CN101570880A - 导流式电镀滚筒总成 - Google Patents
导流式电镀滚筒总成 Download PDFInfo
- Publication number
- CN101570880A CN101570880A CNA2009101040240A CN200910104024A CN101570880A CN 101570880 A CN101570880 A CN 101570880A CN A2009101040240 A CNA2009101040240 A CN A2009101040240A CN 200910104024 A CN200910104024 A CN 200910104024A CN 101570880 A CN101570880 A CN 101570880A
- Authority
- CN
- China
- Prior art keywords
- end cap
- guide vane
- cylinder
- drum
- angle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Electroplating Methods And Accessories (AREA)
Abstract
本发明公开了一种导流式电镀滚筒总成,采用在筒体及端盖外表面或内表面设置导流叶片,根据操作需要调整导流叶片倾角,使其形成吸入或导出效应,强制电镀液进入和流出电镀滚筒,能够保证滚筒内外的电镀液顺畅快速交换,由于设置在滚筒外表面的导流叶片在旋转时能够快速的搅拌槽内溶液,使电镀槽内部离子浓度得到均衡,使滚筒内部的金属离子得到及时补充,保证电镀时的电流密度,从而保证电镀的质量和效率;导流叶片设置在滚筒表面,对滚筒壁及端盖起到加固作用,能够提高滚筒的稳定性,从而增加滚筒的使用寿命;本发明结构简单,制造成本低,可广泛应用于电镀行业。
Description
技术领域
本发明涉及一种电镀设备部件,特别涉及一种导流式电镀滚筒总成。
背景技术
电镀是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程。电镀时,镀层金属做阳极,被氧化成阳离子进入电镀液;待镀的金属制品做阴极,镀层金属的阳离子在金属表面被还原形成镀层,达到改变基材表面性质或尺寸的目的,电镀能增强金属的抗腐蚀性(镀层金属多采用耐腐蚀的金属)、增加硬度、防止磨耗、提高导电性、润滑性、耐热性、和表面美观。电镀包括挂镀、滚镀和振镀等。由于滚镀不使用挂具,节约工时,滚筒在转动过程中不断对工件进行搅拌,可使镀件表面的气泡及早脱离,防止杂质黏附,所以电镀螺栓、螺母、垫圈等等较小工件常常使用滚镀。
滚筒是滚镀的重要部件,对滚镀的质量影响较大,滚筒上设置电镀液导流孔,完成筒内外电镀液交换。电镀过程中,滚筒部分或全部浸入电镀液绕轴向转动。当零件在溶液中进行翻滚和电镀时,滚筒内被镀工件保持在滚筒内,在滚筒的翻转作用下同时受到面板上各孔进入的电镀液的作用。电镀液导流孔形成溶液对流通道,在滚筒旋转时实现滚筒内外溶液的循环,并保证电流在正极和负极之间顺利导通。由于滚筒导流孔开孔总面积有限,溶液通过滚筒旋转被动进出滚筒,这种循环方式会阻碍溶液的交换,不利于滚筒内部的金属离子的补充,减小电镀时的电流密度,影响电镀的质量和效率。
因而,需要对电镀滚筒进行改进,能够保证滚筒内外的电镀液顺畅交换,使滚筒内部的金属离子得到及时补充,保证电镀时的电流密度,从而保证电镀的质量和效率。
发明内容
有鉴于此,本发明提供一种导流式电镀滚筒总成,能够保证滚筒内外的电镀液顺畅交换,使滚筒内部的金属离子得到及时补充,保证电镀时的电流密度,从而保证电镀的质量和效率。
本发明的导流式电镀滚筒总成,包括滚筒和滚筒驱动系统,所述滚筒包括筒体和设置于筒体两端的端盖I和端盖II,所述滚筒与电镀电源阴极连接,所述筒体、端盖I和端盖II上设置电镀液导流孔,筒体外表面或内表面设置筒体导流叶片,筒体外表面的筒体导流叶片与筒体外表面之间的夹角在与滚筒转动方向相同的一侧为锐角,或者,筒体内表面的筒体导流叶片与筒体内表面之间的夹角在与滚筒转动方向相反的一侧为锐角。
进一步,所述端盖I外表面或内表面沿径向设置端盖导流叶片I,端盖II外表面或内表面沿径向设置端盖导流叶片II,所述外表面的端盖导流叶片I与端盖I外表面的夹角在与滚筒转动方向相反的一侧为锐角,或者,内表面的端盖导流片I与端盖I内表面的夹角在与滚筒转动方向相同的一侧为锐角;所述外表面的端盖导流叶片II与端盖II外表面的夹角在与滚筒转动方向相同的一侧为锐角,或者,内表面的端盖导流叶片II与端盖II内表面的夹角在与滚筒转动方向相反的一侧为锐角叶;
进一步,所述筒体横截面为圆形或至少三边的多边形,外表面筒体导流叶片沿筒体外表面螺旋展开,螺旋展开方向使锐角位于端盖II一侧,内表面筒体导流叶片沿筒体内表面螺旋展开,螺旋展开方向使锐角位于端盖II一侧;
进一步,筒体外表面和内表面均设置筒体导流叶片;
进一步,端盖I外表面和内表面均设置端盖导流叶片I,只在端盖II外表面和内表面均设置端盖导流叶片II;
进一步,所述筒体和端盖I上的电镀液导流孔为外大内小的锥形孔,端盖II上的电镀液导流孔为外小内大的锥形孔;
进一步,所述滚筒驱动系统包括动力输入轴和两个撑架,所述动力输入轴两端和滚筒两端分别与两个撑架转动配合,动力输入轴通过齿轮啮合副驱动滚筒转动;所述两个撑架上均固定设置导电横梁,所述导电横梁连接电镀电源阴极并与滚筒电连接。
本发明的导流式电镀滚筒总成,包括滚筒和滚筒驱动系统,所述滚筒包括筒体和设置于筒体两端的端盖I和端盖II,所述滚筒与电镀电源阴极连接,所述筒体、端盖I和端盖II上设置电镀液导流孔,筒体外表面或/和内表面设置筒体导流叶片,筒体外表面的一部分筒体导流叶片与筒体外表面之间的夹角在与滚筒转动方向相同的一侧为锐角形成吸入导流叶片,筒体外表面的另一部分筒体导流叶片与筒体外表面之间的夹角在与滚筒转动方向相反的一侧为锐角形成导出导流叶片;筒体内表面的另一部分筒体导流叶片与筒体内表面之间的夹角在与滚筒转动方向相反的一侧为锐角形成吸入导流叶片,筒体内表面的筒体导流叶片与筒体内表面之间的夹角在与滚筒转动方向相同的一侧为锐角形成导出导流叶片。
进一步,所述端盖I外表面或/和内表面沿径向设置端盖导流叶片I,端盖II外表面或/和内表面沿径向设置端盖导流叶片II,所述一部分外表面的端盖导流叶片I与端盖I外表面的夹角在与滚筒转动方向相同的一侧为锐角形成吸入导流叶片,另一部分外表面的端盖导流叶片I与端盖I外表面的夹角在与滚筒转动方向相反的一侧为锐角形成导出导流叶片;一部分内表面的端盖导流叶片I与端盖I外表面的夹角在与滚筒转动方向相同的一侧为锐角形成导出导流叶片,另一部分内表面的端盖导流叶片I与端盖I外表面的夹角在与滚筒转动方向相反的一侧为锐角形成吸入导流叶片;
一部分外表面的端盖导流叶片II与端盖II外表面的夹角在与滚筒转动方向相反的一侧为锐角形成导出导流叶片,一部分外表面的端盖导流叶片II与端盖II外表面的夹角在与滚筒转动方向相同的一侧为锐角形成吸入导流叶片;一部分内表面的端盖导流叶片II与端盖II内表面的夹角在与滚筒转动方向相同的一侧为锐角形成导出导流叶片,另一部分内表面的端盖导流叶片II与端盖II内表面的夹角在与滚筒转动方向相反的一侧为锐角形成吸入导流叶片;
进一步,与吸入导流叶片对应的电镀液导流孔为外大内小的锥形孔,与导出导流叶片对应的电镀液导流孔为外小内大的锥形孔。
本发明的有益效果:本发明的导流式电镀滚筒总成,采用在筒体及端盖上设置导流叶片,根据需要调整导流叶片的吸入或导出形式,强制电镀液进入和流出电镀滚筒,能够保证滚筒内外的电镀液顺畅快速交换,由于设置在滚筒外表面的导流叶片旋转能够快速的搅拌槽内溶液,使电镀槽内部离子浓度得到均衡,使滚筒内部的金属离子得到及时补充,保证电镀时的电流密度,从而保证电镀的质量和效率;导流叶片设置在滚筒表面,对滚筒壁及端盖起到加固作用,能够提高滚筒的稳定性,从而增加滚筒的使用寿命;本发明结构简单,制造成本低,可广泛应用于电镀行业。
附图说明
下面结合附图和实施例对本发明作进一步描述。
图1为本发明第一种结构示意图;
图2为滚筒筒体沿A-A向剖视图;
图3为图1沿B及C向视图;
图4为图3沿D-D向剖视图(端盖I);
图5为图3沿D-D向剖视图(端盖II);
图6为本发明第二种结构示意图;
图7为滚筒筒体沿E-E向剖视图;
图8为图6沿F及G向视图;
图9为图8沿H-H向剖视图(端盖I和端盖II)。
具体实施方式
图1为本发明第一种结构示意图,图2为滚筒筒体沿A-A向剖视图,图3为图1沿B及C向视图,图4为图3沿D-D向剖视图(端盖I),图5为图3沿D-D向剖视图(端盖II),如图所示:本实施例的导流式电镀滚筒总成,包括滚筒和滚筒驱动系统,所述滚筒包括筒体10和设置于筒体10两端的端盖I 8和端盖II9,筒体10横截面为正六边形,当然,筒体10横截面可以为圆形或至少三边的其它多边形,都能达到发明目的;滚筒驱动系统包括撑架2、撑架7和动力输入轴1,所述动力输入轴1两端和滚筒两端分别与撑架2和撑架7转动配合,动力输入轴1通过齿轮啮合副3驱动滚筒转动;所述撑架2和撑架7上固定设置导电横梁4,所述导电横梁4连接电镀电源阴极并与滚筒通过导线电连接,滚筒在工作时将导电横梁放在电镀槽上的V型导电槽上,因而导电横梁起导电和对滚筒总成的支撑作用,结构简单紧凑,运行可靠。
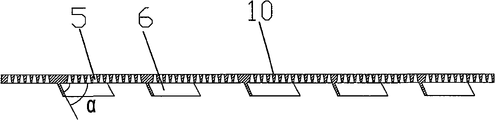
所述筒体10、端盖I 8和端盖II9上设置电镀液导流孔5、电镀液导流孔82和电镀液导流孔92,筒体10外表面设置筒体导流叶片6,筒体10外表面的筒体导流叶片6与筒体10外表面之间的夹角a在与滚筒转动方向相同的一侧为锐角,保证电镀液吸入筒体10内;如图3、图4和图5所示(端盖I和端盖II从外侧看结构相同,因此只用一幅图3表示),端盖I 8外表面沿径向设置端盖导流叶片I 81,端盖II 9外表面沿径向设置端盖导流叶片II 91,所述外表面的端盖导流叶片I 81与端盖I 8外表面的夹角在与滚筒转动方向相反的一侧为锐角;所述外表面的端盖导流叶片II 91与端盖II 9外表面的夹角在与滚筒转动方向相同的一侧为锐角,可以保证滚筒运转时端盖I 8为泵出效应,端盖II 9为泵吸效应;外表面筒体导流叶片6沿筒体外表面螺旋展开,螺旋展开方向使锐角位于端盖II一侧(如图2所示);能够保证电镀液在筒体10内沿同一方向流动,保证筒体10外电镀液交换顺畅,利于保证筒内电镀液离子浓度,从而保证电镀质量和效率。
本实施例中,筒体10上的电镀液导流孔5和端盖II上的电镀液导流孔92均为外大内小的锥形孔(如图2和图5所示),利于保证流入筒体的电镀液的筒外收集和筒内增速,保证顺畅交换;端盖I 8上的电镀液导流孔为外小内大的锥形孔(如图4所示),保证流出筒体10的电镀液的筒内收集和筒外增速,利于筒外电镀液离子平衡,同时保证筒内筒外电镀液顺畅交换;
本发明在使用时,滚筒转动时筒体10和端盖II 9上的筒体导流叶片6和端盖导流叶片II91随滚筒一同转动,形成泵吸效应,将筒外电镀液通过电镀液导流孔吸入筒内,加速电镀液进入筒内的速度,端盖I 8上的端盖导流叶片I 81随滚筒一同转动,形成泵出效应,将筒内电镀液通过电镀液导流孔82吸出并排至筒外,加速电镀液从筒内排出的速度,强制电镀液进入和流出电镀滚筒,能够保证滚筒内外的电镀液顺畅快速交换,由于设置在滚筒外表面的导流叶片旋转能够快速的搅拌槽内溶液,使电镀槽内部离子浓度得到均衡,使滚筒内部的金属离子得到及时补充,保证电镀时的电流密度,从而保证电镀的质量和效率;导流叶片设置在滚筒表面,对滚筒壁及端盖起到加固作用,能够提高滚筒的稳定性,从而增加滚筒的使用寿命。
当然,本实施例只列出导流叶片设置在外表面的结构,根据流体动力学原理,筒体导流叶片6、端盖导流叶片I 81和端盖导流叶片II 91可以设置在筒体10、端盖I 8和端盖II9的内表面或者内表面和外表面均设置,筒体10内表面的筒体导流叶片6与筒体10内表面之间的夹角在与滚筒转动方向相反的一侧为锐角,保证泵吸效应,内表面的端盖导流叶片I 81与端盖I 8内表面的夹角在与滚筒转动方向相同的一侧为锐角,保证泵出效应;内表面的端盖导流叶片II91与端盖II 9内表面的夹角在与滚筒转动方向相反的一侧为锐角,保证泵吸效应,采用内外表面均设置导流叶片的结构,能够进一步保证筒内外电镀液的交换速度,根据具体电镀作业需求进行选择;本实施例中,采用只在外表面设置导流叶片的结构,能够保证电镀件不被导流叶片刮伤,从而保证电镀质量。
图6为本发明第二种结构示意图,图7为滚筒筒体沿E-E向剖视图,图8为图6沿F及G向视图,图9为图8沿H-H向剖视图(端盖I和端盖II),如图所示:本发明的导流式电镀滚筒总成,包括滚筒和滚筒驱动系统,所述滚筒包括筒体10和设置于筒体10两端的端盖I 8和端盖II 9,所述滚筒与电镀电源阴极连接,所述筒体10、端盖I 8和端盖II 9上设置电镀液导流孔5、电镀液导流孔82和电镀液导流孔92,筒体10外表面设置筒体导流叶片6,如图7所示,筒体10外表面的一部分筒体导流叶片6与筒体10外表面之间的夹角在与滚筒转动方向相同的一侧为锐角形成吸入导流叶片,筒体10外表面的另一部分筒体导流叶片6与筒体10外表面之间的夹角在与滚筒转动方向相反的一侧为锐角形成导出导流叶片。
图8表示的是端盖I和端盖II结构示意图(端盖I和端盖II从外侧看结构可以相同,因此只用一幅图8表示),端盖I 8外表面沿径向设置端盖导流叶片I 81,端盖II 9外表面沿径向设置端盖导流叶片II 91,与第一种结构不同的是,一部分外表面的端盖导流叶片I 81与端盖I 8外表面的夹角在与滚筒转动方向相同的一侧为锐角形成吸入导流叶片,另一部分外表面的端盖导流叶片I 81与端盖I 8外表面的夹角在与滚筒转动方向相反的一侧为锐角形成导出导流叶片;一部分外表面的端盖导流叶片II91与端盖II9外表面的夹角在与滚筒转动方向相反的一侧为锐角形成导出导流叶片,另一部分外表面的端盖导流叶片II 91与端盖II9外表面的夹角在与滚筒转动方向相同的一侧为锐角形成吸入导流叶片;当然,导流叶片可以设置于内表面或内表面和外表面均设置,同样达到加速交换的效果。
与吸入导流叶片对应的电镀液导流孔为外大内小的锥形孔(如图9所示),与导出导流叶片对应的电镀液导流孔为外小内大的锥形孔。
最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
Claims (10)
1.一种导流式电镀滚筒总成,包括滚筒和滚筒驱动系统,所述滚筒包括筒体和设置于筒体两端的端盖I和端盖II,所述滚筒与电镀电源阴极连接,其特征在于:所述筒体、端盖I和端盖II上设置电镀液导流孔,筒体外表面或内表面设置筒体导流叶片,筒体外表面的筒体导流叶片与筒体外表面之间的夹角在与滚筒转动方向相同的一侧为锐角,或者,筒体内表面的筒体导流叶片与筒体内表面之间的夹角在与滚筒转动方向相反的一侧为锐角。
2.根据权利要求1所述的导流式电镀滚筒总成,其特征在于:所述端盖I外表面或内表面沿径向设置端盖导流叶片I,端盖II外表面或内表面沿径向设置端盖导流叶片II,所述外表面的端盖导流叶片I与端盖I外表面的夹角在与滚筒转动方向相反的一侧为锐角,或者,内表面的端盖导流叶片I与端盖I内表面的夹角在与滚筒转动方向相同的一侧为锐角;所述外表面的端盖导流叶片II与端盖II外表面的夹角在与滚筒转动方向相同的一侧为锐角,或者,内表面的端盖导流叶片II与端盖II内表面的夹角在与滚筒转动方向相反的一侧为锐角。
3.根据权利要求2所述的导流式电镀滚筒总成,其特征在于:所述筒体横截面为圆形或至少三边的多边形,外表面筒体导流叶片沿筒体外表面螺旋展开,螺旋展开方向使锐角位于端盖II一侧,内表面筒体导流叶片沿筒体内表面螺旋展开,螺旋展开方向使锐角位于端盖II一侧。
4.根据权利要求3所述的导流式电镀滚筒总成,其特征在于:筒体外表面和内表面均设置筒体导流叶片。
5.根据权利要求4所述的导流式电镀滚筒总成,其特征在于:端盖I外表面和内表面均设置端盖导流叶片I,端盖II外表面和内表面均设置端盖导流叶片II。
6.根据权利要求5所述的导流式电镀滚筒总成,其特征在于:所述筒体和端盖I上的电镀液导流孔为外大内小的锥形孔,端盖II上的电镀液导流孔为外小内大的锥形孔。
7.根据权利要求1至6任一权利要求所述的导流式电镀滚筒总成,其特征在于:所述滚筒驱动系统包括动力输入轴和两个撑架,所述动力输入轴两端和滚筒两端分别与两个撑架转动配合,动力输入轴通过齿轮啮合副驱动滚筒转动;所述两个撑架上均固定设置导电横梁,所述导电横梁连接电镀电源阴极并与滚筒电连接。
8.一种导流式电镀滚筒总成,包括滚筒和滚筒驱动系统,所述滚筒包括筒体和设置于筒体两端的端盖I和端盖II,所述滚筒与电镀电源阴极连接,其特征在于:所述筒体、端盖I和端盖II上设置电镀液导流孔,筒体外表面或/和内表面设置筒体导流叶片,筒体外表面的一部分筒体导流叶片与筒体外表面之间的夹角在与滚筒转动方向相同的一侧为锐角形成吸入导流叶片,筒体外表面的另一部分筒体导流叶片与筒体外表面之间的夹角在与滚筒转动方向相反的一侧为锐角形成导出导流叶片;筒体内表面的另一部分筒体导流叶片与筒体内表面之间的夹角在与滚筒转动方向相反的一侧为锐角形成吸入导流叶片,筒体内表面的筒体导流叶片与筒体内表面之间的夹角在与滚筒转动方向相同的一侧为锐角形成导出导流叶片。
9.根据权利要求8所述的导流式电镀滚筒总成,其特征在于:所述端盖I外表面或/和内表面沿径向设置端盖导流叶片I,端盖II外表面或/和内表面沿径向设置端盖导流叶片II,所述一部分外表面的端盖导流叶片I与端盖I外表面的夹角在与滚筒转动方向相同的一侧为锐角形成吸入导流叶片,另一部分外表面的端盖导流叶片I与端盖I外表面的夹角在与滚筒转动方向相反的一侧为锐角形成导出导流叶片;一部分内表面的端盖导流叶片I与端盖I外表面的夹角在与滚筒转动方向相同的一侧为锐角形成导出导流叶片,另一部分内表面的端盖导流叶片I与端盖I外表面的夹角在与滚筒转动方向相反的一侧为锐角形成吸入导流叶片;
一部分外表面的端盖导流叶片II与端盖II外表面的夹角在与滚筒转动方向相反的一侧为锐角形成导出导流叶片,一部分外表面的端盖导流叶片II与端盖II外表面的夹角在与滚筒转动方向相同的一侧为锐角形成吸入导流叶片;一部分内表面的端盖导流叶片II与端盖II内表面的夹角在与滚筒转动方向相同的一侧为锐角形成导出导流叶片,另一部分内表面的端盖导流叶片II与端盖II内表面的夹角在与滚筒转动方向相反的一侧为锐角形成吸入导流叶片。
10.根据权利要求9所述的导流式电镀滚筒总成,其特征在于:与吸入导流叶片对应的电镀液导流孔为外大内小的锥形孔,与导出导流叶片对应的电镀液导流孔为外小内大的锥形孔。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2009101040240A CN101570880B (zh) | 2009-06-05 | 2009-06-05 | 导流式电镀滚筒总成 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2009101040240A CN101570880B (zh) | 2009-06-05 | 2009-06-05 | 导流式电镀滚筒总成 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101570880A true CN101570880A (zh) | 2009-11-04 |
| CN101570880B CN101570880B (zh) | 2011-06-15 |
Family
ID=41230358
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2009101040240A Expired - Fee Related CN101570880B (zh) | 2009-06-05 | 2009-06-05 | 导流式电镀滚筒总成 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN101570880B (zh) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102851726A (zh) * | 2011-06-30 | 2013-01-02 | 扬州市金杨电镀设备有限公司 | 小零件电镀装置 |
| CN105177688A (zh) * | 2015-08-07 | 2015-12-23 | 苏州源申涂装净化设备有限公司 | 一种电镀滚筒 |
| CN106367798A (zh) * | 2016-11-19 | 2017-02-01 | 江苏梦得新材料科技有限公司 | 一种滤芯式滚镀槽装置 |
| CN112593274A (zh) * | 2020-11-28 | 2021-04-02 | 中山市华渭金属科技有限公司 | 一种用于配套使用的五金件的滚镀装置及其工作方法 |
| CN113215643A (zh) * | 2021-05-14 | 2021-08-06 | 广东风华高新科技股份有限公司 | 电镀滚筒 |
| CN113271722A (zh) * | 2021-05-24 | 2021-08-17 | 广东风华高新科技股份有限公司 | 一种贴片元件电镀装置 |
| CN113279042A (zh) * | 2021-05-24 | 2021-08-20 | 广东风华高新科技股份有限公司 | 滚镀用滚筒及其使用方法 |
| CN113279041A (zh) * | 2021-05-24 | 2021-08-20 | 广东风华高新科技股份有限公司 | 用于贴片元件滚镀的保持装置及其使用方法 |
| CN113430631A (zh) * | 2021-05-24 | 2021-09-24 | 广东风华高新科技股份有限公司 | 用于贴片元件滚镀的保持装置及其使用方法 |
| CN114277410A (zh) * | 2022-01-19 | 2022-04-05 | 宁波市信泰科技有限公司 | 一种钕铁硼磁铁的电镀工艺 |
| CN116313511A (zh) * | 2023-04-11 | 2023-06-23 | 南充三环电子有限公司 | 一种多层陶瓷电容器的制备方法 |
-
2009
- 2009-06-05 CN CN2009101040240A patent/CN101570880B/zh not_active Expired - Fee Related
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102851726B (zh) * | 2011-06-30 | 2016-08-10 | 扬州市金杨电镀设备有限公司 | 小零件电镀装置 |
| CN102851726A (zh) * | 2011-06-30 | 2013-01-02 | 扬州市金杨电镀设备有限公司 | 小零件电镀装置 |
| CN105177688A (zh) * | 2015-08-07 | 2015-12-23 | 苏州源申涂装净化设备有限公司 | 一种电镀滚筒 |
| CN106367798A (zh) * | 2016-11-19 | 2017-02-01 | 江苏梦得新材料科技有限公司 | 一种滤芯式滚镀槽装置 |
| CN112593274A (zh) * | 2020-11-28 | 2021-04-02 | 中山市华渭金属科技有限公司 | 一种用于配套使用的五金件的滚镀装置及其工作方法 |
| CN113215643B (zh) * | 2021-05-14 | 2024-11-01 | 广东风华高新科技股份有限公司 | 电镀滚筒 |
| CN113215643A (zh) * | 2021-05-14 | 2021-08-06 | 广东风华高新科技股份有限公司 | 电镀滚筒 |
| CN113271722A (zh) * | 2021-05-24 | 2021-08-17 | 广东风华高新科技股份有限公司 | 一种贴片元件电镀装置 |
| CN113279041A (zh) * | 2021-05-24 | 2021-08-20 | 广东风华高新科技股份有限公司 | 用于贴片元件滚镀的保持装置及其使用方法 |
| CN113430631A (zh) * | 2021-05-24 | 2021-09-24 | 广东风华高新科技股份有限公司 | 用于贴片元件滚镀的保持装置及其使用方法 |
| CN113279042A (zh) * | 2021-05-24 | 2021-08-20 | 广东风华高新科技股份有限公司 | 滚镀用滚筒及其使用方法 |
| CN114277410A (zh) * | 2022-01-19 | 2022-04-05 | 宁波市信泰科技有限公司 | 一种钕铁硼磁铁的电镀工艺 |
| CN114277410B (zh) * | 2022-01-19 | 2023-08-18 | 宁波市信泰科技有限公司 | 一种钕铁硼磁铁的电镀工艺 |
| CN116313511A (zh) * | 2023-04-11 | 2023-06-23 | 南充三环电子有限公司 | 一种多层陶瓷电容器的制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101570880B (zh) | 2011-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101570880B (zh) | 导流式电镀滚筒总成 | |
| US1927162A (en) | Electroplating | |
| CN104047044B (zh) | 向电镀滚筒中加装电镀液的循环机构 | |
| CN104005077B (zh) | 优化温度场分布的电镀装置及其电镀方法 | |
| JPH0259239B2 (zh) | ||
| CN217378068U (zh) | 一种电镀设备 | |
| CN109943867A (zh) | 一种用于电沉积薄壁无缝圆管的装置 | |
| CN104911637B (zh) | 一种直接电沉积设备 | |
| CN111630210B (zh) | 电镀组合机构 | |
| CN205368531U (zh) | 一种滚镀机 | |
| CN211394680U (zh) | 一种电镀均匀的电镀槽 | |
| CN2597490Y (zh) | 齿轮内孔表面电镀工艺专用夹具装置 | |
| CN112323131A (zh) | 一种去除电镀工件表面气泡的方法 | |
| CN208099522U (zh) | 一种用于掩膜电解加工的复合运动装置 | |
| CN115582588B (zh) | 一种管电极及电解加工深小孔的方法和装置 | |
| CN105506696B (zh) | 一种用于控制棒驱动机构零件上小孔电镀的装置及方法 | |
| CN112647112A (zh) | 电子材料表面电镀处理设备及其电镀处理方法 | |
| CN106731027B (zh) | 零件盲孔镀镍过程中的溶液搅拌装置及方法 | |
| CN216107300U (zh) | 一种电镀均匀的电镀槽 | |
| CN109954948A (zh) | 锥形电解液槽以及微细电解线切割、穿孔加工方法 | |
| CN210736938U (zh) | 一种可带多个旋转头的飞巴 | |
| CN111636091A (zh) | 一种机电设备加工用空调循环水泵电镀装置 | |
| CN211005703U (zh) | 一种电镀用残余电解液清洗槽 | |
| TWI397615B (zh) | 電鍍裝置 | |
| CN222349152U (zh) | 一种笔记本转轴外壳阳极氧化处理装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20110615 Termination date: 20180605 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |