CN103852182A - Method for automatically adjusting temperature of high-temperature melting material - Google Patents
Method for automatically adjusting temperature of high-temperature melting material Download PDFInfo
- Publication number
- CN103852182A CN103852182A CN201410074066.5A CN201410074066A CN103852182A CN 103852182 A CN103852182 A CN 103852182A CN 201410074066 A CN201410074066 A CN 201410074066A CN 103852182 A CN103852182 A CN 103852182A
- Authority
- CN
- China
- Prior art keywords
- temperature
- time
- measure
- measurement
- computing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Control Of Temperature (AREA)
- Waste-Gas Treatment And Other Accessory Devices For Furnaces (AREA)
Abstract
The invention discloses a method for automatically adjusting the temperature of a high-temperature melting material. Weighting coefficients and impact factors are introduced according to the irrelevance of temperatures, measured in adjacent periods or a certain period, of the melting material in a metallurgy kiln, and the temperature, actually measured at present, of the melting material is adjusted according to the normal distribution principle. The adjusted temperature of the high-temperature melting detection material comprises an algebra weighting sum of a current measuring value and a historical measuring value, and the weighting coefficients and the impact factors have timeliness. The weighting coefficients can reflect the approaching degree of a current temperature true value in the aspect of temperature measuring frequency in the certain period time section, and the impact factors are used for performing evaluation in the aspect from the historical measuring value to current measuring time scale. Due to the fact that the materials entering the kiln in the time sequence are not related, temperature measuring operation on the melting adjacent materials and temperature measuring operation on interval melting materials in the furnace are independent mutually and can meet the independent normal distribution conditions.
Description
Technical field
The present invention relates to high-temperature molten material temperature test technical field in metallurgical furnace kiln, be specifically related to a kind of automatic correcting method of high-temperature molten material temperature.
Background technology
In metallurgical furnace kiln, the temperature of high-temperature molten material generally adopts disposable thermal galvanic couple to measure, and thermopair output terminal connects hand-held secondary Displaying Meter, records and upload temperature measuring data after each Measurement sensibility.The impact that is subject to measuring position, inserts the various factorss such as the interior level of stove, Measuring Time length, feed way, measuring position, measurement result is random large, can only be by site operation personnel according to production operation experience people for identifying, cannot automatic screening reject, be easy to cause production run erroneous judgement.And in metallurgical furnace kiln, temperature of charge variation is a continuously slow time-varying process.Before material actual temperature is subject to, measure several times the restriction of temperature and measurement point, have certain deviation with working as pre-test temperature, actual measured value cannot meet the requirement of metallurgical furnace kiln FEEDBACK CONTROL.
Summary of the invention
Technical matters to be solved by this invention is that a kind of weighting coefficient and factor of influence introduced, the method that adopts the principle of normal distribution to revise current actual measurement melting material temperature are provided for shortcoming of the prior art.
Adopt following technical scheme for solving technical matters of the present invention:
A kind of automatic correcting method of high-temperature molten material temperature, measure the irrelevance between melting material temperature according to metallurgical furnace in adjacent or some cycles, introduce weighting coefficient and factor of influence, adopt the principle of normal distribution to revise current actual measurement melting material temperature.
A kind of automatic correcting method of high-temperature molten material temperature, at material metallurgical furnace kilneye, thermopair is set one time, the output signal of a thermocouple measurement is transformed into standard 4~20mA output after signal condition being amplified by signal amplifier, the output signal that conditioning is amplified is connected to secondary intelligent display meter, secondary intelligent display meter has load module, output module, display panels, storage and computing module, measuring button and transmit operation button forms, load module adopts insulated enclosure formula standard 4~20mA terminal, output module adopts the clear transport protocol of supporting TCP/IP encrypted packet, the output signal of output module stores in remote monitoring computing machine by WIFI module and wireless router, display panels is used for the target melting material temperature of display setting, measure melting material temperature and self-correcting melting material temperature and data transmission and send status information, storage and computing module is realized self-correcting temperature computation process and automatic dynamic refreshes intermediate storage parameter.
The described measurement signal line being connected with thermopair front end adopts ceramic insulation protective sleeve, glass fibre and screen layer to carry out heat insulation protection and signal isolation.
The device that a kind of automatic correcting method of high-temperature molten material temperature uses, comprise thermopair No. one time, a described thermopair is arranged on material metallurgical furnace kilneye, a described thermopair connecting secondary intelligent display meter, signalization amplifier between a described thermopair and secondary intelligent display meter, described signal amplifier outputting standard is 4~20mA, described secondary intelligent display meter is connected remote monitoring computing machine by WIFI module with wireless router, described secondary intelligent display meter has load module, output module, display panels, storage and computing module, measuring button and transmit operation button forms, described load module is provided with insulated enclosure formula standard 4~20mA terminal, described output module is supported the clear transport protocol of TCP/IP encrypted packet.
An automatic correcting method for high-temperature molten material temperature, the detailed computation process of its algorithm model is as follows: 1) check measurement memory cell data T
i, work as T
i≤ 0, T
i+1> 0, i=1,2 ...,, make T at 9 o'clock
i+1..., T
10=T
i; t
i+1..., t
10=t
i; Work as T
iwhen > 0, T
1, T
2..., T
10; t
1, t
2, t
10; 2) computing time code S
i-j, calculate current Measuring Time code and measure memory cell data T
itiming code mark difference when > 0; 3) computing time yardstick t
i-j; 4) calculate weighting factor a
i, time scale average μ and the poor σ of time standard; 5) measure temperature reference deviation delta T
iwith factor of influence k
i; 6) calculate self-correcting temperature results.
An automatic correcting method for high-temperature molten material temperature, its computing formula is as follows:
T
O=T
C+α
ik
iΔT
ii=1,2,...,5 (1)
a
i=2
-i (2)
ΔT
i=-(T
i-T
s) (4)
Wherein time marking code and time scale treaty rule are suc as formula shown in (7), (8):
S
i-j:dd
i-j:hh
i-j:mm
i-j:ss
i-j (7)
T
oit is self-correcting temperature;
T
cit is current observed temperature;
Δ T
iit is the reference difference (history value) between the i time observed temperature and current target setting temperature;
T
ithe i time observed temperature;
T
sit is current target setting temperature;
A
ii temperature gap weighting coefficient;
K
ii temperature gap influence coefficient;
μ is Current Temperatures Measuring Time and historical temperature survey time interval hourage (10 groups of historical measurement data and corresponding time marking);
σ is time marking standard deviation;
S
i-jit is code computing time;
T
i-jit is yardstick computing time;
Dd
ito measure the corresponding date of temperature-time for the i time;
Dd
jto measure the corresponding date of temperature-time for the j time;
Hh
ito measure the corresponding hourage of temperature-time for the i time;
Hh
jto measure the corresponding hourage of temperature-time for the j time;
Mm
ito measure the corresponding the number of minutes of temperature-time for the i time;
Mm
jto measure the corresponding the number of minutes of temperature-time for the j time;
Ss
ito measure the corresponding number of seconds of temperature-time for the i time;
Ss
jto measure the corresponding number of seconds of temperature-time for the j time;
Dd
i-jmeasure temperature and the date of the j time measurement between temperature for the i time poor;
Hh
i-jmeasure temperature and the hourage of the j time measurement between temperature for the i time poor;
Mm
i-jmeasure temperature and the j time measurement the number of minutes between temperature for the i time poor;
Ss
i-jmeasure temperature and the number of seconds of the j time measurement between temperature for the i time poor.
High-temperature molten material temperature automatic correcting method of the present invention is to measure the irrelevance between melting material temperature according to metallurgical furnace in adjacent or some cycles, introduce weighting coefficient and factor of influence, adopt the principle of normal distribution to revise current actual measurement melting material temperature, make it to approach as much as possible actual value.Revised high-temperature fusion detects the algebraically weighting sum that temperature of charge comprises current measurement value and historical measurements, and its weighting coefficient and factor of influence have ageing.Weighting coefficient temperature survey frequency within the some cycles time period reflects Current Temperatures true value approximation ratio, and factor of influence is to evaluate from the current Measuring Time yardstick of historical measurements distance.In sequential, do not have correlativity owing to entering stove material, the adjacent and interval melting material temperature of stove is measured between operation separate, and both meet independent normal distribution condition.
The present invention is owing to adopting above technical scheme, and tool has the following advantages: 1. the present invention adopts basic mathematical method to reach self-tuing on line computing function, has broken away from and has measured the serious dependence of melting material temperature accurate reliability to knowhow; 2. the memory data output of this automatic correcting method and calculated amount are relatively little, on existing embedded microprocessor intelligent terminal, easily realize, and convenience is expanded integrated in existing hand-held secondary Displaying Meter system, and cost of development is low; 3. the present invention is simple to operate, and input and setting operation button operating in a key, be skillfully constructed, and accurate and practical, cost performance is high, is conducive to large-scale promotion application.
Brief description of the drawings
Fig. 1 be in self-correcting model of the present invention timing code with put into practice yardstick corresponding relation;
Fig. 2 is self-correcting process flow diagram of the present invention;
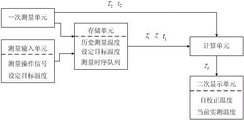
Fig. 3 is self-correcting functions of modules figure of the present invention;
Fig. 4 is the invention process example self-correcting result schematic diagram.
Embodiment
Below in conjunction with accompanying drawing, the present invention is described in further detail:
An automatic correcting method for high-temperature molten material temperature, measures the irrelevance between temperature according to metallurgical furnace in adjacent or some cycles, introduces weighting coefficient and factor of influence, adopts the principle of normal distribution to revise current actual measurement melting material temperature.
The device that a kind of automatic correcting method of high-temperature molten material temperature uses; as shown in Figure 2; comprise thermopair 1 No. one time; No. one time thermopair 1 adopts ceramic insulation protective sleeve, glass fibre and screen layer to carry out heat insulation protection and signal isolation by the measurement signal line of 2, thermopairs of measurement signal line connecting secondary intelligent display meter, 1 front end connection.Between thermopair 1 and secondary intelligent display meter 2, signal amplifier is installed, signal amplifier outputting standard is 4~20mA, secondary intelligent display meter 2 is connected remote monitoring computing machine 4 by WIFI module with wireless router 3, secondary intelligent display meter 2 has load module, output module, display panels, storage and computing module, measurement button and transmit operation button to form, load module is provided with insulated enclosure formula standard 4~20mA terminal, and output module is supported the clear transport protocol of TCP/IP encrypted packet.
The present embodiment during to copper high-temperature fusion temperature carry out self-correcting.
While enforcement in production scene, before measurement, first in secondary intelligent display meter (2), input needs the matte target temperature of controlling.In the time that matte mouth is put copper liquid, putting copper protection mouthful opens, thermopair 1 is inserted in metallurgical furnace below matte liquid level by putting copper mouth, after location positioning to be measured, when the sensor of a thermopair 1 fully contacts a period of time with matte liquid, after about 10 seconds, when its signal output millivolt value no longer changes, that is to say that thermocouple measuring temperature approaches matte liquid temp, now press the measurement button on secondary intelligent display meter 2 panels, secondary intelligent display meter 2 is recorded Current Temperatures measured value, and store in secondary intelligent display meter storage unit together with the corresponding timing code of measured value.
Secondary intelligent display meter 2 has input/output module, display panels, storage and computing module, measurement and transmit operation button to form.Load module adopts insulated enclosure formula standard 4~20mA terminal, for ease of production operation management, the output of self-correcting temperature adopts supports the clear transport protocol of TCP/IP encrypted packet to store in remote monitoring computing machine 4 by WIFI module and technical grade wireless router 3.Display panels be used for display setting target matte temperature, measure matte temperature and self-correcting matte temperature, and data transmission sends status information.Storage and computing module are realized self-correcting temperature computation process and are automatically refreshed intermediate storage parameter.This example is selected the ARM11 industrial master board of Samsung OK6410, prepackage WinCE5.0 operating system and SQLCE database.Measurement and transmit operation function button provide a kind of simple initial conditions for operating personnel carry out temperature survey.Concrete computation process is as follows:
1. first according to producing actual requirement by numerical key input requirements target matte temperature T O;
2. press measurement button, record current matte temperature, storage timing unit and historical measurement
Temperature is carried out following computing:
In table, data recording remains unchanged.
3. calculate corresponding self-correcting temperature results.If i < 10,
1) to T
i+1=T
i+2=...=T
10, t
i+1=t
i+2=...=t
10;
2) calculate t
i, calculate by formula (7) and (8) two formulas;
3) a
i, wherein a
i=a
i+1=...=a
10=2
-i;

4) calculate variance
5) according to 2), 3), 4) result, calculate factor of influence
 6) calculate self-correcting temperature T
o=T
c+ α
ik
iΔ T
ii=1,2 ..., 5;
6) calculate self-correcting temperature T
o=T
c+ α
ik
iΔ T
ii=1,2 ..., 5;
If calculate as follows i >=10 o'clock:
1) calculate timing code dd corresponding to the each measured temperature of sequential queue according to formula (7) and (8)
i-j: hh
i-j: mm
i-j: ss
i-jand time scale
2) computing time yardstick average
 n=10, j=1,2 ..., n;
n=10, j=1,2 ..., n;
3) calculate variance
 with the poor Δ T of measurement temperature reference
i=-(T
i-T
s);
with the poor Δ T of measurement temperature reference
i=-(T
i-T
s);
4) calculate weighting coefficient a
i=2
-i, i=1 ..., 5;
5) calculate factor of influence
6) calculate self-correcting temperature T
o=T
c+ α
ik
iΔ Tii=1,2 ..., 5.
4. design temperature, target setting temperature and self-correcting temperature output to secondary intelligent display meter display screen;
5. two intelligent display meter current datas are issued in LAN (Local Area Network), and show that data send status information.
6. finish, wait for executable operations.
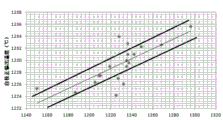
Directly measure temperature and adopt the automatic correcting method calculating output temperature providing in the present invention to contrast with the actual thermopair of synthetic furnace matte flash smelting, wherein horizontal ordinate is for measuring an electric thermo-couple temperature, and ordinate is self-correcting output temperature.Known to Fig. 4, by the expression of drawing of matte temperature measured the present invention and thermocouple measuring temperature value, horizontal ordinate is thermocouple measuring temperature value, and ordinate is the matte temperature value that adopts the present invention to record, and two oblique lines are that relative error is 0.5% the limits of error.Can find out, the self-tuning leading indicator of the present invention is as follows:
1) the method effectively automatic calibration measure the deviation causing, and abnormal measurement data is proofreaied and correct;
2) measuring error maximal value is 6%, and after corresponding self-correcting, temperature deviation is less than 0.5%;
3) thermocouple measuring temperature mean value error is 2%, and self-correcting temperature mean value error is less than 0.2%, and measuring accuracy improves greatly.
Claims (6)
1. the automatic correcting method of a high-temperature molten material temperature, it is characterized in that: measure the irrelevance between melting material temperature according to metallurgical furnace in adjacent or some cycles, introduce weighting coefficient and factor of influence, adopt the principle of normal distribution to revise current actual measurement melting material temperature.
2. the automatic correcting method of a kind of high-temperature molten material temperature according to claim 1, it is characterized in that: at material metallurgical furnace kilneye, thermopair is set one time, the output signal of a thermocouple measurement is transformed into standard 4~20mA output after signal condition being amplified by signal amplifier, the output signal that conditioning is amplified is connected to secondary intelligent display meter, secondary intelligent display meter has load module, output module, display panels, storage and computing module, measuring button and transmit operation button forms, load module adopts insulated enclosure formula standard 4~20mA terminal, output module adopts the clear transport protocol of supporting TCP/IP encrypted packet, the output signal of output module stores in remote monitoring computing machine by WIFI module and wireless router, display panels is used for the target melting material temperature of display setting, measure melting material temperature and self-correcting melting material temperature and data transmission and send status information, storage and computing module are realized self-correcting temperature computation process and are automatically refreshed intermediate storage parameter.
3. the automatic correcting method of a kind of high-temperature molten material temperature according to claim 2, is characterized in that: the described measurement signal line being connected with thermopair front end adopts ceramic insulation protective sleeve, glass fibre and screen layer to carry out heat insulation protection and signal isolation.
4. the device using according to the automatic correcting method of a kind of high-temperature molten material temperature described in claim 2 or 3, it is characterized in that: comprise a thermopair (1), a described thermopair (1) is arranged on material metallurgical furnace kilneye, a described thermopair (1) connecting secondary intelligent display meter (2), signalization amplifier between a described thermopair (1) and secondary intelligent display meter (2), described signal amplifier outputting standard is 4~20mA, described secondary intelligent display meter (2) is connected remote monitoring computing machine (4) by WIFI module with wireless router (3), described secondary intelligent display meter (2) has load module, output module, display panels, storage and computing module, measuring button and transmit operation button forms, described load module is provided with insulated enclosure formula standard 4~20mA terminal, described output module is supported the clear transport protocol of TCP/IP encrypted packet.
5. the automatic correcting method of a kind of high-temperature molten material temperature according to claim 1 and 2, is characterized in that the detailed computation process of algorithm model is as follows: 1) check measurement memory cell data T
i, work as T
i≤ 0, T
i+1> 0, i=1,2 ...,, make T at 9 o'clock
i+1..., T
10=T
i; t
i+1..., t
10=t
i; Work as T
iwhen > 0, T
1, T
2..., T
10; t
1, t
2, t
10; 2) computing time code S
i-j, calculate current Measuring Time code and measure memory cell data T
itiming code mark difference when > 0; 3) computing time yardstick t
i-j; 4) calculate weighting factor a
i, time scale average μ and the poor σ of time standard; 5) measure temperature reference deviation delta T
iwith factor of influence k
i; 6) calculate self-correcting temperature results.
6. the automatic correcting method of a kind of high-temperature molten material temperature according to claim 5, is characterized in that computing formula is as follows:
T
O=T
C+
αik
iΔT
ii=1,2,...,5 (1)
a
i=2
-i (2)
ΔT
i=-(T
i-T
s) (4)
Wherein time marking code and time scale treaty rule are suc as formula shown in (7), (8):
S
i-j:dd
i-j:hh
i-j:mm
i-j:ss
i-j (7)
T
oit is self-correcting temperature;
T
cit is current observed temperature;
Δ T
iit is the reference difference between the i time observed temperature and current target setting temperature;
T
ithe i time observed temperature;
T
sit is current target setting temperature;
A
ii temperature gap weighting coefficient;
K
ii temperature gap influence coefficient;
μ is Current Temperatures Measuring Time and historical temperature survey time interval hourage;
σ is time marking standard deviation;
S
i-jit is code computing time;
T
i-jit is yardstick computing time;
Dd
ito measure the corresponding date of temperature-time for the i time;
Dd
jto measure the corresponding date of temperature-time for the j time;
Hh
ito measure the corresponding hourage of temperature-time for the i time;
Hh
jto measure the corresponding hourage of temperature-time for the j time;
Mm
ito measure the corresponding the number of minutes of temperature-time for the i time;
Mm
jto measure the corresponding the number of minutes of temperature-time for the j time;
Ss
ito measure the corresponding number of seconds of temperature-time for the i time;
Ss
jto measure the corresponding number of seconds of temperature-time for the j time;
Dd
i-jmeasure temperature and the date of the j time measurement between temperature for the i time poor;
Hh
i-jmeasure temperature and the hourage of the j time measurement between temperature for the i time poor;
Mm
i-jmeasure temperature and the j time measurement the number of minutes between temperature for the i time poor;
Ss
i-jmeasure temperature and the number of seconds of the j time measurement between temperature for the i time poor.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410074066.5A CN103852182B (en) | 2014-02-28 | 2014-02-28 | A kind of automatic correcting method of high-temperature molten material temperature |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410074066.5A CN103852182B (en) | 2014-02-28 | 2014-02-28 | A kind of automatic correcting method of high-temperature molten material temperature |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103852182A true CN103852182A (en) | 2014-06-11 |
| CN103852182B CN103852182B (en) | 2017-12-15 |
Family
ID=50860107
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201410074066.5A Active CN103852182B (en) | 2014-02-28 | 2014-02-28 | A kind of automatic correcting method of high-temperature molten material temperature |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103852182B (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107367333A (en) * | 2017-07-12 | 2017-11-21 | 郑州旭飞光电科技有限公司 | Acquisition methods, device and the storage medium of temperature of glass liquid |
| CN112556878A (en) * | 2020-12-07 | 2021-03-26 | 安徽仕联电气有限公司 | High-temperature rotary furnace temperature monitoring and early warning system |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03186724A (en) * | 1989-12-15 | 1991-08-14 | Sumitomo Metal Ind Ltd | Molten metal temperature measuring instrument |
| CN102252770A (en) * | 2011-04-29 | 2011-11-23 | 中冶赛迪工程技术股份有限公司 | Temperature-measurement compensating method and corrective type high-accuracy thermometer |
| CN102322970A (en) * | 2011-06-10 | 2012-01-18 | 武汉钢铁(集团)公司 | Automatic detection and analysis system for temperatures at multiple points of coke oven baking |
| CN202853760U (en) * | 2012-05-11 | 2013-04-03 | 亚实履带(天津)有限公司 | Heat treatment equipment temperature real-time monitoring and record alarm device |
| CN103323145A (en) * | 2013-06-26 | 2013-09-25 | 中冶长天国际工程有限责任公司 | Method and device for detecting flue-gas temperature in rotary kiln |
-
2014
- 2014-02-28 CN CN201410074066.5A patent/CN103852182B/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03186724A (en) * | 1989-12-15 | 1991-08-14 | Sumitomo Metal Ind Ltd | Molten metal temperature measuring instrument |
| CN102252770A (en) * | 2011-04-29 | 2011-11-23 | 中冶赛迪工程技术股份有限公司 | Temperature-measurement compensating method and corrective type high-accuracy thermometer |
| CN102322970A (en) * | 2011-06-10 | 2012-01-18 | 武汉钢铁(集团)公司 | Automatic detection and analysis system for temperatures at multiple points of coke oven baking |
| CN202853760U (en) * | 2012-05-11 | 2013-04-03 | 亚实履带(天津)有限公司 | Heat treatment equipment temperature real-time monitoring and record alarm device |
| CN103323145A (en) * | 2013-06-26 | 2013-09-25 | 中冶长天国际工程有限责任公司 | Method and device for detecting flue-gas temperature in rotary kiln |
Non-Patent Citations (1)
| Title |
|---|
| 桑森 等: "热处理炉温控制系统设计", 《工业控制计算机》 * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107367333A (en) * | 2017-07-12 | 2017-11-21 | 郑州旭飞光电科技有限公司 | Acquisition methods, device and the storage medium of temperature of glass liquid |
| CN107367333B (en) * | 2017-07-12 | 2019-07-12 | 郑州旭飞光电科技有限公司 | Acquisition methods, device and the storage medium of temperature of glass liquid |
| CN112556878A (en) * | 2020-12-07 | 2021-03-26 | 安徽仕联电气有限公司 | High-temperature rotary furnace temperature monitoring and early warning system |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103852182B (en) | 2017-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8864378B2 (en) | Process variable transmitter with thermocouple polarity detection | |
| US7658539B2 (en) | Temperature sensor configuration detection in process variable transmitter | |
| CN105651409A (en) | Thermocouple cold junction compensation and temperature measurement circuit and device | |
| CN109612607A (en) | A kind of temperature sensor reaction speed test method | |
| US20190025148A1 (en) | Water Leak Detection Based on Pipe Heating/Cooling Rate | |
| CN201974220U (en) | Automatic online metering device for billets | |
| CN103234663A (en) | Method for calibrating optical fiber grating sensor by measuring practical pavement temperature | |
| CN103868948A (en) | Method for correcting heat exchange power of heat conductivity tester through single-test piece guarded hot plate method | |
| CN108873970A (en) | A kind of furnace temperature monitoring system, device and method | |
| CN103852182A (en) | Method for automatically adjusting temperature of high-temperature melting material | |
| CN107255534A (en) | A kind of error measurement method of Thermistor Temperature Measurement instrument | |
| CN204330183U (en) | A kind of Combined thermocouple assay furnace | |
| CN106319122B (en) | The method and apparatus of on-line measurement blast furnace crucibe slag iron level information | |
| CN112629707A (en) | Heating furnace system precision testing method | |
| CN108981967A (en) | It is a kind of based on the on-site test of Internet of Things temperature standard device | |
| CN204490918U (en) | Blast furnace temperature intelligent monitoring system | |
| CN201653579U (en) | Portable intelligent temperature difference measuring instrument | |
| CN105463142B (en) | A kind of method that molten iron temperature measures in blast furnace crucibe | |
| CN105090084A (en) | Draught fan online monitoring system and method | |
| CN201047779Y (en) | Electric thermo-couple with temperature correction and monitoring hole | |
| CN206440390U (en) | A kind of monitoring system based on wireless senser | |
| CN204900304U (en) | Fan on -line monitoring system | |
| CN204359806U (en) | The Special Automatic industrial analysis instrument of ature of coal | |
| CN117146997A (en) | Methods for measuring inner wall temperature of thermal insulation materials, electronic equipment, systems and storage media | |
| CN102889915A (en) | Flowmeter and calorimeter asynchronous metering and detecting method and flowmeter and calorimeter asynchronous metering and detecting system based on communication |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |