CN102934331A - 定子用电磁铁及定子用电磁铁的制造方法 - Google Patents
定子用电磁铁及定子用电磁铁的制造方法 Download PDFInfo
- Publication number
- CN102934331A CN102934331A CN2011800127384A CN201180012738A CN102934331A CN 102934331 A CN102934331 A CN 102934331A CN 2011800127384 A CN2011800127384 A CN 2011800127384A CN 201180012738 A CN201180012738 A CN 201180012738A CN 102934331 A CN102934331 A CN 102934331A
- Authority
- CN
- China
- Prior art keywords
- flange
- stator
- coil
- wire rod
- notch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






















Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/46—Fastening of windings on the stator or rotor structure
- H02K3/52—Fastening salient pole windings or connections thereto
- H02K3/521—Fastening salient pole windings or connections thereto applicable to stators only
- H02K3/522—Fastening salient pole windings or connections thereto applicable to stators only for generally annular cores with salient poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/04—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings prior to their mounting into the machines
- H02K15/043—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings prior to their mounting into the machines winding flat conductive wires or sheets
- H02K15/0431—Concentrated windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/30—Manufacture of winding connections
- H02K15/33—Connecting winding sections; Forming leads; Connecting leads to terminals
- H02K15/35—Form-wound windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K2203/00—Specific aspects not provided for in the other groups of this subclass relating to the windings
- H02K2203/06—Machines characterised by the wiring leads, i.e. conducting wires for connecting the winding terminations
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K2203/00—Specific aspects not provided for in the other groups of this subclass relating to the windings
- H02K2203/12—Machines characterised by the bobbins for supporting the windings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/4902—Electromagnet, transformer or inductor
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Insulation, Fastening Of Motor, Generator Windings (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
本发明提供定子用电磁铁及定子用电磁铁的制造方法,定子包括齿部、安装于齿部的绝缘体及卷绕于绝缘体而成的线圈。绝缘体包括供线圈卷绕成多层的卷体部、自卷体部的一端沿径向突出的凸缘及形成于凸缘的供线圈的线材穿过的缺口。凸缘的自卷体部突出的突出长度在缺口的两侧设定为不同的长度。为了进行线圈向卷体部的卷线,在将线圈的线材经由缺口自凸缘的外侧向卷体部引导时,由凸缘的突出长度较长的部位支承线材并使线材弯曲,从而能够使线材容易地通过缺口。
Description
技术领域
本发明涉及电动机、发电机的定子中所使用的电磁铁及其制造方法。
背景技术
日本专利局2008年出版的日本特开2008-236854号提出了电动机、发电机的定子用电磁铁。
该定子用电磁铁包括由背磁轭和自背磁轭向定子的中心突出的齿部(teeth)构成的定子铁心。在各齿部(tooth)的外周安装有绝缘体。绝缘体具有用于卷绕线圈的卷体部、形成于卷体部的两端的位于背磁轭附近的齿部基端侧的凸缘和齿部顶端侧的凸缘。
在齿部基端侧的凸缘上形成有缺口。线圈向卷体部进行卷线时,线圈的线材经由缺口自齿部基端侧的凸缘的外侧被引导至卷体部。
经由缺口将线圈的线材自齿部基端侧的凸缘的外侧向卷体部引导时,为了使线材不与缺口的两侧的凸缘相干涉,在使线材相对于凸缘面倾斜的状态下,自缺口的开口部向缺口的内侧引导线材。此时,若线材具有弯曲倾向,则有时线材与凸缘相干涉,难以将线材引导至缺口。线材与凸缘的这种干涉使线圈向绝缘体的卷线作业的效率降低,并且使卷线向卷体部的卷绕开始位置的定位精度降低。
发明内容
因此,本发明的目的在于,容易且可靠地经由凸缘的缺口向卷体部引导定子线圈的卷线。
为了实现以上目的,本发明的定子用电磁铁包括:由背磁轭和自背磁轭突出的齿部组成的定子铁心;安装于齿部的绝缘体;卷绕于绝缘体而成的线圈。绝缘体包括:卷体部,其供线圈呈多层卷绕;第一凸缘,其形成在卷体部的一端,形成有供线圈的线材穿过的缺口;第二凸缘,其形成在卷体部的另一端。第一凸缘的自卷体部突出的突出长度在缺口的两侧设定为不同长度。
本发明的详细内容以及其他的特点、优点在说明书的以下的记载中说明,并且在附图中示出。
附图说明
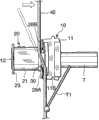
图1是本发明的实施方式的定子用电磁铁的立体图。
图2是本发明的实施方式的定子铁心的横剖视图。
图3是本发明的实施方式的构成绝缘体的第一分割单元的立体图。
图4是自不同方向观察第一分割单元的立体图。
图5是第一分割单元的凸缘主要部分的放大俯视图。
图6是与第一分割单元一起构成绝缘体的、本发明的实施方式的第二分割单元的立体图。
图7是自不同方向观察第二分割单元的立体图。
图8是本发明的实施方式的、卷绕在绝缘体上的线圈的立体图。
图9是本发明的实施方式的定子铁心和夹具的俯视图。
图10是对本发明的实施方式的、线圈向绝缘体的卷线工艺的第一阶段进行说明的定子铁心、夹具及线材的俯视图。
图11是对本发明的实施方式的、线圈向绝缘体的卷线工艺的第二阶段进行说明的定子铁心、夹具及线材的俯视图。
图12是对本发明的实施方式的、线圈向绝缘体的卷线工艺的第三阶段进行说明的定子铁心、夹具及线材的俯视图。
图13是对本发明的实施方式的、线圈向绝缘体的卷线工艺的第四阶段进行说明的定子铁心、夹具及线材的俯视图。
图14是对本发明的实施方式的、线圈向绝缘体的卷线工艺的第五阶段进行说明的定子铁心、夹具及线材的俯视图。
图15是对本发明的实施方式的、线圈向绝缘体的卷线工艺的第六阶段进行说明的定子铁心、夹具及线材的俯视图。
图16是对本发明的实施方式的、线圈向绝缘体的卷线工艺的第七阶段进行说明的定子铁心、夹具及线材的俯视图。
图17是对本发明的实施方式的、线圈向绝缘体的卷线工艺的第八阶段进行说明的定子铁心、夹具及线材的俯视图。
图18是对本发明的实施方式的、线圈向绝缘体的卷线工艺的第九阶段进行说明的定子铁心、夹具及线材的俯视图。
图19是对线圈的卷线工艺的第二阶段的状况进行说明的凸缘主要部分和线材的放大俯视图。
图20是对线圈的卷线工艺的第二阶段的状况进行说明的凸缘主要部分和线材的放大俯视图。
图21是线圈的卷线工艺的第二阶段结束时的凸缘主要部分和线材的放大俯视图。
图22A-图22C是对线圈的卷绕开始和卷绕结束的处理状况进行说明的凸缘的俯视图、主视图及侧视图。
图23是表示本发明的实施方式的、线圈的始端和末端与集配电用母线环(bus ring)的连接状态的定子主要部分的立体图。
图24是表示与集配电用母线环相关的变化的定子主要部分的立体图。
图25是表示在不采用本发明的比较例的定子用电磁铁中进行的线材向缺口的导入工艺的绝缘体和线材的立体图。
图26是表示在不采用本发明的比较例的定子用电磁铁中进行的线材向缺口的导入工艺的绝缘体和线材的俯视图。
图27是表示在不采用本发明的比较例的定子用电磁铁中进行的线材向缺口的导入工艺结束时的状态的绝缘体和线材的立体图。
具体实施方式
参照图23,在电动机、发电机中,定子1是多个电磁铁2的总称,其为了对配置有永磁铁的转子进行驱动以使该转子旋转而配置在转子的周围。
在电动机中,电磁铁因向线圈通电而带磁并使转子绕中心轴线旋转。在发电机中,通过转子和定子1以中心轴线为中心进行相对旋转,电磁铁使线圈中产生电流。
参照图2,定子1包括绕中心轴线沿圆周方向结合的多个定子铁心10。
定子铁心10由背磁轭11和自背磁轭11向中心轴线方向突出的齿部12构成。定子铁心10是通过将冲裁成大致T字状的薄板电磁钢板层叠而构成的。为了使层叠后的电磁钢板不会分离,例如通过销钉铆接、焊接而一体化。
在背磁轭11的侧面形成有凸部11A。在背磁轭11的另一侧的侧面形成有凹部11B。凸部11A嵌合于相邻的定子铁心10的凹部11B。
齿部12由主体部121和形成在主体部121的顶端的、扩宽成锥状的顶端部122构成。齿部12的内周面呈以中心轴线为中心的圆形,该内周面构成与转子相对的电磁铁的磁极。
绝缘体20包括安装在定子铁心10的齿部12的外周的筒状的卷体部21。在卷体部21的靠背磁轭11侧的一端形成有与背磁轭11相接触的第一凸缘22。在卷体部21的另一端以包围齿部12的顶端部122的方式形成有第二凸缘23。另外,绝缘体20由树脂等绝缘体形成。
在卷体部21的外周,如图8所示,线圈的线材40例如以正规卷绕的方式卷绕。卷体部21的两端的凸缘22、23限制线圈的线材40的各卷绕层的卷绕宽度。换言之,凸缘22、23阻止线圈向绝缘体20的外侧伸出。
考虑到向齿部12安装绝缘体20,绝缘体20由沿定子铁心10的电磁钢板的层叠方向被分割的、图3、4所示的第一分割单元20A和图6、7所示的第二分割单元20B构成。
参照图1,第一分割单元20A和第二分割单元20B以自定子1的中心轴线方向的两侧覆盖齿部12的形式结合于齿部12。
因此,第一分割单元20A包括:卷体部元件21A,其具有U字形的横截面;凸缘元件22A,其形成于卷体部元件21A的靠背磁轭11侧的一端;以及凸缘元件23A,其形成于卷体部元件21A的与背磁轭11相反的一侧的一端。
同样地,第二分割单元20B包括:卷体部元件21B,其具有U字形的横截面;凸缘元件22B,其形成于卷体部元件21B的靠背磁轭11侧的一端;以及凸缘元件23B,其形成于卷体部元件21B的与背磁轭11相反的一侧的一端。
另外,关于绝缘体20的分割,除了以上的分割结构之外,例如,也能够沿与定子铁心10的电磁钢板的层叠方向正交的方向、即定子铁心10的圆周方向进行分割。并且,也可以在设于齿部12的外周的任意的分割位置分割成3至4个元件。
第一分割单元20A和第二分割单元20B在结合状态下由覆盖齿部的圆筒形状的卷体部21、设于卷体部21的靠背磁轭11侧的端部的第一凸缘22、以及设于卷体部21的与背磁轭11相反的一侧的端部的第二凸缘23构成。
参照图3和图4,在第一分割单元20A的卷体部元件21A的朝向定子铁心10的连接方向的一个侧面上,沿卷线方向形成有两个带状突起部24A、24B。在卷体部元件21A的朝向定子铁心10的连结方向的另一个侧面上,沿卷线方向形成有单一的带状突起部24C。在定子1的径向上,带状突起部24C的形成位置相当于带状突起部24A的形成位置和带状突起部24B的形成位置之间。在卷体部元件21A的在定子1的中心轴线方向上与齿部12的端面接触的底面26上,沿定子1的径向形成有多个平行的槽26A。
在卷体部元件21A、凸缘元件22A及凸缘元件23A的与第二分割单元20B连接的连接部形成有薄壁嵌合部25A。薄壁嵌合部25A是通过使卷体部元件21A的与齿部12相面对的面、凸缘元件22A的与背磁轭11相面对的面、以及凸缘元件23A的面向齿部12的顶端部122的面分别后退规定长度而形成的。
在凸缘元件22A上固定有卡合片26B,该卡合片26B与卷体部元件21A的底面26相连续并向定子1的径向外侧突出规定距离。如图1所示,卡合片26B与背磁轭11的在定子1的中心轴线方向上的一个端面相接触,从而在定子1的轴向上对定子铁心10和绝缘体20进行定位。
在凸缘元件22A上形成有矩形的缺口27,该缺口27用于将卷绕在卷体部21的外周上的线圈的线材40的卷绕开始部分和卷绕结束部分自卷体部21取出至第一凸缘22的外侧。缺口27形成在凸缘元件22A的自定子铁心10向定子1的中心轴线方向突出的部位。
通过形成缺口27,在凸缘元件22A上形成有位于缺口27的侧方的第一部位28A和位于隔着缺口27与第一部位28A相反的一侧的第二部位28B。
参照图5,缺口27、凸缘元件22A的第一部位28A和第二部位28B均位于在定子1的中心轴线方向上比卡合片26B距卷体部21远的位置上。
在第一部位28A上形成有面向缺口27并向定子1的径向外方向突出的卷绕开始定位突起30。在第一部位28A上,还在隔着卷绕开始定位突起30与缺口27相反的一侧形成有第一卡定槽31。在第一部位28A上还形成有引导面29,其用于使线材40通过卷绕开始定位突起30、第一卡定槽31及卡合片26B这三者之间而引导至缺口27。
参照图22B,为了在经由缺口27将线材40自第一凸缘22的外侧向卷体部21引导时顺畅地引导线材40,而将引导面29形成为相对于缺口27的底边倾斜的台阶。在向卷体部21的卷线结束时,卷绕开始定位突起30使线材40的卷绕开始部分弯曲而进行定位和卡定。第一卡定槽31具有阻止线材40的卷绕开始部分自定位位置位移并且卡定线材40的卷绕开始部分的功能。
再次参照图5,在第二部位28B上形成有面向缺口27并向定子1的径向外方向突出的卷绕终止定位突起33。在第二部位28B上,还在隔着卷绕终止定位突起33与缺口27相反的一侧形成有第二卡定槽34。在卷绕终止定位突起33上,在与卡定片26B相对的部位形成有缺口35。
参照图22B和22C,在向卷体部21的卷线结束时,卷绕终止定位突起33使线材40的卷绕终止部分弯曲,从而进行定位和卡定。形成于卷绕终止定位突起33上的缺口35通过将线材40保持成弯曲状态而防止线材40的松弛。而且,第二卡定槽34具有阻止线材40的卷绕终止部分自定位位置位移并且卡定线材40的卷绕终止部分的作用。
再次参照图5,第一部位28A的在定子1的轴向上自卷体部21突出的突出长度L1设定得比第二部位28B的在相同方向上自卷体部21突出的突出长度L2长。
通过这样进行设定,如图11所示,在将线材40经由缺口27自第一凸缘22的外侧向卷体部21引导时,容易进行以第一部位28A为支点使线材40向卷体部21侧弯曲的动作。
并且,优选第一部位28A的面向缺口27的角部30A形成为方形。另外,角部30A也是卷绕开始定位突起30的角部。并且优选第二部位的面向缺口27的角部33A形成为圆形。另外,角部33A也是卷绕终止定位突起33的角部。通过将角部30A和33A设定成的这样形状,容易进行以第一部位28A为支点使线材40向卷体部21侧弯曲的动作。
再次参照图5,第一卡定槽31的深度设定得比第二卡定槽34的深度深,使得第一卡定槽31的底边和第二卡定槽34的底边位于大致同一线上。由此,线材40的卡定于第一卡定槽31的始端和线材40的卡定于第二卡定槽34的末端的距定子铁心10的距离保持为相等。通过这样使线材40的始端和末端卡定在距定子铁心10相等的距离处,容易进行线圈的线材40向后述集配电用总线环50的端子51和端子53的固定。
参照图6和图7,在第二分割单元20B的卷体部元件21B的一个侧面上沿卷线方向设有两个带状突起部24A、24B,在卷体部元件21B的与一个侧面相对的另一个侧面上沿卷线方向设有一个带状突起部24C。
在卷体部元件21B的朝向定子铁心10的连结方向的一个侧面上,形成有用于与卷体部元件21A的带状突起部24A、24B分别相连续的带状突起部24A、24B。在卷体部元件21B的朝向定子铁心10的连结方向的另一个侧面上,形成有用于与卷体部元件21A的带状突起部24C相连续的带状突起部24C。
在第二分割单元20B的与第一分割单元20A的连接部形成有薄壁嵌合部25B。薄壁嵌合部25B是通过使卷体部元件21B、凸缘元件22B以及凸缘元件23B的面向线圈的卷线的各面分别后退规定长度而形成的。
在将第一分割单元20A和第二分割单元20B结合的状态下,薄壁嵌合部25A与薄壁嵌合部25B重叠,如图1所示那样构成一体化的卷体部21、第一凸缘22以及第二凸缘23。
线圈向绝缘体的卷线是在如图1所示那样将绝缘体20安装于定子铁心10的状态下以图9-图18所示的工艺进行的。图8表示卷线结束的状态。另外,图9-图18是自上方观察卷线工艺的俯视图,其中图9-图13、图16及图17表示凹部11B朝向水平方向的状态,图14、15及图18表示定子铁心10和绝缘体20旋转大致90度而凹部11B朝上的状态。
参照图9,线圈向绝缘体20的卷线是在如下状态下进行的,即,在定子铁心10的电磁钢板的层叠方向、换言之定子1的中心轴线方向上利用线圈卷线夹具T把持定子铁心10的背磁轭11的状态。线圈卷线夹具T被旋转驱动装置驱动而旋转。伴随线圈卷线夹具T的旋转,定子铁心10和绝缘体20也一体地旋转。线圈卷线夹具T包括线材把持部T1。
参照图10,线材把持部T1用于保持利用线材供给装置自图的上方供给的线材40的端部。线材把持部T1相对于定子铁心10和绝缘体20保持恒定的相对位置。线材把持部T1与线圈卷线夹具T一体地相对于静止状态的线材供给装置旋转,从而将线材40卷绕于绝缘体20的卷体部21。另外,线材供给装置借助在卷体部21的中心轴线方向上往复移动的线材引导件与线材40向卷体部21的卷绕位置相应地供给线材40。
在驱动线圈卷线夹具T以使其旋转而将线材40卷绕于卷体部21之前,由线材把持部T1把持自线材供给装置供给的线材40。此时,调整线材引导件,使得线材40位于背磁轭11的上方、即线材40在卷体部21的中心轴线方向上位于第一凸缘22的外侧。
参照图11,使线材引导件自该状态向图中的箭头方向、即齿部12的顶端方向移动。端部被线材把持部T1把持的线材40由形成于第一凸缘22的第一部位28A的卷绕开始定位突起30支承,并且自卷绕开始定位突起30向卷体部21侧弯曲,被引导向缺口27。
这里,如图5所示,第一部位28A的自卷体部21突出的突出长度L1设定得比第二部位28B的自卷体部21突出的突出长度L2长。
参照图19、20,通过设定该突出长度L1、L2,在利用线材引导件使线材40以卷绕开始定位突起30为支点向卷体部21弯曲时,能够避免线材40与第二部位28B干涉。
并且,由于是在利用线材引导件和线材把持装置T1对线材40施加张力的状态下使线材40弯曲,因此即使线材40具有弯曲倾向,也能够可靠地经由缺口27将线材40引导向卷体部21。
参照图25和图26,说明第一凸缘22的第一部位28A和第二部位28B的自卷体部21突出的突出长度相同的情况。该情况下,即使想要以第一部位28A为支点使线材40弯曲,线材40也会与第二部位28B干涉。
因此,通过事先使线材40的延伸方向如图26所示那样相对于第一凸缘22倾斜,将线材40引导至缺口27。该情况下线材40为了通过缺口27而所能够选择的位置范围限于图中的箭头所包夹的狭小的区域。因此,难以高效地向缺口27引导线材40。线材40能够选择的位置范围狭小的情况也导致具有卷绕倾向的线材40难以引导。
再次参照图20,通过如该定子1那样将第一部位28A的自卷体部21突出的突出长度L1设定得比第二部位28B的自卷体部21突出的突出长度L2长,能够使线材40以第一部位28A为支点向水平方向弯曲,经由第二部位28B的上方将线材40引导至卷体部21。
参照图21,若在该状态下驱动线圈卷线夹具T而使其旋转,开始向卷体部21卷绕线材40,则将线材40可靠地引导至缺口27的内侧。这样,通过可靠地避免线材40与第一凸缘22干涉,能够高精度地定位卷线的卷绕开始位置。
参照图27,在第一凸缘22的内侧、即背磁轭11侧存在台阶H时,被引导至缺口27的线材40自卷体部21悬起与台阶H相当的量。在该部分之上卷绕为层状的线材40也自卷体部21悬起。最终,线圈末端的高度变高。
在该定子1中,在第一部位28A上形成有用于在第一卡定槽31、卷绕开始定位突起30及卡定片26B这三者之间引导线材40的引导面29。即使存在台阶H,也通过这样形成引导面29,使经由缺口27而到达卷体部21的线材40可靠地与卷体部21的表面相接触。因此,能够防止线材40自卷体部21悬起。
参照图12,在经由缺口27将线材40引导向卷体部21之后,使线材引导件沿图中的箭头方向移动而使线材40与第一凸缘22的第二部位28B抵接,从而进行线材40向卷体部21的卷绕开始的定位。在该状态下,若驱动线圈卷线夹具T而使其旋转,则将线材41卷绕于卷体部21。通过与卷绕相对应地使线材引导件与卷体部21平行地移动,将线材40无间隙排列地卷绕于卷体部21。
参照图13,通过继续进行该卷线作业,使线材40向卷体部21的卷绕到达第二凸缘23。之后,使线材引导件与卷体部21平行地反向移动,并且驱动线圈卷线夹具T而使其旋转,则在已经卷绕了的线材40的层之上重新卷绕线材40。如此,在第一凸缘22和第二凸缘23之间执行多层的线材40的卷绕。
参照图14,规定的层数的卷线结束时,在线材40来到第一凸缘22的缺口27附近的旋转位置处使线圈卷线夹具T的旋转停止。这与使线圈卷线夹具T自凹部11B呈水平的位置略微旋转后的定子铁心10的旋转位置相当。
参照图15,在该状态下,使线材引导件如图中的箭头所示那样与卷体部21平行地向第一凸缘22的外侧移动。与此相伴,完成向卷体部21卷线的线材40经由缺口27被取出至第一凸缘22的外侧。
参照图16,自该状态驱动线圈卷线夹具T使其旋转大致90度时,线材40卡合于形成在第一凸缘22的第二部位28B上的卷绕终止定位突起33的缺口35。
参照图17,使线材40卡合于缺口35之后,使线材引导件再次如图中的箭头所示那样与卷体部21平行且向与图15相反的方向移动。
参照图18,进一步驱动线圈卷线夹具T使其旋转大致90度而停止。由此,通过了缺口27的线材40卡定于卷绕终止定位突起33的缺口35。在该状态下,线材40在缺口35和线材引导件之间被切断。而且,线材40的卷绕开始部分在第一部位28A的卷绕开始定位突起30和线材把持装置T1之间被切断。其结果,如图8所示,线材40向卷体部21的卷绕结束。
在该状态下,如图22A所示,线材40的卷绕终止部分通过缺口27,经由卷绕终止定位突起33的缺口35绕过卷绕终止定位突起33,向上方延伸。如图22C所示,使该部分经由卡定槽34向卷体部21侧弯曲。线材40的卷绕终止部分在因线材40的弹性引起的线圈的回弹作用下易产生松弛。在该定子1中,线材40的卷绕终止部分卡合于缺口35后,绕过卷绕终止定位突起33,进一步自卡定槽34向卷体部21侧弯曲,从而谋求线材40的防松弛。
如图22B所示,切断后的线材40的卷绕开始部分沿引导面29向斜向延伸。以第一凸缘的第一部位28A的卷绕开始定位突起30为引导件使该部分向上方弯曲,进一步如图22C所示那样经由卡定槽31使该部分向卷体部21侧弯曲。虽然线材40的卷绕开始部分被上层的卷线按压而难以产生松弛,但是通过这样绕过卷绕开始定位突起30之后自卡定槽31向卷体部21侧弯曲,对于线材40的卷绕开始部分也能够谋求防松弛。
如上所述,通过将绝缘体20安装于定子铁心10,并在绝缘体20的卷体部21上进行线圈的卷线,从而构成一个电磁铁2。这样构成的规定数量的电磁铁2通过将背磁轭11的凸部11A插入到相邻的背磁轭11的凹部11B中而被依次连结,从而构成环状的定子1。
参照图23,环状的定子1配置在设于电动机或发电机的外壳的集配电用母线环50的内侧。集配电用母线环50交替设有用于连接各电磁铁2的线圈的始端40A的端子51和用于连接各电磁铁2的线圈的末端40B的端子52。
端子51具有间隙51A,在将始端40A插入到间隙51A中的状态下,用工具紧固端子51,从而关闭间隙51A,固定地保持始端40A。同样,端子52具有间隙52A,在将末端40B插入到间隙52A中的状态下,用工具紧固端子52,从而关闭间隙52A,固定地保持始端40B。
在各电磁铁2中,线圈的始端40A绕过卷绕开始定位突起30,从而确定取出位置。线圈的末端40B绕过卷绕终止定位突起33,从而确定取出位置。通过事先以端子51和端子52在周向上的间隔一致的方式设定卷绕开始定位突起30和卷绕终止定位突起33的位置,能够分别以最短距离进行线圈的始端40A与端子51的连接和线圈的末端40B与端子52的连接。
并且,在定子1中,线圈的始端40A和末端40B分别保持在卡定槽31和卡定槽34的内侧。卡定槽31和卡定槽34具有如下作用:在将多个电磁铁2组装成环状的定子1时、将组装后的定子1配置在集配电用母线环50的内侧时,阻止线圈的始端40A和末端40B的错位而保持于定位位置。因此,第一卡定槽31和第二卡定槽34使始端40A和末端40B向端子51和端子52的连接作业更容易。
但是,线材40的定位本身能够通过卷绕开始定位突起30和卷绕终止定位突起33来进行。因此,如图所示,也能够在第一凸缘22上仅形成有缺口27、卷绕开始定位突起30及卷绕终止定位突起33,而省略第一卡定槽31和第二卡定槽34。
参照图24,说明关于集配电用母线环50的其他结构。
该集配电用母线环50包括端子53和端子54来代替图23中的端子51和端子52。
端子53和端子54由支柱55支承于在定子1的中心轴线方向上与卡定槽31和卡定槽34分别重合的位置。端子53具有间隙53A,在将始端40A插入到间隙53A中的状态下,用工具紧固端子53,从而关闭间隙53A,固定地保持始端40A。同样,端子54具有间隙54A,在将末端40B插入到间隙54A中的状态下,用工具紧固端子54,从而关闭间隙54A,固定地保持末端40B。其中,端子53和端子54以间隙51A和间隙52A的开口端朝向定子1的中心的方式被固定于支柱55。
如此构成端子53和端子54,则在将环状的定子1向集配电用母线环50的内侧插入时,存在线圈的始端40A和末端40B与端子53、54相干涉的可能性。在如下状态下将环状的定子1向集配电用母线环50的内侧插入就能够防止这种干涉,即,在第一凸缘22上形成第一卡定槽31和第二卡定槽34,在使线圈的始端40A和末端40B经由第一卡定槽31和第二卡定槽34而向定子1的中心方向弯曲的状态下。
该情况下,将定子1插入集配电用母线环50的内侧的规定位置之后,通过将线圈的经由第一卡定槽31和第二卡定槽34而向定子1的中心方向弯曲了的始端40A和末端40B分别自弯曲状态恢复到直线状态,能够容易地导入到间隙53A和间隙54A中。
关于以上的说明,引用了以2010年3月23日为申请日的日本特愿2010-65753号的内容而合并于以上的说明中。
以上,通过几个特定的实施例说明了本发明,但本发明不限定于上述的各实施例。对于本领域技术人员来说,能够在权利要求书的保护范围内对上述实施例实施各种修改或变更。
例如,对绝缘体20进行卷线的线材40可以是方形截面也可以是圆形截面。缺口27不限定于矩形,也能够是例如U字状或V字状的缺口27。
产业上的可利用性
通过使用应用了本发明的电磁铁的定子,对于电动机、发电机的制造工序合理化、提高制造质量,能够获得理想的效果。本发明的实施例所包含的排他性质或特点如权利要求所述。
Claims (9)
1.一种定子用电磁铁(2),其中,
该定子用电磁铁(2)包括:
定子铁心(10),其由背磁轭(11)和自背磁轭(11)突出的齿部(12)构成;
绝缘体(20),其安装于齿部(tooth)(12);
线圈,其是卷绕于绝缘体(20)而成的,
绝缘体(20)包括:
卷体部(21),其供线圈呈多层卷绕;
第一凸缘(22),其形成于卷体部(21)的一端,形成有供线圈的线材(40)穿过的缺口(27);
第二凸缘(23),其形成于卷体部(21)的另一端,
并且,第一凸缘(22)的自卷体部(21)突出的突出长度在缺口(27)的两侧设定为不同的长度。
2.根据权利要求1所述的定子用电磁铁(2),其中,
第一凸缘(22)形成在卷体部(21)的靠背磁轭(11)侧的端部,线圈的线材(40)自第一凸缘(22)的外侧经由缺口(27)被引导至卷体部(21),在卷体部(21)卷绕成多层之后,经由缺口(27)被取出至第一凸缘(22)的外侧。
3.根据权利要求2所述的定子用电磁铁(2),其中,
第一凸缘(22)包括位于缺口(27)的侧方的第一部位(28A)和位于隔着缺口(27)与第一部位(28A)相反的一侧的第二部位(28B),第一部位(28A)的自卷体部(21)突出的突出长度比第二部位(28B)的自卷体部(21)突出的突出长度长。
4.根据权利要求3所述的定子用电磁铁(2),其中,
第一部位(28A)具有面临缺口(27)的方形的角部(30A),面临的第二部位(28B)具有面临缺口(27)的圆形的角部(33A)。
5.根据权利要求3或4所述的定子用电磁铁(2),其中,
第二部位(28B)在缺口(27)的附近具有卷绕终止定位突起(33),该卷绕终止定位突起(33)向背磁轭(11)突出,用于定位线材(40)的卷绕终止位置。
6.根据权利要求5所述的定子用电磁铁(2),其中,
第一部位(28A)在缺口(27)的附近具有卷绕开始定位突起(30),该卷绕开始定位突起(30)向背磁轭(11)突出,用于定位线材(40)的卷绕开始位置。
7.根据权利要求6所述的定子用电磁铁(2),其中,
在第一部位(28A)的隔着卷绕终止定位突起(30)与缺口(27)相反的一侧形成有用于卡定线材(40)的始端的第一卡定槽(31),在第二部位(28B)的隔着卷绕开始定位突起(33)与缺口(27)相反的一侧形成有用于卡定线材(40)的末端的第二卡定槽(34)。
8.根据权利要求7所述的定子用电磁铁(2),其中,
第一卡定槽(31)的深度比第二卡定槽(34)的深度深。
9.一种定子用电磁铁(2)的制造方法,其中,
将绝缘体(20)安装于定子铁心(10)的齿部(12),该绝缘体(20)包括:卷体部(21);第一凸缘(22),其形成于卷体部(21)的一端,在第一凸缘(22)上形成有供线圈的线材(40)穿过的缺口(27);第二凸缘(23),其形成于卷体部(21)的另一端,第一凸缘(22)的自卷体部(21)突出的突出长度在缺口(27)的两侧设定为不同的长度,该定子铁心(10)由背磁轭(11)和自背磁轭(11)突出的齿部(12)构成,
将线圈的线材(40)经由缺口(27)自第一凸缘(22)的外侧引导至卷体部(21),在卷体部(21)上卷绕成多层之后,自卷体部(21)经由缺口(27)向第一凸缘(22)的外侧取出。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010-065753 | 2010-03-23 | ||
| JP2010065753A JP5636710B2 (ja) | 2010-03-23 | 2010-03-23 | 回転電機のインシュレータ及びステータ巻線構造の製造方法 |
| PCT/JP2011/054909 WO2011118357A1 (ja) | 2010-03-23 | 2011-03-03 | ステータ用電磁石及びステータ用電磁石の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102934331A true CN102934331A (zh) | 2013-02-13 |
| CN102934331B CN102934331B (zh) | 2015-02-04 |
Family
ID=44672925
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201180012738.4A Active CN102934331B (zh) | 2010-03-23 | 2011-03-03 | 定子用电磁铁及定子用电磁铁的制造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9203274B2 (zh) |
| EP (1) | EP2551993B1 (zh) |
| JP (1) | JP5636710B2 (zh) |
| CN (1) | CN102934331B (zh) |
| WO (1) | WO2011118357A1 (zh) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105746757A (zh) * | 2016-03-25 | 2016-07-13 | 梧州市中茗茶业有限公司 | 茶叶发酵筒 |
| CN103580316B (zh) * | 2012-08-03 | 2017-06-30 | 三星电子株式会社 | 电机以及具有该电机的洗衣机 |
| CN107947420A (zh) * | 2017-11-28 | 2018-04-20 | 广东美的环境电器制造有限公司 | 用于电机的绝缘框、绝缘框架和电机定子及其制作方法 |
| CN110323854A (zh) * | 2018-03-30 | 2019-10-11 | 株式会社丰田自动织机 | 旋转电机的定子、旋转电机及旋转电机的定子的制造方法 |
| CN111052554A (zh) * | 2017-08-29 | 2020-04-21 | 株式会社美姿把 | 电机用绝缘体及无刷电机 |
| CN112821589A (zh) * | 2019-11-15 | 2021-05-18 | 日本电产株式会社 | 定子及电机 |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6033573B2 (ja) * | 2012-04-27 | 2016-11-30 | 株式会社ニフコ | ステーター用インシュレーター |
| FR2992493B1 (fr) * | 2012-06-20 | 2015-07-10 | Valeo Equip Electr Moteur | Isolant de bobine muni d'une ailette formant un mur electriquement isolant et element de machine electrique associe |
| KR20140003674A (ko) * | 2012-06-22 | 2014-01-10 | 엘지이노텍 주식회사 | 모터 |
| DE102012224012A1 (de) * | 2012-12-20 | 2014-06-26 | Tyco Electronics Belgium Ec Bvba | Spulenkörper zur Montage an einem Magnetkern, Reluktanzresolver und Verfahren zur Herstellung |
| CN103928999B (zh) * | 2013-01-10 | 2017-08-11 | 广东美的环境电器制造有限公司 | 定子、分块定子电机的绕线架及其绕线方法 |
| DE102013204759A1 (de) | 2013-03-19 | 2014-09-25 | Robert Bosch Gmbh | Zahnsegment zum Zusammenbau eines Stators oder Rotors einer elektrischen Maschine und Verfahren für die Herstellung einer solchen |
| JP5928904B2 (ja) | 2013-08-06 | 2016-06-01 | 株式会社安川電機 | インシュレータ、固定子結合体、回転電機、及び結線基板 |
| EP3065266B1 (en) * | 2013-10-30 | 2018-11-21 | Mitsubishi Electric Corporation | Electric motor, compressor equipped with same, and electric motor manufacturing method |
| JP6225804B2 (ja) * | 2014-04-07 | 2017-11-08 | 株式会社安川電機 | ボビン及び回転電機 |
| JP6801946B2 (ja) * | 2015-01-20 | 2020-12-16 | トヨタ自動車株式会社 | インシュレータの形成方法 |
| US10038348B2 (en) * | 2015-08-12 | 2018-07-31 | Regal Beloit America, Inc. | Liner, stator assembly and associated method |
| US11095171B2 (en) * | 2017-02-13 | 2021-08-17 | Lg Innotek Co., Ltd. | Stator and motor comprising same |
| JP6700211B2 (ja) * | 2017-03-15 | 2020-05-27 | アイチエレック株式会社 | 固定子および電動機 |
| JP6656474B2 (ja) * | 2017-06-02 | 2020-03-04 | デンソートリム株式会社 | 回転電機 |
| JP7314361B2 (ja) * | 2017-06-14 | 2023-07-25 | 株式会社マキタ | 電動工具 |
| WO2018230384A1 (ja) * | 2017-06-14 | 2018-12-20 | 株式会社 マキタ | 電動工具 |
| EP3687043B1 (en) | 2017-09-20 | 2024-03-13 | Panasonic Intellectual Property Management Co., Ltd. | Insulator, and stator and motor comprising same |
| EP3687041B1 (en) | 2017-09-20 | 2022-09-07 | Panasonic Intellectual Property Management Co., Ltd. | Insulator, and stator and motor comprising same |
| CN111066226B (zh) | 2017-09-20 | 2022-04-29 | 松下知识产权经营株式会社 | 绝缘体、包括该绝缘体的定子以及包括该绝缘体的电动机 |
| CN111566907A (zh) * | 2018-01-24 | 2020-08-21 | 松下知识产权经营株式会社 | 绝缘体、包括该绝缘体的定子以及包括该绝缘体的电动机 |
| GB2577546B (en) * | 2018-09-28 | 2023-05-24 | Dyson Technology Ltd | A stator core assembly |
| JP7247720B2 (ja) * | 2019-04-03 | 2023-03-29 | 株式会社プロテリアル | ラジアルギャップ型回転電機及びラジアルギャップ型回転電機の製造方法 |
| KR102317047B1 (ko) * | 2019-07-25 | 2021-10-25 | 엘지전자 주식회사 | 스테이터 및 이를 포함하는 모터 |
| JP7632070B2 (ja) * | 2021-05-20 | 2025-02-19 | 株式会社デンソー | インシュレータ、ステータ及びステータの製造方法 |
| CN119448634A (zh) * | 2023-08-04 | 2025-02-14 | 爱知电机株式会社 | 电绝缘体组件、定子、电动机以及压缩机 |
| US20250239904A1 (en) * | 2024-01-18 | 2025-07-24 | Flowserve Pte. Ltd. | Coil assembly of an integrated motor pump or turbine having reduced thermal stress at cryogenic temperatures |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6322707U (zh) * | 1986-07-29 | 1988-02-15 | ||
| JP2002284446A (ja) * | 2001-03-23 | 2002-10-03 | Moric Co Ltd | 電気機器の巻線ボビン |
| CN1893225A (zh) * | 2005-06-30 | 2007-01-10 | 富士通将军股份有限公司 | 电动机 |
| US20080136286A1 (en) * | 2006-12-12 | 2008-06-12 | Hiromichi Hiramatsu | Concentrated winding coil and method of manufacturing same |
| JP2008178223A (ja) * | 2007-01-18 | 2008-07-31 | Toyota Motor Corp | インシュレータボビン及びその組付方法 |
| JP2008236854A (ja) * | 2007-03-19 | 2008-10-02 | Nissan Motor Co Ltd | 絶縁インシュレータ並びにステータの構造及び製造方法 |
| CN101322199A (zh) * | 2005-11-30 | 2008-12-10 | 丰田自动车株式会社 | 盒式线圈和带有该盒式线圈的旋转电机 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002176753A (ja) * | 2000-12-07 | 2002-06-21 | Matsushita Electric Ind Co Ltd | 電動機固定子の製造方法及びその固定子 |
| JP3718473B2 (ja) * | 2002-01-08 | 2005-11-24 | 草津電機株式会社 | 電動機 |
| DE20204507U1 (de) * | 2002-03-21 | 2002-06-06 | Grundfos A/S, Bjerringbro | Spulenträger als Isoliermaterial für eine elektrische Spule |
| JP3980402B2 (ja) * | 2002-05-13 | 2007-09-26 | 本田技研工業株式会社 | 回転電機 |
| DK1437817T3 (da) * | 2003-01-10 | 2013-06-17 | Askoll Holding Srl | Synkron elmotor med permanentmagnetrotor og forbedrede støttespoler til cirkulationspumper i varme- og airconditionanlæg |
| US7026739B2 (en) * | 2003-05-23 | 2006-04-11 | Honda Motor Co., Ltd | Stator and insulating bobbin and a manufacturing method of the stator |
| DE10345631A1 (de) * | 2003-09-29 | 2005-05-04 | Siemens Ag | Elektrische Maschine mit Trägervorrichtung mit Messsystem |
| JP4483480B2 (ja) * | 2004-08-27 | 2010-06-16 | アイシン精機株式会社 | 固定子及びモータ |
| US20060071569A1 (en) * | 2004-10-04 | 2006-04-06 | Stewart William P | Stator end caps and methods for positioning the lead and exit ends of the stator windings |
| US7095150B2 (en) * | 2004-10-21 | 2006-08-22 | Shop Vac Corporation | Apparatus for securing a bobbin of a reluctance machine |
| DE102006021903A1 (de) * | 2006-05-11 | 2007-11-22 | Zf Friedrichshafen Ag | Wickelkörper für eine Spule einer elektrischen Maschine |
| JP2008072801A (ja) * | 2006-09-13 | 2008-03-27 | Mitsuba Corp | コイル装置、ステータおよびモータ |
| JP4791387B2 (ja) * | 2007-02-21 | 2011-10-12 | 三菱電機株式会社 | 電機子 |
| DE102007035531A1 (de) * | 2007-07-28 | 2009-01-29 | Zf Friedrichshafen Ag | Wicklungsanordnung für eine elektrische Maschine |
| JP4967909B2 (ja) * | 2007-08-02 | 2012-07-04 | 日産自動車株式会社 | 絶縁インシュレータ及びステータ並びにステータ製造方法 |
| JP5315743B2 (ja) * | 2008-03-26 | 2013-10-16 | アイシン精機株式会社 | 電動回転モーター |
| JP5153433B2 (ja) * | 2008-04-22 | 2013-02-27 | 三菱電機株式会社 | 電動機 |
| JP4868187B2 (ja) * | 2009-01-16 | 2012-02-01 | 株式会社富士通ゼネラル | 電動機 |
-
2010
- 2010-03-23 JP JP2010065753A patent/JP5636710B2/ja active Active
-
2011
- 2011-03-03 CN CN201180012738.4A patent/CN102934331B/zh active Active
- 2011-03-03 EP EP11759165.1A patent/EP2551993B1/en active Active
- 2011-03-03 WO PCT/JP2011/054909 patent/WO2011118357A1/ja not_active Ceased
- 2011-03-03 US US13/635,995 patent/US9203274B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6322707U (zh) * | 1986-07-29 | 1988-02-15 | ||
| JP2002284446A (ja) * | 2001-03-23 | 2002-10-03 | Moric Co Ltd | 電気機器の巻線ボビン |
| CN1893225A (zh) * | 2005-06-30 | 2007-01-10 | 富士通将军股份有限公司 | 电动机 |
| CN101322199A (zh) * | 2005-11-30 | 2008-12-10 | 丰田自动车株式会社 | 盒式线圈和带有该盒式线圈的旋转电机 |
| US20080136286A1 (en) * | 2006-12-12 | 2008-06-12 | Hiromichi Hiramatsu | Concentrated winding coil and method of manufacturing same |
| JP2008178223A (ja) * | 2007-01-18 | 2008-07-31 | Toyota Motor Corp | インシュレータボビン及びその組付方法 |
| JP2008236854A (ja) * | 2007-03-19 | 2008-10-02 | Nissan Motor Co Ltd | 絶縁インシュレータ並びにステータの構造及び製造方法 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103580316B (zh) * | 2012-08-03 | 2017-06-30 | 三星电子株式会社 | 电机以及具有该电机的洗衣机 |
| CN105746757A (zh) * | 2016-03-25 | 2016-07-13 | 梧州市中茗茶业有限公司 | 茶叶发酵筒 |
| CN111052554A (zh) * | 2017-08-29 | 2020-04-21 | 株式会社美姿把 | 电机用绝缘体及无刷电机 |
| CN111052554B (zh) * | 2017-08-29 | 2022-11-08 | 株式会社美姿把 | 电机用绝缘体及无刷电机 |
| CN107947420A (zh) * | 2017-11-28 | 2018-04-20 | 广东美的环境电器制造有限公司 | 用于电机的绝缘框、绝缘框架和电机定子及其制作方法 |
| CN107947420B (zh) * | 2017-11-28 | 2020-05-05 | 广东美的环境电器制造有限公司 | 用于电机的绝缘框、绝缘框架和电机定子及其制作方法 |
| CN110323854A (zh) * | 2018-03-30 | 2019-10-11 | 株式会社丰田自动织机 | 旋转电机的定子、旋转电机及旋转电机的定子的制造方法 |
| CN112821589A (zh) * | 2019-11-15 | 2021-05-18 | 日本电产株式会社 | 定子及电机 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2551993A1 (en) | 2013-01-30 |
| US9203274B2 (en) | 2015-12-01 |
| EP2551993A4 (en) | 2017-10-11 |
| JP5636710B2 (ja) | 2014-12-10 |
| US20130009512A1 (en) | 2013-01-10 |
| CN102934331B (zh) | 2015-02-04 |
| JP2011200059A (ja) | 2011-10-06 |
| WO2011118357A1 (ja) | 2011-09-29 |
| EP2551993B1 (en) | 2018-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102934331A (zh) | 定子用电磁铁及定子用电磁铁的制造方法 | |
| EP1555735B1 (en) | Rotor for dynamo-electric machine | |
| KR102700954B1 (ko) | 헤어핀 권선모터의 고정자 어셈블리 | |
| JP4600580B2 (ja) | 固定子コイルの製造方法 | |
| CN103532280B (zh) | 用于电机定子的连接器和相关的电机定子 | |
| US8291577B2 (en) | Apparatus for loading stator windings into a stator core | |
| JP2002354738A (ja) | 回転電機 | |
| KR19990081772A (ko) | 차량용 교류발전기의 고정자 | |
| US20080010812A1 (en) | Method of forming single-layer coils | |
| JP2013099084A (ja) | 平角線の巻線構造 | |
| EP2106012A3 (en) | Electric rotational motor | |
| CN108123559A (zh) | 定子 | |
| JP2016093055A (ja) | ステータコアアセンブリ | |
| USRE28831E (en) | Electric motor winding | |
| EP1251628A2 (en) | Stator pole winding method and apparatus | |
| US6062504A (en) | Wire winding guide | |
| KR101135333B1 (ko) | 모터의 스테이터 및 스테이터의 제조 방법 | |
| EP0017311A2 (en) | Improvements in electric machines | |
| US20230155463A1 (en) | Method for external winding of esp motor using a split core stator | |
| US20190305621A1 (en) | Wound coil, coil for electrical rotating machine, electrical rotating machine, method for manufacturing wound coil, and apparatus for manufacturing wound coil | |
| JP2008172863A (ja) | 回転電機及びその製造方法 | |
| US20220190699A1 (en) | Method for winding a concentrated coil for an electric machine | |
| EP2725590B1 (en) | Coil wire support element, manufacturing method thereof, and inductive power transfer coupler incorporating same | |
| KR102538593B1 (ko) | 헤어핀 권선모터의 고정자 어셈블리 | |
| KR102684618B1 (ko) | 연결형 스테이터 코어를 위한 권선 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |