CN102012197A - 一种轴割槽测量卡板 - Google Patents
一种轴割槽测量卡板 Download PDFInfo
- Publication number
- CN102012197A CN102012197A CN 201010539537 CN201010539537A CN102012197A CN 102012197 A CN102012197 A CN 102012197A CN 201010539537 CN201010539537 CN 201010539537 CN 201010539537 A CN201010539537 A CN 201010539537A CN 102012197 A CN102012197 A CN 102012197A
- Authority
- CN
- China
- Prior art keywords
- clamp
- pallet
- projection
- axle
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Landscapes
- Clamps And Clips (AREA)
Abstract
本发明提供了一种轴割槽测量卡板,可以保证合格产品和不合格产品较快的分离出来,避免不符合公差要求的产品流入下一道工序,其特征在于:卡板两端分别带有两个凸起,所述凸起分别位于卡板的两侧,卡板一端的两个凸起的内侧面为基准面,另一端两个凸起与轴割槽配合,所述卡板两侧的凸起之间的长度不等。
Description
技术领域
本发明涉及测量检验工具的技术领域,具体为一种轴割槽测量卡板。
背景技术
在轴的加工中,轴上通常要加工一些割槽,有些割槽对尺寸公差要求较高,比如一种涡轮轴的密封圈安装槽,产品安装时,密封圈安装在密封圈安装槽轴要保证一定的间隙,使密封圈可以活动,如果尺寸不符合公差要求,则可能把密封圈压住,不能活动,要保证尺寸公差符合要求,对尺寸的测量要求很高,采用游标卡尺等普通的测量工具,由于割槽尺寸较小等原因,尺寸公差很难达到要求,使不合格产品流入下一道工序,影响了生产效率。
发明内容
针对上述问题,本发明提供了一种轴割槽测量卡板,可以保证合格产品和不合格产品较快的分离出来,避免不符合公差要求的产品流入下一道工序。
其技术方案是这样的:一种轴割槽测量卡板,其包括卡板体,其特征在于:所述卡板体两端分别带有两个凸起,所述凸起分别位于卡板的两侧,卡板一端的两个凸起的内侧面为基准面,另一端两个凸起与轴割槽配合,所述卡板两侧的凸起之间的长度不等。
本发明的上述结构中,卡板两侧具有与割槽配合以及作为基准面的凸起,且卡板两侧的凸起之间的长度不等,一侧的凸起正好卡入割槽,而另一侧的凸起不能卡入割槽,则为合格产品,否则为不合格产品,从而可以保证合格产品和不合格产品较快的分离出来,避免不符合公差要求的产品流入下一道工序。
附图说明
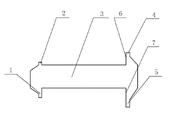
图1为本发明轴割槽测量卡板的结构图。
具体实施方式
见图1,本发明轴割槽测量卡板,包括卡板体3,卡板体3两端分别带有两个凸起1、2,4、5,凸起1、2位于卡板一端,凸起4、5位于卡板另一端,凸起2、4位于卡板一侧,凸起1、5位于卡板的另一侧,卡板一端的两个凸起4、5的内侧面6、7为基准面,另一端两个凸起1、2与轴割槽配合,卡板一侧的凸起2、4之间的长度与另一端凸起1、5之间的长度不等(凸起2、4之间的长度比凸起1、5之间的长度短)。
把卡板基准面6对准轴基准面,与轴配合的凸起2不能插入轴割槽,则该产品在该道工序上为不合格产品,当与轴配合的凸起2能插入轴割槽时,再用卡板基准面7对准轴基准面,与轴配合的凸起1不能插入轴割槽,则该产品在该道工序上为合格产品,从而可以保证合格产品和不合格产品较快的分离出来,避免不符合公差要求的产品流入下一道工序,提高了生产率。
Claims (1)
1.一种轴割槽测量卡板,其包括卡板体,其特征在于:所述卡板体两端分别带有两个凸起,所述凸起分别位于卡板的两侧,卡板一端的两个凸起的内侧面为基准面,另一端两个凸起与轴割槽配合,所述卡板两侧的凸起之间的长度不等。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201010539537 CN102012197A (zh) | 2010-11-11 | 2010-11-11 | 一种轴割槽测量卡板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201010539537 CN102012197A (zh) | 2010-11-11 | 2010-11-11 | 一种轴割槽测量卡板 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN102012197A true CN102012197A (zh) | 2011-04-13 |
Family
ID=43842452
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201010539537 Pending CN102012197A (zh) | 2010-11-11 | 2010-11-11 | 一种轴割槽测量卡板 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102012197A (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103240560A (zh) * | 2013-05-22 | 2013-08-14 | 成都海凌达机械有限公司 | 定位吊耳垫板的装置 |
| CN106112381A (zh) * | 2016-08-23 | 2016-11-16 | 淄博福世蓝高分子复合材料技术有限公司 | 多点定位法修复磨损轴的工艺及装置 |
| CN116202395A (zh) * | 2023-02-15 | 2023-06-02 | 重庆三耐科技有限责任公司 | 随型自定位叶片弦长量规设计方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63152501A (ja) * | 1986-12-11 | 1988-06-25 | 株式会社愛産製作所 | アイスクリ−ム充填装置 |
| JPS63124601U (zh) * | 1987-02-05 | 1988-08-15 | ||
| DE4328579A1 (de) * | 1993-08-25 | 1995-03-02 | Sabine Miederhoff | Schablone für Briefmaße |
| CN201037755Y (zh) * | 2007-01-30 | 2008-03-19 | 赵昌平 | 新型石油专用管通径规 |
| CN201600105U (zh) * | 2009-10-21 | 2010-10-06 | 春兴铸造(苏州工业园区)有限公司 | 一种用于检测零件厚度的通止规 |
-
2010
- 2010-11-11 CN CN 201010539537 patent/CN102012197A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63152501A (ja) * | 1986-12-11 | 1988-06-25 | 株式会社愛産製作所 | アイスクリ−ム充填装置 |
| JPS63124601U (zh) * | 1987-02-05 | 1988-08-15 | ||
| DE4328579A1 (de) * | 1993-08-25 | 1995-03-02 | Sabine Miederhoff | Schablone für Briefmaße |
| CN201037755Y (zh) * | 2007-01-30 | 2008-03-19 | 赵昌平 | 新型石油专用管通径规 |
| CN201600105U (zh) * | 2009-10-21 | 2010-10-06 | 春兴铸造(苏州工业园区)有限公司 | 一种用于检测零件厚度的通止规 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103240560A (zh) * | 2013-05-22 | 2013-08-14 | 成都海凌达机械有限公司 | 定位吊耳垫板的装置 |
| CN106112381A (zh) * | 2016-08-23 | 2016-11-16 | 淄博福世蓝高分子复合材料技术有限公司 | 多点定位法修复磨损轴的工艺及装置 |
| CN116202395A (zh) * | 2023-02-15 | 2023-06-02 | 重庆三耐科技有限责任公司 | 随型自定位叶片弦长量规设计方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Odibat | Analytic study on linear systems of fractional differential equations | |
| CN102749020A (zh) | 同轴度检测装置 | |
| CN102012197A (zh) | 一种轴割槽测量卡板 | |
| CN201892491U (zh) | 轴割槽测量卡板 | |
| CN203083487U (zh) | 一种通止规 | |
| CN201892497U (zh) | 外径测量卡板 | |
| CN102967224A (zh) | 一种带斜面的工件外径测量卡规 | |
| CN201892501U (zh) | 孔内径测量卡板 | |
| CN102032852A (zh) | 一种孔内径测量卡板 | |
| CN202947623U (zh) | 带斜面的工件外径测量卡规 | |
| CN203194002U (zh) | 接地环、电磁流量计和测量仪表 | |
| CN102954784A (zh) | 一种机匣跳动值测量数据处理方法 | |
| CN205352242U (zh) | 快车用零件快速测量装置 | |
| CN201837334U (zh) | 一种用于检测电子产品焊脚长度的检测工具 | |
| CN206430662U (zh) | 一种用于卡尺内的尺寸测量夹具 | |
| CN105674834A (zh) | 一种内沟槽卡尺示值误差的校准方法 | |
| CN203818335U (zh) | 水泥助磨剂输送量自动控制装置 | |
| CN203785586U (zh) | 一种车轴无轴肩轴颈长度测量装置 | |
| CN202562399U (zh) | 便于检规使用的手柄 | |
| JP4750895B1 (ja) | 粉体流量測定装置 | |
| CN202133357U (zh) | 石油管加厚端检测用卡板 | |
| CN103857165A (zh) | 接地环及其制造和使用方法、电磁流量计和测量仪表 | |
| CN203534372U (zh) | 一种外径千分尺 | |
| CN104577453A (zh) | 一种高性能电连接器 | |
| CN104422373A (zh) | 内径测量尺 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C12 | Rejection of a patent application after its publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20110413 |