BRPI0918945B1 - Processo para conformação de componentes de chapa de liga de alumínio - Google Patents
Processo para conformação de componentes de chapa de liga de alumínio Download PDFInfo
- Publication number
- BRPI0918945B1 BRPI0918945B1 BRPI0918945-9A BRPI0918945A BRPI0918945B1 BR PI0918945 B1 BRPI0918945 B1 BR PI0918945B1 BR PI0918945 A BRPI0918945 A BR PI0918945A BR PI0918945 B1 BRPI0918945 B1 BR PI0918945B1
- Authority
- BR
- Brazil
- Prior art keywords
- temperature
- process according
- forming
- sht
- dies
- Prior art date
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/06—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of magnesium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/10—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of nickel or cobalt or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
Landscapes
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
processo para formação de componentes de folha de liga de alumínio. a presente invenção refere-se a um processo de formação de um componente em folha de liga de al. o processo compreende o aquecimento de uma peça bruta de folha de liga de al até a sua temperatura de tratamento térmico em solução em uma estação de aquecimento e, no caso de ligas não em uma têmpera endurecida pré-envelhecimento, mantendo- se a temperatura sht até se completar o tratamento térmico em solução. a peça bruta em folha é então transferida para um conjunto de matrizes resfriados e a formação é iniciada dentro de los de remoção da estação de aquecimento de modo que a perda de calor da peça bruta em folha seja minimizada. as matrizes resfriadas são fechadas para formar a peça bruta em folha em um componente com formato, a dita formação ocorrendo em menos do que 0,15s e o componente formado é mantido nas matrizes fechadas · durante o resfriamento do componente formado. o processo reivindicação vai encontrar aplicação para qualquer liga de alumínio com uma microestrutura e propriedades mecânicas que podem ser modificadas de maneira útil por tratamento da solução e endurecimento por envelhecimento.
Description
[001] A presente invenção refere-se a um método aprimorado de conformação de componentes de chapa de liga metálica e mais parti-cularmente componentes de chapa de liga de Al. O método é particularmente adequado para a conformação de componentes moldados que possuem um formato complexo que não pode ser conformado facilmente utilizando técnicas conhecidas.
[002] Os componentes de chapa de liga de Al endurecível por envelhecimento são normalmente conformados a frio na condição T4 (submetidos a tratamento térmico de solubilização e têmpera), seguida por envelhecimento artificial para maior resistência ou na condição T6 (submetidos a tratamento térmico de solubilização, têmpera e envelhecimento artificial). Qualquer uma das condições introduz um número de problemas intrínsecos, tais como recuperação elástica e baixa capacidade de moldagem que são difíceis de resolver. A estampagem a quente pode aumentar a capacidade de tomar forma e reduzir recuperação elástica, mas destrói a microestrutura desejável. O tratamento térmico pós-conformação (SHT) é então requerido para restaurar a microestrutura, mas isto resulta na distorção dos componentes conformados durante a têmpera após o SHT. Estas desvantagens também são encontradas na conformação de componentes de engenharia utilizando outros materiais.
[003] Em um esforço para superar estas desvantagens, vários esforços foram empreendidos e processos especiais foram inventados para superar problemas particulares na conformação de tipos particulares de componentes. Estes são descritos a seguir:
[004] Este é um processo de conformação por insuflação de gás isotérmica lenta para a produção de componentes metálicos em chapa com formatos complexos e é principalmente utilizado na indústria aeroespacial. Os metais em chapa com grãos finos e a ferramenta de conformação são aquecidos juntos. O tratamento térmico pós- conformação (por exemplo, SHT + Têmpera + Envelhecimento para ligas de Al tratáveis com calor) é normalmente necessário para a obtenção de microestrutura apropriada para garantir alta resistência. O comportamento superplástico de um material pode ser observado apenas para materiais específicos com tamanho de grãos fino que se deformam à temperatura e taxas de deformação especificadas. (Lin, J. e Dunne, F. P. E., 2001, Modelling grain growth evolution and necking in superplastic blow-forming, Int. J. of Mech. Sciences, Vol. 43, N° 3, pp595-609.)
[005] Novamente, este é um processo lento comumente utilizado para a conformação de partes do painel da asa de aeronaves com a combinação de conformação e de tratamento de endurecimento por envelhecimento. O tempo de conformação de deformação é determinado de acordo com o requerimento de envelhecimento artificial para um material. Uma pequena quantidade de deformação plástica é normalmente aplicada no processo e recuperação elástica é um problema principal que deve ser contornado. Várias técnicas, tais como as descritas nas US 5.168.169, US 5.341.303 e US 5.729.462, foram propostas para o planejamento de ferramentas para CAF para a compensação de recuperação elástica utilizando computadores.
[006] foi proposto, preferencialmente, para ligas de Al e sua apli- cação na extrusão das ligas no estado de uma mistura líquido-sólido com uma vista para os perfis do fabricante. Neste método, a proporção de liga líquida é mantida abaixo de 40% durante 5 minutos até 4 horas de forma que a fase dendrítica tenha pelo menos começado a se modificar na forma globular. A têmpera é realizada sobre o extrusado na saída da matriz com ar pulsado ou através da aspersão de água, uma mistura de ar e água ou vapor. As partes conformadas são então envelhecidas artificialmente a uma temperatura especificada para o endurecimento por envelhecimento. Esta técnica é difícil de ser aplicada para a conformação de metais em chapa, uma vez que (i) a chapa fica muito mole para ser manipulada a tal temperatura (a liga líquida é de aproximadamente 40%) e, (ii) o método de têmpera mencionado é difícil de ser aplicado nas partes de chapas conformadas.
[007] são descritos pelos presentes inventores em seu pedido de patente anterior WO2008/059242. Neste processo um bruto de liga de Al sofre tratamento térmico de solubilização e é transferido rapidamente para um conjunto de matrizes resfriadas que são imediatamente fechadas para conformar um componente moldado. O componente conformado é mantido nas matrizes resfriadas durante o resfriamento do componente conformado. Estudos adicionais revelaram deficiências neste processo e a presente invenção representa um aprimoramento do processo descrito na WO2008/059242.
[008] De acordo com a presente invenção, é fornecido um méto do de conformação de um componente de chapa de liga de Al que compreende: (i) o aquecimento de um bruto de chapa de liga de Al até sua temperatura de Tratamento Térmico de Solubilização em uma estação de aquecimento e, no caso de ligas que não estão em um pré- tratamento de endurecimento por envelhecimento, a manutenção da temperatura de SHT até que o Tratamento Térmico de Solubilização esteja completo, (ii) a transferência do bruto de chapa para um conjunto de matrizes resfriadas e o início da conformação dentro de 10s da remoção da estação de aquecimento de forma que a perda de calor do bruto de chapa seja minimizada, (iii) o fechamento das matrizes resfriadas para conformar o bruto de chapa em um componente moldado, a dita conformação ocorrendo em menos de 0,15s e (iv) a manutenção do componente conformado nas matrizes fechadas durante o resfriamento do componente conformado.
[009] O método reivindicado encontrará aplicação para qualquer liga com uma microestrutura e propriedades mecânicas que podem ser modificadas de forma útil através do tratamento de solubilização e do endurecimento por envelhecimento.
[0010] A presente invenção difere do que foi divulgado na WO2008/059242, inter alia, pelo fechamento da matriz de forma signi-ficativamente mais rápida. Na WO2008/059242 o fechamento de matriz mais rápido exemplificado é de 2s (isto é, mais de uma ordem de grandeza mais lento que o tempo mais lento considerado pela presente invenção). Como será explicado em maiores detalhes a seguir, os inventores descobriram através de sua pesquisa extensiva que tais tempos curtos são críticos para o sucesso do processo de HFQ.
[0011] Em algumas modalidades, o fechamento das matrizes pode ocorrer em menos de 0,1s ou ainda menos de 0,05s.
[0012] O período de contenção do componente conformado nas matrizes resfriadas pode ser menor que 4s, menor que 2s ou ainda menor que 1s dependendo da espessura do componente. O período de contenção precisa ser longo o suficiente para que o componente conformado atinja uma temperatura de, por exemplo, 250°C ou menos, de forma que a microestrutura requerida seja mantida após a remoção das matrizes. Será entendido que este período poderia ser extremamente curto para materiais finos.
[0013] Como utilizado aqui, a temperatura do Tratamento Térmico de Solubilização (SHT) é a temperatura à qual o SHT é realizado (geralmente dentro de aproximadamente 50°C da temperatura liquidus da liga). O SHT envolve a dissolução das ligas metálicas o máximo possível dentro da matriz de alumínio.
[0014] A têmpera subsequente nas etapas (ii) até (iv) previne a conformação de precipitados (isto é, os componentes de ligas metálicas são mantidos em solução supersaturada) e previne ainda a distorção do componente conformado.
[0015] Evidentemente a temperatura do SHT variará entre as ligas. Entretanto uma temperatura típica estaria dentro da faixa de 450 até 600°C e para certas ligas dentro da faixa de 500 até 550°C. Em tais casos quando é necessário completar o SHT, a temperatura do SHT será tipicamente mantida entre 20 e 60 minutos, por exemplo, 30 minutos.
[0016] No caso de ligas pré-endurecimento por envelhecimento, tais como aquelas no tratamento T4, a fase de endurecimento é mantida em uma solução sólida. Se o aquecimento for suficientemente rápido, a fase dispersa não se deteriorará significativamente durante o aquecimento e a fase de endurecimento estará em solução assim que a temperatura do SHT for atingida. Assim, no caso de ligas pré- endurecimento por envelhecimento, a taxa de aquecimento até a temperatura do SHT pode ser de pelo menos 2°C/s ou até mesmo de 3°C/s.
[0017] O tempo de transferência (entre o aquecimento e a confor mação) deve ser o mais rápido possível e na ordem de segundos, por exemplo, menor que 5 segundos ou ainda menor que 3 segundos.
[0018] Em certas modalidades, a taxa de resfriamento do componente conformado nas matrizes é tal que o componente conformado é resfriado até abaixo de 200°C em menos de 10 segundos. Em certas modalidades, as matrizes são mantidas a uma temperatura de não mais que 150°C. A perda natural de calor das matrizes pode ser suficiente para mantê-las a uma temperatura suficientemente baixa. Entretanto, pode ser aplicado um resfriamento com ar ou água adicional se necessário.
[0019] O método pode compreender uma etapa de envelhecimento artificial para componentes de liga de Al que podem ser tratados com calor que compreende o aquecimento do componente conformado a uma temperatura de envelhecimento artificial e a contenção em tal temperatura para permitir que ocorra endurecimento por precipitação. As temperaturas típicas estão na faixa de 150 até 250°C. Os tempos de envelhecimento podem variar consideravelmente dependendo da natureza da liga. Os tempos de envelhecimento típicos estão na faixa de 5 até 40 horas. Para componentes automotivos, o tempo de envelhecimento pode estar na ordem de minutos, por exemplo, 20 minutos.
[0020] As ligas de Al que podem ser tratadas com calor adequadas para uso no processo da invenção incluem aquelas nas séries 2XXX, 6XXX e 7XXX. Os exemplos específicos incluem AA6082 e 6111, comumente utilizados para aplicações automotivas e AA7075, que é utilizado para estruturas de asas de aeronaves.
[0021] As ligas de Al que não podem ser tratadas com calor adequadas para uso no processo da invenção incluem aquelas na série 5XXX tal como AA 5754, uma liga de endurecimento por solubilização para a qual o processo pode oferecer benefícios no aumento de sua resistência à corrosão.
[0022] A invenção reside ainda em uma parte conformada obtida através do processo da invenção. Tais partes podem ser partes automotivas tal como porta ou painéis de fuselagem.
[0023] Deve ser observado que estampagem a quente com têmpera de matriz a frio não é novidade per se. Tal processo é conhecido para chapas de aço especiais. No processo, a chapa de aço é aquecida suficientemente para transformá-la e uma única fase austenítica para atingir maior maleabilidade. Na têmpera de matriz a frio, a auste- nita é transformada em martensita, de forma que seja atingida uma alta resistência do componente conformado. Este processo é desenvolvido para tipos especiais de aços, que possuem alta temperatura de transformação em martensita com um requerimento de taxa de resfriamento menor e é principalmente utilizado na conformação de componentes de painel de segurança na indústria automotiva. (Aranda, LG., Ravier, P., Chastel, Y., (2003). The 6th Int. ESAFORM Conference on Metal Forming, Salerno, Italy, 28-30, 199-202).
[0024] Modalidades da invenção serão adicionalmente descritas apenas com a finalidade de exemplo com referência às Figuras em anexo em que:
[0025] a Figura 1 é uma representação esquemática do perfil de temperatura de um componente quando o método é realizado de acordo com a presente invenção,
[0026] a Figura 2 é uma representação gráfica da temperature contra o tempo para um componente entre matrizes planas de aço ferramenta, quando submetido a vários vãos de contato e pressões.
[0027] as Figuras 3a e 3b mostram um planejamento de matriz utilizado para avaliar a capacidade de conformação para várias condições, em uma condição inicial (Figura 3a) e uma condição pós- conformação (Figura 3b),
[0028] as Figuras 3c e 3d mostram os resultados de processos de conformação de 2s e 0,07s respectivamente, utilizando a disposição de matrizes da Figura 3a.
[0029] O processo é descrito esquematicamente na Figura 1. O bruto é primeiramente aquecido até sua temperatura do SHT (A) (por exemplo, 525°C para AA6082) e o material é então mantido a esta temperatura durante o período de tempo requerido (por exemplo, 30 minutos para AA6082) se o SHT completo for necessário (B). O bruto em chapa que sofreu SHT é então imediatamente transferido para a prensa e colocado sobre a matriz inferior (C). Esta transferência precisaria ser suficientemente rápida para garantir uma perda de calor mínima do alumínio para o ambiente (por exemplo, menor do que 5 segundos). Uma vez o bruto colocado no lugar, a matriz de topo é abai-xada de modo a conformar o componente (D). A perda de calor durante o processo de conformação também precisaria ser mínima, conseguida pelo fato de que o processo seja rápido. Uma vez completamente conformado o componente é mantido entre a matriz superior e a inferior até que o material seja suficientemente resfriado, permitindo que o processo têmpera de matriz a frio seja completado. É então realizado o envelhecimento artificial (E) para aumentar a resistência do componente acabado (isto é, 9 horas a 190°C para AA 6082). O envelhecimento pode ser combinado com um processo de cozimento se for necessária a pintura subsequente do produto conformado.
[0030] Em uma variante do processo acima a liga AA6082 é aquecida a uma taxa de pelo menos 2°C/s até que seja atingida a temperatura do SHT. SHT (B) é omitido e o bruto é imediatamente transferido para a prensa para conformação.
[0031] Fundamentalmente, tanto a matriz de topo como a do fundo são mantidas a uma temperatura suficientemente baixa para que se consiga uma têmpera eficiente. No exemplo acima, as matrizes foram mantidas abaixo de 150°C. Devido às ligas de alumínio que possuem um alto coeficiente de transferência de calor e uma baixa capacidade térmica, a perda de calor do alumínio para as matrizes resfriadas e para o ambiente será grande, fornecendo altas taxas de resfriamento bruto. Isto permite que seja mantido o estado de solução supersatura- da no estado resfriado.
[0032] O principal parâmetro para o sucesso do processo de conformação é uma taxa de resfriamento suficientemente alta na têmpera de matriz a frio, de modo que sejam controladas a conformação o crescimento dos precipitados. Assim, as peças de metal em chapa de alta resistência podem ser fabricadas depois do envelhecimento artificial. A têmpera de matriz a frio não é praticada tradicionalmente em ligas de endurecimento por precipitação, pois a têmpera com água é normalmente necessária para se conseguir grande resfriamento com economia, de modo que possa ser evitada a conformação de precipitados nos contornos de grão neste estágio de tratamento térmico. Como as ligas em questão são capazes de endurecimento por precipitação, a têmpera de matriz a frio de fato mantém a quantidade máxima de elementos, que são capazes de precipitação quando envelhecidos, em solução sólida para melhorar as propriedades. O efeito da têmpera de matriz a frio (taxa de resfriamento) está diretamente relacionado à temperatura da matriz em operação, à espessura da chapa da liga de Al e as condições de contato (tais como a pressão de conformação, o acabamento da superfície de eliminação e o lubrificante). Foram realizados teste mecânicos para investigar se a taxa de resfriamento que utiliza têmpera de matriz a frio é suficiente para se conseguir as propriedades mecânicas os materiais tratados a quente.
[0033] Nesta investigação, foram usados 3 métodos de resfria mento e os resultados são comparados. Em primeiro lugar as amostras de chapa de AA6082 com espessura de 1,5 mm foram aquecidas até 525°C e mantidas durante 30 minutos para SHT. Então as amostras foram (i) temperadas com água, (ii) temperadas entre matrizes planas de aço a frio e, (iii) temperadas com ar (resfriamento natural). Para a têmpera entre as matrizes planas de aço a frio, um disco circular da chapa de liga foi colocado entre matrizes conformadas de modo correspondente. Uma sonda de temperatura foi presa à chapa da liga em direção à sua periferia para monitorar o seu perfil de temperatura. Foram investigadas várias condições pela aplicação de espaçadores de espessuras variáveis entre a chapa e as matrizes ou que possuem a chapa em contato com as matrizes e aplicação de tensões variáveis sobre a matriz do topo. As amostras foram então envelhecidas a 190°C durante 9 horas.
[0034] Foram realizados testes de tração para as amostras que sofreram SHT e têmpera por vários meios e os resultados são fornecidos na Tabela 1. A têmpera de matriz a frio sem aplicação de pressão (sem ser a partir do peso da matriz) resultou em uma resistência à tração 95% do valor obtido por têmpera com água, que se acredita de modo geral que forneça a melhor resposta de endurecimento. Tabela 1: Medidas de resistência para diferentes métodos de têmpera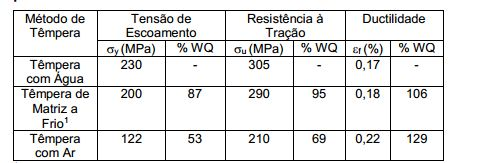 10.0mm distância do vão, sem força adicional aplicada.
10.0mm distância do vão, sem força adicional aplicada.
[0035] O perfil de temperatura observado durante a têmpera de matriz a frio é fornecido na Figura 2. Os gráficos A a C estão nos vãos da matriz de 1,05 mm, 0,6 mm e 0,0 mm respectivamente. O gráfico D está a um vão de 0,0 mm com uma tensão de 170 MPa aplicada à matriz de topo. Pode ser observado pela Figura 2 que o resfriamento mais rápido é observado quando há um bom contato entre a chapa da liga e as matrizes.
[0036] A montagem da ferramenta é representada esquematicamente na Figura 3a. O bruto 2 AA6082 - aquecido até 525°C e subse-quentemente resfriado até 450°C - foi depositado sobre o suporte 3 inferior do bruto e mantido entre o suporte 3 inferior do bruto e o suporte 1 superior do bruto 1 com a força de molas 5. O bruto foi punciona- do em um formato hemisférico pela punção 4 (a velocidade da punção sendo controlada para definir o tempo de conformação) e mantido no conjunto da matriz durante 10 segundos (Figura 3b). Nesta investigação foram usados dois períodos de conformação (isto é, 0,07, 2 segundos) para a conformação do mesmo material de liga de Al em chapa. A temperatura inicial da matriz era de 22°C e não foi usado resfriamento artificial da matriz. A profundidade de conformação era de 23 mm, que é característica de uma aplicação industrial típica.
[0037] O exemplo comparativo que é conformado em 2s falha como apresentado pelo rompimento no domo apresentado na Figura 3c. Embora seja conseguida uma alta maleabilidade, esta não se estende à boa capacidade de conformação. A maleabilidade é a capacidade de um material aguentar a deformação sem falha. A capacidade de conformação é a capacidade de se criar um formato em um material sem falha. Para o caso atual, a capacidade de conformação pode ser considerada como a capacidade de se possuir uma deformação dúctil, uniforme, sobre a área de conformação. No exemplo comparativo, a deformação é rapidamente localizada causando falha precoce, mesmo se for observada uma resposta dúctil.
[0038] Há dois mecanismos que agem para melhorar a capacida- de de conformação quando a velocidade é aumentada:
[0039] Isto está diretamente relacionado com o tempo de conformação, pois a chapa irá começar a resfriar rapidamente no local logo que as regiões façam contato com a matriz fria. Foram descobertas velocidades de têmpera de até 500°C sob condições consideradas como típicas para uma operação HFQ, que leva a gradientes térmicos de várias centenas de graus através da chapa. Isto é muito mais do que os inventores tinham conseguido até agora. Pela conformação durante um período extremamente breve, a transferência de calor durante a conformação de parte do processo é minimizada e o perfil de temperatura sobre a peça de trabalho é mantido próximo a uniforme. A queda exata de temperatura irá depender do contato térmico entre a chapa e a matriz e a espessura da chapa.
[0040] Quando metais em chapa comum são deformados à temperatura ambiente, eles experimentam endurecimento por trabalho. O material se torna mais forte enquanto é deformado e assim a região de deformação irá rapidamente se redistribuir se ocorrer mais deformação em uma região do que em outra. Isto é este mecanismo de endurecimento por trabalho que traduz uma boa maleabilidade do material em boa capacidade de conformação a uma alta temperatura, o alumínio possui pequeno endurecimento por trabalho e assim ocorre rapidamente a localização e não é contrariada por um material de reforço. Felizmente, o alumínio possui uma resposta de tensão de escoamento viscoplástico (dependente da taxa) a altas temperaturas. Se uma região estiver se deformando consideravelmente mais rapidamente do que as suas regiões vizinhas, a resistência relativa será mais alta e isto irá redistribuir a deformação até certo ponto. Além disso, pelo aumento da velocidade global do processo, o material terá uma maior tensão de escoamento que 'puxa' mais eficazmente o material ao redor da matriz. Finalmente, o endurecimento por trabalho será maior a mais altas taxas de deformação, maximizando que há pouco endurecimento por trabalho.
[0041] Isto está relacionado com a velocidade de conformação,que liga ao tempo de conformação através da profundidade de conformação.
Claims (13)
1. Processo para conformação de um componente de chapa de liga de Al, caracterizado pelo fato de que compreende: (i) aquecer um bruto de chapa de liga de Al à sua temperatura de Tratamento Térmico de Solubilização (SHT) em uma estação de aquecimento e, no caso de ligas não em um pré-tratamento de endurecimento por envelhecimento, manter a temperatura do SHT até que seja completado o Tratamento Térmico de Solubilização, (ii) transferir o bruto de chapa a um conjunto de matrizes resfriadas e iniciar a conformação dentro de 10s de remoção da estação de aquecimento, de modo que a perda de calor do bruto de chapa seja minimizada, (iii) fechar as matrizes resfriadas para conformar o bruto de chapa em um componente conformado, a dita conformação ocorrendo em menos do que 0,15s, e (iv) conter o componente conformado nas matrizes fechadas durante resfriamento do componente conformado.
2. Processo de acordo com a reivindicação 1, caracterizado pelo fato de que o período de conter o componente conformado nas matrizes fechadas é suficientemente longo para que o componente conformado atinja uma temperatura de 250°C ou menor.
3. Processo de acordo com a reivindicação 2, caracterizado pelo fato de que o período de conter o componente conformado nas matrizes fechadas é menor do que 4s.
4. Processo de acordo com qualquer uma das reivindicações 1 a 3, caracterizado pelo fato de que a temperatura para o Tratamento Térmico de Solubilização (SHT) está dentro da faixa de 450 a 600°C.
5. Processo de acordo com a reivindicação 4, caracterizado pelo fato de que a temperatura para o Tratamento Térmico de Solubili- zação (SHT) está dentro da faixa de 500 a 550°C.
6. Processo de acordo com qualquer uma das reivindicações 1 a 5, caracterizado pelo fato de que a temperatura SHT é mantida por entre 20 e 60 minutos.
7. Processo de acordo com qualquer uma das reivindicações 1 a 6, caracterizado pelo fato de que a taxa de aquecimento até a temperatura SHT é de pelo menos 2°C/s.
8. Processo de acordo com qualquer uma das reivindicações 1 a 7, caracterizado pelo fato de que o tempo de transferência do bruto de chapa para as matrizes resfriadas é menor que 5s.
9. Processo de acordo com qualquer uma das reivindicações 1 a 8, caracterizado pelo fato de que o componente conformado é resfriado até abaixo de 200°C em menos do que 10 segundos.
10. Processo de acordo com qualquer uma das reivindicações 1 a 9, caracterizado pelo fato de que as matrizes são mantidas a uma temperatura de não mais que 150°C.
11. Processo de acordo com qualquer uma das reivindicações 1 a 10, caracterizado pelo fato de que compreende uma etapa adicional de envelhecimento artificial de aquecer o componente conformado a uma temperatura de envelhecimento artificial e conter o componente conformado àquela temperatura para permitir que ocorra endurecimento por precipitação.
12. Processo de acordo com qualquer uma das reivindicações 1 a 11, caracterizado pelo fato de ser realizado em uma liga de Al tratável termicamente nas séries 2XXX, 6XXX e 7XXX.
13. Processo de acordo com qualquer uma das reivindicações 1 a 12, caracterizado pelo fato de ser realizado em uma liga de Al não-tratável termicamente nas séries 5XXX.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB0817169.6 | 2008-09-19 | ||
| GBGB0817169.6A GB0817169D0 (en) | 2008-09-19 | 2008-09-19 | Improved process for forming aluminium alloy sheet components |
| PCT/GB2009/002209 WO2010032002A1 (en) | 2008-09-19 | 2009-09-16 | Process for forming aluminium alloy sheet components |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BRPI0918945A2 BRPI0918945A2 (pt) | 2020-10-06 |
| BRPI0918945B1 true BRPI0918945B1 (pt) | 2022-01-25 |
Family
ID=39951864
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BRPI0918945-9A BRPI0918945B1 (pt) | 2008-09-19 | 2009-09-16 | Processo para conformação de componentes de chapa de liga de alumínio |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US10689738B2 (pt) |
| EP (1) | EP2324137B1 (pt) |
| JP (1) | JP5681631B2 (pt) |
| CN (1) | CN102216484B (pt) |
| BR (1) | BRPI0918945B1 (pt) |
| CA (1) | CA2737800C (pt) |
| ES (1) | ES2409690T3 (pt) |
| GB (1) | GB0817169D0 (pt) |
| RU (1) | RU2524017C2 (pt) |
| WO (1) | WO2010032002A1 (pt) |
Families Citing this family (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011063868A (ja) * | 2009-09-18 | 2011-03-31 | Mazda Motor Corp | アルミ成形部品およびこれを含む金属構造体の製造方法 |
| GB2473298B (en) * | 2009-11-13 | 2011-07-13 | Imp Innovations Ltd | A method of forming a component of complex shape from aluminium alloy sheet |
| EP2415895B2 (de) | 2010-08-02 | 2019-07-31 | Benteler Automobiltechnik GmbH | Verfahren zur Herstellung eines Blechformteils für Kraftfahrzeuge |
| EP2518173B1 (de) | 2011-04-26 | 2017-11-01 | Benteler Automobiltechnik GmbH | Verfahren zur Herstellung eines Blechstrukturbauteils sowie Blechstrukturbauteil |
| US8496764B2 (en) | 2011-12-01 | 2013-07-30 | Ford Global Technologies, Llc | System and method for manufacturing an F-temper 7xxx series aluminum alloy |
| CN102492902A (zh) * | 2011-12-30 | 2012-06-13 | 西南铝业(集团)有限责任公司 | 一种铝合金板生产方法 |
| EP2581218B2 (en) * | 2012-09-12 | 2018-06-06 | Aleris Aluminum Duffel BVBA | Production of formed automotive structural parts from AA7xxx-series aluminium alloys |
| JP5808724B2 (ja) | 2012-10-31 | 2015-11-10 | アイシン高丘株式会社 | アルミニウム合金材のダイクエンチ装置およびダイクエンチ方法 |
| JP2014087836A (ja) * | 2012-10-31 | 2014-05-15 | Aisin Takaoka Ltd | アルミニウム合金材のダイクエンチ方法およびダイクエンチ装置 |
| CN102974675A (zh) * | 2012-11-01 | 2013-03-20 | 哈尔滨工业大学 | 一种铝合金钣金件固溶水淬后热成形方法 |
| US9187800B2 (en) * | 2013-02-15 | 2015-11-17 | Ford Motor Company | Process control for post-form heat treating parts for an assembly operation |
| US9567660B2 (en) | 2013-06-27 | 2017-02-14 | Ford Global Technologies, Llc | Method and system for using an irreversible thermo-chromatic indicator for quality assurance of a part subjected to heat treating |
| WO2015003253A1 (en) * | 2013-07-12 | 2015-01-15 | Magna International Inc. | Process for forming aluminum alloy parts with tailored mechanical properties |
| GB2527486A (en) | 2014-03-14 | 2015-12-30 | Imp Innovations Ltd | A method of forming complex parts from sheet metal alloy |
| GB2530709B (en) * | 2014-07-14 | 2018-03-21 | Impression Tech Limited | Method to operate a press at two speeds for metal sheet forming |
| GB201419460D0 (en) * | 2014-10-31 | 2014-12-17 | Impression Technologies Ltd And Imp Innovations Ltd | Material and process for preparing and forming material |
| US10428411B2 (en) | 2014-12-10 | 2019-10-01 | Ford Global Technologies, Llc | Air quenched heat treatment for aluminum alloys |
| US9757784B2 (en) | 2015-03-10 | 2017-09-12 | Ford Global Technologies, Llc | Temperature measurement device for metal sheet |
| GB201513832D0 (en) | 2015-08-05 | 2015-09-16 | Imp Innovations Ltd | A Fast ageing method for heat-treatable aluminium alloys |
| CN105018869A (zh) * | 2015-08-06 | 2015-11-04 | 无锡阳工机械制造有限公司 | 一种铝材热处理工艺 |
| US10161027B2 (en) * | 2015-08-10 | 2018-12-25 | Ford Motor Company | Heat treatment for reducing distortion |
| CN108138265A (zh) | 2015-10-08 | 2018-06-08 | 诺维尔里斯公司 | 用于使硬化铝合金温成形的方法 |
| WO2017062398A1 (en) | 2015-10-08 | 2017-04-13 | Novelis Inc. | A process for warm forming an age hardenable aluminum alloy in t4 temper |
| WO2017062225A1 (en) | 2015-10-08 | 2017-04-13 | Novelis Inc. | Optimization of aluminum hot working |
| CN105215125A (zh) * | 2015-10-12 | 2016-01-06 | 中国航空工业集团公司北京航空材料研究院 | 一种自然时效态铝合金薄板的成形方法 |
| CN105215123B (zh) * | 2015-10-12 | 2018-06-05 | 中国航空工业集团公司北京航空材料研究院 | 一种自然时效态铝锂合金薄板的成形方法 |
| CN105344779A (zh) * | 2015-10-12 | 2016-02-24 | 中国航空工业集团公司北京航空材料研究院 | 一种人工时效态铝合金薄板的成形方法 |
| CN105215121A (zh) * | 2015-10-12 | 2016-01-06 | 中国航空工业集团公司北京航空材料研究院 | 一种人工时效态铝合金薄板的成形方法 |
| CN105344786A (zh) * | 2015-10-12 | 2016-02-24 | 中国航空工业集团公司北京航空材料研究院 | 一种人工时效态铝合金薄板的成形方法 |
| CN105215124B (zh) * | 2015-10-12 | 2018-06-05 | 中国航空工业集团公司北京航空材料研究院 | 一种人工时效态铝合金薄板的成形方法 |
| CN105215122A (zh) * | 2015-10-12 | 2016-01-06 | 中国航空工业集团公司北京航空材料研究院 | 一种自然时效态铝合金薄板的成形方法 |
| CN105344780A (zh) * | 2015-10-12 | 2016-02-24 | 中国航空工业集团公司北京航空材料研究院 | 一种人工时效态铝合金薄板的成形方法 |
| GB201521443D0 (en) * | 2015-12-04 | 2016-01-20 | Impression Technologies Ltd | Method for operating a press for metal sheet forming |
| US10704127B2 (en) * | 2016-03-21 | 2020-07-07 | Raytheon Technologies Corporation | Method of forming aluminum alloy airfoils |
| DE102016208014A1 (de) * | 2016-05-10 | 2017-11-16 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Herstellung eines Bauteils |
| CN106216394B (zh) * | 2016-08-02 | 2017-11-07 | 黄河科技学院 | 一种汽车车身用双层复合铝合金 |
| CN106391965A (zh) * | 2016-09-09 | 2017-02-15 | 武汉理工大学 | 带流体通道的铝合金锻造模具及其锻造工艺 |
| US10428412B2 (en) | 2016-11-04 | 2019-10-01 | Ford Motor Company | Artificial aging of strained sheet metal for strength uniformity |
| EP3467138B1 (en) | 2017-10-04 | 2021-11-24 | Automation, Press and Tooling, A.P. & T AB | Method for forming aluminum alloy blank |
| CN109226401B (zh) * | 2018-02-07 | 2020-12-08 | 蔚来(安徽)控股有限公司 | 一种铝合金薄板零件的成形方法 |
| DE102018104326B3 (de) | 2018-02-26 | 2018-12-27 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines Leichtmetallumformbauteils |
| WO2019222177A1 (en) | 2018-05-15 | 2019-11-21 | Novelis Inc. | F* and w temper aluminum alloy products and methods of making the same |
| US20190368021A1 (en) * | 2018-05-31 | 2019-12-05 | Ford Global Technologies, Llc | High strength aluminum hot stamping with intermediate quench |
| GB2590052B (en) * | 2019-09-25 | 2021-12-08 | Imp College Innovations Ltd | Aluminium forming method |
| EP3970964A1 (de) | 2020-09-18 | 2022-03-23 | Speira GmbH | Aluminiumverbundwerkstoff für crashanwendungen |
| CN114318182B (zh) * | 2021-12-24 | 2022-10-25 | 大连理工大学 | 一种大尺寸高强度铝合金航空薄壁件的热成形方法及装置 |
| CN121023391B (zh) * | 2025-10-30 | 2026-04-21 | 中国航空制造技术研究院 | 一种铝合金薄板热冷模复合热处理方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3443227C1 (de) * | 1984-11-27 | 1986-05-15 | Årdal og Sunndal Verk A/S, Oslo | Verfahren zum Ausrichten von Fahrzeugraedern aus einer aushaertbaren Aluminiumlegierung |
| US5019183A (en) | 1989-09-25 | 1991-05-28 | Rockwell International Corporation | Process for enhancing physical properties of aluminum-lithium workpieces |
| RU2181149C2 (ru) * | 1995-09-18 | 2002-04-10 | Алкоа, Инк. | Способ изготовления листового материала для производства банок для напитков |
| US5769972A (en) | 1995-11-01 | 1998-06-23 | Kaiser Aluminum & Chemical Corporation | Method for making can end and tab stock |
| RU2158783C1 (ru) * | 1999-07-02 | 2000-11-10 | Всероссийский научно-исследовательский институт авиационных материалов | Способ изготовления листов из алюминиевых сплавов |
| EP1561606A4 (en) * | 2002-09-17 | 2007-07-25 | Bridgestone Corp | SUPPORT BODY FOR FLAT ROLL TIRE AND METHOD OF MANUFACTURING SAME, AND FLAT RUNNING TIRE |
| JP4022497B2 (ja) * | 2003-04-17 | 2007-12-19 | 株式会社神戸製鋼所 | アルミニウム合金パネルの製造方法 |
| TW200536946A (en) * | 2003-12-11 | 2005-11-16 | Nippon Light Metal Co | Method for producing Al-Mg-Si alloy excellent in bake-hardenability and hemmability |
| JP2006299295A (ja) * | 2005-04-15 | 2006-11-02 | Nippon Steel Corp | アルミニウム合金の高温成形方法 |
| JP2007039714A (ja) * | 2005-08-01 | 2007-02-15 | Furukawa Sky Kk | 高温高速成形用アルミニウム合金板およびそれを用いた高温高速成形方法 |
| GB0622632D0 (en) * | 2006-11-14 | 2006-12-20 | Univ Birmingham | Process for forming metal alloy sheet components |
-
2008
- 2008-09-19 GB GBGB0817169.6A patent/GB0817169D0/en not_active Ceased
-
2009
- 2009-09-16 CN CN2009801462683A patent/CN102216484B/zh active Active
- 2009-09-16 US US13/119,149 patent/US10689738B2/en active Active
- 2009-09-16 CA CA2737800A patent/CA2737800C/en active Active
- 2009-09-16 WO PCT/GB2009/002209 patent/WO2010032002A1/en not_active Ceased
- 2009-09-16 RU RU2011115214/02A patent/RU2524017C2/ru not_active IP Right Cessation
- 2009-09-16 JP JP2011527393A patent/JP5681631B2/ja not_active Expired - Fee Related
- 2009-09-16 ES ES09785115T patent/ES2409690T3/es active Active
- 2009-09-16 EP EP09785115A patent/EP2324137B1/en active Active
- 2009-09-16 BR BRPI0918945-9A patent/BRPI0918945B1/pt not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| CA2737800A1 (en) | 2010-03-25 |
| JP5681631B2 (ja) | 2015-03-11 |
| CA2737800C (en) | 2016-07-12 |
| RU2011115214A (ru) | 2012-10-27 |
| US10689738B2 (en) | 2020-06-23 |
| GB0817169D0 (en) | 2008-10-29 |
| EP2324137B1 (en) | 2013-01-16 |
| CN102216484B (zh) | 2013-10-09 |
| RU2524017C2 (ru) | 2014-07-27 |
| CN102216484A (zh) | 2011-10-12 |
| BRPI0918945A2 (pt) | 2020-10-06 |
| JP2012510565A (ja) | 2012-05-10 |
| US20120152416A1 (en) | 2012-06-21 |
| ES2409690T3 (es) | 2013-06-27 |
| WO2010032002A1 (en) | 2010-03-25 |
| EP2324137A1 (en) | 2011-05-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BRPI0918945B1 (pt) | Processo para conformação de componentes de chapa de liga de alumínio | |
| Xie et al. | Mechanisms of DRX nucleation with grain boundary bulging and subgrain rotation during the hot working of nickel-based superalloys with columnar grains | |
| Chuan et al. | Hot deformation and dynamic recrystallization of a near-beta titanium alloy in the β single phase region | |
| CN103025907B (zh) | 高强度α/β加工钛的热拉伸矫直 | |
| Chen et al. | Microstructural evolution of a nickel-based superalloy during hot deformation | |
| Mirzadeh et al. | Rate controlling mechanisms during hot deformation of Mg–3Gd–1Zn magnesium alloy: Dislocation glide and climb, dynamic recrystallization, and mechanical twinning | |
| Huang et al. | Microstructure and mechanical properties of AZ31 magnesium alloy processed by multi-directional forging at different temperatures | |
| WO2008059242A2 (en) | Process for forming metal alloy sheet components | |
| Jiang et al. | Non-isothermal ageing of an Al–8Zn–2Mg–2Cu alloy for enhanced properties | |
| Sun et al. | A comparative study on the microstructure and mechanical behavior of titanium: Ultrafine grain vs. coarse grain | |
| Lin et al. | Microstructural evolution of a Ni-Fe-Cr-base superalloy during non-isothermal two-stage hot deformation | |
| Wang et al. | Investigation into the hot workability of the as-extruded WE43 magnesium alloy using processing map | |
| BRPI0517538B1 (pt) | Método para produção de um produto liga de al-zn de alta resistência e alta dureza com boa resistência à corrosão | |
| Li et al. | A physical-based unified constitutive model of AA7075 for a novel hot forming condition with pre-cooling | |
| Mohammadi et al. | Single point incremental forming of an aged AL-Cu-Mg alloy: influence of pre-heat treatment and warm forming | |
| Yang et al. | Processing maps of extruded AZ80+ 0.4% Ce magnesium alloy | |
| Romero-Resendiz et al. | Effect of the microstructure generated by Repetitive Corrugation and Straightening (RCS) process on the mechanical properties and stress corrosion cracking of Al-7075 alloy | |
| Li et al. | Investigation on deformation and strengthening mechanisms of Al-Zn-Mg-Cu alloy under a hybrid process of cryogenic incremental sheet forming and bake-hardening treatment | |
| Lee et al. | Effect of thermo-mechanical treatment and strontium addition on workability and mechanical properties of AlSiCu casting alloy | |
| BR112017000753B1 (pt) | Processo para pressionar um componente de chapa de metal de liga alumínio ou magnésio | |
| EP3344791B1 (en) | A fast ageing method for stamped heat-treatable alloys | |
| Wang et al. | Microstructure evolution and constitutive modeling for mesoscaled tension of pure titanium thin sheet | |
| WO2013137765A1 (ru) | Ультрамелкозернистый двухфазный альфа-бета титановый сплав и способ его получения | |
| US5223053A (en) | Warm work processing for iron base alloy | |
| Murzinova et al. | Effect of hydrogen treatment on properties and structure development in Zr–2.5 Nb alloy |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B25A | Requested transfer of rights approved |
Owner name: IMPERIAL INNOVATIONS LTD. (GB) |
|
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B06A | Patent application procedure suspended [chapter 6.1 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B350 | Update of information on the portal [chapter 15.35 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 16/09/2009, OBSERVADAS AS CONDICOES LEGAIS. PATENTE CONCEDIDA CONFORME ADI 5.529/DF, QUE DETERMINA A ALTERACAO DO PRAZO DE CONCESSAO. |
|
| B21F | Lapse acc. art. 78, item iv - on non-payment of the annual fees in time |
Free format text: REFERENTE A 16A ANUIDADE. |
|
| B24J | Lapse because of non-payment of annual fees (definitively: art 78 iv lpi, resolution 113/2013 art. 12) |
Free format text: EM VIRTUDE DA EXTINCAO PUBLICADA NA RPI 2845 DE 15-07-2025 E CONSIDERANDO AUSENCIA DE MANIFESTACAO DENTRO DOS PRAZOS LEGAIS, INFORMO QUE CABE SER MANTIDA A EXTINCAO DA PATENTE E SEUS CERTIFICADOS, CONFORME O DISPOSTO NO ARTIGO 12, DA RESOLUCAO 113/2013. |