具体实施方式
下面参照实施例的附图对本发明的优选实施方式进行详细说明。另外,在实施例的说明中是以液晶显示装置的布线修正为例进行说明的,但一般也可以应用于在平面上形成的图形的修正,并不限定于液晶显示装置。
[实施例1]
一般,液晶显示装置是在两片玻璃基板之间夹有液晶的结构,利用由矩阵配置的多个图像的像素电极和对置电极及液晶形成的电容器内的电场对各个像素的液晶的分子的取向进行控制而生成电子潜影,在透射型的液晶显示装置中,是通过控制在背面设置的背照灯的光的透射率使此电子潜影可视化而显示图像。通过在有源矩阵基板上,形成控制像素电极的施加电压的电路,并且在彩色滤光片基板上,例如,形成3色的彩色滤光片而显示彩色图像。
图1为说明在液晶显示装置的有源矩阵基板上形成的像素的一例的平面模式图。在图1中示出两个相邻的像素。在有源矩阵基板上形成的各种布线及电极由中间夹着绝缘层的薄膜多层电路构成。
在图1中,在优选使用玻璃的基板9上在一个方向上平行形成多条栅布线31.在栅布线31的一部分上向像素内突出形成薄膜晶体管的栅电极31A。在栅电极31A之上构图形成作为活性层的半导体层(此处为a-Si层)32的岛形部。
为覆盖栅布线31形成未图示的栅绝缘层,由栅绝缘层绝缘的多个漏布线33在与栅布线31交叉的另一方向上平行地形成。在由两条栅布线31和两条漏布线33包围的区域中形成一个像素。漏布线33的一部分在半导体层32上延伸成为薄膜晶体管的漏电极33A。另外,在半导体层32之上,与漏电极33A在同一层中还形成与上述漏电极33A靠近对峙的形成薄膜晶体管的沟道的源电极33B。
在栅布线31和漏布线33的上层,形成钝化层薄膜,在其上形成像素电极34。像素电极34是优选使用ITO的透明电极,中间经过未图示的接触孔导电连接源电极33B。另外,漏电极33A和源电极33B,在工作中是可以交换的,但为了说明方便而表述如上。
栅布线31是扫描布线,漏布线33是信号布线,与由扫描信号选择的栅布线31相连接的薄膜晶体管变成ON(导通),在像素电极34中生成与供给该漏布线33的显示数据相应的电压。在此像素电极34和未图示的对置电极之间产生大小与在该像素电极34中生成的电压相应的电场。利用此电场来控制液晶的分子取向而控制从背照灯发出的照明光的透射量形成可视画面。
这种薄膜多层电路,一般利用光刻技术以栅布线31、栅绝缘膜、半导体、漏电极及像素电极的顺序形成。由于各层存在重合的部分,短路及断线等图形异常,必须在形成下一层之前进行修正。
在利用光刻技术形成布线之中,首先,使布线材料在整个基板上形成均匀的薄膜,涂敷感光性树脂作为光刻胶。之后,通过形成电路图形的掩模进行光照使光刻胶感光。在使用正型光刻胶时,可通过显影去除感光的部分而形成光刻胶图形。再通过刻蚀工序、光刻胶剥离工序形成布线。
作为图形异常之一的短路是未受到刻蚀而残留的部分,是由于光刻胶残留及刻蚀不足产生的。特别是,在光刻胶涂敷时附着的异物,由于表面张力在异物的周围聚集光刻胶,会产生巨大的光刻胶残留而产生横跨数个像素的布线短路。
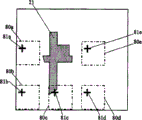
图2为示出存在横跨多个像素电极的巨大短路21的示例的模式平面图。其中示出像素电极34发生横跨相邻四像素的短路的状态。一般的激光加工机可以以矩形形状的激光进行照射,分数次将短路部分去掉。然而,如图2所示,由于在像素电极的图形完全破坏的场合不了解原来的布线图形,很难以高精度修复电极的形状。
因此,通过具有与如图3这样的短路21部分的布线图形形状相同的激光透射图形22的掩模5以激光进行照射去掉短路21部分时,通过将每个像素的像素电极34分别分离,就可以进行高精度的修正。
由于液晶显示装置的电路是数层图形层叠而形成的,所以在对图形异常以外的部分进行激光照射时,有可能使已经形成的下层受到影响。以像素电极34的图形异常的场合为例进行说明。一般,像素电极34使用ITO(氧化铟锡),而栅布线31和漏布线33使用铝。ITO在波长长例如200~300nm时吸收率高,而铝在该波长的反射率高。
因此,在使用波长200~300nm的激光进行照射时,可以只去掉ITO。在使用具有规定的布线图形的掩模进行激光修正时,即使修正图形异常部以外的部分也受到激光照射,利用材料的激光吸收特性的差异,也可以只去掉应该修正的地方。
图4为本发明的激光照射光学系统构成的说明图。另外,图5为本发明的修正装置的系统构成的说明图。从激光振荡器1发出的照射激光100由光束扩展器2将光束的直径扩大到规定的值,由均化器3保证在整个激光照射区域上激光强度的均匀性。使经过整形的激光通过设置于掩模载台4上的掩模5,再在通过成像透镜6和物镜7之后,对载置于基板载台8上的玻璃基板9上的布线图形10或电极等的修正地点11进行照射。
成像透镜6和物镜7配置为可使掩模5的像投影到玻璃基板9之上,并以成像透镜6和物镜7的焦距之比(M=物镜7的焦距/成像透镜6的焦距)的倍数的大小将掩模像投影到玻璃基板9上。利用这一光学系统构成,可以对缩小掩模5的透射部分的区域照射激光。
在掩模5上形成掩模图形16,该掩模图形16是在玻璃基板9上形成的布线图形10的标准图形的1/M倍的图形。掩模图形16可以由对激光100的反射率高的材料,例如铝等形成。
掩模载台4和基板载台8,可以在与激光照射光学系统的光轴方向垂直的面内移动,可使其互相同步移动。由于载置于掩模载台4上的掩模5的像是缩小为1/M倍投影到玻璃基板9上,所以在掩模载台4的移动量为V时,投影的像移动V/M。
所以,通过使掩模载台4和基板载台8同步移动并使掩模载台4的移动量和基板载台8的移动量之比与掩模图形16和布线图形10的大小之比相等,就可以使布线图形10和激光照射图形保持一致不变而移动。
如前所述,掩模图形16和布线图形10的大小之比与成像透镜6和物镜7的焦距之比相等。一般,由于成像透镜6是固定的,掩模图形16和布线图形10的大小之比由物镜7确定。所以,可以附加可以与物镜7的交换机构连动而改变掩模载台4的移动量和基板载台8的移动量之比的机构。
为了使经过掩模5照射的激光图形和玻璃基板9上的布线图形10的位置重合,一般,在各个图形上设定基准点,通过使各个基准点的相对位置达到规定的值而使位置重合。基准点的检测可以采用图形匹配等一般的方法。
图形匹配,是在预先将图形的特征部分的图像作为模板进行登录的同时,在该图像上设定基准点,通过从实图形的图像中检测与登录的图像一致的地方而检测基准点的方法。布线图形的基准点,利用这种图形匹配方法很容易检测。
下面参照图4对经过掩模5照射的激光图形的基准点的检测方法予以说明。首先,从光源12照射的照明光由透镜13聚光并经半透明反射镜48a照射掩模5时,掩模5的像(掩模像、掩模图形)借助成像透镜6和物镜7在玻璃基板9上成像。
在存储此掩模图形时,由于必须不能将掩模像以外的部分写入,可以向基板载台8上的图形投影部20投影或将具有与玻璃基板9同样厚度的板状的夹具置于基板载台8之上并将掩模像投影到该夹具表面。
由于成像位置是玻璃基板9的表面,使图形投影部20的高度与玻璃基板表面一致,为了可以与玻璃基板9的厚度的改变相对应,具有可以改变物镜7和玻璃基板9之间的距离的机构。在基板载台8处于加载/卸载玻璃基板9时的位置时,将该图形投影部20安装到图形投影部20进入到视野的位置。结果,每次在将要修正的玻璃基板加载到基板载台8时都可以检查激光照射区域的位置而可以防止误修正。
作为照明掩模5的照明光也可以使用加工用的激光。一般,为照射激光所使用的成像透镜6和物镜7,使用与照射的激光波长一致的补色的器件。因此,在使用波长不同的光作为照明光时,由于折射率不同,掩模像的位置会偏离。在使用加工用的激光时,具有不存在这种偏离的优点。通过减小激光输出或在掩模像投影部使用不能加工的材料很容易就可以实现。
在对投影于图形投影部20的图形像利用CCD相机14经半透明反射镜48b进行拍摄时,为了拍摄整个掩模的像,采用单步进给方式进行拍摄。此时,将掩模载台4的移动量和拍摄的图像相对应地保存到掩模像存储部60。
图5的修正装置的系统构成包括:激光振荡器1和激光控制器1A;透镜切换机40;透镜控制器40A;掩模载台4;掩模载台控制器4A;掩模载台的编码器4B;图像输入装置14;基板载台8;基板载台控制器8A;基板载台的编码器8B;掩模像存储部60;基准点存储部70以及综合载台控制器74。
还包括:图像数据获取部71;照射区域计划部72;装置控制器73以及异物去除喷嘴75;各构成要素按照图中的箭头所示的控制关系和被控制关系连接。激光图形的基准点,设定在靠近存储于掩模像存储部60中的设定于掩模像的布线图形中的基准点的位置。
另外,也可采用通过设置使图4的半透明反射镜48b的取向可转动90度、切换、可使透镜15改变为与物镜7的焦距相同的透镜的机构,使掩模像直接成像于CCD相机14上进行拍摄的方法。
下面参照图4和图6对求出激光图形和布线图形重合时的激光图形的基准点和布线图形的基准点的相对位置关系的方法予以说明。另外,图6为取得掩模和实图形的基准点的方法的第1例的说明图。将玻璃基板9置于图4的基板载台8上,利用CCD相机14对正常布线的图形图像(A)进行拍摄并显示于监视器64。此时,如图6所示,将拍摄的布线的图形图像(A)和存储于掩模像存储部60中的图像(B)作为半透射图像的重合的合成图像(C)进行显示。
使半透射图像重合的合成图像(C),可通过计算出布线的图形图像(A)的亮度值和掩模图像(B)的亮度值的平均值很容易进行显示。在画面上的掩模图像,与掩模载台4同步进行显示,并在移动掩模载台4时,监视器64的画面上的掩模图像也移动。通过操作员操作,使基板载台8或掩模载台4移动以使两个图像一致,并在一致时存储布线的图形图像(A)的基准点和掩模图像(B)的基准点的相对位置。
图7为取得掩模和实图形的基准点的方法的第2例的说明图。作为将布线的图形图像(A)和掩模图像(B)同时显示的另一方法,也可以如图7所示,将从掩模图像(B)提取的轮廓线的掩模边缘图像(B’)成为与布线的图形图像(A)重合的显示方法。掩模边缘图像(B’)由照明光通过的部分和遮光的部分构成,是对比度高的图像。
所以,其轮廓提取,可以是使用一般的边缘检测方法。作为使布线的图形图像(A)和掩模边缘图像(B’)重合的方法,在布线的图形图像(A)是明亮的(亮度值高)的图像时,处于轮廓线位置的图像以黑(亮度值接近0的值)表示,而在布线的图形图像(A)是暗淡的(亮度值低)的图像时,以白(亮度值接近最大值的值)表示。
图8为取得掩模和实图形的基准点的方法的第3例的说明图。另外,在布线的图形图像(A)是明亮的(亮度值高)的图像时,处于轮廓线位置的图像以黑(亮度值接近0的值)表示,图9为取得掩模和实图形的基准点的方法的第4例的说明图,是利用在图6中说明的布线的图形图像(A)和掩模图像(B)的另一个基准点取得方法。在图8中,是将掩模图像(B)的一部分与布线的图形图像(A)上下重合显示,比较在两图像的边界的图像的重叠的方法。
另外,在图9中,是将掩模图像(B)的一部分与布线的图形图像(A)左右重合显示,比较在两图像的边界的图像的重叠的方法。
图10为实现登录布线的图形的基准点和掩模像的基准点的相对位置关系的另一种方法的激光照射光学系统构成的说明图。与图4相同的附图标记表示同一功能部分,重复的说明则省略。图10是在图4的构成上增加光源12b和CCD相机14b、透镜13b、15b的构成。在图10中,首先,在使以光源12b照明的掩模像在CCD相机14b的摄像元件上成像进行拍摄的同时,利用CCD相机14a对在图形投影部20上成像的掩模像1进行拍摄。以CCD相机14a、14b拍摄的图像,利用图6~图9所示的方法在同一画面上显示,通过调整CCD相机14a、14b的位置使其一致。
之后,将玻璃基板9置于基板载台8上,点亮光源12b,使得可以对玻璃基板9上的布线图形进行拍摄。以CCD相机14a、14b拍摄的图像,利用图6~图9所示的方法在同一画面上显示,为使两个图像一致调整掩模载台4或基板载台8的位置,在一致时,就将图形图像的基准点和掩模像的基准点的相对位置予以存储。
在修正部分比激光照射区域大时,可将激光分数次进行照射,将该修正部分去掉。此时,以图形的基准点作为起点,在步进(step)移动的同时进行修正。在修正部分中包含图形的基准点时,由于不能通过图形匹配找到基准点,使用相邻布线的图形图像的基准点。一般,在最初的位置找不到基准点时,可以采用使视野以涡旋形状移动进行搜索一直到找到基准点为止的方法。
然而,通过搜索一直到找到有效的基准点为止是需要时间的,有时不仅不能在规定的时间内进行修正,反而误将缺陷判定为基准点。因此,使用从检查装置取得的缺陷附近图像,预先计划设定使用的基准点及步进区域。
下面对激光照射区域的计划方法进行说明。首先,对图形基准点的检测方法进行说明。图11为激光照射区域的计划方法的说明图,图11(a)是具有缺陷部分的像素的布线图形的平面图,图11(b)是提取的缺陷部分的说明图。另外,图12为提取的图形基准点的说明图。在对图11(a)的布线图形进行图像处理提取图11(b)所示的缺陷图像的同时,利用对图12所示的图形匹配,检测图形基准点候选81a~81e。
在这一图形匹配中,由于在匹配的模板的范围内存在缺陷时检测误差变大,从检测的匹配区域80a、80b、80c、80d、80e和缺陷21的位置关系选择不包含缺陷21的匹配区域。根据这一规则,在图12的示例中,由于匹配区域80c包含缺陷21而被除外。从剩下的匹配区域80a、80b、80d、80e之中选择使用的图形基准点,例如,为缩短从基准点起的移动时间,选择最接近缺陷的图形基准点81a。另外,在使用大于等于2个基准点时,为了进一步提高位置重合的精度,也可以选择图形基准点81a和81d。
下面对激光照射区域的设定法的一例进行说明。图13为激光照射区域的检测法的说明图。图11所示的缺陷21由二值化像素给出。如图13所示,通过对每个X坐标值计算包含于缺陷中的像素数可以计算出在X轴上的投影值。同样,对于Y轴也算出投影值。从在X轴、Y轴上的投影值得到的始点和终点可以检测缺陷区域85。一般,为防止未加工部分的发生,将激光照射区域86设定为比缺陷区域85大规定值大小。此处,将图形基准点81和激光照射区域86的相对位置关系进行存储。
图14为激光照射区域的设定法的说明图。另外,图15为激光照射区域的形状的说明图。在由于缺陷21大,通过一次激光照射不能对整个缺陷进行激光照射时,如图14(a)所示,可分数次进行激光照射。由于激光照射区域86的大小是已知的,以从缺陷区域85的左上的点偏移规定量的点作为始点设定激光照射区域86a、86b、86c、86d使缺陷区域85被完全包含。为了防止发生未加工部分,将各激光照射区域设定为有若干量的重叠。与激光一次照射时一样,对图形基准点81和各激光照射区域的相对位置关系进行存储。
激光照射区域86,如图14(b)所示,也可以是六角形。由于一般光学系统的视野是圆形,与四角形相比,六角形时一次照射的面积大,具有可以减少射束数的效果。因为为了防止发生未加工部分,将激光照射区域86设定为重叠,存在进行多次激光照射的区域。为了回避这一点,可以采用如图15(a)所示的切角形状及如图15(c)、(d)所示的圆形形状。
在分成数次进行激光照射时,激光照射区域的步进移动精度必须高。在液晶显示装置的制造中,基板尺寸日益大型化,使用的基板从超过1m至2m的基板。与此同时,基板载台也增大,为确保亚微米的步进移动精度,导致移动速度的降低及成本的增加。因此,在修正装置中,一般必须在修正位置中进行再次对准。然而,如前所述,由于在对准中使用的基准点位置存在制约,并不一定限定于在修正位置中存在基准点。因此,利用布线图形及已经加工的布线图形进行对准。
图16为包含图11所示的缺陷的布线的修正过程中间的掩模对准的说明图。这一缺陷,如图14所示,缺陷21通过四次激光照射而去掉。图16为在对图14(a)的激光照射区域86a进行激光照射之后的说明图。此后,在对激光照射区域86b进行激光照射时进行步进移动,但在移动精度不够时使用通过修正形成的布线部87a和正常部87b的图形,对激光照射区域86b进行精密对准。
利用这一方法,即使是数次步进移动,对准也不会偏离。另外,即使是比激光照射区域大的缺陷,通过使已经修正的图形部分重叠,可以进行精密的对准。
图17为激光照射区域的另一种设定方法的说明图。这一设定方法,是预先对图形基准点81的激光照射区域86进行设定,通过与图11(b)的缺陷图像相比较选择激光照射区域的方式。这一方式,由于可以预先设定激光照射区域,例如,如图17(b)所示,通过设定使TFT部91处于激光照射区域86a的中心,不仅可以对图形形状复杂的TFT部91进行高精度的加工,而且可以将激光照射区域的重叠部分设定于激光照射产生的影响小的地方。
图18为激光照射区域的再一种设定方法的说明图。预先设定的激光照射区域86,也可以是图18所示的形状。图18是只对有可能发生缺陷的区域设定激光照射区域的示例。是在存在不能进行激光照射的区域时的有效区域指定方法。在此示例中,也可以与图11(b)的缺陷图像相比较选择激光照射区域。
图19为掩模夹持器的构成例的说明图。如上所述,液晶显示装置的TFT基板是由数层薄膜重叠形成的。因此,存在数种修正图形。假如是在一个装置中只能对一个图形进行修正的构成,则每次在修正层改变及品种改变时,必须进行更换掩模的作业,效率很低。
因此,可以使用图19(a)所示的结构的掩模载台。在X载台52上设置的掩模夹持器51中装有数种掩模5。掩模夹持器51是可以相对X载台52移动的结构,可以对修正对象使用的掩模进行切换。
X载台52和Y载台53,在使布线图形的位置重合时使用。θ载台54可以在对布线图形的倾斜进行校正时使用,存储设置掩模5时的调整值,在掩模切换时利用存储的值进行转动校正。在狭缝板56中开出具有矩形及圆形斜线等简单形状的孔缝,可以应用在对利用掩模修正的图形形状的微调或对异物进行集中激光照射使其除去的用途之中。
图19(b)是掩模载台的另一个示例。掩模夹持器51固定于X载台52之上,通过移动X载台52和Y载台53可以对掩模进行切换。
此外,在图4中,也可以使用液晶显示装置代替掩模5,形成为此所必需的图形。由于通过使用液晶显示装置可以制作成任意的图形,不需要进行上述的掩模切换。此时,为了使激光产生的液晶显示装置的损伤减小,可以提高图形的缩小倍率。例如,使缩小率为1/100时,由于在处于掩模位置的液晶显示装置中能量密度为1/10000,可以减小损伤。
图20为设定与布线图形形状相同的激光照射区域的另一种激光照射光学系统构成的说明图。与图4、图6相同的附图标记与同一功能部分相对应,重复说明则省略。在图20中,反射镜18是在石英玻璃等透明基板上蒸镀铝等激光反射率高的材料制作而成。由铝等形成的反射部,与掩模5一样,在受到激光照射时,形成变成图3的激光照射区域的图形。
另外,为了使斜向入射的激光垂直照射基板,反射镜的反射面17相对于反射镜18成一角度而形成。另外,通过使用DMD(数字微镜器件)代替反射镜18,可通过对DMD进行控制而成为从CAD数据生成的图形形状,以具有任意形状的照射区域的激光进行照射。
图21为本发明的缺陷修正装置的另一构成例的说明图。与图4、图10、图20相同的附图标记与同一功能部分相对应,重复说明则省略。在图21中,从激光振荡器1输出的点状的激光受到电流反射镜98的反射,由Fθ透镜97使激光垂直入射到掩模面。通过改变电流反射镜98的角度,可以使激光对整个掩模5的表面进行照射。这一方式,由于是使光点进行扫描,所以可以以均匀的强度在掩模5的表面内进行激光照射。
图22为示出本发明的缺陷修正装置的整体构成的一例的示图。在图22(a)中,在基板载台8上设置玻璃基板9,基板载台8具有在Y方向上移动的驱动轴。光学单元101是设置图4、图10、图20、图21所示的光学系统的单元,具有在X方向上和Z方向上移动的驱动轴。激光照射位置的定位由基板载台8的Y轴移动和光学单元101的X轴移动进行,聚焦在光学单元101的Z轴上调整。这一构成,与覆盖区变大这样的缺点相反,由于可以独立地控制两个轴,可以高精度地进行定位。
图22(b)是另一装置构成例,光学单元101安装于光学单元载台102上。光学单元载台102具有在Y方向上移动的驱动轴,光学单元101具有在X方向上和Z方向上移动的驱动轴。这一构成具有可以使装置的覆盖区减小的优点。
图23为示出本发明的缺陷修正装置的整体构成的另一例的示图。在图23(a)中,光学单元载台103安装于设置在床台上的轨道104上。一般,由于基板9设置于消振台105之上,不仅是不会使在光学单元101移动时产生的振动传递到玻璃基板的结构,消振台105可以制作得很小。与图22(a)一样,也可以是使基板载台8移动而将光学单元载台102固定的结构。
图23(b)是使基板载台8倾斜的结构,将玻璃基板9吸附在基板载台8移动。玻璃基板的加载和卸载,有使基板载台8成为水平进行的方法和使用可使玻璃基板9保持竖立的传送装置等等方法。为了缩小装置的设置床台面积,即覆盖面,对基板载台8和水平面形成的角度θ的范围没有限制,特别是在80~95度的范围内时,可以防止在激光加工时产生的加工屑的再附着及透镜污染。
图24为光学单元101的附属装置的说明图。图24(a)示出透镜保护罩的一例。为了防止在激光加工时发生的加工屑及烟气附着到透镜110的表面,在透镜前面设置这种透镜保护罩。由于固定使用透镜保护罩时保护罩本身会受到污染,所以将薄膜形状的保护罩112安装成为卷在卷轴113上,在激光照射结束时卷绕以便在激光照射时可以使用新的部分。
为了使透镜110的交换容易进行,设置有透镜保护罩导杆111,在透镜保护罩112和透镜110之间形成一个间隙。在加工对象是飞散物等少的加工物时,为了定期地更换保护罩,可以在透镜前面安装可以安装的盖子形状的保护罩。另外,也可以采用在透镜附近安装吸引烟气的管道的方法及在透镜前面吹送氮气或空气防止污物附着的方法。图24(b)是异物去除喷嘴的一例。在图形检查中检测的缺陷中也包含异物,但也有只附着在玻璃基板9的表面的异物116。这种异物116利用从异物去除喷嘴115吹送的氮气或空气可以很容易除去。
图25为实施异物除去时的修正流程的说明图。首先,将玻璃基板加载到修正装置(步骤1,以下以S1这样的方式表述),在移动到缺陷位置后(S2),取得图像(S3)。在吹送氮气或空气除去异物之后(S4),再次取得图像(S5)。比较吹送氮气或空气前后的图像(S6),在图像有差别判定异物去除时,就不进行激光照射,而在图像没有差别判定异物固着时,就进行激光照射(S7)。检查是否存在下一个缺陷(S8),有缺陷时就重复上述的步骤,在没有缺陷时,就卸载玻璃基板(S9)。
是否需要进行缺陷修正可利用图11所示的缺陷附近图像判定。如图12所示,因为可以检测图形基准点81a~81e,从与基准点的相对位置关系可以很容易判定是需要修正的缺陷和不需要修正的缺陷。对于不需要修正的缺陷,不需要进行激光照射。因为根据本实施例,即使存在横跨数个像素的短路缺陷,也可以汇总进行修正,所以可以在削减成本的同时,提高修正精度。
[实施例2]
图26为说明本发明的实施例2的工艺过程图。图26示出形成在实施例2中的液晶板中使用的开关元件薄膜晶体管的玻璃基板的制造过程。形成此开关元件的玻璃基板通称为“TFT基板”或“阵列基板”,以下称其为TFT基板。在实施例2中,首先,在制造TFT基板时提供的玻璃基板上形成无机物膜或有机物膜(S10)。
作为代表性的无机物,可以举出的有构成TFT基板的布线的金属材料。在完成了成膜的玻璃基板上涂敷光刻胶并烧结(S11)。
此处,所谓光刻胶是感光材料,用来使成膜的材料加工成为规定形状。之后,通过对光刻胶实施曝光(S12),利用构成TFT基板布线图形对光刻胶实施曝光。之后,通过对光刻胶实施显影(S13),使得与构成TFT基板的布线图形相同的光刻胶图形保留在成膜的玻璃基板上。
之后,对在玻璃基板上形成的光刻胶图形实施外观检查(S14)。在外观检查中,在玻璃基板上成膜的成膜材料和光刻胶图形的对比很明显。所以,可以判别由于异物等成核造成光刻胶形状异常的部位。之后,根据光刻胶图形的外观检查,实施致命缺陷位置信息提取(S15)。
将在外观检查中超过一般管理基准的形状异常、尺寸异常的图形缺陷作为致命缺陷候选予以提取。作为光刻胶形状的异常,大致可分为本来应该独立的多个部位变成相连的短路缺陷和本来应该相连的部位缺损的断开缺陷。在实施例2中,特别以短路缺陷作为对象进行说明。
之后,根据构成液晶板的布线图形的设计信息,求出致命区域的位置信息,从光刻胶图形的外观检查得到的光刻胶图形形状、尺寸、位置信息,提取有关真正的致命缺陷的位置信息。此处,有关致命的光刻胶图形的形状、尺寸、位置信息的信息是由布线图形的形状及电学特性求出的,与TFT基板的设计规格不同。
然后,实施光刻胶图形修正(S16)。在光刻胶图形修正中,利用在提取致命缺陷位置信息之际同时获得的致命缺陷的形状、尺寸来确定加工规格。这一场合的光刻胶缺陷修正与已经在其它实施例中说明的一样,利用激光等将短路的光刻胶去除。因为在光刻胶图形修正完成的玻璃基板上不存在缺陷,在作为下一个工序的刻蚀(S17)中,对成膜的材料之中未被光刻胶覆盖的部分进行加工。
于是,通过完成剥离光刻胶(S18),成膜的材料以正规的图形形状留在玻璃基板上(S19)。通过将从成膜(S10)至光刻胶剥离(S18)的一系列处理重复规定次数,完成TFT基板。
[实施例3]
图27为说明本发明的实施例3的工艺过程图。在图27中,示出在液晶板中使用的TFT基板的制造过程。在实施例3中,首先,在制造TFT基板时提供的玻璃基板上形成无机物膜或有机物膜(S30)。此处,因为作为成膜的代表性的无机物,可以举出的有设置在TFT基板上的透明金属ITO(氧化铟锡),下面就以ITO膜作为代表例进行说明。
在成膜已完成的阶段,实施外观检查(S31)。此处,由于ITO是透明的,可以了解到在ITO上存在异物和在ITO下层存在异物两种情况。在此成膜完成阶段的外观检查的结果,通过成膜后外观检查结果的存放(S41)这一处理将数据累积。
之后,在TFT基板上涂敷光刻胶并在实施烧结(S32)、曝光(S33)、显影(S34)之后对光刻胶图形实施外观检查(S35)。光刻胶的外观检查的结果,通过光刻胶图形的外观检查结果的存放(S42)这一处理将数据累积。
此处,在光刻胶图形的外观检查的结果中,对成膜上的光刻胶的形状异常位置信息和不存在光刻胶但透明膜下存在异物这两方面进行观测。于是通过差值处理(S43)只将光刻胶的涂敷和烧结以下发生的光刻胶图形的形状异常部位分离提取。实施从分离提取的光刻胶图形形状异常部和TFT基板的设计规格提取致命缺陷位置信息(S36)。
然后,通过实施光刻胶图形修正(S37)、实施刻蚀(S37)、实施光刻胶剥离(S39),已成膜的材料以正规的图形形状留在玻璃基板上。通过将从成膜(S30)至光刻胶剥离(S39)的一系列处理重复规定次数,完成TFT基板。
[实施例4]
图28为说明本发明的实施例4的工艺过程图。在图28中,首先,在制造TFT基板时提供的玻璃基板上形成无机物膜或有机物膜(S50)。之后,实施外观检查(S51)。此处,将在成膜上存在并且大于等于规定的管理尺寸的异物予以提取。之后,实施异物去除(S52)。
在此处的异物去除中可以应用接触式的异物去除方式和非接触式的异物去除方式。作为接触式的去除方式有使刷子进行旋转运动、往复运动振动为代表的使刷子碰到成膜上的异物而将其去除的方式。
另外,可以采用使用以镊子为代表的器具去除异物的方式和利用针状的结构体及与刃物类似的结构体去除异物的方式。于是,此时实施异物去除坐标信息的存放处理(S63)。另一方面,作为非接触式的异物去除方式,可以举出的有激光光线和高压流体。
之后,在TFT基板上涂敷光刻胶并在实施烧结(S53)、曝光(S54)、显影(S55)之后对光刻胶图形实施外观检查(S56)。之后,在实施致命缺陷位置信息提取(S5)之后,实施光刻胶图形的修正(S58)和光刻胶图形修正结果的存放(S64)。然后,实施刻蚀(S59)、实施光刻胶剥离(S60)。
之后,进入到修正数管理基准判定(S61)。此处,使用由于已经执行检查而累积的异物去除坐标信息和光刻胶图形修正结果。根据异物去除坐标信息进行修正的异物数不满足管理基准的场合,意味着在成膜中异物多,就发出工序管理警告(S65),并促使在成膜装置内进行检修和采取对策。
另外,光刻胶图形修正结果的存放(S64)的结果不满足修正数管理基准的场合表示从光刻胶涂敷和烧结(S53)起一直到显影(S55)为止之间发生了毛病,这也和先前一样发出工序管理警告(S65)并促使对相当的装置内进行检修和采取对策。
当然,在修正数满足管理基准的场合,就对TFT基板实施下面的成膜(S62),形成TFT基板。结果,就可以一直对工序进行监视,不仅是修正,还可以做到及时对设备进行维修。
[实施例5]
下面对液晶显示装置的布线修正的实施例5进行说明。在实施例5中,与实施例1一样,是以液晶显示装置的布线修正为例进行说明的,但也可以应用于在平面上形成的一般图形的修正,并不限定于液晶显示装置。
图29为说明在液晶显示装置的布线图形中存在断线时的修正的示图。在TFT基板的TFT阵列的形成工序,特别是在电极及布线的形成工序中,由于异物附着等原因,如图29所示,有时在布线(此处为漏布线33)中发生断线216。因此,例如,在漏布线33形成之后,通过外观检查等等来检查该漏布线33有无断线,并在发现断线时根据需要进行修正。
另外,对于栅布线31有时也同样会发生断线,如下所述,可以与漏布线的断线修正一样进行修正,但由于是TFT基板制作工序的初始阶段,也可以将全部布线、电极图形剥离除去而重新制作。
图30为示出实施例5的实施断线缺陷修正方法的优选修正装置的构成的示图。本装置,是在实施例1中示出的可以利用激光进行短路修正的自动修正装置的结构上增加断线修正用的材料涂敷机构206的装置。另外,符号201表示修正综合控制器、204表示激光头驱动轴、207表示激光、208表示缺陷部。
在图30中,示出的是将材料涂敷机构206相对图形修正装置光学系统202的光轴斜着配置,从此倾斜方向涂敷断线修正用材料的结构。图31为说明断线修正用的材料的涂敷状态的材料涂敷机构的放大图。根据实施例5,可以利用图形修正装置光学系统202的观察像实时确认涂敷位置及材料涂敷状态,并且可以利用涂敷机构控制装置203进行控制。
例如,如图31所示,在使材料涂敷机构206与电子电路基板210(例如,TFT基板)接触进行涂敷时,必须对材料涂敷机构206与基板210的接触状态进行检测以便不会过度接触基板210而损伤基板210或损伤材料涂敷机构206。通过利用图形修正装置光学系统202进行监测可以在优选接触状态下供给涂敷材料。
下面对TFT基板的布线的一部分缺失的场合,即以断线状态的场合为例,就断线缺陷修正步骤予以详细说明。其中,是以对图29所示的断线缺陷216进行修正的场合为例进行说明。将利用检查装置(未图示)检测的断线缺陷216的TFT基板210由传送自动装置(未图示)等传送到修正装置并设置于载台209上。
另一方面,经生产线的网络205接收由检查装置检测的缺陷位置信息,并根据该信息驱动载台209使断线缺陷位置216在修正装置的光学系统视野内再现。
之后,利用自动对焦机构(未图示)使整个光学系统在与设置载台209的TFT基板210的面垂直的Z方向上移动使焦点与TFT基板210的表面合焦。也可以利用基板载台209使基板210在Z方向上移动。在使光学系统202移动时,通过使激光振荡器及照射光学系统也一体移动,可以使激光光学系统的光轴保持一定。
此处,从设置于激光光学系统中的CCD相机拍摄的图像,判定是否是可以修正的断线缺陷216。在判断是可以修正的断线缺陷216时,以涂敷材料(液状)243在源电极33上涂敷。
在由于异物的原因产生断线缺陷216而异物残留时,在利用修正装置的脉冲激光将异物去除之后进行断线缺陷216修正。另外,根据需要,可通过激光照射等方法将通过涂敷材料243连接的布线的氧化膜去除而使连接电阻减小。
材料涂敷机构206的前端,置于存放容器内以使其不会由于涂敷材料243而固化。这是为了使材料涂敷机构206的前端部保持一定状态。移动断线缺陷216的位置到大致为图形修正装置光学系统202的视野的中心部并移动材料涂敷机构206的前端部使其到达此视野的中心部。材料涂敷机构206,具有只使这一部分可以进行微小移动的功能,根据图像识别可以自动移动到断线缺陷216的位置。
在使材料涂敷机构206从这一状态缓慢下降时,前端部与漏布线211的表面接触。使其再下降时,材料涂敷机构206的前端部由于弹性力而弯曲,在观察视野内向前端方向偏移。通过观察此偏移,可以确认材料涂敷机构206的前端部接触到漏布线211。通过不断对一定的偏移量进行监视,可以使材料涂敷机构206的下降量稳定。
另外,在偏移量过大时,由于在源电极33上施加力,有可能损伤源电极33,所以此偏移量设定为数μm大小。在确认接触后,利用材料涂敷机构206供给材料。
图32为材料涂敷机构的说明图。图33为对图29的断线缺陷216的部分利用材料涂敷机构涂敷修正用材料的状态的说明图。材料涂敷机构206是以作为金属膜的原料的金属络合物填充的吸管,例如由玻璃材料形成的玻璃吸管。
材料涂敷机构206,如图32(a)所示,具有在吸管内填充液体的涂敷材料243的结构。在将此吸管内的材料243按照如图32(b)所示的方式以机械工具238挤出或利用气体压力(为了抑制与材料的反应优选是使用惰性气体)向断线缺陷216部分供给微量涂敷材料243(图33、图31)。在涂敷涂敷材料243之际,如图31所示,为了充分确保连接部,对正常部上面也供给涂敷材料243以使布线接触电阻降低而充分地进行布线连接。
图34为断线缺陷的修正法的说明图。在供给涂敷材料243之后,如图34(a)所示,进行涂敷形状的整形。在此成形中,如实施例1所示,进行利用掩模的形状的整形加工。一般,金属膜,由于是利用热加工的加工产物,必须具有很强的加工能量,根据加工条件及TFT基板210的层叠状态的不同,有可能损伤底层。因此,在涂敷材料243是金属络合物的状态时,优选是进行以光化学反应引起的分子离解为主的加工导致的图像形成。
在退火(热处理)引起的金属膜的形成中体积变化大的场合,假如在退火中进行一次处理之后进行整形处理时,退火后的体积变动小更好。退火处理可利用红外线灯、基板加热器或激光照射进行。
在激光照射中,优选是选择在涂敷材料243中存在吸收的激光。为了不进行利用激光照射除去涂敷材料243的加工,优选是激光采用连续振荡、进行连续热处理。
此外,在利用这些激光照射等等的退火工序中,通过向断线修正部供给惰性气体抑制退火时的氧化及涂敷材料243的金属膜的形成前的材质变化,可以进行可靠性高的布线连接。
利用掩模加工对电子电路图形进行整形(图34(a))。在掩模加工中,如实施例所示,通过使用脉冲宽度为数nm的脉冲激光,可以进行热影响小的加工。之后,通过退火使金属膜析出,完成断线修正,得到修正布线219(图34(b))。根据需要,也可以在金属膜形成后加入布线整形的工序。
以上示出的是在TFT基板210的源电极33的工序中的断线缺陷216的修正,不过在其它TFT层中缺失的图形修正中也可以利用同样的处理。此外,对在TFT基板中不残留的、在生产工序上必需的中间层的图形也同样可以应用。也包含这种场合,在涂敷材料243由于光化学反应材质改变时,成为对涂敷材料243及材料涂敷机构206进行遮光,可以进行稳定的材料供给的结构。
图35为说明作为本发明的实施例5的修正作业的流程的示图。利用上述的材料涂敷机构206,可成为图35所示的修正系统。利用根据外观检查等等的缺陷检测装置检测并分类的电子电路基板的各种图形缺陷,按照以下的步骤进行修正。
[图形A]··短路缺陷
在图35中,对短路缺陷修正的步骤进行说明。首先,选择符合TFT基板210的图形的掩模(S1A)。利用修正对象层的材料、图形(层叠结构)等选定激光能量及波长、射束数等加工条件(S2A)。根据需要,可分阶段应用多个条件。使图形与电子电路基板重合,进行利用激光的掩模加工(S3A)。在修正区域在一个激光照射区域包括不了时,将其分割为多个,顺序进行修正。加工状态,利用图形修正装置光学系统202的拍摄图像进行实时监测,判定修正完成或再加工(S4A)。
[图形B]··异物缺陷
在存在异物时,即使是该异物的存在地点和大小对修正对象层没有影响,有时会影响下一个层叠图形。因此,就TFT基板210的生产工序而言优选是预先予以除去。短路修正也一样,根据异物种类(以颜色及形状判断)及异物发生位置、层叠结构等选定加工条件(S1B)。
这种场合,既可以与短路修正同样实施掩模修正,但为了有效利用激光能量,将激光收缩为矩形或圆形来加工异物是有效的(S2B)。加工,利用观察光学系统进行监视,判断修正是否完成(S3B)。在电路图形中存在异物而实施去除加工时,说不定对图形有影响,此时,进行下面说明的断线修正。
[图形C]··断线缺陷
下面对断线缺陷的修正步骤进行说明。首先,进行材料涂敷机构(S1C)。利用观察光学系统监视涂敷状态,判定在涂敷材料中是否充满断线缺陷(S2C)。(判定在涂敷材料中是否发现断线缺陷(S2C)。)在材料体积变动大时,为了提高连接可靠性使材料更稳定,暂时通过退火进行一次热处理(S2C)。
利用上述的[图形A]的步骤实施掩模修正,整形成符合电子电路图形的形状(S4C)。整形后,在退火(S5C)中析出金属膜。修正状态,由修正装置光学系统202进行实时监视,进行修正完成的判断(S6C)。利用以上的修正步骤修正的TFT基板210传送到下一个工序。
[实施例6]
在图32示出的非接触型的材料涂敷机构206中,由于可以利用在实施例1中说明的掩模修正方式,对材料涂敷后的图形进行整形,不需要像过去那样进行与源电极33的宽度高精度重合的材料涂敷。利用非接触型的材料涂敷机构206对包含缺陷部分的宽区域进行材料涂敷,并通过掩模加工形成图形。就是说,不需要的部分可通过激光加工进行去除加工,在存在断线缺陷216的布线上残留涂敷材料243,通过对其进行退火可以形成金属布线。
在这种方式中,由于可以使材料涂敷机构206不与基板210接触进行涂敷,由于可以缩短材料涂敷机构206的控制量即控制时间,所以修正处理时间缩短。此时,材料涂敷机构206的位置精度,通过预先实施激光修正光学系统202和材料涂敷机构206的位置校正,可得到涂敷材料243在断线缺陷部分216上与涂敷材料243与正常部分重合涂敷的程度的位置精度。
涂敷区域,由于存在利用掩模加工的整形工序,不需要一定要在源电极33的布线宽度内。可以覆盖断线缺陷部216。在图32(b)中,将材料涂敷机构206配置在相对基板的垂直方向上,涂敷材料243以射出方式涂敷,但如图31所说明的,也可以从倾斜方向进行。涂敷状态,利用图形修正装置光学系统202的观察图像进行监视,对射出量及位置进行控制。在这种方式中,与接触型的材料涂敷机构206相比,可以提高断线缺陷修正处理速度。
[实施例7]
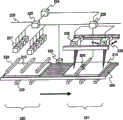
图36为说明使用具有掩模交换功能的激光电子电路图形修正装置的检查和修正系统的示图。其中,说明的是不停止基板210,通过连续传送进行检查和修正的处理系统。在检查工序250中,利用摄像元件225,例如具有CCD相机14元件的行传感器227等对基板210进行拍摄,由图像处理装置225进行缺陷检测图像处理而使缺陷可视。
行传感器,为了也可以对大型基板进行检查,在一轴方向上排列多个,并将多列交错排列。照明,通过将下射(与摄像元件同轴照明)、斜向照明228、透射照明229单独应用或复合应用进行照射,通过照明切换,不仅可以使缺陷的可视变得容易,而且可以对缺陷种类进行分类。另外,根据需要,通过偏光照明和偏光检测,可以使由偏光特性可变的有机物等构成的薄膜及异物的可视变得容易。检测图像发送到图像处理装置225,于其中实施必要的图像处理,进行缺陷检测。
利用这些检查工序250检测的断线、短路、异物的缺陷种类和坐标信息经生产线的网络205将数据发送到检查修正管理服务器224。此处,将可成为生产上致命的缺陷,即布线短路及断线缺陷、成为工序上问题的异物等提取,确定修正对象缺陷的确定和修正方法。
这些数据发送到修正工序251的修正控制PC226。另外,在缺陷数超过一定值,推测在生产工序上存在问题时,生产管理PC(未图示)230通过网络205发送信息,发出警告要实施工序对策。
修正工序251,是由作为3个修正头的异物去除头(激光光学系统)230、材料涂敷头(材料涂敷机构)206及短路缺陷修正兼图像形成头(激光光学系统)232构成的。为了提高连续传送中的处理效率,各个修正头独立进行修正。它们是相对于基板传送方向在平行方向上移动对缺陷地点进行修正。基板,一直不断受到传送,为了移动也在传送方向上移动,但具有只要移动量跟得上基板传输速度即可,在传送方向上移动一定量时返回原点的机构。
在返回原点时缺陷位置流动时,对其进行跟踪使修正头在传送方向上移动。为了使修正无遗漏,对于从哪一个缺陷起进行修正等的坐标及对象缺陷等的修正步骤,由检查修正管理服务器224确定。异物去除激光光学系统230基本功能是异物去除,但必要时也可以用来进行短路修正。
检查工序250在一定时间内进行处理,修正工序251的处理时间取决于修正对象的缺陷数。因此,在修正工序251需要处理时间时,基板210的传送有可能停滞。因此,在基板210的传送中空出大约半个基板至一个基板的间隔进行传送,修正工序251的处理时间差由这一传送间隔调整。
就是说,在检查工序250和修正工序251中设置用来实现不同的传输速度的速度控制功能233。它们也可以根据修正对象数将各修正头设置多个来加速处理速度。另外,附图标记209表示载台。
图37为说明使用具有掩模交换功能的激光电子电路图形修正装置的另一检查和修正系统的示图。与图36相同的附图标记对应同一功能部分。这一结构,示出的是修正工序251的传输系统209具有两个分支的示例。与图36一样,各修正头在与传送方向的正交方向上移动,并且移动到缺陷位置坐标进行修正。
传输系统是两分支系统,但修正头为一个单元,横跨两个传输系统移动进行修正。例如,由于对于一个缺陷进行短路修正处理的时间,异物去除头230和材料涂敷头206空闲,了利用这些空闲头对另一个基板进行异物去除(也可以进行短路修正)及断线部的材料涂敷。
另外,传送系统209可以分别独立地进行速度控制,在修正工序中,由于具有两个传送系统也可以进行传送调整,可使检查工序250的处理速度保持一定。这些可利用速度控制功能233不断监视传送速度,进行控制,并由检查修正管理服务器224确定修正方法、修正工序251的传送方法。
以上说明的是利用连续传送进行检查和修正工序的处理的系统,即使是步进传送也可以进行检查和修正。此时,在检查用相机中不是行传感器停止使用之际,利用面传感器进行拍摄。另外,在如连续传送那样使用行传感器的场合,在步进传送中拍摄动画。在修正工序中,在步进停止时进行修正。在此场合,检查行和传送行以不同的步进和速度移动。此外,即使是检查工序是连续传送,修正工序是步进传送,也可以做到上述检查和修正。
以上是针对载置电子电路基板210的载台209相对于装置设置面为水平的场合的说明,而在电子电路基板210大型化的场合,装置的设置面积扩大。于是,也可以如图38所示。就是说,图38为说明电子电路基板的另一设置形态的示图。载置异物去除头和材料涂敷头的修正单元230,设置于移动载台235上,可以对基板210上的任意点进行修正。
通过将迄今说明的检查和修正系统的传送形态,如图38所示,设置成为垂直或接近垂直的取向,可使装置设置面积减小。此时,通过使检查和修正工序的光学系统也在基板210的法线方向上构成,可以与水平传送同样进行检查和修正。
[实施例8]
作为本发明的实施例8,以TFT基板的制造方法为例进行说明。
TFT基板的制造过程,包括在玻璃基板上形成栅电极的工序(栅电极形成工序)、在形成栅电极的玻璃基板上形成栅绝缘膜的工序(栅绝缘膜形成工序)、形成非晶硅等的TFT活性层(岛形部)的工序(岛形部形成工序)、漏源电极形成工序(漏源形成工序)、形成保护膜的工序(保护膜形成工序)。
此处,至少栅电极形成工序、岛形部形成工序以及漏源电极形成工序(将这些工序称为电路图形形成工序),在电路图形(栅电极、岛形部、漏源电极)的形成中利用光刻胶图形刻蚀。
在实施例8中,在这些电路图形形成工序的各个之中,在刻蚀之前,检查光刻胶图形,通过按照该检查结果进行光刻胶图形的修正,将在电路图形中可能产生的毛病在该电路图形形成前予以修正。
图39为用来说明应用本发明实施例8的电路图形形成工序的工艺过程图。其中,是以电路图形为漏源电极的场合为例进行说明的。
首先,通过成膜工序,在形成栅电极、栅绝缘膜及岛形部的玻璃基板(中间品)上形成漏源膜(S3901)。之后,利用光刻胶膜涂敷及烧结工序涂敷光刻胶液并烧结,在漏源膜上形成光刻胶膜(S3902)。之后,进行后述的曝光工序,在掩模投影图形中反映对下层的电路图形(栅电极、岛形部)的光刻胶图形的修正历史(S3903)、显影(S3904),在漏源膜上形成光刻胶图形。
其后,进行光刻胶图形的外观检查,检测短路缺陷、断开缺陷、异物混入等缺陷(S3905)。其中,在光刻胶图形的外观检查装置中,例如,可以利用已有的图形匹配技术。就是说,在利用吹风等将光刻胶图形上的可以去除的异物吹飞之后,对光刻胶图形的拍摄图像及预先准备的光刻胶图形的正常图像进行比较而检测两者不一致的部分。
之后,将检测的不一致部分与预先对每个缺陷种类准备的光刻胶图形的缺陷图像进行比较。于是,将与最类似的缺陷图像相对应的缺陷种类作为由不一致部分产生的缺陷检测。
在S3905中,在光刻胶图形的外观检查中不存在异常的场合,就通过进行刻蚀(S3907)及光刻胶图形剥离(S3908)而形成漏源电极。
另一方面,在S3905中,在光刻胶图形的外观检查中存在异常时,进行后述的光刻胶图形修正工序,在进行针对漏源电极的光刻胶图形的修正的同时,生成针对漏源电极的光刻胶图形的修正历史(S3906)。其后,通过进行刻蚀(S3907)及光刻胶图形剥离(S3908)而形成漏源电极。
图40为用来说明图39所示的光刻胶图形修正工序(S3909)的工艺过程图。
首先,确认在图39所示的光刻胶图形检查工序(S3905)中检测的缺陷种类(S4001)。在缺陷种类是短路缺陷时,就进入到S4002~S4004的短路修正工序,在是断开缺陷时就进入到S4005~S4007的断开缺陷修正工序,并且,在异物混入时则进入到S4008~S4011的异物混入缺陷修正工序。
(1)短路缺陷修正工序
在图39所示的光刻胶图形检查工序(S3905)中,在图41(A)所示的本来应该分离的光刻胶图形4100、4101由于部分A互相连接而形成的短路缺陷被检测时,可选择形成如图41(B)所示的用来只对该部分A进行激光照射的开口4103的加工用掩模4102(S4002)。
借助经过具有与图3所示的短路21部分的布线图形形状相同的激光透射图形22的掩模5进行激光照射,将短路21部分去除而使各像素每个彼此分离。之后,根据要修正的光刻胶膜的材料、膜厚等等选定激光的光强度、波长、射束(脉冲)数等的加工条件(S4003)。
之后,如图41(C)所示,在使选定的加工用掩模4102与部分A重合的同时,按照选定的加工条件使激光经过该加工用掩模4102照射短路缺陷位置。此时,由拍摄装置拍摄部分A,通过对拍摄的部分A的图像进行分光波形(例如RGB强度)分析而研究部分A的分先特性,由该分光特性测定部分A的残膜的厚度,根据该测定结果改变激光的加工条件(射束)数进行反馈控制也可以。
例如,也可以测定每一射束的膜厚的变化,利用测定结果计算除去残膜所必需的射束数而改变加工条件。或者,也可以测定部分A的残膜的厚度分布,将在部分A中与其它部分相比厚度大(小)的部分的光强度加强(减弱)来改变加工条件。结果,如图41(D)所示,部分A去除而使光刻胶图形4100、4101分离(S4004)。
(2)断开缺陷修正工序
在图39所示的光刻胶图形检查工序中(S3905),在图42(A)所示的本来应该连接的光刻胶图形4200、4201由于部分B互相分离而形成的断开缺陷被检测时,可对如图42(B)所示的部分B进行光刻胶液4202的局部再涂敷和烧结(S4005)。
此时,由拍摄装置拍摄部分B,通过对拍摄的部分B的图像进行分光波形分析而研究部分B的分光特性,由该分光特性测定对部分B的再涂敷的光刻胶液的膜厚或硬度,根据该测定结果改变光刻胶液的射出数等涂敷条件及加热温度等烧结条件进行反馈控制也可以。
例如,也可以测定每一射出的膜厚的变化,利用测定结果计算形成规定的光刻胶膜所必需的射出数而改变加工条件。或者,也可以测定在部分B上形成的光刻胶膜的硬度分布,将在部分B中与其它部分相比硬化程度小(大)的部分的加热温度加强(减弱)来改变加工条件。
另外,也可以在S4005之前,对部分B进行激光照射而形成微细的凹部或形成粗糙度。这样一来,就可以使光刻胶液具有对涂敷位置的自对准功能。
之后,选择如图42(C)所示的用来对部分B再形成光刻胶图形的再形成用掩模4203(S4006)。另外,根据再涂敷的光刻胶膜的材料、膜厚等,选定激光的波长、射束数等加工条件。之后,如图42(D)所示,在进行使选定的再形成用掩模4203与部分B位置重合的同时,按照选定的加工条件,经过该局部曝光用掩模4203对部分B照射激光而进行整形(S4007)。
结果,如图41(E)所示,在部分B上形成光刻胶膜而使光刻胶图形4200、4201连接(S4007)。
另外,光刻胶液的涂敷以大概的精度进行,如前所述,通过与电路图形形状相同的掩模图形进行激光照射也可以进行形状整形。就是说,经过具有与图3的短路21部分的布线图形形状相同的激光透射图形22的掩模5进行激光照射,可以使短路21部分去除而使各像素每一个的像素电极34彼此分离。
(3)异物混入缺陷修正工序
在图39所示的光刻胶图形检查工序中(S3905),在图43(A)所示的利用吹风等不能去除的异物4301混入光刻胶图形4300的部分C的异物混入缺陷被检测时,如图43(B)所示,可对包含部分C及形成迂回图形的部分的区域D进行光刻胶液4203的局部再涂敷和烧结(S4008)。
此时,由拍摄装置拍摄区域D,通过对拍摄的区域D的图像进行分光波形分析而研究区域D的分光特性,由该分光特性测定对区域D的再涂敷的光刻胶液的膜厚或硬度,根据该测定结果改变光刻胶液的射出数等涂敷条件及加热温度等烧结条件进行反馈控制也可以。
例如,也可以测定每一射出的膜厚的变化,利用测定结果计算形成规定的光刻胶膜所必需的射出数而改变加工条件。或者,也可以测定在区域D上形成的光刻胶膜的硬度分布,将在区域D中与其它部分相比硬化程度小(大)的部分的加热温度加强(减弱)来改变加工条件。
之后,选择如图43(C)所示的用来迂回该部分C形成光刻胶图形的迂回用掩模4302(S4009)。另外,根据再涂敷的光刻胶膜的材料、膜厚等,选定激光的光强度、波长等加工条件。之后,如图43(D)所示,在进行使选定的迂回用掩模4202与区域D位置重合的同时,按照选定的加工条件,经过该迂回用掩模4202对区域D照射激光而进行整形(S4010)。结果,如图43(E)所示,在区域E形成迂回图形4304。
另外,也可以在S4009之前,对部分C照射激光而将混入异物的光刻胶图形部分去除。在此场合,在刻蚀层(底层)不产生膜剥离等的场合,也可以进行与(2)断开缺陷修正工序的场合同样的处理(S4005~S4007)在部分C上再形成光刻胶图形。
图44为用来说明图39所示的电路图形形成工序(S3903)的工艺过程图。
首先,研究对下位的电路图形层是否执行图40的S4008~4010(异物混入缺陷修正工序)。例如,在形成对象的电路图形是漏源电极时,对作为下位的电路图形层的岛形部层或栅电极层,研究是否执行图40的S4008~S4010(S4401)。
在S4401中判断为不执行时,经过通常的电路图形工序(S4402)。另一方面,在S4401中判断为执行时,必须形成迂回电路。在用来形成电路图形的曝光工序中,为了形成正常电路(不形成迂回电路的状态)图形,不使用在图40的S4008~S4010中进行的修正。
于是,对这一坐标部分涂敷光刻胶(利用光刻胶使正常电路图形部分平坦化进行再形成)(S4403),利用激光加工形成与新的下层图形重合的迂回电路(S4404)。
另外,在曝光工序使用DMD及液晶显示装置等的无掩模工序中,下面对方法有效。就是说,在在S4401中判断为不执行时,使用对形成对象的电路图形准备的标准的曝光用掩模进行曝光。另一方面,在S4401中判断为执行时,与在下位的电路图形装置中使用的迂回用掩模重合对曝光掩模进行局部改变而进行曝光。
例如,在岛形部层(TFT活性层)的形成工序中,执行图40的S4008~S010的结果,如图45(A)所示,在岛形部4501在与本来的形成位置E为距离H的偏移位置F处形成时,在漏源电极层的形成工序中,执行图44的S4403,为了在该岛形部4501上应该形成的漏电极4502、源电极4503与此偏移重合并从本来的电极端部4504延长一个距离H而形成,局部改变漏电极4502、源电极4503用的曝光掩模。于是,使用该曝光掩模进行曝光。
下面对图39所示的光刻胶图形检查工序(S3905)及光刻胶图形修正工序(S3906)中使用的光刻胶图形检查和修正系统进行说明。
图46为示出在实施例8的光刻胶图形检查工序及光刻胶图形修正工序中使用的光刻胶图形检查及修正系统的一例的示图。
如图所示,光刻胶图形检查和修正系统,具有检查在流过载台480上的TFT基板的半成品(在最上层形成光刻胶图形的TFT基板)485上形成的光刻胶图形的光刻胶图形检查装置460,按照在光刻胶图形检查装置460中的检查结果对在流过载台480的上的TFT基板的半成品485上形成的光刻胶图形的缺陷进行修正的光刻胶图形修正装置470和与光刻胶图形检查装置460及光刻胶图形修正装置470相连接的LAN等的网络490。
光刻胶图形检查装置460,具有行传感器461和缺陷检测装置462。行传感器461,是由多个摄像元件(例如CCD相机)排列而构成的,可以对TFT基板的半成品485具备的至少一行大小的TFT元件的半成品进行拍摄。
缺陷检测装置462,是检测在TFT基板的半成品485上形成的光刻胶图形的缺陷的计算机。在缺陷检测装置462上,针对在TFT基板上制作的TFT元件,预先登录栅电极用的光刻胶图形、栅绝缘膜用的光刻胶图形、岛形部用的光刻胶图形及漏源电极用的光刻胶图形各自的正常图像。
另外,分别针对栅电极用的光刻胶图形、栅绝缘膜用的光刻胶图形、岛形部用的光刻胶图形及漏源电极用的光刻胶图形中的每一个,对缺陷的每一种类(短路、断开及异物混入等)预先进行登录。
缺陷检测装置462,将利用行传感器461拍摄的各TFT元件的半成品的光刻胶图形图像与该光刻胶图形的正常图像进行比较,利用图形匹配技术检测两者不一致的部分。于是,将检测的不一致部分与每个缺陷的种类预先登录的该光刻胶图形的缺陷图像进行比较,将与最类似的缺陷图像相对应的缺陷种类作为在不一致的部分中产生的缺陷检测。之后,生成包含缺陷种类、缺陷发生地点的坐标信息、缺陷发生地点的拍摄图像的缺陷信息,经过网络490发送到光刻胶图形修正装置470。
另外,缺陷检测装置462,也可以将由行传感器461拍摄的各TFT元件的半成品的光刻胶图形图像的各像素与邻接像素(正常部)进行比较,判定缺陷的存在。另外,也可以利用从光刻胶图形图像提取的特征量(形状、颜色、膜厚等等),判定缺陷的种类。另外,也可以通过与上述登录图像配合,有无缺陷及种类。
光刻胶图形修正装置470,具有将光刻胶液局部涂敷及烧结的涂敷烧结机构471;进行掩模和TFT基板的半成品485的缺陷部分的位置重合、利用激光加工对光刻胶图形的缺陷部分进行修正的拍摄激光光学系统472;以及控制装置473。控制装置473,是控制涂敷烧结机构471和拍摄激光光学系统472的计算机。
图47为光刻胶图形修正装置470的概略构成图。
涂敷烧结机构471(参照图46)具有涂敷机构及烧结机构。烧结机构具有设置有可以局部改变热量的加热面的加热器4715。涂敷机构具有保持光刻胶液的分配器4711及驱动分配器4711从分配器4711喷出光刻胶液的驱动装置4712。图48为分配器4711的概略剖面图。
如图所示,分配器4711,具有形成喷出口的保持部47111;活塞部47112;以及辅助气体引导部47113。在保持部47111中保持光刻胶液47114。活塞部47112,由驱动装置4712驱动,将保持于保持部47111中的光刻胶液47114从喷出口压出。另外,在保持于保持部47111中的光刻胶液47114和保持部47111之间可以填充氮气等用来使光刻胶液47114材料稳定化的惰性气体47115。
引导部47113形成于保持部47111的周围,向着从保持部47111的喷出口的周围将保持于保持部47111中的光刻胶液47114压出方向将从驱动装置4712供给的氮气等惰性气体喷出。通过设置引导部47113,即使是将分配器4711配置于与TFT基板的半成品485的缺陷部分分离的位置时,也可以对该缺陷部分涂敷(散布)光刻胶液47114。
另外,为了可以利用后述的拍摄光学系统对涂敷于该缺陷部分的光刻胶液的涂敷状态及烧结状态以及利用激光加工的整形状态等实时进行监视,分配器4711,如图7所示,也可以配置于与拍摄光学系统及激光光学系统的光轴L不重合的位置。
拍摄激光光学系统472(参照图46),具有激光光学系统及拍摄光学系统。此处,激光光学系统与拍摄光学系统具有相同的光轴L。
激光光学系统,具有激光振荡器4721;由光束扩展器及均化器等构成的光束整形机构4722;由掩模载台等构成的掩模机构4723;成像透镜4724;以及物镜4725。从激光振荡器4721照射的激光,利用光束整形机构4722扩展成为规定的束径,并且整形成为使激光照射区域的激光强度分布成为规定的分布。
之后,整形了的激光,整形为与设置在掩模机构4741上的掩模相应的掩模投影图形,之后,经过成像透镜4724及物镜4725照射到设置在载台480上的TFT基板的半成品485的缺陷部分上。
拍摄光学系统具有:设置有AF(自动聚焦)机构的拍摄装置(例如CCD相机)4731;透镜4732;半透明反射镜4733;光刻胶图形拍摄用照明装置(例如光源用光纤)4734;聚光透镜4735;半透明反射镜4736;掩模拍摄用照明装置(例如光源用光纤)4737;聚光透镜4738;半透明反射镜4739;透射照明用照明装置(例如光源用光纤)4740;聚光透镜4741。
拍摄装置4731,经过半透明反射镜4733及透镜4732对设置于掩模机构4723中的掩模的影像进行拍摄。此时,通过将掩模拍摄用照明装置4737的光经过聚光透镜4738及半透明反射镜4739照射到设置于掩模机构4723中的掩模上来调节掩模的影像的亮度。另外,拍摄装置4731经过半透明反射镜4733及透镜4732对设置于载台480的TFT基板的半成485的影像进行拍摄。
此时,通过将光刻胶图形拍摄用照明装置4734的光经过聚光透镜4735及半透明反射镜4736照射到设置于载台480中的TFT基板的半成品485来调节半成品485的影像的亮度。通过将透射照明用照明装置4740的光经过聚光透镜4741从里侧照射到设置于载台480中的TFT基板的半成品485来调节半成品485的影像的亮度。
控制装置473,经过网络490按照从缺陷检测装置462发来的缺陷信息,控制光刻胶图形修正装置470的各部,进行局部光刻胶液的涂敷及烧结以及光刻胶图形的缺陷修正。
(1)局部光刻胶液的涂敷及烧结
控制装置471,在从缺陷检测装置462接收到的缺陷信息中包含的缺陷种类是断开缺陷或异物混入缺陷时,为了局部光刻胶液的涂敷及烧结进行对光刻胶图形修正装置470的各部的控制。首先,控制载台480,移动设置于载台480上的TFT基板的半成品485,以使包含于缺陷信息中的缺陷发生地点的坐标信息表示的位置与分配器4711产生的光刻胶液的涂敷位置一致。
之后,控制驱动装置4712,使光刻胶液从分配器4711中喷出,涂敷光刻胶液使其覆盖该半成品的光刻胶图形的缺陷部分。此时,对利用拍摄装置4731拍摄的光刻胶图形缺陷部分的影像进行分光波形分析,研究该缺陷部分的分光特性,由预先登录到控制装置471的分光特性及光刻胶液的膜厚的关系信息测定在该缺陷部分上再涂敷的光刻胶液的膜厚,并根据该测定结果进行反馈控制改变光刻胶液的射出数等涂敷条件。
例如,测定每一射出的膜厚的变化,利用测定结果控制驱动装置4712,使为了形成规定的光刻胶膜所必需的射出数的光刻胶液从分配器4711喷出。另外,光刻胶液的膜厚也可以利用拍摄装置4731具备的AF机构的焦点位置的变化进行测定。另外,也可以设置再涂敷的光刻胶液的压出机构(压勺等),并利用此压出机构调节光刻胶液的膜厚。
之后,控制加热器4715,将再涂敷于TFT基板的半成品485的光刻胶缺陷部分上的光刻胶液烧结。此时,对利用拍摄装置4731拍摄的光刻胶液的再涂敷部分的影像进行分光波形分析,研究该再涂敷部分的分光特性,由预先登录到控制装置471的分光特性及光刻胶液的硬化度的关系信息测定该再涂敷部分的光刻胶液的硬化度,并根据该测定结果进行反馈控制改变光刻胶液的烧结条件。
例如,测定再涂敷部分的光刻胶膜的硬度分布,控制加热器4715以使在该再涂敷中与其它部分相比硬化程度小(大)的部分的加热温度加强(减弱)来改变加工条件。
(2)光刻胶图形的缺陷修正
控制装置471,按照从缺陷检测装置462接收到的缺陷信息,为了光刻胶图形的缺陷部分的修正进行对光刻胶图形修正装置470的各部的控制。首先,将从缺陷检测装置462接收到的缺陷信息中包含的光刻胶图形缺陷部分的拍摄图像在未图示的显示装置上显示,使操作员将该缺陷部分修正用的掩模(加工用掩模、再形成用掩模、迂回用掩模)设置于掩模机构4723上。
之后,对设置于掩模机构4723上的掩模和设置于载台480上的TFT基板的半成品485由拍摄装置4731进行拍摄,例如,为了使设置于掩模中的基准标记与半成品485的规定位置重合,通过控制载台480,使设置在载台480上的TFT基板的半成品485移动。
之后,控制激光振荡器4721,对TFT基板的半成品485的光刻胶图形进行整形。此时,对利用拍摄装置4731拍摄的光刻胶图形的缺陷部分的影像进行分光波形分析,研究该缺陷部分的分光特性,由预先登录到控制装置471的分光特性及光刻胶膜的膜厚的关系信息测定在该缺陷部分上光刻胶膜的膜厚,并根据该测定结果进行反馈控制改变激光的加工条件。
例如,测定每一射束的膜厚的变化,利用测定结果控制激光振荡器4721以便输出用于去除残膜所必需的射束数的激光脉冲。或者,测定缺陷部分的残膜的厚度分布,改变光束整形机构4722以使在该缺陷部分中与其它部分相比厚度大(小)的部分的激光强度加强(减弱)。
另外,光刻胶图形修正装置470,如图47所示,也可以具备利用吹风、光分解、热及化学处理分解等来去除混入到光刻胶图形中的异物的异物去除机构4750。
以上,对本实施例8进行了说明。在实施例8中,因为对光刻胶图形进行修正,可以减小由于图形缺陷的修正对图形层的影响。另外,因为在TFT基板的各个图形层的形成工序中进行光刻胶图形的检查和修正,可以对各图形层的图形缺陷进行修正。所以,可以在不降低电路图形的质量和精度的情况下防止在TFT基板上制作的电路图形不合格的发生。
另外,在实施例8中,是对光刻胶图形的缺陷部分进行光刻胶液的再涂敷,但光刻胶材料也可以不是液状。例如,可以采用图49(A)所示的薄膜状的光刻胶材料4901。或者,也可以采用图49(B)所示的粒子状的光刻胶材料4902。另外,在图49中,附图标记4903是光刻胶膜,附图标记4904是刻蚀层(底层)。
虽然上面示出和描述了根据本发明的几个实施例,但应该了解,公开的实施例可以在不脱离本发明的范围的情况下进行改变和改型。因此,本发明并不受限于上面的示出和描述的细节,而包括由所附的权利要求覆盖的全部的改变和改型。