CN103201064A - 切削航空器涡轮轴发动机机壳的方法和实施所述方法所用的刮刀 - Google Patents
切削航空器涡轮轴发动机机壳的方法和实施所述方法所用的刮刀 Download PDFInfo
- Publication number
- CN103201064A CN103201064A CN201180052475XA CN201180052475A CN103201064A CN 103201064 A CN103201064 A CN 103201064A CN 201180052475X A CN201180052475X A CN 201180052475XA CN 201180052475 A CN201180052475 A CN 201180052475A CN 103201064 A CN103201064 A CN 103201064A
- Authority
- CN
- China
- Prior art keywords
- casing
- edge
- milling
- deburring
- scraper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D79/00—Methods, machines, or devices not covered elsewhere, for working metal by removal of material
- B23D79/02—Machines or devices for scraping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B11/00—Automatic or semi-automatic turning-machines incorporating equipment for performing other working procedures, e.g. slotting, milling, rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B29/00—Holders for non-rotary cutting tools; Boring bars or boring heads; Accessories for tool holders
- B23B29/04—Tool holders for a single cutting tool
- B23B29/12—Special arrangements on tool holders
- B23B29/14—Special arrangements on tool holders affording a yielding support of the cutting tool, e.g. by spring clamping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/08—Chucks holding tools yieldably
- B23B31/083—Chucks holding tools yieldably axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C3/00—Milling particular work; Special milling operations; Machines therefor
- B23C3/007—Milling end surfaces of nuts or tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C3/00—Milling particular work; Special milling operations; Machines therefor
- B23C3/12—Trimming or finishing edges, e.g. deburring welded corners
- B23C3/122—Trimming or finishing edges, e.g. deburring welded corners of pipes or cylinders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D11/00—Planing or slotting devices able to be attached to a machine tool, whether or not replacing an operative portion of the machine tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/007—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor for end faces of tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/02—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground
- B24B9/04—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of metal, e.g. skate blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2215/00—Details of workpieces
- B23B2215/04—Aircraft components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2220/00—Details of turning, boring or drilling processes
- B23B2220/08—Deburring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2270/00—Details of turning, boring or drilling machines, processes or tools not otherwise provided for
- B23B2270/34—Means for guiding
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49316—Impeller making
- Y10T29/4932—Turbomachine making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49316—Impeller making
- Y10T29/4932—Turbomachine making
- Y10T29/49323—Assembling fluid flow directing devices, e.g., stators, diaphragms, nozzles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/51—Plural diverse manufacturing apparatus including means for metal shaping or assembling
- Y10T29/5104—Type of machine
- Y10T29/5109—Lathe
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/51—Plural diverse manufacturing apparatus including means for metal shaping or assembling
- Y10T29/5104—Type of machine
- Y10T29/5115—Planer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/303752—Process
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/3042—Means to remove scale or raised surface imperfection
- Y10T409/304256—Means to remove flash or burr
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/30868—Work support
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/50—Planing
- Y10T409/501476—Means to remove flash or burr
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/50—Planing
- Y10T409/501476—Means to remove flash or burr
- Y10T409/50164—Elongated work
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/50—Planing
- Y10T409/50246—Means for trimming edge [e.g., chamfering, scarfing, etc.]
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Milling Processes (AREA)
- Turning (AREA)
- Milling, Broaching, Filing, Reaming, And Others (AREA)
Abstract
本发明涉及到一种切削航空器涡轮轴发动机机壳(1)的方法,所述机壳(1)包括上游边缘和下游边缘,其中所述方法包括如下步骤:在基座上定位机壳(1)的步骤;以铣削转速旋转基座的步骤;通过铣削装置铣削机壳(1)下游边缘和/或上游边缘的步骤,从而可修正机壳(1)轴线长度;以及去除所述机壳(1)边缘毛刺的步骤,以便清除由于铣削步骤而在所述边缘附近形成的至少一个毛刺,铣削装置包括刮刀,其可在机壳(1)旋转的同时转动切削毛刺。
Description
本发明领域为切削金属部件,特别涉及到切削金属部件边缘上多余的材料,所属领域技术人员将这种切削称之为除毛刺。
例如,航空器涡轮轴发动机排气机壳是带有大体圆形截面的圆柱形金属部件。排气机壳布置成可沿发动机轴线延伸,位于在发动机内从上游到下游循环的气流的外部。此外,术语“上游”和“下游”是相对于发动机内气流循环方向而确定的。为此,正如图1剖面图局部所示,排气机壳外金属箍圈呈圆柱形本体,沿轴线W轴向延伸,其包括上游边缘BM和下游边缘BV。
另外,通常在本申请中,术语“内部”和“外部”是相对于图1所示机壳轴线W而径向确定。为此,沿发动机轴线延伸的气缸包括向发动机轴线转动的内表面和与发动机内表面相对的外表面。这样,上游边缘BM包括外部BM1和内部BM2。同样,下游边缘BV包括外部BV1和内部BV2。
通常,排气机壳可通过焊接机壳角形扇形体而获得。在扇形体装配好后,所获得的排气机壳并不具有有规则的圆形截面,机壳边缘曲率半径并不是恒定的。排气机壳必须通过在机壳外表面上进行机械作业而手工重新修整,从而赋予其大体圆形形状。
为了将圆形法兰安装在机壳上游边缘和下游边缘上,要求机壳具有恒定的轴向长度。众所周知,机壳的轴向长度是通过铣削装置来修正的。实际上,排气机壳置于图2所示水平位置,这样,机壳的上游或下游边缘中一个会沿方向X而水平延伸。
在铣削作业期间,上游和/或下游边缘的切削是为了修正机壳的轴向长度,即,当排气机壳处于水平位置时,沿方向Z的其垂直尺寸。这种作业也被所属领域技术人员称之为排气机壳的“高度设定”。
机壳边缘的切削加工使得所切削材料沉积在上游边缘和下游边缘附近,以及内部和外部表面上,所属领域技术人员称这种材料沉积为毛刺。毛刺会构成尖缘,这些尖缘会在操作排气机壳时伤及操作者,为此,应该通过除毛刺的方法来将其去除。
这种除毛刺方法目前是由操作者使用不同工具手工实施,诸如装有砂带的手动气动砂光机,例如,商标名称“Rayonmatic”,手动刮刀或装有铣刀的气动研磨机。关于安全,这种刀具的使用一方面会喷射有害灰尘,另一方面会伤及操作者。为此,操作着必须佩戴口罩、手套和护目镜,因此延长了操作时间。除毛刺步骤是一个很花时间的步骤(大约15分钟),根据操作者的技术不同,最后结果也会不同,存在缺陷。
此外,人们已知,斯奈克玛(SNECMA)公司的专利FR2620242涉及到一种使用除毛刺机械手的方法。这种方法不适合,因为其要求使用专门的除毛刺机械手,因而增加了除毛刺成本。此外,在排气机壳中安装除毛刺机械手时,也会存在伤及操作者的风险。
为了消除至少部分这种缺陷,本发明涉及到对航空器涡轮轴发动机机壳进行切削的方法,机壳沿机壳轴线延伸,包括上游边缘和下游边缘,该方法包括如下步骤:
-在基座内定位机壳的一个步骤;
-根据机壳轴线以铣削转速转动基座的一个基座转动步骤;
-通过铣削装置来铣削机壳上游边缘和/或下游边缘的一个铣削步骤,从而对机壳轴向长度进行修正,所述铣削装置包括铣刀,可在机壳转动时以铣削转速切削所述机壳边缘;
-去除所述机壳边缘毛刺的一个除毛刺步骤,从而清除所述边缘附近形成的至少一个毛刺,进而进入铣削步骤,所述方法的特征在于:所述铣削装置包括除毛刺步骤时的刮刀,所述刮刀可通过以铣削转速转动机壳来切削毛刺。
采用本发明的方法,除毛刺步骤通过同一台铣削装置来直接实施,进入铣削步骤,从而延伸切削方法的持续时间。
此外,机壳的铣削转速可方便地用来进行转动,无需对基座进行改动。由于除毛刺和铣削步骤是连续进行的,所以不必要操作机壳,这样,就限定了受伤的风险。由于除毛刺是自动化的,受伤的风险很小,最后结果并不取决于操作者的技术。
优选地,机壳包括转向机壳轴线的内部和与所述内部相对的外部,在除毛刺步骤时,所述机壳边缘的内部和外部可相继被切削,与此同时,机壳在基座内保持不动。
一旦边缘的内部和外部毛刺被去除,可以在所述边缘上布置紧固法兰,不会有受伤风险。此外,也无需对机壳进行任何操作,就能抵达内部和外部毛刺,刮刀可抵达内部毛刺以及外部毛刺。
依旧优选地,在除毛刺步骤时,在切削机壳上游和下游边缘的同时,保持机壳位于基座内。为抵达上游边缘和下游边缘的毛刺,而操作机壳是不必要的,这样,就可限制受伤的风险,铣削装置可移动刮刀,从而可以抵达不同的边缘。
本发明还涉及到一种刮刀,从而可以去除航空器涡轮轴发动机机壳边缘的毛刺,所述刮刀布置成安装在铣削装置上,该刮刀包括本体,该本体在第一端上装有供铣削装置用的连接装置,在第二端上装有除毛刺单元,除毛刺单元包括车床小板,后者包括至少一个切削刃,以便去除机壳边缘的毛刺。
有利的是,刮刀可以取代铣削装置的传统铣刀,以便实施除毛刺作业,车床小板可以适于实施车削作业。
根据本发明的一个方面,除毛刺单元包括导向装置,设置为与需要去除毛刺的边缘接触,以便跟随需要去除毛刺边缘的外形,无需对车床小板的方向进行修正。导向装置跟随机壳边缘的外形,以便将车床小板定位在边缘毛刺的高度上。车床小板的方向并不调整,以便可以精确除去毛刺。
依旧优选地,除毛刺单元包括连接杆,在这个杆上,安装了车床小板,以及可以旋转安装在所述连接板周围的板,导向装置布置在所述板上。为此,当导向装置在与需要除毛刺的边缘接触时,该板会被带动围绕连接杆转动,无需修正车床小板的方向。换句话说,导向装置修正了毛刺的切削高度,但未改变切削角度。
优选地,导向装置包括至少两个平行滚筒,设置成同时与需要除毛刺的边缘接触。两个滚筒的使用,一方面,获得在边缘上稳定对接,不改动车床小板的方向,另一方面,可以在除毛刺时使机壳转动。实际上,一个滚筒包括本身的一个内核和一个外护套,后者旋转安装在所述内核上。在机壳转动时,只有滚筒外护套会被带动转动,从而避免内核以及其中一个除毛刺单元板的驱动,后者与内核布置为一体。
优选地,连接杆在两个滚筒之间延伸。切削高度在两个滚筒之间良好定位,车床小板为此可以精确地对边缘毛刺进行切削。更优选地是,连接杆安装在与滚筒的相同距离上,从而可以更加精确地改善除毛刺精度。
根据本发明的另一个方面,连接杆的一端安装在刀具本体内,弹簧装置布置在连接杆的所述一端和所述本体之间,以便校准车床小板在除毛刺边缘上的切削力。
弹簧装置可以对车床小板切削力进行校准,进而校准机壳边缘上的车床小板深入程度,以便顺利清除毛刺,但又不会引起切削过多或不足。此外,可以去除边缘的毛刺,该边缘曲率半径变化,且不规则。这对由扇形体形成的机壳非常有利。
根据本发明的第一个方面,弹簧装置包括至少一个阻尼杆,安装在刀具本体内。优选地,阻尼杆包括调整装置,可对阻尼杆产生减振作用,从而校准切削力。
根据第二个方面,弹簧装置包括至少一个安装在连接杆周围的弹簧。
根据本发明的最佳方面,机壳包括内部和外部,车床小板包括至少两个平行切削刃,布置成可分别去除机壳边缘内部和外部的毛刺。车床小板的形状适合,以便对两个部分进行切削,在除毛刺作业时,从而对所述部分进行连续切削,节省时间。
通过参照附图给出的本发明的如下介绍,可以更好地理解本发明,附图如下:
图1为航空器涡轮轴发动机排气机壳外金属箍圈局部剖面图,所示机壳沿轴线W延伸(已经介绍);
图2为在排气机壳轴向长度铣削作业时的现有技术排气机壳和铣削装置的透视图(已经介绍);
图3为根据本发明第一个实施例的刮刀的透视图,用来去除排气机壳边缘上的毛刺;
图4为图3所示刮刀的端部示意图;
图5为图3所示刮刀示意图,所示为剖面平面图V-V;
图6为根据图5刮刀剖面平面V-V的剖面示意图;
图7为排气机壳上游外部边缘的除毛刺步骤透视图;
图8为从排气机壳上游内部边缘的除毛刺步骤的透视图;
图9为排气机壳下游外部边缘除毛刺步骤透视图;
图10为排气机壳下游内部边缘透视图;以及
图11为根据第二个实施例的刮刀的示意截面。
下面,作为航空器涡轮轴发动机排气机壳示例来介绍本发明,但毫无疑问本发明应用于任何排气机壳,优选采用几个机壳扇形体形成整体而制成的圆周机壳。
如图1和图2所示,航空器涡轮轴发动机排气机壳1为金属部件,呈圆柱形形状,沿轴线W轴向延伸,包括上游边缘BM和下游边缘BV。在该示例中,排气机壳1为周向的,通过几个机壳扇形体10形成整体而制成。于是,一方面,排气机壳1的轴向尺寸,即沿轴线W的尺寸,在机壳周向上不是恒定的,而在另一方面,排气机壳1边缘外形是不规则的。
为了修正机壳1的轴向尺寸,在上游和/或下游边缘的其中一个边缘上,实施切削步骤,以便从上游边缘到下游边缘的距离在机壳1的圆周上大体恒定。根据本发明,参照图2,机壳1的轴向长度通过铣削装置3进行修正,该铣削装置包括铣刀31,后者与排气机壳1上游边缘BM和/或下游边缘BV相接触。再往前,图2以正交参考系(X,Y,Z)的形式示出了排气机壳1和铣削装置3,。
在铣削时,排气机壳1在基座2内处于水平位置,又称之为切削中心,以便其轴线W沿垂直方向Z垂直延伸。此处所示基座2围绕其轴线W布置,以便在铣削装置1铣刀31之前呈现出排气机壳1的边缘BM,BV的整个周向情况。排气机壳1的转速不足1cm/sec的数量级,以便通过铣刀对需要除毛刺的边缘部分换新,因此而不会产生水平力。所属领域技术人员将这种转速称之为“铣削转速”。铣刀31在此包括以大约30m/min高速来带动铣刀转动;这种铣刀为所属领域技术人员所熟知。
在该示例中,切削上游边缘BM和下游边缘BV,从而在上游边缘BM和下游边缘BV附近以及在排气机壳1内表面和外表面上会沉积切削材料,所属领域技术人员将这种材料沉积称之为“毛刺”。为了消除这种毛刺,必须对上游边缘BM的外部BM1和内部BM2部分以及下游边缘BV的外部BV1和内部BV2部分进行切削。为了简化起见,“毛刺”进一步表示上游内部毛刺BM2、上游外部毛刺BM1、下游内部毛刺BV2和下游外部毛刺BV1。
根据本发明,毛刺可以借助于安装在铣削装置3上的刮刀4来去除,从而通过旋转(但不是通过铣削)来切削毛刺。
在铣削作业时,材料的清除会引起两个动作的结合:在一方面是切削刀具的转动,而在另一方面是被切削部件的推进。相反,在车削操作时,切削移动是单一移动:即,或者被切削部件是静止的,而切削刀具是移动的,或者是被切削部件是移动的,而切削刀具是静止的。
-刮刀4
首先介绍刮刀4。稍后将详细介绍在根据本发明的切削方法中刮刀4的使用。
参照图3,刮刀4包括沿方向U纵向延伸的本体6,该本体6在第一端包括与铣削装置3相连的装置5,而在第二端,包括布置成可切削毛刺的除毛刺单元7。
-连接装置5
在该实施例中,连接装置5的形状为锥形连接装置(即所属领域技术人员所熟知的“锥形S40”),这种连接装置与铣削装置3,如传统铣刀连接。换句话说,根据本发明的刮刀4适于与铣削装置3连接,而不是与铣刀31连接。通常,这种连接装置5能够将铣削转速设定值从铣削装置3传递给铣刀,从而使得铣刀的铣削刀具能以这样的铣削转速被带动运行。例如,如果铣削装置3的铣削转速设定值为5000转/分钟,那么,该设定值可通过铣刀的锥形连接装置来传递,这样,铣削工具就会以5000转/分钟转动。
根据本发明,连接装置5布置成可施加零铣削转速,因为刮刀4并不是铣刀,而是车削刀具,其本身可实施切削作业步骤,但同时又保持静止不动。为此,不同于传统的连接装置,根据本发明的连接装置5可限制来自铣刀3的铣削设定值。
-除毛刺单元7在这个示例中,参照图3至图6,除毛刺单元7包括沿方向U延伸的连接杆72,在这个杆上,旋转安装了平板71,此处,为多边形形状,垂直于方向U延伸。
车床小板安装在连接杆72的第一端上。小板9包括四个切削刃C1-C4,布置成可去除上游内部毛刺BM2、上游外部毛刺BM1、下游内部毛刺BV2和下游外部毛刺BV1。如图6所示,车床小板示出的为菱形,刃C1和C3以及刃C2和C4彼此之间平行。在安装位置时,切削刃C1-C4从连接杆72处局部伸出,如图4所示。此处所示车床小板采用铝制成,但是,毫无疑问,其它材料也可适用。
如图5和图6所示,连接杆72的第二端在刮刀4的纵向本体6内延伸。纵向本体6包括沿方向U限定连接杆72行程的装置,在该示例中,该装置呈前支座61和后支座62形状,与本体6成为一个整体。
此外,为了在需除毛刺的边缘上施加标准力,在连接杆72第二端周围设置弹簧装置,如图6所示。弹簧装置布置在制动环73两侧,后者与连接杆72第二端构成整体。
根据本发明第一实施例,本体6内安装了四个阻尼杆63,63’,两个第一阻尼杆63安装在制动环73的一部分上,两个第二阻尼杆63’安装在所述制动环73的另一部分上,如图6所示。此处定位每个第一阻尼杆63,从而与第二阻尼杆63’纵向对准,将分布的力施加在制动环73上。
阻尼杆63,63’纵向延伸,其包括第一直线构件631和第二直线构件632,二者通过弹簧633而连接。在该实施例中,弹簧633安装在直线构件632,633外部,从而能够实现对其进行纵向导向。如图6所示,第二直线构件632对接安装在制动环73的端面上,而第一端631则与其中一个支座61,62整体安装。优选地,每个阻尼杆63包括调整装置64,布置成可对阻尼杆63弹簧633的力进行参数限定。如图4到图6所示,这种调整装置64是由阻尼杆63第一构件631的一端构成,其从刮刀本体6内伸出。相当有利的是,通过旋入或旋出伸出端,阻尼杆63第一构件631的轴向长度可在本体6内控制,而阻尼杆63弹簧633的压缩长度参数从而得以确定,可对所施加的力进行修正。为此,对于四个阻尼杆63,63’来讲,便于操作使用的四个调整装置64都可使用,非常精确地确定弹簧633在连接杆72上的力,进而确定了刮刀4的切削力。
例如,当车床小板9与排气机壳1内边缘对接时,弹簧装置可以对支撑力进行校准,以便去除毛刺。为了在内边缘上推动车床小板9,在刮刀4上应向排气机壳1的外部施加一个力。换句话说,本体6被推向外部,而连接杆72(与车床小板9为一整体)则因为与机壳1边缘接触而保持静止不动。于是,产生连接杆72相对于本体6的相对运动,从而增加了伸出本体6外部的连接杆72部分的长度。在该实施例中,通过在制动环73上施加相反力,第一阻尼杆63限定了连接杆72的移动,这样,就限定了伸出本体6外部的连接杆72部分的长度。
换句话说,第一阻尼杆63发挥阻尼功能,为的是平衡施加到连接杆72上的力,从而也就平衡了车床小板9在内边缘上所施加的力。与边缘接触的车床小板9的切削刃从而可以有效地切削毛刺,即,不会对所述边缘切削过多或不足。切削过多会超过切削公差范围,为此,需要焊接来修正,而切削不足会依然存在毛刺,且依然会伤及操作者。在这组阻尼杆63,63’中,两个阻尼杆是边推边切削,而另两个则是边抽边切削。阻尼杆弹簧相对于需要切割材料的硬度来选择。
此外,这可以使得边缘的毛刺被去除,边缘的曲率半径变化,但不规则。这对于采用扇形体构成的机壳来讲是非常有利的。在这个实施例中,阻尼杆63,63’和支座61,62都可以实现连接杆72的行程大约10mm,从而可以克服排气机壳平均圆形度变化量为大约1.5mm。
按照沿方向U的连接杆72行程限定装置的另一个实施例,参照图11,弹簧装置的形状为第一弹簧163和第二弹簧164,安装在制动环73的两侧,与连接杆72的第二端形成整体。参照图11,第一弹簧163安装在本体6内连接杆72的周围,位于第一支座161和制动环73之间,第二弹簧164安装在本体6内连接杆72周围,位于制动环73和后支座162之间。这种装置实施简单,易于制造。为了校准切削力,有利的是,可以控制支座161,162的位置,从而可调整弹簧163,164的强制力。
-导向装置8
为了将车床小板9定位于毛刺的高度,除毛刺单元7进一步包括导向装置8,该装置可通过引导除毛刺单元7而使其沿需要除去毛刺的边缘部分的外形移动。
参照图3到图6,在该实施例中,导向装置8采用的形状是两个旋转的圆柱形滚筒81,82,从板71处延伸,而方向轴线B1,B2则垂直于所述板71所确定的平面来延伸。换句话说,旋转滚筒81,82的轴线B1,B2在二者之间平行,并沿轴线U延伸。此处,每个滚筒81,82包括与板71构成整体的内核和旋转安装在所述内核上的外护套。
如图4所示,连接杆72在两个滚筒81,82之间延伸,在该实施例中,与滚筒81,82距离相同。当滚筒81,82在排气机壳1边缘横向部分上对接时,即沿方向Z而垂着对接时,除毛刺高度非常精确地确定,使得车床小板9得以定位,后者与连接杆72为一整体。车床小板9处于良好切削高度,可切削位于两个滚筒81,82之间的毛刺,即除去边缘部分毛刺。
随着排气机壳1围绕其轴线W转动,位于两个滚筒81,82之间的曲线边缘部分的形状会改变。只有滚筒81,82的外护套被带动转动,从而避免了滚筒81,82内核的传动,进而避免除毛刺单元7板71的转动。由此,板71的移动引起了连接杆72垂直移动,从而无需对车床小板9的方向进行修正。
下面参照图7至图10介绍本发明,介绍上游外部毛刺BM1(图7)、上游内部毛刺BM2(图8)、下游外部毛刺BV1(图9)和下游内部毛刺BV2(图10)的除毛刺作业情况。
-实施切削作业
根据本发明,在排气机壳1的高度设定在正确的高度后,尽管后者依然在基座2内处于水平位置,通过用上述刮刀4来替换铣削装置3的铣刀31而开始进行除毛刺作业。
刮刀4(其并不是铣刀)不包括任何用来切削的旋转部分,但只包括了车床小板9。非常有利的是,基座2的转动在铣削作业和除毛刺作业之间并不要修正,这有利于通过转动来切削排气机壳1,机壳1以铣削旋转速度围绕轴线W而被带动旋转,与此同时,刮刀4则保持静止不动。
作为实施例,参照图7,铣削装置3将刮刀4定位在上游边缘BM上,这样,就可对排气机壳1外部毛刺BM1进行切削。为此,刮刀4的切削刃C1至少局部地位于排气机壳1外部,并与上游边缘BM1的外部相对接,弹簧63,64则对切削刃C1的支撑力进行校准。参照图7,车床小板9相对于垂直方向Z而斜向延伸并在排气机壳1内指向上方。
滚筒81,82在上游边缘BM沿轴线Z处于垂直对接,以便在排气机壳1转动时与所述边缘BM1的外形相配合。随着外形的变化,滚筒81,82沿方向Z的高度会修正,从而修正了切削刃C1的切削高度。
在排气机壳1转动期间,上游外部毛刺可被切削刃C1完全刮掉,相当于转动时的切削处理。外部上游边缘BM1在除毛刺后会很平整,使得排气机壳1的操作更为方便。
为了去除上游内部边缘BM2的毛刺,如图8所示,除毛刺单元7会围绕轴线U在半个圈内旋转,这样,切削刃C3就会与上游内部边缘BM2相接触。参照图8,车床小板9相对于垂直方向Z而倾斜延伸,并在排气机壳1外部指向上方。
与上游外部毛刺BM1去除方法相同,切削刃C3的除毛刺作业使得上游内部边缘BM2非常平整,从而使得排气机壳1的操作更为方便。此外,由于相同边缘上的内部和外部毛刺都已经去除,就很容易地在所述边缘上安装法兰。
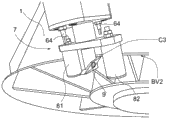
关于下游边缘BV,铣削装置3可以使得刮刀4向下倾斜,抵达下游边缘BV的内部和外部,如图9和图10所示,切削刃C1,C3分别切削下游外部边缘BV1和下游内部边缘BV2。
一旦四个毛刺均被去除,排气机壳1就可从基座2上卸下,例如,从而可以在所述边缘上安装法兰。
根据本发明的切削方法,可以通过同一铣削装置进行高度设定和除毛刺作业,与此同时,只需改变切削工具。此外,这种作业不要求从基座2上拆除排气机壳1,这样,所述作业就可连续进行,进而缩短排气机壳1切削方法的整个持续时间。此外,操作者的受伤风险也会消除,因为所有作业都是通过铣削装置来进行,不需要操作者对排气机壳1进行操作。
Claims (9)
1.一种切削航空器涡轮轴发动机机壳(1)的方法,所述机壳(1)沿机壳轴线(W)延伸,并包括上游边缘(BM)和下游边缘(BV),所述方法包括如下步骤:
-在基座(2)内定位机壳(1)的一个步骤;
-根据机壳轴线(W)以铣削旋转速度旋转基座(2)的一个基座旋转步骤;
-通过铣削装置(3)来对机壳(1)下游边缘(BV)和/或上游边缘(BM)进行铣削的一个铣削步骤,以便修正机壳(1)的轴向长度,所述铣削装置(3)包括在机壳(1)转动时以铣削旋转速度切削所述机壳(1)边缘的铣刀(31);
-对所述机壳(1)边缘进行除毛刺的一个除毛刺步骤,从而将所述边缘附近形成的至少一个毛刺去掉,进入铣削步骤,
其特征在于:
铣削装置(3)包括除毛刺步骤时的刮刀(4),所述刮刀(4)可通过机壳(1)转动来以铣削转速切削毛刺。
2.根据权利要求1所述的方法,其中机壳(1)包括转向机壳轴线(W)的内部和与所述内部相反的外部,所述机壳边缘的内部和外部在除毛刺步骤时相继被切削,与此同时,将机壳(1)定位在基座(2)内。
3.根据权利要求2所述的方法,其中在除毛刺步骤时,机壳(1)上游边缘(BM)和下游边缘(BV)都被切削,与此同时,机壳(1)定位在基座(2)内。
4.一种用来去除航空器涡轮轴发动机机壳(1)边缘毛刺的刮刀(4),所述刮刀(4)布置成安装在铣削装置(3)内,所述刮刀(4)包括本体(6),本体(6)在第一端包括铣削装置(3)的连接装置,在第二端包括除毛刺单元(7),后者包括车床小板(9),车床小板(9)带有至少一个切削刃(C1),布置成可去除机壳(1)边缘毛刺,其特征在于:除毛刺单元(7)包括导向装置(8),适于接触需要除毛刺的边缘,从而跟随需除毛刺边缘的形状,无需对车床小板的方向(9)进行修正。
5.根据权利要求4所述的刮刀,其中除毛刺单元(7)包括连接杆(72),车床小板安装在该连接杆(72)上,和围绕所述连接杆(72)旋转安装的板(71),导向装置(8)布置在所述板(71)上。
6.根据权利要求5所述的刮刀,其中导向装置(8)包括至少两个平行滚筒(81,82),用来同时接触需去除毛刺的边缘。
7.根据权利要求6所述的刮刀,其中连接杆(72)在两个滚筒(81,82)之间延伸,优选与滚筒(81,82)距离相同。
8.根据权利要求5到7任一项所述的刮刀,其中连接杆(72)的一端安装在本体(6)内,弹簧装置(63,64)布置在连接杆(72)所述端部和所述本体(6)之间,从而可在需除毛刺的边缘上校准车床小板(9)的切削力。
9.根据权利要求4到8任一项所述的刮刀,其中机壳(1)包括内部和外部,车床小板(9)包括至少两个平行切削刃,布置成可分别去除机壳(1)边缘内部和外部的毛刺。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1058983A FR2966756B1 (fr) | 2010-11-02 | 2010-11-02 | Procede d'usinage d'un carter d'un turbomoteur d'aeronef et outil de grattoir pour la mise en oeuvre du procede |
| FR1058983 | 2010-11-02 | ||
| PCT/FR2011/052530 WO2012059670A2 (fr) | 2010-11-02 | 2011-10-28 | Procédé d'usinage d'un carter d'un turbomoteur d'aéronef et outil de grattoir pour la mise en oeuvre du procédé |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103201064A true CN103201064A (zh) | 2013-07-10 |
| CN103201064B CN103201064B (zh) | 2016-07-06 |
Family
ID=44065276
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201180052475.XA Active CN103201064B (zh) | 2010-11-02 | 2011-10-28 | 切削航空器涡轮轴发动机机壳的方法和实施所述方法所用的刮刀 |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US9296052B2 (zh) |
| EP (1) | EP2635393B1 (zh) |
| JP (1) | JP5883016B2 (zh) |
| CN (1) | CN103201064B (zh) |
| BR (1) | BR112013010111A2 (zh) |
| CA (1) | CA2815164A1 (zh) |
| FR (1) | FR2966756B1 (zh) |
| RU (1) | RU2590520C2 (zh) |
| WO (1) | WO2012059670A2 (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104551910A (zh) * | 2014-12-30 | 2015-04-29 | 上海华谊集团装备工程有限公司 | 一种任意曲线形状金属板条侧边成型加工装置和加工方法 |
| CN107824888A (zh) * | 2017-10-31 | 2018-03-23 | 苏州健雄职业技术学院 | 一种可调导向机夹修边刀及其组装方法 |
| CN114126791A (zh) * | 2019-06-19 | 2022-03-01 | 赛峰飞机发动机公司 | 航空部件的改进去毛刺方法 |
| CN117324696A (zh) * | 2023-10-23 | 2024-01-02 | 华电渠东发电有限公司 | 一种汽轮机汽封的调整刮磨装置 |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105263671B (zh) * | 2013-07-09 | 2017-05-03 | 日本省力机械株式会社 | 加工装置 |
| CN103586513B (zh) * | 2013-11-12 | 2015-08-26 | 中国南方航空工业(集团)有限公司 | 一种飞机涡轮机匣安装边的精密孔的加工方法 |
| KR101559944B1 (ko) * | 2015-07-29 | 2015-10-14 | 이종일 | 자동식 파이프 및 금속판재 이동 면취기 |
| CN106078102B (zh) * | 2016-06-29 | 2017-12-22 | 洛阳奇瑞机械科技有限公司 | 一种飞机空中吊舱前球壳的机加工方法 |
| CN106112395B (zh) * | 2016-06-29 | 2018-05-08 | 洛阳奇瑞机械科技有限公司 | 一种飞机空中吊舱连接盘的机加工方法 |
| CN106064288B (zh) * | 2016-06-29 | 2017-12-22 | 洛阳奇瑞机械科技有限公司 | 一种飞机空中吊舱顶罩的机加工方法 |
| CN106078103B (zh) * | 2016-06-29 | 2017-12-19 | 洛阳奇瑞机械科技有限公司 | 一种飞机空中吊舱后球壳的机加工方法 |
| CN108818291A (zh) * | 2017-05-04 | 2018-11-16 | 赛峰航空器发动机 | 用于去除材料的工具、以及使用该工具的方法 |
| CN108340026B (zh) * | 2018-03-29 | 2024-08-06 | 河南摩西机械制造有限公司 | 一种铁锅生产线用铁锅边缘毛刺手动处理装置 |
| CN109624158B (zh) * | 2018-12-07 | 2021-05-07 | 浙江百得塑业有限公司 | 一种用于塑料制品生产的刮披锋机构 |
| US12023776B2 (en) * | 2019-03-29 | 2024-07-02 | Ford Motor Company | Deburring equipment for blank pile |
| CN110842261A (zh) * | 2019-11-15 | 2020-02-28 | 苏州久泽智能科技有限公司 | 一种手机充电触点无毛刺加工机 |
| US11602793B2 (en) * | 2020-08-19 | 2023-03-14 | The Tapmatic Corporation | Compression and tension floating deburring tool |
| CN112338542A (zh) * | 2020-09-15 | 2021-02-09 | 东风时代(武汉)电池系统有限公司 | 电池箱体制造系统及方法 |
| CN112355581B (zh) * | 2020-10-29 | 2021-11-02 | 中国航发南方工业有限公司 | 机匣毛刺的去除方法 |
| CN115213688B (zh) * | 2022-05-20 | 2024-05-31 | 航天材料及工艺研究所 | 一种大尺寸异形防热壳体的切断工装及快速切断方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2702981A1 (fr) * | 1993-03-22 | 1994-09-30 | Voss Production | Dispositif porte-outil pour machine-outil, notamment tour . |
| EP0849021A1 (en) * | 1996-12-21 | 1998-06-24 | The Boeing Company | Edge milling cutter with cutter inserts |
| CN2467246Y (zh) * | 2001-03-12 | 2001-12-26 | 王春良 | 去除型腔内相贯孔圆弧面毛刺的工具 |
| CA2209972C (en) * | 1996-07-11 | 2005-09-13 | Adelio Joaquim Barbosa Leite | Deburring tool and process on a hole opposite the tool |
| WO2006119548A1 (en) * | 2005-05-09 | 2006-11-16 | John Wayne Doust | Chamfer tool |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE473181C (de) * | 1928-03-16 | 1929-03-12 | Carl Bender | Verfahren und Einrichtung zur Herstellung von schraubenfoermigen Seilfuehrungsrillen |
| US2237550A (en) * | 1939-01-24 | 1941-04-08 | Republic Steel Corp | Inside flash cutter |
| US2703996A (en) * | 1954-08-25 | 1955-03-15 | William D Reynolds | Chatterless deburring tool |
| US2862423A (en) * | 1955-01-03 | 1958-12-02 | Kaiser Ind Corp | Powered deburring device |
| US2804789A (en) * | 1956-07-11 | 1957-09-03 | Guy S Randles | Chatterless countersink and deburring tool |
| US4290719A (en) * | 1979-07-19 | 1981-09-22 | Worthington Ronald L | Cutting guide |
| US4543022A (en) * | 1983-03-24 | 1985-09-24 | Foster Wheeler Energy Corporation | Self-positioning scarfing apparatus |
| JPH089124B2 (ja) * | 1986-11-13 | 1996-01-31 | 三菱重工業株式会社 | 自由曲面の加工方法 |
| FR2620242B1 (fr) * | 1987-09-09 | 1990-03-02 | Snecma | Procede d'utilisation d'un robot d'ebavurage |
| TW362057B (en) * | 1996-08-05 | 1999-06-21 | Hh Patent As | Method for the deburring of items |
| US5954464A (en) * | 1997-09-05 | 1999-09-21 | United Technologies Corporation | Method for forming the edge of an airfoil |
| JP4045634B2 (ja) * | 1998-02-20 | 2008-02-13 | いすゞ自動車株式会社 | エンジンシリンダボアの油溝加工方法 |
| DE19858801A1 (de) * | 1998-12-18 | 2000-06-21 | Fotec Forschungs Und Technolog | Werkzeugaufnahme einer Werkzeugmaschine |
| US6302625B1 (en) * | 1999-10-15 | 2001-10-16 | United Technologies Corporation | Method and apparatus for refurbishing a gas turbine airfoil |
| CA2335396A1 (en) * | 2001-02-13 | 2002-08-13 | Yves Fortin | Tool compliance device and method |
| DE20204365U1 (de) * | 2002-03-19 | 2002-05-29 | Deckel Maho Pfronten GmbH, 87459 Pfronten | Spindelkopf für eine Universal-Fräsmaschine |
| DE10243520A1 (de) * | 2002-09-19 | 2004-04-01 | Andreas Stihl Ag & Co. | Verfahren zur Herstellung eines Zylinders |
| JP2005028502A (ja) * | 2003-07-11 | 2005-02-03 | Mitsubishi Materials Corp | 面取りカッタおよび面取りカッタ用スローアウェイチップ |
| EP1777378A3 (en) * | 2003-07-29 | 2011-03-09 | Pratt & Whitney Canada Corp. | Turbofan case and method of making |
| US7707705B2 (en) * | 2004-11-29 | 2010-05-04 | Hoesch Schwerter Profile Gmbh | High-speed milling cutter system and method for producing metallic guide elements |
| US7837416B2 (en) * | 2005-07-29 | 2010-11-23 | Sumitomo Electric Hardmetal Corp. | Indexable cutting insert and method for producing the same |
| ITBO20050752A1 (it) * | 2005-12-07 | 2007-06-08 | Jobs Spa | Portautensili per fresatrici, macchina fresatrice e procedimento di fresatura |
| US7422399B1 (en) * | 2006-09-13 | 2008-09-09 | Rolland Edward Salsberry | Debeading tool for butt-welded plastic pipe |
| US8397383B2 (en) * | 2006-10-02 | 2013-03-19 | Pratt & Whitney Canada Corp. | Annular gas turbine engine case and method of manufacturing |
| JP5030606B2 (ja) * | 2007-01-30 | 2012-09-19 | ヤマザキマザック株式会社 | マシニングセンタ |
-
2010
- 2010-11-02 FR FR1058983A patent/FR2966756B1/fr active Active
-
2011
- 2011-10-28 CN CN201180052475.XA patent/CN103201064B/zh active Active
- 2011-10-28 WO PCT/FR2011/052530 patent/WO2012059670A2/fr not_active Ceased
- 2011-10-28 US US13/882,318 patent/US9296052B2/en active Active
- 2011-10-28 JP JP2013535499A patent/JP5883016B2/ja not_active Expired - Fee Related
- 2011-10-28 CA CA2815164A patent/CA2815164A1/fr not_active Abandoned
- 2011-10-28 EP EP11832136.3A patent/EP2635393B1/fr active Active
- 2011-10-28 RU RU2013122111/02A patent/RU2590520C2/ru active
- 2011-10-28 BR BR112013010111A patent/BR112013010111A2/pt not_active IP Right Cessation
-
2016
- 2016-02-19 US US15/048,262 patent/US10137515B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2702981A1 (fr) * | 1993-03-22 | 1994-09-30 | Voss Production | Dispositif porte-outil pour machine-outil, notamment tour . |
| CA2209972C (en) * | 1996-07-11 | 2005-09-13 | Adelio Joaquim Barbosa Leite | Deburring tool and process on a hole opposite the tool |
| EP0849021A1 (en) * | 1996-12-21 | 1998-06-24 | The Boeing Company | Edge milling cutter with cutter inserts |
| CN2467246Y (zh) * | 2001-03-12 | 2001-12-26 | 王春良 | 去除型腔内相贯孔圆弧面毛刺的工具 |
| WO2006119548A1 (en) * | 2005-05-09 | 2006-11-16 | John Wayne Doust | Chamfer tool |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104551910A (zh) * | 2014-12-30 | 2015-04-29 | 上海华谊集团装备工程有限公司 | 一种任意曲线形状金属板条侧边成型加工装置和加工方法 |
| CN107824888A (zh) * | 2017-10-31 | 2018-03-23 | 苏州健雄职业技术学院 | 一种可调导向机夹修边刀及其组装方法 |
| CN107824888B (zh) * | 2017-10-31 | 2019-04-19 | 苏州健雄职业技术学院 | 一种可调导向机夹修边刀及其组装方法 |
| CN114126791A (zh) * | 2019-06-19 | 2022-03-01 | 赛峰飞机发动机公司 | 航空部件的改进去毛刺方法 |
| CN114126791B (zh) * | 2019-06-19 | 2024-03-08 | 赛峰飞机发动机公司 | 航空部件的改进去毛刺方法 |
| CN117324696A (zh) * | 2023-10-23 | 2024-01-02 | 华电渠东发电有限公司 | 一种汽轮机汽封的调整刮磨装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2635393A2 (fr) | 2013-09-11 |
| WO2012059670A2 (fr) | 2012-05-10 |
| JP2014500153A (ja) | 2014-01-09 |
| FR2966756A1 (fr) | 2012-05-04 |
| JP5883016B2 (ja) | 2016-03-09 |
| FR2966756B1 (fr) | 2013-08-23 |
| CA2815164A1 (fr) | 2012-05-10 |
| WO2012059670A3 (fr) | 2012-07-05 |
| EP2635393B1 (fr) | 2019-01-16 |
| CN103201064B (zh) | 2016-07-06 |
| US20130216322A1 (en) | 2013-08-22 |
| RU2590520C2 (ru) | 2016-07-10 |
| RU2013122111A (ru) | 2014-12-10 |
| US9296052B2 (en) | 2016-03-29 |
| US20160167144A1 (en) | 2016-06-16 |
| US10137515B2 (en) | 2018-11-27 |
| BR112013010111A2 (pt) | 2016-09-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103201064B (zh) | 切削航空器涡轮轴发动机机壳的方法和实施所述方法所用的刮刀 | |
| JP2693683B2 (ja) | エアーホイル端縁の修理工具及び方法 | |
| KR101406429B1 (ko) | 내치차 가공 방법 및 그것에 사용하는 공구의 드레싱 방법 | |
| JP5419473B2 (ja) | 内歯車加工方法 | |
| CA2624817C (en) | Method and apparatus for weld profiling | |
| WO2015170749A1 (ja) | タイヤのトリミング装置および方法 | |
| JP2016049609A (ja) | 仕上げ砥石ブラシと力制御仕上げ加工方法 | |
| TW201701998A (zh) | 硏磨機與用於加工工件的方法 | |
| KR20120103504A (ko) | 광학 유리를 위한 연마 기계 및 관련 연마 방법 | |
| EP2789422A2 (en) | Shaping of aerofoil edges | |
| JP2015174183A (ja) | ブローチ研削盤 | |
| KR102177689B1 (ko) | 샤프트 가공 장치 | |
| JP6561596B2 (ja) | 切削装置及び切削方法 | |
| KR101405838B1 (ko) | 밀링 커터를 이용한 안경 렌즈 가공 장치 및 방법 | |
| IT201800010214A1 (it) | Dispositivo ed un metodo per l’asportazione calibrata di materiale da un fianchetto di uno sci | |
| US10888930B2 (en) | Piston groove machining tool | |
| KR20080002042A (ko) | 브로치 커터의 연마 장치 | |
| KR102371472B1 (ko) | 그루빙용 절삭 블레이드 | |
| JP2015020222A (ja) | 研削盤およびツルーイング方法 | |
| KR101531600B1 (ko) | 절단장치 | |
| CN210549288U (zh) | 一种转子汽封滚花刀 | |
| JP2021194742A (ja) | スカイビング加工装置 | |
| KR102347422B1 (ko) | 하우징 내경 연마 장치 | |
| JPH0222211Y2 (zh) | ||
| WO2024247037A1 (ja) | 歯車研削加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |