI Modelo 8130 de AFT ou dos procedimentos de teste usados para realizar o teste de eficiência usando o TSI Modelo 8130, podem ser obtidas a partir de TSI e em www.tsi.com.
[0091] Permeabilidade ao Ar: A Permeabilidade ao Ar do tecido não tecido da presente invenção é determinada por um teste que mede a permeabilidade ao ar de tecidos em termos de pés cúbicos de ar por pé quadrado de folha usando um testador de permeabilidade ao ar Textest FX 3300, fabricado por Textest Ltd., Zurique, Suíça. Todos os testes são conduzidos em um laboratório com uma temperatura de 23 ± 2°C e 50 ± 5% de UR. Especificamente, um pedaço da trama não tecida a ser testada é preso sobre a abertura de teste de tecido de 6,98 cm (2475 polegadas) de diâmetro. A colocação de dobras ou frisos acima da abertura de teste de tecido deve ser evitada se for absolutamente possível. A unidade é ligada e o botão de potência é lentamente girado no sentido horário até que a coluna de óleo manométrica inclinada atinja 0,5. Uma vez que o nível de óleo manométrico inclinado tenha se estacionado em 0,5, o nível de óleo no manômetro vertical é registrado. A leitura no manômetro vertical é convertida a uma taxa de escoamento em unidades de pés cúbicos de ar por minuto por pé quadrado de amostra.
[0092] ASHRAE 52.2-1999: Método de Testagem Geral de Dispositivos de Limpeza de Ar de Ventilação para Eficiência de Remoção por Tamanho de Partícula.
[0093] Esse teste, que é um teste padrão da indústria de filtros, apresenta um procedimento padrão, que incorporada por referência. Em resumo, o teste mede a eficiência de um meio de filtração na remoção de partículas de diâmetro específico conforme o filtro se torna carregado com poeira de carregamento padronizada. A poeira de carregamento é alimentada em estágios de intervalo para simular o acúmulo de partículas durante a vida de serviço. O aerossol de desafio para a testagem de eficiência de filtração é cloreto de potássio (KCl) em fase sólida gerado a partir de uma solução aquosa. Um gerador de aerossol produz partículas de KCl em doze faixas de tamanhos para a determinação da eficiência de filtração. A eficiência mínima observada durante a sequência de carregamento para cada faixa de tamanhos de partícula, é usada para calcular valores de eficiência média de compósito para três faixas de tamanhos de partícula: 0,1 a 1,0 micra, 1,0 a 3,0 micra e 3,0 a 10 micra. Amostras do material de filtro foram dobradas em uma configuração que é de 60,96 cm x 60,96 cm x 5,08 cm (24 polegadas x 24 polegadas x 2 polegadas).
[0094] A poeira de carregamento, usada para simular o acúmulo de partículas em serviço, é composta, em peso, por 72% de poeira de teste SAE Standard J276 (fina), 23% de carvão pulverizado e 5% de línteres de algodão moídos. A eficiência do meio de carga limpo é medida em uma das taxas de escoamento especificadas no padrão. Um aparelho de alimentação, então, envia um escoamento de partículas de poeirapara carregar o meio de filtração para vários intervalos de elevação de pressão, ate que a resistência final especificada seja alcançada. A eficiência do meio de filtração em capturar particu1as de KCl é determinada depois de cada etapa de carregamento. A eficiência do meio de filtração é determinada por medição da distribuição de tamanhos, de partícula e do número de partículas na corrente de ar, em posições à montante e à jusante do meio de filtração. A eficiência de remoção por tamanhos de partícula (particle size removal efficiency, "PSE") é definida como: PSE = 100 x (1 - [contagem de partículas à jusante/contagem de partículas à montante])
[0095] As contagens de partículas e tamanhos podem ser medidos usando um contador de partículas automático HIAC/ROYCO Modelo 8000 e um sensor HIAC/ROYCO Modelo 1230.
[0096] Os resultados desse procedimento de teste são relatados em MERV (classificação de eficiência mínima). Quanto maior for o valor de MERV, mais eficiente será o filtro na filtração dos gases. EXEMPLO 1
[0097] Uma trama não tecida de spunbond de fibras bicomponentes conformadas em pentalobos foi preparada de acordo com a Figura 3, exceto que o hidroemaranhamento foi conduzido fora de linha ao invés do que em linha. As fibras bicomponentes são preparadas a partir de 50% em peso de um polietileno de baixa densidade linear e de 50% em peso de polipropileno isotático, em uma configuração lado a lado. A trama não tecida apresenta uma gramatura de cerca de 93 gramas por metro quadrado (g/m2) e uma densidade aparente de cerca de 0,0367 g/cm3. Como um controle, uma porção da trama não tecida não foi hidroemaranhada. Outra porção da trama não tecida foi hidroemaranhada com 2 injetores em uma pressão de 4.826 kPa (700 psi) com uma passagem única através dos injetores. O hidroemaranhamento foi realizado em uma velocidade de linha de cerca de 182,88 m/min (600 pés por minuto). A permeabilidade ao ar e a eficiência foram determinadas usando os procedimentos de teste descritos acima e são lançados em gráfico na Figura 5.
[0098] Uma segunda amostra do controle e do material de filtro hidroemaranhado foram testadas sob o teste ASHRAE 52.2 1999 descrito acima. 0 controle apresentou uma classificação de MERV 11 com uma queda de pressão de 0,81 cm (0,32 polegadas) de água, enquanto que os meios de filtração hidroemaranhados apresentaram uma classificação de MERV 12 com uma queda de pressão de 0,81, cm (0,32 polegadas) de água. EXEMPLO 2
[0099] Uma trama não tecida de spunbond de fibras bicomponentes conformadas em pentalobos foi preparada de acordo com a Figura 3, exceto que o hidroemaranhamento foi conduzido fora de linha ao invés do que em linha. As fibras bicomponentes são preparadas a partir de 50% em peso de um polietileno de baixa densidade linear e de 50% em peso de polipropileno isotático, em uma configuração lado a lado. A trama não tecida apresenta uma gramatura de cerca de 68 gramas por metro quadrado (g/m2) e uma densidade aparente de cerca de 0,0393 g/cm3. Como um controle, uma porção da trama não tecida não foi hidroemaranhada. Outra porção da trama não tecida foi hidroemaranhada com 2 injetores em uma pressão de 4.826 kPa (700 psi) com uma passagem única através dos injetores. O hidroemaranhamento foi realizado em uma velocidade de linha de cerca de 182,88 m/min (600 pés por minuto). A permeabilidade ao ar e a eficiência foram determinadas usando os procedimentos de teste descritos acima e são lançados em gráfico na Figura 5.
[00100] Uma segunda amostra do controle e do material de filtro hidroemaranhado foram testadas sob o teste ASHRAE 52.2 1999 descrito acima. O controle apresentou uma classificação de MERV 8 com uma queda de pressão de 0,66 cm (0,26 polegadas) de água, enquanto que os meios de filtração hidroemaranhados apresentaram uma classificação de MERV 12 com uma queda de pressão de 0,68 cm (0,27 polegadas) de água. EXEMPLO 3
[00101] Uma trama não tecida de spunbond de fibras bicomponentes arredondadas foi preparada de acordo com a Figura 3, exceto que o hidroemaranhamento foi conduzido fora de linha ao invés do que em linha. As fibras bicomponentes são preparadas a partir de 50% em peso de um polietileno de baixa densidade linear e de 50% em peso de polipropileno isotático, em uma configuração lado a lado. Em adição, a trama não tecida contém fibras de polipropileno isotático, que são produzidas no mesmo processo e são combinadas ali com as fibras bicomponentes. A trama não tecida apresenta cerca de 25% de fibras monocomponentes de propileno e cerca de 75% de fibras bicomponentes. A trama não tecida apresenta uma gramatura de cerca de 110 gramas por metro quadrado (g/m2) e uma densidade aparente de cerca de 0,1033 g/cm3. Como um controle, uma porção da trama não tecida resultante não foi hidroemaranhada. Outra porção da trama não tecida foi hidroemaranhada com 2 injetores em uma pressão de 4.826 kPa (700 psi) com uma passagem única através dos injetores. O hidroemaranhamento foi realizado em uma velocidade de linha de cerca de 182,88 m/min (600 pés por minuto). A permeabilidade ao ar e a eficiência foram determinadas usando os procedimentos de teste descritos acima e são lançados em gráfico na Figura 5.
[00102] Uma segunda amostra do controle e do material de filtro hidroemaranhado foram testadas sob o teste ASHRAE 52.2 1999 descrito acima. O controle apresentou uma classificação de MERV 11 com uma queda de pressão de 0,99 cm (0,39 polegadas) de água, enquanto que os meios de filtração hidroemaranhados apresentaram uma classificação de MERV 13 com uma queda de pressão de 1,02 cm (0,40 polegadas) de água.
[00103] Conforme pode ser visto nos Exemplos 1-3, o hidroemaranhamento das tramas não tecidas, que resulta na clivagem parcial das fibras bicomponentes, aperfeiçoa a eficiência da trama não tecida resultante quando usada como um meio de filtração, sem qualquer perda significativa na permeabilidade da trama não tecida, quando comparada ao controle. Em adição, a classificação de MERV é aumentada sem qualquer aumento significativo na queda de pressão através do filtro. Como um resultado, a trama não tecida da presente invenção é muito eficaz como um meio de filtração e mais eficaz como um meio de filtração do que o controle. EXEMPLO 4
[00104] Uma trama não tecida de spunbond de fibras bicomponentes de baixo espaço interno foi preparada de acordo com a Figura 3, exceto que o hidroemaranhamento foi conduzido fora de linha ao invés do que em linha. As fibras bicomponentes são preparadas a partir de 50% em peso de um polietileno de baixa densidade linear e de 50% em peso de polipropileno isotático, em uma configuração lado a lado e apresentam uma configuração de maneira geral arredondada. A trama não tecida apresenta uma gramatura de cerca de 110 gramas por metro quadrado (g/m2) e uma densidade aparente de cerca de 0,112 g/cm3. Como um controle, uma porção da trama não tecida resultante não foi hidroemaranhada. Outra porção da trama não tecida foi hidroemaranhada com 2 injetores em uma pressão de 4.826 kPa (700 psi) com uma passagem única através dos injetores. O hidroemaranhamento foi realizado em uma velocidade de linha de cerca de 182,88 m/min (600 pés por minuto).
[00105] A Figura 6 mostra uma micrografia da trama não tecida de controle sem hidroemaranhamento e a Figura 6A mostra uma micrografia da trama não tecida hidroemaranhada. Como pode ser prontamente visto, a trama não tecida hidroemaranhada contém fibras clivadas e não clivadas, enquanto que o controle não tem clivagem das fibras. Em adição, ligações interfibras entre as fibras da trama não tecida também podem ser vistas.
[00106] A permeabilidade ao ar e a eficiência foram determinadas usando os procedimentos de teste descritos acima. O controle apresentou uma eficiência de filtração 58% e uma permeabilidade ao ar de 5,72 m3/min (202 ft3/min). A trama não tecida hidroemaranhada apresentou uma eficiência de filtração de 80% e uma permeabilidade ao ar de 5,27 m3/min (186 ft3/min).
[00107] Uma segunda amostra do controle e do material de filtro hidroemaranhado foram testadas sob o teste ASHRAE 52.2 1999 descrito acima. O controle apresentou uma classificação de MERV 11 com uma queda de pressão de 0,94 cm (0,37 polegadas) de água, enquanto que os meios de filtração hidroemaranhados apresentaram uma classificação de MERV 13 com uma queda de pressão de 1,02 cm (0,40 polegadas) de água. EXEMPLO 5
[00108] Foi formado um laminado de duas tramas não tecidas. A primeira é uma trama não tecida de spunbond de fibras bicomponentes de baixo espaço interno foi preparada de acordo com a Figura 3, sem hidroemaranhamento. As fibras bicomponentes são preparadas a partir de 50% em peso de um polietileno de baixa densidade linear e de 50% em peso de polipropileno isotático, em uma configuração lado a lado e apresentam uma configuração de maneira geral arredondada. A trama não tecida apresenta uma gramatura de cerca de 110 gramas por metro quadrado (g/m2) e uma densidade aparente de cerca de 0,112 g/cm3. A segunda é uma trama não tecida de spunbond bicomponente de elevado espaço interno, preparada de uma maneira similar ao processo da Figura 3, sem o hidroemaranhamento. A segunda não tecida também contém fibras bicomponentes, que são preparadas a partir de 50% em peso de um polietileno de baixa densidade linear e de 50% em peso de polipropileno isotático, em uma configuração lado a lado e apresentam uma configuração de maneira geral arredondada. A trama não tecida apresenta uma gramatura de cerca de 56 gramas por metro quadrado (g/m2) e uma densidade aparente de cerca de 0,0295 g/cm3.
[00109] As primeira e segunda tramas não tecidas se desenrolam de rolos separados e ficam uma sobre a outra, tal que a primeira trama não tecida de baixo espaço interno seja colocada no topo da trama não tecida de elevado espaço interno. As duas tramas não tecidas foram submetidas a um tratamento de hidroemaranhamento, tal que os jatos de água fossem impingidos sobre a camada de baixo espaço interno. O hidroemaranhamento foi realizado com 2 injetores em uma pressão de 6.894 kPa (1.000 psi), com uma única passagem através dos injetores. O hidroemaranhamento foi realizado em uma velocidade de linha de cerca de 18,29 m/min (60 pés por minuto).
[00110] O teste de eficiência e de permeabilidade ao ar da trama não tecida foi realizado de acordo com os procedimentos de teste citados acima. A trama não tecida hidroemaranhada apresentou uma eficiência de filtração de 82% e uma permeabilidade ao ar de 4,67 m3/min (165 ft3/min). EXEMPLO 6
[00111] Um laminado de tramas foi formado apresentando duas camadas de spunbond e uma camada de meltblown entre as camadas de spunbond. As camadas de spunbond foram preparadas de acordo com a Figura 3, sem o hidroemaranhamento. As fibras bicomponentes são preparadas a partir de 50% em peso de um polietileno de baixa densidade linear e de 50% em peso de polipropileno isotático, em uma configuração lado a lado e apresentam uma configuração de maneira geral arredondada. A camada de meltblown de polipropileno foi deitada sobre uma das camadas de spunbond e a trama não tecida global apresenta uma gramatura de cerca de 115 gramas por metro quadrado (g/m2) e uma densidade aparente de cerca de 0,0825 g/cm3. As camadas do laminado foram ligadas termicamente em conjunto.
[00112] Como um controle, uma porção do laminado de tramas não tecidas resultante não foi hidroemaranhada. Outra porção da trama não tecida foi hidroemaranhada com 2 injetores em uma pressão de 4.826 kPa (700 psi) com uma passagem única através dos injetores. O hidroemaranhamento foi realizado em uma velocidade de linha de cerca de 91,44 m/min (300 pés por minuto). O teste de eficiência e de permeabilidade ao ar da trama não tecida foi realizado de acordo com os procedimentos de teste citados acima. O controle apresentou uma eficiência de filtração de 75% e uma permeabilidade ao ar de 2,07 m3/min (73 ft3/min). O laminado de tramas não tecidas hidroemaranhado apresentou uma eficiência de filtração de 96% e uma permeabilidade ao ar de 2,12 m3/min (75 ft3/min).
[00113] Uma segunda amostra do controle e do material de filtro hidroemaranhado foram testadas sob o teste ASHRAE 52.2 1999 descrito acima. O controle apresentou uma classificação de MERV 13 com uma queda de pressão de 0,94 cm (0,37 polegadas) de água, enquanto que os meios de filtração hidroemaranhados apresentaram uma classificação de MERV 16 com uma queda de pressão de 0,79 cm (0,31 polegadas) de água.
[00114] Novamente, pode ser visto que o hidroemaranhamento do laminado de tramas não tecidas aperfeiçoa a eficiência global sem um aumento significativo na permeabilidade ao ar ou da queda de pressão através dos meios de filtração.
[00115] Conforme pode ser visto nos exemplos anteriores, a trama não tecida e os laminados de tramas não tecidas da presente invenção, quando usados como um meio de filtração, aperfeiçoaram a eficiência de filtração sem sacrificar a permeabilidade dos meios de filtração quando comparados a meios de filtração sem as fibras multicomponentes parcialmente clivadas.
[00116] Embora a invenção tenha sido parcialmente descrita com referência a várias modalidades, os técnicos no assunto reconhecerão que podem ser feitas mudanças na forma e em detalhes sem se desviar do espírito e do escopo da invenção. Como tal, pretende-se que a descrição detalhada precedente seja considerada como ilustrativa ao invés de limitante e pretende- se que sejam as reivindicações anexas, incluindo todos os seus equivalentes, que definam o escopo da invenção.
Claims (9)
1. Trama não tecida compreendendo fibras multicomponentes, as fibras multicomponentes apresentando um comprimento longitudinal, cada fibra multicomponente apresentando pelo menos um primeiro componente e pelo menos um segundo componente, sendo que o primeiro componente apresenta um ponto de fusão ou uma temperatura de transição vítrea mais baixos do que os do segundo componente, dita trama não tecida caracterizada pelo fato de que uma porção das fibras multicomponentes está parcialmente clivada, em que pelo menos um componente da fibra multicomponente separou-se dos componentes restantes da fibra multicomponente ao longo de uma primeira seção do comprimento longitudinal das fibras multicomponentes, ao longo de uma segunda seção do comprimento longitudinal das fibras multicomponentes, os componentes das fibras multicomponentes permanecem juntos como uma estrutura de fibra unitária, e sendo que parte da segunda seção das fibras multicomponentes está ligada através de ar a parte de uma segunda seção de uma fibra multicomponente adjacente, e em que uma segunda porção das fibras multicomponentes está não clivada.
2. Trama não tecida, de acordo com a reivindicação 1, caracterizada pelo fato de que as fibras multicomponentes compreendem fibras de spunbond, fibras descontínuas ou uma mistura das mesmas.
3. Trama não tecida, de acordo com a reivindicação 2, caracterizada pelo fato de que as fibras multicomponentes compreendem fibras bicomponentes, as quais preferencialmente apresentam configuração lado a lado.
4. Trama não tecida, de acordo com a reivindicação 3, caracterizada pelo fato de que as fibras bicomponentes compreendem fibras contínuas.
5. Trama não tecida, de acordo com a reivindicação 1, caracterizada pelo fato de que os componentes das fibras multicomponentes são, cada um, um polímero termoplástico selecionado a partir do grupo consistindo em poliésteres, poliolefinas, poliamidas, poliacrilatos, polimetacrilatos, poli(ácido lático), poli(hidróxi-alcanatos) e combinações dos mesmos.
6. Trama não tecida, de acordo com a reivindicação 3, caracterizada pelo fato de que um primeiro componente das fibras bicomponentes é um polietileno e o segundo componente é um polipropileno e, preferencialmente, em que as fibras bicomponentes compreendem 90-10% em peso de polietileno e 10-90% em peso de polipropileno e, preferencialmente, em que as fibras bicomponentes compreendem 60-40% em peso de polietileno e 40-60% em peso de polipropileno.
7. Trama não tecida, de acordo com a reivindicação 1, caracterizada pelo fato de que as fibras multicomponentes estão pelo menos parcialmente frisadas; ou compreendem fibras essencialmente arredondadas; ou compreendem fibras formatadas.
8. Trama não tecida, de acordo com a reivindicação 1, caracterizada pelo fato de que a trama não tecida é tratada por eletreto.
9. Dispositivo de filtração, caracterizado pelo fato de que compreende uma trama não tecida conforme definida em qualquer uma das reivindicações precedentes.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/343,003 US8021996B2 (en) | 2008-12-23 | 2008-12-23 | Nonwoven web and filter media containing partially split multicomponent fibers |
| US12/343,003 | 2008-12-23 | ||
| PCT/IB2009/055302 WO2010073149A2 (en) | 2008-12-23 | 2009-11-24 | Nonwoven web and filter media containing partially split multicomponent fibers |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BRPI0918367A2 BRPI0918367A2 (pt) | 2015-12-22 |
| BRPI0918367B1 true BRPI0918367B1 (pt) | 2021-03-16 |
Family
ID=42266787
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BRPI0918367-1A BRPI0918367B1 (pt) | 2008-12-23 | 2009-11-24 | trama não tecida e dispositivo de filtração |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8021996B2 (pt) |
| EP (1) | EP2370622B1 (pt) |
| CN (1) | CN102264968B (pt) |
| AU (1) | AU2009332586B2 (pt) |
| BR (1) | BRPI0918367B1 (pt) |
| MX (1) | MX2011005469A (pt) |
| WO (1) | WO2010073149A2 (pt) |
Families Citing this family (61)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005026156A1 (de) * | 2005-06-06 | 2006-12-28 | Carl Freudenberg Kg | Filterschlauch |
| EP2204484B1 (en) * | 2007-10-26 | 2019-05-15 | Kaneka Corporation | Polyimide fiber mass, sound absorbing material, heat insulation material, flame-retardant mat, filter cloth, heat-resistant clothing, nonwoven fabric, heat insulation/sound absorbing material for aircraft, and heat-resistant bag filter |
| KR20130091734A (ko) * | 2010-07-07 | 2013-08-19 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 패턴화된 에어 레이드 부직포 일렉트릿 섬유질 웨브 및 그 제조 및 사용 방법 |
| WO2012006300A1 (en) * | 2010-07-07 | 2012-01-12 | 3M Innovative Properties Company | Patterned air-laid nonwoven fibrous webs and methods of making and using same |
| WO2012030610A1 (en) * | 2010-08-30 | 2012-03-08 | Corning Incorporated | Bi-component particle-loaded fiber and method for making |
| ES2877817T3 (es) * | 2010-10-25 | 2021-11-17 | Swm Luxembourg Sarl | Material de filtración que utilizan mezclas de fibras que contienen fibras conformadas estratégicamente y/o agentes de control de carga |
| KR101126310B1 (ko) * | 2010-11-30 | 2012-03-22 | (주)크린앤사이언스 | 나노 웹에 의한 정전부직포의 제조방법 |
| US10105624B2 (en) * | 2011-02-03 | 2018-10-23 | Donaldson Company, Inc. | Filter media pack, filter assembly, and method |
| WO2013003391A2 (en) | 2011-06-30 | 2013-01-03 | 3M Innovative Properties Company | Non-woven electret fibrous webs and methods of making same |
| EA027965B1 (ru) * | 2011-07-07 | 2017-09-29 | 3М Инновейтив Пропертиз Компани | Изделие, включающее многокомпонентные волокна и полые керамические микросферы, и способы их изготовления и использования |
| US9394637B2 (en) | 2012-12-13 | 2016-07-19 | Jacob Holm & Sons Ag | Method for production of a hydroentangled airlaid web and products obtained therefrom |
| KR20150093791A (ko) * | 2012-12-14 | 2015-08-18 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 부직 일렉트릿 섬유질 웨브 및 그의 제조 방법 |
| CN103173935B (zh) * | 2013-03-26 | 2016-08-24 | 上海市纺织科学研究院 | 制备双组份复合纺粘法非织造布的装置及其方法 |
| JP6190043B2 (ja) | 2013-05-09 | 2017-08-30 | ザ プロクター アンド ギャンブル カンパニー | 折りたたみ式エアフィルタリングデバイス |
| CA2910481C (en) * | 2013-05-09 | 2018-01-09 | The Procter & Gamble Company | Air filtering device |
| US9044700B2 (en) | 2013-05-09 | 2015-06-02 | The Procter & Gamble Company | Air filtering device |
| EP2994701A1 (en) | 2013-05-09 | 2016-03-16 | The Procter & Gamble Company | Methods of filtering air |
| DE102013008402B4 (de) * | 2013-05-16 | 2025-07-17 | Irema-Filter Gmbh | Faservlies und Verfahren zur Herstellung desselben |
| CN103638746B (zh) * | 2013-12-17 | 2015-06-03 | 佛山市斯乐普特种材料有限公司 | 高效低阻纺粘非织造滤料、及其生产设备和制造方法 |
| CN103741374B (zh) * | 2014-01-20 | 2017-11-17 | 温州朝隆纺织机械有限公司 | 双组份粗旦纺粘长丝无纺布 |
| BR112016023646A2 (pt) | 2014-04-10 | 2017-08-15 | 3M Innovative Properties Co | fibras e artigos as que incluem |
| US20150330003A1 (en) * | 2014-05-13 | 2015-11-19 | First Quality Nonwovens, Inc. | Patterned nonwoven and method of making the same using a through-air drying process |
| KR101950082B1 (ko) * | 2014-06-10 | 2019-02-19 | 더 프록터 앤드 갬블 캄파니 | 공기 필터 백 |
| US20160009093A1 (en) * | 2014-07-14 | 2016-01-14 | Andrew Industries Ltd. | Splitable staple fiber non-woven usable in printer machine cleaning applications |
| US20160167334A1 (en) | 2014-11-06 | 2016-06-16 | The Procter & Gamble Company | Crimped Fiber Spunbond Nonwoven Webs/Laminates |
| WO2016073727A1 (en) | 2014-11-06 | 2016-05-12 | The Procter & Gamble Company | Absorbent articles comprising garment-facing laminates |
| DE102014117506A1 (de) | 2014-11-28 | 2016-06-02 | Filta Co., Ltd | Filtermedium mit großem Faltenabstand |
| CN104790245B (zh) * | 2015-03-25 | 2017-05-10 | 石家庄天略工业用布有限公司 | 管式膜支撑高强滤纸及其制备方法 |
| EP3296006B1 (en) | 2015-05-15 | 2019-11-13 | JNC Corporation | Filter |
| US20160375384A1 (en) * | 2015-06-29 | 2016-12-29 | Mann+Hummel Gmbh | Filter media and methods of producing the same and uses thereof |
| CN105369477B (zh) * | 2015-10-14 | 2017-08-25 | 王公华 | 一种弹性保温絮片的加工装置及方法 |
| JP6614450B2 (ja) * | 2016-05-11 | 2019-12-04 | パナソニックIpマネジメント株式会社 | 不織布及び吸音材 |
| CN109415858A (zh) * | 2016-06-17 | 2019-03-01 | 大和纺控股株式会社 | 无纺布及其制造方法、以及吸收性物品用片材 |
| ES2746375T3 (es) | 2016-08-02 | 2020-03-05 | Fitesa Germany Gmbh | Sistema y proceso para la preparación de telas no tejidas de ácido poliláctico |
| US11441251B2 (en) | 2016-08-16 | 2022-09-13 | Fitesa Germany Gmbh | Nonwoven fabrics comprising polylactic acid having improved strength and toughness |
| WO2018152272A1 (en) | 2017-02-16 | 2018-08-23 | The Procter & Gamble Company | Absorbent articles with substrates having repeating patterns of apertures comprising a plurality of repeat units |
| EP3382080B1 (de) * | 2017-03-28 | 2019-08-07 | Reifenhäuser GmbH & Co. KG Maschinenfabrik | Verfahren und vorrichtung zur herstellung eines vlieses aus fasern |
| EP3601655B1 (de) * | 2017-03-28 | 2022-01-05 | MANN+HUMMEL GmbH | Spinnvliesmaterial, gegenstand umfassend ein spinnvliesmaterial, filterelement und deren verwendung |
| DE102017002957A1 (de) | 2017-03-28 | 2018-10-04 | Mann+Hummel Gmbh | Spinnvliesstoff, Filtermedium, Filterelement und deren Verwendung und Filteranordnung |
| WO2018184046A1 (en) | 2017-04-03 | 2018-10-11 | Lenzing Ag | A nonwoven material designed for use as filter media |
| DE102017006289A1 (de) * | 2017-07-04 | 2019-01-10 | Carl Freudenberg Kg | Mikrofaser-Verbundvliesstoff |
| GB201712165D0 (en) * | 2017-07-28 | 2017-09-13 | Smith & Nephew | Wound dressing and method of manufacture |
| CN107268183A (zh) * | 2017-08-08 | 2017-10-20 | 石家庄天略工业用布有限公司 | 一种膜基材滤纸及其制备方法 |
| CN107385683B (zh) * | 2017-08-11 | 2021-11-19 | 上海精发实业股份有限公司 | 一种无纺过滤介质及其制备方法和用途 |
| WO2019202212A1 (en) * | 2018-04-16 | 2019-10-24 | Ahlstrom-Munksjö Oyj | High burst strength wet-laid nonwoven filtration media and process for producing same |
| US12127925B2 (en) | 2018-04-17 | 2024-10-29 | The Procter & Gamble Company | Webs for absorbent articles and methods of making the same |
| CN109371481B (zh) * | 2018-09-12 | 2021-04-13 | 山东华纶新材料有限公司 | 一种智能化的多功能涤纶纤维的生产设备 |
| EP4074874B1 (en) | 2018-11-30 | 2024-01-03 | The Procter & Gamble Company | Methods for producing through-fluid bonded nonwoven webs |
| EP4310229A3 (en) | 2018-11-30 | 2024-04-03 | The Procter & Gamble Company | Methods for through-fluid bonding nonwoven webs |
| CN113166988B (zh) | 2018-11-30 | 2023-04-07 | 宝洁公司 | 形成柔软且蓬松的非织造纤维网的方法 |
| CN110965210A (zh) * | 2019-07-18 | 2020-04-07 | 安徽金春无纺布股份有限公司 | 双组份复合纺粘超纤长丝交叉铺网水刺无纺布的制作方法 |
| CN110499586B (zh) * | 2019-08-15 | 2022-06-03 | 上海精发实业股份有限公司 | 一种静电棉材料及其制备方法和用途 |
| EP3912687A1 (en) * | 2020-05-20 | 2021-11-24 | Carl Freudenberg KG | Face mask withfilter mediummade from multicomponent filaments |
| EP4088602A1 (en) * | 2021-05-12 | 2022-11-16 | Carl Freudenberg KG | Face mask with filter medium from split multicomponent filaments and meltblown fibres |
| CN113403754A (zh) * | 2021-06-18 | 2021-09-17 | 四川亿耐特新材料有限公司 | 一种用于建筑材料的隔音毡 |
| CN114016213A (zh) * | 2021-10-11 | 2022-02-08 | 苏州康胜氟材料科技有限公司 | 一种双组分耐腐蚀纺粘非织造材料、其制造方法及应用 |
| CN114438604B (zh) * | 2022-02-16 | 2022-11-25 | 山东道恩斯维特科技有限公司 | 双组分非织造布的生产设备 |
| CN115257091B (zh) * | 2022-06-29 | 2024-02-23 | 惠州市普林摩斯无纺布有限公司 | 一种河道清淤过滤用环保型无纺布及其制备方法 |
| CN115679549A (zh) * | 2022-11-19 | 2023-02-03 | 连伟光 | 一种皮芯并列复合纺丝长纤热风法非织造布 |
| EP4695461A1 (en) | 2023-04-14 | 2026-02-18 | PFNonwovens Holding s.r.o. | Nonwoven fabric and method of forming the same |
| WO2025215422A2 (en) | 2024-04-12 | 2025-10-16 | Pfnonwovens Holding S.R.O. | Nonwoven fabric and method of forming the same |
Family Cites Families (118)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2666369A (en) | 1952-05-29 | 1954-01-19 | Nicholas J Niks | Method of making soft papers adaptable to impregnation |
| US3338992A (en) | 1959-12-15 | 1967-08-29 | Du Pont | Process for forming non-woven filamentary structures from fiber-forming synthetic organic polymers |
| US3502763A (en) | 1962-02-03 | 1970-03-24 | Freudenberg Carl Kg | Process of producing non-woven fabric fleece |
| GB1088931A (en) | 1964-01-10 | 1967-10-25 | Ici Ltd | Continuous filament nonwoven materials |
| US3341394A (en) | 1966-12-21 | 1967-09-12 | Du Pont | Sheets of randomly distributed continuous filaments |
| US3542615A (en) | 1967-06-16 | 1970-11-24 | Monsanto Co | Process for producing a nylon non-woven fabric |
| US3485706A (en) | 1968-01-18 | 1969-12-23 | Du Pont | Textile-like patterned nonwoven fabrics and their production |
| DE2048006B2 (de) | 1969-10-01 | 1980-10-30 | Asahi Kasei Kogyo K.K., Osaka (Japan) | Verfahren und Vorrichtung zur Herstellung einer breiten Vliesbahn |
| DE1950669C3 (de) | 1969-10-08 | 1982-05-13 | Metallgesellschaft Ag, 6000 Frankfurt | Verfahren zur Vliesherstellung |
| US3821068A (en) | 1972-10-17 | 1974-06-28 | Scott Paper Co | Soft,absorbent,fibrous,sheet material formed by avoiding mechanical compression of the fiber furnish until the sheet is at least 80% dry |
| US4340563A (en) | 1980-05-05 | 1982-07-20 | Kimberly-Clark Corporation | Method for forming nonwoven webs |
| US4375718A (en) | 1981-03-12 | 1983-03-08 | Surgikos, Inc. | Method of making fibrous electrets |
| US4729371A (en) | 1983-10-11 | 1988-03-08 | Minnesota Mining And Manufacturing Company | Respirator comprised of blown bicomponent fibers |
| US4547420A (en) | 1983-10-11 | 1985-10-15 | Minnesota Mining And Manufacturing Company | Bicomponent fibers and webs made therefrom |
| JPS60168511A (ja) | 1984-02-10 | 1985-09-02 | Japan Vilene Co Ltd | エレクトレツトフイルタの製造方法 |
| US4536440A (en) | 1984-03-27 | 1985-08-20 | Minnesota Mining And Manufacturing Company | Molded fibrous filtration products |
| US4874659A (en) | 1984-10-24 | 1989-10-17 | Toray Industries | Electret fiber sheet and method of producing same |
| US4939016A (en) | 1988-03-18 | 1990-07-03 | Kimberly-Clark Corporation | Hydraulically entangled nonwoven elastomeric web and method of forming the same |
| JP2682130B2 (ja) | 1989-04-25 | 1997-11-26 | 三井石油化学工業株式会社 | 柔軟な長繊維不織布 |
| US5108827A (en) | 1989-04-28 | 1992-04-28 | Fiberweb North America, Inc. | Strong nonwoven fabrics from engineered multiconstituent fibers |
| US5023130A (en) | 1990-08-14 | 1991-06-11 | E. I. Du Pont De Nemours And Company | Hydroentangled polyolefin web |
| EP0491383B1 (en) | 1990-12-19 | 1997-08-27 | Mitsubishi Paper Mills, Ltd. | Nonwoven fabric and production method thereof |
| US5246474A (en) | 1991-05-04 | 1993-09-21 | British United Shoe Machinery Limited | Process for manufacturing a self-supporting filter unit |
| US5334446A (en) | 1992-01-24 | 1994-08-02 | Fiberweb North America, Inc. | Composite elastic nonwoven fabric |
| US5151320A (en) | 1992-02-25 | 1992-09-29 | The Dexter Corporation | Hydroentangled spunbonded composite fabric and process |
| US5486411A (en) | 1992-03-26 | 1996-01-23 | The University Of Tennessee Research Corporation | Electrically charged, consolidated non-woven webs |
| US5382400A (en) | 1992-08-21 | 1995-01-17 | Kimberly-Clark Corporation | Nonwoven multicomponent polymeric fabric and method for making same |
| US5336552A (en) | 1992-08-26 | 1994-08-09 | Kimberly-Clark Corporation | Nonwoven fabric made with multicomponent polymeric strands including a blend of polyolefin and ethylene alkyl acrylate copolymer |
| US5718972A (en) | 1992-10-05 | 1998-02-17 | Unitika, Ltd. | Nonwoven fabric made of fine denier filaments and a production method thereof |
| US5401446A (en) | 1992-10-09 | 1995-03-28 | The University Of Tennessee Research Corporation | Method and apparatus for the electrostatic charging of a web or film |
| US5290628A (en) | 1992-11-10 | 1994-03-01 | E. I. Du Pont De Nemours And Company | Hydroentangled flash spun webs having controllable bulk and permeability |
| US5607766A (en) | 1993-03-30 | 1997-03-04 | American Filtrona Corporation | Polyethylene terephthalate sheath/thermoplastic polymer core bicomponent fibers, method of making same and products formed therefrom |
| US5554441A (en) | 1993-04-16 | 1996-09-10 | Hercules Incorporated | Random macrodomain multiconstituent fibers, their preparation, and nonwoven structures from such fibers |
| CA2120104A1 (en) | 1993-04-19 | 1994-10-20 | Randall E. Kozulla | Multiconstituent fibers, and nonwoven structures of such fibers |
| FR2705698B1 (fr) | 1993-04-22 | 1995-06-30 | Freudenberg Spunweb Sa | Procédé de fabrication d'une nappe de non-tissé constituée de filaments continus liés entre eux et nappe ainsi obtenue. |
| WO1995005501A2 (en) | 1993-08-17 | 1995-02-23 | Minnesota Mining And Manufacturing Company | Method of charging electret filter media |
| US5707468A (en) | 1994-12-22 | 1998-01-13 | Kimberly-Clark Worldwide, Inc. | Compaction-free method of increasing the integrity of a nonwoven web |
| US5955174A (en) | 1995-03-28 | 1999-09-21 | The University Of Tennessee Research Corporation | Composite of pleated and nonwoven webs |
| US5759926A (en) | 1995-06-07 | 1998-06-02 | Kimberly-Clark Worldwide, Inc. | Fine denier fibers and fabrics made therefrom |
| WO1997021862A2 (en) | 1995-11-30 | 1997-06-19 | Kimberly-Clark Worldwide, Inc. | Superfine microfiber nonwoven web |
| US5855788A (en) | 1996-02-07 | 1999-01-05 | Kimberly-Clark Worldwide, Inc. | Chemically charged-modified filter for removing particles from a liquid and method thereof |
| US5898981A (en) | 1996-04-30 | 1999-05-04 | Minnesota Mining & Manufacturing Company | Synthetic filter media and method for manufacturing same |
| US6211100B1 (en) | 1996-04-30 | 2001-04-03 | Minnesota Mining And Manufacturing Company | Synthetic filter media |
| US6162535A (en) | 1996-05-24 | 2000-12-19 | Kimberly-Clark Worldwide, Inc. | Ferroelectric fibers and applications therefor |
| US6200669B1 (en) * | 1996-11-26 | 2001-03-13 | Kimberly-Clark Worldwide, Inc. | Entangled nonwoven fabrics and methods for forming the same |
| US5871836A (en) | 1997-08-27 | 1999-02-16 | Airflo Europe N.V. | Composite pleated fibrous structures containing split film fibers |
| EP1024940A4 (en) | 1997-10-09 | 2001-07-18 | Hills Inc | METHOD AND APPARATUS FOR ONLINE DIVISION OF MULTI-COMPONENT FIBERS AND FOR FORMING NONWOVEN FABRICS |
| SE9703886L (sv) | 1997-10-24 | 1999-04-25 | Sca Hygiene Paper Ab | Metod för framställning av ett nonwovenmaterial och framställt enligt metoden |
| US6627025B1 (en) | 1998-03-25 | 2003-09-30 | Hills, Inc. | Method and apparatus for extruding easily-splittable plural-component fibers for woven and nonwoven fabrics |
| US6171369B1 (en) | 1998-05-11 | 2001-01-09 | Airflo Europe, N.V. | Vacuum cleaner bag construction and method of operation |
| US6365088B1 (en) | 1998-06-26 | 2002-04-02 | Kimberly-Clark Worldwide, Inc. | Electret treatment of high loft and low density nonwoven webs |
| US6759356B1 (en) | 1998-06-30 | 2004-07-06 | Kimberly-Clark Worldwide, Inc. | Fibrous electret polymeric articles |
| EP1117468B1 (en) | 1998-10-05 | 2003-03-19 | Cuno Incorporated | Filter and method of filtering a fluid |
| US6767498B1 (en) | 1998-10-06 | 2004-07-27 | Hills, Inc. | Process of making microfilaments |
| US6838402B2 (en) | 1999-09-21 | 2005-01-04 | Fiber Innovation Technology, Inc. | Splittable multicomponent elastomeric fibers |
| US6573205B1 (en) | 1999-01-30 | 2003-06-03 | Kimberly-Clark Worldwide, Inc. | Stable electret polymeric articles |
| US6103181A (en) | 1999-02-17 | 2000-08-15 | Filtrona International Limited | Method and apparatus for spinning a web of mixed fibers, and products produced therefrom |
| US7091140B1 (en) | 1999-04-07 | 2006-08-15 | Polymer Group, Inc. | Hydroentanglement of continuous polymer filaments |
| US6716776B2 (en) | 1999-05-13 | 2004-04-06 | Teijin Limited | Nonwoven fabric made from filaments and artificial leather containing it |
| DE69920177T2 (de) * | 1999-05-19 | 2005-09-22 | Teijin Ltd. | Vliesstoffbahn aus Filamenten und diese enthaltendes Kunstleder |
| US6461729B1 (en) * | 1999-08-10 | 2002-10-08 | Fiber Innovation Technology, Inc. | Splittable multicomponent polyolefin fibers |
| US20050039836A1 (en) | 1999-09-03 | 2005-02-24 | Dugan Jeffrey S. | Multi-component fibers, fiber-containing materials made from multi-component fibers and methods of making the fiber-containing materials |
| ATE286548T1 (de) | 1999-09-15 | 2005-01-15 | Fiber Innovation Technology Inc | Teilbare mehrkomponentenfasern aus polyester |
| US6613704B1 (en) | 1999-10-13 | 2003-09-02 | Kimberly-Clark Worldwide, Inc. | Continuous filament composite nonwoven webs |
| US6444312B1 (en) | 1999-12-08 | 2002-09-03 | Fiber Innovation Technology, Inc. | Splittable multicomponent fibers containing a polyacrylonitrile polymer component |
| US6321425B1 (en) | 1999-12-30 | 2001-11-27 | Polymer Group Inc. | Hydroentangled, low basis weight nonwoven fabric and process for making same |
| DE10002778B4 (de) * | 2000-01-22 | 2012-05-24 | Robert Groten | Verwendung eines Mikrofilament-Vliesstoffes als Reinigungstuch |
| AU2001236789A1 (en) | 2000-02-11 | 2001-08-20 | Polymer Group, Inc. | Imaged nonwoven fabrics |
| US6419729B1 (en) | 2000-04-17 | 2002-07-16 | 3M Innovative Properties Company | Filter assemblies with adhesive attachment systems |
| AU2001261660A1 (en) | 2000-05-16 | 2001-11-26 | Polymer Group, Inc. | Method of making nonwoven fabric comprising splittable fibers |
| US6815383B1 (en) | 2000-05-24 | 2004-11-09 | Kimberly-Clark Worldwide, Inc. | Filtration medium with enhanced particle holding characteristics |
| WO2001092620A1 (en) | 2000-06-01 | 2001-12-06 | Polymer Group Inc. | Method of making nonwoven fabric for buffing applications |
| US6877196B2 (en) | 2000-08-04 | 2005-04-12 | E. I. Du Pont De Nemours And Company | Process and apparatus for increasing the isotropy in nonwoven fabrics |
| US6776858B2 (en) | 2000-08-04 | 2004-08-17 | E.I. Du Pont De Nemours And Company | Process and apparatus for making multicomponent meltblown web fibers and webs |
| US6649547B1 (en) | 2000-08-31 | 2003-11-18 | Kimberly-Clark Worldwide, Inc. | Integrated nonwoven laminate material |
| US6465095B1 (en) | 2000-09-25 | 2002-10-15 | Fiber Innovation Technology, Inc. | Splittable multicomponent fibers with partially overlapping segments and methods of making and using the same |
| WO2002044454A2 (en) | 2000-11-29 | 2002-06-06 | Polymer Group Inc. | Method for forming laminate nonwoven fabric |
| US7015158B2 (en) | 2001-01-17 | 2006-03-21 | Polymer Group, Inc. | Hydroentangled filter media and method |
| EP1377444B1 (en) | 2001-03-02 | 2007-12-05 | Polymer Group Inc. | Stretchable laminate |
| WO2002075028A1 (en) | 2001-03-15 | 2002-09-26 | The Procter & Gamble Company | Extensible fibers and nonwovens made from large denier splittable fibers |
| US6905987B2 (en) | 2001-03-27 | 2005-06-14 | The Procter & Gamble Company | Fibers comprising polyhydroxyalkanoate copolymer/polylactic acid polymer or copolymer blends |
| GB0115276D0 (en) | 2001-06-22 | 2001-08-15 | Univ Leeds | Fabrics |
| US20030084788A1 (en) | 2001-06-22 | 2003-05-08 | Fraser Ladson L | Foam coated air filtration media |
| FR2827313B1 (fr) | 2001-07-10 | 2004-03-12 | Rieter Perfojet | Non tisse comprenant une nappe en filaments continus, son procede de fabrication et son application en tant que chiffon d'essuyage |
| US6770356B2 (en) | 2001-08-07 | 2004-08-03 | The Procter & Gamble Company | Fibers and webs capable of high speed solid state deformation |
| US20030118776A1 (en) | 2001-12-20 | 2003-06-26 | Kimberly-Clark Worldwide, Inc. | Entangled fabrics |
| US20030118816A1 (en) * | 2001-12-21 | 2003-06-26 | Polanco Braulio A. | High loft low density nonwoven webs of crimped filaments and methods of making same |
| US20030203695A1 (en) | 2002-04-30 | 2003-10-30 | Polanco Braulio Arturo | Splittable multicomponent fiber and fabrics therefrom |
| US20040010894A1 (en) | 2002-07-17 | 2004-01-22 | Avgol Ltd. | Method for making a hydroentangled nonwoven fabric and the fabric made thereby |
| US20040128807A1 (en) | 2002-09-06 | 2004-07-08 | Imad Qashou | Method of making a dual performance nonwoven and the products therefrom |
| DE60303807T2 (de) | 2002-09-26 | 2006-10-05 | Cuno Inc., Meriden | Ein filterelement mit mehrschichtiger faltenabstützung enthaltendem filterelement |
| GB2394232A (en) | 2002-10-17 | 2004-04-21 | Lohmann Gmbh & Co Kg | Non-woven material containing fully stabilized filament assemblies |
| ATE424991T1 (de) | 2002-10-22 | 2009-03-15 | Polymer Group Inc | Wasserstrahlverfestigte filtermedien mit verbesserter statischer ableitung und verfahren |
| US7381667B2 (en) | 2002-12-27 | 2008-06-03 | Unilever Home & Personal Care Usa, Division Of Conopco, Inc. | Hydroentangled textile and use in a personal cleansing implement |
| US20050208858A1 (en) | 2003-01-02 | 2005-09-22 | Outside The Box, Inc. | Soft, durable nonwoven napped fabric |
| US20060147804A1 (en) | 2003-01-23 | 2006-07-06 | Daiwabo Co., Ltd. | Separator material and method of producing the same, and alkali secondary battery separator |
| US20050000890A1 (en) | 2003-02-14 | 2005-01-06 | Polymer Group, Inc. | Hydroentangled liquid filter media and method of manufacture |
| WO2004092471A2 (en) | 2003-04-11 | 2004-10-28 | Polymer Group, Inc. | Hydroentangled continuous filament nonwoven fabric and the articles thereof |
| FR2856414B1 (fr) | 2003-06-18 | 2005-09-23 | Georgia Pacific France | Procede et dispositif d'hydroliage d'une nappe de produit cellulosique fibreux |
| US7422660B2 (en) | 2003-10-31 | 2008-09-09 | Sca Hygiene Products Ab | Method of producing a nonwoven material |
| US20050159065A1 (en) | 2003-12-18 | 2005-07-21 | Anders Stralin | Composite nonwoven material containing continuous filaments and short fibres |
| MXPA06008587A (es) | 2004-01-30 | 2006-08-28 | Procter & Gamble | Telas de fibras con forma. |
| US7215086B2 (en) * | 2004-04-23 | 2007-05-08 | Lighting Science Group Corporation | Electronic light generating element light bulb |
| US20050278912A1 (en) | 2004-06-16 | 2005-12-22 | Westland John A | Hydroentangling process |
| US20060035555A1 (en) | 2004-06-22 | 2006-02-16 | Vasanthakumar Narayanan | Durable and fire resistant nonwoven composite fabric based military combat uniform garment |
| ATE550469T1 (de) | 2004-06-29 | 2012-04-15 | Sca Hygiene Prod Ab | Wasserstrahlverwirbelter spaltfaservliesstoff |
| US20060021302A1 (en) | 2004-07-30 | 2006-02-02 | Bernard Bobby L | Anti-microbial air filter |
| US20060063456A1 (en) | 2004-09-22 | 2006-03-23 | Pgi Polymer, Inc. | Nonwoven wiping fabrics having variable surface topography |
| MX2007003436A (es) | 2004-09-28 | 2007-05-23 | Pgi Polymer Inc | Tela de limpiador no tejida sintetica. |
| MX2007005567A (es) | 2004-11-30 | 2007-07-09 | Pgi Polimer Inc | Metodo para fabricar un laminado filamentario y productos elaborados con el. |
| US20060191115A1 (en) | 2004-11-30 | 2006-08-31 | Pgi Polymer, Inc. | Method of making a filamentary laminate and the products thereof |
| DE602006017968D1 (de) | 2005-02-18 | 2010-12-16 | Du Pont | Abriebfester vliesstoff zum reinigen von druckern |
| BRPI0608836A2 (pt) | 2005-03-07 | 2016-11-08 | 3M Innovative Properties Co | dispositivo de filtro de ar de compartimento de passageiro de veículo |
| CN101203292A (zh) | 2005-04-22 | 2008-06-18 | 3M创新有限公司 | 车辆轿厢空气过滤器设备 |
| US7244291B2 (en) | 2005-05-02 | 2007-07-17 | 3M Innovative Properties Company | Electret article having high fluorosaturation ratio |
| US7244292B2 (en) | 2005-05-02 | 2007-07-17 | 3M Innovative Properties Company | Electret article having heteroatoms and low fluorosaturation ratio |
| MX2007016348A (es) * | 2005-06-24 | 2008-03-05 | Univ North Carolina State | Telas de micro y nano fibra durable con resistencia elevada y que son producidas por fibrilacion de islas de dos componentes en las fibras de mar. |
| US20070232174A1 (en) | 2006-03-31 | 2007-10-04 | Arvind Karandlkar | Polybutylene naphthalate filtration media |
-
2008
- 2008-12-23 US US12/343,003 patent/US8021996B2/en active Active
-
2009
- 2009-11-24 EP EP09834204.1A patent/EP2370622B1/en active Active
- 2009-11-24 AU AU2009332586A patent/AU2009332586B2/en active Active
- 2009-11-24 WO PCT/IB2009/055302 patent/WO2010073149A2/en not_active Ceased
- 2009-11-24 MX MX2011005469A patent/MX2011005469A/es active IP Right Grant
- 2009-11-24 CN CN200980152204.4A patent/CN102264968B/zh active Active
- 2009-11-24 BR BRPI0918367-1A patent/BRPI0918367B1/pt active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| WO2010073149A2 (en) | 2010-07-01 |
| US8021996B2 (en) | 2011-09-20 |
| CN102264968A (zh) | 2011-11-30 |
| CN102264968B (zh) | 2014-05-07 |
| AU2009332586A1 (en) | 2010-07-01 |
| EP2370622B1 (en) | 2020-06-17 |
| EP2370622A4 (en) | 2012-08-15 |
| MX2011005469A (es) | 2011-09-26 |
| US20100159770A1 (en) | 2010-06-24 |
| AU2009332586B2 (en) | 2015-11-19 |
| BRPI0918367A2 (pt) | 2015-12-22 |
| EP2370622A2 (en) | 2011-10-05 |
| WO2010073149A3 (en) | 2010-09-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BRPI0918367B1 (pt) | trama não tecida e dispositivo de filtração | |
| KR100947397B1 (ko) | 하이 로프트 저밀도 크림핑된 필라멘트 부직 웹 및 그제조방법 | |
| EP0873172B1 (en) | High stiffness nonwoven filter medium | |
| EP0702994B1 (en) | Nonwoven filter media for gas | |
| AU2001263055B2 (en) | Filtration medium with enhanced particle holding characteristics | |
| AU699795B2 (en) | High efficiency breathing mask fabrics | |
| US5721180A (en) | Laminate filter media | |
| US5667562A (en) | Spunbond vacuum cleaner webs | |
| US8092566B2 (en) | Filtration media for filtering particulate material from gas streams | |
| JP5593344B2 (ja) | エンジン用燃料のろ過方法 | |
| US20110064928A1 (en) | Nonwoven material | |
| US8187354B2 (en) | Filtration media for filtering particulate material from gas streams | |
| AU2001263055A1 (en) | Filtration medium with enhanced particle holding characteristics | |
| JP2000017558A (ja) | 極細短繊維を含む複合不織布及びその製造方法 | |
| JP6368184B2 (ja) | 濾過材、それを用いたフィルタエレメント、及び濾過材の製造方法 | |
| CA2231507C (en) | High stiffness nonwoven filter medium | |
| MXPA98005068A (en) | Film media film | |
| MXPA98008570A (en) | Fabrics for cleaner with vacuum united by hil |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B07A | Application suspended after technical examination (opinion) [chapter 7.1 patent gazette] | ||
| B09B | Patent application refused [chapter 9.2 patent gazette] | ||
| B12B | Appeal against refusal [chapter 12.2 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 10 (DEZ) ANOS CONTADOS A PARTIR DE 16/03/2021, OBSERVADAS AS CONDICOES LEGAIS. |