BRPI1011073B1 - Método para prever a qualidade de superfície de bobina laminada a quente de chapa fina e método para produzir bobina laminada a quente de chapa fina utilizando o mesmo - Google Patents
Método para prever a qualidade de superfície de bobina laminada a quente de chapa fina e método para produzir bobina laminada a quente de chapa fina utilizando o mesmo Download PDFInfo
- Publication number
- BRPI1011073B1 BRPI1011073B1 BRPI1011073-9A BRPI1011073A BRPI1011073B1 BR PI1011073 B1 BRPI1011073 B1 BR PI1011073B1 BR PI1011073 A BRPI1011073 A BR PI1011073A BR PI1011073 B1 BRPI1011073 B1 BR PI1011073B1
- Authority
- BR
- Brazil
- Prior art keywords
- equivalent
- surface crack
- hot rolled
- weight
- molten steel
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims abstract description 67
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 144
- 239000010959 steel Substances 0.000 claims abstract description 144
- 238000004519 manufacturing process Methods 0.000 claims abstract description 10
- 229910052802 copper Inorganic materials 0.000 claims description 35
- 238000009749 continuous casting Methods 0.000 claims description 29
- 229910052759 nickel Inorganic materials 0.000 claims description 28
- 229910052718 tin Inorganic materials 0.000 claims description 28
- 229910052787 antimony Inorganic materials 0.000 claims description 27
- 238000007670 refining Methods 0.000 claims description 17
- 238000005098 hot rolling Methods 0.000 claims description 8
- 238000005336 cracking Methods 0.000 claims description 7
- 239000010949 copper Substances 0.000 claims 32
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims 20
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims 13
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 claims 4
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 claims 4
- 238000003723 Smelting Methods 0.000 claims 1
- 230000007547 defect Effects 0.000 abstract description 59
- 239000000047 product Substances 0.000 description 21
- 238000005096 rolling process Methods 0.000 description 10
- 238000003475 lamination Methods 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 5
- 238000005070 sampling Methods 0.000 description 5
- 238000005266 casting Methods 0.000 description 4
- 230000002596 correlated effect Effects 0.000 description 4
- 206010039509 Scab Diseases 0.000 description 3
- 238000010891 electric arc Methods 0.000 description 3
- 238000009628 steelmaking Methods 0.000 description 3
- 230000000875 corresponding effect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 239000006104 solid solution Substances 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- 235000017166 Bambusa arundinacea Nutrition 0.000 description 1
- 235000017491 Bambusa tulda Nutrition 0.000 description 1
- 241001330002 Bambuseae Species 0.000 description 1
- 235000015334 Phyllostachys viridis Nutrition 0.000 description 1
- 238000007792 addition Methods 0.000 description 1
- 229910052785 arsenic Inorganic materials 0.000 description 1
- 229910001566 austenite Inorganic materials 0.000 description 1
- 239000011425 bamboo Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000001303 quality assessment method Methods 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B3/00—Rolling materials of special alloys so far as the composition of the alloy requires or permits special rolling methods or sequences ; Rolling of aluminium, copper, zinc or other non-ferrous metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
- B22D11/1206—Accessories for subsequent treating or working cast stock in situ for plastic shaping of strands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D46/00—Controlling, supervising, not restricted to casting covered by a single main group, e.g. for safety reasons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/40—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling foils which present special problems, e.g. because of thinness
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Heat Treatment Of Steel (AREA)
- Investigating And Analyzing Materials By Characteristic Methods (AREA)
- Metal Rolling (AREA)
- Continuous Casting (AREA)
Abstract
MÉTODO PARA PREVER A QUALIDADE DE SUPERFÍCIE DE BOBINA LAMINADA A QUENTE DE CHAPA FINA E MÉTODO PARA PRODUZIR BOBINA LAMINADA A QUENTE DE CHAPA FINA UTILIZANDO O MESMO É revelado um método de prever a qualidade de superfície de uma bobina laminada a quente de chapa fina incluindo calcular o equivalente de Cu (Eg. de Cu) de aço derretido, aplicar o equivalente de Cu calculado do aço derretido em uma equação: 120x(equivalente de Cu)-6x(equivalente de Cu) para calcular um índice de rachadura de superfície, e prever a geração de defeito de superfície da bobina laminada a quente de chapafina pelo índice de rachadura de superfície. Um método de produzir a bobina laminada a quente de chapa fina utilizando o mesmo também é provido. De acordo com esta invenção, o defeito de rachadura de superfície da bobina laminada a quente de chapa fina pode ser previsto mediante cálculo do equivalente de Cu do aço derretido, e assim uma chapa fina que satisfaz o padrão de qualidade demandado por um consumidor pode ser provida, e isso resulta em maior produtividade e confiabilidade do produto.
Description
A presente invenção se refere a um método de prever a qualidade de superfície deuma bobina laminada a quente de chapa fina e a um método de produzir uma bobina laminada a quente de chapa fina utilizando o mesmo e, mais especificamente, a um método de prover a qualidade de superfície de uma bobina laminada a quente de chapa fina, na qual uma rachadura de superfície, que é um defeito de superfície típico da bobina laminada a 10 quente de chapa fina, é reduzida, aperfeiçoando assim a qualidade de superfície da bobina laminada a quente de chapa fina, e a um método de produzir uma bobina laminada a quente de chapa fina utilizando o mesmo.
Em um processo de fundição de chapa, uma chapa fina é fundida em uma forma 15 próxima de um produto final e é fundida para ter espessura menor, e um processo de lami- nação de desbaste pode ser omitido nas instalações de laminação a quente, e assim o processo de chapa fina é empregado principalmente para omissão e simplificação.
Diferentemente de um processo de fundição contínuo comum, quando um processo * de fundição contínuo de chapa fina é realizado, uma chapa fina pode ser fundida em umataxa rápida e também a solidificação do aço derretido em uma fase líquido para uma chapafina é completamente realizada em um molde e um cadinho, e assim grãos cristalinos finos podem ser obtidos em comparação com a chapa típica.
PROBLEMA TÉCNICO
Consequentemente, um objetivo da presente invenção é o de prover um método deprever a qualidade de superfície de uma bobina laminada a quente de chapa fina, na qual o equivalente de Cu (eq. de Cu) de aço derretido é medido e assim um índice de rachadura de superfície é calculado para aperfeiçoar a qualidade de superfície da bobina laminada a quente de chapa fina, e um método de produzir a bobina laminada a quente de chapa fina 30 utilizando o mesmo.
Outro objetivo da presente invenção é o de prover um método de prever a qualidade de superfície de uma bobina laminada a quente de chapa fina, no qual um índice de rachadura de superfície é calculado a partir do equivalente de Cu (eq. de Cu) de aço derretido e uma espessura de bobina para aperfeiçoar a qualidade de superfície da bobina laminada a 35 quente de chapa fina, e um método de produzir a bobina laminada a quente de chapa fina utilizando o mesmo.
Um objetivo adicional da presente invenção é o de prover um método de prever a qualidade de superfície de uma bobina laminada a quente de chapa fina, no qual um índice de rachadura de superfície é calculado a partir do equivalente de Cu (eq. de Cu) de aço derretido e uma espessura de bobina e a espessura da bobina a ser produzida é determinada com base no índice de rachadura de superfície calculado para aperfeiçoar a qualidade de superfície da bobina laminada a quente de chapa fina, e um método de produzir a bobina laminada a quente de chapa fina utilizando o mesmo.
Para realizar os objetivos acima, a presente invenção provê um método de prever a qualidade de superfície de uma bobina laminada a quente de chapa fina, o método compre-endendo calcular um equivalente de Cu (eq. de Cu) de aço derretido, aplicar o equivalente de Cu calculado do aço derretido em uma equação: 120x(equivalente de Cu)2- 6x(equivalente de Cu) para calcular um índice de rachadura de superfície, e prever a geração de um defeito de superfície da bobina laminada a quente de chapa fina mediante uso do índice de rachadura de superfície.
Além disso, a presente invenção provê um método de prever a qualidade de superfície de uma bobina laminada a quente de chapa fina, o método compreendendo calcular um equivalente de Cu (eq. de Cu) de aço derretido, substituir o equivalente de Cu calculado do aço derretido e uma espessura de bobina a ser produzida em uma equação: (equivalente de Cu x 100)+(1,5 x espessura de bobina) para determinar um valor de correção A, aplicar o valor de correção A em uma equação: 0,0067xA2-0,088xA para calcular um índice de rachadura de superfície, e prever a geração de um defeito de superfície da bobina laminada a quente de chapa fina mediante uso do índice de rachadura de superfície.
O equivalente de Cu (eq. de Cu) pode ser calculado por uma equação: [% em peso de Cu]+5[% em peso de Sn]+8[% em peso de Sb]-[% em peso de Ni] [em que % em peso é uma quantidade de cada um dos elementos].
Além disso, a quantidade de cada um de Cu, Sn, Sb e Ni para calcular o equivalente de CU pode ser medida mediante amostragem do aço derretido imediatamente antes da fundição contínua após término do refino.
Além disso, a presente invenção provê um método de produzir uma bobina bobina laminada a quente de chapa fina, o método compreendendo calcular um equivalente de Cu (eq. de Cu) de aço derretido, aplicar o equivalente de Cu calculado do aço derretido em uma equação: 120x(equivalente de Cu)2-6*(equivalente de Cu) para calcular um índice de rachadura de superfície, fundir continuamente o aço derretido tendo o índice de rachadura de superfície calculado de 1 ou menos em uma chapa fina, e então laminar a quente a chapa fina em uma bobina laminada a quente.
Além disso, a presente invenção provê um método de produzir uma bobina laminada a quente de chapa fina, o método compreendendo calcular um equivalente de Cu (eq. de Cu) de aço derretido, aplicar o equivalente de Cu calculado do aço derretido e uma espessura de bobina a ser produzida em uma equação: (equivalente de Cu x 100)+(1,5 x espessura de bobina) para determinar um valor de correção A, aplicar o valor de correção A em uma equação: 0,0067*A2-0,088xA para calcular um índice de rachadura de superfície, e fundir continuamente o aço derretido tendo o índice de rachadura de superfície calculada de 1 ou menos em uma chapa fina, e então laminar a quente a chapa fina em uma bobina laminada a quente de chapa fina.
Além disso, a presente invenção provê um método de produzir uma bobina laminada a quente de chapa fina, o método compreendendo calcular um equivalente de Cu (eq. de Cu) de aço derretido, aplicar o equivalente de Cu do aço derretido e uma espessura de bobina a ser produzida em uma equação: (equivalente de Cu x 100)+(1,5 x espessura de bobina) para determinar um valor de correção A, aplicar o valor de correção A em uma equação: 0,0067XA2-0,088XA para calcular um índice de rachadura de superfície, e prever a geração de um defeito de superfície da bobina laminada a quente de chapa fina com base no índice de rachadura de superfície, tornar a determinar a espessura de bobina a ser produzida de modo que a geração do defeito de superfície é suprimida, e então realizar a laminação.
Além disso, a presente invenção provê um método de produzir uma bobina laminada a quente de chapa fina, o método compreendendo calcular um equivalente de Cu (eq. de Cu) de aço derretido, calcular os dados para prever a geração de um defeito de superfície da bobina laminada a quente de chapa fina com base em um índice de rachadura de superfície deduzido mediante correlação entre o equivalente de Cu calculado (Eq. de Cu) do aço derretido e uma espessura de bobina, e determinar a espessura de bobina a ser produzida de modo que a geração do defeito de superfície seja suprimida com base nos dados previstos.
Como tal, o índice de rachadura de superfície pode ser calculado mediante substituição do equivalente de Cu do aço derretido e a espessura de bobina em uma equação: (e- quivalente de Cu x 100)+(1,5 x espessura de bobina) para determinar um valor de correlação A, e então aplicar o valor de correção A em uma equação: 0,0067xA2-0,088xA.
O equivalente de Cu (eq. de Cu) pode ser calculado mediante uso de uma equação: [% em peso de Cu]+5[% em peso de Sn]+8[% em peso de Sb]-[ % em peso de Ni] [em que % em peso é uma quantidade de cada um dos elementos].
Além disso, a quantidade de cada um de Cu, Sn, Sb e Ni para calcular o equivalente de Cu pode ser medida mediante amostragem do aço derretido imediatamente antes da fundição após o término do refino.
De acordo com a presente invenção, o equivalente de Cu (eq. de Cu) de aço derretido é calculado e desse modo um índice de rachadura de superfície pode ser calculado, desse modo prevendo o nível de qualidade de uma bobina laminada a quente produzida a partir de uma chapa fina. Assim, é possível prover a chapa fina adaptada para o padrão de qualidade exigido por um consumidor, e aumentar efetivamente a confiabilidade do produto e a satisfação do consumidor.
Também de acordo com a presente invenção, o índice de rachadura de superfície pode ser calculado utilizando-se o equivalente de Cu (eq. de Cu) de aço derretido e a espessura de uma bobina a ser produzida, desse modo prevendo o nível de qualidade de uma bobina laminada a quente produzida a partir de uma chapa fina. Por fim, é possível prover a chapa fina adaptada para o padrão de qualidade exigido por um consumidor, e efetivamente aumentar a confiabilidade do produto e a satisfação do consumidor.
Também de acordo com a presente invenção, o nível de qualidade de uma bobina laminada a quente a ser produzida pode ser previsto dependendo do equivalente de Cu (eq. de Cu) de aço derretido e uma espessura de bobina. Assim, quando a chapa fina é laminada a quente em bobina laminada a quente, a espessura da bobina a ser produzida pode ser determinada de forma variável dependendo do equivalente de Cu calculado no processo de aço derretido, desse modo obtendo a bobina laminada a quente adaptada para o padrão de qualidade exigido por um consumidor.
Nesse caso, se o equivalente de Cu do aço derretido for baixo, a espessura de bobina pode ser determinada para ser grossa na faixa que satisfaz o índice de rachadura de superfície. Como comparação, se o equivalente de Cu do aço derretido for elevado, a espessura de bobina é determinada como sendo fina, aumentando desse modo um rendimento real. Portanto, a confiabilidade do produto e a satisfação de um consumidor podem ser aumentadas e, adicionalmente o rendimento real do produto pode ser aperfeiçoado.
A Figura 1 é uma fotografia mostrando o defeito de rachadura de superfície gerado em uma bobina laminada a quente;
A Figura 2 é um gráfico mostrando a correlação entre o índice de rachadura de su-perfície e a quantidade de Cu;
A Figura 3 é um gráfico mostrando a correlação entre o índice de rachadura de su-perfície e o equivalente de Cu;
A Figura 4 é um gráfico mostrando a correlação entre o índice de rachadura de su-perfície e o equivalente de Cu e a espessura de bobina;
A Figura 5 é um gráfico mostrando a correlação entre o equivalente de Cu e a es-pessura de bobina, deduzida pela equação de índice de rachadura de superfície; e
A Figura 6 é um fluxograma mostrando o processo de prever a qualidade de superfície de uma bobina laminada a quente de chapa fina e o processo de produzir a bobina laminada a quente de chapa fina utilizando o mesmo, de acordo com uma modalidade da pre- sente invenção.
Em seguida, será feita uma descrição detalhada da presente invenção com referência aos desenhos anexos.(Primeira Modalidade)
De acordo com a presente invenção, um método de prever a qualidade de serviço de uma bobina laminada a quente de chapa fina inclui calcular o equivalente de Cu (Eq. de Cu) de aço derretido, aplicar o equivalente de Cu calculado do aço derretido em uma equação: 120x(equivalente de Cu)2-6x(equivalente de Cu) para calcular um índice de rachadura de superfície, e prever a geração de defeito de superfície da bobina laminada a quente de chapa fina por intermédio do índice de rachadura de superfície.
Também de acordo com a presente invenção, um método de produzir a bobina la-minada a quente de chapa fina inclui fundir continuamente o aço derretido tendo o índice de rachadura de superfície de 1 ou menos calculado pelo método acima de prever a qualidade de superfície da bobina laminada a quente, em uma chapa fina, e laminar a quente a chapa fina, desse modo produzindo a bobina laminada a quente.
A bobina laminada a quente de chapa fina produzida tem quase nenhum defeito de rachadura de superfície.Em um processo de forno de arco elétrico para produzir aço derretido utilizando principalmente sucatas, elementos ordinários tais como Cu, Ni, Sn, As, Cr, Mo, Pb, etc., os quais não são removidos em um processo de fabricação de aço típico permanecem no aço. Elementos ordinários são um termo geral para microelementos que afetam negativamente a qualidade dos produtos de ferro-aço, e são difíceis de remover no processo de fabricação de aço.
Quando uma chapa fina é produzida a partir do aço derretido contendo uma grande quantidade de Cu, Sn, etc. entre tais elementos ordinários, conforme mostrado na Figura 1, os defeitos de rachadura de superfície na forma de brotos de bambu podem ocorrer na bobina laminada a quente feita a partir da chapa fina.
Quando há defeitos de superfície ou defeitos internos na bobina laminada a quente feita a partir da chapa fina, é muito difícil remover e reparar tais defeitos em processos sub-sequentes. Assim, a bobina laminada a quente de chapa fina tendo tais defeitos não pode ser vendida como um produto normal, e ocorrem perdas monetárias.Portanto, o equivalente de Cu é aplicado para prever os defeitos de rachadura de superfície.
Especificamente, o equivalente de Cu (Eq. de Cu) do aço derretido é calculado, e o equivalente de Cu calculado do aço derretido é aplicado na equação: 120x(equivalente de Cu)2-6x(equivalente de Cu). Quando o valor calculado é 1 ou menos, a chapa fina produzida utilizando fundição contínua é usada para produzir um produto de qualidade perfeita. Por outro lado, quando o valor calculado varia a partir de mais do que 1 até 2, a chapa fina produzida utilizando fundição contínua é aplicada para produzir a bobina laminada a quente de produto de qualidade comum.
Embora a proporção de composição da sucata possa ser controlada, os elementos ordinários contidos na sucata são de difícil remoção durante o processo de fabricação de aço. Assim, o equivalente de Cu do aço derretido é calculado e o índice de rachadura de superfície é calculado a partir do equivalente de Cu, e a chapa fina pode ser usada para produzir a bobina laminada a quente quer seja do produto de qualidade perfeita ou do produto de qualidade comum.
O índice de rachadura de superfície pode representar quantitativamente a taxa de geração das rachaduras de superfície que são defeitos típicos de superfície da bobina laminada a quente de chapa fina.
O índice de rachadura de superfície variando de 1 a 2 é considerado como permis- sível para a bobina laminada a quente do produto de qualidade comum. Na bobina laminada a quente de produto de qualidade perfeita, o índice de rachadura de superfície deve ser de 1 ou menos.
O produto de qualidade perfeita é utilizado para representar uma bobina laminada a quente, cujo padrão de defeito de superfície deve ser rigidamente controlado, no qual a taxa de geração de rachadura de superfície é de 10% ou menos por área de folha.
O padrão de índice de rachadura de superfície é mostrado na Tabela 1 abaixo.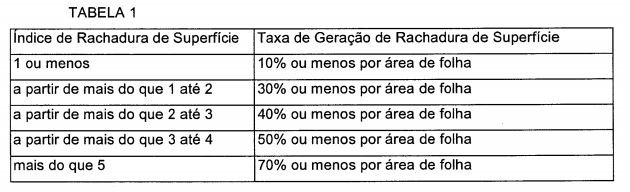 Como é evidente a partir da Tabela 1, quando o índice de rachadura de superfície é calculado para ser um ou menos, a bobina laminada a quente resultante pode ter uma taxa de geração de rachadura de superfície de 10% ou menos por área de folha. Se o índice de rachadura de superfície varia de 1 a 2, a bobina laminada a quente pode ter uma taxa de geração de rachadura de superfície de 30% ou menos por área de folha.
Como é evidente a partir da Tabela 1, quando o índice de rachadura de superfície é calculado para ser um ou menos, a bobina laminada a quente resultante pode ter uma taxa de geração de rachadura de superfície de 10% ou menos por área de folha. Se o índice de rachadura de superfície varia de 1 a 2, a bobina laminada a quente pode ter uma taxa de geração de rachadura de superfície de 30% ou menos por área de folha.
O índice de rachadura de superfície é calculado a partir do equivalente de Cu do aço derretido.O índice de rachadura de superfície é mais correlacionado com o equivalente de Cu do que com a quantidade de Cu.
Conforme mostrado nas Figuras 2 e 3, o coeficiente de correlação entre o índice de rachadura de superfície e a quantidade de Cu é de 41% (R2 = 0,1712), ao passo que o coe-ficiente de correlação entre o índice de rachadura de superfície e o equivalente de Cu é de 63% (R2 = 0,3973). Isso significa que a rachadura de superfície (defeito de superfície) da bobina laminada a quente de chapa fina pode ser prevista mediante cálculo do equivalente de Cu do aço derretido.
Portanto, o índice de rachadura de superfície para indicar a taxa de geração de ra-chadura de superfície é calculado antes de a chapa fina ser produzida em uma bobina laminada a quente.
O índice de rachadura de superfície é determinado mediante cálculo do equivalente de Cu (Eq. de Cu) do aço derretido e aplicando-se o equivalente de Cu calculado do aço derretido na equação: 120x(equivalente de Cu)2-6x(equivalente de Cu).
Para satisfazer o índice de rachadura de superfície: 120x(equivalente de Cu)2- 6x(equivalente de Cu) < 2, o equivalente de Cu do aço derretido é de 0,156 ou menos, e o equivalente de Cu é de 0,119 ou menos para satisfazer 120x(equivalente de Cu)2- 6x(equivalente de Cu) < 1 para uso no produto de qualidade perfeita.
O equivalente de Cu é calculado pela equação: [% em peso de Cu]+5[% em peso de Sn]+8[% em peso de Sb]-[% em peso de Ni]. Como tal, % em peso significa quantidade de cada um de Cu, Sn, Sb, e Ni.
Especificamente, o equivalente de Cu é determinado mediante medição das quanti-dades de Cu, Sn, Sb, e Ni de aço derretido e então substituindo-se a quantidade de cada elemento na equação: [% em peso de Cu]+8[% em peso de Sn]+5[% em peso de Sb]-[% em peso de Ni].
O equivalente de Cu (Eq. de Cu) é obtido mediante conversão dos efeitos de Cu, Sn, Sb, e Ni entre elementos ordinários relativos ao Cu.
Cu, Sn, Sb, e Ni os quais são elementos ordinários contidos na sucata estão presentes como elementos de sólido-solução de substituição no aço, e esses exibem efeitos de reforço de sólido-solução, mas geram o defeito de superfície da chapa fina.
Entre os elementos ordinários, Cu é concentrado na interface de crostas de Fe quando a chapa fina é reaquecida ou laminada a quente, causando indesejavelmente os defeitos de superfície.
No caso onde Sn é usado isoladamente no aço sem Cu, ele não é concentrado na interface das crostas de Fe, porém é difundido no Fe de base, e assim não causa defeito de superfície. Contudo, no caso onde Sn é usado em conjunto com Cu, ele é concentrado na interface das crostas de Fe, causando indesejavelmente os defeitos de superfície.Sb tem uma elevada tendência de gerar os defeitos de superfície da chapa fina.
Quando Ni é adicionado em uma quantidade igual àquela de Cu, a solubilidade de sólidos de Cu em austenita é aumentada, reduzindo assim a geração de defeitos de superfície.Considerando-se a correlação de Cu, Sn, Sb e Ni, o equivalente de Cu é mostrado.
As quantidades de Cu, Sn, Sb e Ni para calcular o equivalente de Cu são medidas mediante amostragem do aço derretido imediatamente antes da fundição contínua após término do refino. Para referência, amostragem do aço derretido significa que uma porção do aço derretido é tirada como uma amostra. O aço derretido é amostrado imediatamente antes da fundição contínua após o término do refino, e as quantidades de elementos de Cu, Sn, Sb e Ni (elementos ordinários) em adição aos elementos principais para o aço derretido são medidas.
A Tabela 2 abaixo mostra a correlação entre o índice de rachadura de superfície calculado a partir do equivalente de Cu (Eq. de Cu) do aço derretido e o defeito de rachadura de superfície da bobina laminada a quente de chapa fina.
Método de Teste: o aço derretido foi amostrado imediatamente antes da fundição contínua após o término do refino, as quantidades de Cu, Sn, Sb e Ni do aço derretido foram medidas, e as quantidades dos elementos respectivos foram substituídas na equação: [% em peso de Cu]+8[% em peso de Sn]+5[% em peso de Sb]-[% em peso de Ni] para calcular o equivalente de Cu.
O equivalente de Cu calculado foi aplicado na equação: 120x(equivalente de Cu)2- 6x(equivalente de Cu) para calcular o índice de rachadura de superfície.
Desse modo, sempre que a fundição contínua foi realizada, o aço derretido imedia-tamente antes da fundição contínua foi amostrado, o índice de rachadura de superfície foi calculado, e o aço derretido tendo o índice de rachadura de superfície de cada um de 0,5, 1, 2 e 3 foi continuamente fundido em uma chapa fina a qual foi então laminada a quente em uma bobina laminada a quente.
Então, o defeito de rachadura de superfície da superfície da bobina laminada a quente de chapa fina foi medido. [índice de Rachadura de Superfície: 12Qx(equivalente de Cu)2-6x(equivalente de Cu),equivalente de Cu: [% em peso de Cu]+5[% em peso de Sn]+8[% em peso de Sb]- [% em peso de Ni]]
[índice de Rachadura de Superfície: 12Qx(equivalente de Cu)2-6x(equivalente de Cu),equivalente de Cu: [% em peso de Cu]+5[% em peso de Sn]+8[% em peso de Sb]- [% em peso de Ni]]
Conforme é evidente a partir da Tabela 2, quando o índice de rachadura de superfície obtido mediante aplicação do equivalente de Cu do aço derretido na equação: 120x(equivalente de Cu)2-θx(equivalente de Cu) foi de 1 ou menos, o defeito de rachadura de superfície nunca foi gerado na bobina laminada a quente de chapa fina, ou mesmo quando os defeitos de rachadura de superfície foram gerados, a sua taxa de geração foi insignificante (Aços Inventivos 1, 2).
Nos resultados do cálculo do equivalente de Cu do aço derretido, quando o índice de rachadura de superfície baseado em 120x(equivalente de Cu)2-6x(equivalente de Cu) estava na faixa de a partir de mais do que 1 a 2, os defeitos de rachadura de superfície foram gerados na bobina laminada a quente de chapa fina, porém a sua taxa de geração estava no nível permissível (Aço Inventivo 3).
Contudo, nos resultados do cálculo do equivalente de Cu do aço derretido, quando o índice de rachadura de superfície baseado em 120x(equivalente de Cu)2-6x(equivalente de Cu) era mais do que 2, os defeitos de rachadura de superfície graves foram gerados na bobina laminada a quente de chapa fina (Aço Comparativo 4).
Conforme mencionado acima, quando o equivalente de Cu é calculado mediante amostragem do aço derretido imediatamente antes da fundição contínua após o término do refino e o índice de rachadura de superfície é calculado a partir do equivalente de Cu, a geração dos defeitos de rachadura de superfície da bobina laminada a quente produzida a partir da chapa fina feita do aço derretido pode ser prevista. Assim, é possível prover a chapa fina para o padrão de qualidade demandado por um consumidor.
Por exemplo, o equivalente de Cu (Eq. de Cu) do aço derretido é calculado, e o e- quivalente de Cu calculado do aço derretido é aplicado na equação: 12Qx(equivalente de Cu)2-6x(equivalente de Cu) para determinar o índice de rachadura de superfície, após o aço derretido tendo o índice de rachadura de superfície de 1 ou menos ser fundido continuamente na chapa fina que é então laminada a quente em bobina laminada a quente. Assim, o defeito de rachadura de superfície pode ser minimizado, e assim a qualidade da superfície da bobina laminada a quente de chapa fina pode ser aperfeiçoada.(Segunda Modalidade)
De acordo com outra modalidade da presente invenção, um método de prever a qualidade de superfície de uma bobina laminada a quente de chapa fina inclui calcular o equivalente de Cu (Eq. de Cu) do aço derretido, substituir o equivalente de Cu calculado do aço derretido e uma espessura de bobina ser produzida em uma equação: (equivalente de Cux100)+(1,5xespessura de bobina) para determinar um valor de correção A, aplicar o valor de correção A em uma equação 0,0067xA2-0,088xA para calcular um índice de rachadura de superfície, e prever a geração de defeito de superfície da bobina laminada a quente de chapa fina por intermédio do índice de rachadura de superfície.
Também um método de produzir a bobina laminada a quente de chapa fina de a- cordo com outra modalidade da presente invenção inclui fundir continuamente o aço derretido tendo o índice de rachadura de superfície de 1 ou menos calculado utilizando-se o método acima de prever a qualidade de superfície da bobina laminada a quente em uma chapa fina, e então laminar a quente a chapa fina em uma bobina laminada a quente.
A segunda modalidade da presente invenção considera ainda a espessura de bobina da bobina laminada a quente a ser produzida, que é diferente da primeira modalidade.
O índice de rachadura de superfície é mais correlacionado com o equivalente de Cu do que com a quantidade de Cu, e é também correlacionado com a espessura de bobina da bobina laminada a quente a ser produzida. Especificamente, em um processo de chapa fina para produzir a bobina laminada a quente utilizando aço derretido em um forno de arco elétrico, a rachadura de superfície é altamente correlacionada com o equivalente de Cu e a espessura de bobina da bobina laminada a quente.
Isso porque a taxa de geração de rachadura de superfície é aumentada quando a espessura da bobina laminada a quente a ser produzida é grossa mesmo se o equivalente a Cu for baixo.
Conforme mostrado nas Figuras 2 a 4, o coeficiente de correlação entre o índice de rachadura de superfície e a quantidade de Cu é de 41% (R2=0,1712), e o coeficiente de cor-relação entre o índice de rachadura de superfície e o equivalente de Cu é de 63% (R2=0,3973). Enquanto que o coeficiente de correlação entre o índice de rachadura de superfície e o equivalente de Cu e a espessura de bobina é de 85% (R2=0,7182) que excede 80%.
No processo de chapa fina para produzir uma bobina laminada a quente utilizando aço derretido em um forno de arco elétrico, a rachadura de superfície tem elevada correlação com dois fatores incluindo o equivalente de Cu e a espessura de bobina. Desse modo, a taxa de geração da rachadura de superfície (defeito de superfície) da bobina laminada a quente de chapa fina é prevista.
Especificamente, o índice de rachadura de superfície é calculado a partir da equação: 0,0067XA2-0,088XA. A é O valor de correção obtido quando a espessura de bobina e o equivalente de Cu são aplicados a uma equação (equivalente de Cu*100)+(1,5xespessura de bobina(T)).
A equação de índice de rachadura de superfície: 0,0067xA2-0,088xA em que A=(equivalente de Cuxl00)+(1.5xespessura de bobina) é deduzida do gráfico de correlação da Figura 4.
Nos resultados de uma pluralidade de testes, a taxa de geração de rachadura de superfície aumentou à medida que aumentou o equivalente de Cu, e também a taxa de geração de rachadura de superfície aumentou à medida que aumentou a espessura da bobina laminada a quente a ser produzida sob condições do mesmo equivalente de Cu.
Particularmente, o valor obtido pela adição de 100 vezes o valor do equivalente de Cu e 1,5 vezes o valor da espessura de bobina tinha elevada correlação com o índice de rachadura de superfície, o qual foi representado graficamente, pelo que a equação de índice de rachadura de superfície: 0,0067xA2-0,088xA em que A=(equivalente de Cux100)+(1.5xespessura de bobina(T)) foi deduzida.
O equivalente de Cu é calculado pela equação: k1 [% em peso de Cu]+k2[% em peso de Sn]+k3[% em peso de Sb]+k4[% em peso de Ni]. Os coeficientes são k1= 1, k2= 5, k3= 8, k4= -1. Na equação de equivalente de Cu, o elemento que afeta intensamente o defeito de rachadura de superfície é o Cu, e os outros coeficientes exceto para Cu têm faixas permissíveis predeterminadas.
Especificamente, k2 de 3 ~ 8, k3 de 5 ~ 10, k4 de -0,7 ~ 1,5 são possíveis. Nesse caso, contudo, o gráfico da Figura 4 é movido em paralelo para a esquerda no sentido para cima ou direita no sentido para baixo, e o índice de rachadura de superfície e o coeficiente de correlação são assim ligeiramente diminuídos.
Portanto, é mais preferível que o equivalente de Cu seja calculado pela equação: [% em peso de Cu]+5[% em peso de Sn]+8[% em peso de Sb]-[% em peso de Ni],
O método de calcular o equivalente de Cu e o padrão do índice de rachadura de superfície são idênticos conforme descrito na primeira modalidade, e uma sua descrição é omitida.
Quando o índice de rachadura de superfície varia de 1 a 2, ele é permissível em uma bobina laminada a quente de produto de qualidade comum, e no caso de uma bobina laminada a quente de produto de qualidade perfeita, o índice de rachadura de superfície é 1 ou menos, o que é idêntico ao da primeira modalidade.
O processo de prever a qualidade de superfície da bobina laminada a quente de chapa fina é descrito abaixo.O equivalente de Cu (Eq. de Cu) do aço derretido imediatamente antes da fundição contínua após conclusão do refino é calculado, e o equivalente de Cu calculado do aço der-retido e a espessura de bobina a ser produzida são aplicados na equação: (equivalente de Cux100)+(1,5xespessura de bobina) para determinar o valor de correlação A no qual a es-pessura de bobina a ser produzida é aplicada junto com o equivalente de Cu. O valor de correção A é aplicado na equação: 0,0067xA2-0,088xA para calcular o índice de rachadura de superfície.
Se o índice de rachadura de superfície calculado é 1 ou menos, a chapa fina produzida utilizando fundição contínua pode ser aplicada a um produto de qualidade perfeita. Se o índice de rachadura de superfície calculado varia de 1 a 2, uma chapa fina produzida utilizando fundição contínua pode ser empregada na produção de uma bobina laminada a quente de produto de qualidade comum.
O A que satisfaz o índice de rachadura de superfície: 0,0067xA2-0,088><A<2 é 25 ou menos, e o A que satisfaz 0,0067*A2-0,088xAá1 para o produto de qualidade perfeita é de 20 ou menos.
O aço derretido tendo o índice de rachadura de superfície calculado de 1 ou menos é continuamente fundido na chapa fina, a qual é então laminada a quente em uma bobina laminada a quente. Desse modo, a bobina laminada a quente assim obtida pode ter quase nenhum defeito de rachadura de superfície.
Resumidamente, a taxa de geração de rachadura de superfície pode ser prevista pelo índice de rachadura de superfície calculado antes da produção da bobina laminada a quente a partir da chapa fina, desse modo possibilitando a produção de uma bobina laminada a quente de chapa fina adaptada para o padrão de qualidade demandado por um consumidor.
A Tabela 3 abaixo mostra a correlação entre o índice de rachadura de superfície calculado a partir do equivalente de Cu (Eq. de Cu) do aço derretido e a espessura de bobina a ser produzida e os defeitos de rachadura de superfície da bobina laminada a quente de chapa fina produzida.
Método de Teste: o aço derretido é amostrado imediatamente antes da fundição contínua após término do refino, as quantidades de Cu, Sn, Sb e Ni que são os elementos ordinários no aço derretido são medidas, e as quantidades são substituídas na equação: [% em peso de Cu]+5[% em peso de Sn]+8[% em peso de Sb]-[% em peso de Ni] para calcular o equivalente de Cu (Eq. de Cu).
O equivalente de Cu calculado e a espessura de bobina demandada por um consumidor são substituídos na equação: (equivalente de Cux100)+(1,5 x espessura de bobina), e assim o valor de correção A é determinado.
O valor de correção determinado A é substituído na equação: 0,0067*A2-0,088xA para calcular o índice de rachadura de superfície.
Subsequentemente, o aço derretido é continuamente fundido na chapa fina que é então laminada a quente em bobina laminada a quente. Como tal, no caso onde a chapa fina produzida mediante fundição contínua do aço derretido tem o índice de rachadura de superfície de cada um de 0,5; 1; 2 e 3 calculado utilizando o processo acima foi fabricada em uma bobina laminada a quente, a taxa de geração de rachadura de superfície da bobina laminada a quente efetiva foi medida.
Como é evidente a partir da Tabela 2, o equivalente de Cu do aço derretido e a espessura de bobina a ser produzida são substituídos na equação: (equivalente de Cux100)+(1,5 x espessura de bobina) para determinar o valor de correção A, o qual é então 5 aplicado na equação: 0,0067*A2-0,088xA para determinar o índice de rachadura de superfície. Como tal, quando o índice de rachadura de superfície era de 1 ou menos, o defeito de rachadura de superfície nunca foi gerado na bobina laminada a quente de chapa fina, ou mesmo quando os defeitos de rachadura de superfície foram gerados, a sua taxa de gera- ção foi insignificante (Aços Inventivos 1, 2, 5, 6).
Além disso, quando o índice de rachadura de superfície estava na faixa a partir de mais do que 1 a 2, os defeitos de rachadura de superfície foram gerados na bobina laminada a quente de chapa fina, mas a sua taxa de geração foi tipicamente permissível (Aços Inventivos 3, 7).
Contudo, o índice de rachadura de superfície excedendo 2 resultou na geração de graves defeitos de rachadura de superfície na bobina laminada a quente de chapa fina (A- ços Comparativos 4, 8).
Adicionalmente, sob condições do mesmo equivalente de Cu do aço derretido, quando a espessura de bobina era fina, o defeito de rachadura de superfície não ocorreu, enquanto que quando a espessura de bobina era grossa os defeitos de rachadura de superfície foram gerados (Aço Inventivo 5, Aço Comparativo 9). Para referência, a espessura de chapa resultante da fundição contínua da chapa fina é de 40 ~ 100 mm, e a espessura da bobina laminada quente é de 4 ~ 20 mm.
Conforme mencionado acima, o aço derretido é amostrado imediatamente antes da fundição contínua após término do refino, o equivalente de Cu é calculado, e o equivalente de Cu do aço derretido e a espessura de bobina a ser produzida são aplicados para calcular o índice de rachadura de superfície, e o defeito de rachadura de superfície gerado a partir da produção da bobina laminada a quente a partir da chapa fina feita de aço derretido pode ser previsto. Portanto, é possível prover a chapa fina adaptada para o padrão de qualidade demandado por um consumidor.
Por exemplo, o equivalente de Cu do aço derretido é calculado, e o equivalente de Cu calculado do aço derretido e a espessura de bobina a ser produzida, são aplicados na equação: (equivalente de Cu x 100)+(1,5 x espessura de bobina) para determinar o valor de correção A. Esse valor de correção A é aplicado na equação: 0,0067xA2-0,088xA para calcular o índice de rachadura de superfície. O aço derretido tendo o índice de rachadura de superfície calculado de 1 ou menos é continuamente fundido na chapa fina que é então laminada a quente em uma bobina laminada a quente. Desse modo, o defeito de rachadura de superfície pode ser minimizado e a qualidade de superfície da bobina laminada a quente de chapa fina pode ser aperfeiçoada.(Terceira Modalidade)
De acordo com uma modalidade adicional da presente invenção, um método de produzir uma bobina laminada a quente de chapa fina inclui prever a geração de defeito de superfície da bobina laminada a quente de chapa fina com base em um índice de rachadura de superfície deduzido pela correlação entre o equivalente de Cu (Eq. de Cu) de aço derretido e uma espessura de bobina, e determinar a espessura de bobina a ser produzida.
A terceira modalidade da presente invenção é um método de minimizar o defeito de rachadura de superfície que é o defeito de superfície típico da bobina laminada a quente produzido a partir da chapa fina. De acordo com a terceira modalidade, a espessura de bobina a ser produzida é variavelmente determinada dependendo do equivalente de Cu calculado no processo de aço derretido quando produzindo a bobina laminada a quente a partir da chapa fina, que é diferente da segunda modalidade.
Especificamente, o equivalente de Cu (Eq. de Cu) do aço derretido é calculado, e o equivalente de Cu calculado do aço derretido e a espessura de bobina a ser produzida são aplicadas na equação: (equivalente de Cu x 100)+(1,5 x espessura de bobina) para determinar um valor de correção A, após o que o valor de correção A é aplicado na equação: 0,0067XA2-0,088XA para calcular o índice de rachadura de superfície, e a geração de defeito de superfície da bobina laminada a quente de chapa fina é prevista pelo índice de rachadura de superfície. Com base nos resultados previstos, a espessura de bobina a ser produzida é determinada na faixa que impede a geração dos defeitos de superfície.
Conforme mostrado na Figura 5, quando a espessura de bobina é grossa apesar do equivalente de Cu baixo, a taxa de geração de rachadura de superfície é alta.
Por exemplo, sob condições do equivalente de Cu sendo 0,1, o processo de lami- nação na espessura de bobina de 7 resulta em que o índice de rachadura de superfície é previsto como sendo 1, enquanto que o processo de laminação da espessura de laminação de 10 resulta em que o índice de rachadura de superfície é previsto como sendo 2.
Assim, o equivalente de Cu do aço derretido é calculado, e o índice de rachadura de superfície é previsto a partir do equivalente de Cu calculado do aço derretido, e a espessura de bobina adaptada para o padrão de qualidade demandado por um consumidor é determinada.
Tipicamente, na fundição contínua, o número de eventos de despejamento de aço derretido dentro de uma calha geralmente é estabelecido em 6 ou 9 embora isso dependa do tipo de aço. Isso significa que o equivalente do Cu do aço derretido pode variar sempre que for realizada fundição contínua.
A partir da laminação da chapa fundida continuamente, a espessura final da bobina tem o limite superior e o limite inferior dependendo do tipo de aço. Assim, o equivalente de Cu do aço derretido é calculado imediatamente antes da fundição contínua após o término do refino, e a espessura de bobina é determinada de modo que o índice de rachadura de superfície de qualidade demandada é obtido a partir do equivalente de Cu calculado do aço derretido, e então o processo de laminação é realizado.
O método de calcular o equivalente de Cu e o padrão do índice de rachadura de superfície são idênticos como na segunda modalidade, e uma sua descrição é omitida.
O método de produzir a bobina laminada a quente de chapa fina é descrito abaixo.Por exemplo, o equivalente de Cu (Eq. de Cu) do aço derretido é calculado imedia- tamente antes da fundição contínua após o término do refino, e o equivalente de Cu calculado de aço derretido e a espessura de bobina a ser produzida são substituídos na equação: (equivalente de Cu x 100)+(1,5 x espessura de bobina) para determinar o valor de correção A. O valor de correção A é aplicado na equação: 0,0067xA2-0,088xA para calcular o índice de rachadura de superfície.
A geração de defeito de superfície da bobina laminada a quente de chapa fina é prevista pelo índice de rachadura de superfície. A espessura de bobina é determinada com base nos resultados previstos.
Como tal, a espessura de bobina pode ser determinada para ser um valor na faixa na qual o índice de rachadura de superfície calculado satisfaz o índice de rachadura de superfície de qualidade demandada.
Além disso, por exemplo, se houver a solicitação de um consumidor, a quantidade de produção e a largura da bobina laminada a quente a ser produzida são determinadas.
A correlação entre o equivalente de Cu e a espessura de bobina com base na e- quação de índice de rachadura de superfície: 0,0067xA2-0,088xA em que A=(equivalente de Cu x 100)+(1,5 x espessura de bobina) é deduzido, e os dados para prever a geração de defeito de superfície de uma bobina laminada a quente são obtidos.
Subsequentemente, o equivalente de Cu (Eq. de Cu) do aço derretido é calculado imediatamente antes da fundição contínua após término do refino. Com base no equivalente de Cu calculado do aço derretido e os dados previstos, a espessura de bobina a ser produzida é determinada. Como tal, a espessura de bobina é determinada de modo a se obter o índice de rachadura de superfície que satisfaça o padrão de qualidade demandado por um consumidor.
Por exemplo, conforme mostrado na Figura 5, quando o equivalente de Cu calculado do aço derretido é de 0,1, a espessura de bobina é determinada como sendo 7 ou menos para se obter o índice de rachadura de superfície de 1 ou menos, e a laminação é então realizada. Além disso, quando o equivalente de Cu calculado do aço derretido é de 0,07, a espessura de bobina é determinada para ser de 9 ou menos para se obter o índice de rachadura de superfície de 1 ou menos, e a laminação é então conduzida.
Quando o equivalente de Cu calculado do aço derretido é 0,1, a espessura de bobina é determinada para ser 10 ou menos para se obter o índice de rachadura de superfície de 2 ou menos, e então o processo de laminação é realizado.
No caso onde o equivalente de Cu do aço derretido calculado na faixa que satisfaz o padrão de qualidade demandado por um consumidor é baixo, a espessura de bobina pode ser determinada para ser grossa. Ao contrário, se o equivalente de Cu for comparativamente alto, a espessura de bobina pode ser determinada para ser fina, e então o processo de laminação pode ser realizado.
Resumidamente, a geração de defeito de superfície da bobina laminada a quente de chapa fina é prevista mediante uso do equivalente e Cu para o índice de rachadura de superfície, e a espessura de bobina pode ser então determinada.
Conforme mostrado na Figura 6, o método de produzir a bobina laminada a quente de chapa fina para reduzir o defeito de superfície da bobina laminada a quente inclui (1) de-terminar a produção por intermédio da solicitação de um consumidor, (2) medir as quantidades de Cu, Sn, Sb e Ni do aço derretido a partir da produção para calcular o equivalente de Cu (Eq. de Cu), (3) aplicar o equivalente de Cu calculado do aço derretido a um índice de rachadura de superfície deduzido pela correlação entre o equivalente de Cu (Eq. de Cu) do aço derretido e a espessura de bobina, desse modo determinando a espessura de bobina a ser produzida de modo que a geração de defeito de superfície é suprimida, e (4) fundir continuamente o aço derretido em uma chapa fina que é então laminada a quente para ter a espessura de bobina determinada na etapa (3) para a bobina laminada a quente.
Conforme mencionado acima, o equivalente de Cu do aço derretido é calculado, e a espessura de bobina a ser produzida é determinada com base no índice de rachadura de superfície deduzido pela correlação entre o equivalente de Cu (Eq. de Cu) do aço derretido e a espessura de bobina, e então laminação é realizada para fabricação da bobina laminada a quente que satisfaz à qualidade de superfície demandada por um consumidor.
Além disso, mesmo quando a bobina laminada a quente produzida utilizando o método acima não satisfaz um tipo superior a partir da avaliação de sua qualidade, ela pode ser provida a um consumidor mediante mudança de seu tipo a partir de produto de qualidade perfeita para um produto de qualidade comum.
A Tabela 4 abaixo mostra os resultados da laminação da bobina quando a espessura de bobina tiver sido determinado de modo que o índice de rachadura de superfície com base no equivalente de Cu do aço derretido e a espessura de bobina a ser produzida satisfazem o índice de rachadura de superfície para a qualidade demandada.
 [Calor n°: o número de operações de fundição contínuas-contínuas, N° de chapa: chapa produzida mediante fundição contínua][Exemplos Comparativos]
[Calor n°: o número de operações de fundição contínuas-contínuas, N° de chapa: chapa produzida mediante fundição contínua][Exemplos Comparativos]
O aço derretido é amostrado imediatamente antes da fundição contínua após o 5 término do refino, as quantidades de Cu, Sn, Sb e Ni que são os elementos ordinários no aço derretido são medidas, e essas quantidades são aplicadas em uma equação: [% em peso de Cu]+5[% em peso de Sn]+8[% em peso de Sb]-[% em peso de Ni] para calcular um equivalente de Cu (Eq. de Cu).
O equivalente de Cu calculado e a espessura de bobina demandada por um con- 10 sumidor são substituídos em uma equação: (equivalente de Cu x 100)+(1,5 x espessura de bobina) para determinar um valor de correção A no qual a espessura de bobina e o equivalente de Cu são aplicados.
O valor de correção determinado A é substituído em uma equação: 0,0067 x A2 - 0,088xA para calcular um índice de rachadura de superfície. Posteriormente, o aço derre- 15 tido é continuamente fundido em uma chapa fina a qual é então laminada a quente para bobina laminada a quente.[Exemplos Inventivos]
O equivalente de Cu e a espessura de bobina demandada por um consumidor são substituídos em uma equação: (equivalente de Cu x 100)+(1,5 x espessura de bobina) 20 para determinar um valor de correção A no qual a espessura de bobina e o equivalente de Cu são aplicados. O valor de correção determinado A é substituído em uma equação: 0,0067 x A2 - 0,088xA para calcular um índice de rachadura de superfície.
Desse modo, a correlação entre o equivalente de Cu e a espessura de bobina para obter o índice de rachadura de superfície é deduzido, e assim os dados para prever a 25 geração de defeito de superfície da bobina laminada a quente de chapa fina são obtidos.
Subsequentemente, o aço derretido é mostrado imediatamente antes da fundição contínua após término do refino, e as quantidades Cu, Sn, Sb e Ni que são os elementos ordinários no aço derretido são medidas, e as quantidades medidas são substituídas em uma equação: [% em peso de Cu]+5[% em peso de Sn]+8[% em peso de Sb]-[% em peso de Ni] para calcular o equivalente de Cu (Eq. de Cu).
Com base nos dados previstos acima, a espessura de bobina é determinada de modo que o equivalente de Cu calculado e a espessura de bobina a ser produzida satisfazem o índice de rachadura de superfície para a qualidade demandada, e então a laminação é realizada.
Então, em decorrência da sua taxa de geração de rachadura de superfície, é de-terminado se a qualidade da bobina laminada a quente efetiva satisfaz o padrão demandado.
Conforme mostrado na Tabela 4, nos exemplos comparativos a bobina laminada a quente produzida não satisfez o índice de rachadura de superfície de 1 ou menos corres-pondendo à qualidade demandada. Embora o índice de rachadura de superfície possa ser previsto a partir do equivalente de Cu e a espessura de bobina a ser produzida, quando o índice de rachadura de superfície não satisfaz a qualidade demandada, a bobina laminada a quente não deve ser aproveitada e assim ela é ineficiente.
Nos exemplos inventivos, todas as bobinas laminadas a quente tinham um índice de rachadura de superfície de 1 ou menos correspondendo à qualidade demandada. Isso porque a espessura de bobina é determinada na faixa que satisfaz o índice de rachadura de superfície da qualidade demandada.
Quando o equivalente de Cu é baixo, a espessura de bobina pode ser determinada para ser grossa na faixa que satisfaz o padrão de qualidade demandado por um consumidor, e então a laminação é realizada. Como comparação, quando o equivalente de Cu é alto, a espessura de bobina é determinada para ser fina na faixa que satisfaz o padrão de qualidade demandado por um consumidor, e então a laminação é realizada.
Mesmo quando a quantidade de bobina laminada a quente a ser produzida é de-terminada pela solicitação de um consumidor, a espessura de bobina é determinada de forma variável na faixa que satisfaz o índice de rachadura de superfície, desse modo o rendimento efetivo é aperfeiçoado.
Embora as modalidades preferidas da presente invenção tenham sido reveladas para fins ilustrativos, aqueles versados na técnica considerarão que diversas modificações, adições e substituições são possíveis, sem se afastar do escopo e espírito da invenção conforme revelados nas reivindicações anexas.
Claims (3)
1. Método de fazer uma folha de aço laminada a quente, incluindo um processo de refinar, um processo de fundição contínuo e um processo de laminação a quente que ocorrem sequencialmente, o método CARACTERIZADO pelo fato de que compreende:medir a quantidade (em peso) de cada um de cobre (Cu), estanho (Sn), antimônio (Sb) e níquel (Ni) contidos em pelo menos uma porção de aço derretido após o processo de refinar e antes do processo de fundição contínuo e calcular a porcentagem em peso (% de peso) de cobre (Cu), de estanho (Sn), de antimônio (Sb) e de níquel (Ni) na dita porção de aço derretido;calcular um valor equivalente de cobre (eq. de cobre) pela seguinte equaçãoeq. de Cu (valor equivalente de cobre) = [% em peso de Cu] +5x[% em peso de Sn] +8x[% em peso de Sb] +(-1)x[% em peso de Ni],utilizando a porcentagem em peso que foi medida de cada um de Cu, Sn, Sb e Ni, onde a % em peso de Cu, % em peso de Sn, % em peso de Sb e % em peso de Ni são quantidades percentuais em peso de Cu, Sn, Sb e Ni no aço derretido, respectivamente;determinar um valor de espessura para a folha de aço laminada a quente a ser produzida;calcular a taxa de geração de rachadura de superfície da folha de aço laminada a quente a ser produzida, utilizando o valor equivalente de cobre e o valor de espessura;se a taxa de geração de rachadura de superfície estimada for igual ou menor do que 2, o aço derretido é fundido em uma chapa utilizando o processo de fundição contínuo; ea chapa é laminada a quente em uma folha de aço laminada a quente tendo a espessura do valor de espessura utilizando o processo de laminação a quente, quando determinado que a taxa de geração de rachadura de superfície estimada é igual ou menor do que 2;em que a taxa de geração de rachadura de superfície estimada, compreende calcular um índice de rachadura de superfície mediante uso das seguintes equações:índice de rachadura de superfície = 0,0067x{(eq. de Cu) x 100+1,5 x (valor de es-pessura)} 2- 0,088x{(eq. de Cu) x 100+1,5 x (valor de espessura)},em que a taxa de geração de rachadura de superfície é estimada utilizando-se o índice de rachadura de superfície.
2. Método, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que compreende ainda:determinar um valor de espessura modificado, que é diferente do valor de espessura, quando determinado que a taxa de geração de rachadura de superfície estimada é maior do que 2; calcular a taxa de geração de rachadura de superfície para o valor de espessura modificado da chapa de aço laminada a quente a ser produzido, utilizando o valor equivalente de cobre e o valor de espessura modificada;laminar a quente a chapa em uma folha de aço laminada a quente tendo a espessura do valor de espessura modificado utilizando o processo laminar a quente, quando determinado que a taxa de geração de rachadura de superfície estimada para o valor de espessura modificado é igual ou menor do que 2,em que a taxa de geração de rachadura de superfície é estimada para o valor de espessura modificado, que compreende calcular um índice de rachadura de superfície mediante uso das seguintes equações:índice de rachadura de superfície = 0,0067x{(eq. de Cu) x 100+1,5 x (valor de es-pessura modificado)} 2- 0,088x{(eq. de Cu) x 100+1,5 x (valor de espessura modificado)}.
3. Método de fazer uma chapa de aço laminada a quente, incluindo um processo de refinar, um processo de fundição contínuo e um processo de laminação a quente que ocorrem sequencialmente, o método CARACTERIZADO pelo fato de que compreende:medir a quantidade de cada um de cobre (Cu), estanho (Sn), antimônio (Sb) e níquel (Ni) contidos em pelo menos uma porção de aço derretido após o processo de refinar e antes do processo de fundição contínuo e calcular a porcentagem em peso (% de peso) de cobre (Cu), de estanho (Sn), de antimônio (Sb) e de níquel (Ni) na dita porção de aço derretido;calcular um valor equivalente de cobre (eq. de cobre) pela seguinte equaçãoeq. de Cu (valor equivalente de cobre) = [% em peso de Cu] + 5x[% em peso de Sn] + 8x[% em peso de Sb] + (-1)x[% em peso de Ni],utilizando a porcentagem em peso medida de cada um de Cu, Sn, Sb e Ni, onde a % em peso de Cu, % em peso de Sn, % em peso de Sb e % em peso de Ni são quantidades percentuais em peso de Cu, Sn, Sb e Ni no aço derretido, respectivamente;calcular a taxa de geração de rachadura de superfície da chapa de aço laminada a quente a ser produzido, utilizando o valor equivalente de cobre;se a taxa de geração de rachadura de superfície estimada é igual ou menor do que 2, o aço derretido é fundido em uma chapa utilizando o processo de fundição contínuo; ea chapa é laminada a quente em uma folha de aço laminada a quente utilizando o processo de laminação a quente quando a taxa de geração de rachadura for menor do que 2,em que a taxa de geração de rachadura de superfície estimada, compreende calcular um índice de rachadura de superfície mediante uso das seguintes equações:índice de rachadura de superfície = 120x{(eq. de Cu)2 - 6x{(eq. de Cu), em que a taxa de geração de rachadura de superfície é estimada utilizando-se o índice de rachadura de superfície.
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020090057881A KR101100485B1 (ko) | 2009-06-26 | 2009-06-26 | 박슬라브 열연코일의 표면품질 예측 방법 및 이를 이용한 박슬라브 열연코일의 제조방법 |
| KR10-2009-0057881 | 2009-06-26 | ||
| KR1020090068093A KR101149299B1 (ko) | 2009-07-24 | 2009-07-24 | 박슬라브 열연코일의 표면품질 예측 방법 및 이를 이용한 박슬라브 열연코일의 제조방법 |
| KR10-2009-0068093 | 2009-07-24 | ||
| KR1020090079868A KR101160026B1 (ko) | 2009-08-27 | 2009-08-27 | 박슬라브 열연코일의 표면 결함 저감 방법 |
| KR10-20090079868 | 2009-08-27 | ||
| PCT/KR2010/004130 WO2010151071A2 (ko) | 2009-06-26 | 2010-06-25 | 박슬라브 열연코일의 표면품질 예측방법 및 이를 이용한 박슬라브 열연코일의 제조방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BRPI1011073A2 BRPI1011073A2 (pt) | 2016-04-12 |
| BRPI1011073B1 true BRPI1011073B1 (pt) | 2021-07-27 |
Family
ID=43387063
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BRPI1011073-9A BRPI1011073B1 (pt) | 2009-06-26 | 2010-06-25 | Método para prever a qualidade de superfície de bobina laminada a quente de chapa fina e método para produzir bobina laminada a quente de chapa fina utilizando o mesmo |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8220525B2 (pt) |
| JP (1) | JP5556886B2 (pt) |
| CN (1) | CN102458717B (pt) |
| BR (1) | BRPI1011073B1 (pt) |
| WO (1) | WO2010151071A2 (pt) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI461947B (zh) * | 2011-02-08 | 2014-11-21 | China Steel Corp | 預測連鑄鋼胚是否具有表面橫向裂縫的方法 |
| US9682334B2 (en) | 2013-03-13 | 2017-06-20 | Ecolab Usa Inc. | Solid water separation to sample spray water from a continuous caster |
| CN105301005B (zh) * | 2015-11-11 | 2018-12-14 | 首钢集团有限公司 | 一种预测热轧卷表面缺陷在铸坯厚度方向位置的方法 |
| CN108677080B (zh) * | 2018-05-08 | 2020-01-07 | 德龙钢铁有限公司 | 一种高废钢比生产模式下消除铸坯角部横裂纹的方法 |
| CN114971064B (zh) * | 2022-06-14 | 2024-08-20 | 冶金自动化研究设计院有限公司 | 基于NGBoost算法的热轧带钢表面缺陷预测方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2838468B2 (ja) * | 1993-04-21 | 1998-12-16 | 新日本製鐵株式会社 | 熱間圧延での割れを防止するCr−Ni系ステンレス合金の製造方法 |
| JP2838467B2 (ja) * | 1993-04-21 | 1998-12-16 | 新日本製鐵株式会社 | 表面疵の発生しないCr−Ni系ステンレス合金の製造方法 |
| TW363082B (en) * | 1994-04-26 | 1999-07-01 | Nippon Steel Corp | Steel sheet having high strength and being suited to deep drawing and process for producing the same |
| JP3373078B2 (ja) * | 1995-04-06 | 2003-02-04 | 新日本製鐵株式会社 | 冷延表面品質の優れたオーステナイト系ステンレス鋼薄帯状鋳片の製造方法および鋳片 |
| JP3595369B2 (ja) * | 1995-04-06 | 2004-12-02 | 新日本製鐵株式会社 | 表面品質の優れたオーステナイト系ステンレス鋼薄板の製造方法 |
| JP3042398B2 (ja) * | 1996-03-27 | 2000-05-15 | 住友金属工業株式会社 | 鋳片表面割れの抑制方法 |
| JP2000178655A (ja) | 1998-12-11 | 2000-06-27 | Nippon Steel Corp | 表面性状に優れた鋼板およびその製造方法 |
| KR20010047209A (ko) * | 1999-11-18 | 2001-06-15 | 이구택 | 미니밀 공정에서의 품질예지방법 |
| KR20020001440A (ko) * | 2000-06-28 | 2002-01-09 | 이구택 | 미니밀 공정에서의 수주분석을 통한 대표사이즈 압연방법 |
| DE10349400B3 (de) * | 2003-10-21 | 2005-06-16 | Thyssenkrupp Nirosta Gmbh | Verfahren zum Herstellen von gegossenem Stahlband |
| JP2005240158A (ja) | 2004-02-27 | 2005-09-08 | Jfe Steel Kk | 方向性電磁鋼板の製造方法 |
| JP4710458B2 (ja) * | 2005-07-19 | 2011-06-29 | 住友金属工業株式会社 | 回転子用無方向性電磁鋼板の製造方法 |
| JP2007237194A (ja) * | 2006-03-06 | 2007-09-20 | Nippon Steel Corp | Cu含有鋼材の熱間圧延方法 |
| CN101397626B (zh) * | 2007-12-07 | 2012-04-11 | 江苏沙钢集团有限公司 | 高强度高韧性热轧钢板及其生产方法 |
-
2010
- 2010-06-25 BR BRPI1011073-9A patent/BRPI1011073B1/pt active IP Right Grant
- 2010-06-25 WO PCT/KR2010/004130 patent/WO2010151071A2/ko not_active Ceased
- 2010-06-25 CN CN201080024784.1A patent/CN102458717B/zh not_active Expired - Fee Related
- 2010-06-25 JP JP2012513886A patent/JP5556886B2/ja not_active Expired - Fee Related
-
2011
- 2011-12-02 US US13/310,132 patent/US8220525B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012528723A (ja) | 2012-11-15 |
| JP5556886B2 (ja) | 2014-07-23 |
| CN102458717A (zh) | 2012-05-16 |
| WO2010151071A3 (ko) | 2011-03-31 |
| CN102458717B (zh) | 2015-01-28 |
| BRPI1011073A2 (pt) | 2016-04-12 |
| WO2010151071A9 (ko) | 2011-05-05 |
| US8220525B2 (en) | 2012-07-17 |
| WO2010151071A2 (ko) | 2010-12-29 |
| US20120073778A1 (en) | 2012-03-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6297159B2 (ja) | 最適化された、組織シミュレータ、組織モニタ及び/又は組織モデルを用いて金属の鋼合金及び/又は鉄合金を熱間圧延機及び厚板圧延機において製造するのため方法 | |
| BRPI1011073B1 (pt) | Método para prever a qualidade de superfície de bobina laminada a quente de chapa fina e método para produzir bobina laminada a quente de chapa fina utilizando o mesmo | |
| Todoroki et al. | Effect of crystallization behavior of mold flux on slab surface quality of a Ti-bearing Fe–Cr–Ni super alloy cast by means of continuous casting process | |
| CN102776451B (zh) | 镍铁光谱标准样品及其制备方法 | |
| El-Bealy | On the formation of macrosegregation and interdendritic cracks during dendritic solidification of continuous casting of steel | |
| CN112613241B (zh) | 连铸压下过程连铸坯高温两相区本构模型及其建立方法 | |
| CN103290253A (zh) | 铜合金 | |
| TW201326419A (zh) | 極薄電磁鋼板 | |
| CN109402453A (zh) | 一种高流动性压铸用锌合金 | |
| Yin et al. | Quantitative Characterization of Beta Fleck Segregation in a Ti-17 Alloy Ingot Produced by Vacuum Arc Remelting Without Electromagnetic Stirring | |
| KR20140114059A (ko) | 구리 합금 | |
| RU2792018C1 (ru) | Способ получения биметаллического слитка | |
| TWI550093B (zh) | 高表面品質鋁合金片材及其製造方法 | |
| Řeháčková et al. | Possibilities of complex experimental study of thermophysical and thermodynamic properties of selected steels | |
| JP5387497B2 (ja) | 連続鋳造による高合金鋼の製造方法 | |
| JP7126098B2 (ja) | 鋼の連続鋳造方法 | |
| CN114603157A (zh) | 一种马氏体模具钢及其制备方法 | |
| CN115502233A (zh) | 板坯加热参数的获取方法、板坯加热方法及钢板板坯 | |
| JP2017080787A (ja) | 鋼の連続鋳造方法 | |
| Benavidez et al. | Microstructural characteristics of mold fluxes associated to their thermal behavior | |
| CN111842827A (zh) | 铸坯中心偏析的控制方法 | |
| CN116372104B (zh) | 一种抑制铸造热裂纹的铸钢制造方法 | |
| CN105316610A (zh) | 一种2a90铝合金在提高抗拉强度后的处理工艺 | |
| CN110669959A (zh) | 一种弹性青铜合金及其制备方法 | |
| TW201233990A (en) | Method for predicting if continuously cast slab has surface transverse cracks |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B07A | Application suspended after technical examination (opinion) [chapter 7.1 patent gazette] | ||
| B09B | Patent application refused [chapter 9.2 patent gazette] | ||
| B12B | Appeal against refusal [chapter 12.2 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 25/06/2010, OBSERVADAS AS CONDICOES LEGAIS. PATENTE CONCEDIDA CONFORME ADI 5.529/DF, QUE DETERMINA A ALTERACAO DO PRAZO DE CONCESSAO. |