BRPI1011869B1 - Bocal submerso para lingotamento contínuo - Google Patents
Bocal submerso para lingotamento contínuo Download PDFInfo
- Publication number
- BRPI1011869B1 BRPI1011869B1 BRPI1011869-1A BRPI1011869A BRPI1011869B1 BR PI1011869 B1 BRPI1011869 B1 BR PI1011869B1 BR PI1011869 A BRPI1011869 A BR PI1011869A BR PI1011869 B1 BRPI1011869 B1 BR PI1011869B1
- Authority
- BR
- Brazil
- Prior art keywords
- discharge holes
- discharge
- holes
- nozzle
- casting mold
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 54
- 239000010959 steel Substances 0.000 claims abstract description 54
- 238000005266 casting Methods 0.000 claims abstract description 45
- 238000009749 continuous casting Methods 0.000 claims abstract description 14
- 229910001208 Crucible steel Inorganic materials 0.000 claims abstract description 8
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 abstract 2
- 229910052742 iron Inorganic materials 0.000 abstract 1
- 238000012360 testing method Methods 0.000 description 11
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 11
- 238000009826 distribution Methods 0.000 description 9
- 230000001603 reducing effect Effects 0.000 description 8
- 230000007547 defect Effects 0.000 description 7
- 230000000694 effects Effects 0.000 description 7
- 239000012530 fluid Substances 0.000 description 7
- 230000000052 comparative effect Effects 0.000 description 5
- 238000005516 engineering process Methods 0.000 description 4
- 238000005259 measurement Methods 0.000 description 3
- 230000005499 meniscus Effects 0.000 description 3
- 238000007711 solidification Methods 0.000 description 3
- 230000008023 solidification Effects 0.000 description 3
- 238000007599 discharging Methods 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 229910018125 Al-Si Inorganic materials 0.000 description 1
- 229910018520 Al—Si Inorganic materials 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/103—Distributing the molten metal, e.g. using runners, floats, distributors
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
Abstract
bocal submerso para fundição contínua a presente invenção refere-se a um bocal submerso para fundição contínua, o qual descarrega um aço fundido em um molde de fundição para fundição contínua de um ferro de aço, o bocal submerso compreendendo um corpo principal de bocal cilíndrico em que: quatro orifícios de descarga de aço fundido são formados em uma parte superior à esquerda, parte superior à direita, parte inferior à esquerda e parte inferior à direita de uma extremidade terminal do corpo principal do bocal a qual tem de ser submersa no aço fundido no molde de fundição; os dois orifícios de descarga à esquerda e os dois orifícios de descarga à direita têm um formato substancialmente simétrico em torno de um eixo do bocal; os orifícios de descarga à esquerda estão defronte a uma parede interna curta esquerda do molde de fundição; os orifícios de descarga à direita estão defronte a uma parede interna curta direita do molde de fundição; uma área de orifício dos orifícios de descarga na parte inferior é menor do que uma área de orifício dos orifícios de descarga na parte superior; e uma proporção da área de orifício dos orifícios de descarga na parte inferior para um total das áreas de orifício dos orifícios de descarga na parte superior e parte inferior é de 0,2 a 0,4.
Description
[001] A presente invenção refere-se a um bocal submerso para descarga de aço fundido em um molde de fundição no lingotamento contínuo de aço.
[002] Prioridade é reivindicada ao Pedido de Patente Japonesa No. 2009-074687, depositado em 25 de março de 2009, o conteúdo do qual é incorporado aqui por referência.
[003] Em um molde de fundição, fluxo de aço fundido descarregado dos orifícios de descarga que são simétricos na esquerda-direita em um bocal submerso colidem com as paredes internas curtas do molde e são divididos em fluxos ascendentes que se movem para cima ao longo das paredes internas do molde de fundição e fluxos descendentes que se movem para baixo ao longo das paredes internas do molde de fundição.
[004] Nesse momento, particularmente quando a velocidade de fluxo dos fluxos de descarga é rápida ou similares, há casos nos quais distribuição não uniforme de velocidade de fluxo ocorre acima e abaixo dos orifícios de descarga. Desse modo, nos fluxos ascendentes e nos fluxos descendentes, há casos nos quais o equilíbrio da velocidade de fluxo é rompido entre a direita e esquerda e fluxos de forte descarga ocorrem localmente, desse modo, variando significativamente os fluxos. Tal variação causa a geração desfavorável de incrustações de solidificação ou a ocorrência de defeitos induzidos por bolhas de ar e inclusões.
[005] A fim de resolver os problemas acima, acredita-se que é possível um lingotamento contínuo, no qual os fluxos de aço fundido em um molde de fundição são feitos para serem lentos e fluxos uniformes são formados, dessa forma, impedindo os defeitos induzidos por bolhas de ar e inclusões. De acordo com a teoria acima, por exemplo, o Documento de Patente a seguir sugere um bocal submerso do tipo com quatro orifícios (bocal com quatro orifícios) no qual dois orifícios de descarga de aço fundido são proporcionados acima e abaixo.
[006] O Documento de Patente 1 descreve que os respectivos orifícios de descarga (orifícios de descarga na parte superior e orifícios de descarga na parte inferior) proporcionados acima e abaixo em um bocal com quatro orifícios têm um formato de orifício horizontalmente longo e a distância de orifício 1 entre os orifícios de descarga na parte superior e os orifícios de descarga na parte inferior satisfaz 1 < L - Z - 64 y4 - 370, em que 'L' representa o comprimento de um molde, 'y4' representa a produtividade no bocal com quatro orifícios e 'Z' representa a distância da extremidade superior do molde para o menisco. É descrito que, nesse caso, é possível produzir fitas de alta qualidade sem laminação do pó no molde, mesmo quando a produtividade é aumentada.
[007] O Documento de Patente 2 sugere que a seção transversal do canal interno de um bocal com quatro orifícios é feita para ser pequena na porção de descarga e também a dimensão interna (seção transversal) dos orifícios de descarga na parte inferior é feita para ser menor do que a dimensão interna (seção transversal) dos orifícios de descarga na parte superior, desse modo, suprimindo a ocorrência de fluxos de descarga ascendente extremos em um molde de fundição. Dessa forma, a flutuação na superfície do aço fundido é evitada de modo a prevenir a ocorrência de defeitos, tal como contenção de pó ou semelhante.
[008] A tecnologia do Documento de Patente 1 é para resolver a pressão negativa na parte superior dos orifícios de descarga, a qual é um problema de um bocal com dois orifícios. Contudo, sob a condição do mesmo formato com os orifícios de descarga na parte superior e os orifícios de descarga na parte inferior conforme descrito no Documento de Patente 1, há um problema pelo fato de que o desvio nos orifícios de descarga na parte inferior se torna grande. Além disso, a tecnologia do Documento de Patente 2 refere-se a um bocal com um formato único tendo um ressalto formado no interior do canal. Nessa tecnologia, há um problema pelo fato de que o fluxo interno se torna instável em virtude da variação da seção transversal causada pelo ressalto e, assim, algumas vezes, a variação no fluxo a partir dos orifícios de descarga na parte superior e dos orifícios de descarga na parte inferior se torna grande.
[009] Além disso, as tecnologias acima na técnica relacionada conferem especial atenção à velocidade de fluxo do aço fundido imediatamente após ser descarregado dos orifícios de descarga e, assim, não realizam estudos suficientes com relação à velocidade de fluxo do aço fundido na proximidade das paredes internas curtas de um molde de fundição.
[0010] Por exemplo, quando a velocidade de fluxo do aço fundido que colide com posições na parte superior, onde incrustações de solidificação são finas, é rápida em virtude da ação do fluxo de colisão, as incrustações de solidificação são fundidas novamente e a operação se torna instável. Além disso, mesmo quando a velocidade de fluxo do fluxo descendente é rápida, bolhas de ar ou inclusões se incrustam profundamente nas fitas através do fluxo descendente, de modo a causar defeitos de qualidade.
[0011] Como tal, há casos nos quais simplesmente a redução da largura dos fluxos de jato fazendo os orifícios de descarga como quatro orifícios não é suficiente. Portanto, estudos adicionais são requeridos com relação ao controle dos fluxos de jato dos orifícios de descarga na parte superior e na parte inferior do ponto de vista da velocidade de fluxo do aço fundido na proximidade das paredes internas curtas de um molde de fundição.
[0012] [Documento de Patente 1] Pedido de Patente Japonesa Não Examinado, Primeira Publicação No. H2-187240
[0013] [Documento de Patente 1] Pedido de Patente Japonesa Não Examinado, Primeira Publicação No. 2006-198655
[0014] Em lingotamento contínuo, um bocal com quatro orifícios tendo um formato no qual os orifícios de descarga em um bocal com dois orifícios são divididos em duas porções não pode obter um efeito de redução de velocidade de fluxo suficiente e não suprime suficientemente a intrusão ou inclusão de bolhas em fitas. Portanto, a invenção resolve o problema e, assim, proporciona um bocal com quatro orifícios que pode reduzir a ocorrência de defeitos internos.
[0015] Os presentes inventores consideraram que a razão pela qual um bocal com quatro orifícios tendo um tamanho no qual os orifícios de descarga em um bocal com dois orifícios da técnica relacionada são divididos em duas porções pode não suprimir eficientemente a intrusão ou inclusão de bolhas de ar em fitas é que um efeito suficiente de redução de velocidade de fluxo do aço fundido não pode ser obtido. Como um resultado, descobriu-se que é importante especificar o equilíbrio da velocidade de fluxo dos fluxos de descarga entre os orifícios de descarga na parte superior e os orifícios de descarga na parte inferior dentro de uma determinada faixa mesmo em um bocal com quatro orifícios. Além disso, descobriu-se que existiam casos nos quais os fluxos de jato descarregados, respectivamente, dos orifícios de descarga na parte superior e dos orifícios de descarga na parte inferior se combinavam na parte mediana pela pressão negativa, de modo a se tornar um único fluxo de jato e, consequentemente, a largura do fluxo de jato se torna grande e, assim, o efeito de redução de velocidade de fluxo se torna pequeno.
[0016] Além disso, como o resultado de estudos com relação às condições sob as quais a distribuição de velocidade de fluxo do aço fundido que passa nos orifícios de descarga na parte superior e nos orifícios de descarga na parte inferior se torna uniforme e os fluxos de jato na parte superior e na parte inferior não são combinados, as invenções a seguir foram criadas. (1) Um bocal submerso de acordo com um primeiro aspecto da invenção para lingotamento contínuo o qual descarrega um aço fundido em um molde de fundição para lingotamento contínuo de um aço, o bocal submerso compreendendo um corpo principal de bocal cilíndrico em que: quatro orifícios de descarga de aço fundido são formados em uma parte superior à esquerda, uma parte inferior à esquerda, uma parte superior à direita e uma parte inferior à direita de uma extremidade inferior do corpo principal de bocal o qual tem de ser submerso no aço fundido no molde de fundição; os dois orifícios de descarga à esquerda estão defronte a uma parede interna esquerda curta do molde de fundição; os dois orifícios de descarga à direita estão defronte a uma parede interna direita curta do molde de fundição; os dois orifícios de descarga à esquerda e os dois orifícios de descarga à direita têm um formato substancialmente simétrico em torno de um eixo do bocal; uma área de orifício dos orifícios de descarga na parte inferior é menor do que uma área de orifício dos orifícios de descarga na parte superior; e uma proporção da área de orifício dos orifícios de descarga na parte inferior para um total das áreas de orifício dos orifícios de descarga na parte superior e parte inferior é de 0,2 a 0,4. (2) No bocal submerso de acordo com (1) acima, em que uma distância entre uma extremidade inferior dos orifícios de descarga na parte superior e uma extremidade superior dos orifícios de descarga na parte inferior está na faixa de 15 mm a 150 mm. (3) No bocal de acordo com (1) ou (2) acima, em que os orifícios de descarga na parte inferior e os orifícios de descarga na parte superior são formados de maneira pela qual os ângulos de descarga de todos os orifícios de descarga na parte superior e os orifícios de descarga na parte inferior estão em uma faixa de 5° para cima a 45° para baixo com relação à horizontal e o ângulo de descarga dos orifícios de descarga na parte inferior se torna 10° ou mais para baixo com relação ao ângulo de descarga dos orifícios de descarga na parte superior. (4) No bocal submerso de acordo com (1) ou (2) acima, em que todos os orifícios de descarga na parte superior e os orifícios de descarga na parte inferior são substancialmente retangulares.
[0017] Realizando lingotamento contínuo usando o bocal com quatro orifícios da invenção, a velocidade de fluxo do aço fundido na proximidade das paredes internas curtas de um molde de fundição pode ser suficientemente controlada e a intrusão ou inclusões de bolhas de ar profundamente nas fitas através de fluxos descendentes pode ser suprimida, de modo que é possível produzir fitas com um pequeno número de defeitos internos.
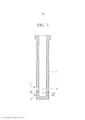
[0018] A figura 1 é uma vista mostrando o formato seccional transversal de um bocal com quatro bocais de acordo com uma modalidade da invenção.
[0019] A figura 2A é uma vista seccional transversal esquemática mostrando a disposição do bocal com quatro orifícios de acordo com a modalidade da invenção em um molde de fundição. A figura 2A é uma vista observada a partir de uma perpendicular em perspectiva à superfície de lado longo do molde de fundição.
[0020] A figura 2B é uma vista seccional transversal esquemática mostrando a disposição do bocal com quatro orifícios de acordo com a modalidade da invenção no molde de fundição. A figura 2B é uma vista observada a partir de uma perspectiva ao longo do comprimento do bocal.
[0021] A figura 3 é uma vista mostrando as distribuições da velocidade de fluxo de fluxos de descarga em um bocal com dois orifícios e um bocal com quatro orifícios obtidas como um resultado de dinâmica de fluido computadorizada.
[0022] A figura 4 é uma vista mostrando o efeito de redução da velocidade de fluxo de fluxos de descarga no bocal com dois orifícios e no bocal com quatro orifícios obtido como um resultado de dinâmica de fluido computadorizada.
[0023] A figura 5 é uma vista explicando as configurações dos orifícios de descarga de bocais com quatro orifícios usados em testes modelo com a água.
[0024] A figura 6 é uma vista mostrando a velocidade de fluxo de fluxos descendentes dos respectivos bocais obtida como um resultado dos testes modelo com a água.
[0025] A figura 7 é uma vista mostrando a relação entre a diferença no ângulo entre os fluxos de descarga dos orifícios de descarga na parte superior e dos orifícios de descarga na parte inferior e o número de bolhas de ar obtido como um resultado da dinâmica de fluido computadorizada e dos testes modelo com a água.
[0026] A figura 1 mostra o formato de um bocal com quatro orifícios de acordo com uma modalidade da invenção.
[0027] Em geral, um molde de fundição 5 com uma vista plana retangular é usado para lingotamento contínuo de aço fundido. O aço fundido é descarregado no molde de fundição 5 através de um bocal submerso. O corpo principal do bocal submerso 1 inclui orifícios de descarga 2 e 3 que são simétricos na esquerda-direita, respectivamente. Orifícios de descarga em um lado incluem orifícios de descarga na parte superior 2 e orifícios de descarga na parte inferior 3. O aço fundido é descarregado em quatro direções divididas de esquerda para cima, esquerda para baixo, direita para cima e direita para baixo através dos orifícios de descarga no molde de fundição 5. Os fluxos de descarga do aço fundido dos orifícios de descarga à direita e à esquerda colidem com as partes internas curtas 5a do molde de fundição 5 e são ainda divididos em fluxos ascendentes que se movem para cima ao longo das paredes internas do molde de fundição 5 e fluxos descendentes que se movem para baixo ao longo das paredes internas do molde de fundição 5.
[0028] O corpo principal do bocal submerso 1 é formado em um formato cilíndrico, de modo que o aço fundido possa fluir de cima para baixo e é dotado dos orifícios de descarga de aço fundido na porção terminal inferior a qual tem de ser submersa no molde de fundição 5. Os orifícios de descarga são formados em dois na parte superior e na parte inferior, de modo a serem divididos nos orifícios de descarga na parte superior 2 e nos orifícios de descarga na parte inferior 3. Um total de 4 orifícios de descarga é proporcionado, com o eixo do bocal interposto entre os mesmos de uma maneira pela qual dois orifícios de descarga são proporcionados em cada um dos lados direito e esquerdo em uma porção defronte a uma das duas paredes internas curtas 5a do molde de fundição 5 de aço.
[0029] Os dois orifícios de descarga à esquerda e os dois orifícios de descarga à direita têm um formato substancialmente simétrico com relação ao eixo do bocal. Os orifícios de descarga à direita e à esquerda podem estar em simetria de espelho sobre uma superfície plana incluindo o eixo do bocal ou podem estar em simetria de rotação com relação ao eixo do bocal. Os orifícios de descarga à esquerda estão defronte à parede interna curta esquerda do molde de fundição. Por outro lado, os orifícios de descarga à direita estão defronte à parede interna curta direita do molde de fundição. A área de orifício do orifício de descarga na parte inferior é menor do que a área de orifício do orifício de descarga na parte superior. Em cada um dos orifícios de descarga à direita e à esquerda, a proporção da área de orifício do orifício de descarga na parte superior para a área de orifício total dos orifícios de descarga na parte superior e na parte inferior é de 0,2 a 0,4.
[0030] As figuras 2A e 2B mostram a disposição do corpo principal do bocal submerso 1 no molde de fundição 5. As paredes verticais que constituem o molde de fundição 5 são substancialmente retangulares quando vistas de cima e têm uma configuração de lados curtos e uma configuração de lados longos. Um par dos orifícios de descarga 2 e 3 nos lados direito e esquerdo do corpo principal do bocal submerso 1 se abre em direção às respectivas paredes internas curtas 5a do molde de fundição 5.
[0031] Em geral, sabe-se que a velocidade de fluxo do aço fundido descarregado do bocal é ainda reduzida à medida que a largura do fluxo de jato é reduzida e a largura do fluxo de jato de cada um dos orifícios de descarga pode ser reduzida fazendo os bocais terem quatro orifícios. Como um resultado, o valor da velocidade de fluxo máximo no fluxo de jato se torna pequeno em virtude do efeito de redução da velocidade de fluxo e, assim, é esperado um efeito no qual a intrusão de bolhas de ar ou inclusões nas fitas é suprimido.
[0032] Contudo, como um resultado de realização de lingotamento contínuo com um bocal com quatro orifícios, descobriu-se que, quando apenas um formato no qual os orifícios de descarga de um bocal com dois orifícios na técnica relacionada foram divididos em duas porções foi empregado, houve casos nos quais um efeito de redução suficiente não pôde ser obtido e a intrusão de bolhas de ar ou inclusões nas fitas não pôde ser suficientemente suprimido.
[0033] As razões para o efeito de redução insuficiente foram analisadas como segue: isto é, quando os orifícios de descarga na parte superior e os orifícios de descarga na parte inferior têm o mesmo formato, o equilíbrio de velocidade de fluxo entre os fluxos que passam nos orifícios de descarga na parte superior e nos orifícios de descarga na parte inferior é rompido em virtude da diferença de pressão na direção da altura do aço fundido. Além disso, fluxos de jato descarregados, respectivamente, dos orifícios de descarga na parte superior e dos orifícios de descarga na parte inferior se combinam na porção mediana pela pressão negativa que é gerada entre os fluxos de jato, de modo a se tornarem um único jato de fluxo. Como um resultado, há casos nos quais a largura do fluxo de jato se torna ampla e, assim, o efeito de redução da velocidade de fluxo se torna pequeno. Considerou-se o fenômeno acima como sendo uma parte das causas de redução insuficiente de velocidade de fluxo.
[0034] Portanto, foram estudados os respectivos tamanhos dos orifícios de descarga na parte superior e dos orifícios de descarga na parte inferior e os ângulos de fluxo de jato de aço fundido descarregado, respectivamente, dos orifícios de descarga na parte superior e dos orifícios de descarga na parte inferior de forma a tornar a distribuição da velocidade de fluxo do aço fundido que passa através dos orifícios de descarga na parte superior e orifícios de descarga na parte inferior e obter condições sob as quais os fluxos de jato na parte superior e na parte inferior não se combinem.
[0035] Em princípio, os valores máximos dos tamanhos dos orifícios de descarga na parte superior e dos orifícios de descarga na parte inferior foram estudados realizando dinâmica de fluido computadorizada sobre o comportamento do aço fundido.
[0036] Uma vez que há uma diferença de pressão na direção de altura do aço fundido, a velocidade de fluxo do aço fundido que passa através dos orifícios de descarga na parte superior e dos orifícios de descarga na parte inferior diferem mesmo quando os orifícios de descarga na parte superior e os orifícios de descarga na parte inferior têm o mesmo formato de bocal. Portanto, a análise foi objetivada à redução da velocidade de fluxo dos fluxos descendentes de aço fundido na proximidade das paredes internas curtas do molde de fundição mediante otimização da distribuição de velocidade de fluxo do aço fundido que passa nos orifícios de descarga na parte superior e nos orifícios de descarga na parte inferior. Para obter isso, dinâmica de fluido computadorizada foi realizada sobre uma pluralidade de bocais com diferentes formatos para os quais as proporções de área dos orifícios de descarga entre os orifícios de descarga na parte superior e os orifícios de descarga na parte inferior foram variadas e o efeito da variação nas proporções de área foi estudado.
[0037] Na presente análise, o diâmetro do bocal foi configurado a 160 mm. Como os orifícios de descarga, bocais com quatro orifícios 1 a 5 tendo orifícios de descarga retangulares na parte superior e orifícios de descarga retangulares na parte inferior com as áreas de orifício mostradas na tabela 1 formadas nos mesmos e um bocal com dois orifícios da técnica relacionada foram avaliados, respectivamente. Nas avaliações, a distribuição da velocidade de fluxo foi obtida sob uma condição na qual a velocidade de fluxo máxima do aço fundido imediatamente após ser descarregado do bocal foi configurada a 3,4 m/seg e a velocidade de fluxo foi avaliada em posições 800 mm de distância do eixo dos bocais.
[0038] A figura 3 mostra as distribuições de velocidade de fluxo de fluxos de jato descarregados dos respectivos bocais e a figura 4 mostra a velocidade de fluxo máxima nos respectivos bocais. A figura 3 inclui as vistas seccionais transversais dos respectivos bocais tomadas ao longo do eixo dos bocais e pontos foram plotados sobre trechos onde uma determinada quantidade ou mais de fluxo de jato estava presente.
[0039] Conforme mostrado na figura 3, nos bocais com quatro orifícios, as distribuições de velocidade de fluxo foram variadas alterando-se as proporções de área de orifício dos orifícios de descarga na parte superior para os orifícios de descarga na parte inferior.
[0040] Em seguida, em uma pluralidade de bocais com as configurações representadas na tabela 1, a velocidade de fluxo descendente máxima (m/seg) foi obtida em posições 800 mm distantes do eixo dos bocais. A figura 4 mostra uma análise dos resultados e um gráfico no qual a velocidade de fluxo descendente máxima foi plotada com relação às proporções de área dos orifícios entre os orifícios de descarga nas partes superiores e os orifícios de descarga nas partes inferiores (aqui depois referida como 'as proporções de área de orifício').
[0041] Conforme mostrado na figura 4, foi obtido um resultado mostrando que a velocidade de fluxo descendente máxima era baixa em uma faixa das proporções de área de orifício de 0,2 a 0,4. Particularmente, a velocidade de fluxo descendente máxima se torna menor em uma faixa das proporções de área de orifício de 0,25 a 0,375. Tabela 1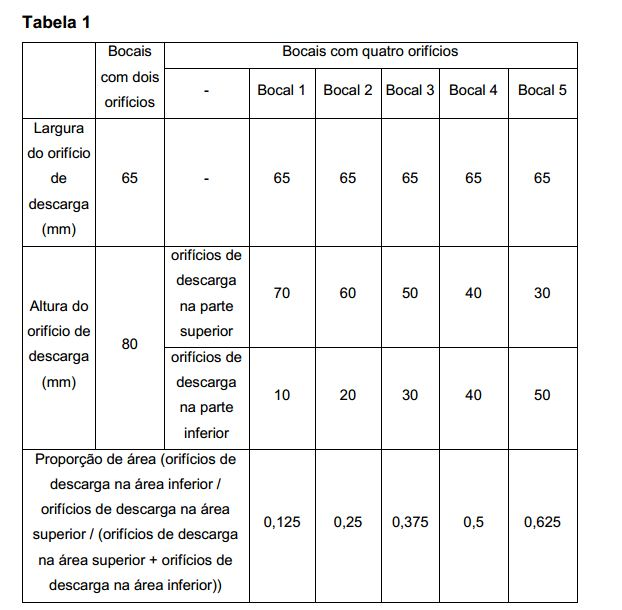
[0042] Em seguida, os ângulos de descarga dos fluxos de jato de aço fundido descarregados, respectivamente, dos orifícios de descarga na parte superior e dos orifícios de descarga na parte inferior foram estudados realizando testes modelo com a água.
[0043] Usando moldes de fundição com um tamanho de 240 X 1300 X 1390 mm (espessura, largura e profundidade, respectivamente), bocais com quatro orifícios tendo diferentes ângulos de descarga dos orifícios de descarga na parte superior e dos orifícios de descarga na parte inferior foram fabricados. Testes modelo com a água foram realizados, nos quais a água foi deixada fluir através dos bocais e a velocidade de fluxo dos fluxos de descarga, a flutuação nas superfícies do aço fundido e as quantidades de bolhas de ar encerradas foram medidos.
[0044] A figura 5 mostra as configurações dos orifícios de descarga dos bocais com quatro orifícios usados nos testes modelo com água. Conforme mostrado nos desenhos, os ângulos de descarga dos orifícios de descarga nas partes superiores foram configurados em três tipos de 15° para baixo, horizontal e 7° para cima e os ângulos de descarga dos orifícios de descarga nas partes inferiores foram todos configurados a 15° para baixo. Além disso, um bocal com dois orifícios foi também fabricado para comparação e um teste foi realizado com os mesmos.
[0045] A flutuação nas superfícies do aço fundido nos testes modelo com água foi medida fotografando as porções de menisco (porções de superfície líquida) com uma videocâmera de alta velocidade e medindo-se a amplitude da flutuação média nas superfícies do aço fundido durante 60 segundos. Além disso, as quantidades de bolhas de ar encerradas foram medidas soprando ar a partir da porção mediana dos bocais, fotografando as posições no molde com uma videocâmera de alta velocidade focalizada sobre posições onde fluxos descendentes foram gerados e medindo-se o número de bolhas de ar nas imagens.
[0046] A figura 6 mostra a velocidade de fluxo de fluxos descendentes (os valores máximos) em uma posição 1000 mm distante do menisco após o aço fundido ser descarregado dos bocais. É mostrado que a velocidade de fluxo de fluxos descendentes variava alterando-se os ângulos de descarga dos orifícios de descarga na parte superior e foi obtido um resultado no qual o bocal com um ângulo de descarga de 0° (horizontal) mostrou o valor mínimo. Entretanto, com relação aos ângulos de descarga, valores negativos indicam ângulos ascendentes a partir da direção horizontal e valores positivos indicam ângulos descendentes a partir da direção horizontal.
[0047] A tabela 2 mostra os resultados dos testes modelo com água nos quais os respectivos bocais foram usados. Aqui, os valores medidos são os resultados de medição de outros bocais os quais foram padronizados admitindo-se que os resultados de medição dos bocais com dois orifícios são de 100.
[0048] Com relação às quantidades de bolhas de ar encerradas pelos fluxos descendentes, todos os bocais com quatro orifícios mostraram valores aproximadamente medianos ou menores. Contudo, o bocal tendo o bocal na parte superior formado em um ângulo de descarga ascendente de 7° mostrou uma grande flutuação nas superfícies do aço fundido. Além disso, foi obtido um resultado no qual o bocal tendo uma diferença no ângulo de descarga entre os orifícios de descarga na parte superior e os orifícios de descarga na parte inferior de 15° mostrou um menor número de bolhas de ar encerradas do que o bocal tendo o mesmo ângulo de descarga entre os orifícios de descarga na parte superior e os orifícios de descarga na parte inferior. A partir dos resultados, descobriu-se que o fenômeno da combinação de orifícios de descarga nos fluxos descarregados na parte superior e orifícios de descarga nos fluxos descarregados na parte inferior pode ser reduzido ao proporcionar a diferença no ângulo de descarga entre fluxos de jato de aço fundido a partir dos orifícios de descarga na parte superior e dos orifícios de descarga na parte inferior. Tabela 2
[0049] Como um resultado de estudos adicionais baseados nos estudos através da análise de dinâmica de fluido computadorizada e nos testes usando modelos com água conforme descrito acima, a invenção foi feita.
[0050] Aqui depois, os respectivos itens que constituem a invenção serão ainda descritos.
[0051] Na invenção, o bocal é feito para ter quatro orifícios ao proporcionar dois orifícios de descarga em ambos os lados do bocal. Usando um bocal com quatro orifícios, o fluxo de aço fundido torna-se lento e fica mais fácil formar um fluxo uniforme em comparação com um caso no qual um bocal com dois orifícios é usado.
[0052] Dois orifícios de descarga, os quais são compostos de orifícios de descarga na parte superior e orifícios de descarga na parte inferior, são proporcionados acima e abaixo em cada posição defronte às duas paredes internas curtas de um molde de fundição em uma porção na parte inferior do bocal a qual está submersa no aço fundido.
[0053] O formato do orifício de descarga não está particularmente limitado, mas ambos os orifícios de descarga na parte superior e os orifícios de descarga na parte inferior são, mais preferivelmente, retangulares. Em tal caso, variação nas quantidades de descarga dos respectivos orifícios de descarga podem ser reduzidas, o que ajuda a formar fluxos uniformes.
[0054] A área do orifício dos orifícios de descarga na parte inferior é, desejavelmente, menor do que a área do orifício dos orifícios de descarga na parte superior. A área de orifício dos orifícios de descarga na parte inferior é, desejavelmente, 0,2 vezes a 0,4 vezes a área de orifício combinada dos orifícios de descarga na parte superior e dos orifícios de descarga na parte inferior.
[0055] Fazendo a área de orifício dos orifícios de descarga na parte inferior 0,2 vezes a 0,4 vezes a área de orifício combinada dos orifícios de descarga na parte superior e dos orifícios de descarga na parte inferior conforme descrito acima, é possível tornar a distribuição da velocidade de fluxo do aço fundido que passa nos orifícios de descarga na parte superior e nos orifícios de descarga na parte inferior uniforme, mesmo quando há uma diferença de pressão na direção da altura do aço fundido. Como um resultado, o aço fundido pode ser descarregado no molde de fundição em um estado no qual os fluxos de descarga descarregados dos orifícios de descarga na parte superior e dos orifícios de descarga na parte inferior se tornem lentos e uniformes e, assim, a velocidade de fluxo dos fluxos descendentes do aço fundido pode ser reduzida na proximidade das paredes internas curtas do molde de fundição.
[0056] Os ângulos de fluxos de jato de aço fundido descarregados dos orifícios de descarga na parte superior e dos orifícios de descarga na parte inferior (o ângulo de declínio do eixo dos orifícios de descarga) são, de preferência, configurados em uma faixa de 5° para cima a 45° para baixo com relação à horizontal, respectivamente.
[0057] Quando qualquer um dos orifícios de descarga na parte superior e dos orifícios de descarga na parte inferior tem um ângulo ascendente acima de 5°, ocorre um problema de encerramento de pó em virtude da flutuação nas superfícies da superfície fundida. Além disso, quando o ângulo descendente excede a 45°, bolhas ou inclusões de ar se tornam passíveis de intrusão nas fitas. O ângulo de descarga dos orifícios de descarga na parte superior está, de preferência, em uma faixa de 5° para cima a 15° para baixo de forma a impedir adicionalmente de preferência a intrusão de bolhas ou inclusões de ar.
[0058] Enquanto isso, a figura 1 mostra um caso no qual o eixo dos orifícios de descarga na parte superior 2 é formado horizontalmente (o ângulo de declínio: α = 0°) e o eixo dos orifícios de descarga na parte inferior 3 é formado para baixo com relação à horizontal (o ângulo de declínio: β).
[0059] Além disso, o local onde o fluxo de descarga dos orifícios de descarga na parte superior e o fluxo de descarga dos orifícios de descarga na parte inferior se combinam varia com a diferença dos ângulos de descarga entre os orifícios de descarga na parte superior e os orifícios de descarga na parte inferior. Portanto, é preferível formar os ângulos do eixo dos orifícios de descarga na parte superior e dos orifícios de descarga na parte inferior de maneira pela qual o ângulo de descarga nos orifícios de descarga na parte inferior seja 10° ou mais para baixo com relação ao ângulo de descarga nos orifícios de descarga na parte superior.
[0060] A figura 7 mostra a relação entre a diferença de ângulo dos fluxos descarregados dos orifícios de descarga na parte superior e dos orifícios de descarga na parte inferior e o número de bolhas de ar, a qual foi obtida a partir da dinâmica de fluido computadorizada e de testes modelo com água. A figura 7(a) é um gráfico mostrando a relação entre a diferença de ângulo dos orifícios de descarga na parte superior e dos orifícios de descarga na parte inferior e o local onde os fluxos descarregados dos orifícios de descarga na parte superior e dos orifícios de descarga na parte inferior se combinam (a distância a partir do centro do bocal), a figura 7(b) é um gráfico mostrando a relação entre o local de combinação de fluxo e a velocidade de fluxo dos fluxos de jato e a figura 7(c) é um gráfico mostrando a relação entre a velocidade de fluxo dos fluxos de jato e o número de bolhas de ar encerradas.
[0061] Conforme mostrado na figura 7(a), quando a diferença de ângulo dos fluxos de descarga é variada em uma faixa de 0° a 22°, o local de combinação de fluxo se move para longe dos orifícios de descarga à medida que a diferença de ângulo aumenta. Uma vez que o local de combinação de fluxo se move para longe dos orifícios de descarga, a velocidade de fluxo dos fluxos de jato é reduzida conforme mostrado na figura 7(b) e, de acordo coma redução de velocidade de fluxo, o número de bolhas de ar encerradas é reduzido, conforme mostrado na figura 7(c).
[0062] Conforme mostrado pelas setas de conexão da figura 7(c) a figura 7(a), quando o ângulo de descarga nos orifícios de descarga na parte inferior é configurado para ter uma diferença de ângulo de 10° ou mais para baixo com relação ao ângulo de descarga nos orifícios de descarga na parte superior, o número de bolhas de ar encerradas é estavelmente reduzido. Quando a diferença de ângulo cai para uma faixa de 10° a 22°, o número de bolhas de ar é mais preferivelmente reduzido. A diferença de ângulo está, mais preferivelmente, em uma faixa de 15° a 20°. Em tal configuração, é possível prevenir mais eficazmente a combinação dos fluxos de jato de aço fundido descarregados dos orifícios de descarga na parte superior e dos orifícios de descarga na parte inferior.
[0063] É mais preferível configurar a distância D entre a extremidade inferior dos orifícios de descarga na parte superior (o orifício de descarga na parte superior) e a extremidade superior dos orifícios de descarga na parte inferior (o orifício de descarga na parte inferior) em uma faixa de 15 mm a 150 mm. Quando o espaço é configurado em 15 mm ou maior, a combinação dos fluxos ascendente e descendente de aço fundido descarregado dos orifícios de descarga é mais eficazmente impedida e, assim, o efeito de dispersão do aço fundido e descarga do aço fundido através de dois orifícios é adicionalmente fortalecido. Além disso, quando o espaço entre os orifícios de descarga na parte superior e na parte inferior é configurado em 150 mm ou menor, é possível manter adicionalmente, de preferência, o equilíbrio volumétrico dos fluxos que passam nos orifícios de descarga na parte superior e na parte inferior, mesmo quando uma diferença de pressão está presente na direção de altura do aço fundido.
[0064] A invenção é configurada conforme acima e, aqui depois, a viabilidade e efeitos da invenção serão ainda descritos. Exemplos
[0065] Aço acalmado de Al-Si contendo 0,08% em massa de C foi fundido usando um aparelho de lingotamento contínuo de curvatura vertical.
[0066] Na fundição, bocais tendo as configurações a seguir foram usados como exemplos. (1) Um bocal com quatro orifícios no qual a área de orifício dos orifícios de descarga na parte inferior era de 37,5% da área combinada dos orifícios de descarga na parte superior e os orifícios de descarga na parte inferior e os ângulos de descarga de ambos os orifícios de descarga na parte superior e orifícios de descarga na parte inferior eram de 15° para baixo (exemplo 1). (2) Um bocal com quatro orifícios no qual o ângulo de descarga dos orifícios de descarga na parte superior era de 0° e o ângulo de descarga dos orifícios de descarga na parte inferior era de 15° (exemplo 2).
[0067] Além disso, bocais tendo as configurações a seguir foram usados como Exemplos Comparativos. (3) Um bocal com dois orifícios (exemplo comparativo 1). (4) Um bocal com quatro orifícios no qual os orifícios de descarga na parte superior e os orifícios de descarga na parte inferior tinham a mesma área de orifício e um ângulo de descarga de 15° para baixo (exemplo comparativo 2).
[0068] Bolhas e inclusões de ar no centro das fitas produzidas foram observadas e medidas usando um microscópio óptico e, admitindo-se que os resultados de medição das fitas produzidas usando o bocal com dois orifícios do exemplo comparativo 1 foram de 100, os resultados de medição das fitas produzidas usando os outros bocais foram indexados (padronizados).
[0069] A tabela 3 mostra os índices das bolhas e inclusões de ar nas fitas fundidas usando os respectivos bocais. Em exemplos da invenção, a intrusão de bolhas e inclusões de ar nas fitas pôde ser suprimida em comparação com o bocal com quatro orifícios na técnica relacionada do Exemplo Comparativo 2. Além disso, no caso do exemplo 2, no qual uma diferença de ângulo de descarga de 10° ou mais foi proporcionada entre os orifícios de descarga na parte superior e os orifícios de descarga na parte inferior, resultados mais preferíveis foram obtidos. Tabela 3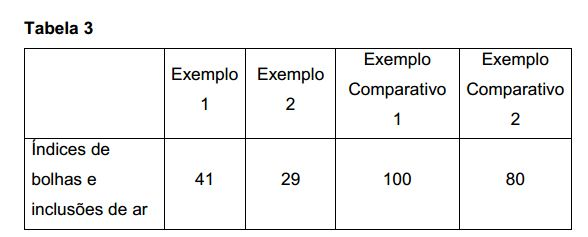
[0070] Realizando lingotamento contínuo usando o bocal com quatro orifícios da invenção, é possível produzir fitas com um pequeno número de defeitos internos e, portanto, a invenção tem grande aplicabilidade industrial no campo de lingotamento contínuo. LISTAGEM DE REFERÊNCIA 1: corpo principal do bocal submerso 2: orifícios de descarga na parte superior 3: orifícios de descarga na parte inferior D: distância entre a extremidade inferior dos orifícios de descarga na parte superior e a extremidade superior dos orifícios de descarga na parte inferior 5: molde de fundição 5a: parede interna curta 5b: parede interna longa
Claims (2)
1. Bocal submerso para lingotamento contínuo, o qual descarrega um aço fundido em um molde de fundição para lingotamento contínuo de um aço, o bocal submerso compreendendo um corpo principal de bocal cilíndrico com quatro orifícios de descarga de aço fundido formados em uma parte superior à esquerda, uma parte inferior à esquerda, uma parte superior à direita e uma parte inferior à direita de uma extremidade inferior do corpo principal de bocal o qual tem de ser submerso no aço fundido no molde de fundição caracterizado por os dois orifícios à esquerda e os dois orifícios à direita têm um formato simétrico em torno de um eixo do bocal; os orifícios de descarga à esquerda estão defronte a uma parede interna esquerda curta do molde de fundição; os orifícios de descarga à direita estão defronte a uma parede interna direita curta do molde de fundição; os orifícios de descarga na parte superior e os orifícios de descarga na parte inferior são retangulares; uma área de orifício dos orifícios de descarga na parte inferior é menor do que uma área de orifício dos orifícios de descarga na parte superior; e uma proporção da área de orifício dos orifícios de descarga na parte inferior para um total das áreas de orifício dos orifícios de descarga na parte superior e na parte inferior é de 0,2 a 0,4, sendo que uma distância D entre uma extremidade inferior dos orifícios de descarga na parte superior e uma extremidade superior dos orifícios de descarga na parte inferior está na faixa de 15 mm a 150 mm, e sendo que os orifícios de descarga na parte inferior e os orifícios de descarga na parte superior são formados de maneira pela qual os ângulos de descarga de todos os orifícios de descarga na parte superior e os orifícios de descarga na parte inferior estão em uma faixa de 5° para cima a 45° para baixo com relação à horizontal e o ângulo de descarga dos orifícios de descarga na parte inferior se torna 10° ou mais para baixo com relação ao ângulo de descarga dos orifícios de descarga na parte superior.
2. Bocal submerso, de acordo com a reivindicação 1, caracterizado pelo fato de que todos os orifícios de descarga na parte superior e os orifícios de descarga na parte inferior são retangulares.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009-074687 | 2009-03-25 | ||
| JP2009074687 | 2009-03-25 | ||
| PCT/JP2010/002147 WO2010109887A1 (ja) | 2009-03-25 | 2010-03-25 | 連続鋳造用浸漬ノズル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BRPI1011869A2 BRPI1011869A2 (pt) | 2016-03-29 |
| BRPI1011869B1 true BRPI1011869B1 (pt) | 2021-05-04 |
Family
ID=42780583
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BRPI1011869-1A BRPI1011869B1 (pt) | 2009-03-25 | 2010-03-25 | Bocal submerso para lingotamento contínuo |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP4874431B2 (pt) |
| CN (1) | CN102361712B (pt) |
| BR (1) | BRPI1011869B1 (pt) |
| WO (1) | WO2010109887A1 (pt) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5645736B2 (ja) * | 2011-03-31 | 2014-12-24 | 黒崎播磨株式会社 | 連続鋳造用浸漬ノズル |
| CN103586451A (zh) * | 2013-11-01 | 2014-02-19 | 中天钢铁集团有限公司 | 用于量产的制动式浸入水口 |
| KR101597254B1 (ko) * | 2014-10-31 | 2016-02-24 | 주식회사 포스코 | 연속주조용 침지노즐 |
| CN110773731A (zh) * | 2019-11-08 | 2020-02-11 | 德龙钢铁有限公司 | 一种改善结晶器流场的连铸用浸入式侧喷水口 |
| CN119053395A (zh) | 2022-04-01 | 2024-11-29 | 杰富意钢铁株式会社 | 浸渍喷嘴、铸模及钢的连续铸造方法 |
| WO2023188837A1 (ja) | 2022-04-01 | 2023-10-05 | Jfeスチール株式会社 | 連続鋳造用の浸漬ノズルおよび鋼の連続鋳造方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5588347U (pt) * | 1978-12-12 | 1980-06-18 | ||
| JPS5588347A (en) * | 1978-12-27 | 1980-07-04 | Fujitsu Ltd | Automatic aligning system |
| JPH0628778B2 (ja) * | 1989-01-11 | 1994-04-20 | 川崎製鉄株式会社 | 高速連続鋳造用浸漬ノズル |
| CN2362624Y (zh) * | 1999-02-11 | 2000-02-09 | 北京科技大学 | 薄板坯连铸用浸入式水口 |
| JP4456491B2 (ja) * | 2005-01-20 | 2010-04-28 | 新日本製鐵株式会社 | 多孔浸漬ノズル及びこれを用いた連続鋳造方法 |
| CN2784106Y (zh) * | 2005-04-01 | 2006-05-31 | 唐山钢铁股份有限公司 | 薄板坯连铸用四孔异型浸入式水口 |
| US7493936B2 (en) * | 2005-11-30 | 2009-02-24 | Kobe Steel, Ltd. | Continuous casting method |
| CN201186346Y (zh) * | 2008-04-25 | 2009-01-28 | 宝山钢铁股份有限公司 | 一种用于双水口浇注宽板坯工艺的浸入式水口 |
-
2010
- 2010-03-25 WO PCT/JP2010/002147 patent/WO2010109887A1/ja not_active Ceased
- 2010-03-25 BR BRPI1011869-1A patent/BRPI1011869B1/pt active IP Right Grant
- 2010-03-25 CN CN201080013055.6A patent/CN102361712B/zh active Active
- 2010-03-25 JP JP2011505882A patent/JP4874431B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| BRPI1011869A2 (pt) | 2016-03-29 |
| CN102361712A (zh) | 2012-02-22 |
| CN102361712B (zh) | 2014-02-26 |
| WO2010109887A1 (ja) | 2010-09-30 |
| JPWO2010109887A1 (ja) | 2012-09-27 |
| JP4874431B2 (ja) | 2012-02-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BRPI1011869B1 (pt) | Bocal submerso para lingotamento contínuo | |
| CN103442826B (zh) | 连续铸造用浸入式水口 | |
| CN101543891B (zh) | 用于连续铸造的浸渍管 | |
| CN101932395B (zh) | 用于连续铸造的浸渍管 | |
| CN203459651U (zh) | 带控流叶片的浸入式水口 | |
| BR112016028870B1 (pt) | bocal de placa delgada para distribuir altas taxas de fluxo de massa e instalação para fundição de metal para fundir placas delgadas | |
| RU2570259C2 (ru) | Разливочный стакан для направления металлического расплава | |
| CN202224648U (zh) | 一种厚板坯和大方坯结晶器用浸入式水口 | |
| RU2680554C2 (ru) | Стакан и установка для разливки | |
| BRPI0719926B1 (pt) | Método de lingotamento contínuo de metal fundido | |
| AU2003254783A1 (en) | Casting nozzle | |
| BRPI0615463B1 (pt) | Método de lingotamento contínuo de aço | |
| JP6927420B2 (ja) | スライディングゲート | |
| JP7256391B2 (ja) | 溶融金属の注湯装置 | |
| CN101456073B (zh) | 浸入式水口 | |
| CN208895156U (zh) | 一种双流道u型锌合金光纤模组薄壁件压铸模具结构 | |
| CN204159856U (zh) | 稳流冲击器皿 | |
| CN102764867B (zh) | 一种带有搅拌效果的直通型浸入式水口 | |
| JP2018533485A (ja) | 偏流器を備えた鋳造用ノズル | |
| CN102950275B (zh) | 一种方圆坯用多孔连铸浸入式水口 | |
| JP3324598B2 (ja) | スラブの連続鋳造方法と浸漬ノズル | |
| JP2020171944A (ja) | 連続鋳造用注湯装置 | |
| CN119456943B (zh) | 一种u形变截面浇口杯及重力铸造金属型模具 | |
| JP4896599B2 (ja) | 窪み型湯溜り付浸漬ノズルを用いた低炭素鋼の連続鋳造方法 | |
| JP5239554B2 (ja) | スラブの連続鋳造用の浸漬ノズル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B25D | Requested change of name of applicant approved |
Owner name: NIPPON STEEL AND SUMITOMO METAL CORPORATION (JP) |
|
| B07A | Technical examination (opinion): publication of technical examination (opinion) [chapter 7.1 patent gazette] | ||
| B09B | Patent application refused [chapter 9.2 patent gazette] | ||
| B12B | Appeal: appeal against refusal | ||
| B25D | Requested change of name of applicant approved |
Owner name: NIPPON STEEL CORPORATION (JP) |
|
| B16A | Patent or certificate of addition of invention granted |
Free format text: PRAZO DE VALIDADE: 10 (DEZ) ANOS CONTADOS A PARTIR DE 04/05/2021, OBSERVADAS AS CONDICOES LEGAIS. |